urn nbn si doc 80efn7ig
TRANSCRIPT

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 1/12
U P O R A B N A I N F O R M A T I K A 2052010 - πtevilka 4 - letnik XVIII
Logistika v proizvodnih procesihPeter Tovπak
Gorenje, d. d., [email protected]
IzvleËek Prispevek obravnava problematiko upravljanja logistiËnih verig v proizvodnih procesih velikoserijske proizvodnje, kot je proizvodni sistem Gorenje.
Gre za planiranje in izvajanje materialnega pretoka v proizvodnih procesih po principu 'ob pravem Ëasu ‡ v pravem zaporedju' (just in time ‡ just
in sequence) s podporo informacijske tehnologije. V tehnoloπko in poslovno visoko integriranih sistemih je prav logistika tisti bistveni povezovalni
element, ki na podlagi tehnoloπke in konstrukcijske strukture finalnega izdelka tesno povezuje v logistiËno verigo zaporedje proizvodnih/nabavnih
procesov, ki so potrebni za proizvodnjo finalnega izdelka. Za nemoten in racionalen tek celovitega poslovno-proizvodnega procesa je treba na pod-
lagi plana finalnih izdelkov, tehnoloπke in konstrukcijske dokumentacije, instalirane proizvodne tehnologije in poslovne organiziranosti skozi model
logistike povezati in informatizirati poslovne, proizvodne/nabavne in logistiËne resurse v harmoniËno delujoËi sistem, ki mu daje osnovni takt plan
proizvodnje na glavni montaæi. Ob tem je treba zadostiti kompromisu omejitev in racionalne rabe proizvodnih, prostorskih, logistiËnih in Ëloveπkih
kapacitet, kar da svoj rezultat v stroπkovno ugodnem izidu proizvodnje konËnega izdelka.KljuËne besede: logistika proizvodnih procesov, dostava materiala v proizvodnjo, logistiËni proizvodni model.
AbstractLOGISTICS IN PRODUCTION PROCESSESThe paper deals with the problem of management of logistic chains in production processes of high volume serial production as is the case in
Gorenje ‡ the factory of home appliances. We are speaking of management and IT-support of material flow in production process according
to the principle ‘just in time - just in sequence’. In technologically and business high level integrated systems it is the logistics that acts as an
essential linkage element, which on the base of construction and technological structure of the final product very closely links in a logistical
chain the sequence of production/supply processes required to produce the final product. For undisturbed and economical flow of total business
process‡ considering final production plan, technical documentation, installed production technology and business organization ‡ we need to link
by means a logistics model production/supply/logistic resources in a smooth working system, taking into account all the restrictions of included
resources. The production on main assembly lines gives the whole system the required dynamics. In such a way we achieve the best cost/benefitratio of production process. In the first part of the paper we present basic characteristics of production/logistic process from the point of view
of informatics. In the second part of the paper we show a practical model and a solution in the packing part within order/recall/delivery assembly
line in the factory Gorenje.
Key words: logistics, production process, production, logistic chains, order/recall/delivery, logistic production model.
1 UVODPrispevek govori o problematiki logistike v proizvodnih pro-cesih. To je tista vmesna rezina poslovno-proizvodnega siste-ma, ki se nahaja med zgornjim poslovnim nivojem in spodnjimprodukcijskem nivojem instalirane tehnoloπko-procesne
tehnologije. Oba nivoja (zgornji poslovni, spodnji procesni)informacijska tehnologija na sploπno dobro podpira tako sstrani dobaviteljev poslovne kot procesne opreme, zaradispecifike proizvodnega programa in organiziranosti pa jeπibka podpora vmesne rezine. Prav ta proizvodno logistiËnarezina je skozi izdelek vitalni del materializacije/kreacije novevrednosti, h kateri racionalnosti nastajanja v velikem deleæudoprinese kakovostna podpora informacijske tehnologije. Sto podporo in naËrtovanjem reπitve v realnem proizvodnemokolju Gorenja se ukvarjamo v prispevku s ciljem, da iz kon-kretnih izkuπenj in spoznanj pridemo do sploπnih reπitev.
1 LOGISTIKA V PROIZVODNJI
1.1 Proizvodni procesProizvodni proces v sklopu logistike pomeni ponormaterialnega toka vgradnih postavk nekega izdelka
in izvor nove funkcionalne komponente, ki gre v lo-gistično verigo nadaljnje vgradnje ali pa je že končniizdelek, ki gre v funkcijo h končnemu uporabniku(Šuhel, Mertik, Tovšak, 2009). Materialna vsebina po-vezav je opredeljena s strukturo izdelka v podatkov-ni bazi ERP (SAP, NAVISION, BAAN …). Prostorproizvodnje je v končni fazi vedno namenski za pro-izvodnjo določene skupine izdelkov. Prostor in pro-ces proizvodnje opredeljuje dokumentacija v podat-kovni bazi, katere bistveni deli so materialna struk-tura izdelkov, proizvodna tehnologija, proizvodne
STROKOVNI PRISPEVKI
7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 2/12
U P O R A B N A I N F O R M A T I K A206 2010 - πtevilka 4 - letnik XVIII
Peter Tovπak: Logistika v proizvodnih procesih
kapacitete, proces in organizacija izdelave danegaizdelka na neki lokaciji ter organizacijski elementiproizvodnega sistema, kot so proizvodni obrati, stro-škovna mesta itn. V odvisnosti od kompleksnosti iz-
delka in organizacije proizvodnje je v proizvodnjoizdelka vključen zelo različen nabor tehnologij, ki jeglede na potrebe in možnosti lokacijsko in poslovnoporazdeljen in povezan skozi logistične verige. Greza sovisno delovanje logistike in proizvodnje. Skoziproizvodni proces nastopa volumska ekspanzija zafaktor 10 ali še mnogo več, pri čemer hitro naletimona omejitve razpoložljivega tako proizvodnega kotskladiščnega prostora. Nastopa sistem vzpostavitvepretočne proizvodnje, pri kateri se celotna proizvo-dna veriga po tehnološki globini – proizvodnja poliz-
delkov, komponent itn. – podreja taktu končne mon-taže. Takt končne montaže daje izvorno dinamizacijoteku vseh predhodnih logističnih in proizvodnihprocesov, sami časi teka procesov pa prispevajo po-
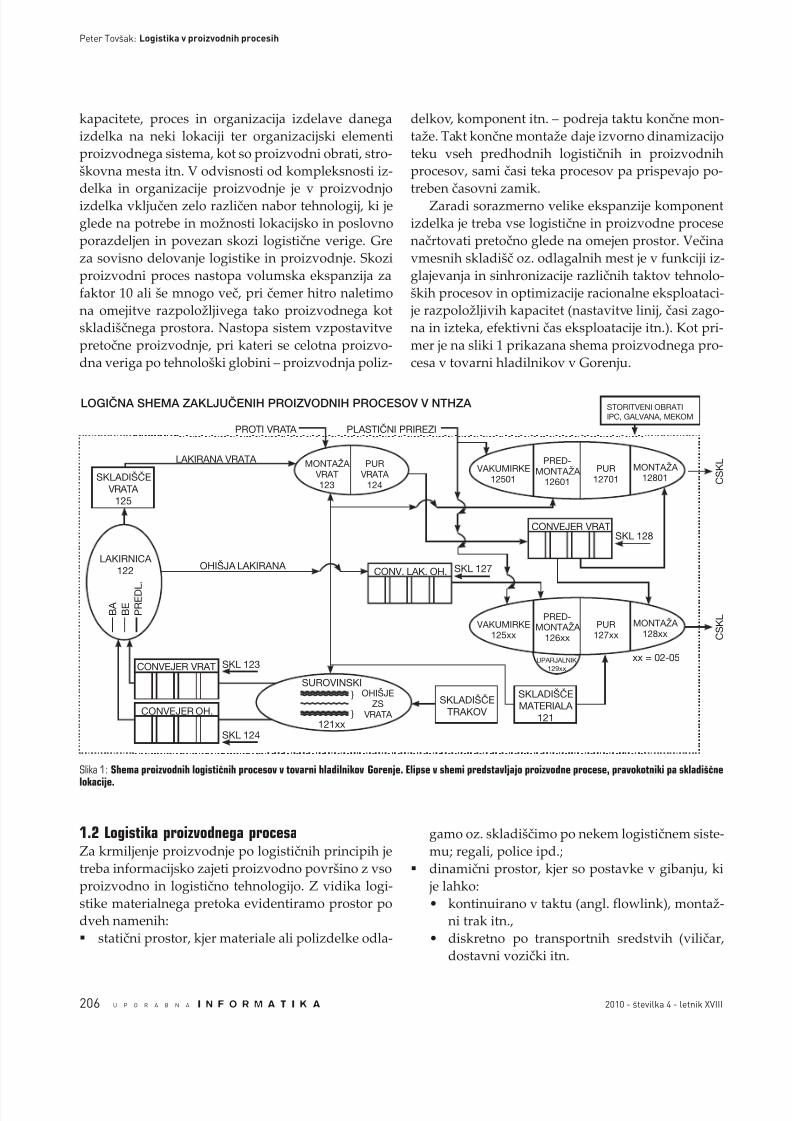
treben časovni zamik.Zaradi sorazmerno velike ekspanzije komponentizdelka je treba vse logistične in proizvodne procesenačrtovati pretočno glede na omejen prostor. Večinavmesnih skladišč oz. odlagalnih mest je v funkciji iz-glajevanja in sinhronizacije različnih taktov tehnolo-ških procesov in optimizacije racionalne eksploataci- je razpoložljivih kapacitet (nastavitve linij, časi zago-na in izteka, efektivni čas eksploatacije itn.). Kot pri-mer je na sliki 1 prikazana shema proizvodnega pro-cesa v tovarni hladilnikov v Gorenju.
Slika 1: Shema proizvodnih logistiËnih procesov v tovarni hladilnikov Gorenje. Elipse v shemi predstavljajo proizvodne procese, pravokotniki pa skladiπËne
lokacije.
1.2 Logistika proizvodnega procesaZa krmiljenje proizvodnje po logističnih principih jetreba informacijsko zajeti proizvodno površino z vsoproizvodno in logistično tehnologijo. Z vidika logi-stike materialnega pretoka evidentiramo prostor podveh namenih: statični prostor, kjer materiale ali polizdelke odla-
gamo oz. skladiščimo po nekem logističnem siste-mu; regali, police ipd.;
dinamični prostor, kjer so postavke v gibanju, ki je lahko:• kontinuirano v taktu (angl. flowlink), montaž-
ni trak itn.,• diskretno po transportnih sredstvih (viličar,
dostavni vozički itn.
B A
B E
P R E D L
.
PROTI VRATA PLASTI»NI PRIREZI
LAKIRANA VRATA MONTAÆAVRAT123
VAKUMIRKE12501
VAKUMIRKE125xx
PUR12701
PUR127xx
PRED-MONTAŽA
12601
PRED-MONTAŽA
126xx
UPARJALNIK129xx
MONTAŽA12801
MONTAŽA128xx
PURVRATA
124
OHI©JA LAKIRANA
xx = 02-05
LAKIRNICA 122
CONVEJER VRAT SKL 123
SUROVINSKI
121xx
OHI©JEZS
VRATA
}
}
SKL 124
CONVEJER OH.
SKLADI©»EVRATA
125
SKLADI©»ETRAKOV
STORITVENI OBRATIIPC, GALVANA, MEKOM
LOGI»NA SHEMA ZAKLJU»ENIH PROIZVODNIH PROCESOV V NTHZA
CONV. LAK. OH.
CONVEJER VRAT
SKL 127
SKL 128
C S K L
C S K L
SKLADI©»EMATERIALA
121

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 3/12
U P O R A B N A I N F O R M A T I K A 2072010 - πtevilka 4 - letnik XVIII
Peter Tovπak: Logistika v proizvodnih procesih
Za proizvodnjo je predvsem pomembno obvlado-vanje dinamičnega logističnega prostora, ki je inte-gralni del proizvodne tehnologije. Statični prostor sevključuje kvečjemu na začetku ali koncu proizvodne-
ga procesa, ko material ali polizdelek dvigujemo oz.skladiščimo. V vmesnih fazah proizvodnje je določenlogistični prostor namenjen za odlagalno oz. čakalno(angl. buffer) površino, največkrat za sinhronizacijorazličnih taktov posameznih sekvenc faz proizvodnetehnologije. Dinamični proizvodni prostor krmilimoglede na zahtevani pretok materiala znotraj določe-nega proizvodnega ciklusa. Funkcionalno razvršča-mo logistični prostor po elementarnih značilnostih zvhodno-izhodnimi točkami po teh funkcionalnostih: linijski prenos ali transport materialnih postavk iz
vhodne na izhodno točko; razvrščanje in preurejanje vhodne sekvence po-
stavk na izhodno sekvenco postavk; zakasnilna čakalna linija; vozliščni logistični elementi: kretnica, zbiralnik,
stekališče, razcep.Po potrebi lahko glavne logistične elemente kom-
biniramo v sestavljene, kakor pač narekuje potrebaproizvodne tehnologije.
V proizvodnji Gorenja je najbolj celovito ta logi-stični prostor avtomatizirano upravljan v tovarnihladilne tehnike, kjer je celotni sistem skladiščenja in
transporta povezan s proizvodnjo in računalniškoupravljan v realnem času. Z lastnim razvitim raču-nalniškim sistemom MES (Manufacturing ExecutionSystem) je sistem integriran v celovit sistem ERPSAP, ki je centralna podatkovna baza s podporo po-slovanju z informacijsko tehnologijo. Sistemi krmilje-nja tehnoloških naprav so v sklopu proizvodne teh-nologije in so povezani v MES.
1.3 Materialni pretok v proizvodnjiPretok, stanje in lokacijo proizvodnih postavk skozi
logistični prostor proizvodnje ugotavljamo v vsakemtrenutku na podlagi stanja vhodnih in izhodnih koli-čin med dvema kontrolnima točkama logističnegaprostora za določeno postavko oz. skupino postavk,kadar gre za pretok po določeni logistični poti. Logi-stično sledenje se začne, ko neka postavka nastaneoz. jo proizvedemo in do bi svojo identifikacijo, in sekonča, ko postavko vgradimo ali jo uničimo. Tekočepo določenih časovnih intervalih izračunavamo logi-stično bilanco materialnega pretoka, pri čemer ugo-tovimo stanja nahajanja materialnih postavk na dolo-
čenih lokacijah, količine porabe – vgradnja in količi-ne proizvodnje. Logistična bilanca nam služi za kon-trolo izvajanja plana in za izračun dinamične projek-cije materialnega pretoka po časovni dinamiki vna-
prej in izvajanje proizvodnje na podlagi vsakokratnespremembe stanja izvajanja plana. V tem procesu seoblikujejo po časovnih intervalih zahteve za dostavomateriala in proizvodnjo polizdelkov po tehnološkiglobini. Za postavke, ki jih želimo slediti tudi v ob-dobju delovanja izdelka pri uporabniku končnemkupcu, evidentiramo vgradnjo konkretne postavke vposamični izdelek, kar je pomembna informacija zaservisiranje izdelkov pri kupcih.
V sklopu obvladovanja materialnega pretoka jeposebno pomembno identificiranje materialnih po-stavk. Pod pojmom identificiranje pojmujemo pro-
ces, ko neko postavko opremimo z elektronsko čitlji-vo oznako in z dodatnimi informacijami, ki so po-trebne za logistično manipulacijo te postavke v sklo-pu nekega procesa. Zahteve za takšno identificiranjenastopajo nepretrgano znotraj teka procesa, ko se pointervalih oblikuje oz. popolni logistična enota za do-stavo, npr. dostava materiala v proizvodnjo v določe-nem času v določeni količini na določeno lokacijo.
Identifikacijo postavke – material, polizdelek aliizdelek – opredelimo lahko različno: identificiramo posamezno postavko z elektron-
sko čitljivo oznako – črtna koda, RF-tablica itn.; postavko identificiramo na logistično transport-
nem sredstvu, npr. na paleti je pripeta oznaka po-stavke s potrebnimi dodatnimi informacijami;
postavke identificiramo v informacijskem siste-mu v povezavi z identifikacijo nosilca, npr. z uni-katno številko obešala. Ko postavko naložimo nanosilec (obešalo) samodejno vzpostavimo relaci- jo: identifikacija nosilca v obe smeri, identifikacijapostavke – šifra, kar zapišemo v informacijski sis-tem. Ob dostavi postavke na dano lokacijo se no-
silec izprazni, v informacijskem sistemu se brišepovezava, postavka pa se naveže na lokacijo, ka-mor je bila dostavljena.Za obvladovanje materialnega pretoka je v logi-
stiki proizvodnega procesa vitalnega pomena izborvgradne postavke, ki jo določimo za nosilko identifi-kacije končnega izdelka. V proizvodnji hladilnikov vGorenju je taka postavka lakirano ohišje, ki dobi obizhodu iz lakirnice nalepko s črtno kodo (šifra ohišjain osemmestna tekoča številka), ki neponovljivoidentificira vsako ohišje. Vsako ohišje pripada dolo-

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 4/12
U P O R A B N A I N F O R M A T I K A208 2010 - πtevilka 4 - letnik XVIII
Peter Tovπak: Logistika v proizvodnih procesih
čenemu naboru šifer hladilnih aparatov in ob vstopuv predmontažo se s samodejnim branjem črtne kodetemu ohišju programsko dodeli šifra izdelka iz ča-sovnega zaporedja plana, ki se izvaja na danem traku
in šifra ohišja pripada temu izdelku. Na ta način ima-mo zagotovljen informacijski vir za sledenje in mate-rialnega pretoka skozi sistem. Na točki vstopa ohišjav predmontažo se časovno kalibrira izvajanje planana dejanski čas in na podlagi normativa izdelka seizračunava poraba vgradnega materiala vnaprej.Hkrati se izračunava redinamizacija plana izdelkovin prek normativov fleksibilno s časovnim zamikomvnaprej materialni pretok, tj. potrebna dostava mate-riala v proizvodnjo. Dostava poteka po principu 'vle-ci' (pull) v nasprotju s sistemi ERP, ki delujejo poprincipu 'potiskaj'. Princip 'vleci' deluje dogodkovno
– določevanje izdelka plana na predmontažah v real-nem času, kar omogoča veliko racionalizacijo do-stavne logistične verige in temu ustrezne prihranke: material dostavimo, ko ga rabimo; zaobidemo lahko skladišče; neposredno lahko povežemo točko ponora
(vgradnja materiala v proizvodnji) in točko izvora(predhodna proizvodnja, kooperant/dobavitelj,skladišče). Tako skrajšamo poti vhodne logističneverige;
zaradi zmanjšanja obsega manipulacije z materi-
alom se zmanjša število nekakovostnih izdelkov; poenostavi se upravljanje materialnega pretoka.
1.4 Integracija logistiËnih verig proizvodnjev celovit informacijski sistem
V prejšnjih poglavjih smo se seznanili z značil-nostmi proizvodnje, logističnih verig v proizvodnjiin materialnega pretoka. Opirali smo se na danostiproizvodnje hladilno-zamrzovalnih aparatov v Go-renju, adekvatno bo tudi del informacijske tehnologi- je temeljil na stanju le-te v Gorenju. Za povezavo pro-
cesne tehnologije in upravljanja logističnih verig ma-terialnega pretoka smo v Gorenju izdelali informacij-sko podporo za MES (angl. Manufacturing ExecutionSystem). Gre za trislojno informacijsko arhitekturo: centralni sistem s podatkovno bazo in podporo
poslovnim funkcijam. V Gorenju je to SAP, ki jeleta 2003 nadomestil lastno razviti sistem GAPIS.Dinamika sistema je dan, teden, mesec, leto;
IPTHT-PIS (kratica za informatizacija proizvo-dnje tovarne hladilne tehnike – proizvodni infor-macijski sistem ). To je sistem MES za upravljanje
proizvodnih logističnih verig in povezavo medcentralnim sistemom SAP in krmilnoprocesnimisistemi. Dinamika sistema je minuta, ura, dan, te-den;
procesni krmilni sistemi, jih je več (EISENMANN,ESIMEC idr.); dinamika sistemov je tehnološkitakt procesa.Za izdelek oz. vsako proizvodno postavko glav-
nega plana mora obstajati osnovna, rečemo ji izvornadokumentacija v okviru informacijskega proizvod-nega poslovnega sistema. Grafični del (2D, 3D) te je vpodsistemu informacijske tehnologije CAD, ki seupravlja in posreduje skozi sistem tipa PDM (Pro-duct Data Management sistem), npr. SAP-ov MA-TRIX ali PLM. Diskretni del je v nekem sistemu tipaERP (SAP, NAVISION, BAAN oz. kakšen drugi sis-
tem ERP), v katerem so sestavnice, tehnološki po-stopki, tabele značilnosti in organizacijski elementiposlovnega sistema, kot so stroškovna mesta, pro-izvodni obrati, stroškovna mesta, strojne skupine,skladišča itn. Ta dokumentacija se centralno vzdržu- je in je na razpolago tako uporabnikom poslovne kotlogistično proizvodne ravni. Ta dokumentacija vse- buje tudi vse potrebne tehnološke in procesne para-metre, ki se posredujejo raznim procesnim podsiste-mom dobaviteljev tehnološke opreme, ki so računal-niško krmiljeni s programskimi logičnimi krmilniki
(PLK; v Gorenju HZA so taki tehnološki procesnipodsistemi različnih proizvajalcev, npr. Esimec, Ei-senmann, SMS idr.). Glavna centralna dokumentacija je podlaga za vse potrebe po izvedbeni dokumentaci- ji, v njej je pa tudi baza vseh potrebnih podatkov zapredkalkulacije izdelkov ali polizdelkov z elementivrednotenja normativov resursov – cene vgradnihmaterialov, tehnološke ure izdelave, tarifne postavkeza kalkulacijo idr.
Enkrat dnevno (vsako jutro pred 6. uro) se sedem-dnevni plan končnih izdelkov skupaj s tehnološkimi
in sestavničnimi normativa prenaša iz SAP-a v sis-tem MES IPTHT-PIS in služi kot podatkovna podla-ga za upravljanje logističnih verig materialnega pre-toka, izvajanja in nadzora proizvodnje skozi struktu-ro izdelka od montaže prek vseh oddelkov do suro-vinskih in storitvenih obratov. Pomemben funkcio-nalni del sistema IPTHT-PIS je izredno performančensistem MRP (kosovnični procesor), ki se zavrti obvsakem izračunavanju logistične bilance za celotenplan končnih izdelkov in vseh polizdelkov. SistemIPTHT-PIS poskrbi tudi za povezavo P2B (Proces to

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 5/12
U P O R A B N A I N F O R M A T I K A 2092010 - πtevilka 4 - letnik XVIII
Peter Tovπak: Logistika v proizvodnih procesih
Business). V SAP posreduje vse elemente za poslov-ne segmente informacijskega sistema, kot so: vodenje zalog, poraba materialov in polizdelkov,
realizacija proizvodnje, obračun proizvodnje itn.,kakor tudi vse potrebne informacije za tekoče izvaja-nje, upravljanje in spremljanje proizvodnega proce-sa, kot so: pregled nad pretokom materiala in polizdelkov
skozi proizvodnjo, saldiranje pričakovanega, planiranega in dejan-
skega stanja v določenem času, spremljanje plana – tekoče na presek po vnaprej
izbranih urnih intervalih, dnevih, tednih, elementi, parametri za izvajanje in kontrolo teh-
nološkega proizvodnega procesa, kot npr. stopnjavakuumiranja hladilnega sistema, normativi pol-njenja hladilnega medija v hladilni sistem itn.,
sprememba dinamike plana od časovne točkekontrolnega preseka naprej in projekcija pretokamaterialov in polizdelkov od dejansko zatečene-ga stanja v času kontrolnega preseka naprej. In-formacije so za razliko od sistemov ERP (angl.Enterprise Resouce Planning), ki delajo po prin-cipu 'potiskaj', v tem sistemu izračunane po prin-cipu 'vleci', ker so časovno vedno umerjene na
dogodek v dejanskem času v proizvodnji, tj. naizračun logistične bilance dejanskega stanja in di-namiko pretoka od te točke naprej. Informacije sidelijo vsi udeleženi v proizvodnem procesu iz-delka:• kooperanti, dobavitelji,• storitveni obrati proizvodnje polizdelkov,• odgovorni za dostavo materiala v proizvod-
njo, sledenje vgradnje materiala – geanologija za po-
trebe servisa.
Načrtovanje in izgradnja sistema IPTHT-PIS te-melji na tehle izhodiščih: Dinamiko celotnega proizvajanja postavlja plan
finalnih izdelkov s taktom glavnih montaž. Pod-laga vsega je pretočno planiranje ali terminiranjepo proizvodni oz. nabavni strukturi finalnega iz-delka po vsej časovni dimenziji (minutno, urno,dnevno, tedensko, mesečno itn.), ki temelji na ter-miniranju finalnih izdelkov na montažnih trako-vih. V terminiranje finalnih izdelkov je trebavključiti notranje omejitve (ozka grla), ki izhajajo
iz specifičnosti izdelkov, polizdelkov, nabavnihkomponent in instalirane tehnologije po vsej se-stavnični in poslovnologistični strukturi izdelka.Časovno zaporedje proizvodnje finalnih izdelkov
mora biti takšno, da ne povzroča ozkih grl v pred-hodnih fazah proizvodnje polizdelkov, tako da vnekem časovnem zamiku tekoče poteka proizvod-nja ali dobava polizdelkov in komponent. V ča-sovni zamik je treba vkalkulirati:• čase nabave, transporta po logistični enoti,• čas proizvodnje po proizvodni enoti,• časovne zamike med posameznimi proizvod-
nimi tehnološkimi fazami.Na podlagi tako postavljenega terminskega plana
je treba načrtovati in izvajati notranje proizvodneprocese (montažo, proizvodnjo polizdelkov) in logi-
stične verige materialnih tokov vključno z nabavo,odpoklicem materiala in dostavo. Zato je treba izgra-diti tak IT-model proizvodnje, ki omogoča hiter intransparenten pregled in vpliv dinamike proizvod-nje finalistov na dinamiko proizvodnje polizdelkovtako znotraj obrata finalistov kot v povezavi s storit-venimi obrati in celotno dobavno logistično verigo –kooperacijska proizvodnja, dobava komponent inmateriala.
1.5 PriËakovani uËinki racionalizacije logistiËnih
verig v proizvodnjiO tem, kakšne lastnosti, efekte in prednosti naj imaoz. dosega sistem IPTHT-PIS, lahko damo določenekvalitativne trende ali ocene. Vsaka kvantifikacija vnekem rangu pa je lahko samo izkustvena, pač gledena proizvodne logistične modele, ki so grajeni naprincipu materialnega pretoka 'potiskaj'. Prav goto-vo pa so pozitivni trendi v več smeri, kot so: občutno zmanjšanje (rang 20–30 %) zalog poliz-
delkov in temu ustrezno zmanjšana količina ne-kakovostnih izdelkov zaradi manipulacij s poliz-
delki; zmanjšanje obsega dela (števila ljudi ranga 50 %)na domeni planiranja;
neposredna informatizacija delovnih mest in ude-ležencev v logistični verigi vgradnja, dostava,predhodni proizvodni procesi;
porast planske discipline skozi ves sistem; transparentnost nad celovitim tekom proizvodnje
na enotni skupni dinamiki od finalistov (končniizdelki) do vseh polfinalistov (pretočno planira-nje) in glede na tako rekoč informacijsko stanje

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 6/12
U P O R A B N A I N F O R M A T I K A210 2010 - πtevilka 4 - letnik XVIII
sistema real-time, pravočasno ugotavljanje ali na-povedovanje kritičnosti teka proizvodnje vnaprejin ukrepanje v pravem trenutku;
obvladovano prilagajanje ali odzivanje tekočim
spremembam, ki so del vsakdanje realnosti; vzpostavitev pogojev za notranjo ali zunanjo logi-stiko, za pravočasno dostavo vgradnih postavkna mesta vgradnje v proizvodnji tako s strani la-stnih skladišč, polfinalistov, kooperantov in doba-viteljev in tako dosegati umirjeno ali gladko oz.tekočo pretočnost materiala;
občutno zmanjšanje notranjih knjigovodskih evi-denc ob dobro obvladovanih planerskih polizdel-kih v okviru modela in v tej povezavi zmanjšanještevila delavcev za opravljanje teh evidenc, kot jedvostopenjsko razknjiževanje porabe vgradnih
postavk: skladišče proizvodnja izdelek; največje zmanjšanje vseh aktivnosti, ki ne prispe-
vajo k dodani vrednosti izdelka; dinamizacija in krajšanje/prečkanje poti logistične
verige, poslovanje brez nepotrebnega skladišče-nja;
skrajšanje časovnega intervala nahajanja materi-ala v finančni domeni poslovnega sistema – cenej-še financiranje.
2 SODOBNI MODEL LOGISTIKE DOSTAVE
MATERIALA V MONTAÆE2.1 ZnaËilnosti procesa logistike dostave materiala
v montaæeDostava materiala v montaže je zelo zahteven logi-stični proces predvsem s tehle vidikov: dinamika logističnega procesa je vezana na takt
montaže, kar pomeni, da je časovno opredeljena vminutah, urah, izmenah itn. in je običajno ne pod-pirajo standardni sistemi ERP;
prostor ob montažah je sorazmerno omejen in ne
prenese velikih količin, še posebno če gre za volu-minozne dele; gre za veliko število vgradnih postavk, npr. pov-
prečen hladilnik ima 300–400 vgradnih postavk; vgradne količine običajno niso mnogokratnik
glavnih transportnih enot; tako po dostavi ingradnji ostaja problem vračanja postavk na skla-diščna/shranjevalna mesta;
glede na tehnologijo in organizacijo proizvodnjeso izvori/ponori dostave vgradnih postavk lahkozelo različni;
• izvori: skladišče v lastnem ali drugem obratu, tehnološko predhodno proizvodna lokacija
– storitveni obrat,
zunanji kooperant ali dobavitelj;• ponori: skupna lokacija v proizvodnem obratu, skupna točka na montažnem traku, točno določena lokacija na montažnem tra-
ku; zaradi objektivnih odmikov teka montaže od pla-
na (prehitevanje/zaostajanje, zastoji, neodložljivespremembe ipd.) se mora logistika dostave prila-gajati temu. Zato je treba izračunavati logistično bilanco – realizacija, poraba, stanje – in redinami-zacijo plana glede na presek dejanskega stanja po
časovnih intervalih v danih trenutkih; glede na omenjene značilnosti v gornjih alinejah
je postavitev logističnih atributov, kot so:• dostavna količina,• frekvenca dostavljanja,• lokacija izvora/ponora,• vračanje viškov dostave itn.,
odvisna od logističnih dimenzij vgradnih kompo-nent (teže, volumen ipd.), frekvence vgradnje, zna-čilnosti in povezanosti (organizacijska/tehnološka)tako montaže kot proizvodnje/dobave vgradnih
komponent. Tu iščemo skupne značilnosti na skupi-ni vgradnih komponent in temu primerno opredeli-mo logistični model.
2.2 Dostava stiroporne embalaæe na montaænetrakove v Gorenju
2.2.1 Problemsko okolje ‡ podpora informacijsketehnologije
Gre za dostavo embalaže iz storitvenega obrata Go-renje IPC (Invalidski podjetniški center) na montaže
obrata hladilno-zamrzovalnih aparatov. Oba pro-izvodna obrata sta na lokaciji strnjenih proizvodnihpovršin Gorenja v Velenju. V proizvodno izvedbe-nem smislu gre za tekočo dostavo embalažnih delovna montažne trakove obrata hladilno-zamrzovalnihaparatov; lahko bi na prvi pogled rekli trivialen pro- blem. Pa vendar malo globlji razmislek in žive izkuš-nje realnega teka proizvodnje težo in posledice slabe-ga obvladovanja logistike tega pretoka umeščajo re-šitev tega problema med bistvene pogoje za uspešentek zaključne faze proizvodnje. Glavni razlog za to je,
Peter Tovπak: Logistika v proizvodnih procesih

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 7/12
U P O R A B N A I N F O R M A T I K A 2112010 - πtevilka 4 - letnik XVIII
da smo v zaključni fazi proizvodnje, torej v problem-skem prostoru kritičnih logističnih dimenzij, kot sovelik volumen, razdalje, množičnost in hitra dinami-ka. V pogojih realnega teka proizvodnje njihova so-
odvisnost takoj trči ob dane mejne dimenzije prosto-ra in časa. Ta dejstva so Gorenje tudi pripeljala doodločitve, da zgradi lastno tovarno stiroporne emba-laže na lokaciji svojih proizvodnih površin, kar se jeleta 2002 tudi zgodilo. Če odmislimo stroške tran-sporta (so seveda še kako pomembni za odločitev to-varne embalaže na svoji lokaciji), smo s tem izboljšalile eno logistično dimenzijo, tj. razdaljo (prej transportiz TIM Laško), nismo pa še rešili problema upravlja-nja tega pretoka. Rešitve tega problema tudi ni prine-sel SAP, ki smo ga uvedli leta 2003. Tu ne gre za kla-sično nabavo (SCM – Supply Chain Management),
gre za tesno sinhronizacijo dveh proizvodnih proce-sov – montaže in proizvodnje embalaže, ki imatavsak svoj takt in tehnološke pogoje teka. Premosti-tveno si je Gorenje za obvladovanje tega problemapomagalo s parcialnimi rešitvami. Z avtomatizacijospremljanja proizvodnje v tovarni HZA – izgradnjain tek lastnega sistema MES (Manufacturing Executi-on System) – delovni naziv IPTHT-PIS (informatiza-cija proizvodnje tovarne hladilne tehnike – proizvod-ni informacijski sistem) – pa so nastali pogoji za ka-kovostno rešitev tega problema. Sistem IPTHT-PIS
omogoča vpogled v dinamizacijo materialnega pre-toka znotraj intervala dneva, to je tako rekoč v taktuteka proizvodnje na montaži. Za vzpostavitev uprav-ljalnega procesa in IT-podpore upravljanja je trebanajprej spoznati in analizirati fizikalne danosti pro-cesa. Kot smo že povedali, gre za sinhronizacijo dvehfizičnih procesov, pri čemer je vodilni proces monta-ža končnih izdelkov v HZA, temu podrejeni procespa je proizvodnja stiroporne embalaže v IPC. Monta-ža teče v dveh izmenah (dvakrat po osem ur), pro-izvodnja embalaže pa v treh.
Obrat stiroporne embalaže IPC proizvaja embala-žo za vse proizvodne programe Gorenja. Tehnološkeproizvodne kapacitete Gorenja so instalirane tako,da končne montaže delajo v dveh izmenah, storitve-ni obrati in oddelki polizdelkov pa v treh. Iz podat-kov o količinah končnih izdelkov hitro izračunamo,da je takt montaž T celotnega sistema izredno hiter:T = (2 x 8 x 3600)/13000 = 4,43 sekunde – montažedelajo v dveh izmenah.
Ob pogojih polne kapacitete torej vsake 4,43 se-kunde iz montažnih trakov pride končni izdelek.
Temu ustrezen je tudi takt proizvodnje kompletaembalaže Te za izdelke, ki znaša: Te = 3/2 x T = 6,65sekunde – proizvodnja polizdelkov teče v treh izme-nah. Fizično so ti takti še krajši, saj v izračunih nismo
upoštevali odmorov (malica in krajši odmori medproizvodnjo). V idealnem teku lahko rečemo, da jeproizvodnja Gorenja pretočna, tako rekoč z zelo malonotranjih zalog polizdelkov ali brez njih. To pomeni,da kar montaže vgradijo v dveh izmenah, proizvede- jo storitveni obrati in oddelki polizdelkov v treh. No-tranje zaloge polizdelkov so kratkotrajne in minimal-ne, potrebne pa so zaradi usklajevanja različnih tak-tov dveh tehnološko zaporednih procesov oz. zaradi boljšega izkoristka kapacitet enega ali drugega pro-cesa – večje proizvodne serije, manj menjav in nasta-vitev orodij.
Tovarna hladilnih aparatov HZA je grajena za ka-paciteto 5600 kosov izdelkov dnevno v dveh izme-nah montaže. Proizvodnja polizdelkov poteka v trehizmenah. Odvisno tržnih potreb se proizvaja dnevnood 4000 do 5000 aparatov, kar pri gornji meji pomenitakt montaže T = (2 x 8 x 3600)/5000 = 11,52 sekunde,čemur ustreza proizvodnja pripadajočih embalažnihsklopov v treh izmenah v taktu (3 x 11,52)/2 = 17,28sekunde. Ob idealnem teku in sinhronizacijiproizvodnje v HZA in obratu stiroporne embalaže jemaksimalna zaloga sklopa stiroporne embalaže (8 x
3600)/17,28 = 1667 kosov. Ta zaloga je potrebna zasinhronizacijo različnih taktov obeh proizvodenj vzaporedju. Na glavni montaži v HZA sestavljajo apa-rate paralelno na štirih montažnih linijah, oštevilče-nih z 20, 30, 40, 50 (do leta 2006 je bila še montaža naliniji 10, to proizvodnjo pa so prenesli v hčerinskopodjetje v Valjevo v Srbiji). Vsaka glavna montažnalinija ima tri predmontaže, tako so npr. za montažo20 predmontažne linije 21, 22, in 23. Na vsaki pred-montažni liniji sestavljajo ohišja hladilnika za en tipaparata, vse tri linije pa se potem stekajo v pripadajo-
čo glavno montažno linijo. Ti trije tipi aparatov po-menijo na tej liniji glavne montaže vgradnjo treh raz-ličnih skupin embalažnih delov.
Sedemdnevni plan montaž pripravijo na central-nem sistemu s programom v okolju SAP, ki so ga raz-vili sami. Vsako jutro ob šestih se prenese sedem-dnevni plan iz centralnega sistema v sistem IPTHT-PIS, ki spremlja in upravlja proizvodnjo v HZA. Re-alizacija proizvodnje se na koncu montažnih trakovprek branja črtne kode samodejno evidentira in poši-lja v SAP, v katerem se proizvedene planske postavke
Peter Tovπak: Logistika v proizvodnih procesih

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 8/12
U P O R A B N A I N F O R M A T I K A212 2010 - πtevilka 4 - letnik XVIII
saldirajo in neproizvedene količine nalogov ter novinalogi iz plana dnevno prenašajo v sistem IPTHT-PIS(informatizacija proizvodnje tovarne hladilne tehnike– proizvodni informacijski sistem), ki je programska
podpora za spremljanje in izvajanje proizvodnje v to-varni in je neposredno povezan s sistemomESENMANN (nadzorno upravljalni IT-sistem lakir-nice, transporta in avtomatskih zalogovnikov ohišijin vrat – surovi, lakirani, izolirani), iz katerega tekoče jemlje podatke o pretoku polizdelkov (ohišja, vrataitn.) od surovinskega obrata, lakirnice in PUR-a (po-strojenje za polnjenje izolacijskega medija v ohišja),izdelave izoliranih vrat do montaže. Na vstopih pred-montaž se s skeniranjem črtne kode ID-lakiranegaohišja (ID-ohišja je sestavljena iz šifre ohišja in osem-mestne tekoče številke) po zaporedju postavk plana
odreja šifre izdelkov posameznim pripadajočim laki-ranim ohišjem. Vsakih petnajst minut se samodejnoizračunava logistična bilanca, tj. presek stanja materi-alnih postavk (proizvodnja, prenos/prejem, poraba,zaloge) vseh oddelkov obrata in za preostali del planana novo izračunava bruto in neto projekcija proizvod-nje/porabe in pokrivanja proizvodnje iz zalog po urahoz. definiranih časovnih intervalih od časa presekakontrolnega preseka naprej. V izračun dinamike po-rabe (vgradnje) so vključeni tudi vsi kooperantskideli in polizdelki storitvenih obratov (IPC, Mekom,
plastika idr.). Z evidentiranjem in vnosom škarta pro-izvodnje/porabe sistem IPTHT samodejno izračuna-va dodatno proizvodnjo, če je potrebna. IPTHT-PIS jetorej sistem za tekoče izvajanje, spremljanje in ukre-panje/nadzor proizvodnje znotraj ur delovnega dne-va. Glavnina potrebnih podatkov pride v sistem sa-modejno prek SIMATIK-ov, kritične situacije ugotav-lja vnaprej ob vsakokratnem kontrolnem presekustanja obrata na petnajst mnut. Bistvena pomembnalastnost sistema je drsna dinamičnost glede na vsako-kratno tekoče stanje ob petnajstminutnih kontrolnih
presekih. Vsi vpogledi sistema so na WEB-u z opcijosortiranja in izbora podatkovSistem IPTHT-PIS kot produkt SW spada med
MES (Manufacturing Execution Systems), ki podpi-rajo raven med centralnim poslovnim sistemom(SAP) in procesnimi sistemi, tj. poslovanje proizvod-nega obrata in pomeni računalniško integracijo proi-zvodnje. Sistem je bil načrtovan in razvit v Gorenju,pisec tega prispevka je glavni razvijalec tega sistemain hkrati tudi programer ključnih programov. Sistemtemelji na strežniku SQL, s procesnimi podsistemi
PLK (programski logični krmilnik) SIMATIC (Sie-mens) pa komunicira prek SoftNeta.
2.2.2 Analiza materialnega pretoka IPC HZA
V analizi smo se naslonili na podatkovno bazo iz sis-tema IPTHT-PIS. Ključni problem obvladovanja tegapretoka je priti do kakovostnih podatkov dinamiketega procesa – kdaj, koliko, kaj. Zaradi velike ekspan-zije volumna (več kot za faktor 10) osnovnega granu-lata v procesu izdelave embalaže namreč hitro trči-mo na prostorske omejitve tako pri proizvajalcuobrata embalaže v IPC kot pri vgradnji na montažnihtrakovih HZA. To zahteva čim krajše časovne inter-vale med časom proizvodnje embalažne postavke innjene vgradnje v HZA. Ker je skladišče v obratu em- balaža tipa FIFO in vodeno avtomatsko, je seveda
vsaka sprememba zaporedja v montaži HZA po izvr-šeni proizvodnji v IPC lahko katastrofalna, saj se lah-ko zgodi, da pridemo do postavke v IPC skladišču letako, da izpraznimo kanal FIFO, znotraj katerega senahaja želena postavka. Za samo odločanje o kako-vostni rešitvi tekočega upravljanja logistike material-nega pretoka embalaže iz IPC v HZA smo izdelaliračunalniške programe pregleda dinamike pretoka.Analizo seveda lahko izvedemo na dovolj verodo-stojnih podatkih, ki jih je mogoče pridobiti oz. so vneki obliki na razpolago Za izbor podatkov o dina-
miki pretoka sta dve možnosti:a) planirana dinamika vgradnje embalaže za sedem-
dnevni plan vnaprej; b) dinamika vgradnje embalaže za preteklo obdobje;
iz podatkovne baze IPTHT-PIS je to mogoče pro-gramsko izračunati za leto nazaj.Obe dinamizaciji temeljita na dinamiki izdelkov:
dinamika a na planirani taktni montaži izdelkov vsedemdnevnem zaporedju plana (takt montaže xplanirana količina izdelkov je čas izdelave v časov-nem zaporedju), dinamika b pa na podlagi dejanske
dinamike skeniranja na predmontažah v arhivskihtabelah za leto nazaj. Do dinamike postavk embalažepridemo programsko prek sestavničnih normativovizdelka.
Pri analizi in načrtovanju modela se odločimo zaizbor planirane dinamike po varianti a iz tehle raz-logov: je manj podatkov; so z določenim posegom v parametre izračunava-
nja dnevnih logističnih presekov stanj sorazmer-no hitro dosegljivi pri vsakokratnem izračunu re-
Peter Tovπak: Logistika v proizvodnih procesih

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 9/12
U P O R A B N A I N F O R M A T I K A 2132010 - πtevilka 4 - letnik XVIII
dinamizacije plana. Redinamizacija plana pomeniponovno dinamiziranje plana od ugotovljenegasalda izvršitve v časovni točki preseka za sedemdni vnaprej;
redinamizirani plani so za dinamizacije (2ⁿ x 15)minut hitro dosegljivi (n je iz nabora {0,1, do 6}), izčesar sledijo dinamizacije za 15, 30, 60 ... 480 in960 minut);
uporabili bomo dinamizacijo na 480 minut in to vštiriurnih segmentnih časovnih intervalih;
programi za analizo pretoka pa bodo seveda lah-ko obdelovali podatke, pridobljene po variantah aali b, če se bomo kasneje odločili še za varianto b.V pretres damo več variant dostave embalaže v
montažo; za vse velja, da dostava v intervalu pokrijevgradno najmanj tega intervala, višek pa se upošteva
pri izračunavanju dostave v naslednjih štiriurnih in-tervalih. Embalažo dostavljajo na paletnih vozičkih,ki imajo za vsako postavko določeno fiksno količino.Na eni paleti (vozičku) je samo ena šifra postavke.
Za analizo smo izbrali te variante dostave: varianta V_1: pretok/dostava embalaže iz obrata
IPC poteka neposredno (po možnosti neposrednoiz linije, ki proizvaja embalažni del) na montažnetrakove 2–5 v HZA. Vozički so polnjeni na paletnokoličino, razen zadnjega (ali edinega), ki ni popol-njen na paletno količino, ima pa dodano količino
za odstotek nekakovostnih izdelkov. Pogoj nepo-polnega vozička je parametrično določeno številoštiriurnih intervalov (segmentov) brez vgradnjete postavke od danega tekočega intervala (se-gmenta) naprej;
varianta V_2: enako kot za V_1, s tem da vozičkiniso kompletirani/polnjeni po montažnih trako-vih, pač pa za štiriurni interval vgradnje v monta-žah. Informativno se upošteva delitev vgradnjepo montažnih trakovih skozi kombinacijo dvehdostavnih ramp (1, 2). Dostavna rampa je mani-
pulacijski prostor v HZA za pripravo komisioni-ranja embalaže po montažah; varianta V_3: vozički so polnjeni vedno na polno
paletno količino, so pa zaokroženi v okviru štiri-urnega intervala za vsako montažo od 2–5 pose- bej. Za dostavo embalaže na montažo ni treba de-liti količin enega vozička za dve montaži ali več;
varianta V_4: vsi vozički so polnjeni na polno pa-letno količino štiriurnega intervala celotne vgrad-nje vseh montažnih trakov 2–5.
Varianta V_1 je z vidika principov vitke proizvod-nje (lean manufacturing) najbolj dopadljiva, saj po-meni najnižjo raven manipulativnih logističnih stro-škov. Vse komisioniranje na podlagi naročil iz HZA
(pripravijo se seveda samodejno) opravi tako rekočproizvodnja embalaže v IPC.Varianta V_2 zahteva logistično manipulacijo ko-
misioniranja po trakovih v primeru skupnihembalažnih delov na montažah 2–5. Pri obeh varian-tah V_1 oz. V_2 pa gredo v vračanje in ponovno mle-tje le količine iz viška dobave na račun planirane ko-ličine nekakovostnih izločenih izdelkov.
Za varianto V_3 je pričakovati precejšnje viškedobave, saj se pojavijo viški zaradi zaokroževanja ko-ličin na paletne enote tako rekoč na vseh montažnihtrakovih. Te viške je treba evidentirati, jih skladiščiti
oz. vrniti v IPC na mletje.Varianta V_4 (ta se približa oz. je več ali manj kar
enaka sedanjemu polročnemu načinu) je nekak »živ-ljenjski« kompromis na varianto V_3, potrebno pa jekomisioniranje za dostavo na montažne trakove, kipomeni delitev količin vozička na dva dela ali več,pač glede na vgradnjo na montažnih trakovih.
Odločitev, za katero varianto V_1 do V_4 ali še zakaj vmesnega se odločiti, je seveda stvar presoje eko-nomije stroškov, še prej pa prostorskih omejitev skla-diščnih površin/volumnov materialnega pretoka em-
balaže na relaciji od IPC do HZA. Ta skladiščna me-sta so omejena na število paletnih vozičkov, ki selahko istočasno nahajajo na njih, in so: prostor na izhodu proizvodnih linij embalaže v
IPC; pretočno skladišče v IPC, upravljano računalni-
ško po kanalih (x, y) po principu FIFO; hranilo paletnih vozičkov na površinah ramp 1 in
2 v HZA; prostor za embalažo na montažah.
Eno je gotovo, čim bolj natančno dinamiko pozna-
mo oz. smo jo sposobni servisirati s podporo infor-macijske tehnologije, manjše so odlagalne in skla-diščne površine in manj je »vsiljenih« nekakovostnihizločenih izdelkov ter mletja že izdelane embalaže.Prav gotovo tudi ni zanemarljiv podatek večje zased- be linij izdelave embalaže v IPC-ju zaradi ponovnegamletja kakovostno proizvedene embalaže. Izračunpokaže, da gre za približno pet odstotkov proizvo-dnih kapacitet.
Peter Tovπak: Logistika v proizvodnih procesih

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 10/12
U P O R A B N A I N F O R M A T I K A214 2010 - πtevilka 4 - letnik XVIII
V tabeli 1 je podan pregled analize za variantoV_1 (levi gornji del tabele). Varianta V_1 je logističnonajbolj idealna oz. dorečena.
V tabeli so v stolpcu pod PMT številčne oznakemontaž 20, 30, 40, 50, v drugem stolpcu je šifra po-stavke embalaže, stolpec K_P je standardna količina
postavke na paleti, stolpec z datumom in uro vsebujekoličino vgradnje postavke v tem štiriurnem interva-lu, stolpec DOB je potrebna dobava v tem intervali instolpec ZAL je zaloga ob koncu intervala; temu sledisklop podatkov zadnjih treh stolpcev – vgradnja, do- bava, zaloga za naslednje štiriurne intervale za šestdelovnih dni, tj. skupaj 6 x 4 = 24 štiriurnih interva-lov. Vseh embalažnih postavk za trenutno aktualneizdelke HZA je 100, v sedemdnevnem planu se jihvrti ca. 70–80. V splošnem so vsi montažni trakovienakovredni glede na izdelek, torej lahko pride do
vgradnje embalažnega dela na katerem koli monta-žnem traku. Hiter premislek nam pove, da doslednopolnjenje in dobava embalažnih delov na mnogokrat-nik standardne količine (podatek v stolpcu K_P v ta- beli 1) vodi do disperzije preostanka zalog na palet-nih vozičkih v HZA, ki bi lahko v skrajnem primeru bile 90 x 4 = 360 vozičkov (90 embalažnih postavk,vsaka lahko gre na štiri montažne trakove), kar seve-da daleč prebije razpoložljive mejne površine za šte-vilo vozičkov. To disperzijo lahko preprečimo, če seodpovemo strogi dobavi po mnogokratnikih stan-
Peter Tovπak: Logistika v proizvodnih procesih
dardnih količin. Najboljša je dinamična blokada na-kladanja, ki pomeni: vsaka nabava za določen montažni trak v i-tem
intervalu se mora znotraj i + p porabiti oz. vgradi-ti, ali z drugimi besedami, vsak voziček embalaže,dostavljen v intervalu i za določen montažni trak,
se mora izprazniti najkasneje do intervala (i + p),to že definira maksimalno količino dobave v in-tervalu i. Vrednost za parameter p parametričnoupoštevamo v programu.
2.3 Izbor, izgradnja in tek modela, ki ga podpirainformacijska tehnologija
Že ob analizi smo razmišljali, kako bomo obvladova-li dogodke v prenovljenem procesu. Ker bo za obvla-dovanje in nadzor pretoka treba evidentirati premikevozičkov oz. embalaže (IPC rampe, rampe
montažni trak, montažni trak
rampe, montažnitrak IPC, rampe IPC itn.), je smiselno razmislitio samodejni identifikaciji embalaže in evidentiranjus skenerji (lokalni zajem ali RF neposredno na strež-nik SQL). To nalogo je opravila specialistična skupi-na tehnološke informatike v Gorenju.
Pri načrtovanju in izgradnji podpore informacij-ske tehnologije smo se odločili za visoko stopnjo pa-rametričnosti, tako da lahko z nastavitvijo parame-trov podpiramo katero koli varianto od V_1 do V_4.To je zahtevalo večji začetni vložek pri načrtovanju in
Tabela 1: Pregled analize za varianto V_1
Pregled analize varianta V_1 od 11-01 do 15-01
PMT ©IFRA K_P11-0106:00 _DOB_ _ZAL_
11-0110:00 _DOB_ _ZAL_ _DOB_ _ZAL_
50 110118 56 23 56 33 25 0 8 56 40
20 111652 792 8 792 784 13 0 771 0 743
30 111652 792 13 13 0 0 0 0 0 0
20 114817 48 0 0 0 0 0 0 0 0
30 114817 48 0 0 0 0 0 0 0 0
20 114819 48 43 48 5 44 48 9 48 29
30 114819 48 45 48 3 60 96 39 48 27
20 114820 32 0 0 0 0 0 0 32 16
30 114820 32 8 8 0 0 0 0 0 0
20 114821 32 43 64 21 44 32 9 32 13
30 114821 32 37 64 27 60 64 31 32 3
20 114822 150 43 150 107 44 0 63 0 19
30 114822 150 69 150 81 60 0 21 150 111
20 114823 56 43 56 13 44 56 25 56 37

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 11/12
U P O R A B N A I N F O R M A T I K A 2152010 - πtevilka 4 - letnik XVIII
programiranju modela, ki pa se krepko obrestuje, sajlahko prehajamo iz variante v varianto ob majhnihvložkih in tako z malo truda prilagajamo in optimizi-ramo tek sistema. Kakovostna prednost je tudi v
možnosti parametričnega izbora katere koli dinami-zacije (dinamizacije na (2ⁿ x 15) minut, pri čemer je niz nabora {0,1, do 6}, iz česar sledijo dinamizacije za15, 30, 60 ... 480 in 960 minut), ki jih bo zahtevala spe-cifika dostave materiala v montaže za kakšno drugoskupino materiala (npr. drobnih plastičnih delov). Zaoperativni tek smo bili konservativno previdni insmo se odločili za varianto V_4, nekaj zaradi tega,ker je bilo potrebno dodatno skeniranje samo na enitočki in na operativni ravni proces ni zahteval velikihsprememb. Če bo potreba, lahko hitro preidemo nadruge variante s spremembo parametrov. Vpeljava
teka je potekala več ali manj brez večjih težav, sevedani šlo brez nekaj dopolnitev in korekcij.
Efekti pa so evidentni: sistem se uteka na 30–40 % nižjih zalogah; pregledi na WEB-u so na razpolago že ob šestih
zjutraj, pri prejšnjem polročnem sistemu so bilišele do enajstih;
štiriurna dinamika je na razpolago za šest delov-nih dni vnaprej;
kontrola teka sistema je na mogoča vsakih 15minut;
sistem je dovolj hitro odziven na spremembe plana; sistem je sprostil ca. 70 odstotkov človeških po-
tencialov pri pripravi planov naročil in odpokli-cev, ki pa bo še krepko narasla po implementacijisistema za druge skupine materiala (plastika, gal-vanizirani deli itn.), saj bo ob podpori informacij-ske tehnologije en sam delavec upravljal z vsemiskupinami vgradnega materiala na montažah.
3 SKLEPDobro obvladovana logistika v proizvodnih procesih
je ključni pogoj stroškovne racionalizacije proizvod-nje, kar potrjuje operativni tek v prispevku predstav-ljenega logističnega modela. Na današnji stopnji ra-zvoja podpore proizvodnih poslovnih sistemov z in-formacijsko tehnologijo ugotavljamo: močan razvoj več funkcionalnih krovnih sistemov
ERP, kot so SAP, NAVISION , BAAN idr., ki pod-pirajo vse poslovne funkcije sistema na zgornjemnivoju;
močan razvoj podpore z informacijsko tehnologi- jo v tehnologiji procesov proizvodnje, saj je danes
več ali manj vsaka tehnološka naprava krmiljenaračunalniško;
še vedno je v razvoju podpora integracije obehsistemov z informacijsko tehnologijo; te naloge
prevzemajo sistemi MES, ki podpirajo izvajanjeproizvodnje in omogočajo povezavo P2B.Na trgu obstaja kar nekaj kakovostne podpore z
informacijsko tehnologijo za specifične servise, kot jenpr. SCM, ki prekašajo standardno funkcionalnost tefunkcije v sklopu sistema ERP, vendar takoj nastopiproblem kakovostne integracije obeh sistemov voperativnem okolju.
Efekte prinaša integracija proizvodnje/logistikeob sočasnem organizacijskem sploščanju organizira-nosti po principih vitke proizvodnje. V svojem jedru je to filozofija, miselnost, gibanje, ki se ga ne da kupi-
ti, poslovni sistem ga mora imeti v sebi in ga izražativ svojih ustvarjalnih kadrih ter odločitvah in stvarit-vah. V sodobnih proizvodnih sistemih bo vedno večinteligence na operativnih logističnih proizvodnihravneh, ki so integrirani v dogodkovno upravljaniplansko-izvršilni sistem. Podpora teh sistemov z in-formacijsko tehnologijo mora zagotavljati fleksibilnočasovno integracijo dogodkov v realnem času v cikluiniciranja dogodkov, ki se morajo izvesti v danemčasu, da bodo mogoči načrtovani prihodnji dogodki.Takšne vrste IT-sistem je sistem IPTHT-PIS (informa-
tizacija proizvodnje tovarne hladilne tehnike – pro-izvodni informacijski sistem) v Gorenju. Preprosto:dogodek delavca v montaži – vgradnja materialnepostavke – inicira dogodek dostavljalca viličarista zadostavo po zaporedju naslednje materialne postavkena montažo.
H kakovostni izgradnji modela nas vodijo načela: odprtost modela za izboljšave; graditi z obvladljivimi in izvedljivimi koraki v
pravo smer; racionalna in kombinirana uporaba znanja iz stro-
ke (šola, teorija) in izkušenj iz danosti realnegaokolja; k izgradnji kakovostnega IT-modela logistike v
proizvodnji pelje prototipni pristop, pri kateremdobro zastavljeni začetni model dograjujemo z iz-kušnjami in spoznanji teka prototipa v realnemokolju;
upoštevati vplivne danosti pri gradnji modela,kot so organiziranost proizvodnega procesa, kon-strukcijsko tehnološka struktura izdelka vključnos logističnimi karakteristikami vgradnih postavk
Peter Tovπak: Logistika v proizvodnih procesih

7/23/2019 Urn Nbn Si Doc 80efn7ig
http://slidepdf.com/reader/full/urn-nbn-si-doc-80efn7ig 12/12
I N F O R M A T I K A216 2010 πt ilk 4 l t ik XVIII
(volumen, teža, številčnost itn.), stopnja integraci- je – tehnološka in organizacijska – po tehnološkiglobini izdelka.
4 VIRI IN LITERATURA[1] Tovπak, Peter, GoreËan, Rajko, Srebernjak, Rafko, Miklavæin,Vlado, TerËe, Bojan: CIM koncept v Gorenju, Interno gradivoInformatike Gorenje, 1990.
[2] Tovπak, Peter, GoreËan, Rajko, Srebernjak, Rafko, Miklavæin,Vlado, TerËe, Bojan, Urπnik, Bojan: Strateπki naËrt Informati-ke Gorenja do l. 2002, Interno gradivo Informatike Gorenje,1998.
[3] Tovπak, Peter: MPG Model Proizvajanja v Gorenju, Internoπtudijsko gradivo Gorenja, 2001.
[4] ©uhel, Peter, Murovec, Boπtjan: RaËunalniπka integracija pro-izvodnje, 2003.
[5] Tovπak, Peter: Integracija sistema poslovanja po principih vit-ke organiziranosti, Interno gradivo Gorenje, 2004.
[6] Tovπak, Peter: Integracija sistema poslovanja proizvodnjeGorenje, Interno gradivo Gorenje, 2005.
[7] KovaËiË, Andrej: LogistiËni sistemi in logistiËne verige ‡ pre-nova poslovnih procesov, πtudijsko gradivo.
[8] ©uhel, Peter, Mertik, Matej, Tovπak, Peter: Informacijska teh-nologija, 2009.
Peter Tovπak: Logistika v proizvodnih procesih
Peter Tovπak je leta 1966 je diplomiral na Fakulteti za elektrotehniko Univerze v Ljubljani; najprej je bil dve leti zaposlen na Inπtitutu Joæefa Stefana, od leta1968 pa dela na podroË ju informacijske tehnologije v Gorenju, kjer je bil v letih 1990 do 2000 direktor informatike. Je avtor πtevilnih izvirnih reπitev na
podroËju poslovanja sistemov predvsem na podroËju proizvodnje, saj je Gorenje do leta 2000 skoraj vso programsko podporo naËrtovalo in izdelovalo samo.Zadnja leta je njegova specialnost podpora proizvodnim in logistiËnim procesom z informacijsko tehnologijo in raËunalniπka integracija proizvodnje, iz Ëesar jeleta 2007 vpisal doktorski πtudij logistika sistemov na fakulteti za logistiko v Celju. Na tej fakulteti je pridobil interni naziv gostujoËega strokovnjaka in veËkratπtudentom predaval na tematiko proizvodne logistike. Z avtorskimi prispevki sodeluje na konferencah DSI in logistike.