user's voice-v10-(1a)-400(jul2013) - オークマ株式会社 · user’s voice nc grinders...
TRANSCRIPT
Vol.102013
Engineer’s Voice
User’s Voice
NC Grinders
Better-than-imagined accuracies from high machine rigidity
We chose Okuma to shorten lead times
Machines that faithfully reflect the user’s intention to “get the job done”
“Only one” technologies built in to Okuma’s unrivaled grinding machines
Strengths available only to a machine tool manufacturer that is a single source for machine and control

1
When first starting to automate, the machining accuracy of the lathes was stable but problems with sensors and the handling of robots caused sudden stoppages. Okuma technicians repeatedly monitored the system and made fine adjustments late into the night until we arrived at stable production, which took about six months. During this process the entire system reached a higher level of quality and orders for AT parts increased from the mid-1990s, for which we built additions to our automated system.
Our company started with the manufacture of parts for machine tools and agricultural machinery. In 1980 we expanded into the machining of torque converter parts for automatic transmissions (AT), and afterward broadened production with a focus on mass machining of impeller hubs, inner races, and outer races, all of which have key functions. When we started machining parts for transmissions, a customer urged us to choose either manual transmission (MT) or AT parts. Our founder (current chairman) decided that since many companies were already engaged in MT parts, we would try AT parts. There would be fewer rivals, but the
high machining accuracy demanded would be difficult and there was much about the field we did not know. At that time we never imagined that AT vehicles would spread as much as they have today. Our association with Okuma deepened with a construction project (completed in 1993) at our Momoyama factory for a planned automated machining line with 24-hour operation. We made a comprehensive request to Okuma as a system builder for machine tools as well as peripheral equipment such as carriers and monitoring and control systems. A control system for grinding that demanded micron accuracies would be stable for 24 hours was a particularly challenging task, even for Okuma. Their technical staff worked with full commitment until production was on track.
Stable operations based on Okuma’s full backup, from startup of an automated grinding line to technical supportCylindrical and plain grinders used in super high volume production of torque converters
After deciding to begin high accuracy parts machining of automatic transmissions in 1980, Okuma’s support was crucial in building an automated grinding line with 24-hour operation
Fully automated grinding line, from workpiece supply to grinding and measuring. The line consists of about 20 GA and GP CNC cylindrical grinders and runs 24 hours a day, with unattended operation at night.
QCD evolves with continuous technical support and proposals to reduce cycle time in 0.1 sec units and reduce costs

2
In recent years the level of QCD demands has been increasing, and each time Okuma has provided technical support and assistance for cost improvements. For example, by shortening the response time of the system to the utmost limit and changing the loader track, the cycle time for one part was reduced by 0.1 sec. With monthly production of 1.3 million parts, even 0.1 sec reductions in cycle times become huge cost savings for the factory overall. We hear that many plants perform finishing with a super finisher to reach a surface roughness level of 0.8z in machining surface quality, but we achieve this level with grinding only. In addition, when fitting out the line with a plane grinder, we put in an older model that is no longer in production (GS-36N), which we had overhauled and fitted with special specifications. This machine continues to operate stably.
We are currently building our first overseas plant in an industrial park in central Mexico. Full-scale production will begin in January of next year, with the production of AT parts for automobiles. The grinding line in this factory will also be equipped with Okuma machines, and we have had some modified to advance automation beyond that at our Momoyama factory. We expect local production to accelerate in the future in line with the saying in the automobile industry, “local production for local consumption.” While dealing with these movements, we will continue to enhance our high value-added machining and variable-mix, variable-volume production in Japan. For example, we will introduce gear shapers and hobbing machines to take on new machining challenges. We also work on clutch and transmission parts for construction and industrial machinery and brake parts for agricultural machinery. We have over 100 Okuma machines in operation on our machining lines, including CNC lathes with milling functions (LB) and machining centers (MB-V), and we are also making progress with the automation of these machines. We especially appreciate the Thermo-Friendly Concept that controls thermal deformation, and recommend it to our customers. Our workers also think highly of the ease of use of user tasks and macro programs on the Okuma
OSP control. As the QCD (quality, cost, delivery) level demanded by customers becomes stricter in the future, we look forward to Okuma’s meticulous technical support.
Torque converterEngine
Transmission
Modern exterior that does not look at all like a factory. The head office functions are concentrated on the third floor of an open entrance hall, where there is an entrance to Momoyama Factory No. 1.
Cylindrical grinders (GA) and plane grinders (GS)
Machined parts are chrome molybdenum steel (SCM), ground to tolerances of 10 to 13 μm after carburizing or induction hardening. Surface roughness requirements for impeller hubs are particularly stringent.
Torque converters that include Kyouei Tecseed parts enhance engine torque during start and acceleration, and play a key role in transmitting power to the transmission.
Local production for the automobile industry to be handled at our first overseas plant, while domestically we focus on high value-added machining and variable-mix, variable-volume production
Yuji Matoba
Headquarters and factory: 1624-8 Tsukatsuki, Momoyama-cho, Kinokawa, Wakayama PrefectureTel: 0736-66-2703Established: 1959Business activities: Machining of automobile parts, construction machinery parts, others
Kyouei Tecseed, K.K.
President

3
Our company was the first in Japan to make a commercial Trochoid® pump, and our current market share of gear pumps for lubrication and coolant on machine tools is about 70%. Because of their simple structure, low friction, low noise, and long life, these pumps are also used in a wide range of other purposes, including ships, construction machinery, food machinery, printing machinery, and wind power generators. We have a lineup of over 8,000 models matched to the flow rate, viscosity, and temperature of oil. It is important that the play occurring in the mesh between teeth is reduced to the very minimum, and this requires, in addition to precise design and special heat processing, grinding of the key rotor component to micron units. We also provide unique products such as high pressure, quiet water pumps that are used in drink servers and other drink machines, medical equipment, water purification systems, and other devices, and compact, high torque, inscribed gear-type hydraulic motors that are used in construction, earth-moving, and other types of machinery.
Recently, using our accumulated technology, we developed the “Vortex,” which brings together in a single compact coolant pump the various coolant peripheral parts (supply pump, cyclone filter, clean tank) used on machining centers. We are now focusing effort on its sales as a strategic product.
Hydraulic pumpsWater pumpsTrochoid® pumps
The symbol is a diagram of the principle for Trochoid® pumps. Oil is taken up between the external and internal gears, and transferred with gear rotation.
Eliciting the maximum performance from Okuma grinders for both high accuracy machining and reduced setupCylindrical grinders used in precision finishing of shafts for all types of pumps
Sizing points are greatly increased (optional) and simultaneous outer and axial grinding of diverse shafts is possible with a single setup on the GA-26T.
The “Vortex” (2011 Good Design Award recipient) replaces a large coolant supply pump and tank (left) with an integral-type pump
Providing a wide range of industrial fields with unique products, from Trochoid® pumps to coolant pumps

4
Some parts have ceramic sprayed on metal shafts to increase wear resistance, but grinding different materials with a single grinding wheel is not a simple matter. There are also cases when oil seeps from the seal if a grinding wheel scratch appears in the shaft; thus, in addition to confirming dimensional accuracy, sheen is also confirmed with the human eye. Because of increasing automation, when a defect in even one shaft is discovered it is important to accurately identify the location of the cause promptly. Grinding wheels have a wide range of characteristics and compatibility with a material cannot be ascertained until actual grinding is tried. Coolant also is not only good for machining performance, but also requires attention to the appearance of rust in the machine or workpiece, rough hands of workers, and smells. Grinding is truly a complex world. However, our company has traditionally had an atmosphere of originality and ingenuity, and we have developed loaders, robots, and material handling control systems in-house and automated many processes. We routinely make improvements and modifications in all departments. Now, under the slogan, “Be the first!” we believe we need to further improve our grinding processes while accelerating product development and manufacturing innovation, moving ahead of other companies to take on challenges no one has tried.
We manufacture various types of pumps in our Yamagata Factory, but there are 8,000 Trochoid® pump items alone (monthly production 20,000 units), and the lengths of built-in shafts range widely. Our current aim is to be No. 1 in the industry in quality, cost, and delivery, and reducing setups in the grinding process is an important issue in accelerating our ongoing manufacturing process reform. What we investigated for this was a single fixture with multiple steps for tailstock points on a GA-26T cylindrical grinder. Since the tailstock position changes when shaft length changes, point adjustment is needed each time. Our idea was that by loading multiple positions in the long travel tailstock and linking this to the machining program, tailstock position would not need to be adjusted even when the workpiece was changed. There are 64 set tailstock points. On the first attempt we had Okuma make fine adjustments to accuracy of distance between centers in the Okuma Service Department, and achieved machining error of 2~3 μm within the tailstock travel. Centering and other fine adjustments on grinders demand a level of accuracy that cannot be compared with that of lathes. We achieved better-than-imagined accuracies, and felt that the reason for this was the high rigidity that is the foundation of Okuma grinders. With these efforts it became
possible to handle 64 models with a single fixture, whereas in the past we handled 8 models of shaft with a single grinder. Today we have eight GA-T series grinders in operation, but with this as a model case we are pursuing further setup reduction and automation.
Achieving grinding of 64 types of shaft with a single setup in a grinding process that demands tolerances of less than 5 μm
Both the world of pumps and grinding are substantive, and we are making use of originality and ingenuity to “Be the first!”
Many manufacturing processes are automated. Loaders, robots, and control systems are made in-house. The cylindrical grinder is a production type GA-25T.
If there are grinding wheel scratches on the shaft surface, oil can seep to the outside. Therefore, finishing that exceeds dimensional accuracy is demanded.
Precision machined shafts are sent to the pump assembly line.
Yamagata Factory: 825 Urushiyama, Nanyo-shi, Yamagata,Tel: 0238-47-5484Website: http://www.nopgroup.com/Established: March 1919Business activities: Design, development, manufacture, and servicing of hydraulic, combustion, and water pumps, and hydraulic motors and related products
Nippon Oil Pump Co., Ltd.
Shigeo Murayama, Group Leader’s Assistant, Production Technology Group, Manufacturing Department
Toshihiko Hirose, Plant Manager, Manufacturing Department
Takanori Suzuki, Group Leader’s Assistant, Yamagata Manufacturing Group 1, Manufacturing Department

5
In equipping a new grinding line six years ago, our strongest emphasis was on cycle time. Satisfying QCD (quality, cost, delivery) in line with customers’ production schedules required precision internal grinding of 50,000–60,000 pieces per month, and speeds suitable for super mass production were demanded from our grinders. Upon examination of multiple grinders, however, it turned out that our non-Okuma machines could not meet this pace without grinding preparation (loading) on a separate spindle during the grinding process. Of course, this also required installation space for two machines. With the GI-2N-SP, we achieved the cycle time we needed with one machine. When we asked about this machine,
The GI-2N-SP ultra-precision, compact, internal grinder handles mass production and grinds pinion gears at a rate of about one per 10 sec. Most of the external measuring equipment, carriers, and other parts of the automation system were designed in-house by Fujieda Kenma Kogyosho.
Automobile parts demand strict tolerances and QCD, and we chose Okuma to shorten lead timeMass-production internal grinders used for precision parts machining of automobile transmissions and other components
Super mass production machining based on strict micron tolerances for sintered parts that support green vehicle fuel efficiency
Okuma’s GI-2N-SP internal grinders made it possible to achieve our desired cycle time
Our company performs high volume machining of small precision parts, including component parts for oil and coolant pumps related to automatic transmissions (AT) and continuous variable transmissions (CVT), as well as component parts for variable valve timing (VVT) mechanisms and common rail systems (diesel vehicles). Sintered parts are first press formed at high temperature using iron powder as the main raw material at customers’ plants, and then sent to us. We machine them in micron units and deliver them to major parts manufacturers where they are assembled and later installed in automobiles.
All automakers are investing energy in systems development and parts improvement to raise fuel efficiency, and increasingly strict machining accuracies are demanded of our company. For example, cases in which thickness tolerances that were 10 μm in AT parts have become 5 μm in CVT parts are not uncommon. Moreover, unlike steel stock, the particle density of iron-based stainless steel-based sintered materials differs. Easy chipping is another characteristic. As a result, clamping position, clamping method, and chucking pressure need to be considered or the roundness of the workpiece could be affected. We therefore use special order-made chucks. Similarly, we used custom-made grinding wheels suited to workpiece materials. While meeting these conditions, we supply tens of thousands of each part monthly.

6
Recent measures to correct the very strong yen have yielded results, and the market environment for the automobile industry is improving. Among these changes our company is working hard to keep up with increased production. As we do so, sudden stoppages sometimes occur due to temporary problems with grinder peripheral equipment. Even minor stoppages, however, affect the plant’s overall utilization rate, and so we hope that Okuma will make efforts
to bring higher levels of refinement to automation technology related to peripheral equipment. There has long been fierce global competition in the parts industry, but these days the high accuracy machining and quality management built up over the years by Japanese machining companies is again being highly regarded, and product value is increasing. Grinding and other operations that can meet strict tolerances are representative of this. Like others, we have revived a plan that had once been set and then shelved for a niche to compete overseas. To carry this out we decided to purchase new Okuma GI-10N mass-production type internal grinders. Building No. 4 at our Sasayama Factory will be completed in early 2014, and we will work to strengthen our production capacity. In machining processes other than grinders, we also use Okuma CNC lathes. Okuma has commercialized its Thermo-Friendly Concept, which controls thermal deformation, and other intelligent technologies, and in the future we will continue to look for proposals and information from them that will contribute to high quality and efficient production.
we were told that it is based on a special model developed for dedicated lines for precision grinding of fuel injection nozzle interior surfaces. We then realized that this was the reason why the dealer had so strongly recommended this model. Currently we have four GI-2N-SP grinders in internal grinding processes, operating on automated lines for which we developed workpiece loaders, external measuring instruments, and other devices in-house. Although they have been in operation for six years, surface roughness remains stable thanks to high rigidity and low vibration due to a 5-face hydrostatic guideway system. We have had no need whatsoever to overhaul the grinding wheel bearings.
From components for AT and CVT oil pumps to all types of gear, Fujieda Kenma Kogyosho products play a significant role in raising fuel efficiency.
Building a new factory in an improving market environment, and aiming to further refine automation technology
The company’s products are integral to precision drives in green vehicles. (This image is an illustration only and does not depict any specific vehicles or parts.)
Tadashi Motoki, Chairman Suehiro Nakashita, Director and Engineering Department Manager
Masatoshi Tanaka, Factory Manager, Sasayama Factory
Kenji Yamashita, Chief, Engineering Department, Sasayama Factory
Sasayama Factory: 177 Takaya, Sasayama, Hyogo Prefecture,Tel: 079-593-1141Headquarters, Headquarters Factory: 4-8-49 Kano, Higashiosaka, Osaka Prefecture, Tel: 072-961-6001Established: January 1961Business activities: Precision polishing and machining of automobile parts, cooler parts, computer and office equipment parts, weak electrical machine parts, tool parts, agricultural machinery parts, and other products
Fujieda Kenma Kogyosho, K.K.

7
Soon after the start of Japan’s motorization, our company began manufacturing the ball studs linking the steering wheel and wheels in the compact, three-wheeled automobile “Midget.” Since that time we have pursued high-mix, high-volume production of important parts with a focus on hydraulic equipment and pump motor parts, undercarriage parts for small automobiles, and electric power plant parts. One of our specialties is spherical surface machining with precision lathes, for which we have the know-how to handle mass production even with acceptable accuracies of 2–3 μm. Another of our company’s strengths is the technology to grind long, stepped workpieces without distortion at accuracies of 3 μm. But here
Okuma grinders play an important role, with their high rigidity and stable grinding wheel spindle rotation. In recognition of our high quality product manufacturing based on these technical abilities and equipment capacity, we were selected in 2012 as a company practicing “distinctive product manufacturing and advanced technical competence related to precision machining of key hydraulic equipment parts” in the Outstanding Technology from Kobe certification system. This is a system used by Kobe City to put out information.
Grinding line with robots in operation everywhere (Headquarters Factory).
Spools with differing specifications are measured in three locations with fixed type direct sizers.
A GP-25T precision grinds spools, a major product. The direct sizer seen in the front center is moved by the NC controller and can automatically measure 40 locations (bed tooling/optional specifications).
Saving labor with Okuma’s automation technology while satisfying machining accuracies with 3 μm tolerancesCylindrical grinders used in mass production machining of hydraulic equipment parts for construction machinery
Pursuing high-mix, high-volume production of key parts in our fields of specialty, including spherical surface machining and stepped grinding
Piston pump parts that require our company’s specialty of spherical surface machining technology (left). Ball stud that links steering wheel and wheels (right).

8
Our company operates about 50 Okuma machines in four factories (Headquarters, Nagara, Seishin No. 1 and No. 2). At these plants results have dramatically improved in the machining of spools, one of our main products. These parts are used in the control valves that control the hydraulic fluid flow rate in construction machinery. Movement of the spools drives the arms, booms, and swiveling sections on these machines, and each machine has about 10 spools. It takes about 50 min to machine each spool, not counting heat treatment, in a process consisting of turning, machining on a machining center, deburring, quenching, and polishing. Spools are a shaft part with steps, and involve angular drilling of different sizes in V and U shaped cuts. They are difficult workpieces that must satisfy the strict condition of 3 μm tolerances. This makes it difficult to shorten cycle time by raising cutting conditions. However, we were then asked by a customer to handle changes in specifications for even more complex steps. At that time Okuma proposed using sizing equipment as bed tooling on a GP-25T cylindrical grinder. In this method direct sizers are moved by the NC controller for automatic measurement of 40 locations, making it an attractive approach with which we could expect reduced setup. It was an expensive option, but Okuma wrote a special program for us and we were able to achieve high accuracy machining of difficult workpieces with labor reductions and reduced setups. In the processes before polishing, we have connected six Okuma MILLAC 55H horizontal machining centers for untended angular drilling of different hole sizes.
Machining of spools with complex shapes and strict roundness and surface roughness. After carburizing and quenching (top), grinding is done to a tolerance of 3 μm (bottom).
Control valve spools are precision parts crucial to driving the arms, booms, and swiveling sections of construction machinery. Each machine has about 10 spools.
Control valve
Quick response to diverse-type mass production with the introduction of state-of-the-art MA-500HII horizontal machining centers (with six pallets) (Headquarters Factory).
Angular drilling of different sizes in spools before grinding, done on an automated line with six connected horizontal machining centers (MILLAC 55H) (Nagara Factory).
Japan and North America are the main destinations for our company’s construction machinery parts, but there is constant, fierce global competition. Because of this we are focusing on product manufacturing with superior cost performance in not only the domestic market but when we move into overseas markets as well. Key points in this are reducing the number of workers and saving labor with the use of automation technology, and accelerating muscular manufacturing by moving into industrial complexes, optimizing equipment and machine layout, connecting processes with loaders and robots, and bringing in Okuma’s state-of-the-art horizontal machining centers (MA-500HII). As the level of parts machining in emerging nations steadily improves, we believe we can display our true value in the field of high value-added parts machining, typified by hybrid type construction machinery. We also expect that there will be increasing demand for undercarriage parts, where we can make use of our spherical machining technology, as the popularity of mini-vehicles continues to grow, and recovery of demand for plant parts for thermal and nuclear power plants. To organically link our four factories and further raise the level of our high-quality, high-efficiency mass production systems, we look forward to the beneficial proposals and advice of Okuma, with its
deep experience in machining technology together with peripheral equipment and systems construction.
High accuracy machining of spools for control valves, using Okuma lathes, machining centers, and cylindrical grinders
Muscular manufacturing with fewer workers and labor savings as keys in the field of construction machinery parts where global purchasing is increasing
Headquarters Factory: 7-2-5 Honjocho, Nagata Ward, Kobe, Hyogo Prefecture, Tel: 078-731-8151Established: 1951Website: http://www.kawata-tec.co.jp/Business activities: Manufacture of hydraulic equipment parts for construction and industrial machinery, mini-vehicle drive system parts, power plant (nuclear power, gas turbine) parts
Kawata Iron Works Co., Ltd.
Yutaka Kawata, President Toshiro Murai, Director and Factory Manager
Piston pump

9
We first purchased a GP-34N CNC cylindrical grinder in 1986, and since that time have expanded our equipment mainly with Okuma machines—angular type grinders (GA series) for flange machining and internal grinders (GI series). Unlike other machines, grinders have a simple structure and the unique characteristic that machining is done on surfaces, not points. Because of this there is no way to cover up structural insufficiencies with a grinder; the basic performance of bed rigidity, grinding wheel rotational accuracy, and guideway follow-up accuracy appear directly in machining accuracy. We like to say that the key to product quality is “built in,” and the same holds true in the manufacture of bearings. Okuma grinders have no variation in accuracy, as a result of which the user’s intention is accurately reflected. They are easy-to-use machines that “get the job done.” In fact, the GP-34N that we first purchased is still in operation today after 27 years, with absolutely no problems in machining accuracy. With accumulation
Bearings support loads at points and prevent energy loss, heat generation, and part etching due to friction. They serve an important role in the smooth rotation of spindles. They are essential in rotating parts and are used in all kinds of equipment. Our company excels at special bearings with materials, shapes, sizes, or volumes that do not appear in catalogs. The parts of a bearing consist of an inner race, outer race, rolling element, retainer, and axis, each of which requires machining and measurement at micron accuracies. Most important of all is the measurement to the clearance gap after these parts are put together to confirm operation and guarantee accuracy. For example, in “cold fitting” where the parts are cooled and fit together, assembly is done after calculating the contraction and expansion. Bearing production is “building in” work that requires techniques for assembly after machining and measuring with an eye toward the finished dimensions. Because of these characteristics we conduct all design, turning, grinding, assembly, and quality inspection work in house; only heat treatment is outsourced.
Rolling element
Inner race
Outer race
“Building in” is the key for both bearings and grinders, and Okuma grinders reflect the viewpoint of usersWide use of cylindrical and internal grinders in machining special bearings
Special bearings are machined to micron accuracies with an eye to finished dimensions in order to build in precision
Okuma grinders are structurally straightforward machines that “get the job done”
CNC cylindrical and internal grinders support super-precision machining that corresponds to a wide variety of bearing parts.
Stringent check with precision measuring instruments for dimensional accuracy, roundness, surface roughness, and contour shape in the inspection room.
In addition to micron accuracy machining, our product group guarantees operating accuracy following assembly.
Basic structure of bearing(example of roller bearing)
Product line
Needle gauges
Turning-type needle bearings
Roller bearings
Thrust roller bearings
Combination type needle bearings
Inner races
Cam followers
Roller followers
Spherical slide bearings
Cross roller bearings
Mast roller bearings
List roller bearings
Chain wheel ball bearings
Side roller bearings
Deep groove ball bearings
Cylindrical roller bearings
Sheave roller bearings
Vehicle axle bearings
Slewing ring bearings
Cross joint bearings
10
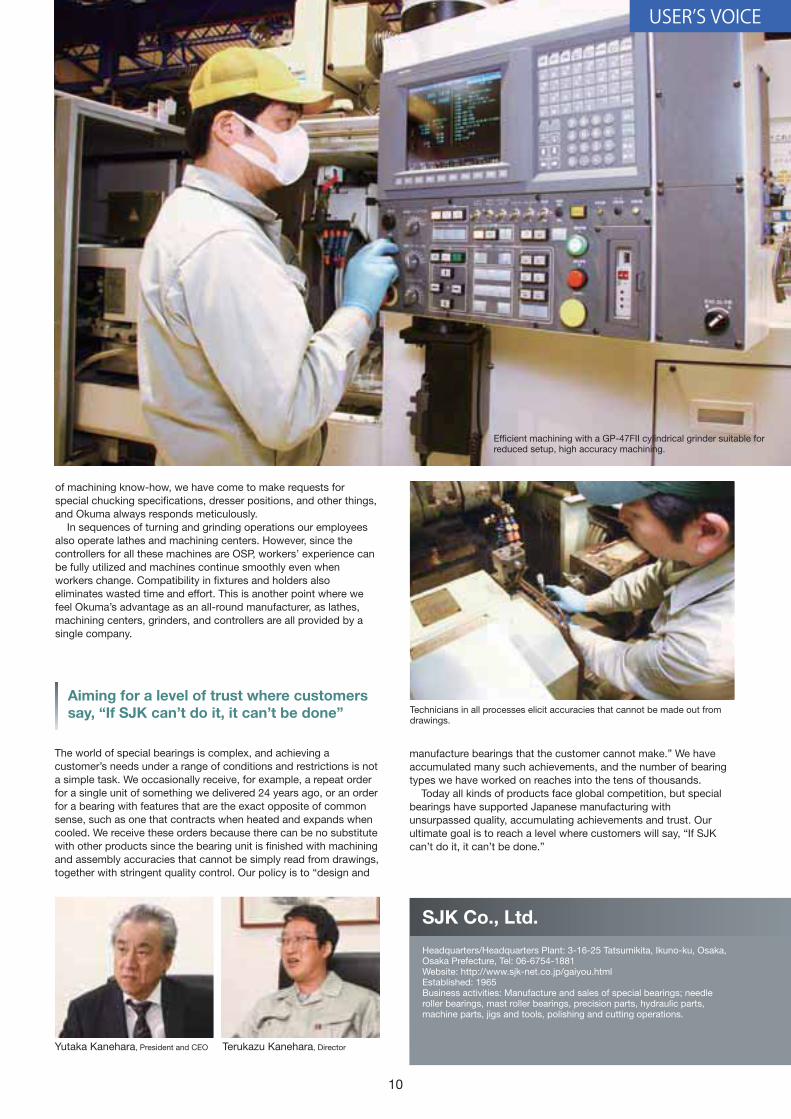
of machining know-how, we have come to make requests for special chucking specifications, dresser positions, and other things, and Okuma always responds meticulously. In sequences of turning and grinding operations our employees also operate lathes and machining centers. However, since the controllers for all these machines are OSP, workers’ experience can be fully utilized and machines continue smoothly even when workers change. Compatibility in fixtures and holders also eliminates wasted time and effort. This is another point where we feel Okuma’s advantage as an all-round manufacturer, as lathes, machining centers, grinders, and controllers are all provided by a single company.
The world of special bearings is complex, and achieving a customer’s needs under a range of conditions and restrictions is not a simple task. We occasionally receive, for example, a repeat order for a single unit of something we delivered 24 years ago, or an order for a bearing with features that are the exact opposite of common sense, such as one that contracts when heated and expands when cooled. We receive these orders because there can be no substitute with other products since the bearing unit is finished with machining and assembly accuracies that cannot be simply read from drawings, together with stringent quality control. Our policy is to “design and
manufacture bearings that the customer cannot make.” We have accumulated many such achievements, and the number of bearing types we have worked on reaches into the tens of thousands. Today all kinds of products face global competition, but special bearings have supported Japanese manufacturing with unsurpassed quality, accumulating achievements and trust. Our ultimate goal is to reach a level where customers will say, “If SJK can’t do it, it can’t be done.”
Aiming for a level of trust where customers say, “If SJK can’t do it, it can’t be done” Technicians in all processes elicit accuracies that cannot be made out from
drawings.
Efficient machining with a GP-47FII cylindrical grinder suitable for reduced setup, high accuracy machining.
Yutaka Kanehara, President and CEO Terukazu Kanehara, Director
Headquarters/Headquarters Plant: 3-16-25 Tatsumikita, Ikuno-ku, Osaka, Osaka Prefecture, Tel: 06-6754-1881Website: http://www.sjk-net.co.jp/gaiyou.htmlEstablished: 1965Business activities: Manufacture and sales of special bearings; needle roller bearings, mast roller bearings, precision parts, hydraulic parts, machine parts, jigs and tools, polishing and cutting operations.
SJK Co., Ltd.

11
Our company’s founder (current chairman) purchased a pressure welder 1969 and started friction pressure welding soon after this technique became practical in Japan. Friction pressure welding is a technique in which frictional heat is generated by rubbing together different materials (for example, stainless steel and mild steel, stainless steel and copper, etc.) at high speed. The materials are then joined with the application of high pressure while rapidly braking. High joint strength is obtained since joining can be done at lower temperature than with electric welding. Since the joint is in a vacuum state oxygen, which can be a cause of insufficient strength or rust, is also shut out. Various materials suited to specific purposes can be joined in a short time, and assembly joining of finished members is also possible. Friction pressure welding is therefore used in a wide range of industrial fields, from automobiles, ships, construction machinery, and airplanes to food and medicine plants and nuclear power facilities. We were able to make friction pressure welding our main work at that time only because the company was in its early stages. Before
long, however, we purchased NC lathes for cutting operations, and then added milling machines and machining centers to cut keyways and other shapes. Afterward, with the introduction 26 years ago of cylindrical grinders for final finishing, we developed a start-to-finish production system. Today we produce nearly 10,000 precision parts each month under a quality control system based on ISO 9001 with a strategy of high value-added machining of diverse product types in small lots. We have approximately 60 machine tools, and 60% to 70% of them are made by Okuma. The reason for this is that these machines are highly versatile and easy for our elite group of technicians to handle. Unlike work that aims for mass production, about half of our jobs are difficult-to-machine pieces that demand accuracies in micron units. This means we have to be familiar with and fully exploit the fine features of each and every machine. Purchasing most of our machines from the same reliable manufacturer helps us to both ensure accuracy and achieve high productivity.
Specialty plant part (all stainless steel) with machining is many places that caused the customer to scratch their head in perplexity at the machining order with which it was produced.
Highly versatile Okuma grinders are a reliable partner for craftsmen pursuing high added value with friction pressure weldingCylindrical and internal grinders used for micron-accuracy finishing of diverse parts
Putting high-level skills to use to meet the challenge of difficult-to-machine, varied materials in start-to-finish production of diverse parts in small lots
Moment of cylindrical grinding

12
We currently have a total of nine Okuma grinders in operation: seven NC cylindrical grinders (GA/GP) including one angle type, one NC internal grinder (GI), and one universal grinder (GU). Ours is not work in which tolerances can be kept to micron units by simply putting it to a grinding wheel. When we first purchased NC grinders we struggled, with support from Okuma, to meet the required conditions and suppress phenomena such as chatter and lack of roundness. We recorded machining data in notebooks and slowly came to understand what was important for each type of material and workpiece, becoming one with the machines. Because of this, we chose Okuma grinders when we brought in new machines because of their high rigidity and ability to reproduce stable accuracy, and because we placed priority on compatibility and consistency. With control by OSP, work proceeds smoothly because we can edit programs and make corrections during machining. The User Task function has been especially convenient, useful in prevention of machining repeats and cutting down on unexpected problems in axial grinding. We can also inquire at the Service Center 24 hours a day in cases of machine trouble or doubts related to grinding, and their prompt response makes them hugely reassuring for us as a user. Some manufacturers are unable to respond when electronic parts fail after long use, but Okuma helps users by repairing or replacing these parts so that the same accuracies as before are obtained.
In the age when computer control and manualized work was at its peak, we received many orders for grinding that could not be achieved either with computers or manuals. In fact, it was not unusual to receive inquiries from customers asking, “What grinding conditions can we use to get such high accuracies?” This included workpieces for which the grinding protocol could not be imagined from as-built drawings, and parts that had been ordered overseas but could not be done by those suppliers. Examples of the above are tricks that can be performed by combining friction pressure welding and tungsten inactive gas (TIG) welding, since joining can be done after grinding to the demanded accuracy. Of course, close collaboration with a heat treatment company well versed in friction pressure welding and detailed orders to grinding wheel manufacturers are essential for this. Only with such teamwork can such detailed craftsmanship with fine sensibilities be displayed. In some cases it took us a month until we were able to finally produce a finished part, but those were parts that determined the performance of a plant. It is in such fields that Chushin finds the value of its existence. In 2014 we will build a new factory, where we will look into process intensive machining and integrated operations. We will continue to pursue increased accuracies and reduced costs while continuing in-depth study of depth friction pressure welding technology, simple in principle but profound in application.
Reassurance from the high rigidity essential for accuracy, easy-to-use OSP, and a service center that responds 24-hours a day
When customers move into the very new and sophisticated field of friction pressure welding, the highest praise we receive is “When in trouble, call Chushin”
Tetsuya Nakazawa, President Koji Hori, Section Chief, Manufacturing Section No. 4 (Grinding)
Headquarters, factory: 929 Tsuiji, Ueda, Nagano Prefecture, Tel: 0268-27-7607Website: http://www.chushin-inc.jpEstablished: September 1969Business activities: Parts machining of motor shafts, pump shafts, pressure gauge parts, industrial machines, construction machinery parts, gear cases, jigs and tools, valve shafts, medical instrument parts, nuclear energy parts, fusion device parts (JT-60), and others
Chushin, Inc.
Straightening Angular grinding that improves productivity with simultaneous axial grinding
Polishing of internal diameter flange
Friction pressure welding and annealiing
Straightening
Deburring of joint
Keyway milling
NC/general-purpose turning
Cylindrical grinder
Gear cutting
Hard chromium plating
Carburizing and quenching
Final inspection
[Main processes in the friction pressure welding flow]
Deburring of jointMoment of friction pressure weldingFriction pressure welding process

13
Our association with Okuma began with the purchase of an NC lathe when our company was founded in 1969. With growth of the business our plant facilities expanded, and today the Okuma machines we have in operation include 20 machining centers, 55 NC lathes, and 6 grinders. We purchased our first general purpose grinder, a GP-40, in 1985. Our aim at that time was to bring polishing of piston rods, which we had been outsourcing, in house in order to improve quality and shorten lead time. Our company’s major products are hydraulic cylinder components for construction machinery. Piston rods, which slide under a heavy load in the cylinder, require dimensional accuracies in micron units as well as a strict level of surface roughness. If the finishing accuracy is not consistent problems may occur in the downstream plating process that increases surface strength, becoming a factor in cracks or rust. Okuma grinders have high
rigidity and give us a great sense of assurance thanks to the lack of variance in machining accuracy. Since 2003 we have steadily introduced NC machines, centered on the GP-47F/N series, with the aim of raising productivity on our polishing line. Today we machine piston rods (1.5 m–2 m, ø105–115 mm) for large construction machinery of the 30–40t class with multiple machines and a small number of workers in our headquarters plant. During the time we were introducing these machines our hydraulic cylinder department developed an integrated production system from design to materials and parts procurement, machining, assembly, and inspection. We provide a diverse array of cylinders from construction machinery to agricultural machinery.
Construction machinery hydraulic cylinders are used in harsh environments under high pressure (35 MPa). Machining management in micron units is demanded in housings as well so that leaks to not occur.
GP-47N cylindrical grinder polishes piston rods of approximately 2 m in length, ø110 mm, and weight of 200 kg.
Machining surface stability and OSP ease of use support high quality and durability of cylinders for construction machineryCylindrical grinders used for machining of hydraulic cylinder piston rods
Both strict surface roughness and high productivity achieved with multiple GP-47N CNC cylindrical grinders
Piston rod
Cylinder tube
Rod head

14
Many Okuma machines are in use in our headquarters and Kasai Minami factories, and control and monitoring of these machines is based on OSP. In not only grinders but other machines as well, we can feel Okuma’s user-oriented design philosophy in the ease of program editing with OSP and their adoption early in fixed cycles. This attitude is also seen in their speedy response for repairs and trouble. Having the same manufacturer for machine and controller gives us a great sense of security as a user, and the knowledge of the mechanical and electrical systems we absorb from servicemen during repairs is put to use in maintenance and dealing with trouble. One wish, however, since the piston rods machined in our headquarters factory are long and heavy, would be to shorten the flow line even a little in order to reduce operator burden, although
the height of the work station is an issue for us. These improvements would lead to better operability, and we strongly urge Okuma to consider them.
In addition to our 3 domestic factories, we assemble hydraulic cylinders at our Chinese factory to supply the Chinese market and procure casting materials locally and machine parts for industrial robots at our Vietnamese factory. Japan recently expressed its intention to participate in the Trans-Pacific Partnership (TPP), and the Chinese construction machinery market, which had a temporary slowing of growth, is also showing signs of recovery. To make these
changes the basis of our next step for growth, it will be important to maximize our know-how in start-to-finish production—from procurement to design, manufacture, and quality management—that was cultivated in hydraulic equipment, while also maximizing the strengths of our production bases in China and Southeast Asia. At the same time, it will be essential to accelerate our laborsaving activities and reduce the number of workers with the use of FMS and robots. For this purpose we look forward to further advances in Okuma machining centers and NC lathes, which are our main equipment. In the future we plan to organically coordinate Koretsune Seiko’s distinctive manufacturing assets and spread our original products to emerging Asian markets with promising growth.
Okuma’s user-oriented philosophy is shown in OSP ease of use and their service support
Koretsune Seiko’s original products for the Asian market with organic coordination of five domestic and overseas factories
Cranes are essential in setup changes for large piston rods, but production is done at a pace of 1 rod per 40 minutes.
Okuma machines play key roles in various production processes that provide both high quality and high productivity.
Headquarters: 211 Nishiyokota-cho, Kasai, Hyogo, 675-2335, Tel: 0790-46-0212Kasai Minami Factory No. 1: 2001-44 Abiki-cho, Kasai, Hyogo, 675-2113, Tel: 0790-49-3232Kasai Minami Factory No. 2: 2001-61 Abiki-cho, Kasai, Hyogo, 675-2113, Tel: 0790-49-3308Website: http://www.koretsune.co.jp/Established: 1969Business activities: Development, design, and manufacture of hydraulic equipment and reducers
Koretsune Seiko, Ltd.
Shuuji Horii, Managing Officer Toshitsugu Yokota, Department Manager, Large Cylinder Production Department
Hydraulic cylinder tube machining line(Headquarters)
Hydraulic cylinder assembly line(Headquarters)
Adjuster cylinder machining line(Kasai Minami Factory)
Hydraulic pump part machining line (FMS)(Headquarters)

15
Grinding is an important process that gives added value to products. The key is accurate alignment between centers. However, time spent on this does not raise productivity, and so importance comes to be placed on how fast roughing can be done. Therefore, grinders are needed that closely follow the operations of the operator, give good accuracy on the first attempt, and are stable. The structure of grinding wheel spindle hydrodynamic bearings, guideways, and beds on Okuma grinders provides a solid foundation that supports grinding. These outstanding grinders are
Our company got its start in the manufacture of drill chucks, and since then we have worked to improve and develop tooling systems, rotary tables for dedicated machines, and other systems with the aim of automating manufacturing lines. Through that process we have developed original mechanisms and machining technology, and regularly introduced highly accurate and easy to use products. These products have been commercialized as an original brand, and today we provide tooling systems including drill chucks and drill mill chucks, collet chucks, CNC rotary tables and index tables to customers in countries around the world. Our drill chucks have captured a domestic share of more than 70% and we have become one of the world’s top three manufacturers. Our products strongly affect the machining accuracy of the machine tools on which they are mounted. This means there is no room for compromise in terms of quality management for completed products, individual parts, or individual processes. For example, one of our main products, the Super G1 Chuck, is stamped “Comprehensive runout accuracy of 5 μm guaranteed” and every chuck is measured three times before they can be shipped. Some companies in the industry rank their products as Class A or Class AA based on runout accuracy, but at Yukiwa no product leaves the factory unless comprehensive runout is under 5 μm. This includes tool holders. Global competition has led to an emphasis on increasing efficiency, but we have also continued to pursue the high end and believe that is where Yukiwa’s value as a company lies.
Machining accuracy is essential to our products, and we guarantee comprehensive runout accuracy of 5 μm
In Okuma grinders we feel a design concept that focuses on high rigidity to support high accuracy is a must
Our products have much in common with Okuma grinders, including emphasis on the manufacturing fundamental that accuracy is achieved as a result of rigidityYukiwa Seiko uses Okuma grinders in internal diameter grinding of collet chucks and outer diameter grinding of CNC rotary tables
GI-20N internal grinder performs ID finishing operations mainly on collet chucks
Collet chucks
Yukiwa Seiko’s main product groups. The company’s award history includes the Invention Merit Award and Minister of Education, Culture, Sports, Science and Technology Award. Yukiwa products have earned enormous trust from users, who say accuracy is lost if the chuck is not Yukiwa.
Chucking tools
Tooling systems Rotary table, indexing table

16
highly rigid and can ensure high accuracy in a short time. We currently use GA-34F II angular cylindrical grinders for outer diameter grinding of CNC rotary tables and GI-20N internal grinders for internal diameter grinding of collet chucks. In these tools we can discern Okuma’s monozukuri design concept that “High rigidity is a basic and absolute condition for the support of high accuracy and high productivity.” We share this way of thinking in our own product manufacturing. The strict tolerances of micro accuracy can be stably achieved precisely because rigidity is high, which also extends tool life. This leads to greater user benefit.
Our facilities manager says, “Purchase the best machines in the field if they move us in the direction of higher accuracies and shorter cycle times.” Recently, we have been choosing Okuma in an increasing number of cases. This is because they are good at incorporating original technologies into their products, such as the Thermo-Friendly Concept that controls thermal deformation and Maching Navi to visualize cutting conditions. In fact, after purchasing an MB-46VAE vertical machining center equipped with Machining Navi, we were able to increase machining speeds with assurance and our productivity rose 20%. Yukiwa has developed the Green G1 Chuck tool holder with built-in vibration damping structure that suppresses chatter during high-speed or heavy-duty cutting, and enables roughing and finishing with a single tool. The Green G1 Chuck received a Small and Medium Enterprises Award in the 2012 Good Design Awards. We have thus been refining our original technology and providing economically and environmentally superior products that meet the
needs of customers in Japan, who have among the most stringent quality demands in the world. We are working to use space more efficiently with the in-house design of a dedicated machine that integrates roughing and finishing operations in internal diameter grinding, and we look forward to development by Okuma of a small parts grinder that is even more space-saving than current models.
Learning from the commercialization of innovative technology of Okuma, we are refining our own original technology Green G1 Chuck, recognized
with a 2012 Good Design Award
Koji Sakamaki, Company Director and Engineering Dept. Manager
Head Office & Factory: 2600-1, Chiya, Ojiya City, Niigata Prefecture, 947-0052, JapanTel: +81-258-81-1111Website: http://www.yukiwa.co.jp/Founded: November 1946Business activities: Development, manufacture, and sales of sealing systems, drill chucks, collet chucks, CNC rotary tables, index tables
Yukiwa Seiko Inc.
GA-34F II angular cylindrical grinder for OD machining of CNC rotary tables.
Higher productivity with use of “Machining Navi” intelligent technology on machining centers

17
Grinding is the final process in machining, one that greatly affects part accuracy and therefore the quality of the finished product. At the same time, precision finishing, which has traditionally been the field of grinding, is seeing more widespread use of near-net-shaping in which the final shape is approached with processes such as hard turning or cold forging and sintering in place of highly accurate turning. Even today, however, grinders are essential for strict tolerances, finished surfaces of sliding parts that demand high smoothness, intermittent shapes where tool friction or chipping is more likely to occur, and highly efficient machining of hard, brittle materials. Their importance in supporting high quality has thus remained unchanged. Needs are also increasing in rapidly growing emerging economies as they begin to expand into highly accurate parts machining. Within this trend there is a new appreciation for the premium fundamental technology of Okuma grinders. People ask, “Why is it that such accuracy can be achieved in Japanese parts?” and “How can we achieve strict tolerances while reducing cycle times?” At Okuma, the answer lies in our insistence on high rigidity and a history of making all-out efforts to develop unrivaled original (“Only One”) technologies. These attitudes and technologies have been passed down steadily from design to manufacture in our manufacturing philosophy since the appearance of Okuma’s first grinder in 1918.
Okuma selected grinders as strategic Premium Machines in November 2012 and developed the GP/GA-T series of compact, high performance cylindrical grinders and the GI-20N internal grinder equipped with the Thermo-Friendly Concept. A new “Grinder Center” was also established, consolidating in one place operations from the Engineering, Design, and Installation Divisions. What are the aims and vision of the Grinder Center? See in the following as engineers involved in the development of these innovative grinders speak passionately about their work.
Machine structures that stand up to machining loads with ease and directness are what ensure stable micron-level machining accuracies and increase production efficiency. The key structural components of Okuma lathes are all designed and manufactured based on this way of thinking. For example, the grinding wheel spindle is the lifeline of a grinder, and we have achieved grinding wheel rotational accuracy of 0.01 microns and support strength of one ton thanks to an innovatively structured non-round plain bearing spindle in which the spindle “levitates” due to oil film pressure in a wedge shape. The cross slide and table guideway also levitate due to hydraulic pressure, giving both rigidity and tracking ability and raising vibration absorption in a
Hydrodynamic pressure is generated in the lubricating oil in the bearing gap by rotation of the grinding wheel spindle, and the spindle is levitated. With centripetal action from hydrodynamic pressure coming from three directions, both precise rotation and rigidity are achieved to give rotational accuracy of 0.01 microns and bearing support strength of 1 ton. Since the grinding wheel spindle does not contact metal its performance is maintained semi-permanently.
Oil is forcibly supplied to the guideway, generating pressure and levitating the linear slide with powerful support from 5 directions. As a result of this hydraulic levitation there is no contact with metal, and high rigidity and high follow-up accuracy are achieved. This enables the high-speed grinding that is needed for high efficiency.
0.01 μm
1 ton
0.01μm/sec
GI-20N
World-Class “Premium Machines” and a “Grinder Center” for one-stop ordering help customers raise their machining value
Highly rigid machines give rise to highly-efficient, precision machining, as the reputation of Okuma’s fundamental technology continues to grow
Non-round plain bearing wheel spindle, constrained 5-face hydrostatic guideway system, and the Thermo-Friendly Concept
Okuma’s Only One Technologies support high accuracies and high rigidity“Non-round plain bearings” balance heavy-duty cutting and high-accuracy grinding
Constrained 5-face hydrostatic guideway system enables high-speed operation
GP/GAT series
Support strength
Rotational accuracyFollow-up at super slow feed of
Non-round plainbearing
Cylindrical grinder Internal grinder
Supporting point
Grinding wheel spindle
Bearing
Grinding wheel spindle
Oil pool
Wedge-shapedoil film
Bearing

18
The Grinder Center was established in the Technology Division in 2012. It brings together in one place all employees working with grinders, from engineering to design and delivery/installation. The Grinder Center serves customers in various ways, from inquiries related to grinding to requests for products and after-sales service to help customers increase their machining value. Customers receive a prompt response, and also have their ideas reflected in enhancing future product development. On shop floors today one hears increasingly of integrated operations and process-intensive machining. Demands for higher efficiency are accelerating, from simultaneous, continuous grinding with multiple wheel spindles to automation using high-speed loaders. Optimization of tools and peripheral equipment associated with machining quality and cost is also important, including selection of diverse grinding wheels, dressing tools, and separators that filter coolant. At the Grinder Center highly experienced technicians examine at these issues closely and propose the best solutions that will benefit customers in resolving their concerns. Okuma grinders are evolving at an accelerating pace, including greater CNC control OSP functionality and operability. We invite you to watch future developments.
constrained 5-face hydrostatic guideway system. The bed had a thick diagonal rib structure to handle machining loads. The GI-20NII, developed in 2012, is the first grinder to be equipped with the Thermo-Friendly Concept, which suppresses machining dimensional changes over time due to thermal deformation. Factors that cause variability in grinding include grinding wheel wear, changes in cutting quality due to grinding wheel spindle deflection or other causes, and thermal deformation. Of these things, thermal deformation accounts for about half of the effect on grinding accuracy. Accuracy compensation by the machine is even more important in the grinding of internal surfaces than in outer diameter grinding because of the difficulty of using direct sizers. The Thermo-Friendly Concept provides accurate control by keeping thermal deformation to a predictable level based on a machine structure that simplifies thermal distortion and equalizes temperature distribution. It has been employed on the GI-20NII to overcome the problem of heat due to changes in
ambient temperature. These technical developments could not have been achieved with grinders only. It was first necessary to accumulate a wide range of fundamental technology, cultivated in the development and growth of lathes, machining centers, multitasking machines, and CNCs. We also needed to analyze much machining data and possess advanced applied technology. Finally, these developments required advantages that could only be held by a machine tool manufacturer that is a single source for machine and control, which others cannot imitate.
The Thermo-Friendly Concept delivers high machining accuracy based on an original machine construction design and thermal deformation control technology. It is now available for the first time on a grinder (GI-20NII). The Thermo-Friendly Concept alleviates the need for troublesome dimensional correction and warming-up operation, and provides outstanding dimensional accuracy even with long-run continuous operation or during machine restarts and ambient changes in plant temperature.
With the “absolute position detection system” the current position is not lost even during power outages or unanticipated machining interruptions, eliminating the need for zero return. The OSP-U20G controller for grinders gives highly accurate control of spindle turnover while also making zero setting easier. The number of button operations has been reduced to less than one-sixth that of the previous model. The OSP-U20G controller also contributes to environmentally-friendly operations with an energy-saving function.
Ø6μm
Thermo-FriendlyConcept
Joined Okuma in 1981 after graduating from the Department of Mechanical Engineering, University of Fukui. Worked on projects including the GI-5N compact CNC internal face grinder and the super mass production type GI-2N-SP, which used a linear motor and was intended for internal grinding of diesel engine fuel injectors. From 1987 to 1990 he was stationed in Germany, where he worked to expand sales of Okuma grinders in Europe. After returning to Japan he was again involved in grinder design, and following a period in Engineering was appointed the Center Director of the Grinder Center, established in 2012.
Makoto YokogawaDirector, Grinder Center,Kani Engineering Department
Joined Okuma in 1992 after graduating from the Department of Mechanical Engineering, Nagoya Institute of Technology. He was assigned to the grinder Design Department, where after a start in developing special purpose machines he was engaged in the development and cultivation of the GI-2N-SP super mass production type internal grinder, equipped with a linear motor. He played a central role in the development of the GI-20NII internal grinder and GP/GA-TII cylindrical grinder announced in 2012.
Homare AdachiAssistant Counselor, Grinder Center,Kani Engineering Department
The Grinder Center, a place for all one stop orders with the first priority on customer satisfaction
Thermo-Friendly Concept for outstanding dimensional stability even in changing ambient temperatures
OSP-U20G CNC continues to evolve with the highest priority on users, based on absolute position detection
Internal grindingspindle
TableMachining dimensional change over time .Grinding point
rigidity 300N/μm
actual value with ambient temperature change of 8°C
Vol.10 2013
Production General-purpose
Largegeneralpurpose
Item
Swing over table
Distance between centers
Size of grinding wheel
Grinding wheel speed
Grinding wheel spindle power
Unit
ømm
mm
mm
m/sec
kW
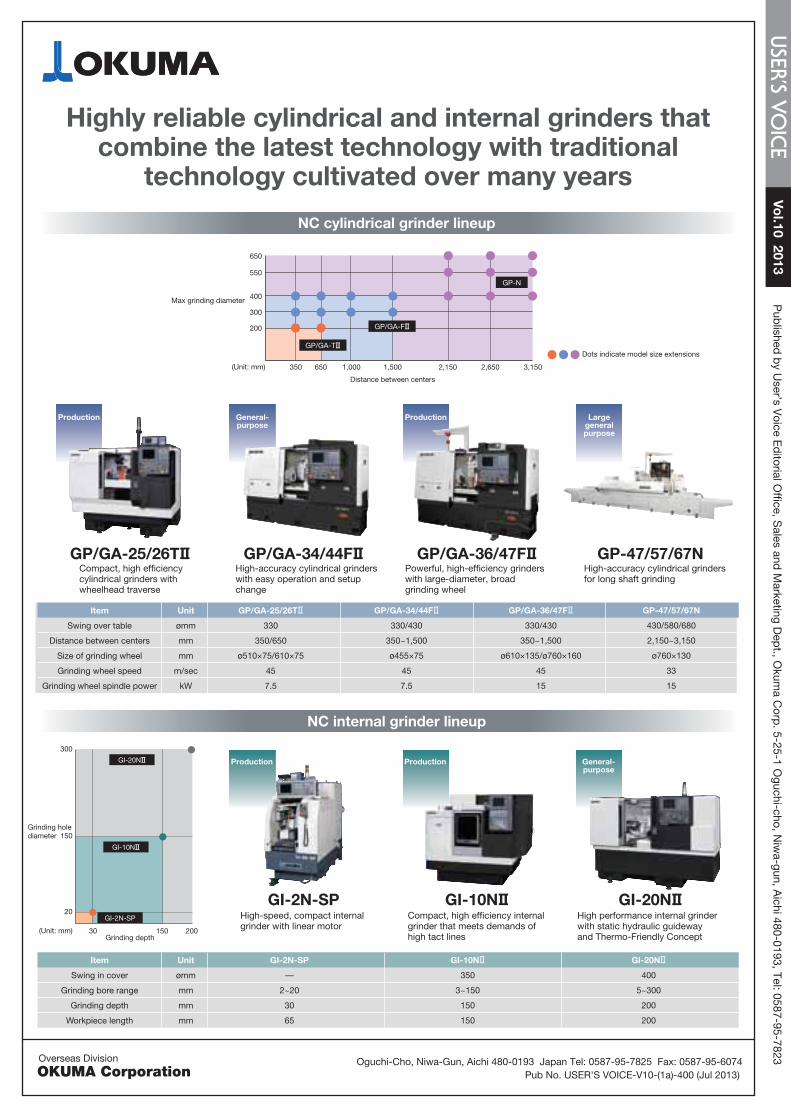
GP/GA-25/26TⅡ330
350/650
ø510×75/610×75
45
7.5
GP/GA-34/44FⅡ330/430
350~1,500
ø455×75
45
7.5
GP/GA-36/47FⅡ330/430
350~1,500
ø610×135/ø760×160
45
15
GP-47/57/67N
430/580/680
2,150~3,150
ø760×130
33
15
Item
Swing in cover
Grinding bore range
Grinding depth
Workpiece length
Unit
ømm
mm
mm
mm
GI-2N-SP
—
2~20
30
65
GI-10NⅡ350
3~150
150
150
GI-20NⅡ400
5~300
200
200
NC cylindrical grinder lineup
NC internal grinder lineup
Dots indicate model size extensions
350
200
300
400
550
650
650 1,000 1,500
Distance between centers
2,150 2,650 3,150(Unit: mm)
GP/GA-TⅡ
GP/GA-FⅡ
GP-N
GI-20NⅡ
GI-10NⅡ
GI-2N-SP
30
20
150
300
150Grinding depth
200
GI-2N-SP GI-10NⅡ GI-20NⅡ
GP/GA-25/26TⅡ GP/GA-34/44FⅡ GP-47/57/67N
Production
GP/GA-36/47FⅡ
Highly reliable cylindrical and internal grinders that combine the latest technology with traditional
technology cultivated over many years
Max grinding diameter
Compact, high efficiency cylindrical grinders with wheelhead traverse
High-accuracy cylindrical grinders with easy operation and setup change
Powerful, high-efficiency grinders with large-diameter, broad grinding wheel
High-accuracy cylindrical grinders for long shaft grinding
High-speed, compact internal grinder with linear motor
Compact, high efficiency internal grinder that meets demands of high tact lines
High performance internal grinder with static hydraulic guideway and Thermo-Friendly Concept
Production Production General-purpose
Grinding holediameter
(Unit: mm)
Overseas Division
OKUMA Corporation
Pub
lished b
y User’s V
oice Ed
itorial Office, S
ales and M
arketing Dep
t., Okum
a Corp
. 5-25-1 Oguchi-cho, N
iwa-gun, A
ichi 480-0193, Tel: 0587-95-7823
Oguchi-Cho, Niwa-Gun, Aichi 480-0193 Japan Tel: 0587-95-7825 Fax: 0587-95-6074Pub No. USER'S VOICE-V10-(1a)-400 (Jul 2013)