tqm (total quality management) -...
TRANSCRIPT

Studia podyplomowe
Zarządzanie w Przemyśle Naftowym i Gazowniczym
Wybrane metody i narzędzia
doskonalenia jakości (W 2)
Dr inż. Jan Sas
Kraków, 2016

Spis treści
2
• Kaizen
• Praktyki 5S
• Diagram ości (6M lub 4M)
• Analiza Pareto-Lorenza
• 5 x dlaczego (5WHY, 5W)
• Poka Yoke
• Koła jakości
• QFD
• FMEA

CO OZNACZA KAIZEN?
KAI
ZEN
zmiana
dobrze (na lepsze)
KAIZEN® – ciągłe doskonalenie
3

4
To japońska koncepcja ciągłego ulepszania, ciągłego likwidowania braków
i strat w procesach produkcyjnych i administracyjnych przez pracowników
na ich stanowiskach (często powolne, małymi krokami).
KAIZEN
Kaizen = drobne ciągłe doskonalenie =
= TQM + JiT + praca zespołowa + minimalizacja kosztów + TPM

Rób KAIZEN - ciągłe doskonalenie
Idź do Gemba - miejsce produkcji, warsztat, biuro
Szukaj Muda - straty, marnotrawstwo
ZASADY KAIZEN
Obserwuj Genbutsu - rzeczywiste przedmioty, miejsce
Gemba Genbutsu Muda KAIZEN
5

6
T Q M
K A I Z E N Systematyczne,
ciągłe
usprawnianie
2. Seiton (systematyczność)
s s
1. Seiri (selekcja)
3. Seiso (czystość)
s s
4. Seiketsu (standaryzacja)
5. Shitsuke (samodyscyplina)
s 5 S
5S KAIZEN TQM

7
Wynik
działania
Czas
innowacje
Kaizen
KAIZEN A INNOWACJE
standaryzacja i
działania utrzymujące

8
1. SEIRI (ang. sort) – selekcja: usuwanie ze stanowiska pracy oraz
otoczenia rzeczy zbędnych, niepotrzebnych
2. SEITON (ang. systematise) – systematyka: układanie rzeczy w sposób
uporządkowany i systematyczny
3. SEISO (ang. sweep) – sprzątanie: utrzymanie w czystości, sprzątanie
i odnawianie stanowiska pracy
4. SEIKETSU (ang. standarize) – standaryzacja: wprowadzanie łatwych
do realizacji procedur i instrukcji
5. SHITSUKE (ang. self-discipline) – samodyscyplina: utrzymanie
samodyscypliny przez stosowanie regulaminów, wytycznych,
instrukcji, procedur itp
Praktyki 5S
- to skuteczny system nakierowany na dbałość, porządek i racjonalne
gospodarowanie zasobami na indywidualnym stanowisku pracy,
- stosowanie praktyk 5S jest uniwersalne i przyczynia się do ograniczenia
marnotrawstwa

5S - cd
Krok 1 - sortowanie: identyfikacja i usunięcie ze stanowiska wszystkich
nieużywanych przyrządów, narzędzi, zbędnych danych i materiałów. Niezbędność
użycia wynika z częstotliwości wykorzystania (np. do 30 dni). Ograniczenie
marnotrawstwa.
9
Eliminowanie
marnotrawstwa

10

5S - przykłady zastosowania
11
Ćwiczenie 1: 5S
12

Analiza jakościowa – wykresy „rybich ości” (Ishikawy)
Kaoru Ishikawa: profesor Uniwersytetu w Tokio;
• twórca „Kół jakości”; propagator działania zespołowego w doskonaleniu jakości
• zdefiniował siedem tzw. starych narzędzi TQM (diagram „rybich ości”, analiza
Pareto-Lorenza, histogramy, wykresy korelacji, arkusze kontrolne, karty
kontrolne, schematy blokowe)
• opracował schemat do analizy jakościowej w postaci „rybich ości”
Charakterystyka analizy jakościowej
Jest to schemat postępowania dla przeprowadzenia, w sposób
uporządkowany, analizy przyczynowo – skutkowej.
Najpierw są wyznaczane grupy przyczyn, a następnie w ramach tych
grup, są wyznaczane przyczyny szczegółowe powodujące założone lub
rzeczywiste skutki.
Taką analizę można przeprowadzać dla procesów jak i produktów
czy usług, zarówno dla już zaistniałych jak i dopiero zamierzonych. 13
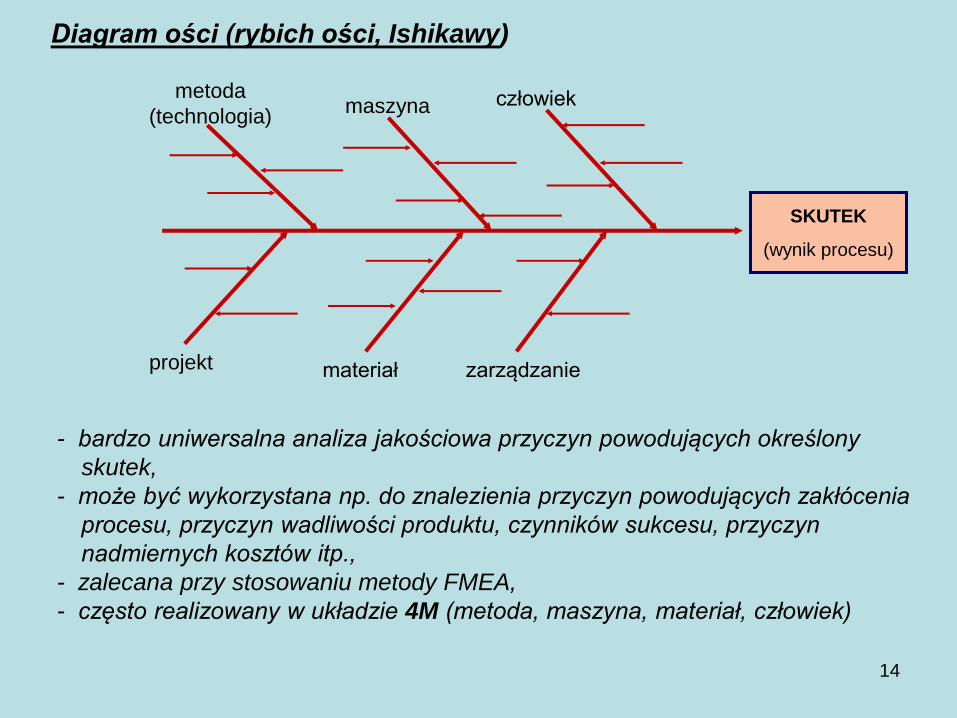
materiał zarządzanie
maszyna człowiek
SKUTEK
(wynik procesu)
projekt
metoda
(technologia)
- bardzo uniwersalna analiza jakościowa przyczyn powodujących określony
skutek,
- może być wykorzystana np. do znalezienia przyczyn powodujących zakłócenia
procesu, przyczyn wadliwości produktu, czynników sukcesu, przyczyn
nadmiernych kosztów itp.,
- zalecana przy stosowaniu metody FMEA,
- często realizowany w układzie 4M (metoda, maszyna, materiał, człowiek)
Diagram ości (rybich ości, Ishikawy)
14
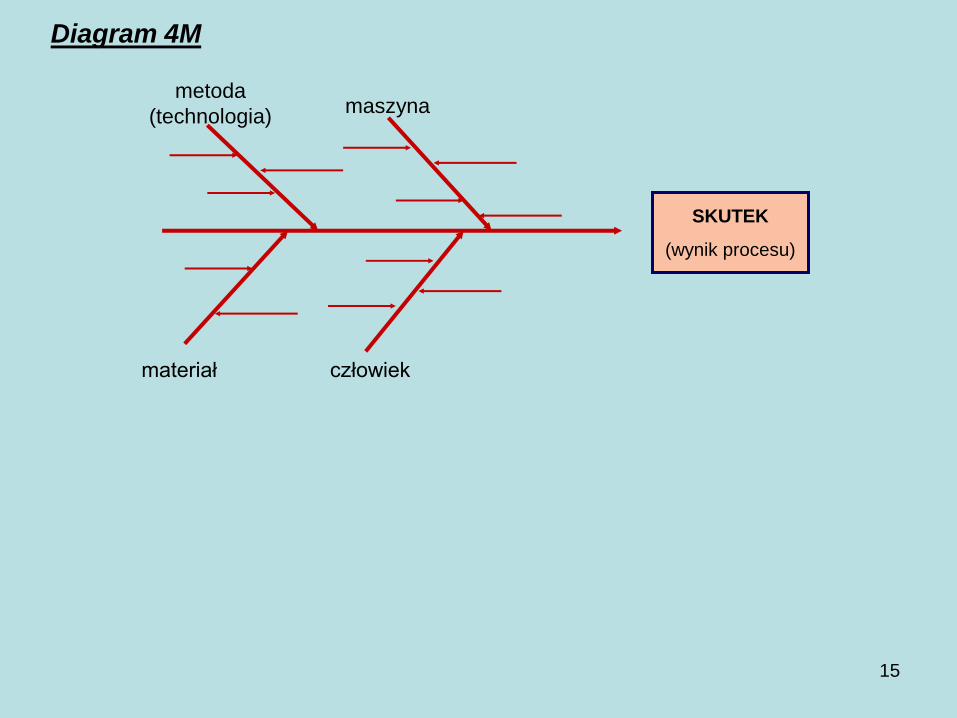
materiał
maszyna
człowiek
SKUTEK
(wynik procesu)
metoda
(technologia)
Diagram 4M
15

Ćwiczenie 2 – wprowadzenie
Analiza jakościowa – wykresy „rybich ości” (Ishikawy) i
ilościowa (Pareto-Lorenza)
16

17
Układ przedmiotowy
ZESPÓŁ 3
ZESPÓŁ 2
SKUTEK
wynik procesu
ZESPÓŁ 1
podzespół A
podzespół B
podzespół C
cz. „x” cz. „y”

18
Układ technologiczny
OPERACJA C
OPERACJA B
SKUTEK
wynik procesu
OPERACJA A
czynność czynność

Sposób przeprowadzenia analizy „Rybich ości”
1. Bezpośrednie opracowanie diagramu „rybich ości” (gdy dobra znajomość przyczyn powodujących określony skutek oraz umiejętność budowy takiego diagramu),
lub: 2. Najpierw wytypowanie głównych przyczyn, a następnie wskazanie przyczyn
niższego rzędu dla znalezienia takich, które są możliwe do korekty. Następnie sporządzenie wykresu Ishikawy
SKUTEK
P1 P2 P3
P3.1 P1.2 P1.1 P1.3 P2.1 P2.2 P3.2
P1.2.2 P1.2.1 P1.2.3 19

Reklamacje czekolady
Przeterminowana Uszkodzone opakowanie Inne opakowanie
Zbyt długie składowanie w sklepie
Błąd w systemie dystrybucyjnym
Błąd pracownika
Wadliwy program Zaniedbanie pracownika Brak instrukcji
Czekolada popękana
(…)
(…)
Podczas produkcji W transporcie W sklepie
Wadliwe ustawienie maszyn
Niewłaściwy papier
Błąd zamówienia Błąd projektu
(…) (…)
1. 2. 3.
1.2
4.
1.1 4.1 4.2 4.3
1.1.1 1.1.2 4.1.1 4.1.2
1.1.1.1 1.1.2.1 1.1.2.2 4.1.2.1 4.1.2.2
Analiza wstępna dla sporządzenia wykresu „rybich ości”
Zbyt długie składowanie u producenta
(…)
20

Skutek: Reklamacje czekolady
2.
3. 4.
1.
1.1
1.2
1.1.1
1.1.2
1.1.1.1
1.1.2.1
1.1.2.2
4.1
4.2
4.3
4.1.1
4.1.2
4.1.2.1
4.1.2.2
Wykres „rybich ości” na podstawie diagramu analizy wstępnej 21

Zadanie 2a: analiza jakościowa (obiekt/proces/produkt - do wyboru)
Np.: Mieszkańcy nowo-oddanego do użytku domu jednorodzinnego zgłosili szereg
reklamacji do dewelopera, ponieważ w domu tym było zbyt chłodno.
Np.: Zastrzeżenia użytkowników do nowej instalacji gazowej w budynku
wielorodzinnym.
Np.: ............
Za pomocą analizy jakościowej (diagramu „rybich ości”) należy określić co
najmniej cztery możliwe, główne czynniki (wady), takiego stanu rzeczy oraz wyznaczyć
ich przyczyny.
22
Włoski socjolog i ekonomista, profesor uniwersytetu
w Lozannie. W swoich badaniach nad rozkładem
bogactwa na świecie stwierdził, że 80% dóbr
(liczonych pod względem ich wartości) znajduje się
w rękach 20% ludności świata. To prawo nazwano
prawem Pareto lub też prawem 20/80.
Zasada (prawo) Pareto (20/80)
20% przyczyn powoduje 80% skutków
Wilfried Fritz Pareto
(1848 – 1923)
23

24
• 20% swojego czasu poświęca menedżer na rozwiązanie 80% problemów,
• 20% klientów zostawia w kasie firmy 80% gotówki,
• 20% produktów daje w wyniku ich sprzedaży 80% wpływów,
• 20% uczniów powoduje 80% problemów wychowawczych,
• 20% pracowników „konsumuje” 80% dni absencji w pracy.
Ogólnie można powiedzieć, że bardzo często:
20% przyczyn rodzi 80% skutków.
Z czasem okazało się, że prawo Pareto stosuje się w znacznie większej liczbie
przypadków, np.:
Prawo Pareto - cd

25
Nr wady Liczba
wadliwych
wyrobów
Udział
względny
[%]
Udział
skumulowany
[%]
2 25 35,71 35,71
9 21 30,00 65,71
4 8 11,43 77,14
3 5 7,14 84,28
10 3 4,29 88,57
1 2 2,86 91,43
5 2 2,86 94,29
6 2 2,86 97,15
7 1 1,43 98,58
8 1 1,43 100,00
Przykład - z analizy wadliwości wynika, że w okresie badania wyrób był wadliwy
z 10 różnych powodów. Liczba zarejestrowanych przypadków wadliwości była
następująca:
Nr wady Liczba
wadliwych
wyrobów
1 2
2 25
3 5
4 8
5 2
6 2
7 1
8 1
9 21
10 3
100
90
80
70
60
50
40
30
20
10
2 9 4 3 10 1 6 8 7 5
Udział %
Nr wady
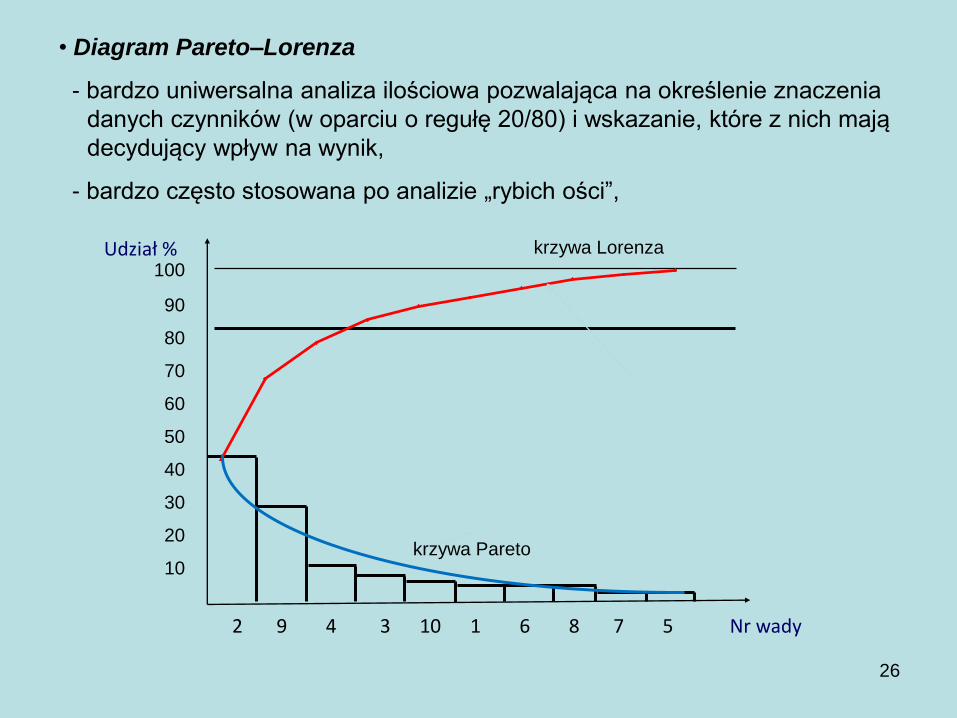
• Diagram Pareto–Lorenza
- bardzo uniwersalna analiza ilościowa pozwalająca na określenie znaczenia
danych czynników (w oparciu o regułę 20/80) i wskazanie, które z nich mają
decydujący wpływ na wynik,
- bardzo często stosowana po analizie „rybich ości”,
krzywa Lorenza
krzywa Pareto
26

Analiza P-L z uwzględnieniem znaczenia przyczyn wad
Znaczenie poszczególnych przyczyn wad określają np. koszty ich usunięcia, które
wynoszą – liczone dla pojedynczego przypadku – następujące kwoty w złotych
(wg podanej kolejności wad):
Nr
wady
Liczba
wadliwych
wyrobów
Koszty
jednostkowe
[zł]
Suma
kosztów
[zł]
Udział
względny
[%]
27

ZADANIE 2b: ANALIZA ILOŚCIOWA
Producent rowerów przeprowadził analizę reklamacji za ostatni rok, z której wynikało, iż
najczęściej zgłoszonymi wadami były (w nawiasach liczba przypadków):
• Uszkodzenie mechanizmu hamulca tylnego (9)
• Zerwanie łańcucha (15)
• Zablokowanie przerzutki (8)
• Łuszczenie się farby pokrywającej ramę roweru (28)
• Uchodzenie powietrza z kół (10)
• Pękanie powłoki siodełka (7)
• Wypadanie gumowych klocków z uchwytów hamulców (50)
• Zerwanie końcówek linki hamulcowej (40)
• Pękanie gumowych uchwytów kierownicy roweru (4)
Znaczenie poszczególnych wad dla producenta określają koszty ich naprawy, które
wynoszą – liczone dla pojedynczego przypadku (wg powyższej kolejności wad):
1: 170zł; 2: 30zł; 3: 300zł; 4: 130zł; 5: 20zł; 6: 90zł; 7: 10zł; 8: 15zł; 9: 10zł.
Dla powyższych danych należy przeprowadzić analizę ilościową Pareto-Lorenza w
oparciu o ekonomiczne znaczenie wad i zdecydować, które wady powinny być
wyeliminowane w pierwszej kolejności 28
5WHY
• Jest to metoda analizy przyczyn powodujących określony skutek. Za pomocą
stawiania pytań „dlaczego?” (średnio do 5 razy) można określić:
- dlaczego powstał problem?
- dlaczego go nie zauważono?
- jak go rozwiązać?
• Twórca metody: Sakichi Toyoda
• 5 WHY to element Kaizen. Może być stosowana razem z analizą przyczynowo –
skutkową lub samodzielnie
• Z odpowiedzi powinno wynikać:
- co się stało?
- kiedy?
- jaka jest skala problemu?
- jakie są zagrożenia?
• Koniec analizy - gdy następuję zapętlenie lub dochodzimy do błędnych wniosków
29

5WHY – przykład 1 PROBLEM: ktoś złamał rękę upadając na korytarzu
Pytanie 1: Dlaczego osoba przewróciła się na korytarzu?
Odp. 1: W wyniku poślizgnięcia się
Pytanie 2: Dlaczego nastąpiło poślizgnięcie?
Odp. 2: podłoga była mokra
Pytanie 3: Dlaczego podłoga była mokra?
Odp. 3: Pozostała plama wody po sprzątaniu
Pytanie 4: Dlaczego pozostała plama wody po sprzątaniu?
Odp. 4: Na korytarzu było zbyt ciemno. Nie było widać tej plamy wody
Pytanie 5: Dlaczego było zbyt ciemno?
Odp. 5: Uszkodzone świetlówki
Pytanie 6: Dlaczego nie wymieniono uszkodzonych świetlówek?
Odp. 6: Służby techniczne nie zgłosiły potrzeby wymiany świetlówek
30
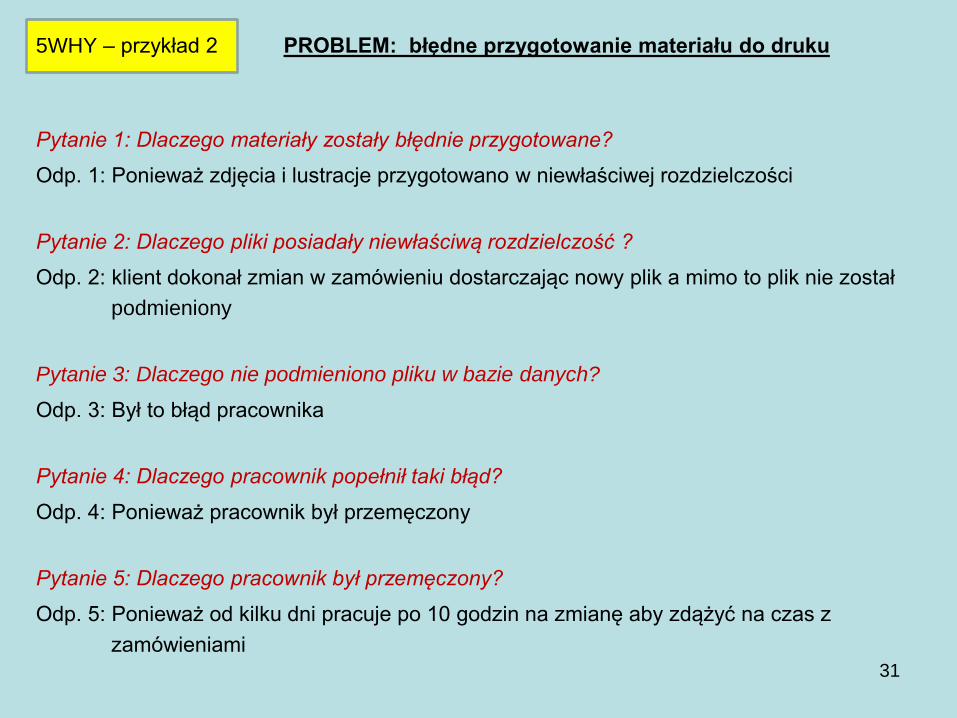
5WHY – przykład 2 PROBLEM: błędne przygotowanie materiału do druku
Pytanie 1: Dlaczego materiały zostały błędnie przygotowane?
Odp. 1: Ponieważ zdjęcia i lustracje przygotowano w niewłaściwej rozdzielczości
Pytanie 2: Dlaczego pliki posiadały niewłaściwą rozdzielczość ?
Odp. 2: klient dokonał zmian w zamówieniu dostarczając nowy plik a mimo to plik nie został
podmieniony
Pytanie 3: Dlaczego nie podmieniono pliku w bazie danych?
Odp. 3: Był to błąd pracownika
Pytanie 4: Dlaczego pracownik popełnił taki błąd?
Odp. 4: Ponieważ pracownik był przemęczony
Pytanie 5: Dlaczego pracownik był przemęczony?
Odp. 5: Ponieważ od kilku dni pracuje po 10 godzin na zmianę aby zdążyć na czas z
zamówieniami
31

Problem: niestaranne wykonanie oprawy introligatorskiej
32
Pytanie 1: Dlaczego zamówienie nie zostało wykonane prawidłowo?
Odp. 1: Ponieważ kartki były pobrudzone klejem.
Pytanie 2: Dlaczego zostały pobrudzone klejem?
Odp. 2: Ponieważ maszyna do oprawy była niewłaściwie obsługiwana.
Pytanie 3: Dlaczego maszyna była niewłaściwie obsługiwana?
Odp. 3: Pracownik nie posiadał odpowiedniego przeszkolenia.
Pytanie 4: Dlaczego obsługiwał pracownik bez przeszkolenia?
Odp. 4: Pracownik trafił na to stanowisko w zastępstwie z innego stanowiska
Pytanie 5: Dlaczego przydzielono osobę bez przeszkolenia?
Odp. 5: Na tej zmianie nie było w drukarni osoby przeszkolonej w tym zakresie
(zwolnienie chorobowe pracownika)
Może być inna liczba pytań „dlaczego?”
5WHY – przykład 3

POKA YOKE
33
Poka Yoke to sposób zabezpieczenia przed błędami („głupimi”), ich minimalizacja
poprzez eliminowanie konieczności skupiania uwagi.
Podstawy:
- koncentracja na kontroli u źródeł,
- kontrola 100% poprzez prostą kontrolę wizualną lub proste urządzenia,
- wbudowanie kontroli w proces i uznanie jej jako jego część,
- ludzie nie są nieomylni i dlatego należy stosować zabezpieczenia Poka Yoke.
Przykład:
Operator ma za zadanie wywiercić 16 otworów w półprodukcie na wiertarce
stołowej. Pozycje otworów są już uprzednio zaznaczone na elemencie,
zadaniem operatora jest ustawić poprawnie element na stole i wykonać
16 otworów.
Pojawiające się wady: losowo zdarzające się braki otworów w detalach.
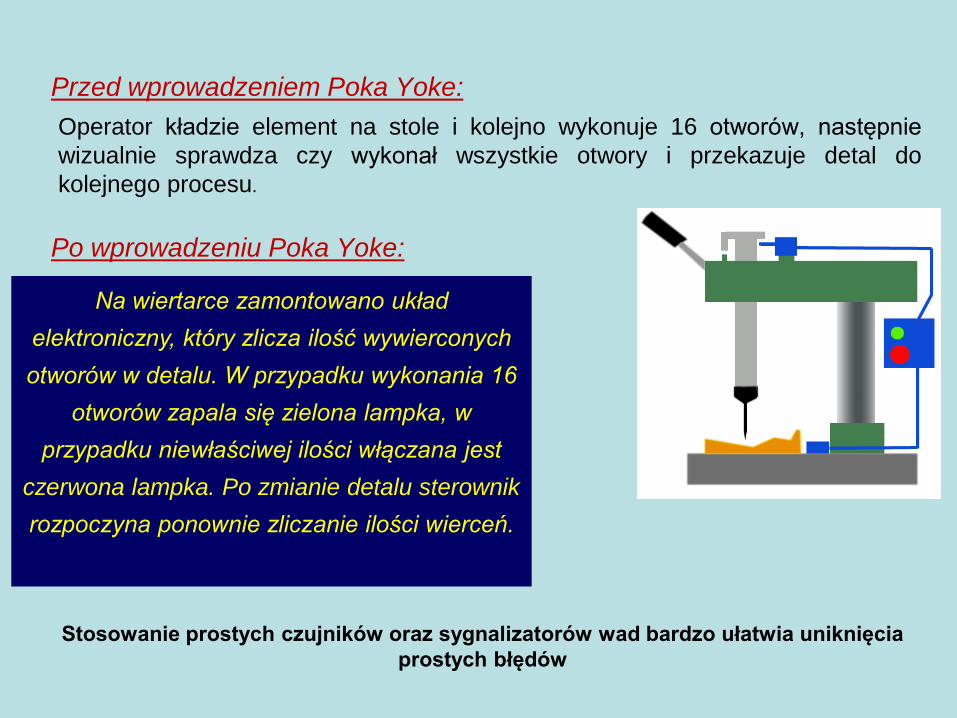
Przed wprowadzeniem Poka Yoke: Operator kładzie element na stole i kolejno wykonuje 16 otworów, następnie
wizualnie sprawdza czy wykonał wszystkie otwory i przekazuje detal do
kolejnego procesu.
Po wprowadzeniu Poka Yoke:
Na wiertarce zamontowano układ
elektroniczny, który zlicza ilość wywierconych
otworów w detalu. W przypadku wykonania 16
otworów zapala się zielona lampka, w
przypadku niewłaściwej ilości włączana jest
czerwona lampka. Po zmianie detalu sterownik
rozpoczyna ponownie zliczanie ilości wierceń.
Stosowanie prostych czujników oraz sygnalizatorów wad bardzo ułatwia uniknięcia
prostych błędów

35
KOŁA JAKOŚĆI
Grupa oparta na podstawowej komórce organizacyjnej, której celem jest doskonalić
jakość produktów, procesów i wszystkiego, co jest związane z daną komórką,
w celu poprawy poziomu zadowolenia klientów i obniżenia kosztów.
Działania Kół są prowadzone bez dodatkowego wynagrodzenia, często po
godzinach pracy.

QFD – „Dom jakości”

37
QFD (Quality Function Deployment) oznacza dopasowanie funkcji jakości.
Również znana pod nazwą Dom jakości (House of Quality)
• Metoda pozwala przetwarzać potrzeby odbiorców na charakterystyki wyrobów,
to znaczy umożliwia ustalenie ogólnych, technicznych parametrów wyrobu i jego
części (zespołów), następnie parametrów procesu, w których te części są
wytwarzane.
• Jest realizowana w trzech zasadniczych fazach.
• Jest szczególnie przydatna dla działań w sferze przedprodukcyjnej (etap
projektowania wyrobów).

38
FAZA 1
FAZA 3
FAZA 2
R
Y
N
E
K
W
Y
R
Ó
B
P
R
O
C
E
S
WYMAGANIA POTENCJALNYCH KLIENTÓW
CECHY WYROBU
CECHY ZESPOŁÓW
CECHY CZĘŚCI/ELEMENTÓW
PARAMETRY PROCESU
INSTRUKCJE
• QFD – cd DLA KAŻDEJ FAZY: pytanie „CO UZYSKAĆ? i odpowiedź „JAK TO ZROBIĆ”
Marketing
Konstruktorzy
Konstruktorzy
Technolodzy, produkcja, montaż
Operatorzy procesu
Projektanci
I n f o r m a c j e W y k o n a w c y
VI
III
IV I II VII
V
VIII
IX
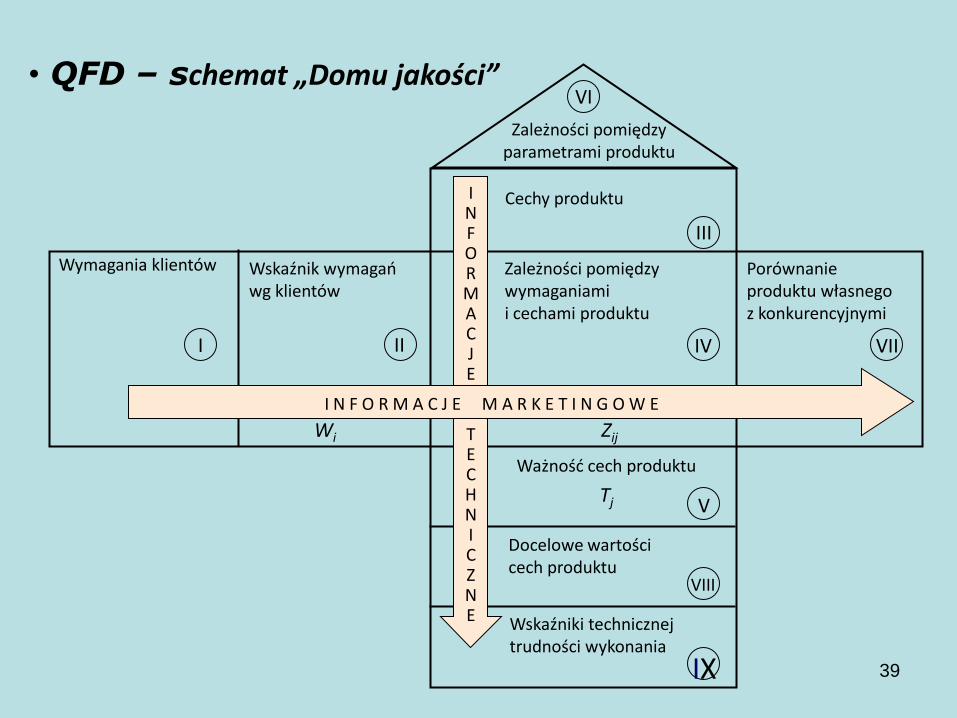
I N F O R M A C J E
T E C H N I C Z N E
I N F O R M A C J E M A R K E T I N G O W E
Zależności pomiędzy parametrami produktu
Cechy produktu
Zależności pomiędzy wymaganiami i cechami produktu
Wymagania klientów Wskaźnik wymagań wg klientów
Porównanie produktu własnego z konkurencyjnymi
Ważność cech produktu
Tj
Docelowe wartości cech produktu
Wskaźniki technicznej trudności wykonania
Wi Zij
• QFD – schemat „Domu jakości”
39

40
Struktura QFD (opis pól diagramu)
Zdefiniowanie wymagań klientów
Identyfikacja ważności wymagań wg klientów
Cechy produktu
Zależności pomiędzy wymaganiami klientów a cechami produktu
Ważność cech produktu
Zależności pomiędzy parametrami produktu
Porównanie produktu własnego z produktami konkurencyjnymi
Docelowa wartość cech produktu
Wskaźniki technicznej trudności wykonania
I
II
III
IV
V
VI
VII
VIII
IX

41
Pole I Wymagania klientów – specyfikacja
Pole II Przyjęto skalę 1 5
dla rangi cechy według sprzedawców przyjęto wartości z przedziału
12 dot. możliwości wyeksponowania cechy w miejscu sprzedaży
(1 – brak takiej możliwości
2 – pełna możliwość wyeksponowania cechy)
Pole III – Cechy techniczne wyrobu – specyfikacja
Pole IV – Zależność pomiędzy wymaganiami a cechami technicznymi
– zależność silna (9 punktów)
– zależność średnia (3 punkty)
– zależność słaba (1 punkt)

42
Pole V – Ważność parametrów technicznych
Tj = Wi Zij
Pole VI – Zależność między parametrami technicznymi
+ – silnie pozytywna
• – słabo pozytywna
– – słabo negatywna
= – silnie negatywna
Pole VII – Porównanie produktu własnego z konkurencją
przyjęto skalę 3-stopniową
– – produkt gorszy
0 – produkt podobny
+ – produkt lepszy
nasz wyrób
konkurent A
konkurent B
i 1
l

43
Pole VIII – Docelowa wartość cech produktu
– dane liczbowe i porównanie z konkurencją
Pole IX – Wskaźniki technicznej trudności wykonania
– szacowanie (skala 15)
1 – łatwość uzyskania cechy . . .
5 – duża trudność uzyskania cechy

44
Przykład
Wymagania klientów
(i) R
anga c
echy
wg k
lientó
w
Ranga c
echy
wg s
prz
edaw
có
w
Ocena w
ażności
Ważność parametrów technicznych
Znaczenie parametrów techn. [%]
Cechy krytyczne
Docelowa wartość parametrów techn.
Porównanie z konkurencją
Wskaźnik techn. trudności wykonania
+
0 -
- 0 +
- nasz wyrób
- konkurent A
- konkurent B

45
Przykład:
- nasz wyrób
- konkurent A
- konkurent B
Wymagania klientów
(i) R
anga c
echy
wg k
lientó
w
Ranga c
echy
wg s
prz
edaw
có
w
Ocena w
ażności
Ważność parametrów technicznych
Znaczenie parametrów techn. [%]
Cechy krytyczne
Docelowa wartość parametrów techn.
Porównanie z konkurencją
Wskaźnik techn. trudności wykonania
+
0 -
- 0 +
+
= - -
Moc s
ilnik
a
( m
in
500 W
)
Obro
ty s
ilnik
a
(ok. 1200/m
in)
Zakre
s p
rzeło
żeń
(do p
ozio
mu 1
: …
)
Skok u
daru
(min
. 1 m
m)
Masa (
do 0
,9 k
g)
Gło
śność p
racy
(do 4
8 d
B)
Erg
onom
. uchw
yt
Czę
sto
tliw
ość u
da
ru
(do 3
00/m
in)
Rę
czn
ie m
oco
wa
ne
narz
ędzia
Uniwersalność stosowania
Duży zakres średnic
Niska uciążl. dla środow.
Ergonomiczność
Wysoka trwałość
5
4
2
3
5
1,6
2
1
2
1,2
8
8
2
6
6
1 2 3 5 4 4 3 2 5 5
Wys. skute
czn
ość
chło
dzenia
204 216 164 68 22 26 102 86 60 78
19,9 21,1 16,0 6,6 2,2 2,5 9,9 8,4 5,8 7,6
II I III
Wiertarka
udarowa

Ćwiczenie 3: QFD
Należy przeprowadzić działania doskonalenia produktu w oparciu o zasady „Domu jakości” dla wybranego produktu (sprzęt AGD?, samochód?, elektronika? itp.)
46

Cel: analiza produktu lub procesu dla uniknięcia potencjalnych wad lub
wskazania już istniejących.
Warianty:
FMEA dla produktu (głównie na etapie projektu)
- opracowanie koncepcji,
- badania nad wdrożeniem,
- wdrażanie produktu na skalę przemysłową.
FMEA dla procesów (eliminowanie zakłóceń procesów wytwarzania)
- planowanie technologii,
- planowanie produkcji,
- uruchomienie produkcji seryjnej.
ZAWSZE DLA ETAPÓW PROCESÓW UZNAWANYCH ZA KRYTYCZNE DLA PRODUKTÓW
FMEA (FAILURE MODE AND EFFECT ANALYSIS) - Analiza przyczyn, skutków
i krytyczności wad
R – ryzyko wystąpienia wady (lub przyczyny wady)
W – wykrywalność wady
Z – znaczenie wady
WPR – wskaźnik priorytetu (lub LPR, P)
WPR = R×W×Z
47

Koniec badania FMEA
Definicja celu
Koniec badania FMEA
Plan działań zaradczych
Analiza ilościowa wad dla
planu działań zaradczych
Wdrożenie działań
zaradczych (prewencyjnych)
Nadzór wdrożenia, wyniki
Zatwierdzenie procedury
WPR mniejsze od przyjętego
poziomu
Wyniki zgodne z założeniami
N
T
Podejmowanie działań
zaradczych jest zbędne
Powołanie grup roboczych
Przygotowanie badań
zakres i termin
dekompozycja funkcyjna
produktu lub procedury
zbieranie danych
Analiza jakościowa wad
Analiza ilościowa wad
WPR wyższe od przyjętego
poziomu
1
T
N
1
N
FMEA – schemat blokowy przeprowadzenia analizy
48

49
Dokumentacja
przygotowania badań
A Analiza jakościowa wad
A1 zestawienie/typowanie wad
A2 poszukiwanie przyczyn wad
A3 badanie skutków wad
A4 ustalenie zakresu i kontroli badań
B Analiza ilościowa wad
B1 oszacowanie czynników ryzyka
B2 wyznaczenie krytyczności wad
C Plan działań zaradczych
D Nadzór nad działaniami zaradczymi
1
1

50
Ćwiczenie 4: FMEA

koniec
51