ttuuffffttrriiddee // qqppqq 加加工工 - ts-tufftride.com
TRANSCRIPT
TTUUFFFFTTRRIIDDEE®®// QQPPQQ®®加加工工 著者: ジョアキム・ボシュレット博士
翻訳: 金森 高司
技術情報

TTUUFFFFTTRRIIDDEE®®--// QQPPQQ®®--加加工工
塩浴軟窒化は世界的に大きく普及
している。特にTUFFTRIDE®処理お
よびそのQPQ®処理をした部品は自
動車業界で広く量産採用されている
がそれだけにとどまらない。他の産
業界、工具製造、電子工学、油圧
/水圧機器、さらには航空機産業
分野でも採用が広く進んでいる。そ
の最大の利点は、高い耐摩耗性、
疲労強度に加え、極めて高い耐食
性にある。TUFFTRIDE®処理、QPQ®処理、どちらも浸炭処理または電
気メッキに代わるものと認められて
いる。また、ガスまたはプラズマ軟
窒化からの置き換えも進んでいる。
下記にTUFFTRIDE®/QPQ®処理の利点を挙
げる。
● 最高の温度安定性
● 高くて安定した熱伝導性
● 非常に安定した化学組成
● 最も短い処理サイクル
● 生産管理モニター項目が少ない
● 非常に広い用途
特に注目すべきは、処理対象部品
の機械加工時の残渣に比較的鈍感
なことである。つまり、大掛かりで高
価なクリーニングラインは不要であ
る。
原則的に鉄系素材ならば、なんでも
処理が可能である。例えば、オース
テナイト鋼、鋳鉄、または焼結製品
等は塩浴軟窒化することができる。
処理温度は480℃~630℃の範囲で
選択する。生産におけるモニター項
目は以下のとおりで非常にシンプル
である。
● 処理温度
● 処理時間
● 溶融ソルトの化学成分
他の処理媒体と比較して、溶融ソ
ルトは極めて大量の窒素を供給す
る。よって、溶融ソルトに浸すとすぐ
に軟窒化反応が始まる。数分後に
はもう化合物層の形成が確認でき
るようになる。
加工手順
他の軟窒化方法と違い、この処理プ
ロセスはシンプルである。最初、部品
を大気中で約350℃まで予熱する。
軟窒化そのものは580℃処理するの
が標準である。この温度での標準的
な処理時間は1~2時間である。
軟窒化槽内の活性成分はアルカリ
シアン酸塩である。部品表面での反
応中にシアン酸塩が炭酸塩に変換
され、それに伴い、塩浴内化学組成
はゆっくりと変化していく。しかし、高
分子再生ソルトの連続投入によって、
処理反応によってできた炭酸塩を活
性シアン酸塩に順次戻すリサイクル
反応を浴槽内に発生させる。これに
より、槽内の反応活性度が一定にな
るよう精度よく制御している(図1)。
図1
2
軟窒化活性反応再生原理
+ REG1(再生ソルト)
シアン酸塩 窒素 + 炭酸塩
+ 鉄
窒化鉄

この再活性化反応は溶融ソルト体
積を変化させることなく行われるの
で、ソルトがオーバーフローする危
険はない。処理対象物の取り出しに
ともない被処理品に付着して発生す
るソルトの減少は、再充填して補う。
ガス窒化またはガス軟窒化とは異な
り、塩浴処理の場合、軟窒化または
酸化槽に再充填するソルトと再生ソ
ルト、どちらも毒物または環境負荷
物質には該当しない。
塩浴軟窒化後、酸化処理を行う。専
用に開発した焼入れ槽を使用し、そ
の温度範囲は370~430℃である。
この処理で被処理部品表面に黒い
酸化鉄層(マグネタイト)を生成する。
この層により耐食性が大きく向上す
る。これ以外にも焼入れ後の部品ひ
ずみ防止にプラスの効果がある。
耐食性は特に必要としないが、割れ
または変形の危険性がある部品や
工具の場合、水槽での直接冷却、
窒素中で送風機冷却、または真空
中で冷却をする。油焼入れもあるが、
最近では安全面において疑問があ
るので、行っていない。
その後、処理済みの母材はさらに常
温まで冷却、連続洗浄槽において
空気撹拌された清水中ですすぎを
行う。
軟窒化後、表面面粗度が大きくなっ
ている場合、部品寸法と形状を鑑み、
その部品にあった表面磨き工程を
後処理として追加する。
● 360番以上でのペーパーラップ
● センタレス研磨で用いられる一方向にワークを送るフィードシステムで、特別なラッピングディスクを使用し、ラッピング、或いはスーパーフィニッシュを行う。または自動旋盤でこれを行う。
● バレル研磨。この処理は主に、小型部品、或いはプレート形状部品に使用される
● 直径40~70μmのガラスビーズのブラスト処理、エッジが必要以上に丸くならないように、また、化合物層が吹き飛ばされないよう、圧力は4 barを超えないように調整する。
● 金属系メディアを使用して、自動ブラスト機で実施する場合、そのメディア直径は1 mm未満のものを使用しなければならない。
ただし、この処理により耐食性があ
る程度低下する。そのため、多くの
場合はこれを補うため、再度、酸化
処理を実施する。これをQPQ®処理
と呼び、この全体プロセスを図2に示
す。QPQ®では、TUFFTRIDE®処理後、
酸化槽にて酸化冷却を行う。そして、
機械的に磨いたのち、さらに、後処
理としてもう一度酸化処理を行う。
一度目と二度目の酸化処理はどち
らも同じ塩浴槽で実施する。
図2
3
QPQ®の加工工程
通常 580℃
350~ 400℃
370~ 420℃
370~ 420℃
温度
空気
中で
予熱
軟窒
化
酸化
+ 冷
却
研磨
酸化
後処
理
時間

窒窒化化層層のの組組成成とと厚厚ささ
TUFFTRIDE®処理中に、表層の化
合物層(窒化ε鉄)と、その下の拡散
層で構成される軟窒化層が形成さ
れる。この化合物層の形成、ミクロ
構造、およびその特性は、母材材料
に大きく依存する。鉄以外の合金元
素、Cr、Mo、Al、V、Ti、Wなどは窒素
と反応することができる。そして、化
合物層および拡散層内には、これら
のいわゆる特殊窒化物が形成され
る。
化合物層
窒素原子が拡散することで化合物
層が形成される。窒素の吸収が進
むと、溶融ソルトとの境界面でその
固溶限界を超え、鉄窒化物が形成
される。合金鋼の場合は特殊窒化
物を含んだ化合物層が形成される。
窒素の含有量により、窒化ε鉄、窒
化γ'鉄、またはその両者の混合物が
含まれる。従来窒化処理と比べ、軟
窒化では化合物層に含まれる微量
の炭素が多く、厳密に言うと炭酸鉄
が形成される。TUFFTRIDE®は大量
の窒素を供給するため、化合物層
はほぼ単相の窒化ε鉄で形成されて
いる。 。
使用される母材によっては、化合物
層断面硬度は約Hv800~1500に達
する。
化合物層は高密度部と、最表面の
ポーラス部に分かれている。後者は
ポーラス層とも呼ばれる。この部分
は潤滑油だまりとして働き、処理部
品のドライ時摺動特性を向上させる。
酸化冷却時に、この孔はマグネタイ
トでほぼ埋まり、酸化保護膜として
最適な役割を担う。それと同時に表
層の残留圧縮応力が増加する。
処理パラメーター(温度、時間、槽内
の化学組成)に加えて、処理される材
料の炭素および合金元素量が化合
物層厚さに影響を与える。合金元素
含有量が多いと、層の成長は少なく
なるが、硬度はその含有量に応じて
高くなる。図3に、処理温度が580℃の
場合の相関関係を示す。
図3
0
TUFFTRIDE®処理後の
化合物層の厚さ 25
軟鋼 T 580℃
20
QT鋼 15
高速度鋼
12% Cr鋼
鋳鉄
10
化合
物層
の厚
さ(μm
)
4
0.5 2 3 1
処理時間(時間)
5
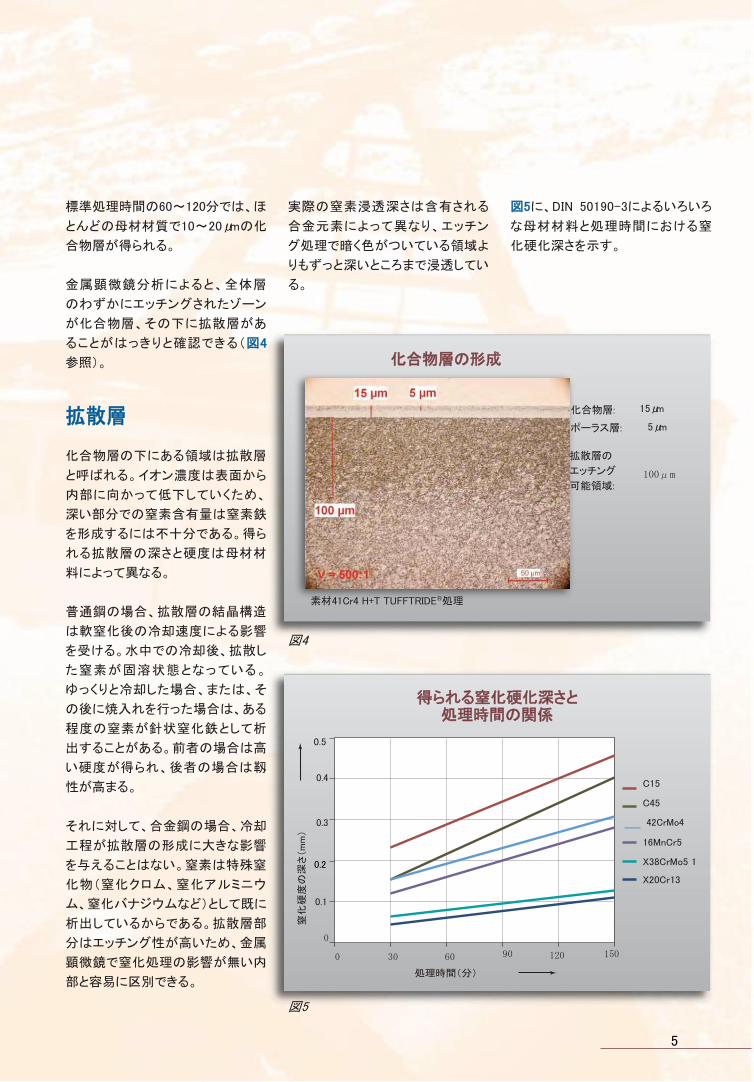
標準処理時間の60~120分では、ほ
とんどの母材材質で10~20μmの化
合物層が得られる。
金属顕微鏡分析によると、全体層
のわずかにエッチングされたゾーン
が化合物層、その下に拡散層があ
ることがはっきりと確認できる(図4
参照)。
拡散層
化合物層の下にある領域は拡散層
と呼ばれる。イオン濃度は表面から
内部に向かって低下していくため、
深い部分での窒素含有量は窒素鉄
を形成するには不十分である。得ら
れる拡散層の深さと硬度は母材材
料によって異なる。
普通鋼の場合、拡散層の結晶構造
は軟窒化後の冷却速度による影響
を受ける。水中での冷却後、拡散し
た窒素が固溶状態となっている。
ゆっくりと冷却した場合、または、そ
の後に焼入れを行った場合は、ある
程度の窒素が針状窒化鉄として析
出することがある。前者の場合は高
い硬度が得られ、後者の場合は靱
性が高まる。
それに対して、合金鋼の場合、冷却
工程が拡散層の形成に大きな影響
を与えることはない。窒素は特殊窒
化物(窒化クロム、窒化アルミニウ
ム、窒化バナジウムなど)として既に
析出しているからである。拡散層部
分はエッチング性が高いため、金属
顕微鏡で窒化処理の影響が無い内
部と容易に区別できる。
実際の窒素浸透深さは含有される
合金元素によって異なり、エッチン
グ処理で暗く色がついている領域よ
りもずっと深いところまで浸透してい
る。
図4
図5
図5に、DIN 50190-3によるいろいろ
な母材材料と処理時間における窒
化硬化深さを示す。
60 30 0
0
15μm
5μm
拡散層の
エッチング
可能領域:
C15
C45
42CrMo4
16MnCr5
X38CrMo5 1
X20Cr13
90 120 150
化合物層の形成
素材41Cr4 H+T TUFFTRIDE®処理
得られる窒化硬化深さと 処理時間の関係
0.5
0.4
0.3
0.1
処理時間(分)
窒化
硬度
の深
さ(m
m)
化合物層:
ポーラス層:
100μm
0.2
5
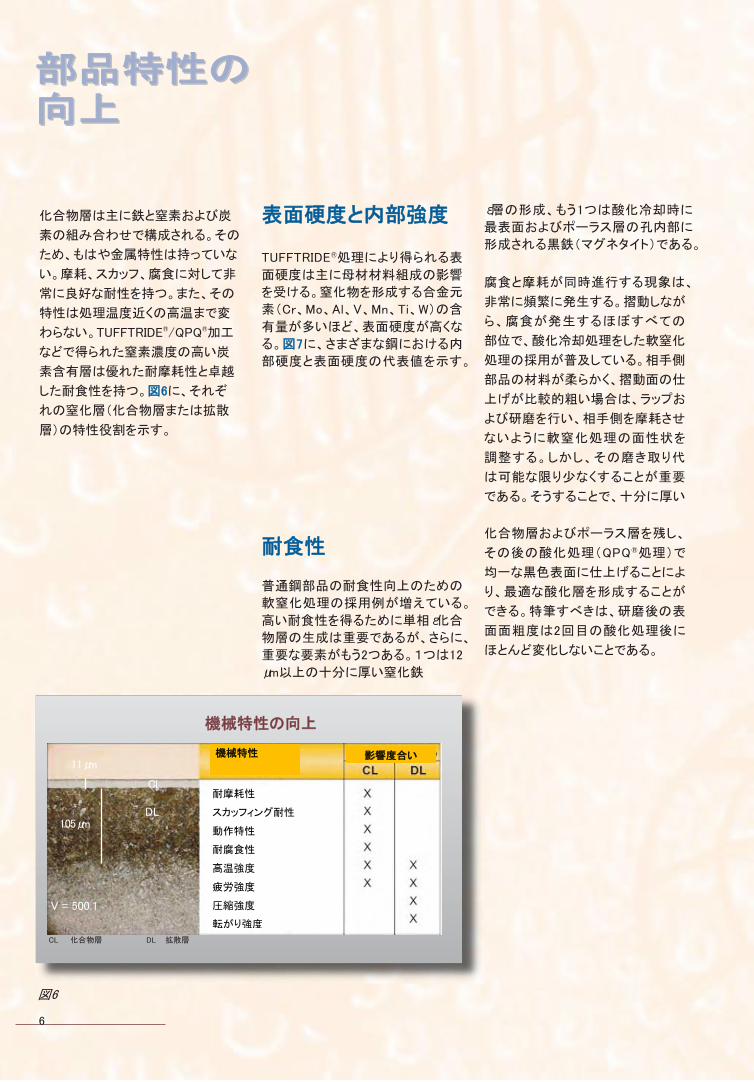
部部品品特特性性のの 向向上上
化合物層は主に鉄と窒素および炭
素の組み合わせで構成される。その
ため、もはや金属特性は持っていな
い。摩耗、スカッフ、腐食に対して非
常に良好な耐性を持つ。また、その
特性は処理温度近くの高温まで変
わらない。TUFFTRIDE®/QPQ®加工
などで得られた窒素濃度の高い炭
素含有層は優れた耐摩耗性と卓越
した耐食性を持つ。図6に、それぞ
れの窒化層(化合物層または拡散
層)の特性役割を示す。
表面硬度と内部強度
TUFFTRIDE®処理により得られる表
面硬度は主に母材材料組成の影響
を受ける。窒化物を形成する合金元
素(Cr、Mo、Al、V、Mn、Ti、W)の含
有量が多いほど、表面硬度が高くな
る。図7に、さまざまな鋼における内
部硬度と表面硬度の代表値を示す。
ε層の形成、もう1つは酸化冷却時に
最表面およびポーラス層の孔内部に
形成される黒鉄(マグネタイト)である。
腐食と摩耗が同時進行する現象は、
非常に頻繁に発生する。摺動しなが
ら、腐食が発生するほぼすべての
部位で、酸化冷却処理をした軟窒化
処理の採用が普及している。相手側
部品の材料が柔らかく、摺動面の仕
上げが比較的粗い場合は、ラップお
よび研磨を行い、相手側を摩耗させ
ないように軟窒化処理の面性状を
調整する。しかし、その磨き取り代
は可能な限り少なくすることが重要
である。そうすることで、十分に厚い
耐食性
普通鋼部品の耐食性向上のための
軟窒化処理の採用例が増えている。
高い耐食性を得るために単相ε化合
物層の生成は重要であるが、さらに、
重要な要素がもう2つある。1つは12
μm以上の十分に厚い窒化鉄
化合物層およびポーラス層を残し、
その後の酸化処理(QPQ®処理)で
均一な黒色表面に仕上げることによ
り、最適な酸化層を形成することが
できる。特筆すべきは、研磨後の表
面面粗度は2回目の酸化処理後に
ほとんど変化しないことである。
図6
6
105μm DL
V = 500:1
CL 化合物層 DL 拡散層
機械特性の向上
11μm 機械特性 影響度合い
耐摩耗性
スカッフィング耐性
動作特性
耐腐食性
高温強度
疲労強度
圧縮強度
転がり強度
CL

素材
焼入れ焼き戻し後の内部強度
(N/mm2)
焼き戻し温度600℃
焼き戻し時間
表面硬度の代表値
90分580℃
TUFFTRIDE®処理
名称 素材番号
2時間
6時間
HV 1
HV 10
HV 30
Ck15 1.1141 600 550 350 300 200
C45W3 1.1730 750 ~ 850 700 ~ 800 450 350 250
Ck60 1.1221 750 ~ 900 700 ~ 800 450 350 250
20MnCr5 1.7147 800 ~ 950 800 ~ 900 600 450 400
53MnSi4 1.5141 850 ~ 950 800 ~ 900 450 400 350
90MnV8 1.2842 1000 ~ 1200 900 ~ 1100 550 450 400
42CrMo4 1.7225 900 ~ 1200 900 ~ 1100 650 500 450
X19NiCrMo4 1.2764 900 ~ 1100 900 ~ 1000 600 500 450
55NiCrMoV6 1.2713 1200 ~ 1400 1150 ~ 1300 650 550 500
56NiCrMoV7 1.2714 1300 ~ 1500 1250 ~ 1400 650 550 500
50NiCr13 1.2721 1200 ~ 1350 1100 ~ 1200 600 500 450
X20Cr13 1.2082 1000 ~ 1200 1000 ~ 1200 > 900 600 450
X35CrMo17 1.4122 1000 ~ 1200 1000 ~ 1200 > 900 700 550
X210Cr12 1.2080 1500 ~ 1700 1400 ~ 1600 > 800 600 450
X210CrW12 1.2436 1500 ~ 1800 1400 ~ 1650 > 800 600 500
X165CrMoV12 1.2601 1400 ~ 1900 1400 ~ 1700 > 800 650 500
45CrMoW58 1.2603 1500 ~ 1800 1400 ~ 1700 800 700 600
X32CrMoV33 1.2365 1700 ~ 1800 1600 ~ 1750 > 900 850 700
X38CrMoV51 1.2343 1700 ~ 1900 1500 ~ 1700 > 900 850 700
X37CrMoW51 1.2606 1700 ~ 1900 1600 ~ 1800 > 900 800 700
X30WCrV53 1.2567 1700 ~ 1900 1600 ~ 1800 > 900 850 750
X30WCrV93 1.2581 1500 ~ 1800 1500 ~ 1700 > 900 850 800
図7
図8に、QPQ®と比較した各種電気
メッキの耐食性の概要を示す。試験
はDIN EN ISO 9227:2006NSSによる
図8
塩水噴霧試験を採用、35℃の5%塩
化ナトリウムの塩水噴霧で部品の
耐食性を比較した。
500時間の試験期間後でも、QPQ®
処理されたピストンロッドの機能表
面に腐食発生は見られなかった。
TUFFTRIDE®処理(酸化冷却処理
付)後と同様、耐食性の明らかな向
上が観察された。部品の形状および
その表面仕上げによっては、同じ塩
水噴霧試験条件で200時間以上をク
リアすることも可能である。原則とし
ては、表面粗さが少ないほど耐食性
は向上する。
7
QPQ®
17μm C45
処理なし
500
400
300
200
100
0
各種表面処理の耐腐食性比較
Cr 20μm
2 x Cr 40μm
Ni
20μm
(EN ISO 9227:2006 NSS塩水飛沫試験)
噴霧
時間
(時
間)

機機械械摺摺動動特特性性のの 向向上上
DIN EN ISO 9227:2006における最
も厳しい腐食試験の1つがAASS試
験で、その試験溶液には酢酸が含
まれている。
QPQ®処理されたピストンロッドと硬
質クロムメッキされたものとの試験
結果の比較を図9に示す。
このような過酷な条件下であっても、
QPQ®処理は非常に優れた耐食性
を示している。最初に発錆したサン
プルは試験開始から92時間後、最
後のサンプルは159時間後であった。
この発錆までの耐久時間は平均114
時間である。一方、クロムメッキされ
たピストンロッドは試験開始から21
時間後に全てが発錆していた。
DIN 50905-4による総合浸漬試験で
は、3 %の塩化ナトリウムおよび0.1 %
の過酸化水素(H2O2)溶液が使用さ
れる。サンプルは脱脂後に当該試
験溶液に浸された。図10に、それぞ
れの表面処理サンプルにおける2週
間の試験後に得られた結果を示す。
母材材質はいずれもC45である。
図9
DIN 50905-4による総合浸漬試験の 各表面処理の腐食量比較
QPQ®処理サンプルは平均重量減
少量が24時間あたり0.4 g/m2であり、
電気メッキまたは無電解メッキサン
プルよりもはるかに優れていた。12μ
m硬質クロムあるいは総膜厚45μm
の二重クロムメッキのものでも、重
量減少は軟窒化サンプルの20倍以
上あった。37μm銅、45μmニッケル、
および1.3μmクロムという三重層コー
ティングのものだけが、QPQ®処理
サンプルと同等だった。
媒質: 3 % NaCl、0.1 % H2O 素材: C45
試験時間: 14日間
図10
8
硬質クロムとQPQ®のAASS試験
168
144
120
96
72
48
24
0
168
144
120
96
72
48
24
最小 最大 最小 最大
硬質クロムメッキ QPQ®
10~15μm 15~20μm
噴霧
時間
(時
間)
層または処理 重量減少
(24時間あたりのg/m2)
90分間QPQ® 0.34
12μm硬質クロム 7.10
二重クロム:20μm軟質クロム
25μm硬質クロム
7.20
ニッケル: 20μmカニ
ゼン、時効
硬化
2.90
三重層: 37.0μm銅
45.0μmニッケル
1.3μmクロム
0.45

耐摩耗性と摺動特性 優れた摺動および動作特性、および
耐摩耗性の高さは、TUFFTRIDE®処
理された機械部品の利点としてよく
知られている。化合物層内の金属
間化合物により、金属製の相手側と
のフリクションが少なく、焼き付き発
生のリスクも低い。また、浸炭処理と
比較すると、耐熱性ははるかに優れ
ている。TUFFTRIDE®処理で得られ
た拡散層の高硬度は、処理温度よ
り高い温度でも変化することはない。
図11
多くの摩耗試験結果および実際の
使用実績から、他の表面処理に対
する優位性は明確である。その化合
物層構造と組成(NとCの比率)が耐
摩耗性に大きく影響する。TUFFTRI
DE® 処理で形成される単相のカー
ボンリッチε化合物層は機械特性向
上に非常に良好な結果をもたらす。
それに引き換え炭素含有量の少な
い層、またはγ'率の高い層は多くの
場合、明らかに機械特性が劣る。
最表面に存在するポーラス性化合
物層の耐摩耗性が劣っているという
データは一切存在しない。実際はオ
イルフィルムをよく吸着するため、摺
動特性上はおおきなメリットとなって
いる。
図11に、700,000 km走行した商用車
のC45N製ギアを示す。表面の単相ε
化合物層の摩耗量はわずかに1~2
μmにすぎない。ポーラス層さえもま
だ、確認できる摩耗レベルである。
9
ギアホイール(商用車) 700.000 km走行後
素材:
場所:
損失量:
化合物層:
C45N
歯面
主に
ε窒化鉄
角付け: Oberhoffer 出展: H.-J. Spies
約1~2μm

機機械械摺摺動動特特性性のの 向向上上
図12に浸炭、軟窒化、およびホウ化
処理後の凝着せん断応力に対する
相対的な耐摩耗性を示す。ホウ化
処理サンプルはTUFFTRIDE®処理し
たものよりも表面硬度がビッカース
で約1000ポイントも高いが、TUFFT
RIDE®処理品は耐摩耗性が800倍高
く、浸炭サンプルよりも80倍高い。こ
の結果から、摩耗特性の優劣は表
面硬度が唯一の要因ではないこと
が明らかになった。
他の表面処理と比較して耐スカッフ
性も大幅に向上している。図13に、
Niemann-Rettigによるギアのスカッ
フ限界荷重試験の結果を示す。
このデータは、歯面にトルクを印加
し、焼き付きが発生するまでトルクを
増加させることで得られたものであ
る。TUFFTRIDE®処理の軟窒化では、
無処理品に対して、スカッフ限界荷
重が2~5倍高まっている。
耐摩耗性および摺動特性に関する
その他の興味深い性質としては摩
擦係数がある。摺動時に発生する
界面反応は、相手側摺動面の絶対
的硬度で大きく決定されるわけでは
ない。材料同士の相性、母材のミク
ロ構造、表面性状、および使用する
潤滑剤で決定される。
摩擦係数を測定するため、アムスラー
試験機を使用した。試験は200 rpmで
回転するディスクと固定されたもう1つ
のディスクを摺動させて行う。
両方の部品は同じ処理を施行する。
試験中の凝着摩耗を防止するため、
荷重は5~30 Nで行われた。荷重が
大きいと摩擦係数は荷重に応じて増
加するが、5~30 Nの範囲であれば
一定で推移する。
試験サンプルの表面粗さは約4μm
である。QPQ®処理サンプルの表面
のみ磨いて、表面粗さRm = 1μmに
仕上げた。図14に、ドライ時、および
SAE 30オイルで潤滑時等、いろいろ
な組み合わせの摩擦係数の概要を
示す。
図12
10
各表面処理の凝着摩耗比較
100
0.01
10
1
0.1
相対
的耐
摩耗
性
42CrMo4 H+T
塩浴軟窒化 C45 H+T 42CrMo4 H+T
ホウ化処理
出展: Habig, BAM
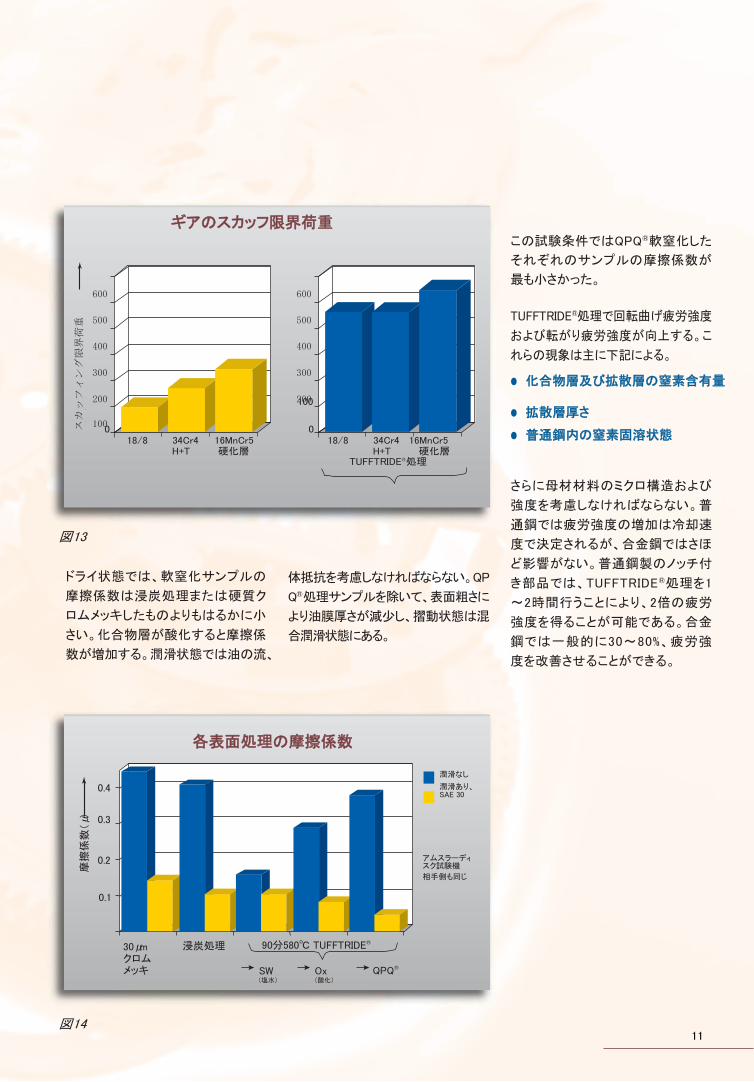
この試験条件ではQPQ®軟窒化した
それぞれのサンプルの摩擦係数が
最も小さかった。
TUFFTRIDE®処理で回転曲げ疲労強度
および転がり疲労強度が向上する。こ
れらの現象は主に下記による。
● 化合物層及び拡散層の窒素含有量
● 拡散層厚さ
● 普通鋼内の窒素固溶状態
図13 ドライ状態では、軟窒化サンプルの
摩擦係数は浸炭処理または硬質ク
ロムメッキしたものよりもはるかに小
さい。化合物層が酸化すると摩擦係
数が増加する。潤滑状態では油の流、
体抵抗を考慮しなければならない。QP
Q®処理サンプルを除いて、表面粗さに
より油膜厚さが減少し、摺動状態は混
合潤滑状態にある。
さらに母材材料のミクロ構造および
強度を考慮しなければならない。普
通鋼では疲労強度の増加は冷却速
度で決定されるが、合金鋼ではさほ
ど影響がない。普通鋼製のノッチ付
き部品では、TUFFTRIDE®処理を1
~2時間行うことにより、2倍の疲労
強度を得ることが可能である。合金
鋼では一般的に30~80%、疲労強
度を改善させることができる。
図14
アムスラーディスク試験機
相手側も同じ
処理
600 600
200 200
ギアのスカッフ限界荷重
500 500
400 400
300 300
100
100
0 0
18/8 34Cr4 16MnCr5 18/8 34Cr4 16MnCr5 H+T 硬化層 H+T 硬化層
TUFFTRIDE®処理
各表面処理の摩擦係数
0.4
潤滑なし
潤滑あり、SAE 30
0.1
30μm クロムメッキ
浸炭処理 90分580℃ TUFFTRIDE®
SW (塩水)
Ox (酸化)
QPQ®
スカッフィング限界荷重
(Nm)
摩
擦係
数(μ) 0.3
0.2
11

応用例
一方、硬質クロムメッキでは処理後、
母材の回転曲げ疲労強度が低下し
てしまう。亜鉛メッキでも同様である。
図15に、C45N製のノッチ付きサンプ
ルで行われた疲労強度試験の結果
を示す。QPQ®処理では疲労強度が
50%以上増加している。ところが、硬
質クロムメッキでは疲労強度が20%
低下している。
図15
TUFFTRIDE®/QPQ®処理の実際の応用例
塩浴軟窒化による耐摩耗性および
疲労強度向上という従来採用目的
以外に、その卓越した耐食性は近
年、ますます注目を集めている。TU
FFTRIDE®処理と、後処理として酸化
処理を組み合わせたQPQ®処理は、
硬質クロムメッキ、ニッケルメッキ、
亜鉛メッキなどの電気メッキに代わ
る表面処理として、あるいはステン
レス鋼などの耐食鋼に代わるものと
して、その使用が増加している。以
下にその代表的な応用例を示す。
耐熱鋼製押し出し加工用金型(図16
参照)、鍛造金型、または鋳造用金
型では、TUFFTRIDE®処理すること
で寿命が大幅に伸びる。
化合物層が非金属特性を持つため、
摺動面ははるかに長期間にわたっ
て凝着の発生がなく、その滑らかさ
を維持する。金型面とワークとの材
料親和性が低下しているので、金属
凝着は事実上発生しない。プラズマ
またはガス窒化と比較して、軟窒化
された押出金型は極めて優れた成
形性能を発揮し、複数回、再処理し
て使用しているとの報告がユーザか
ら寄せられている。特に、チッピング
の可能性が大幅に低下する。さらな
る利点として、処理時間の短さがあ
る。金型をはるかに短い時間で処理
し、使用可能な状態にする。その結
果、金型製造コストも顕著に削減で
きる。プラスチック射出成形用金型
も塩浴軟窒化処理に適している。
エンジンバルブ(図17参照)は、耐熱
性、耐摩耗性、および耐食性に関し
て、高いスペックが要求される部品
である。硬質クロムメッキと比較して、
TUFFTRIDE®加工は製造コストを削
減できる。それは、高周波焼入れお
よび仕上げ研磨が不要になるため
である。この結果、排気バルブを製
造する際、高周波焼入れ可能な材
料をわざわざ選択する必要がない。
耐熱性の高いオーステナイト鋼から
製造することができる。
12
荷重回数
100
0 104 105 106 107
回転曲げ疲労強度の比較
QPQ®と硬質クロム
500
C45N
ノッチ付きサンプル
0 400 ak = 2 Ø = 10/7 mm
90分間QPQ®
300 X X
X X X 処理なし
硬質クロムメッキ X
X
200
回転
曲げ
疲労
強度
(N
/m
m2)

処理時間は仕様によって、20~90分
の間で設定する。製造ラインの規模
により、処理数量は2500~4000個
/バッチで設定される。これにより、
バルブ1つあたり1秒未満での製造
が可能となる。この処理時間が短い
ことで、たくさんの種類(形状、鋼種、
仕様)を生産していても、それぞれに
大きな在庫を持つ必要がない。
図16
オートバイおよびスポーツカー業界
で採用される高性能・高負荷4スト
ロークエンジン、および小型飛行機
やスノーモビル用の2ストロークエン
ジンでは、クランクシャフトおよびカ
ムシャフトがTUFFTRIDE®で処理さ
れる。化合物層のポーラス層が明
確に視認できる仕上がり状態でも、
あるいはそれがあるからこそ、高い
性能要求に問題なく応えることがで
きる。ポーラス層は慣らし効果を促
進し、ミクロのオイルポケットとして、
境界潤滑状態時の優れた摺動特性
を保証する。SUVまたは商用車用
の大型ディーゼルエンジンのクラン
クシャフト、タペット、あるいはステア
リングホイールも、塩浴中で大量に
軟窒化処理されている。それ以外
の応用例としては、ギアおよびディ
ファレンシャルギア部品がある。
図17
バイオ燃料で稼働する新世代エン
ジンでは、TUFFTRIDE®の卓越した
耐摩耗性がその効果を発揮する。
そして、毎年2.5億個以上のエンジン
バルブが塩浴中で軟窒化処理され、
その数は増加し続けている。
13
アルミ部品成形用の押出金型
ガソリンエンジン用の吸気および
排気バルブ

応用例
オートバイ業界でも、各種のTUFFT
RIDE®およびそのQPQ®処理された
エンジン部品、およびパワートレイン
部品が使用されている。図18にガス
またはプラズマ軟窒化されたものよ
りも優れた耐食性を持つ部品例を示
す。また、TUFFTRIDE®およびそのQ
PQ®は処理時間が短く、部品製造工
程内に組み込み易い。これは製造
原価低減の点で有利である。
QPQ®加工は、ピストンロッド、油圧
シリンダ、ブッシュで採用が進んでい
る。母材材料としては、軟鋼、普通
鋼、または低合金鋼が用いられる。
塩水噴霧試験で求められる試験時
間はほとんどの場合、144時間後で
発錆が無いことである。400時間を
要求される場合もあるが、それもQP
Q®処理はなんなくクリアしている。
図19にガススプリングのピストンロッ
ドを示す。これは、自動車および航
空機業界で採用されているが、一般
産業界、事務椅子でも使用されてい
る。クロムメッキを置き換えることで、
大幅なコスト削減を達成できる。
QPQ®処理は完全自動化工場で処
理が行われる。1つの処理ラインに
最大4つの軟窒化炉を設置できるた
め、サイクル時間はピストンロッド1
本あたり0.5~0.6秒にできる。
例を挙げれば枚挙にいとまがない。
TUFFTIRDE®/QPQ®処理は航空機
部品、海洋技術、プラント、建設機
械、エネルギー産業、食品業界、写
真、コンピュータ業界、さらには繊維
機械や油圧システムでも使用されて
いる。
図18 図19
14
ガススプリングおよびダンパー用
ピストンロッド
オートバイ用パワートレイン部品、
及びクラッチ部品
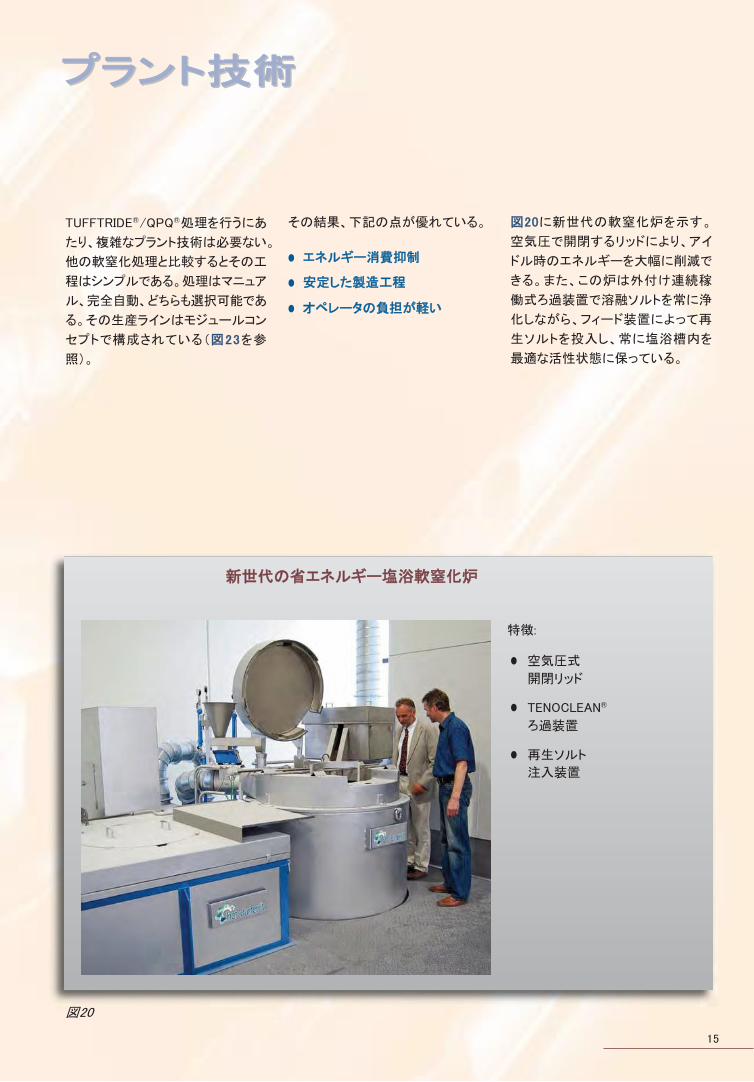
ププラランントト技技術術
TUFFTRIDE®/QPQ®処理を行うにあ
たり、複雑なプラント技術は必要ない。
他の軟窒化処理と比較するとその工
程はシンプルである。処理はマニュア
ル、完全自動、どちらも選択可能であ
る。その生産ラインはモジュールコン
セプトで構成されている(図23を参
照)。
その結果、下記の点が優れている。
● エネルギー消費抑制
● 安定した製造工程
● オペレータの負担が軽い
図20に新世代の軟窒化炉を示す。
空気圧で開閉するリッドにより、アイ
ドル時のエネルギーを大幅に削減で
きる。また、この炉は外付け連続稼
働式ろ過装置で溶融ソルトを常に浄
化しながら、フィード装置によって再
生ソルトを投入し、常に塩浴槽内を
最適な活性状態に保っている。
図20
15
新世代の省エネルギー塩浴軟窒化炉
特徴:
● 空気圧式
開閉リッド
● TENOCLEAN®
ろ過装置
● 再生ソルト
注入装置

ププラランントト技技術術
図21に、コンピュータで管理されて
いるコンパクトプラントを示す。様々
な処理パラメータのバッチが、コン
ピュータのガイダンスでそれぞれの
処理が実行される。専用ソフトウェア
の下、最適なバッチフローでその生
産は管理される。大型のスライドド
アを設置することにより、プラントの
各コンポーネントへ簡単にアクセス
できるので、メンテナンスも容易であ
る。再生ソルトの供給は、外付けの
供給システムを通して行われる。
図22は、代表的な軟窒化炉の制御
ダイアグラムを示す。
マニュアルプラントでも電子システム
により、すべてのパラメータを記録し、
それをバッチレポートとしてまとめる
ことができる。ガスプロセスのように
化学パラメータを常時オンラインで
監視する必要はない。それは塩浴ソ
ルトが化学的に非常に安定している
からである。日常点検記録は、コン
ピュータによって処理バッチ毎に記
録される。
処理後の機械部品上の残留ソルト
が問題視されることがあるが、それ
が問題となるのは洗浄が不十分な
場合のみである。
最新技術では平均3~4ステップで
洗浄が行われ、加温および撹拌しな
がら連続洗浄される(図23の右下を
参照)。また、良好な洗浄が行われ
るだけでなく、水の消費量を大幅に
節約することができる。
図21
コンピュータ制御の汎用TUFFTRIDE®プラント
16
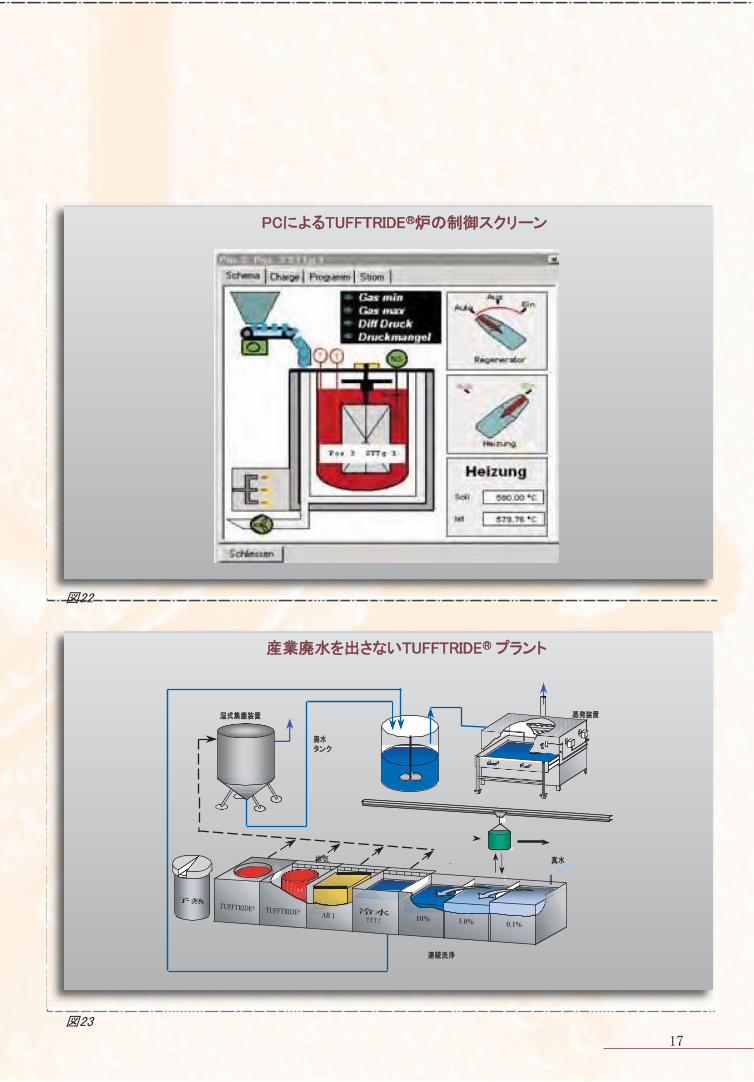
図22
図23
PCによるTUFFTRIDE®炉の制御スクリーン
産業廃水を出さないTUFFTRIDE® プラント
湿式集塵装置 蒸発装置
廃水 タンク
排気 真水
連続洗浄
17

環環境境へへのの配配慮慮
一般に塩浴処理に対する強い先入
観があるが、新しいプラント技術は
他の軟窒化プロセスに先駆けて「グ
リーン」認定を受けている。また、環
境および職場の安全衛生規制にも
適合している。監査対象となるプロ
セスのコンポーネントでは、効果的
に排気をする装置が装着されている。
ほとんどの処理工程は空気清浄処
理で合法的許容範囲に収まるが、
全ての排気を乾式ろ過装置に通す、
場合によっては湿式集塵装置を通
すことで、環境に対して、万全の配
慮を行っている(図23参照)。
2000年に塩軟窒化およびガス軟窒
化の環境評価が行われた。当初評
価が予定されていたプラズマ窒化処
理は十分なデータが揃わなかった
ため、評価から除外された。この調
査では、エネルギーおよび質量流量
を伴うすべての工程が評価対象とな
り、処理対象物の量に対して測定が
行われた。この評価は、環境省(ベ
ルリン)の基準従って、素材、消費エ
ネルギー、排気、廃水、廃棄物の
「危険点」を定めることで実施された。
図24に、この評価結果を示す。環境
面から見ると、塩浴軟窒化工程はガ
ス軟窒化よりも優れた評価を受けて
いることが分かる。
図24
18
6000 評価には
以下の汚染を含む:
5000
4000
3000
2000
1000
➜ 沈殿場所
➜ 酸性化
➜ 豊栄養化
➜ 光酸化剤の形成
➜ 生態毒性の影響
➜ 健康への影響
➜ オゾン破壊
➜ 温室効果
➜ 資源消費
15.000 km/a
100台の車
ガス炉 3.6 m3
塩浴 塩浴 電気 ガス 加熱 加熱
出展: J. Buchgeister
有害
性
正規
化後
のナ
ノポ
イン
トで
表し
たも
の
0
軟窒化のエコバランス

ままととめめ
TUFFTRIDE®処理は耐摩耗性、疲
労強度、および摺動特性を大幅に
向上させるだけでなく、酸化冷却の
追加、またはQPQ®処理を行うことで、
耐腐食性が大きく向上する。試験結
果および産業界での実績からは、
多くの場合、電気メッキおよびその
他の軟窒化処理に比べて、処理部
品の品質が優れていることが分か
る。これにより軟窒化処理の応用分
野が広がり、高価な母材材料が安
価な材料に置き換えられることも多
い。
以下にその特性を挙げる。
● 高品質かつ量産品質安定性に優
れる ● 処理時間が非常に短い
● 処理時の部品変形が少なく、その
ほとんどは無視できるレベルである。
● 生産のフレキシブル性が高い
TUFFTRIDE®/QPQ®は極めて幅広く
使用されている軟窒化処理である。
その製法は非常に生産し易く、複雑
なプラント技術を必要としない。自動
化ラインでは全工程のエレクトリック
モニターシステムとレポートシステ
ムが装備され、溶融ソルトは優れた
ディバイスにより常にろ過され、最
適な活性状態を維持する。また、部
品のすすぎに使用する連続洗浄ラ
インには最新技術が採用されてい
る。また、プラント自体からは産業廃
水が一切発生しないので、難なくあ
らゆる環境規制をクリアすることが
できる。
TUFFTRIDE®処理は、英語圏および
アジア各国、ヨーロッパおよびドイツ
語圏では、そのままTUFFTRIDE®と
呼ばれていますが、米国ではMELO
NITE®と呼ばれています。TUFFTRI
DE®、QPQ®、TUFFTRIDE®、MELO
NITE®、およびMELONIZING®はDur
ferrit GmbHの登録商標です。
19
Durferrit GmbH Industriestrasse 3 D-68169 Mannheim 電話: + 49 (0) 621 / 3 22 24-0 Fax: + 49 (0) 621 / 3 22 24-809
www.hef-dur ferrit.com 電子メール:technical-ser vice@hef-dur ferrit.com
本書に記載されたデータは、当社の現在の知
識および経験に基づいたものです。当社製品
の加工およびアプリケーションに影響を及ぼ
す多くの要因の観点から、これらのデータに
よって加工業者が独自の調査および試験を行
う必要がなくなるわけではなく、これらのデー
タは特定の特性、または特定の目的における
製品の安定度を保証するものではありません。
本書に示した説明、図面、写真、データ、比率、
重量などは、事前の通知なく変更される場合
があり、合意した製品の契約上の品質を規定す
るものではありません。あらゆる所有権および
既存の法律および法令を確認することは、当社
製品を受領した側の責任です。