vsm thai version
DESCRIPTION
ผลลัพธ์สุดท้ายของการจัดการสายธารคุณค่า คือ การสร้างสรรค์แผนงานการแปลงสภาพไปสู่ลีนที่สมบูรณ์และมองเห็นได้ด้วยสายตา ทั้งยังให้ทักษะที่จำเป็นต่อการแปลงไปเป็นลีนด้วย จุดศูนย์กลางของการจัดการสายธารคุณค่าด้วย 8 ขั้นตอนในการวางแผน วาดผัง และคงรักษาการปรับปรุงแบบลีนให้ยั่งยืนนี้ คือ แผนภาพลำดับเรื่องการจัดการสายธารคุณค่า (Value Stream Management Storyboard)ผู้เขียนเน้นถึงความสำคัญของการทำให้ได้มากกว่าการไคเซ็นแบบเป็นส่วนๆ เพื่อคงรักษากระบวนการดำเนินการลีนยั่งยืน 8 ขั้นตอนในหนังสือเล่มนี้ จะให้แนวทางสำหรับการดำเนินโครงการลีนที่สมบูรณ์ ทั้งยังสนับสนุนให้คุณสร้างระบบการผลิตแบบของคุณเอง แทนที่จะใช้เพียงเครื่องมือของระบบการผลิตแบบโตโยต้า คุณจะแปลงสภาพไปสู่ลีนและสามารถคงรักษาความเป็นลีนไว้ได้หนังสือเล่มนี้ ยังรวมถึง • ภาพรวมของพื้นฐานแนวคิดแบบลีน และกรณีศึกษา• แนวทางในการสร้างแผนที่สมบูรณ์ในการแปลงสภาพไปสู่ลีน และ 8 ขั้นตอนหลักของการจัดการสายธารคุณค่า• แนวทางและรายการตรวจสอบ รวมถึงเครื่องมือประเมินระบบการผลิตแบบลีนที่ครอบคลุม • คำจำกัดความของแนวคิดและศัพท์ที่ใช้เกี่ยวกับลีน และไฟล์ข้อมูลสำหรับดาวน์โหลดTRANSCRIPT
The Holistic Operational Strategy Series on Lean Enterprise
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT
VSM_Reprint first_Edit 2.indd 1 31/7/2554 16:53:53
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
10 9 8 7 6 5 4 3 2 58 57 56 55 54
มุงสู “ลีน” ดวยการจัดการสายธารคุณคา (VALUE STREAM MANAGEMENT) :
8 ขั้นตอนในการวางแผน วาดผัง และรักษาการปรับปรุงแบบลีนใหยั่งยืน
โดย Don Tapping, Tom Luyster และ Tom Shuker
แปลโดย ดร.วิทยา สุหฤทดำรง, ยุพา กลอนกลาง และ สุนทร ศรีลังกา
Originally published in English as VALUE STREAM MANAGEMENT: Eight Steps to Planning, Mapping, and Sustaining Lean Improvements by Don Tapping, Tom Luyster and Tom Shuker. Copyright 2002 by Productivity Inc, a division of Kraus Productivity Organization, Ltd. Translation rights arranged through Productivity Press.
Thai translation rights 2007 by E.I.Square Publishing Company Limited. All rights reserved. ลิขสิทธ์ภาษาไทย : บริษัท อี.ไอ.สแควร์ พับลิชชิ่ง จำกัด แต่เพียงผู้เดียว ห้ามลอกเลียนแบบไม่ว่าส่วนหนึ่งส่วนใดของหนังสือเล่มนี้ นอกจากได้รับอนุญาตเป็นลายลักษณ์อักษร
ข้อมูลทางบรรณานุกรม
แท็ปปง, ดอน. มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า (Value Stream Management). - - กรุงเทพฯ : อี.ไอ.สแควร์ สำนักพิมพ์, 2550. 256 หน้า. 1. การจัดการธุรกิจ. 2. การวางแผนการผลิต. I. ลุยสเตอร์, ทอม, ผู้แต่งร่วม. II. ชูเกอร์, ทอม, ผู้แต่งร่วม. III. วิทยา สุหฤทดำรง, ผู้แปล. IV. ยุพา กลอนกลาง, ผู้แปลร่วม. V. สุนทร ศรีลังกา, ผู้แปลร่วม. VI. ชื่อเรื่อง. 658.4 ISBN - 13 978-974-94684-7-0
บรรณาธิการบริหาร บัญจรัตน์ สุหฤทดำรง กองบรรณาธิการ ธนกฤตา มานะสิทธิ์, ทิพย์สุคนธ์ จอกรบ, อัญชนา ตาอิน ออกแบบปก [email protected] จัดรูปเล่ม อังสนา ชิตรัตน์
ผลิตโดย อี.ไอ.สแควร์ สำนักพิมพ์ [email protected]
จัดจำหน่ายโดย : บริษัท อี.ไอ.สแควร์ พับลิชชิ่ง จำกัด เลขที่ 143/2 ซอยลาดพร้าว 94 ถนนลาดพร้าว แขวงพลับพลา เขตวังทองหลาง กรุงเทพฯ 10310 พิมพ์ที่ : บริษัท ส.เอเซียเพรส (1989) จำกัด หากมีข้อผิดพลาดเนื่องจากการพิมพ์ สามารถนำมาแลกเปลี่ยนได้ที่สำนักพิมพ์ หากต้องการซื้อจำนวนมากเพื่อใช้ในการฝึกอบรม ส่งเสริมการขาย หรือเป็นของขวัญ กรุณาสอบถามราคาพิเศษได้ ยินดีน้อมรับความคิดเห็น หรือคำติชม ติดต่อ : [email protected] โทรศัพท์ 0 2539 3373 โทรสาร 0 2539 3379 www.eisquare.com
อี.ไอ.สแควร์ สำนักพิมพ์
VSM_Reprint first_Edit 2.indd 2 31/7/2554 16:53:54
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
¤Ó¹Ó¼Ùéá»Å
ในกระแสการจัดการธุรกิจในปัจจุบันต้องยอมรับว่า กระแสของแนวคิด
แบบลีน (Lean Thinking) หรือการผลิตแบบลีน (Lean Manufacturing) มีลำดับ
ความสำคัญหรือมีความนิยมในลำดับต้นๆ จากการพัฒนาแนวความคิดของการผลิต
แบบโตโยต้า (Toyota Production System : TPS) มาสู่แนวคิดแบบลีนที่
สามารถนำไปประยุกต์ใช้กับทุกธุรกิจ แต่การนำเอาแนวคิดของการผลิตแบบลีน
ไปใช้ก็ไม่ใช่เรื่องที่ง่ายนัก หลายคนยังมีความเข้าใจไม่ถูกต้อง บ้างก็เข้าใจว่าลีนเป็น
เครื่องมือในการพัฒนาปรับปรุงการผลิตอย่างหนึ่ง หรือไม่ก็พยายามลอกเลียน
วิธีการผลิตรถยนต์ของ Toyota มาใช้กับองค์กรของตัวเอง ซึ่งก็ประสบความสำเร็จ
บ้าง ไม่ประสบความสำเร็จบ้างตามอัตภาพ
กระบวนการและขั้นตอนการนำเอาแนวคิดแบบลีนมาประยุกต์ใช้งานมีความ
ซับซ้อน และไม่ง่ายที่จะทำให้ประสบความสำเร็จและมีความยั่งยืนในการนำธุรกิจให้
อยู่รอด ขั้นตอนและกระบวนการของแนวคิดแบบลีนนั้น มีเครื่องมืออยู่หลายชนิด
และเครื่องมือที่ถือว่ามีความสำคัญในลำดับต้นๆ คือ การสร้างหรือการวาดแผนผัง
สายธารคุณค่า (Value Stream Mapping) ซึ่งเป็นเครื่องมือหลักในการเริ่มต้นการ
วิเคราะห์กระบวนการ และเป็นจุดเริ่มในการค้นหาความสูญเปล่าในกระบวนการ รวม
ทั้งเป็นจุดเริ่มในการนำเอาเครื่องมือของลีนต่างๆ มาใช้
หนังสือ มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า (Value Stream
Management) เล่มนี้ เป็นหนังสือที่นอกจากให้รายละเอียดของการวาดแผนผัง
สายธารคุณค่าแล้ว ยังให้ขั้นตอนการดำเนินโครงการลีนได้เป็นอย่างดี นับเป็นโอกาส
ดีที่ผมได้มีโอกาสนำเสนอหนังสือแปลเล่มนี้ต่อวงการธุรกิจไทย เพื่อเป็นแหล่งความรู้
สำหรบัการสรา้งพืน้ฐานทางดา้นลนี ซึง่เปน็สิง่ทีส่ำคญัมากในการสรา้งความไดเ้ปรยีบ
ในการแข่งขันในยุคปัจจุบัน
VSM_Reprint first_Edit 2.indd 3 31/7/2554 16:53:55
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
หมายเหตุ สำหรับการพิมพ์ครั้งที่ 2
หนังสือ มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า (Value Stream
Management) ได้รับการตอบรับอย่างดีจากอุตสาหกรรมไทย ผมได้รับทราบมาว่า
หลายๆ ท่านใช้ในห้องเรียนลีน เพื่อทำความเข้าใจในการวาดแผนผังการจัดการ
สายธารคุณค่า พร้อมทั้งใช้ประโยชน์จากแบบฟอร์มที่มีให้ในการดำเนินการโครงการ
ลีนขององค์กรตน ในโอกาสการพิมพ์เพิ่มครั้งนี้ ผมได้ถือโอกาสปรับปรุงเนื้อหาและ
คำผิดจากการพิมพ์ครั้งแรก และปรับเปลี่ยนไปใช้การดาวน์โหลดแบบฟอร์มที่แนะนำ
ต่างๆ จากเว็บ แทนการแนบ CD ในเล่ม
ขอขอบคุณผู้อ่านทุกท่านที่ได้ติดตามผลงานของผม และอี.ไอ. สแควร์
สำนักพิมพ์ มาโดยตลอด ผมเชื่อว่าวงการธุรกิจและอุตสาหกรรมยังต้องการองค์
ความรู้ในการจัดการสมัยใหม่อีกมาก ผมและทีมงานพร้อมที่จะเป็นสื่อที่ถ่ายทอดองค์
ความรู้ใหม่ๆ ระดับโลกสู่ท่านผู้อ่านและผู้ปฏิบัติงานในธุรกิจอุตสาหกรรมของไทย
เพื่อการพัฒนาวงการธุรกิจให้หมุนตามกระแสโลกให้ทัน
ดร.วิทยา สุหฤทดำรง
ผู้อำนวยการสถาบันวิทยาการโซ่อุปทาน
MB : 081-613-6137
VSM_Reprint first_Edit 2.indd 4 31/7/2554 16:53:55
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ภาพรวม : การจัดการสายธารคุณค่า 09 จุดประสงค์ของหนังสือเล่มนี้ 11
ต้นกำเนิดการจัดการสายธารคุณค่า 11
ใครควรอ่านหนังสือเล่มนี้? 12
ลักษณะการเรียนรู้ 13
เกริ่นนำ : กระบวนการการจัดการสายธารคุณค่า 15 แผนภาพลำดับเรื่องของการจัดการสายธารคุณค่า 16
ทำไมต้องใช้การจัดการสายธารคุณค่า? 17
คุณลักษณะของการจัดการสายธารคุณค่า 21
เน้นที่บุคลากรก่อน 24
หลักการสำคัญของลีน 25
ขั้นตอนที่ 1 มุ่งมั่นสู่ “ลีน” 28 ฝ่ายบริหาร “ผลัก” หรือพนักงาน “ดึง”? 29
“การส่งลูก” สื่อสาร 2 ทาง 30
กิจกรรมการจัดการหลัก 31
ลงทุนกับบุคลากร 39
“ทุกข์” ในระยะสั้น “สุข” ในระยะยาว 41
ใช้ “ลีน” เปลี่ยน “วัฒนธรรมทางธุรกิจ” 43
รายการตรวจสอบถึง “ความมุ่งมั่น” 44
ÊÒÃºÑ ญ
VSM_Reprint first_Edit 2.indd 5 31/7/2554 16:53:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 2 เลือกสายธารคุณค่า 52 สายธารคุณค่าคืออะไร? 52
เลือกสายธารคุณค่าเพื่อปรับปรุง 53
ข้อพินิจเพิ่มเติมกรณีเลือกสายธารคุณค่า 58
ขั้นตอนที่ 3 เรียนรู้เรื่องลีน 64 การฝึกอบรมและการปฏิบัติ - ทำอย่างสมดุล 64
แผนการฝึกอบรม 66
แนวคิดหลักของลีน 69
3 ขั้นตอนในการประยุกต์ใช้ลีน :
ความต้องการของลูกค้า การไหล และการปรับเรียบการผลิต 80
ขั้นความต้องการของลูกค้า 81
ขั้นการไหล 94
ขั้นการปรับเรียบการผลิต 115
การบ่งชี้สภาวะที่ไม่ได้เป็นลีน 123
ขั้นตอนที่ 4 วาดแผนผังสถานะปัจจุบัน 128 การวาดแผนผังสายธารคุณค่า 128
วิธีการวาดแผนผังสถานะปัจจุบัน 133
บทสรุปขั้นที่ 4 148
ขั้นตอนที่ 5 บ่งชี้มาตรวัดแบบลีน 154 มาตรวัดแบบลีน : มาตรวัดพื้นฐาน 155
ขั้นตอนการบ่งชี้มาตรวัดแบบลีน 158
หัวข้ออภิปรายที่ช่วยในการระบุความสูญเปล่า 165
การประเมินระบบการผลิตแบบลีน 167
VSM_Reprint first_Edit 2.indd 6 31/7/2554 16:53:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต 172 เริ่มต้นวาดแผนผังสถานะอนาคต 173
ขั้นที่ 1 : มุ่งเน้นไปที่ความต้องการของลูกค้า 177
ขั้นที่ 2 : มุ่งเน้นไปที่การไหล 191
ขั้นที่ 3 : มุ่งเน้นไปที่การปรับเรียบ 202
ทำไมการรักษา Takt Image ไว้ จึงมีความสำคัญ 215
บทสรุปของขั้นตอนที่ 6 216
ขั้นตอนที่ 7 : จัดทำแผนงานไคเซ็น 220 ขั้นตอนการทำ “ไคเซ็น” ในสายธารคุณค่า 221
สรุปผลการวางแผน 227
เตรียมตัวนำไปปฏิบัติ 227
ขั้นตอนที่ 8 นำแผนงานไคเซ็นไปใช้ 232 คำแนะนำสำหรับการรับมือกับความเปลี่ยนแปลง 232
บทสรุป 235
อภิธานศัพท์ 236
หนังสืออ้างอิง 244
เกี่ยวกับผู้เขียน 248
เกี่ยวกับผู้เแปล 249
VSM_Reprint first_Edit 2.indd 7 31/7/2554 16:53:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มีความแตกต่างระหว่าง การทำลีน (Doing Lean) และ การเป็นลีน
(Being Lean )
แล้วความหมายที่แท้จริงใน การเป็นลีนคืออะไร?
ในปี 1990 James Womack และ Daniel Roos ได้คิดคำว่า ระบบการ
ผลิตแบบลีน (Lean Production) ขึ้นในหนังสือของพวกเขาที่ชื่อว่า The
Machine that Changed the World ระบบการผลิตแบบลีน (Lean Production
หรือที่เรียกกันว่า Lean Manufacturing หรือแค่ Lean) จะพูดถึงกระบวนทัศน์
ของการผลิต (Manufacturing Paradigm) ที่ยึดตามเป้าหมายพื้นฐานของ ระบบ
การผลิตแบบโตโยต้า (Toyota Production System : TPS) เป็นหลัก ซึ่งก็คือ
การลดความสูญเปล่าให้เหลือน้อยที่สุดเพื่อให้เกิดการไหลสูงสุดอย่างต่อเนื่อง
ในการกลายเป็นลีนนั้น คุณต้องเปลี่ยนแปลงกรอบความคิด (Mind-
set) ของคุณเอง ต้องเรียนรู้ที่จะมองความสูญเปล่าด้วย “ตาดวงใหม่” ต้อง
ตระหนักให้มากขึ้นอย่างต่อเนื่องว่า สิ่งใดก่อให้เกิดความสูญเปล่าที่แท้จริง
และพยายามกำจัดออกไปเสีย
แม้องค์กรอุตสาหกรรมการผลิตจำนวนมากจะตระหนักถึงความสำคัญ
ของการเปลี่ยนองค์กรให้กลายเป็นลีน แต่หลายๆ องค์กรก็กำลัง “ทำลีน” โดยที่
ไม่มีวันจะ “กลายเป็นลีน” ได้ โดยทั่วไปแล้ว องค์กรต่างๆ จะทำการปรับปรุง
บ้างเป็นระยะๆ แต่ไม่เชื่อมโยงการปรับปรุงเข้ากับกลยุทธ์โดยรวม
หนังสือเล่มนี้จะแสดงให้คุณได้เห็นถึงวิธีการเชื่อมโยงนี้ด้วยการใช้
เครื่องมือที่ได้รับการพิสูจน์แล้วว่าใช้ได้จริง ยิ่งคุณใช้เครื่องมือเหล่านี้ในการทำ
ให้กลายเป็นลีนมากเท่าไร ก็จะยิ่งเป็นการสร้างการปรับปรุงอย่างยั่งยืนให้กับ
องค์กรมากขึ้นเท่านั้น
ภาพรวม : การจัดการสายธารคุณค่า
VSM_Overview_Edit 2.indd 9 31/7/2554 16:59:53
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT10
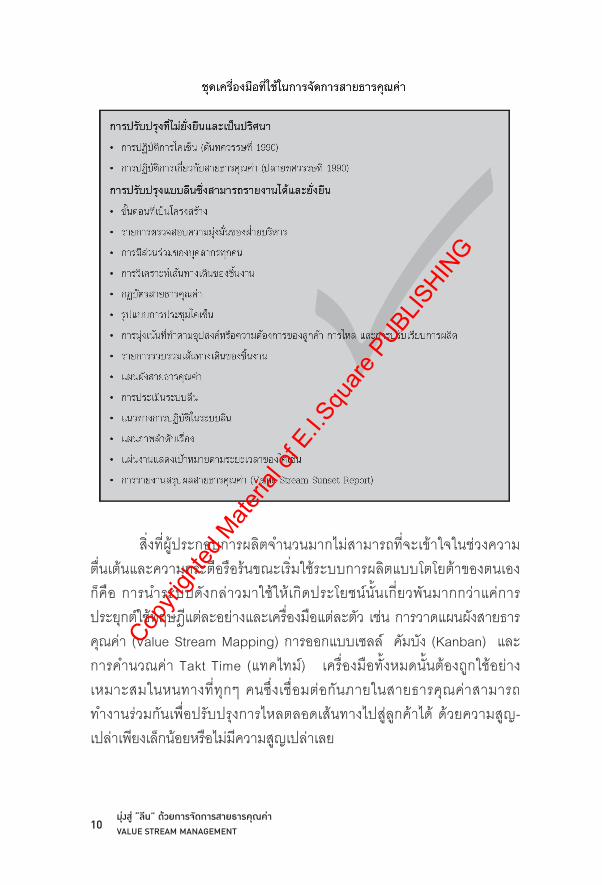
สิ่งที่ผู้ประกอบการผลิตจำนวนมากไม่สามารถที่จะเข้าใจในช่วงความ
ตื่นเต้นและความกระตือรือร้นขณะเริ่มใช้ระบบการผลิตแบบโตโยต้าของตนเอง
ก็คือ การนำระบบดังกล่าวมาใช้ให้เกิดประโยชน์นั้นเกี่ยวพันมากกว่าแค่การ
ประยุกต์ใช้ทฤษฎีแต่ละอย่างและเครื่องมือแต่ละตัว เช่น การวาดแผนผังสายธาร
คุณค่า (Value Stream Mapping) การออกแบบเซลล์ คัมบัง (Kanban) และ
การคำนวณค่า Takt Time (แทคไทม์) เครื่องมือทั้งหมดนั้นต้องถูกใช้อย่าง
เหมาะสมในหนทางที่ทุกๆ คนซึ่งเชื่อมต่อกันภายในสายธารคุณค่าสามารถ
ทำงานร่วมกันเพื่อปรับปรุงการไหลตลอดเส้นทางไปสู่ลูกค้าได้ ด้วยความสูญ-
เปล่าเพียงเล็กน้อยหรือไม่มีความสูญเปล่าเลย
VSM_Overview_Edit 2.indd 10 31/7/2554 16:59:53
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ภาพรวม 11
จุดประสงค์ของหนังสือเล่มนี้
หนังสือเล่มนี้คือคู่มือที่จะช่วยให้คุณสามารถบูรณาการเครื่องมือต่างๆ
ที่กล่าวไว้ข้างต้นนั้นให้เข้ากับความพยายามของคุณที่จะปรับปรุงแบบการผลิต
แบบลีนได้โดยทันที โดยได้จัดเตรียมวิธีการสำหรับการจัดการกับกระบวนการ
การแปลงสภาพไปสู่ลีนอย่างมีประสิทธิผล เพื่อสร้างสรรค์วิสาหกิจที่มีทั้งการ
เรียนรู้อย่างต่อเนื่องควบคู่ไปกับการปรับปรุงอย่างต่อเนื่อง
จุดประสงค์ของหนังสือเล่มนี้มี 2 ข้อ ดังนี้ :
เพื่อทำให้แนวคิดแบบลีนเบื้องต้นในเรื่องอุปสงค์หรือความต้องการ
ของลูกค้า การไหล และการปรับเรียบ ซึ่งคุณจะนำไปประยุกต์ใช้ในการทำให้
แผนการทำลีนของคุณบรรลุผลนั้น เข้าใจได้ง่ายขึ้น
เพื่อสาธิตกระบวนการแบบลีนโดยรวมที่จะช่วยให้คุณทำงานได้เร็ว
ขึ้น มีการประสานงาน และที่สำคัญที่สุดคือ ทำให้ความพยายามของคุณคงอยู่ได้
อย่างยั่งยืนและมั่นใจได้ว่าทุกๆ คนอยู่ที่จุดเดียวกัน กระบวนการทั้ง 8 ขั้นตอนนี้
เรียกว่า การจัดการสายธารคุณค่า
ต้นกำเนิดการจัดการสายธารคุณค่า
การจัดการสายธารคุณค่า (Value Stream Management) เป็น
กระบวนการในการวางแผนและการเชื่อมโยงโครงการริเริ่ม “ลีน” ที่ผ่านการ
รวบรวมและวิเคราะห์ข้อมูลอย่างเป็นระบบ การจัดการสายธารคุณค่าคือการ
สังเคราะห์วิธีปฏิบัติที่ดีที่สุด (Best Practice) ของบริษัทชั้นนำของโลก
500 แห่งแรกที่ถูกจัดอันดับโดยนิตยสารฟอร์จูน (Fortune 500) ซึ่งไม่เพียง
แต่สามารถนำการผลิตแบบลีนไปปฏิบัติได้อย่างประสบผลสำเร็จเท่านั้น แต่
ยังคงรักษาการปฏิบัติเหล่านั้นไว้ได้ด้วย หน่วยงานภายในบริษัท เช่น Daimler-
Chrysler, Eaton Aerospace, Delphi Automotive, NUMMI (New United
Motor Manufacturing Inc. บริษัทร่วมทุนระหว่าง GM และ Toyota ก่อตั้ง
ในปี 1984 - ผู้แปล), Thedford Corporation และ Wiremold Inc. เหล่านี้
มีการวางแผนงาน การจัดการ การนำลีนไปใช้ได้อย่างบรรลุผล และคงรักษา
VSM_Overview_Edit 2.indd 11 31/7/2554 16:59:53
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT12
การปรับปรุงการผลิตแบบลีนให้ยั่งยืน การประยุกต์ใช้กระบวนการการจัดการ
สายธารคุณค่าตามที่ได้แนะนำไว้ในหนังสือเล่มนี้ จะช่วยให้บริษัทใดๆ ก็ตาม
สามารถปรับปรุงกระบวนการผลิตอย่างมีนัยสำคัญได้
แน่นอนทีเดียวว่า เราจะต้องยกความดีความชอบอันยิ่งใหญ่นี้ให้แก่
บริษัท Toyota Motor สำหรับความมีน้ำใจในการแบ่งปันกลยุทธ์การปรับปรุง
การผลิตระดับโลกนี้ให้ ผู้ผลิตหลายรายไม่เพียงแค่ได้เรียนรู้เป็นอย่างมากจาก
การปฏิบัติแบบ Toyota ผ่านการซึมซับบทเรียนที่น่าสนใจซึ่งได้เรียนรู้จากบริษัท
ที่เอ่ยนามข้างต้น (รวมถึงบริษัทอื่นๆ ด้วย) และด้วยการสนับสนุนจากศูนย์
สนับสนุนผู้จัดส่งวัตถุดิบของโตโยต้า (Toyota Supplier Support Center :
TSSC) เท่านั้น แต่ยังได้นำระบบไปปรับใช้เพื่อให้ได้ตามความต้องการเฉพาะ
แบบที่เกิดขึ้นภายในสภาพแวดล้อมของบริษัทเหล่านั้นเองด้วย
ใครควรอ่านหนังสือเล่มนี้?
หนังสือเล่มนี้เขียนขึ้นมาสำหรับผู้ที่มีความเข้าใจและมีประสบการณ์
เกี่ยวกับลีนหลากหลายระดับ หากคุณเพิ่งเริ่มต้นเรียนรู้เกี่ยวกับลีน หนังสือ
เล่มนี้จะสอนวิธีเพิ่มพูนความพยายามในการก้าวสู่ลีนในอนาคตของคุณให้ดี
ขึ้น แต่หากคุณเคยเข้าร่วมสัมมนาเชิงปฏิบัติการหรือจำลองสถานการณ์ เคย
อ่านงานเขียน หรือเคยมีส่วนร่วมกับทีมปรับปรุงงานด้วยแนวคิดแบบลีนมา
บ้าง หนังสือเล่มนี้ก็จะเปลี่ยนวิธีการเข้าสู่การกลายเป็นลีนของคุณได้
หนังสือเล่มนี้เขียนขึ้นเพื่อผู้อ่าน 2 กลุ่มที่มีความต้องการที่เฉพาะเจาะจง
ได้แก่ :
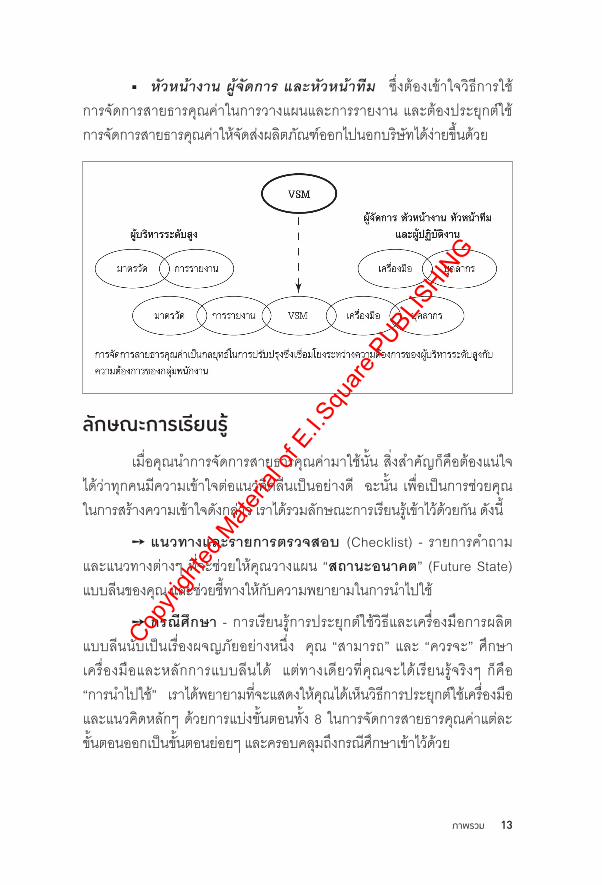
ผู้บริหารระดับสูง ซึ่งต้องเข้าใจกระบวนการการจัดการสายธาร
คุณค่าและเชื่อมั่นในกระบวนการนั้นก่อนที่จะประยุกต์ใช้ภายในองค์กร การ
จัดการสายธารคุณค่าได้ตระเตรียมโครงสร้างที่จำเป็นสำหรับการมุ่งมั่นสู่ลีน
พร้อมด้วยเครื่องมือติดต่อสื่อสารสำหรับผู้อ่านกลุ่มนี้ นั่นคือ แผนภาพลำดับ
เรื่องของการจัดการสายธารคุณค่า (Value Stream Management Story-
board) ที่จะช่วยให้สามารถตอบสนองความต้องการได้ เพื่อการรายงานและ
มาตรวัดผล (Metrics) ที่มีประสิทธิผล
VSM_Overview_Edit 2.indd 12 31/7/2554 16:59:53
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ภาพรวม 13
หัวหน้างาน ผู้จัดการ และหัวหน้าทีม ซึ่งต้องเข้าใจวิธีการใช้
การจัดการสายธารคุณค่าในการวางแผนและการรายงาน และต้องประยุกต์ใช้
การจัดการสายธารคุณค่าให้จัดส่งผลิตภัณฑ์ออกไปนอกบริษัทได้ง่ายขึ้นด้วย
ลักษณะการเรียนรู้
เมื่อคุณนำการจัดการสายธารคุณค่ามาใช้นั้น สิ่งสำคัญก็คือต้องแน่ใจ
ได้ว่าทุกคนมีความเข้าใจต่อแนวคิดลีนเป็นอย่างดี ฉะนั้น เพื่อเป็นการช่วยคุณ
ในการสร้างความเข้าใจดังกล่าว เราได้รวมลักษณะการเรียนรู้เข้าไว้ด้วยกัน ดังนี้
แนวทางและรายการตรวจสอบ (Checklist) - รายการคำถาม
และแนวทางต่างๆ ที่จะช่วยให้คุณวางแผน “สถานะอนาคต” (Future State)
แบบลีนของคุณ และช่วยชี้ทางให้กับความพยายามในการนำไปใช้
กรณีศึกษา - การเรียนรู้การประยุกต์ใช้วิธีและเครื่องมือการผลิต
แบบลีนนับเป็นเรื่องผจญภัยอย่างหนึ่ง คุณ “สามารถ” และ “ควรจะ” ศึกษา
เครื่องมือและหลักการแบบลีนได้ แต่ทางเดียวที่คุณจะได้เรียนรู้จริงๆ ก็คือ
“การนำไปใช้” เราได้พยายามที่จะแสดงให้คุณได้เห็นวิธีการประยุกต์ใช้เครื่องมือ
และแนวคิดหลักๆ ด้วยการแบ่งขั้นตอนทั้ง 8 ในการจัดการสายธารคุณค่าแต่ละ
ขั้นตอนออกเป็นขั้นตอนย่อยๆ และครอบคลุมถึงกรณีศึกษาเข้าไว้ด้วย
VSM_Overview_Edit 2.indd 13 31/7/2554 16:59:54
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT14
ดาวน์โหลด - คุณสามารถดาวน์โหลดแบบฟอร์มที่เป็นประโยชน์
และแผ่นงาน (Worksheets) ที่ช่วยเสริมเพิ่มเติมให้มากกว่า 24 แบบได้จาก
เว็บไซต์ http://publishing.eisquare.com/download (ผู้ใช้ = 9468470
รหัสผ่าน = EI-0021) จะมีการใช้ไอคอนรูป “ดาวน์โหลด” ตลอดทั้งเล่ม เพื่อ
แสดงให้รู้ว่าเมื่อใดที่คุณควรจะใช้แบบฟอร์มที่ให้เพิ่มเติมมา
การประเมินระบบการผลิตแบบลีน (Lean Manufacturing
Assessment) - ในไฟล์ที่สามารถดาวน์โหลดได้ยังได้รวมการประเมินระบบการ
ผลิตแบบลีนไว้ ซึ่งจะช่วยให้คุณได้ภาพสถานะปัจจุบัน (Current State) ของ
องค์กรของคุณได้อย่างรวดเร็ว และรับรู้ในภาพกว้างได้ว่าตอนนี้คุณอยู่ที่ไหน
และต้องการอะไรเพื่อให้บรรลุผลสู่การกลายเป็นลีน การทำการประเมินระบบ
การผลิตแบบลีนจะช่วยคุณแยกแยะโอกาสต่างๆ ที่เหมาะในการปรับปรุงและ
แนะมาตรวัดที่ใช้ผลักดันการแปลงสภาพไปสู่ลีน
อภิธานศัพท์ - ในอภิธานศัพท์คุณจะพบนิยามและแนวคิดที่เกี่ยว-
กับลีนทั่วๆ ไปซึ่งใช้อยู่ในหนังสือนี้ตลอดทั้งเล่ม
หนังสืออ้างอิง - ส่วนท้ายของหนังสือนี้ได้รวบรวมหนังสืออ้างอิงที่
ดีเยี่ยมซึ่งเกี่ยวกับแนวคิดพื้นฐานและเครื่องมือที่เกี่ยวกับลีนให้ไว้
เนื้อหาต่างๆ ในหนังสือเล่มนี้ยังได้ถูกดัดแปลงไปเป็นโปรแกรมการ
ฝกฝนแบบวีดิโอ โดยใช้ชื่อว่า Value Stream Management : Eight Steps
to Planning, Mapping and Sustaining Lean Improvement ซึ่งได้มีการ
ออกแบบอย่างรอบคอบ เพื่อเป็นแนวทางให้ทีมทำงานหลักของคุณสามารถ
ผ่านกระบวนการการจัดการสายธารคุณค่าไปได ้ โดยการดึงดูดใจพนักงานให้มี
ความกระตือรือร้นในการเรียนรู้มากยิ่งขึ้น
เราเชื่อว่า คุณจะพบว่าหนังสือเล่มนี้เป็นเครื่องมือที่จำเป็นสำหรับ
การศึกษาและใช้เป็นแหล่งอ้างอิงได้เมื่อคุณก้าวหน้าในการแปลงสภาพไปสู่ลีน
VSM_Overview_Edit 2.indd 14 31/7/2554 16:59:54
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
เกริ่นนำ:กระบวนการการจัดการ สายธารคุณค่า
เราจะพบคำตอบของคำถามเหล่านี้และอีกมากมายในขณะที่คุณผ่าน
การวิเคราะห์และการประยุกต์ใช้กระบวนการการจัดการสายธารคุณค่า
(Value Stream Management Process) อย่างละเอียด หลายๆ องค์กรได้นำ
การจัดการสายธารคุณค่าไปใช้กับกระบวนการส่วนหนึ่งไปแล้ว แต่มีเพียงบาง
องค์กรที่ได้ริเริ่มหรือทุ่มเวลาไปกับการนำการจัดการสายธารคุณค่าไปใช้ให้
ครบสมบูรณ์ตลอดทั่วทั้งกระบวนการ ซึ่งส่งผลให้มีองค์กรเพียงไม่มากนัก
ที่สร้างระบบการผลิตแบบลีนแบบยั่งยืนได้
การจัดการสายธารคุณค่าเป็นกระบวนการสำหรับวางแผนและเชื่อม-
โยงโครงการริเริ่มระบบลีนผ่านการรวบรวมและวิเคราะห์ข้อมูลอย่างเป็นระบบ
ทั้งนี้ การจัดการสายธารคุณค่าประกอบด้วย 8 ขั้นตอน คือ
1. มุ่งมั่นสู่ลีน
2. เลือกสายธารคุณค่า
3. เรียนรู้เรื่องลีน
เราควรเริ่มต้นจากที่ใด? ในการทำลีนของเรา เราไปถึงไหนแล้ว?
ทำไมปนีีเ้รายงัดเูหมอืนไมม่คีวามคบืหนา้มากขึน้ไปกวา่ปกีอ่นเลย?
เราได้วาดแผนผังสายธารคุณค่าแล้ว แต่ทำไมเราจึงยังทำอะไรกับ
สิ่งนีไ้ด้ไม่มากนัก?
เกิดอะไรขึ้นกับทีมลีนที่เริ่มงานมาตั้งแต่เมื่อครึ่งปีก่อน?
เราไดท้ำไคเซน็แบบสายฟา้แลบ แตท่ำไมเรายงัไมเ่หน็การปรบัปรงุ
ครั้งใหญ่ใดๆ เลย?
VSM_Reprint Intro_Edit 2.indd 15 31/7/2554 17:16:32
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่“ลีน”ด้วยการจัดการสายธารคุณค่า
VALUESTREAMMANAGEMENT16
4. วาดแผนผังสถานะปัจจุบัน
5. กำหนดมาตรวัดแบบลีน
6. วาดแผนผังสถานะอนาคต
7. จัดทำแผนงานไคเซ็น
8. นำแผนงานไคเซ็นไปใช้
การจัดการสายธารคุณค่ามิได้เป็นเพียงแค่เครื่องมือในการจัดการ
เท่านั้น แต่ยังเป็น “กระบวนการ” ในการวางแผนเพื่อการปรับปรุงที่ได้รับการ
พิสูจน์แล้วว่าจะช่วยให้บริษัทของคุณ “กลายเป็นลีน” ได้จริง
แผนภาพลำดับเรื่องของการจัดการสายธารคุณค่า
กระบวนการการจัดการสายธารคุณค่าใช้แผนภาพลำดับเรื่อง (Story-
board) ในการทำงาน ซึ่งเป็นเครื่องมือที่มีประสิทธิภาพมาก แผนภาพลำดับเรื่อง
คือ โครงร่างงานขนาดเท่ากระดาษโปสเตอร์สำหรับบรรจุข้อมูลหลักทั้งหมดที่ใช้
ในการวางแผนเพื่อการนำระบบลีนไปใช้ เรามีตัวอย่างแผนภาพลำดับเรื่องฉบับ
เปล่าและฉบับที่มีข้อมูลจากกรณีศึกษาไว้ให้ดาวน์โหลดด้วย ทีมงานของคุณ
จะต้องใส่ข้อมูลและแผนผังสายธารคุณค่าลงบนแผนภาพลำดับเรื่องนี้ เพื่อจัด
ทำเอกสารที่แสดงว่าคุณได้ทำอะไรไปบ้างและแผนงานที่จะทำคืออะไร สำหรับ
การนำไปใช้งานร่วมกัน
เพื่อเป็นการสาธิต เราจะแสดงข้อมูลเติมเข้าไปในแผนภาพลำดับเรื่องใน
แต่ละขั้นตอนของทั้ง 8 ขั้นตอนนั้น ในทางปฏิบัติ หลายๆ ทีมจะพบว่า
การจัดทำแผนภาพลำดับเรื่องในระหว่างขั้นตอนที่ 7 นั้นง่ายขึ้น ซึ่งจะใช้เป็น
เอกสารในการทบทวนของฝ่ายบริหาร คุณสามารถปรับเปลี่ยนและใช้แผนภาพ
ลำดับเรื่องในรูปแบบที่ทีมงานของคุณจะสามารถทำงานได้อย่างมีประสิทธิผล
มากที่สุด
เครื่องมือแผนภาพลำดับเรื่องนี้คือเหตุผลสำคัญว่าเหตุใดการจัดการ
สายธารคุณค่าถึงได้เป็นเส้นทางที่มีประสิทธิผลในการไปสู่ลีน ในวิสาหกิจ
แบบลีนที่แท้จริงนั้น ทั้งวัสดุและสารสนเทศจะไหลอย่างอิสระ การจัดการ
VSM_Reprint Intro_Edit 2.indd 16 31/7/2554 17:16:32
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
เกริ่นนำ:
กระบวนการการจัดการสายธารคุณค่า17
ด้วยสายตา (Visual Management) จะทำให้แน่ใจได้ว่าทุกคนรู้เป้าหมายของ
องค์กรและมีสารสนเทศทั้งหมดให้แก่ผู้ที่ต้องการ ซึ่งจะสามารถเข้าถึงได้ง่าย เพื่อ
ให้การทำงานมีประสิทธิผลมากที่สุดเท่าที่จะเป็นไปได้ ที่ Toyota จะมีการใช้
แผนภาพลำดับเรื่องจนเป็นเรื่องปกติเนื่องจากเหตุผลนี้เอง แผนภาพลำดับเรื่อง
ช่วยให้พนักงานเห็นและเข้าใจ “ภาพใหญ่” และมีความเชื่อมั่นอย่างเต็มที่ใน
กลยุทธ์โดยรวม
แม้ว่าเราจะได้แนะนำให้คุณใช้เครื่องมือแผนภาพลำดับเรื่อง แต่เรา
ก็ยังได้รวมรูปแบบในการติดต่อสื่อสารอีกทางเลือกหนึ่งสำหรับการรายงาน
และวางแผนการปรับปรุงของคุณไว้ให้ด้วย ซึ่งมีการใช้โดยทั่วไปในหลายๆ องค์กร
นั่นคือ “ชุด” เอกสารที่ครอบคลุมถึงกฎบัตรของทีม (Team Charter) แบบฟอร์ม
ข้อมูลการประชุม รายงานสถานะ (Status Report) และรายงานสรุปผล (Sunset
Report) ที่สัมพันธ์กับกระบวนการการจัดการสายธารคุณค่า
ทำไมต้องใช้การจัดการสายธารคุณค่า?
การวาดแผนผังสายธารคุณค่าได้กลายมาเป็นวิธีที่ได้รับความนิยม
ล่าสุดในการปรับปรุงการผลิต นี่เป็นเรื่องที่น่าตื่นเต้น เพราะว่าแผนผังสายธาร
คุณค่าเป็นส่วนสำคัญที่ทำให้แผนภาพลำดับเรื่องเป็นรูปแบบที่ดีเยี่ยมสำหรับการ
จัดการด้วยสายตา อย่างไรก็ตาม การวาดแผนผังเพียงอย่างเดียวนั้นยัง
ไม่เพียงพอ หากปราศจากความเข้าใจในหลักการของการผลิตแบบลีนเป็น
อย่างดีแล้ว การวาดแผนผังก็จะไม่สามารถนำองค์กรเข้าไปใกล้เคียงกับการ
ลดความสูญเปล่าให้เหลือน้อยที่สุดได้มากขึ้น และไม่สามารถทำให้บรรลุผล
ได้ดีเยี่ยมกว่าการปฏิบัติการไคเซ็นที่เคยทำมาก่อนในช่วงต้นจนถึงช่วงกลาง
ทศวรรษที่ 1990 ขณะที่ผู้ผลิตหลายรายตระหนักถึงผลประโยชน์ของการกลาย
เป็นลีนอย่างรวดเร็ว แต่มีเพียงไม่กี่รายเท่านั้นที่เข้าใจอย่างแท้จริงถึงสิ่งที่ความ
พยายามในโครงการลีนทำให้เกิดขึ้น
VSM_Reprint Intro_Edit 2.indd 17 31/7/2554 17:16:32
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่“ลีน”ด้วยการจัดการสายธารคุณค่า
VALUESTREAMMANAGEMENT18
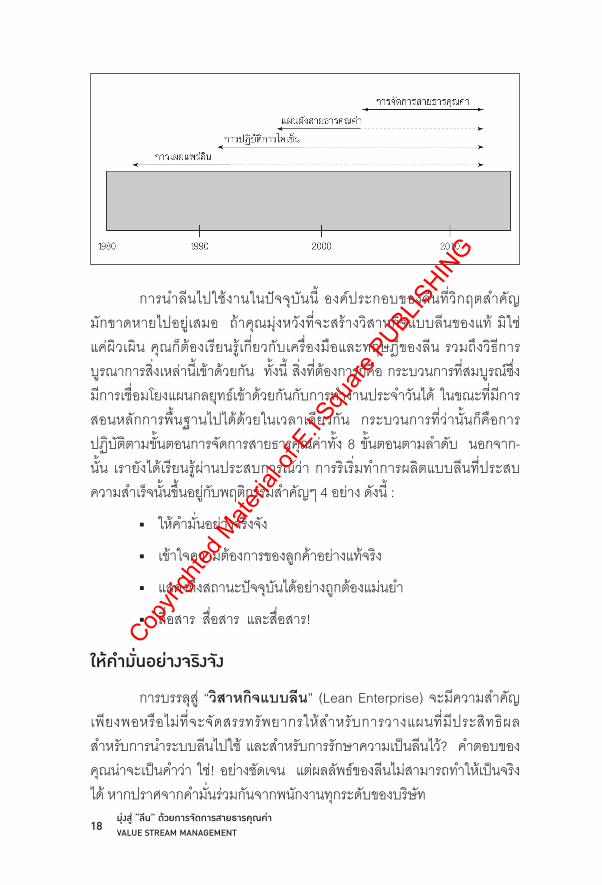
การนำลีนไปใช้งานในปัจจุบันนี้ องค์ประกอบของลีนที่วิกฤตสำคัญ
มักขาดหายไปอยู่เสมอ ถ้าคุณมุ่งหวังที่จะสร้างวิสาหกิจแบบลีนของแท้ มิใช่
แค่ผิวเผิน คุณก็ต้องเรียนรู้เกี่ยวกับเครื่องมือและทฤษฎีของลีน รวมถึงวิธีการ
บูรณาการสิ่งเหล่านี้เข้าด้วยกัน ทั้งนี้ สิ่งที่ต้องการก็คือ กระบวนการที่สมบูรณ์ซึ่ง
มีการเชื่อมโยงแผนกลยุทธ์เข้าด้วยกันกับการทำงานประจำวันได้ ในขณะที่มีการ
สอนหลักการพื้นฐานไปได้ด้วยในเวลาเดียวกัน กระบวนการที่ว่านั้นก็คือการ
ปฏิบัติตามขั้นตอนการจัดการสายธารคุณค่าทั้ง 8 ขั้นตอนตามลำดับ นอกจาก-
นั้น เรายังได้เรียนรู้ผ่านประสบการณ์ว่า การริเริ่มทำการผลิตแบบลีนที่ประสบ
ความสำเร็จนั้นขึ้นอยู่กับพฤติกรรมสำคัญๆ 4 อย่าง ดังนี้ :
ให้คำมั่นอย่างจริงจัง
เข้าใจความต้องการของลูกค้าอย่างแท้จริง
แสดงถึงสถานะปัจจุบันได้อย่างถูกต้องแม่นยำ
สื่อสาร สื่อสาร และสื่อสาร!
ให้คำมั่นอย่างจริงจัง
การบรรลุสู่ “วิสาหกิจแบบลีน” (Lean Enterprise) จะมีความสำคัญ
เพียงพอหรือไม่ที่จะจัดสรรทรัพยากรให้สำหรับการวางแผนที่มีประสิทธิผล
สำหรับการนำระบบลีนไปใช้ และสำหรับการรักษาความเป็นลีนไว้? คำตอบของ
คุณน่าจะเป็นคำว่า ใช่! อย่างชัดเจน แต่ผลลัพธ์ของลีนไม่สามารถทำให้เป็นจริง
ได้ หากปราศจากคำมั่นร่วมกันจากพนักงานทุกระดับของบริษัท
VSM_Reprint Intro_Edit 2.indd 18 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
เกริ่นนำ:
กระบวนการการจัดการสายธารคุณค่า19
ทั้งนี้ เนื่องจากการมอบหมายให้บุคคลหนึ่งบุคคลใดเป็นผู้รับผิดชอบ
ในการริเริ่มระบบลีนและจัดทำการปฏิบัติการไคเซ็นหรือวาดแผนผังสายธาร
คุณค่าขึ้นมานั้นยังไม่เพียงพอ คุณต้องปลุกเร้าความปรารถนาที่จะปรับปรุงให้
แผ่ไปกระตุ้นกิจกรรมอื่นๆ ทั้งหมดด้วย ยิ่งมีคนเชื่อถือและมีคนทำมากเท่าไร
ก็จะยิ่งมีคนเชื่อถือและมีคนทำมากขึ้นเท่านั้น แนวทางและคำมั่นเพื่อการก้าว
สู่ลีนจะต้องทำขึ้นอย่างจริงใจและต้องเริ่มต้นจากผู้บริหารระดับสูง เนื่องจาก
จะไม่มีเครื่องมือ ไม่มีวิธีการ หรือไม่มีแม้แต่กระบวนการใดเพียงอย่างเดียว
ที่จะทำให้คุณก้าวไปสู่ลีนได้ นอกเสียจากจะมาจากการ “สมหวัง” ในความ
ปรารถนาอยากเป็นลีน! แน่นอนว่า การให้คำมั่นและการรักษาคำมั่นให้ยั่งยืน
เพื่อการแปลงสภาพไปสู่ลีนนั้นเป็นเรื่องสำคัญที่จะต้องผ่านไปให้ได้ตลอดทั้ง
กระบวนการการจัดการสายธารคุณค่า แต่เรื่องนี้ได้เน้นอยู่ในขั้นตอนที่ 1 และ
ในขั้นตอนที่ 8
เข้าใจความต้องการของลูกค้าอย่างแท้จริง
ปริมาณความต้องการสินค้าของลูกค้าที่แปรผันมิใช่เหตุผลที่จะหลีก-
เลี่ยงการนำลีนจริงๆ มาใช้ปฏิบัติ ด้วยว่านั่นเป็นเพียงข้ออ้างเท่านั้น ก็แค่
อาจต้องทำงานมากขึ้นกว่าที่คาดไว้เล็กน้อย แต่คุณก็จะสามารถเข้าใจใน
ความต้องการของลูกค้าและนำมารวมเข้าไว้ในกระบวนการลีนของคุณได้ด้วย
การวิเคราะห์ความต้องการของลูกค้าเป็นข้อควรคำนึงที่สำคัญอย่างยิ่ง โดย
เฉพาะเมื่อคุณจะเลือกสายธารคุณค่าเป้าหมาย (ขั้นตอนที่ 2) วาดแผนผัง
แสดงสถานะปัจจุบัน (ขั้นตอนที่ 4) และวาดแผนผังสถานะอนาคต (ขั้นตอนที่ 6)
VSM_Reprint Intro_Edit 2.indd 19 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่“ลีน”ด้วยการจัดการสายธารคุณค่า
VALUESTREAMMANAGEMENT20
แสดงถึงสถานะปัจจุบันได้อย่างถูกต้องแม่นยำ
ก่อนที่คุณจะเริ่มนำระบบลีนมาใช้ คุณต้องทราบถึงสิ่งที่คุณกำลังทำ
อยู่ในปัจจุบัน ในบรรดาเรื่องเกี่ยวกับรอบเวลา (Cycle Time) การสื่อสารใน
กระบวนการ มาตรฐานการทำงานของพนักงาน กำลังการผลิตของเครื่องจักร/
อุปกรณ์ และอื่นๆ อย่างครบถ้วน เพียงแค่ความเข้าใจเงื่อนไขต่างๆ ในสถานะ
ปัจจุบันอย่างทะลุปรุโปร่งเท่านั้น คุณก็สามารถที่จะสร้างสถานะอนาคตและ
วางแผนวิธีการนำลีนมาใช้ได้
แผนผังสถานะปัจจุบัน (Current-state Map) คือ ภาพของสภาวะ
ตา่งๆ ณ เวลาใดเวลาหนึง่ การจดัทำแผนผงัเชน่นีอ้าจตอ้งการทมีงานทีเ่กีย่วขอ้ง
มาร่วมกันทำงานทั้งวัน และจำไว้ว่า นี่แค่เป็นการเห็นสถานะ “ปัจจุบัน”
และอย่าประเมินค่ากระบวนการที่สำคัญนี้ต่ำเกินไปเด็ดขาด! ถึงแม้ว่าคุณ
อาจอยากข้ามไปสร้างสถานะอนาคตเลยก็ตาม ก็ต้องระวังเกี่ยวกับเรื่องสมมติ-
ฐานที่คุณอาจต้องสร้างขึ้นมาด้วย ถ้าคุณไม่ได้แสดงสถานะปัจจุบันไว้อย่าง
ถูกต้องแม่นยำแล้ว คุณก็จะมีปัญหาใหญ่หากนำระบบมาใช้ในภายหลังอย่าง
แนน่อน ฉะนัน้ ตอ้งทำใหถ้กูตอ้งและแมน่ยำ! อยา่รบีเรง่รวบรวมขอ้มลูสารสนเทศ
เหล่านี้
ข้ออ้างทั่วไปในการไม่นำลีนมาใช้
“ความต้องการของลูกค้าของเราซับซ้อนเกินกว่าที่จะทำระบบการผลิต
แบบโตโยต้า ซึ่งใช้ได้ดีแต่เฉพาะอุตสาหกรรมยานยนต์เท่านั้น”
“เรามีความต้องการที่เป็นเอกลักษณ์ตลอดทั้งกระบวนการมากเกินกว่า
ที่จะใช้ลีนได้”
“คำสั่งซื้อที่เราได้รับ ไม่เหมือนกันเลยสักครั้งเลย”
“เรามีสายผลิตภัณฑ์ที่แตกต่างกันมากกว่า 6,000 ชนิด!”
VSM_Reprint Intro_Edit 2.indd 20 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
เกริ่นนำ:
กระบวนการการจัดการสายธารคุณค่า21
สื่อสารสื่อสารและสื่อสาร!
มืออาชีพในอุตสาหกรรมการผลิตพูดคุยและเข้าใจถึงความสำคัญ
ของการขจัดความกลัวให้ออกจากสถานที่ทำงานและการสร้างสภาพแวดล้อม
แบบ “ไร้ตำหนิ” อย่างไรก็ตาม ในทางปฏิบัติแล้ว องค์กรส่วนใหญ่ยังห่าง-
ไกลจากการมีสภาพแวดล้อมที่สมบูรณ์แบบอย่างนี้ นี่คือเหตุผลว่าทำไม ความ
พยายามในการที่จะปฏิบัติต่อทุกๆ คนด้วยการให้เกียรติและด้วยความเคารพ
จึงมีความสำคัญเป็นพิเศษ การติดต่อสื่อสารที่ดีจำเป็นต่อการทำงานนี้ จง
บอกกล่าวกับบรรดาบุคลากรว่าคุณกำลังทำอะไร และทำไม อีกทั้งแสดงออก
ถึงความใส่ใจที่จะทำให้แน่ใจได้ว่า บรรดาบุคลากรเหล่านี้มีความเข้าใจจริงๆ
นอกจากนี้ จะต้องสร้างสรรค์สภาพแวดล้อมที่เหมาะสมกับวิสาหกิจแบบลีนให้
มากขึ้นด้วย ยิ่งคุณสื่อสารกับพนักงานด้วยวิธีการแบบนี้มากเท่าไร คุณก็ยิ่งจะ
ได้รับความไว้วางใจและการสนองตอบอย่างกระตือรือร้นจากพวกเขามากขึ้น
เท่านั้น
เราได้กล่าวกันไปแล้วถึงความสำคัญของการจัดการด้วยสายตาและ
การสื่อสารด้วยสายตาในการนำลีนมาใช้ และควรจำไว้ว่า การสื่อสารแบบ “พบ
หน้าค่าตา” ก็มีความสำคัญไม่แพ้กัน ทั้งยังเป็นการสร้างความสมานฉันท์ให้
พนักงานเปิดรับการใช้เครื่องมือที่เกี่ยวกับสายตาอย่างแท้จริง
คุณลักษณะของการจัดการสายธารคุณค่า
กระบวนการการจัดการสายธารคุณค่าจะสนับสนุนการแปลงสภาพไป
สู่การเป็นวิสาหกิจแบบลีน ด้วยการให้โครงสร้างเพื่อให้แน่ใจว่าทีมที่จะนำ
แนวคิดลีนไปใช้จะปฏิบัติหน้าที่ได้อย่างมีประสิทธิผล จากโครงสร้างดังกล่าว
ทำให้เห็นภาพได้ด้วยแบบฟอร์มแผนภาพลำดับเรื่อง และได้รวมจุดแข็งของ
วิธีแก้ปัญหาที่ได้รับการพิสูจน์มาแล้วว่าใช้ได้จริงเข้าไว้ทั้งหมด คือ :
ให้ภาพที่ชัดเจนและกระชับได้ใจความแก่ผู้บริหารและทีมงานใน
พื้นที่ปฏิบัติงานเกี่ยวกับสิ่งที่คาดหวังไว้เกี่ยวกับลีน รวมถึงการไหล
ของวัสดุและข้อมูลสารสนเทศที่เป็นอยู่จริง
VSM_Reprint Intro_Edit 2.indd 21 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่“ลีน”ด้วยการจัดการสายธารคุณค่า
VALUESTREAMMANAGEMENT22
นำเครื่องมือที่ได้รับการพิสูจน์มาแล้วว่าใช้ได้จริงมาใช้ปฏิบัติ
ให้การยอมรับนับถือในทีมและความเป็นเจ้าของในโครงการแก ่
ทีมงานตั้งแต่ต้นจนจบ
รวมการทบทวนของฝ่ายบริหารและการรายงานผลเข้าไว้ด้วยกัน
ให้รูปแบบที่ดีในการสื่อสารด้วยสายตา
สะท้อนการเปลี่ยนแปลงและการปรับปรุงข้อมูลใหม่เมื่อเกิดขึ้นจริง
การจัดการสายธารคุณค่า“เป็น”หรือ“ไม่เป็น”อะไร
กระบวนการที่ได้รับการพิสูจน์มาก่อนแล้วใดๆ ก็ตามอาจ “เหลว”
ได้ หากบุคลากรไม่ประยุกต์ใช้อย่างเหมาะสมหรือขาดความเข้าใจขั้นพื้นฐาน
ถึงธรรมชาติของกระบวนการ และนี่คือ “ประเด็นหลัก” เกี่ยวกับการจัดการ
สายธารคุณค่า
การจัดการสายธารคุณค่า คือ กระบวนการที่ :
เชื่อมโยงบรรดาบุคลากร เครื่องมือลีน มาตรวัด และการรายงาน
ที่ต้องการเข้าด้วยกัน เพื่อให้บรรลุสู่การเป็นวิสาหกิจแบบลีน
ทำให้แน่ใจได้ว่า แนวคิดแบบลีนจะยั่งยืนต่อไป
ช่วยให้ทุกคนเข้าใจและปรับปรุงความเข้าใจของตนเองเกี่ยวกับ
หลักการลีนอย่างต่อเนื่อง
ทำให้สามารถควบคุมการไหลของกระบวนการในสถานที่ปฏิบัติงาน
ได้
ก่อให้เกิดการออกแบบโครงการลีนและแผนการนำไปใช้ปฏิบัติจริง
ต้องการผู้ประสานงานโครงการลีน (Lean Coordinator) เพื่อทำให้
กระบวนการลื่นไหล
VSM_Reprint Intro_Edit 2.indd 22 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
เกริ่นนำ:
กระบวนการการจัดการสายธารคุณค่า23
อยา่งไรกต็าม การจดัการสายธารคณุคา่จะมใิชก่ารจดัการแคส่ิง่ตา่งๆ ดงันี ้ :
แค่สร้างทีมไคเซ็น และรอคอยผลลัพธ์ของกระบวนการการจัดการ สายธารคุณค่า
แค่วาดแผนผังสายธารคุณค่าเพื่อแสดงการไหลของวัสดุและข้อมูล- สารสนเทศ
แค่การสร้างทีมที่กำกับตนเองได้ (Self-directed Work Team) และ รอคอยผลลัพธ์
การแต่งตั้งผู้ประสานงานในการปรับปรุงหรือ “ผู้ประสานงาน โครงการลีน” และให้คนเหล่านี้เป็นผู้รับผิดชอบในการปรับปรุง
ที่สำคัญที่สุด การจัดการสายธารคุณค่ามิใช่วิธีการบอกกล่าว
กับบรรดาบุคลากรว่าจะทำงานให้มีประสิทธิผลมากขึ้นได้อย่างไร การจัดการ
สายธารคุณค่า คือ แนวทางที่เป็นระบบ ซึ่งให้อำนาจบุคลากรในการวางแผนว่า
จะนำระบบการปรับปรุงที่ช่วยให้รับมือกับปริมาณความต้องการของ
ลูกค้าได้ง่ายขึ้นมาใช้อย่างไรและเมื่อใด การจัดการสายธารคุณค่ามิใช่
แค่ทำให้ทำงานได้เร็วขึ้นหรือหนักขึ้น หากแต่เกี่ยวกับการวางระบบให้เข้าที่ เพื่อ
ให้วัสดุไหลผ่านกระบวนการการผลิตได้ตามจังหวะความต้องการของลูกค้า
หนังสือเล่มนี้ จะแสดงให้คุณเห็นว่าจะทำดังกล่าวให้เกิดขึ้นได้อย่างไร
การจัดการสายธารคุณค่าทำหน้าที่รวบรวมความสัมพันธ์ทั้งด้านหน้าที่
(Function) และด้านการปฏิบัติการ (Operation) ที่มีอยู่ในสายธารคุณค่า
เข้าไว้ด้วยกันทั้งหมด จัดการผลกระทบด้านธุรกิจที่เกิดจากการแปลงสภาพ
VSM_Reprint Intro_Edit 2.indd 23 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่“ลีน”ด้วยการจัดการสายธารคุณค่า
VALUESTREAMMANAGEMENT24
ไปสู่ลีน ส่งเสริมความร่วมมือกันระหว่างสหภาพแรงงานกับฝ่ายผู้บริหาร และ
ทำให้เข้าใจถึงความหมายของลีนในองค์ประกอบที่แตกต่างกันได้อย่างชัดเจน
เน้นที่บุคลากรก่อน
เราได้พบว่า การประยุกต์ใช้เครื่องมือต่างๆ เช่น แผนผังสายธาร
คุณค่า ซูเปอร์มาร์เก็ต Heijunka (เฮจุงกะ หรือการปรับเรียบการผลิต) เซลล์
การผลิตรูปตัว U (U-shaped Cell) และการปฏิบัติการไคเซ็นแบบโดดๆ
ไม่เชื่อมโยงกัน ไม่สามารถสร้างการเปลี่ยนแปลงที่มีนัยสำคัญในกระบวน-
การไหลได้อย่างยั่งยืน แต่สำหรับองค์กรที่ยินยอมให้บุคลากรเข้าเป็นส่วน
หนึ่งของวัฒนธรรมไคเซ็น เพื่อให้มีส่วนร่วมในกระบวนการวางแผนในภาพรวม
และกระบวนการออกแบบสำหรับสถานะอนาคต องค์กรนั้นๆ ก็จะเขยิบชั้น
เทียบกับองค์กรระดับโลกได้มากกว่าองค์กรอื่นที่มิได้เปิดโอกาสเช่นนี้ การจัด
การสายธารคุณค่าช่วยให้แน่ใจได้ว่า จะมีการพิจารณาถึงบุคลากรเป็นอันดับแรก
และมาก่อนกิจกรรมลีนต่างๆ
บุคลากรและความพยายามที่จะกำจัดความสูญเปล่าเป็นสิ่งวิกฤต
สำคัญในการทำให้องค์กรต่างๆ สามารถประยุกต์ใช้ระบบลีนได้อย่างประสบ
ความสำเร็จและยังคงรักษาระบบลีนไว้ได้อย่างยั่งยืน ถ้าความเป็นอยู่ที่ดีของ
บุคลากรมิได้เป็นความสำคัญต่อองค์กรเป็นเบื้องแรกแล้ว เมื่อนั้นวัฒนธรรม
ไคเซ็นที่แท้จริงก็คงไม่สามารถพัฒนาขึ้นมาได้ ถึงแม้การจัดการสายธารคุณค่า
จะช่วยในเรื่องนี้ได้อย่างมาก แต่การจัดการสายธารคุณค่าก็มิใช่ “ยาสารพัดนึก”
การจัดการสายธารคุณค่าเพียงแค่ทำงานได้ดีเท่าๆ กับความสามารถในการ
ดูแลความเป็นอยู่ของบุคลากรอย่างจริงจังของผู้บริหาร ในแต่ละขั้นตอนนั้น
เราจะไม่ได้มุ่งเน้นเฉพาะการประยุกต์ใช้ระบบลีนทางด้านทางกายภาพเท่านั้น แต่
จะมุ่งเน้นไปที่บุคลากรด้วย
VSM_Reprint Intro_Edit 2.indd 24 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
เกริ่นนำ:
กระบวนการการจัดการสายธารคุณค่า25
หลักการสำคัญของลีน
เมื่อคุณผ่านทั้ง 8 ขั้นตอน ของการจัดการสายธารคุณค่า ขอให้ระลึก
ถึงหลักการจัดการแบบลีนดังต่อไปนี้ :
กำหนดคุณค่า (Value) จากมุมมองของลูกค้าของคุณ
บ่งชี้สายธารคุณค่า (Value Stream)
กำจัดความสูญเปล่า (Waste) ต้องห้าม 7 ประการ
สร้างการไหลของงาน (Flow)
ให้ดึง (Pull) ชิ้นงาน อย่าผลัก (Push) ชิ้นงาน
มุ่งสู่ความสมบูรณ์แบบ (Perfection)
VSM_Reprint Intro_Edit 2.indd 25 31/7/2554 17:16:33
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

ขั้นตอนที่ 1 มุ่งมั่นสู่ “ลีน”
VSM_Reprint Step 1_Edit 2.indd 27 31/7/2554 17:21:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT28
สำหรับหลายๆ คนแล้ว การนำระบบลีนมาใช้ก็ดูจะคล้ายกับเป็นแค่
อีกโปรแกรมหนึ่ง ทั้งนี้ ขึ้นอยู่กับผู้บริหารที่จะทำให้เกิดความมุ่งมั่นไปสู่การ
เป็นลีน และแสดงให้เห็นว่าแนวคิดแบบลีนมีข้อแตกต่างอย่างไรและทำไม
ความมุ่งมั่นไปสู่การเป็นลีนของทั้งองค์กรจึงเป็นกระจกสะท้อนความมุ่งมั่น
ของผู้บริหารระดับสูง
คำว่า “ระดับโลก” แสดงถึงการเดินทางที่ไม่รู้จักจบสิ้น ไม่ใช่ “จุดหมาย
ปลายทาง” ดังนั้น องค์กรระดับโลกจึงหมายถึง :
องค์กรที่ปฏิบัติงานบนหลักการของการลดต้นทุน
องค์กรที่ผลิตสินค้าที่มีคุณภาพสูงสุดในภาคธุรกิจของตัวเอง และ
มีอัตราข้อบกพร่องหรือของเสียเป็นศูนย์ (Zero Defects)
องค์กรที่ปฏิบัติได้ตามข้อกำหนดในด้านคุณภาพ ต้นทุน และการ
ส่งมอบสินค้า
องค์กรที่กำจัดความสูญเปล่าทุกชนิดออกจากสายธารคุณค่าของ
ลูกค้า
Toyota เรียกแนวทางนี้ว่าเป็น “True North” (ทิศเหนือที่แท้จริง) ซึ่ง
คุณต้องรักษาแนวทางตามนี้ การเป็นลีนจะไม่มีการประนีประนอม อีกทั้งต้อง
ใช้ความพยายามอย่างต่อเนื่องตลอดการเดินทาง มีการนำเครื่องมือมาใช้ มี
ระบบการสนับสนุน และมีบุคลากรที่จะหนุนองค์กรให้ประสบความสำเร็จ
ในระดับโลก
ขั้นตอนที่ 1 มุ่งมั่นสู่ “ลีน”
VSM_Reprint Step 1_Edit 2.indd 28 31/7/2554 17:21:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 1 มุ่งมั่นสู่ “ลีน” 29
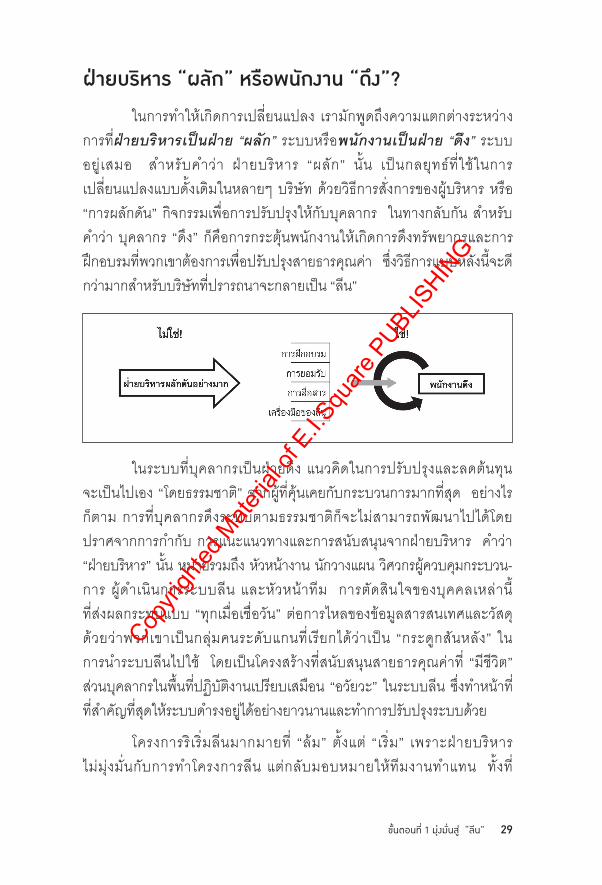
ฝ่ายบริหาร “ผลัก” หรือพนักงาน “ดึง”?
ในการทำให้เกิดการเปลี่ยนแปลง เรามักพูดถึงความแตกต่างระหว่าง
การที่ฝ่ายบริหารเป็นฝ่าย “ผลัก” ระบบหรือพนักงานเป็นฝ่าย “ดึง” ระบบ
อยู่ เสมอ สำหรับคำว่า ฝ่ายบริหาร “ผลัก” นั้น เป็นกลยุทธ์ที่ใช้ในการ
เปลี่ยนแปลงแบบดั้งเดิมในหลายๆ บริษัท ด้วยวิธีการสั่งการของผู้บริหาร หรือ
“การผลักดัน” กิจกรรมเพื่อการปรับปรุงให้กับบุคลากร ในทางกลับกัน สำหรับ
คำว่า บุคลากร “ดึง” ก็คือการกระตุ้นพนักงานให้เกิดการดึงทรัพยากรและการ
ฝึกอบรมที่พวกเขาต้องการเพื่อปรับปรุงสายธารคุณค่า ซึ่งวิธีการแบบหลังนี้จะดี
กว่ามากสำหรับบริษัทที่ปรารถนาจะกลายเป็น “ลีน”
ในระบบที่บุคลากรเป็นฝ่ายดึง แนวคิดในการปรับปรุงและลดต้นทุน
จะเป็นไปเอง “โดยธรรมชาติ” จากผู้ที่คุ้นเคยกับกระบวนการมากที่สุด อย่างไร
ก็ตาม การที่บุคลากรดึงระบบตามธรรมชาติก็จะไม่สามารถพัฒนาไปได้โดย
ปราศจากการกำกับ การแนะแนวทางและการสนับสนุนจากฝ่ายบริหาร คำว่า
“ฝา่ยบรหิาร” นัน้ หมายรวมถงึ หวัหนา้งาน นกัวางแผน วศิวกรผูค้วบคมุกระบวน-
การ ผู้ดำเนินการระบบลีน และหัวหน้าทีม การตัดสินใจของบุคคลเหล่านี้
ที่ส่งผลกระทบแบบ “ทุกเมื่อเชื่อวัน” ต่อการไหลของข้อมูลสารสนเทศและวัสดุ
ด้วยว่าพวกเขาเป็นกลุ่มคนระดับแกนที่เรียกได้ว่าเป็น “กระดูกสันหลัง” ใน
การนำระบบลีนไปใช้ โดยเป็นโครงสร้างที่สนับสนุนสายธารคุณค่าที่ “มีชีวิต”
ส่วนบุคลากรในพื้นที่ปฏิบัติงานเปรียบเสมือน “อวัยวะ” ในระบบลีน ซึ่งทำหน้าที่
ที่สำคัญที่สุดให้ระบบดำรงอยู่ได้อย่างยาวนานและทำการปรับปรุงระบบด้วย
โครงการริเริ่มลีนมากมายที่ “ล้ม” ตั้งแต่ “เริ่ม” เพราะฝ่ายบริหาร
ไม่มุ่งมั่นกับการทำโครงการลีน แต่กลับมอบหมายให้ทีมงานทำแทน ทั้งที่
VSM_Reprint Step 1_Edit 2.indd 29 31/7/2554 17:21:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT30
กระบวนการการจัดการสายธารคุณค่านั้นสามารถสร้างความมั่นใจถึงโอกาสที่ดี
กว่าในการมุ่งสู่ความสำเร็จของลีน หากมีการสร้างความมุ่งมั่นให้เกิดขึ้นอย่าง
พร้อมเพรียงจากฝ่ายบริหารทั้ง 8 ขั้นตอน
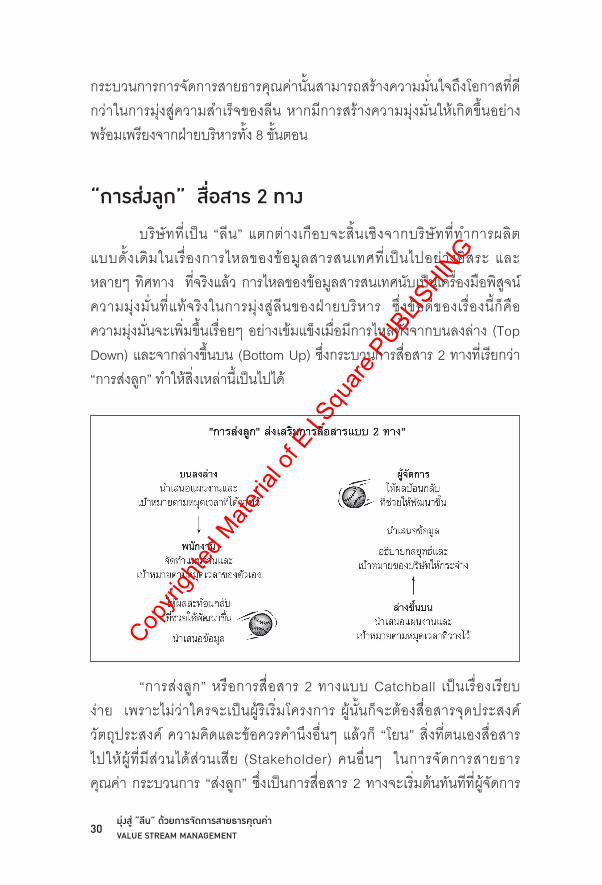
“การส่งลูก” สื่อสาร 2 ทาง
บริษัทที่เป็น “ลีน” แตกต่างเกือบจะสิ้นเชิงจากบริษัทที่ทำการผลิต
แบบดั้งเดิมในเรื่องการไหลของข้อมูลสารสนเทศที่เป็นไปอย่างอิสระ และ
หลายๆ ทิศทาง ที่จริงแล้ว การไหลของข้อมูลสารสนเทศนับเป็นเครื่องมือพิสูจน์
ความมุ่งมั่นที่แท้จริงในการมุ่งสู่ลีนของฝ่ายบริหาร ซึ่งข้อดีของเรื่องนี้ก็คือ
ความมุ่งมั่นจะเพิ่มขึ้นเรื่อยๆ อย่างเข้มแข็งเมื่อมีการไหลทั้งจากบนลงล่าง (Top
Down) และจากล่างขึ้นบน (Bottom Up) ซึ่งกระบวนการสื่อสาร 2 ทางที่เรียกว่า
“การส่งลูก” ทำให้สิ่งเหล่านี้เป็นไปได้
“การส่งลูก” หรือการสื่อสาร 2 ทางแบบ Catchball เป็นเรื่องเรียบ
ง่าย เพราะไม่ว่าใครจะเป็นผู้ริเริ่มโครงการ ผู้นั้นก็จะต้องสื่อสารจุดประสงค์
วัตถุประสงค์ ความคิดและข้อควรคำนึงอื่นๆ แล้วก็ “โยน” สิ่งที่ตนเองสื่อสาร
ไปให้ผู้ที่มีส่วนได้ส่วนเสีย (Stakeholder) คนอื่นๆ ในการจัดการสายธาร
คุณค่า กระบวนการ “ส่งลูก” ซึ่งเป็นการสื่อสาร 2 ทางจะเริ่มต้นทันทีที่ผู้จัดการ
VSM_Reprint Step 1_Edit 2.indd 30 31/7/2554 17:21:57
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 1 มุ่งมั่นสู่ “ลีน” 47
กรณีศึกษาของบริษัท Premiere Manufacturing
ขั้นตอนที่ 1
ความเป็นมา:สภาพปัจจุบัน
บริษัท Premiere Manufacturing, Inc. เป็นผู้จัดส่งชิ้นส่วนยาน-
ยนต์ขั้นที่ 1 (Tier 1) ที่ผลิตท่อยางสำหรับสารระบายความร้อนหมายเลข
#4, #6, #8 และ #10 สำหรับลูกค้าหลักๆ 6 ราย ตลอดเวลาที่ผ่าน
มา Premiere ได้ทำการปรับปรุงด้วยการทำกิจกรรมไคเซ็น แต่เมื่อเร็วๆ
นี้ บริษัทได้เปลี่ยนจากเครื่องสลักเกลียว 2 เครื่องไปเป็นเครื่อง CNC
แบบเพลาคู่ 2 เครื่องแทน ซึ่งยังไม่ได้มีการพิสูจน์ว่าเป็นที่น่าเชื่อถือได้
เท่าที่คาดหวังไว้
บริษัท Cord, Inc. คือ ลูกค้าหลักรายหนึ่งของ Premiere ที่ได้
ยุบรวมแหล่งผู้จัดส่งวัตถุดิบของบริษัทเหลือเพียงจุดเดียว Cord ได้
ตรวจสอบและวิเคราะห์ความสามารถของผู้จัดส่งวัตถุดิบของตนเอง
เพื่อให้เป็นไปตามความต้องการด้านคุณภาพและการส่งมอบสินค้า
ขณะที่ก็ลดต้นทุนไปด้วย สัญญาซื้อขายระยะยาว (LTA) ของ Premiere
กับ Cord กำลังจะหมดอายุลงแล้ว แต่ Cord ยังคงยินดีที่จะทำธุรกิจ
กับ Premiere ต่อไป แต่มีข้อเรียกร้องดังนี้คือ :
ต้องลดต้นทุนลง 5% ต่อปี ตลอดระยะเวลา 2 ปีถัดไป
ส่งมอบสินค้าให้ตรงเวลาในอัตรา 98% หรือสูงกว่า
ลดเวลานำ จาก 6 สัปดาห์ให้เหลือน้อยกว่า 2 สัปดาห์
ผู้จัดการโรงงานตัดสินใจเซ็นสัญญาซื้อขายระยะยาว (LTA) ใหม่
ทันที เพราะไม่ต้องการเสี่ยงกับการสูญเสียการทำธุรกิจกับ Cord ไป
เขายังเชื่อมั่นด้วยว่า บุคลากรของเขาจะสามารถประยุกต์ใช้เครื่องมือ
และวิธีการของลีนเพื่อให้บรรลุตามสมรรถนะเป้าหมายที่ Cord เรียกร้อง
นั้นได้
VSM_Reprint Step 1_Edit 2.indd 47 31/7/2554 17:21:58
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
VSM_Reprint Step 2_Edit 2.indd 50 2/8/2554 11:20:51
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขัน้ตอนที ่2 เลอืกสายธารคณุคา่
VSM_Reprint Step 2_Edit 2.indd 51 2/8/2554 11:21:00
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT52
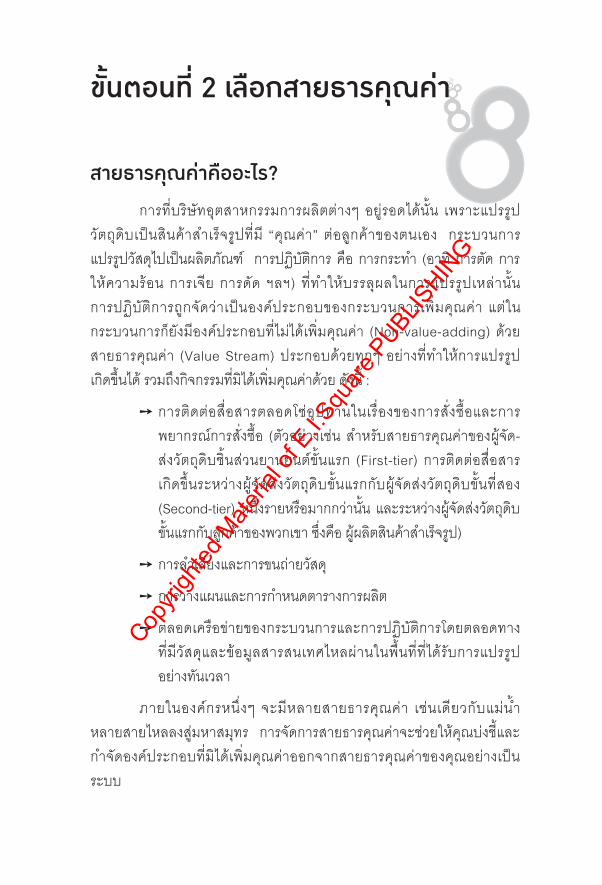
ขั้นตอนที่ 2 เลือกสายธารคุณค่า
สายธารคุณค่าคืออะไร?
การที่บริษัทอุตสาหกรรมการผลิตต่างๆ อยู่รอดได้นั้น เพราะแปรรูป
วัตถุดิบเป็นสินค้าสำเร็จรูปที่มี “คุณค่า” ต่อลูกค้าของตนเอง กระบวนการ
แปรรูปวัสดุไปเป็นผลิตภัณฑ์ การปฏิบัติการ คือ การกระทำ (อาทิ การตัด การ
ให้ความร้อน การเจีย การดัด ฯลฯ) ที่ทำให้บรรลุผลในการแปรรูปเหล่านั้น
การปฏิบัติการถูกจัดว่าเป็นองค์ประกอบของกระบวนการเพิ่มคุณค่า แต่ใน
กระบวนการก็ยังมีองค์ประกอบที่ไม่ได้เพิ่มคุณค่า (Non-value-adding) ด้วย
สายธารคุณค่า (Value Stream) ประกอบด้วยทุกๆ อย่างที่ทำให้การแปรรูป
เกิดขึ้นได้ รวมถึงกิจกรรมที่มิได้เพิ่มคุณค่าด้วย ดังนี้ :
การติดต่อสื่อสารตลอดโซ่อุปทานในเรื่องของการสั่งซื้อและการ
พยากรณ์การสั่งซื้อ (ตัวอย่างเช่น สำหรับสายธารคุณค่าของผู้จัด-
ส่งวัตถุดิบชิ้นส่วนยานยนต์ขั้นแรก (First-tier) การติดต่อสื่อสาร
เกิดขึ้นระหว่างผู้จัดส่งวัตถุดิบขั้นแรกกับผู้จัดส่งวัตถุดิบขั้นที่สอง
(Second-tier) หนึ่งรายหรือมากกว่านั้น และระหว่างผู้จัดส่งวัตถุดิบ
ขั้นแรกกับลูกค้าของพวกเขา ซึ่งคือ ผู้ผลิตสินค้าสำเร็จรูป)
การลำเลียงและการขนถ่ายวัสดุ
การวางแผนและการกำหนดตารางการผลิต
ตลอดเครือข่ายของกระบวนการและการปฏิบัติการโดยตลอดทาง
ที่มีวัสดุและข้อมูลสารสนเทศไหลผ่านในพื้นที่ที่ได้รับการแปรรูป
อย่างทันเวลา
ภายในองค์กรหนึ่งๆ จะมีหลายสายธารคุณค่า เช่นเดียวกับแม่น้ำ
หลายสายไหลลงสู่มหาสมุทร การจัดการสายธารคุณค่าจะช่วยให้คุณบ่งชี้และ
กำจัดองค์ประกอบที่มิได้เพิ่มคุณค่าออกจากสายธารคุณค่าของคุณอย่างเป็น
ระบบ
VSM_Reprint Step 2_Edit 2.indd 52 2/8/2554 11:21:00
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 2 เลือกสายธารคุณค่า 53
เลือกสายธารคุณค่าเพื่อปรับปรุง
ลูกค้าของคุณมักจะเป็นผู้กำหนดสายธารคุณค่าให้กับคุณ ถ้าคุณผลิต
ชิ้นงานที่คล้ายๆ กันให้กับลูกค้าหลายราย (ตัวอย่างเช่น ผลิตกระจกมองหลัง
ให้กับบริษัท Toyota, Ford และ Daimler Chryler) ซึ่งแต่ละรายก็จะมีข้อกำหนด
(Specification) เฉพาะของตนเอง คุณก็จะมี 3 ตระกูลผลิตภัณฑ์ (Product
Family) และแต่ละตระกูลก็ต้องมีสายธารคุณค่าของตัวเอง
หากลูกค้าของคุณมิได้กำหนดสายธารคุณค่าให้แก่คุณ ก็จะมี 2 วิธีการ
ที่น่าเชื่อถือที่คุณสามารถนำไปใช้ เพื่อช่วยให้คุณตัดสินใจได้ว่า สายธารคุณค่า
สายใดที่จะเป็นเป้าหมายเพื่อการปรับปรุง :
การวิเคราะห์ปริมาณของผลิตภัณฑ์ (Product-quantity [PQ]
Analysis) การวิเคราะห์แบบ PQ ต้องพิจารณาถึงว่าชิ้นส่วนใดที่มี
การใช้มากพอที่จะเป็นทางเลือกที่ชัดเจน
การวเิคราะหเ์สน้ทางของผลติภณัฑ ์ (Product-routing Analysis)
หากไม่มีผลสรุปที่แน่ชัดจากการวิเคราะห์แบบ PQ แล้ว ก็ให้ใช้
การวิเคราะห์เส้นทางของผลิตภัณฑ์แทน
การใช้การวิเคราะห์แบบ PQ
การวิเคราะห์แบบ PQ จะแสดงส่วนประสมผลิตภัณฑ์ (Product Mix)
ออกมาในรูปของแผนภูมิพาเรโต (Pareto Chart) ซึ่งแผนภูมินี้จะอธิบายถึงกฎ
ของพาเรโตด้วยภาพ หรือที่รู้จักกันในนาม “กฎ 20:80” และช่วยแยก “ส่วนน้อย
ที่สำคัญ” ออกจาก “ส่วนมากที่ไม่สำคัญ” แผนภูมิจะแสดงให้เห็นถึงวิธีการ
กระจายผลิตภัณฑ์ที่แตกต่างกันในปริมาณรวมทั้งหมด ด้วยสมมติฐานที่ว่า
ผลิตภัณฑ์ที่มีปริมาณการผลิตที่สูงกว่าควรจะเป็นเป้าหมายสำหรับทำการ
ปรับปรุงเป็นอันดับแรก
ทั้งนี้ ในการวิเคราะห์แบบ PQ จะต้องปฏิบัติตามขั้นตอนเหล่านี้ :
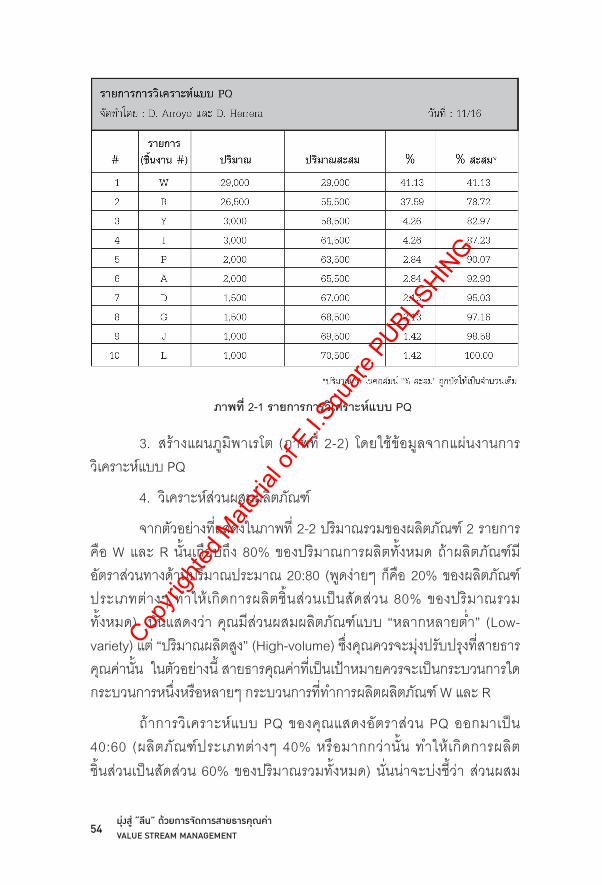
1. หาข้อมูลปริมาณการผลิตในช่วง 3-6 เดือน
2. เติมปริมาณการผลิตของผลิตภัณฑ์แต่ละตัว (โดยเรียงจากมาก
สุดไปน้อยสุด) ลงบนรายการการวิเคราะห์แบบ PQ (ภาพที่ 2-1)
VSM_Reprint Step 2_Edit 2.indd 53 2/8/2554 11:21:01
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT54
3. สร้างแผนภูมิพาเรโต (ภาพที่ 2-2) โดยใช้ข้อมูลจากแผ่นงานการ
วิเคราะห์แบบ PQ
4. วิเคราะห์ส่วนผสมผลิตภัณฑ์
จากตัวอย่างที่แสดงในภาพที่ 2-2 ปริมาณรวมของผลิตภัณฑ์ 2 รายการ
คือ W และ R นั้นเกือบถึง 80% ของปริมาณการผลิตทั้งหมด ถ้าผลิตภัณฑ์มี
อัตราส่วนทางด้านปริมาณประมาณ 20:80 (พูดง่ายๆ ก็คือ 20% ของผลิตภัณฑ์
ประเภทต่างๆ ทำให้เกิดการผลิตชิ้นส่วนเป็นสัดส่วน 80% ของปริมาณรวม
ทั้งหมด) นั่นแสดงว่า คุณมีส่วนผสมผลิตภัณฑ์แบบ “หลากหลายต่ำ” (Low-
variety) แต่ “ปริมาณผลิตสูง” (High-volume) ซึ่งคุณควรจะมุ่งปรับปรุงที่สายธาร
คุณค่านั้น ในตัวอย่างนี้ สายธารคุณค่าที่เป็นเป้าหมายควรจะเป็นกระบวนการใด
กระบวนการหนึ่งหรือหลายๆ กระบวนการที่ทำการผลิตผลิตภัณฑ์ W และ R
ถ้าการวิเคราะห์แบบ PQ ของคุณแสดงอัตราส่วน PQ ออกมาเป็น
40:60 (ผลิตภัณฑ์ประเภทต่างๆ 40% หรือมากกว่านั้น ทำให้เกิดการผลิต
ชิ้นส่วนเป็นสัดส่วน 60% ของปริมาณรวมทั้งหมด) นั่นน่าจะบ่งชี้ว่า ส่วนผสม
ภาพที่ 2-1 รายการการวิเคราะห์แบบ PQ
VSM_Reprint Step 2_Edit 2.indd 54 2/8/2554 11:21:01
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT60
กรณีศึกษา บริษัท Premiere Manufacturing
ขั้นตอนที่ 2
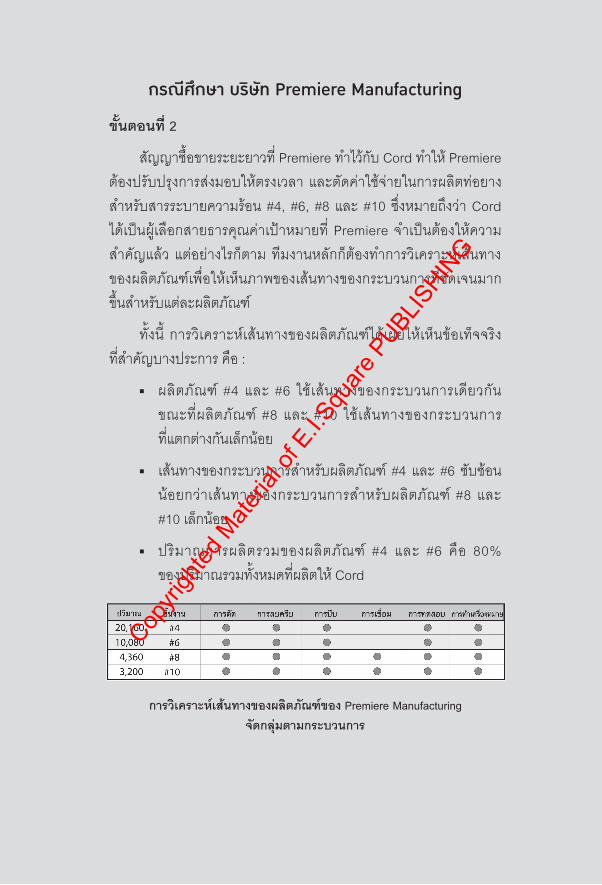
สัญญาซื้อขายระยะยาวที่ Premiere ทำไว้กับ Cord ทำให้ Premiere
ต้องปรับปรุงการส่งมอบให้ตรงเวลา และตัดค่าใช้จ่ายในการผลิตท่อยาง
สำหรับสารระบายความร้อน #4, #6, #8 และ #10 ซึ่งหมายถึงว่า Cord
ได้เป็นผู้เลือกสายธารคุณค่าเป้าหมายที่ Premiere จำเป็นต้องให้ความ
สำคัญแล้ว แต่อย่างไรก็ตาม ทีมงานหลักก็ต้องทำการวิเคราะห์เส้นทาง
ของผลิตภัณฑ์เพื่อให้เห็นภาพของเส้นทางของกระบวนการที่ชัดเจนมาก
ขึ้นสำหรับแต่ละผลิตภัณฑ์
ทั้งนี้ การวิเคราะห์เส้นทางของผลิตภัณฑ์ได้เผยให้เห็นข้อเท็จจริง
ที่สำคัญบางประการ คือ :
ผลิตภัณฑ์ #4 และ #6 ใช้เส้นทางของกระบวนการเดียวกัน
ขณะที่ผลิตภัณฑ์ #8 และ #10 ใช้เส้นทางของกระบวนการ
ที่แตกต่างกันเล็กน้อย
เส้นทางของกระบวนการสำหรับผลิตภัณฑ์ #4 และ #6 ซับซ้อน
น้อยกว่าเส้นทางของกระบวนการสำหรับผลิตภัณฑ์ #8 และ
#10 เล็กน้อย
ปริมาณการผลิตรวมของผลิตภัณฑ์ #4 และ #6 คือ 80%
ของปริมาณรวมทั้งหมดที่ผลิตให้ Cord
การวิเคราะห์เส้นทางของผลิตภัณฑ์ของ Premiere Manufacturing
จัดกลุ่มตามกระบวนการ
VSM_Reprint Step 2_Edit 2.indd 60 2/8/2554 11:21:02
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
VSM_Reprint Step 3_Edit 2.indd 62 2/8/2554 11:16:09
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

ขัน้ตอนที ่3 เรยีนรูเ้รือ่งลนี
VSM_Reprint Step 3_Edit 2.indd 63 2/8/2554 11:16:18
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT64
ขั้นตอนที่ 3 เรียนรู้เรื่องลีน
ในขั้นตอนที่ 1 และขั้นตอนที่ 2 ของการจัดการสายธารคุณค่านั้น คุณ
ไดร้บัความมุง่มัน่จากฝา่ยบรหิาร ทำการจดัตัง้ทมีดำเนนิงานหลกั และบ่งชี้สายธาร
คุณค่าที่จะเป็นเป้าหมายสำหรับการเปลี่ยนแปลงไปสู่ลีนแล้ว แต่อย่างไร
ก็ตาม ก่อนที่คุณจะสามารถวาดแผนผังสถานะปัจจุบัน (ขั้นตอนที่ 4) กำหนด
มาตรวัดแบบลีน (ขั้นตอนที่ 5) และวางแผนผังสถานะอนาคต (ขั้นตอนที่ 6)
ได้นั้น คุณต้องทำความเข้าใจกับหลักการของลีนให้มากยิ่งขึ้นเสียก่อน ซึ่งจุด-
ประสงค์ของขั้นตอนที่ 3 นี้ก็คือ การทำให้มั่นใจได้ว่าทุกคนเข้าใจหลักการของลีน
หลังจากที่คุณได้เรียนรู้เรื่องลีนแล้ว คุณก็จะสามารถเริ่มนำความรู้มาประยุกต์
ใช้ได้โดยการบ่งชี้สภาวะที่ไม่ได้เป็นลีน (Non-lean Conditions) ในสถานะ
ปัจจุบันและเติมสภาวะเหล่านั้นลงบนแผนภาพลำดับเรื่องได้
ขั้นตอนนี้จะครอบคลุมประเด็นหลักๆ ที่เกี่ยวกับวิธีการฝึกอบรมและ
การทบทวนแนวคิดแบบลีนที่ควรได้รับการถ่ายทอดในช่วงที่ฝึกอบรม ขณะที่คุณ
อ่านเกี่ยวกับแนวคิดหรือเครื่องมือแต่ละตัวนั้น ให้ระลึกไว้เสมอว่านี่เป็นแค่เพียง
หนทางหรือวิธีการหนึ่งในการเรียนรู้เกี่ยวกับลีนเท่านั้น กระบวนการในการเรียนรู้
และการนำระบบไปใช้ของแต่ละองค์กรนั้นมีความแตกต่างกัน ให้บูรณาการ
วิธีต่างๆ ที่จะทำให้สามารถเข้าใจธุรกิจขององค์กรของคุณเองได้เป็นอย่างดี ซึ่ง
ในบรรณานุกรมได้รวบรวมแหล่งข้อมูลดีๆ ที่มีข้อมูลโดยละเอียดของแนวคิดและ
เครื่องมือของลีนตามที่ได้กล่าวถึงในบทนี้ไว้ด้วย
การฝึกอบรมและการปฏิบัติ - ทำอย่างสมดุล
มีความสมดุลที่บอบบางมากระหว่าง “การฝึกอบรม” และ “การปฏิบัติ”
คุณต้องทำความเข้าใจในแนวคิดลีนเสียตั้งแต่ตอนนี้ ก่อนที่จะก้าวไปสู่ขั้นตอน
ต่อไป แต่ในอุดมคติแล้ว คุณก็คงต้องการใช้วิธีแบบ “LEAP” ในการฝึกอบรม
ทุกอย่าง
VSM_Reprint Step 3_Edit 2.indd 64 2/8/2554 11:16:18
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 3 เรียนรู้เรื่องลีน 65
ยิ่ง AP ตาม LE ได้เร็ว ก็ยิ่งได้ผลลัพธ์ที่ดีกว่า คุณจะต้องเรียนรู้อย่าง
หนักเมื่อคุณเริ่มต้นสร้างและนำระบบมาใช้ แต่หากบุคลากรไม่มีการถามคำถาม
หรือดูเหมือนไม่ให้ความสนใจเลย คุณต้องพิจารณาวิธีการใหม่ในทันที ก่อนที่คุณ
จะเดินไปไกลกว่านี้ หรืออาจจำเป็นต้องมีการฝึกอบรมหรือการอธิบายเกี่ยวกับ
แนวคิดและเครื่องมือของลีนเพิ่มเติมมากยิ่งขึ้น
การเรียนขี่จักรยาน
การเรียนรู้ระบบการผลิตแบบโตโยต้า (TPS) นั้น คล้ายกับการเรียน
ขี่จักรยานมาก คือ ไม่สามารถที่จะปฏิบัติได้จริงในห้องเรียนหรือด้วยการ
อ่านหนังสือ คุณสามารถวาดรูปจักรยานบนกระดานและบอกคนอื่นได้
ว่าพวกเขาต้องวางมือที่ไหน นั่งที่ไหน และวางเท้าที่ไหน แต่การอธิบาย
แบบนี้ไม่เพียงพอที่จะสอนพวกเขาได้ว่าจะขี่อย่างไร เพื่อให้สามารถ
ขี่จักรยานได้อย่างชำนาญ คุณต้องเรียนรู้โดยการปฏิบัต ิ ในตอนแรก
คุณอาจยังต้องการผู้ช่วยอยู่ เพราะคุณยังไม่ได้เรียนว่าจะทำให้จักรยาน
สมดุลได้อย่างไร อย่างไรก็ตาม หลังจากที่ได้พยายามและล้มไปหลาย
ครั้งแล้ว คุณก็จะเริ่มพัฒนาไหวพริบหรือประสาทสัมผัสในการขี่ ซึ่งคล้าย
กับการทำความเข้าใจและการนำระบบการผลิตแบบโตโยต้ามาใช้เป็น
อย่างมาก คุณสามารถอ่านเนื้อหาเกี่ยวกับระบบ เข้าร่วมฝึกปฏิบัติและ
ร่วมสัมมนาในหัวข้อเหล่านี้ ซึ่งก็สามารถช่วยได้บ้าง แต่ก็เหมือนกับการ
ขี่จักรยานที่คุณต้องเรียนรู้ด้วยการปฏิบัติ ในช่วงแรกๆ คุณจะต้องการ
ความช่วยเหลือจากคนที่เคยนำระบบลีนไปใช้มาก่อน พวกเขาจะสามารถ
ช่วยให้คุณรักษาสมดุลของตัวคุณเองได้ ในตอนแรกที่คุณเริ่มทำกิจกรรม
ไคเซ็นเพื่อเปลี่ยนแปลงการทำงานของคุณ คุณจะทำสิ่งที่ผิดพลาดบ้าง
แต่อย่าท้อแท้เมื่อสิ่งนั้นเกิดขึ้น จงเริ่มต้นและพยายามใหม่อีกครั้ง
VSM_Reprint Step 3_Edit 2.indd 65 2/8/2554 11:16:18
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT66
จงระลึกไว้เสมอว่าเป้าหมายของการเรียนรู้คือเพื่อจะได้มีการปฏิบัติ
ในขั้นตอนที่ 8 ประเด็นของการแปลงสภาพไปสู่ระบบการผลิตแบบลีนนั้นคือ เพื่อ
ผลักดันความสูญเปล่าออกจากสายธารคุณค่า ถ้าคุณให้ความพยายามอย่างดี
แก่การวางแผนไปสู่การแปลงสภาพที่ไม่เคยเกิดขึ้นมาก่อนนี้อย่างแท้จริงแล้ว
เวลาและความพยายามทั้งหมดก็จะถูกใช้ไปเฉพาะกับกระบวนการที่เกิดความ
สูญเปล่าเพียงเท่านั้น
แผนการฝึกอบรม
ทุกบริษัทที่ปรารถนาจะเป็นลีนนั้น ต้องมีการให้การศึกษาและการ
ฝึกอบรมเป็นพิเศษ เพื่อให้ทีมดำเนินงานหลักสามารถดำเนินงานไปได้ด้วยความ
รวดเร็ว ซึ่งควรมีการพัฒนาแผนการฝึกอบรมโดยยึดหลักตามขั้นตอนทั้ง 5
ขั้นตอน ดังนี้ :
1. กำหนดทักษะและความรู้ที่ต้องการ
2. ประเมินระดับทักษะและความรู้ในปัจจุบันของสมาชิกในทีม
3. พิจารณาช่วงความแตกต่างระหว่างทักษะและความรู้ในปัจจุบันกับ
ทักษะและความรู้ที่ต้องการ
4. กำหนดตารางการฝึกอบรม
5. ประเมินประสิทธิผลการฝึกอบรม
เพือ่ความแนใ่จใหท้ำแผนงานเปน็เอกสาร จดัทำกำหนดการของกจิกรรม
ต่างๆ เขียนรายชื่อบุคลากรที่จะต้องเข้าร่วม และวางเป้าหมายวันที่เสร็จสมบูรณ์
ความรู้ที่นำมาฝึกอบรมนั้นควรนำมาจากหลายๆ แหล่ง ซึ่งการฝึกอบรม
ที่ดีควรมีองค์ประกอบ ดังนี้ :
นำการจำลองสถานการณ์ที่ช่วยผูกโยงแนวคิดของลีนทั้งหมดเข้า
ไว้ด้วยกันมาใช้ ซึ่งอาจทำได้ด้วยการเข้าร่วมการสัมมนาเชิงปฏิบัติ-
การที่เปิดอบรมแก่บุคคลทั่วไป หรือด้วยการใช้อุปกรณ์ที่แผนก
ฝึกอบรมของคุณอาจจะจัดหามาให้
VSM_Reprint Step 3_Edit 2.indd 66 2/8/2554 11:16:19
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT124
กรณีศึกษาของบริษัท Premiere Manufacturing
ขั้นตอนที่ 3
ทีมงานสร้างแผนการฝึกอบรมและใช้เวลา 6 สัปดาห์ถัดมาใน
การเรียนรู้เกี่ยวกับเครื่องมือและวิธีการในระบบการผลิตแบบลีน
สมาชิก 2 คนเข้าร่วมฟังสัมมนาเกี่ยวกับลีนเป็นเวลา 1 วัน และ
ในวันที่ 15 มิถุนายน สมาชิกทั้งทีมเข้าร่วมฟังการอธิบายถึงภาพรวม
ของเทคนิคของระบบการผลิตแบบลีนซึ่งจัดโดยแผนกฝึกอบรมของ
บริษัท Premiere เป็นเวลา 4 ชั่วโมง ในการอธิบายนั้นยังรวมถึงการ
จำลองสถานการณ์ที่ช่วยสาธิตให้เห็นถึงความแตกต่างระหว่างการ
ผลิตแบบเป็นชุดกับการผลิตแบบมีการไหลอย่างต่อเนื่องด้วย ในวันที่
30 มิถุนายน สมาชิกของทีมจำนวน 5 คนได้เดินทางไปเยี่ยมชมบริษัท
อื่นที่ได้นำวิธีการของลีนมาใช้อย่างประสบความสำเร็จเพื่อนำมาใช้
เทียบเคียงสมรรถนะ และประมาณวันที่ 30 กรกฎาคม หัวหน้าทีมอ่าน
หนังสือเรื่อง แนวคิดแบบลีน : Lean Thinking ของ Womack และ
Jones* และเรื่อง The Toyota Production System ของ Taiichi Ohno
จบและนำมารายงานต่อทีม
หลังจากการอภิปรายกันถึงเรื่องที่พวกเขาได้เรียนรู้และสังเกต-
การณ์มาแล้วนั้น สมาชิกของทีมได้สรุปว่าสายธารคุณค่าเป้าหมาย
ที่กำลังปฏิบัติงานอยู่ในปัจจุบันนั้น เป็นระบบแบบผลักและมีการไหล
แบบต่อเนื่องอย่างจำกัด พื้นที่ทำงานโดยทั่วไปไม่เป็นระบบและไม่มี
ระเบียบ ไม่มีการใช้ทั้ง Takt Time และระยะ Pitch และพนักงานแต่ละ
คนยังมีวิธีปฏิบัติงานที่เป็นการเพิ่มคุณค่าที่แตกต่างกันอย่างมาก (กล่าว
อีกอย่างคือ จำเป็นต้องมีการทำงานที่เป็นมาตรฐาน) ทีมงานทำการกรอก
ข้อสังเกตเหล่านี้ลงในแผนภาพลำดับเรื่องและตั้งตาคอยที่จะได้วาด
แผนผังของสถานะอุดมคติในขั้นตอนที่ 4 ต่อไป
* ฉบับภาษาไทยจัดพิมพ์โดย อี.ไอ.สแควร์ สำนักพิมพ์
VSM_Reprint Step 3_Edit 2.indd 124 2/8/2554 11:16:32
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
VSM_Reprint Step 4_Edit 2.indd 126 2/8/2554 11:15:31
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 1 มุ่งมั่นสู่ “ลีน”
ขัน้ตอนที ่4 วาดแผนผงัสถานะปจัจบุนั
VSM_Reprint Step 4_Edit 2.indd 127 2/8/2554 11:15:40
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT128
ขั้นตอนที่ 4 วาดแผนผังสถานะปัจจุบัน
หลังจากที่ได้ทำความเข้าใจเกี่ยวกับลีนมาพอสมควรแล้ว ขั้นตอน
ต่อไปที่จะต้องทำก็คือ การวาดแผนผังสถานะปัจจุบัน (Current State) ของ
การผลิต ซึ่งเป็นการแสดงให้เห็นถึงการไหลของวัสดุและข้อมูลสารสนเทศ
ด้วยขั้นตอนนี้ ก็จะเป็นเหมือนการปักเสาหลัก เป้าหมายของคุณคือการเก็บ
รวบรวมข้อมูลที่ถูกต้องแม่นยำ (Accurate) ในขณะที่กำลังทำการผลิต
(Real Time) ของตระกูลผลิตภัณฑ์หรือสายธารคุณค่าที่คุณได้กำหนดไว้ใน
ขั้นตอนที่ 2 เพราะฉะนั้น การที่คุณลงไปเก็บรวบรวมข้อมูลที่พื้นที่ปฏิบัติงาน
ในโรงงานเองนั้นจึงเป็นการดีกว่าที่จะใช้รายงานในอดีตที่วิศวกรอุตสาหการ
หรือวิศวกรกระบวนการได้จัดทำขึ้นหรือใช้ข้อมูลจากใครสักคนที่มีความจำที่ดี
ที่สุด นอกจากนั้น การเก็บรวบรวมข้อมูลไม่ได้เป็นกิจกรรมที่ทำเพียงลำพัง
คนเดียวได้ แต่หากเป็นกิจกรรมที่ต้องเกิดจากการทำงานร่วมกันของทีมงาน
หลักเป็นสำคัญ
การวาดแผนผังสายธารคุณค่า
James Womack และ Daniel Jones ได้กล่าวถึงการวาดแผนผัง
สายธารคุณค่าไว้ในหนังสือแนวคิดแบบลีน : Lean Thinking* ของพวกเขาไว้ว่า
การวาดแผนผังสายธารคุณค่า (Value Stream Mapping) นั้น เป็นการระบุ
กิจกรรมทั้งหมดที่เกิดขึ้นในสายธารคุณค่าสำหรับผลิตภัณฑ์หรือตระกูลผลิต-
ภัณฑ์หนึ่งๆ (ภาพที่ 4-1)
* ฉบับภาษาไทยจัดพิมพ์โดย อี.ไอ.สแควร์ สำนักพิมพ์
VSM_Reprint Step 4_Edit 2.indd 128 2/8/2554 11:15:40
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 4 วาดแผนผังสถานะปัจจุบัน 135
กรณีศึกษาของบริษัท Premiere Manufacturing
ขั้นตอนที่ 4
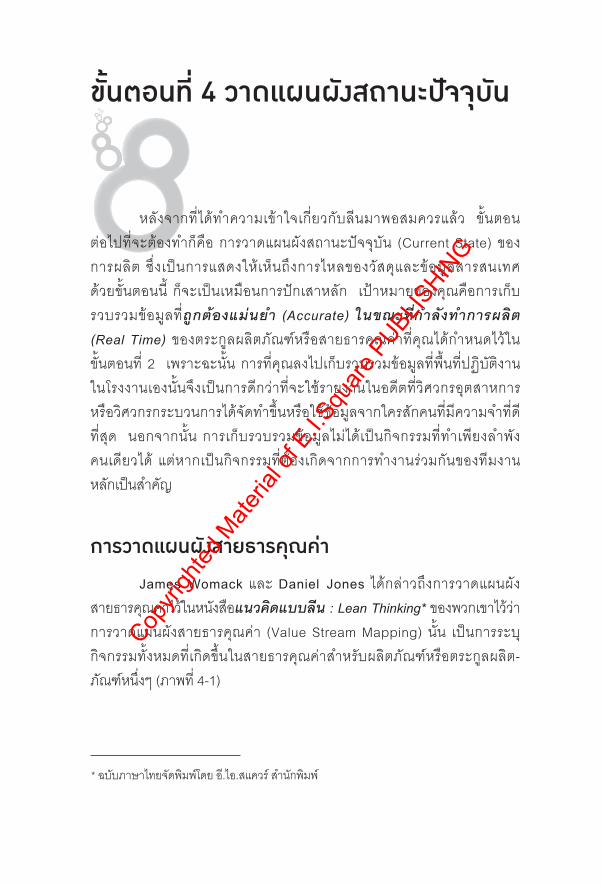
ในขั้นตอนที่ 2 ทีมดำเนินงานหลักของ Premiere Manufacturing ได้
เลือกที่จะให้ความสนใจกับสายธารคุณค่าของท่อยางสำหรับสารระบาย
ความร้อนหมายเลข #4 (0.25 นิ้ว) และ #6 (0.125 นิ้ว) และ
ในขั้นตอนที่ 3 ทีมงานก็ได้รับการอธิบายโดยสรุปเกี่ยวกับเรื่องแนวคิด
ในการผลิตแบบลีนไปแล้ว เมื่อถึงตอนนี้ทีมงานก็พร้อมแล้วที่จะจัด
เตรียมสิ่งต่างๆ สำหรับการวาดแผนผังสถานะปัจจุบัน
ทีมงานมารวมตัวกันและวาดภาพกระบวนการผลิตหลักสำหรับ
ท่อยางหมายเลข #4 และ #6 อย่างคร่าวๆ
ทีมงานทบทวนรายการตรวจสอบคุณสมบัติ และตกลงกัน
แน่นอนที่จะจัดเก็บข้อมูลตามคุณสมบัติของกระบวนการดังต่อไปนี้ :
ปริมาณชิ้นงานที่จัดส่งต่อเดือนและต่อวัน
ตารางการจัดส่งวัสดุของผู้จัดส่งวัตถุดิบ
เวลาในการผลิตที่มี
รอบเวลาในการผลิต
VSM_Reprint Step 4_Edit 2.indd 135 2/8/2554 11:15:42
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT136
เวลาที่ใช้ในการปรับเปลี่ยนเครื่องจักร
ช่วงเวลาที่เครื่องจักรใช้งานได้ (Uptime)
จำนวนพนักงาน
จำนวนกะ
สถานที่จัดเก็บและปริมาณสินค้าคงคลัง
เวลาระหว่างกระบวนการ
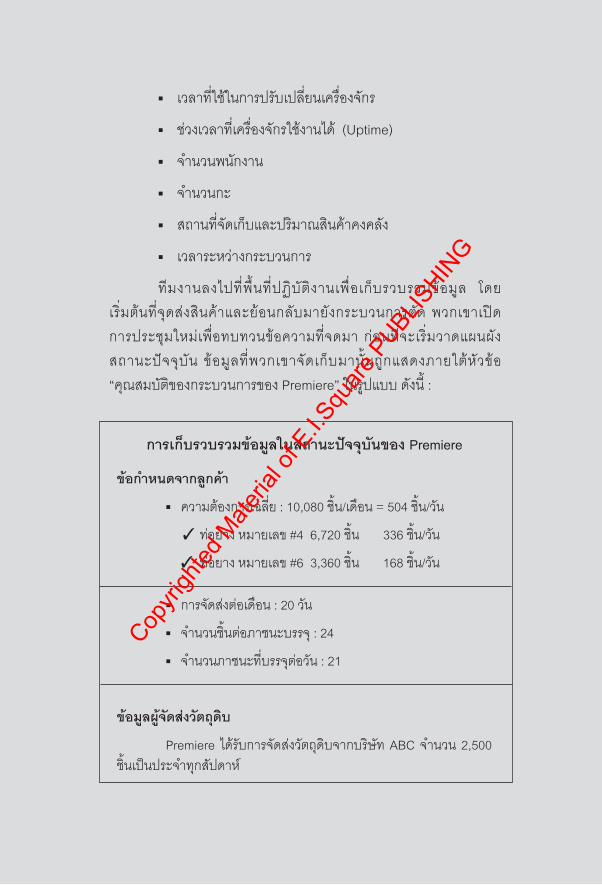
ทีมงานลงไปที่พื้นที่ปฏิบัติงานเพื่อเก็บรวบรวมข้อมูล โดย
เริ่มต้นที่จุดส่งสินค้าและย้อนกลับมายังกระบวนการตัด พวกเขาเปิด
การประชุมใหม่เพื่อทบทวนข้อความที่จดมา ก่อนที่จะเริ่มวาดแผนผัง
สถานะปัจจุบัน ข้อมูลที่พวกเขาจัดเก็บมานั้นถูกแสดงภายใต้หัวข้อ
“คุณสมบัติของกระบวนการของ Premiere” ในรูปแบบ ดังนี้ :
การเก็บรวบรวมข้อมูลในสถานะปัจจุบันของ Premiere
ข้อกำหนดจากลูกค้า
ความต้องการเฉลี่ย : 10,080 ชิ้น/เดือน = 504 ชิ้น/วัน
ท่อยาง หมายเลข #4 6,720 ชิ้น 336 ชิ้น/วัน
ท่อยาง หมายเลข #6 3,360 ชิ้น 168 ชิ้น/วัน
การจัดส่งต่อเดือน : 20 วัน
จำนวนชิ้นต่อภาชนะบรรจุ : 24
จำนวนภาชนะที่บรรจุต่อวัน : 21
ข้อมูลผู้จัดส่งวัตถุดิบ
Premiere ได้รับการจัดส่งวัตถุดิบจากบริษัท ABC จำนวน 2,500 ชิ้นเป็นประจำทุกสัปดาห ์
VSM_Reprint Step 4_Edit 2.indd 136 2/8/2554 11:15:42
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
VSM_Reprint Step 5_Edit 2.indd 152 2/8/2554 11:17:45
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

ขั้นตอนที่ 5 บ่งชี้มาตรวัดแบบลีน
VSM_Reprint Step 5_Edit 2.indd 153 2/8/2554 11:17:54
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT154
เมื่อคุณได้เขียนสถานะปัจจุบันเรียบร้อยแล้ว ตอนนี้คุณก็พร้อมแล้ว
ที่จะระบุมาตรวัด (Metric) ที่จะช่วยให้คุณบรรลุสู่เป้าหมายในสถานะอนาคตของ
คุณได้
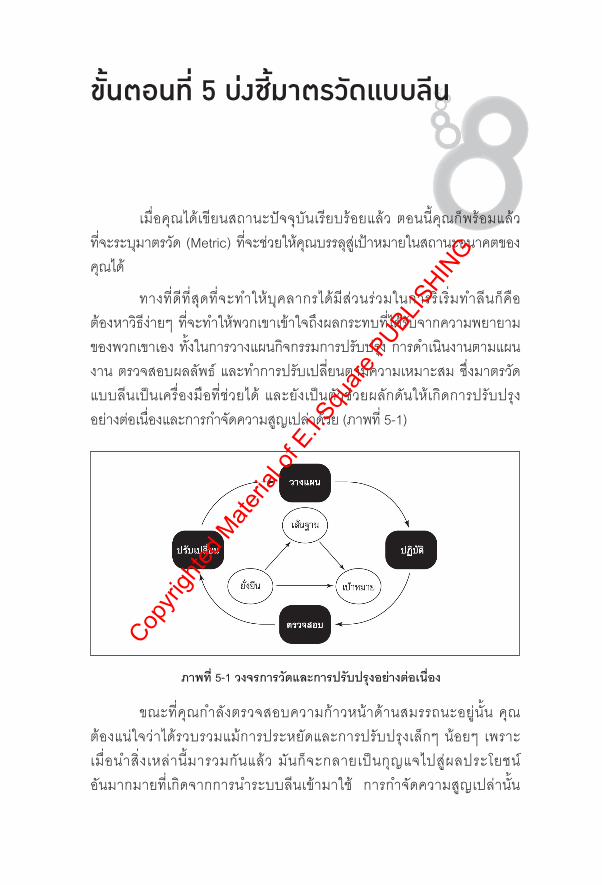
ทางที่ดีที่สุดที่จะทำให้บุคลากรได้มีส่วนร่วมในการริเริ่มทำลีนก็คือ
ต้องหาวิธีง่ายๆ ที่จะทำให้พวกเขาเข้าใจถึงผลกระทบที่ได้รับจากความพยายาม
ของพวกเขาเอง ทั้งในการวางแผนกิจกรรมการปรับปรุง การดำเนินงานตามแผน
งาน ตรวจสอบผลลัพธ์ และทำการปรับเปลี่ยนตามความเหมาะสม ซึ่งมาตรวัด
แบบลีนเป็นเครื่องมือที่ช่วยได้ และยังเป็นตัวช่วยผลักดันให้เกิดการปรับปรุง
อย่างต่อเนื่องและการกำจัดความสูญเปล่าด้วย (ภาพที่ 5-1)
ขั้นตอนที่ 5 บ่งชี้มาตรวัดแบบลีน
ภาพที่ 5-1 วงจรการวัดและการปรับปรุงอย่างต่อเนื่อง
ขณะที่คุณกำลังตรวจสอบความก้าวหน้าด้านสมรรถนะอยู่นั้น คุณ
ต้องแน่ใจว่าได้รวบรวมแม้การประหยัดและการปรับปรุงเล็กๆ น้อยๆ เพราะ
เมื่อนำสิ่งเหล่านี้มารวมกันแล้ว มันก็จะกลายเป็นกุญแจไปสู่ผลประโยชน์
อันมากมายที่เกิดจากการนำระบบลีนเข้ามาใช้ การกำจัดความสูญเปล่านั้น
VSM_Reprint Step 5_Edit 2.indd 154 2/8/2554 11:17:55
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 5 บ่งชี้มาตรวัดแบบลีน 159
กรณีศึกษาของบริษัท Premiere Manufacturing
ขั้นตอนที่ 5
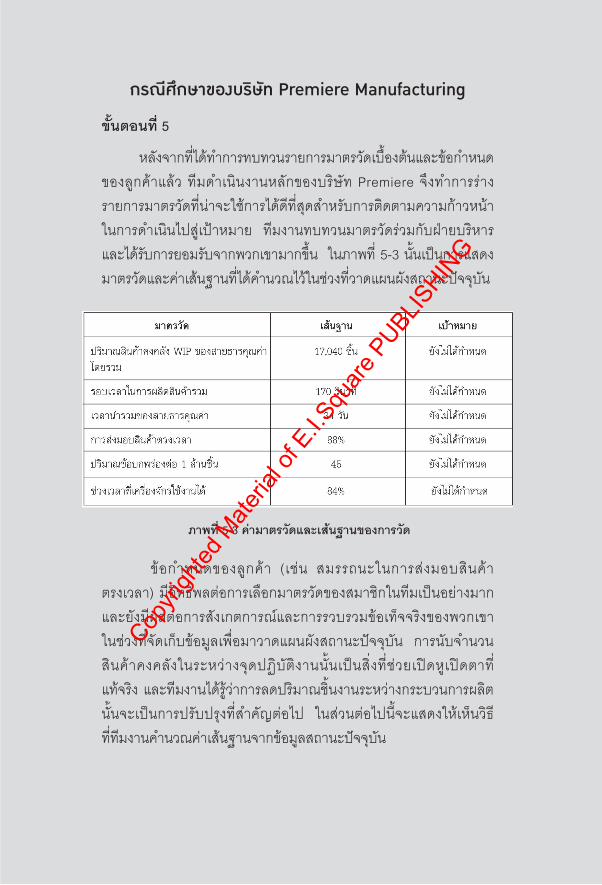
หลังจากที่ได้ทำการทบทวนรายการมาตรวัดเบื้องต้นและข้อกำหนด
ของลูกค้าแล้ว ทีมดำเนินงานหลักของบริษัท Premiere จึงทำการร่าง
รายการมาตรวัดที่น่าจะใช้การได้ดีที่สุดสำหรับการติดตามความก้าวหน้า
ในการดำเนินไปสู่เป้าหมาย ทีมงานทบทวนมาตรวัดร่วมกับฝ่ายบริหาร
และได้รับการยอมรับจากพวกเขามากขึ้น ในภาพที่ 5-3 นั้นเป็นการแสดง
มาตรวัดและค่าเส้นฐานที่ได้คำนวณไว้ในช่วงที่วาดแผนผังสถานะปัจจุบัน
ภาพที่ 5-3 ค่ามาตรวัดและเส้นฐานของการวัด
ข้อกำหนดของลูกค้า (เช่น สมรรถนะในการส่งมอบสินค้า
ตรงเวลา) มีอิทธิพลต่อการเลือกมาตรวัดของสมาชิกในทีมเป็นอย่างมาก
และยังมีผลต่อการสังเกตการณ์และการรวบรวมข้อเท็จจริงของพวกเขา
ในช่วงที่จัดเก็บข้อมูลเพื่อมาวาดแผนผังสถานะปัจจุบัน การนับจำนวน
สินค้าคงคลังในระหว่างจุดปฏิบัติงานนั้นเป็นสิ่งที่ช่วยเปิดหูเปิดตาที่
แท้จริง และทีมงานได้รู้ว่าการลดปริมาณชิ้นงานระหว่างกระบวนการผลิต
นั้นจะเป็นการปรับปรุงที่สำคัญต่อไป ในส่วนต่อไปนี้จะแสดงให้เห็นวิธี
ที่ทีมงานคำนวณค่าเส้นฐานจากข้อมูลสถานะปัจจุบัน
VSM_Reprint Step 5_Edit 2.indd 159 2/8/2554 11:17:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT160
ปริมาณสินค้าคงคลัง WIP ของสายธารคุณค่าโดยรวม
ทีมงานคำนวณค่าปริมาณสินค้าคงคลัง WIP ของสายธารคุณค่า
โดยรวม โดยการรวมจำนวนสินค้าคงคลัง WIP ที่มีอยู่ระหว่างแต่ละจุด
ปฏิบัติงานทั้งหมด
วัตถุดิบที่อยู่ก่อนจุดตัด : 2,500 ชิ้น
ระหว่างจุดตัดและจุดลบครีบ : 5,040 ชิ้น
ระหว่างจุดลบครีบและจุดบีบ : 3,500 ชิ้น
ระหว่างจุดบีบและจุดทดสอบ : 2,000 ชิ้น
ระหว่างจุดทดสอบและจุดทำเครื่องหมาย : 2,000 ชิ้น
ระหว่างจุดทำเครื่องหมายและจุดส่งสินค้า
(สินค้าสำเร็จรูป) : 2,000 ชิ้น
สินค้าคงคลังรวม : 17,040 ชิ้น
และทีมงานยังได้คำนวณจำนวนวันที่จัดเก็บชิ้นงาน WIP ที่อยู่
ระหว่างแต่ละจุดปฏิบัติงานด้วย จำนวนชิ้นงาน WIP แต่ละวันสามารถ
คำนวณหาได้โดยการหารปริมาณท่อที่มีอยู่จริง ด้วยปริมาณท่อรวม
ที่ลูกค้าต้องการในแต่ละวัน ทีมงานคำนวณความต้องการของลูกค้าใน
แต่ละวัน โดยการหารจำนวนท่อที่ต้องการต่อเดือน (10,080) ด้วยจำนวน
วันที่ทำการจัดส่งต่อเดือน (20)
จำนวนท่อรวม (#4 และ #6) ที่ต้องการต่อวัน :
10,080 ชิน้ทีต่อ้งการ/เดอืน
20 วนัทีท่ำการจดัสง่สนิคา้/เดอืน = 504 ช้ิน/วัน
VSM_Reprint Step 5_Edit 2.indd 160 2/8/2554 11:17:56
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

ขัน้ตอนที ่6 วาดแผนผงัสถานะอนาคต
VSM_Reprint Step 6_Edit 2.indd 171 31/7/2554 18:39:13
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT172
ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต
เมื่อคุณได้จัดทำแผนภาพของสถานะปัจจุบันและกำหนดมาตรวัดลีน
เรียบร้อยแล้ว ขั้นตอนต่อไปก็คือ การใช้การสร้างสรรค์ของพนักงานและทีม
ดำเนินงานหลักในการออกแบบสถานะอนาคต ส่วนหนึ่งของกระบวนการนี้จะ
ตอ้งเกีย่วขอ้งกบัการกำหนดเครือ่งมอืของลนี (เชน่ การออกแบบเซลลแ์ละซเูปอร-์
มาร์เก็ตสินค้าสำเร็จรูป) และวิธีการปรับปรุง (เช่น 5ส และการปรับเปลี่ยน
เครื่องจักรอย่างรวดเร็ว) ที่จะเป็นตัวช่วยให้คุณมั่นใจได้ว่าจะสามารถผลิตได้ตาม
ข้อกำหนดด้านการส่งมอบสินค้าและด้านคุณภาพ แผนผังสถานะอนาคตจะ
แสดงให้เห็นว่าเครื่องมือเหล่านี้ควรถูกนำไปใช้ที่ใดบ้าง
ตอ้งยอมรบัอกีครัง้วา่ ณ ตรงจดุนีค้ณุยงัตอ้งเกีย่วพนัอยูก่บัการวางแผน
(Planning) เพราะฉะนั้นอย่าเพิ่งกังวลเกี่ยวกับรายละเอียดมากเกินไป เวลาที่จะ
ต้องเกี่ยวข้องกับรายละเอียดนั้นจะอยู่ในขั้นตอนที่ 7 และ 8
ตอนนี้เราจะมุ่งแค่เพียงการวาดแผนผัง (หรือที่จริงก็คือ การวางแผน
นั่นเอง) สถานะอนาคต (ซึ่งก็คือ การบ่งชี้โอกาสเพื่อจะได้ออกแบบสายธาร
คุณค่าที่ปราศจากความสูญเปล่าและมีประสิทธิภาพมากยิ่งขึ้น
กระบวนการการวาดแผนผังสถานะอนาคตเกิดขึ้นใน 3 ขั้นตอน ดังนี้ :
ขั้นความต้องการของลูกค้า คือ การทำความเข้าใจกับความต้องการ
ของลูกค้าเกี่ยวกับผลิตภัณฑ์ของคุณ รวมถึงคุณลักษณะด้านคุณภาพ เวลานำ
และราคา
ขั้นการไหล คือ การนำระบบการผลิตแบบมีการไหลอย่างต่อเนื่องเข้า
มาใช้ทั่วทั้งโรงงานของคุณ เพื่อให้ลูกค้าทั้งภายในและภายนอกนั้นได้รับผลิต-
ภัณฑ์ที่ถูกต้อง ในเวลาที่ถูกต้อง และในปริมาณที่ถูกต้อง
VSM_Reprint Step 6_Edit 2.indd 172 31/7/2554 18:39:14
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต 173
ขั้นการปรับเรียบการผลิต คือ การกระจายงานให้มีปริมาณและความ
หลากหลายเท่าๆ กัน เพื่อลดสินค้าคงคลังและชิ้นงานระหว่างกระบวนการผลิต
(WIP) และเพื่อตอบรับกับปริมาณการสั่งซื้อที่มีขนาดเล็กลงของลูกค้า
คุณได้เรียนรู้เกี่ยวกับ 3 ขั้นตอนเหล่านี้และแนวคิดและเครื่องมือลีน
ที่เกี่ยวข้องนี้ในขั้นตอนที่ 3 มาแล้ว และในตอนนี้คุณก็กำลังจะเริ่มใช้สิ่งเหล่านี้
แล้ว
เริ่มต้นวาดแผนผังสถานะอนาคต
ก่อนที่คุณจะเริ่มต้นทำการวาดแผนผังสถานะอนาคตนั้น ให้ทบทวน
แผนผังสถานะปัจจุบันเสียก่อน หากมีคำถามเกิดขึ้นเกี่ยวกับสถานะปัจจุบันขณะ
ที่คุณกำลังวางแผนสถานะอนาคตอยู่ ก็ให้กลับไปดูที่พื้นที่ปฏิบัติงานอีกครั้งเพื่อ
ไขข้อข้องใจในคำถามเหล่านั้น
เราขอแนะนำให้คุณวาดแผนผังสถานะอนาคตบนกระดานฟลิปชาร์ต
ด้วยดินสอหรือเขียนบนกระดานด้วยปากกาชนิดที่ลบได้ เพราะแผนผังของคุณ
จะต้องเปลี่ยนไปตามที่คุณทดลองและผลที่ได้เพิ่มเติมและข้อมูลที่ดีขึ้นกว่า
เดิม จงปล่อยให้แผนผังสถานะอนาคตของคุณเปลี่ยนแปลงไปตามสถานการณ์
ที่เกิดขึ้น!
ในขณะที่เราดำเนินการไปตามกระบวนการการวาดแผนผังสถานะ
อนาคตนั้น เราจะอธิบายรายละเอียดของบริษัทกรณีศึกษา คือ บริษัท Premiere
Manufacturing เพื่อแสดงให้เห็นถึงแนวคิดนี้
VSM_Reprint Step 6_Edit 2.indd 173 31/7/2554 18:39:14
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT174
1. เริ่มต้นการวาดแผนผังสถานะอนาคตด้วยการวาดรูปไอคอนลูกค้า
ผู้จัดส่งวัตถุดิบ และฝ่ายควบคุมการผลิต พร้อมทั้งลูกศรการติดต่อสื่อสารระหว่าง
ไอคอนเหล่านี้ในตำแหน่งเดียวกับที่คุณเคยเขียนในแผนผังสถานะปัจจุบัน :
วาดรูปไอคอนลูกค้าที่มุมขวาด้านบน
วาดรูปไอคอนผู้จัดส่งวัตถุดิบที่มุมซ้ายด้านบน
วาดรูปไอคอนฝ่ายควบคุมการผลิตไว้ระหว่างไอคอนลูกค้าและ
ไอคอนผู้จัดส่งวัตถุดิบ
วาดลูกศรการติดต่อสื่อสารจากไอคอนลูกค้าไปยังไอคอนฝ่าย
ควบคุมการผลิต และจากไอคอนฝ่ายควบคุมการผลิตไปยังไอคอน
ผู้จัดส่งวัตถุดิบ
กรณีศึกษาของบริษัท Premiere Manufacturing
ขั้นตอนที่ 6 เริ่มต้นวาดแผนผังสถานะอนาคต
บริษัท Premiere Manufacturing ได้มุ่งมั่นที่จะผลิตให้ได้ตามค่า
Takt Time และได้บรรลุฉันทามติทั้งจากหัวหน้างานและพนักงาน บริษัท
Cord ซึ่งเป็นลูกค้าได้ตกลงให้มีการจัดส่งชิ้นงาน 504 ชิ้นเป็นประจำ
ทุกวัน โดยบรรจุในภาชนะที่สามารถนำมาใช้ได้ใหม่ภาชนะละ 24 ชิ้น
แต่ต้องการให้ทำงานได้ตามจำนวนงานที่มีการเปลี่ยนแปลงไปตามสถาน-
การณ์ Cord จะยังคงจัดส่งผลการพยากรณ์สำหรับ 30 วัน และตอนนี้
จะเริ่มส่งคำสั่งซื้อทุกวัน และ Premiere จะยังคงจัดส่งผลการพยากรณ์
ทุกเดือนและจัดส่งคำสั่งซื้อทุกสัปดาห์ไปให้ผู้จัดส่งวัตถุดิบของเขา ใน
ระยะสั้นนี้ Premiere ยังยินยอมให้มีการจัดส่งวัตถุดิบจากบริษัท ABC ซึ่ง
เป็นผู้จัดส่งของเขาทุกสัปดาห์ต่อไป แต่ ABC กำลังพยายามที่จะจัดส่ง
สินค้าให้ถี่ขึ้นกว่าเดิมตามความจำเป็น
VSM_Reprint Step 6_Edit 2.indd 174 31/7/2554 18:39:14
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT208
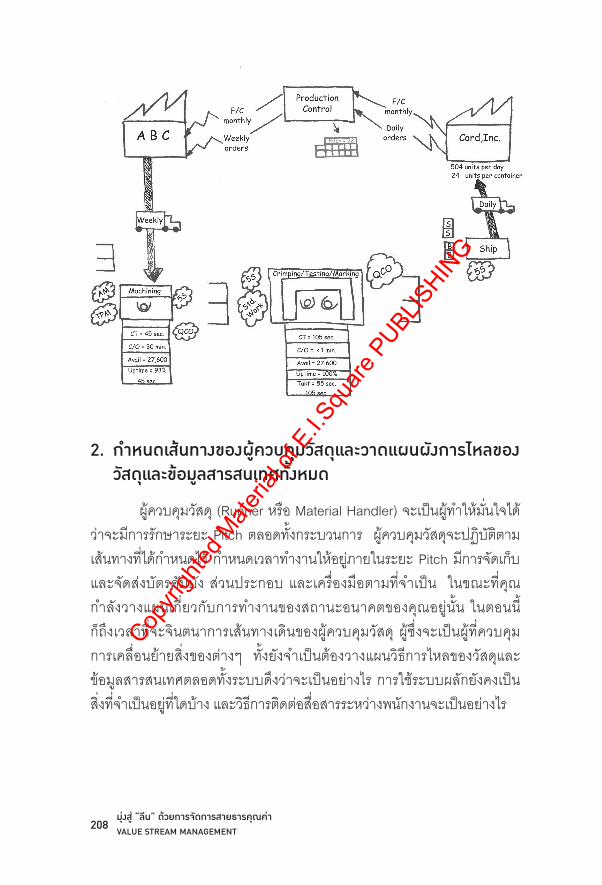
2. กำหนดเส้นทางของผู้ควบคุมวัสดุและวาดแผนผังการไหลของ
วัสดุและข้อมูลสารสนเทศทั้งหมด
ผู้ควบคุมวัสดุ (Runner หรือ Material Handler) จะเป็นผู้ทำให้มั่นใจได้
ว่าจะมีการรักษาระยะ Pitch ตลอดทั้งกระบวนการ ผู้ควบคุมวัสดุจะปฏิบัติตาม
เส้นทางที่ได้กำหนดไว้ กำหนดเวลาทำงานให้อยู่ภายในระยะ Pitch มีการจัดเก็บ
และจัดส่งบัตรคัมบัง ส่วนประกอบ และเครื่องมือตามที่จำเป็น ในขณะที่คุณ
กำลังวางแผนเกี่ยวกับการทำงานของสถานะอนาคตของคุณอยู่นั้น ในตอนนี้
ก็ถึงเวลาที่จะจินตนาการเส้นทางเดินของผู้ควบคุมวัสดุ ผู้ซึ่งจะเป็นผู้ที่ควบคุม
การเคลื่อนย้ายสิ่งของต่างๆ ทั้งยังจำเป็นต้องวางแผนวิธีการไหลของวัสดุและ
ข้อมูลสารสนเทศตลอดทั้งระบบดึงว่าจะเป็นอย่างไร การใช้ระบบผลักยังคงเป็น
สิ่งที่จำเป็นอยู่ที่ใดบ้าง และวิธีการติดต่อสื่อสารระหว่างพนักงานจะเป็นอย่างไร
VSM_Reprint Step 6_Edit 2.indd 208 31/7/2554 18:39:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต 209
3. กำหนดวิธีการปรับปรุงที่คุณจะนำไปใช้และเพิ่มเติมข้อมูลที่
เป็นประโยชน์
เช่นเดียวกับขั้นความต้องการของลูกค้าและขั้นการไหล ขั้นการปรับ-
เรียบของแผนผังสถานะอนาคตควรประกอบด้วยวิธีการหรือเครื่องมือที่คุณ
จะใช้เพื่อให้บรรลุสู่เป้าหมายของคุณ วิธีการที่ควรพิจารณารวมถึงวิธีการดัง
ต่อไปนี้ :
ระบบ 5ส
การควบคุมด้วยสายตา
วิธีการปรับปรุง
วาดแผนผงัสถานะอนาคตใหส้มบรูณด์ว้ยการเพิม่กลอ่งสถติ ิ (Statistics
Box) ซึ่งจะแสดงเวลานำและรอบเวลารวมในการผลิตของสายธารคุณค่า เขียน
จำนวนวันระหว่างจุดปฏิบัติงานและ/หรือเซลล์ และเพิ่มเติมข้อมูลที่เป็นประโยชน์
อื่นๆ ลงในแผนผัง (ดูแผนภาพลำดับเรื่องในหน้าที่ 217)
VSM_Reprint Step 6_Edit 2.indd 209 31/7/2554 18:39:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT210
กรณีศึกษาของบริษัท Premiere Manufacturing
ขั้นตอนที่ 6 ขั้นการปรับเรียบ : กำหนดเส้นทางของผู้ควบคุมวัสดุ
วาดแผนผังการไหลของวัสดุและข้อมูลสารสนเทศ
รวมถึงวิธีการปรับปรุง
เส้นทางของผู้ควบคุมวัสดุ ขั้นตอนที่ 1
ในตอนนี้ทีมงานเริ่มต้นวาดเส้นทางของผู้ควบคุมวัสดุ ดังนี้ :
1. เขียนภาพคนที่เป็นสัญลักษณ์แสดงถึงผู้ควบคุมวัสดุไว้ด้าน
ล่างไอคอนกล่อง Heijunka
2. สมาชิกของทีมวาดไอคอนคัมบังเบิกไว้ตรงกลางระหว่าง
ไอคอนที่เป็นสัญลักษณ์แสดงถึงผู้ควบคุมวัสดุและไอคอน
ที่เป็นสัญลักษณ์แสดงถึงซูเปอร์มาร์เก็ตสินค้าสำเร็จรูป เพิ่ม
ลูกศรที่เป็นเส้นประเข้าไปโดยลากจากไอคอนผู้ควบคุมวัสด ุ
ไปยังไอคอนซูเปอร์มาร์เก็ต โดยลูกศรจะแบ่งไอคอนคัมบัง
เบิกออกเป็น 2 ส่วนเท่าๆ กัน
เส้นทางของผู้ควบคุมวัสดุ ขั้นตอนที่ 2
1. ทีมงานลากลูกศรที่เป็นเส้นประจากไอคอนซูเปอร์มาร์เก็ต
สินค้าสำเร็จรูป ไปยังไอคอนจุดจัดส่งสินค้าเพื่อแสดง
ให้เห็นจุดต่อไปของเส้นทางเดินของผู้ควบคุมวัสดุ
2. ข้างใต้ลูกศรที่เป็นเส้นประนั้น ทีมงานวาดไอคอนชิ้นงาน
ซูเปอร์มาร์เก็ตและไอคอนการดึงวัสดุทางกายภาพ
เพื่อแสดงว่าผู้ควบคุมวัสดุดึงชิ้นงานจากซูเปอร์มาร์เก็ตเพื่อ
ไปจัดเตรียมไว้สำหรับจัดส่ง
เส้นทางของผู้ควบคุมวัสดุ ขั้นตอนที่ 3
1. ทีมงานวาดไอคอนคัมบังการผลิตไว้ด้านบนของไอคอน
VSM_Reprint Step 6_Edit 2.indd 210 31/7/2554 18:39:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต 211
ที่แสดงถึงเซลล์จุดบีบ/จุดทดสอบ/จุดทำเครื่องหมาย และ
เยื้องไปทางด้านขวาเล็กน้อย
2. ทีมงานลากลูกศรที่เป็นเส้นประจากไอคอนจุดจัดส่งสินค้า
ไปยังเซลล์จุดบีบ/จุดทดสอบ/จุดทำเครื่องหมาย โดยลกูศรจะ
แบง่ไอคอนคมับงัการผลติออกเปน็ 2 ส่วนเท่าๆ กัน
เส้นทางของผู้ควบคุมวัสดุ ขั้นตอนที่ 4
ทีมงานวาดลูกศรที่เป็นเส้นประจากไอคอนจุดบีบ/จุดทดสอบ/
จุดทำเครื่องหมายไปยังไอคอนซูเปอร์มาร์เก็ตสินค้าสำเร็จรูป และ
สิ่งเหล่านี้คือทั้งหมดที่ต้องการในการแสดงให้เห็นว่าผู้ควบคุมวัสดุขนถ่าย
สินค้าสำเร็จรูปจากเซลล์จุดบีบ/จุดทดสอบ/จุดทำเครื่องหมายไปยัง
ซูเปอร์มาร์เก็ต
เส้นทางของผู้ควบคุมวัสดุ ขั้นตอนที่ 5
หลังจากผู้ควบคุมวัสดุขนถ่ายสินค้าสำเร็จรูปไปยังซูเปอร์มาร์เก็ต
สินค้าสำเร็จรูป เขาก็จะกลับไปยังกล่อง Heijunka เพื่อนำเอาคัมบังเบิก
กลับมาคืนจากช่องถัดไป ทีมงานวาดลูกศรที่เป็นเส้นประจากไอคอน
ซูเปอร์มาร์เก็ตสินค้าสำเร็จรูปไปยังไอคอนกล่อง Heijunka เพื่อบันทึก
เส้นทางขากลับของเส้นทางของผู้ควบคุมวัสดุ
VSM_Reprint Step 6_Edit 2.indd 211 31/7/2554 18:39:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT212
คุณอาจสงสัยว่าผู้ควบคุมวัสดุจะได้รับคัมบังการผลิตจากที่ใด
คัมบังการผลิตจะถูกติดมากับภาชนะที่บรรจุสินค้าสำเร็จรูป เมื่อผู้ควบคุม
วัสดุดึงภาชนะที่บรรจุสินค้าสำเร็จรูปจากซูเปอร์มาร์เก็ตเพื่อนำมาตั้ง
เตรียมส่ง เขาก็จะดึงคัมบังการผลิตออกจากภาชนะที่บรรจุ และคัมบัง
การผลิตก็จะถูกใช้เพื่อเริ่มต้นเติมสินค้าคงคลังที่เพิ่งจะถูกดึงออกไปให้
เต็มเหมือนเดิม
การวาดแผนผังการไหลของวัสดุและการไหลของข้อมูลในจุดตัด
1. พนักงานจากเซลล์จุดบีบ/จุดทดสอบ/จุดทำเครื่องหมาย
จะเป็นผู้รับผิดชอบในการดึงชิ้นงานที่ต้องการจากซูเปอร์-
มาร์เก็ตที่อยู่ระหว่างเซลล์นี้กับจุดตัด ซึ่งแสดงให้เห็นใน
แผนผังโดยการวาดไอคอนชิ้นงานซูเปอร์มาร์เก็ตและ
ไอคอนการดึงวัสดุแบบ Manual ไว้ระหว่างไอคอน
ซูเปอร์มาร์เก็ตกับไอคอนเซลล์จุดบีบ/จุดทดสอบ/จุดทำ
เครื่องหมาย
2. เมื่อพนักงานที่เซลล์จุดบีบ/จุดทดสอบ/จุดทำเครื่อง-
หมายดึงชิ้นงานที่ตัดมาแล้วจากซูเปอร์มาร์เก็ตระหว่าง
กระบวนการ พนักงานก็จะดึงคัมบังสัญญาณจากภาชนะที่
บรรจุนั้นด้วยและนำไปไว้ที่ใส่พิเศษตรงด้านข้างชั้นวางแบบ
แบบไหล (Flow Rack) สำหรับซูเปอร์มาร์เก็ต พนักงานที่
จุดตัดก็จะเอาคัมบังสัญญาณกลับคืนมาเมื่อเขาจัดส่ง
ชิ้นงานที่ถูกตัดแล้วนั้นไปยังชั้นวางแบบไหลสำหรับซูเปอร์-
มาร์เก็ต เพื่อสาธิตให้เห็นแผนงานในส่วนนี้ ทีมงานจึงวาด
ลูกศรการติดต่อสื่อสารแบบ Manual และไอคอนคัมบัง
สัญญาณจากไอคอนซูเปอร์มาร์เก็ตไปยังไอคอนจุดตัด
และลากลูกศรผลักวัสดุจากไอคอนจุดตัดไปยังไอคอนซูเปอร์-
มาร์เก็ตระหว่างกระบวนการที่อยู่ก่อนจุดบีบ/จุดทดสอบ/
จุดทำเครื่องหมาย
VSM_Reprint Step 6_Edit 2.indd 212 31/7/2554 18:39:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต 213
หมายเหตุ : ถึงแม้ว่าจุดตัดจะไม่มีการผลิตชิ้นงานมากเกินไป แต่ก็ยัง
ต้องวาดลูกศรผลักวัสดุระหว่างจุดปฏิบัติงานนี้และซูเปอร์มาร์เก็ตระหว่าง
กระบวนการที่อยู่ถัดไป เพราะเป็นการชี้ให้เห็นว่าตารางกำหนดการผลิต
ของจุดตัดไม่ได้ขึ้นอยู่กับชิ้นงานที่เซลล์จุดบีบ/จุดทดสอบ/จุดทำ
เครื่องหมายจะดึงไปจากซูเปอร์มาร์เก็ตระหว่างกระบวนการอย่าง
เข้มงวด
3. พนักงานที่จุดตัดจะเป็นผู้รับผิดชอบในการดึงภาชนะบรรจุ
จากซูเปอร์มาร์เก็ตวัตถุดิบที่อยู่ก่อนหน้า เพื่อสาธิตแผนงาน
นี้ ทีมงานวาดไอคอนการดึงวัสดุแบบ Manual และ
ไอคอนชิ้นงานซูเปอร์มาร์เก็ตไว้ระหว่างไอคอนซูเปอร์-
มาร์เก็ตและไอคอนจุดตัด
4. พนักงานที่จุดตัดจะเป็นผู้ รับผิดชอบในการดึงคัมบัง
สัญญาณจากภาชนะบรรจุวัตถุดิบและใส่คัมบังสัญญาณไว ้
ในกล่องใส่คัมบังพิเศษด้วย คนขับรถบรรทุกของผู้จัดส่ง
วัตถุดิบจะเป็นผู้รับผิดชอบในการเก็บคัมบังสัญญาณและ
นำกลับไปยังโรงงานของผู้จัดส่งวัตถุดิบ เพื่อสาธิตให้เห็น
แผนงานในส่วนนี้ ทีมงานจึงวาดไอคอนกล่องใส่คัมบังไว้
ระหว่างไอคอนซูเปอร์มาร์เก็ตและไอคอนรถบรรทุกของ
ผู้จัดส่งวัตถุดิบ และวาดลูกศรการติดต่อสื่อสารแบบ Manual
และไอคอนคัมบังสัญญาณจากไอคอนกล่องใส่คัมบังไปยัง
ไอคอนผู้จัดส่งวัตถุดิบ
VSM_Reprint Step 6_Edit 2.indd 213 31/7/2554 18:39:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT214
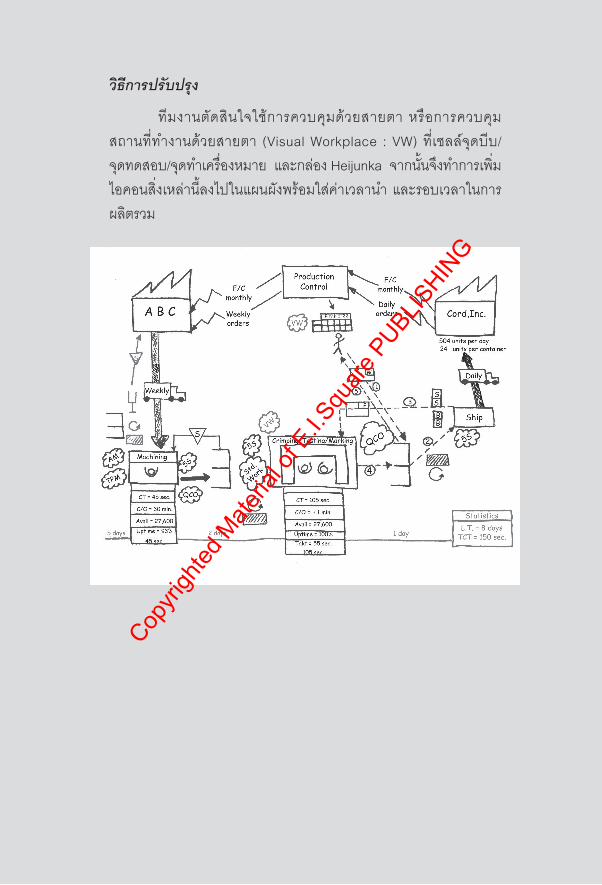
วิธีการปรับปรุง
ทีมงานตัดสินใจใช้การควบคุมด้วยสายตา หรือการควบคุม
สถานที่ทำงานด้วยสายตา (Visual Workplace : VW) ที่เซลล์จุดบีบ/
จุดทดสอบ/จุดทำเครื่องหมาย และกล่อง Heijunka จากนั้นจึงทำการเพิ่ม
ไอคอนสิ่งเหล่านี้ลงไปในแผนผังพร้อมใส่ค่าเวลานำ และรอบเวลาในการ
ผลิตรวม
VSM_Reprint Step 6_Edit 2.indd 214 31/7/2554 18:39:21
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต 215
ที่จุดนี้ คุณได้ปฏิบัติตามไปพร้อมกับบริษัท Premiere Manufacturing
และได้เห็นถึงวิธีการสร้างแผนผังสถานะอนาคตที่ยึดตามความเข้าใจในเรื่อง
ความต้องการของลูกค้า การไหลแบบต่อเนื่อง และการปรับเรียบการผลิตแล้ว
และแผนผังนี้ก็จะได้รับการนำไปลงไว้ในแผนภาพลำดับเรื่องด้วย
ทำไมการรักษา Takt Image ไว้ จึงมีความสำคัญ
การสร้างความพยายามในการเข้าใจและเติมเต็มปริมาณความต้องการ
ของลูกค้า ในการที่จะส่งเสริมการไหลให้ดีขึ้น และในการที่จะปรับเรียบการ
ผลิตนั้นยังไม่เพียงพอที่จะทำให้มั่นใจได้ว่าการแปลงสภาพไปสู่ลีนนั้นจะประสบ
ความสำเร็จ ความสำเร็จของคุณขึ้นอยู่กับความสามารถของคุณในการบ่งชี้
และแก้ไขปัญหาได้อย่างรวดเร็วเป็นอย่างมาก หรือพูดอีกอย่างหนึ่งคือ ระบบ
การผลิตที่รวดเร็วและมีความยืดหยุ่นนั้นจะเป็นระบบที่สามารถตรวจพบและ
แก้ไขข้อบกพร่อง ข้อผิดพลาด และความแปรปรวนอื่นๆ ได้อย่างรวดเร็วที่สุดเท่า
ที่เป็นไปได้ด้วย และนี่คือสาเหตุว่าทำไมการรักษา Takt Image ไว้จึงได้มีความ
สำคัญนัก
คำถามดังต่อไปนี้อาจจะเกิดขึ้นกับคุณในบางจุดที่คุณอ่านกรณีศึกษา
ของบริษัท Premiere Manufacturing : ทำไมคุณถึงต้องเคลื่อนย้ายผลิตภัณฑ์
ผ่านสายธารคุณค่าภายในช่วงเวลา 22 นาทีด้วย ในเมื่อลูกค้าต้องการให้มีการ
จัดส่งสินค้าเพียงวันละครั้งเท่านั้น? จะไม่เป็นผลดีในทางปฏิบัติมากกว่าหรือ
ที่จะเคลื่อนย้ายผลิตภัณฑ์จากจุดสุดท้ายของการจัดส่งซึ่งอาจจะเป็นทุกๆ 4
ชั่วโมงหรือทุกๆ 2 ชั่วโมง?
การรักษา Takt Image ด้วยการใช้ผู้ควบคุมวัสดุซึ่งเป็นผู้เบิกผลิต-
ภัณฑ์จากซูเปอร์มาร์เก็ตสินค้าสำเร็จรูปทุกๆ 22 นาทีเป็นการส่งข้อความว่า
ผลิตได้ตรงความต้องการสินค้าหรือไม่ ไม่ว่าคุณจะทำได้หรือทำไม่ได้ก็ตาม
ถ้าคุณปล่อยคำสั่งซื้อของลูกค้าไปยังจุดจัดส่งสินค้าทุกๆ 4 หรือ 8 ชั่วโมง
คุณก็จะไม่สามารถตอบโต้กับปัญหาที่เกิดขึ้นได้รวดเร็วเท่ากับที่คุณจะทำได้
เมื่อมีการปล่อยคำสั่งซื้อทุกๆ 22 นาที
VSM_Reprint Step 6_Edit 2.indd 215 31/7/2554 18:39:21
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT216
บทสรุปของขั้นตอนที่ 6
ทบทวนแผนงานของสถานะอนาคตกับคนอื่นๆ ผู้ซึ่งอาจเป็นผู้ที่
สามารถแนะนำการปรับปรุงอย่างอื่นเพิ่มเติมได้
ถ้าจำเป็นต้องแก้ไขแผนงาน ควรทำก่อนดำเนินการในขั้นตอน
ที่ 7
กำหนดค่าเป้าหมายสำหรับสถานะอนาคตในลักษณะเดียวกันกับ
เส้นฐานของแต่ละมาตรวัดที่กำหนดไว้ในขั้นตอนที่ 5
ทำให้มั่นใจว่าได้ตระหนักถึงความพยายามของทีมดำเนินงานหลักที่
ไดท้ำมาจนถึงวันนี้
ใส่แผนผังสถานะอนาคตชุดที่เป็นปัจจุบันที่สุดลงตรงตำแหน่งที่จัดไว้
ในแผนภาพลำดับเรื่อง
VSM_Reprint Step 6_Edit 2.indd 216 31/7/2554 18:39:21
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
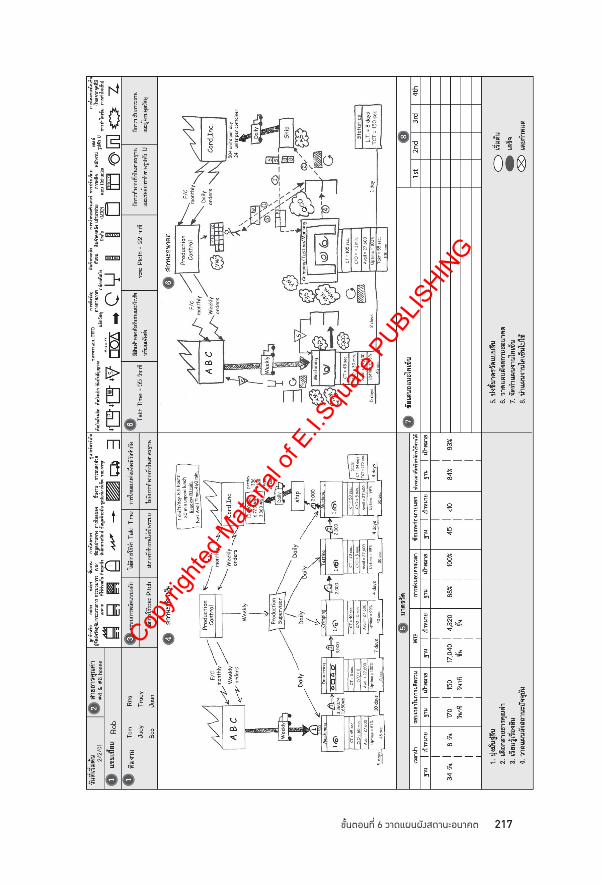
ขั้นตอนที่ 6 วาดแผนผังสถานะอนาคต 217
VSM_Reprint Step 6_Edit 2.indd 217 31/7/2554 18:39:21
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 7 จัดทำแผนงานไคเซ็น
VSM_Reprint Step 7_Edit 2.indd 219 31/7/2554 18:43:52
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT220
ขั้นตอนที่ 7 จัดทำแผนงานไคเซ็น
เมื่อใกล้ถึงเวลาที่ทีมดำเนินงานหลักต้องเข้าสู่ขั้นตอนที่ 7 แล้วนั้น
พวกเขาอาจจะกระตือรือร้นอยากเริ่มนำสถานะอนาคตที่ได้จัดทำมานั้นมา
ดำเนินการโดยเร็ว แต่อย่างไรก็ตาม ตอนนี้ควรเป็นเวลาที่ทีมงานจะต้อง
สร้างแผนงานอย่างละเอียดซึ่งจะเป็นสิ่งแนะแนวทางให้กับความพยายามในการ
ปรับปรุงสายธารคุณค่านั้น หากปราศจากการวางแผนที่ดีแล้ว โอกาสประสบ
ความสำเร็จในการแปลงไปสู่ลีนนั้นก็ดูจะมีแค่เพียงน้อยนิดเท่านั้น
ในขั้นตอนการวางแผน ให้กำหนดการประชุมอีกครั้งหนึ่งเพื่อทำให้
แน่ใจว่าการไหลของการติดต่อสื่อสารและผู้ที่เกี่ยวทั้งหมดนั้นยังคงมีความ
คิดอยู่ในทิศทางเดียวกัน ควรใช้แบบฟอร์มแสดงสถานะของโครงการสายธาร
คุณค่า (Value Stream Project Status Form) ให้เป็นประโยชน์ ในการ
เชื่อมต่อสื่อสารกันกับแชมเปี้ยนของสายธารคุณค่าเมื่อสามารถบรรลุถึงหมุด-
หมาย (Milestone) (ตัวอย่างที่แสดงในหน้าถัดไป ถือเป็นเครื่องมือที่ดีสำหรับ
การเน้นย้ำสิ่งที่เกี่ยวข้องและหนทางแก้ปัญหาที่มีความเป็นไปได้)
VSM_Reprint Step 7_Edit 2.indd 220 31/7/2554 18:43:52
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
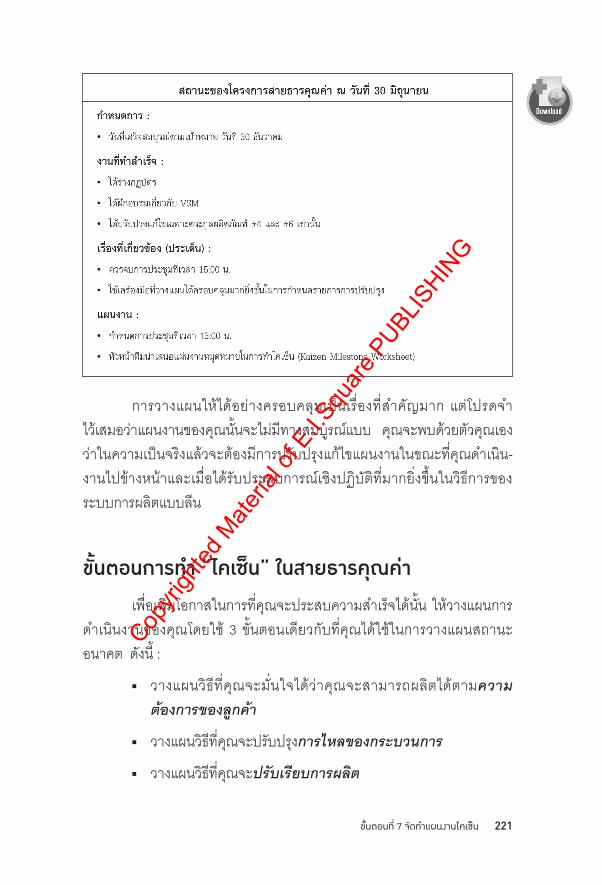
ขั้นตอนที่ 7 จัดทำแผนงานไคเซ็น 221
การวางแผนให้ได้อย่างครอบคลุมเป็นเรื่องที่สำคัญมาก แต่โปรดจำ
ไว้เสมอว่าแผนงานของคุณนั้นจะไม่มีทางสมบูรณ์แบบ คุณจะพบด้วยตัวคุณเอง
ว่าในความเป็นจริงแล้วจะต้องมีการปรับปรุงแก้ไขแผนงานในขณะที่คุณดำเนิน-
งานไปข้างหน้าและเมื่อได้รับประสบการณ์เชิงปฏิบัติที่มากยิ่งขึ้นในวิธีการของ
ระบบการผลิตแบบลีน
ขั้นตอนการทำ “ไคเซ็น” ในสายธารคุณค่า
เพื่อเพิ่มโอกาสในการที่คุณจะประสบความสำเร็จได้นั้น ให้วางแผนการ
ดำเนินงานของคุณโดยใช้ 3 ขั้นตอนเดียวกับที่คุณได้ใช้ในการวางแผนสถานะ
อนาคต ดังนี้ :
วางแผนวิธีที่คุณจะมั่นใจได้ว่าคุณจะสามารถผลิตได้ตามความ
ตองการของลูกคา
วางแผนวิธีที่คุณจะปรับปรุงการไหลของกระบวนการ
วางแผนวิธีที่คุณจะปรับเรียบการผลิต
VSM_Reprint Step 7_Edit 2.indd 221 31/7/2554 18:43:53
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT222
การใช้ลำดับขั้นตอนในการวางแผนนี้จะช่วยให้เกิดการดำเนินงานตาม
แผนงานไคเซ็นที่มีประสิทธิผลมากที่สุดและใช้ต้นทุนต่ำที่สุด ตัวอย่างเช่น เมื่อ
คุณเข้าใจในความต้องการของลูกค้าอย่างแท้จริงแล้ว คุณอาจเจาะลึกเพิ่มเติม
เข้าไปในวิธีการจัดเรียงการปฏิบัติงานภายในเซลล์ได้ ในทำนองเดียวกัน
ธรรมชาติของระบบการปรับเรียบการผลิตก็อาจมีการเปลี่ยนแปลงไปเมื่อคุณได้
มีประสบการณ์จริงๆ กับการผลิตแบบมีการไหลอย่างต่อเนื่อง
ในขณะที่คุณดำเนินการไปกับกระบวนการวางแผนการทำไคเซ็นการ
ปฏิบัติตามขั้นตอนเหล่านี้จะสามารถช่วยในการดำเนินงานได้ :
1. ทบทวนแผนงานสถานะอนาคตและสร้างแผนงานไคเซ็นประจำ
เดือน
2. กำหนดหมุดหมายสำหรับแต่ละกิจกรรมไคเซ็นหลักๆ และสร้าง
แผนภูมิหมุดหมายไคเซ็น (Kaizen Milestone Chart)
3. จัดทำแผนภาพลำดับเรื่องของการจัดการสายธารคุณค่าให้เสร็จ
สมบูรณ์
4. ขออนุมัติแผนงานไคเซ็นจากฝ่ายบริหารด้วยวิธี “การส่งลูก”
แผนงานไคเซ็นประจำเดือน
เริ่มต้นโดยการสร้างแผนงานไคเซ็นประจำเดือน (Monthly Kaizen
Plans) อย่างละเอียดที่มีการวางกำหนดการดำเนินงานให้กับองค์ประกอบหลักๆ
หรือ “เหตุการณ์สำคัญ” ที่จะทำให้ประสบความสำเร็จในแต่ละขั้นของแผนผัง
สถานะอนาคตของคุณ (ความต้องการของลูกค้า การไหล และการปรับเรียบ)
ใช้สัญลักษณ์ในการกำหนดกรอบเวลา (Time Frame) ของเหตุการณ์หลักๆ
แต่ละอย่าง ดังนี้ :
สามเหลี่ยมโปร่งแสดงถึงวันที่เริ่มทำ
เส้นประแสดงถึงระยะเวลาในการดำเนินงานตามที่คาดการณ์ไว้
สามเหลี่ยมทึบแสดงถึงวันที่เสร็จสมบูรณ์
VSM_Reprint Step 7_Edit 2.indd 222 31/7/2554 18:43:53
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

ขั้นตอนที่ 8 นำแผนงานไคเซ็นไปใช้
VSM_Reprint Step 8_Edit 2.indd 231 31/7/2554 18:47:40
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT232
ขั้นตอนที่ 8 นำแผนงานไคเซ็นไปใช้
เมื่อได้วางแผนและจัดเตรียมทุกสิ่งทุกอย่างมาถึงเพียงนี้แล้ว ตอนนี้
คุณก็สามารถดำเนินการในระยะการดำเนินงาน (Implementation Phase) ได้
อย่างกระตือรือร้นและด้วยความเชื่อมั่นได้แล้ว อย่างไรก็ตาม ต้องจำไว้เสมอ
ว่า เมื่อการดำเนินงานเริ่มขึ้นอย่างจริงจังแล้ว กิจกรรมไคเซ็นจะมีผลกระทบต่อ
ทุกๆ คนที่เสมือนว่าจะเชื่อมต่อกับสายธารคุณค่าเป้าหมายด้วย
คำแนะนำสำหรับการรับมือกับความเปลี่ยนแปลง
การเปลี่ยนแปลง (แม้ว่าจะเปลี่ยนแปลงไปในทางที่ดีขึ้น) เป็นเรื่อง
ยากสำหรับคนส่วนใหญ่ แต่ยิ่งมีมากคนที่รู้ว่ากำลังเกิดอะไรขึ้น ก็ยิ่งง่ายที่
จะจัดการกับสิ่งที่ทำให้ต้องกังวลซึ่งต้องมีไปพร้อมกับการเปลี่ยนแปลงที่เกิดขึ้น
อย่างมีนัยสำคัญได้มากเท่านั้น รายการต่อไปนี้คือข้อแนะนำสำหรับการจัดการ
และการรับมือกับสิ่งที่ทำให้ต้องกังวลซึ่งจะแสดงออกมาให้เห็นอยู่เสมอในขณะ
ที่คุณกำลังดำเนินงานอยู่นั้น :
สื่อสาร สื่อสาร และสื่อสาร! ต้องแน่ใจว่าทุกๆ คนทั้งที่อยู่ต้นทาง
และปลายทางของบริเวณที่มีการทำกิจกรรมไคเซ็นเกิดขึ้นนั้นรู้ว่า
กำลังเกิดอะไรขึ้น และทำไมจึงเกิดขึ้น หัวหน้าทีมหรือหัวหน้างาน
ต้องอธิบายอย่างคร่าวๆ ในการประชุมตอนเริ่มกะใหม่ เพื่อให้มั่นใจ
ได้ว่าจะไม่มีใครมาปกปิดข้อมูลไม่ให้พนักงานทราบ
จัดการกับพฤติกรรมในแง่ลบเสียตั้งแต่แรกที่เริ่มดำเนินงาน
หากมีบางคนที่ดูเหมือนว่าจะไม่ให้ความร่วมมือหรือแสดงพฤติ-
กรรมในแง่ลบออกมา ให้พูดคุยกับบุคคลนั้นเป็นการส่วนตัว และ
รับฟังความเห็นของเขาและพิจารณาแก้ไขสิ่งเหล่านั้น การฟังอย่าง
ตั้งใจถือเป็นทักษะที่จำเป็น รับฟังทุกๆ เรื่องของคนเหล่านั้น เพื่อ
VSM_Reprint Step 8_Edit 2.indd 232 31/7/2554 18:47:40
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ขั้นตอนที่ 8 นำแผนงานไคเซ็นไปใช ้ 235
บทสรุป
Toyota ได้ใช้เวลานานกว่า 50 ปีในการทำระบบการผลิตแบบลีนให้
สมบูรณ์แบบ และพวกเขายังคงปรับปรุงระบบการผลิตแบบลีนนี้ให้ดียิ่งขึ้น
ต่อไป เพื่อให้องค์กรของคุณประสบความสำเร็จเช่นกัน บุคลากรนั้นต้อง
มองหาหนทางในการปรับปรุงสายธารคุณค่าทั้งหมดที่มีอยู่นั้นไปอย่างต่อเนื่อง
ปลูกฝังสภาพแวดล้อมเช่นนี้ เป็นประจำทุกวันด้วยการเห็นคุณค่าและการ
ตอบแทนความพยายามของบุคลากร และปฏิบัติต่อพวกเขาอย่างให้เกียรติ
และเคารพ โดยเฉพาะอย่างยิ่งกับการเปิดรับแนวคิดและคำแนะนำในการ
ปรับปรุงสายธารคุณค่าจากพนักงานผู้ซึ่งเป็นคนสร้างคุณค่าให้แก่ลูกค้าของ
คุณ และเป็นผู้ที่รู้รายละเอียดของสายธารคุณค่าได้ดีที่สุดด้วย
และโปรดจำไว้ด้วยว่า ไม่มีสิ่งไหนที่จะเป็นไปตามแผนงานได้อย่าง
พอดิบพอดี จงคาดการณ์สิ่งที่ไม่คิดว่าจะเกิดและปรับเปลี่ยนแผนงานของ
คุณให้สอดคล้องกับสิ่งนั้น
ขอให้โชคดีบนเส้นทางสู่ลีนนะครับ!
VSM_Reprint Step 8_Edit 2.indd 235 31/7/2554 18:47:40
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT236
อภิธานศัพท์
Autonomation (การควบคุมตัวเองโดยอัตโนมัติ) : การทำงานอัตโนมัติโดยมี
สัมผัสของมนุษย์ (Human Touch) (ดู Jidoka) เป็นเสาหลักที่ 2 จาก 2 เสาหลัก
ของระบบการผลิตแบบโตโยต้า (เสาหลักแรก คือ การผลิตแบบทันเวลาพอดี
(Just-In-Time : JIT))
Benchmarking (การเทียบเคียง) : วิธีการที่มีแบบแผนในการบ่งชี้กระบวนการ
ในระดับโลก แล้วเก็บรวบรวมเฉพาะข้อมูลที่ เกี่ยวข้องและนำไปประยุกต์
ใช้ปรับปรุงกระบวนการที่มีลักษณะคล้ายคลึงกันภายในองค์กรของคุณเอง
Buffer Inventory / Buffer Stock (สินค้าคงคลังกันชน) : สินค้าสำเร็จรูปที่มีไว้
เพื่อให้สามารถผลิตได้ตามปริมาณความต้องการสินค้าของลูกค้าที่แปรผัน
เนื่องจากรูปแบบการสั่งซื้อของลูกค้าหรือค่า Takt Time มีการแกว่งขึ้น-ลง
Continuous Flow (การไหลแบบต่อเนื่อง) : สถานะอุดมคติ (Ideal State)
ที่มีคุณลักษณะพิเศษคือ มีความสามารถในการเติมชิ้นงานเพียง 1 ชิ้นที่ถูก “ดึง”
จากปลายทาง ในทางปฏิบัติการไหลแบบต่อเนื่องนั้น มีความหมายเช่นเดียวกับ
การผลิตแบบทันเวลาพอดี (JIT) ซึ่งทำให้มั่นใจได้ว่าทั้งลูกค้าภายในและลูกค้า
ภายนอกจะได้รับเฉพาะสิ่งที่ต้องการ ในเวลาที่ต้องการ และในปริมาณ
ที่ตรงกับความต้องการเท่านั้น
Core Implementation Team (ทีมดำเนินงานหลัก) : กลุ่มพนักงานที่ได้รับ
แต่งตั้งให้ทำการวางแผนรายละเอียดของแผนงานการนำระบบการผลิตแบบ
ลีนไปใช้ ด้วยการนำ “กระบวนการการจัดการสายธารคุณค่า” ทั้ง 8 ขั้นตอน
มาใช้
Cycle Time (รอบเวลา) : เวลาที่ใช้ไปตั้งแต่เริ่มต้นกระบวนการหรือปฏิบัติงาน
จนกระทั่งงานนั้นเสร็จสมบูรณ์
VSM_Reprint glossary_Edit 2.indd 236 31/7/2554 18:49:19
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
อภิธานศัพท ์ 237
Demand / Customer Demand (ความตอ้งการสนิคา้ของลกูคา้หรอือปุสงค)์ :
ปริมาณชิ้นงานที่ลูกค้าต้องการ (ดูเพิ่มเติมที่ Takt Time)
Extended Team Members (สมาชิกเสริมของทีม) : บุคคลที่ช่วยสร้างทักษะ
พิเศษหรือความเชี่ยวชาญให้แก่ “ทีมดำเนินงานหลัก” แต่ไม่ได้เป็นผู้รับผิดชอบ
ในการดำเนินงาน
Flow (การไหล) : การเคลื่อนไหวของวัสดุหรือข้อมูลสารสนเทศ ซึ่งภารกิจใน
การผลิตจะประสบความสำเร็จเมื่อสามารถเคลื่อนย้ายวัสดุและข้อมูลสารสนเทศ
ได้โดยมีการหยุดชะงักเพียงน้อยที่สุดเท่าที่จะเป็นไปได้ หรือหากไม่มีเลยก็จะ
ดีมาก
Heijunka / Load Leveling (เฮจุงกะ หรือการปรับเรียบภาระงาน) : การทำ
สมดุลปริมาณงานที่จะต้องทำ (ภาระงาน) ในระหว่างกะด้วยกำลังการผลิตที่
สามารถจะทำงานได้เสร็จสมบูรณ์ ระบบ Heijunka จะมีกระจายงานในสัดส่วน
ที่ยึดตามปริมาณความต้องการของลูกค้า โดยมีปัจจัยที่ต้องพิจารณา คือ
ปริมาณและความหลากหลายของผลิตภัณฑ์
Heijunka Box (กล่องเฮจุงกะ) : อุปกรณ์ (เชิงกายภาพ) ซึ่งถูกนำมาใช้เพื่อ
ปรับเรียบปริมาณและความหลากหลายของผลิตภัณฑ์ที่จะผลิตตลอดช่วง
เวลาที่ได้กำหนดไว้ (ปกติจะเท่ากับ 1 วัน) กล่องจะถูกแบ่งออกเป็นช่องๆ
ซึ่งจะแสดงถึงการผลิตที่เพิ่มขึ้นตามระยะ Pitch โดยจะมีการนำคัมบังมาใส่
ในช่องเหล่านั้นซึ่งแสดงถึงปริมาณการสั่งซื้อของลูกค้า คำสั่งที่คัมบังใส่ไว้กล่อง
จะคำนวณโดยยึดตามปริมาณและความหลากหลายของผลิตภัณฑ์
Jidoka (จิโดกะ) : เสาหลักที่ 2 จาก 2 เสาหลักของระบบการผลิตแบบ
โตโยต้า ซึ่งเป็นวิธีการที่มีหลักการทำงานอยู่บนการทำงานแบบอัตโนมัติเพื่อ
ป้องกันความผิดพลาด (Mistake-proof) ในการตรวจหาข้อบกพร่องของชิ้นงาน
(Defect) และช่วยเพิ่มความสะดวกให้แก่พนักงานในการปฏิบัติงานหลายๆ
อย่างภายในเซลล์การทำงานด้วย หรืออีกนัยหนึ่งก็คือ Jidoka ใช้ระบบอัต-
โนมัตินี้ในการส่งเสริมการไหลให้ดีขึ้น
VSM_Reprint glossary_Edit 2.indd 237 31/7/2554 18:49:19
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT238
Just-in-time Production (การผลิตแบบทันเวลาพอดี) : เสาหลักแรกจาก
2 เสาหลักของระบบการผลิตแบบโตโยต้า (อีกเสาหลักหนึ่งคือ Jidoka) เป็น
กระบวนทัศน์การผลิตที่ทำให้มั่นใจได้ว่าลูกค้าจะได้รับเฉพาะสิ่งที่ต้องการ
ในเวลาที่ต้องการ และในปริมาณที่ตรงกับความต้องการเท่านั้น (ดูเพิ่มเติม
ที่ Continuous Flow)
Kaizen (ไคเซ็น) : การปรับปรุงประจำวันเล็กๆ น้อยๆ ที่ทุกๆ คนร่วมกันทำ
ไค (Kai) หมายถึง “แยกออกเป็นส่วนๆ” และ เซ็น (Zen) หมายถึง “ทำให้ดี” ซึ่ง
จุดประสงค์ในการทำไคเซ็นก็เพื่อกำจัดความสูญเปล่าทั้งหมดออกไป
Kaizen Event (กิจกรรมไคเซ็น) : กิจกรรมที่ทีมงานอุทิศเวลาในการนำวิธีการ
ของระบบการผลิตแบบลีนเข้ามาประยุกต์ใช้ในพื้นที่หนึ่งๆ เป็นพิเศษอย่างรวดเร็ว
ในช่วงระยะเวลาสั้นๆ ระยะหนึ่ง
Kanban (คัมบัง) : บัตรควบคุมสินค้าคงคลังซึ่งเป็นหัวใจของระบบดึง บัตร
ที่ใช้เป็นวิธีในการสื่อสารถึงสิ่งที่ต้องการไปยังต้นทางอย่างแม่นยำ (เกี่ยวกับ
รายละเอียดของผลิตภัณฑ์และปริมาณ) ในเวลาที่ต้องการ
Lean (ลีน) : คำย่อของคำว่า “การผลิตแบบลีน” (Lean Manufacturing) ซึ่ง
หมายถึงกระบวนทัศน์การผลิตที่ยึดหลักตามเป้าหมายพื้นฐานของระบบการผลิต
แบบโตโยต้า คือ ลดความสูญเปล่าลงให้เหลือน้อยที่สุดและทำให้เกิดการไหล
ได้มากที่สุด
Lean Enterprise (วิสาหกิจแบบลีน) : องค์กรที่เข้าใจในแนวคิดลีน มีการ
สื่อสาร ประยุกต์ใช้ และมีการดำรงไว้ซึ่งแนวคิดลีนนี้อย่างแท้จริงในทุกพื้นที่
ปฏิบัติงานและทุกหน่วยงาน
Leveling (การปรับเรียบ) : การกระจายงานที่ต้องการนำไปเติมเต็มปริมาณ
ความต้องการของลูกค้าได้ทั่วทั้งกะหรือทั้งวัน การปรับเรียบนี้สามารถบรรลุผล
ได้ด้วยการนำระบบการควบคุมการเบิกชิ้นงานให้เป็นไปตามจังหวะ (Paced
Withdrawal) หรือระบบ Heilijunka (การปรับเรียบภาระงาน) มาใช้
VSM_Reprint glossary_Edit 2.indd 238 31/7/2554 18:49:19
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
อภิธานศัพท ์ 239
Line Balancing (การจัดสมดุลสายการผลิต) : กระบวนการที่ได้มีการกระจาย
องค์ประกอบของงานออกเท่าๆ กันตลอดทั้งสายธารคุณค่าเพื่อให้สามารถผลิต
ได้ตามค่า Takt Time
Location Indicator (ตัวบอกสถานที่ตั้ง) : องค์ประกอบของการควบคุม
สถานที่ทำงานด้วยสายตา (Visual Workplace) ซึ่งแสดงจุดที่ชิ้นงานสังกัด
อยู่ เส้น ลูกศร ป้าย และแผ่นป้ายติดประกาศก็ล้วนแล้วแต่เป็นตัวบอกสถานที่ตั้ง
Muda (มูดะ) : (ดูเพิ่มเติมที่ Waste)
Operator Balance Chart (แผนภาพแสดงความสมดุลของพนักงาน) : การ
แสดงองค์ประกอบของงาน เวลา และพนักงานที่แต่ละสถานที่ในสายธารคุณค่า
ให้เห็นด้วยภาพ “แผนภาพแสดงความสมดุลของพนักงาน” ใช้เพื่อแสดงให้
เห็นโอกาสในการปรับปรุงด้วยการแสดงเวลาของพนักงานที่ทำงานในแต่ละจุดซึ่ง
มีข้อมูลของรอบเวลารวมในการทำงาน (Total Cycle Time) และค่า Takt Time
แสดงให้เห็นได้
Paced Withdrawal (การควบคุมการเบิกชิ้นงานให้เป็นไปตามจังหวะ) : วิธี
การปรับเรียบซึ่งเกี่ยวกับการขนย้ายวัสดุผ่านเข้าไปในสายธารคุณค่าครั้งละ
น้อยๆ (Small Batch) โดยมีช่วงระยะเวลาเท่ากับระยะ Pitch
Pack-out Quantity (ปริมาณการบรรจุ) ปริมาณจำนวนน้อยๆ เท่ากับจำนวน
ชุดหรือจำนวนชิ้นงานที่สามารถเคลื่อนย้ายผ่านเข้าไปได้ตลอดสายธารคุณค่า
เพื่อทำให้มั่นใจได้ว่าการไหลนั้นมีประสิทธิภาพ “ปริมาณการบรรจุ” อาจได้หรือ
ไม่ได้มาจากความต้องการของลูกค้าก็ได้
Pitch : ระยะเวลา (ซึ่งยึดตามจังหวะ Takt) ที่จุดปฏิบัติงานก่อนหน้าต้องการ
ก่อนที่จะปล่อยชิ้นงานระหว่างกระบวนการผลิตตามปริมาณการบรรจุที่กำหนด
ไว้ให้แก่จุดปฏิบัติงานถัดไป ดังนั้น Pitch จึงคือผลพวงจาก Takt Time และ
“ปริมาณการบรรจุ” (Pack-out Quantity)
Product Family (ตระกูลผลิตภัณฑ์) : กลุ่มชิ้นงานที่ใช้อุปกรณ์ร่วมกันและมี
ลักษณะของกระบวนการผลิตเหมือนกัน
VSM_Reprint glossary_Edit 2.indd 239 31/7/2554 18:49:19
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT240
Production Kanban (คัมบังการผลิต) : บัตรพิมพ์ที่ระบุจำนวนชิ้นงานที่ต้อง
ดำเนินการผลิตเพื่อเติมชิ้นงานที่ถูกดึงจากซูเปอร์มาร์เก็ต
Project Champion (แม่ทัพหรือแชมเปี้ยนโครงการ) : บุคคลที่มีอำนาจหน้าที่
และความรับผิดชอบในการจัดสรรทรัพยากรขององค์กรได้ในช่วงอายุโครงการ
ซึ่งปกติแล้วแชมเปี้ยนควรได้รับการมอบหมายให้ทำโครงการอย่างเต็มที่ และ
แชมเปี้ยนมักจะเป็นผู้ที่ริเริ่มโครงการด้วย
Red Tag (ป้ายแดง) : ฉลากที่ใช้ในการดำเนินระบบ 5ส เพื่อบ่งชี้สิ่งที่ไม่เป็น
ที่ต้องการหรือสิ่งที่มาอยู่ผิดที่
Runner (ผู้ควบคุมวัสดุ) : คนงานที่ทำให้มั่นใจว่าการผลิตจะยังคงเป็นไปตาม
ระยะ Pitch โดยเขาจะดูแลทั้งรอบการจัดส่งภายในระยะ Pitch ตามเส้นทาง
ที่ได้กำหนดไว้ หยิบบัตรคัมบัง เครื่องมือ และชิ้นส่วนประกอบ และจัดส่งสิ่ง
เหล่านี้ไปยังสถานที่ที่พวกมันควรจะอยู่
Safety Inventory / Safety Stock (สินค้าคงคลังนิรภัย) : สินค้าสำเร็จรูปที่มีไว้
เพื่อให้สามารถผลิตได้ตามปริมาณความต้องการสินค้าของลูกค้า เมื่อมีข้อจำกัด
ภายในบริษัทหรือการไร้ประสิทธิภาพมาขัดขวางการไหลของกระบวนการ
Set in Order (สะดวก) : กิจกรรมตัวที่ 2 ในระบบ 5ส ซึ่งเกี่ยวกับการระบุ
สถานที่ที่ดีที่สุดสำหรับสิ่งของแต่ละอย่างที่อยู่ในพื้นที่นั้นๆ ย้ายสิ่งของที่ไม่น่า
จะอยู่ในพื้นที่นี้ออกไป กำหนดขีดจำกัดของความสูงและขนาด และมีการ
ติดตั้งตัวบอกสถานที่ตั้งชั่วคราวไว้ด้วย
Shine (สะอาด) : กิจกรรมตัวที่ 3 ในระบบ 5ส ซึ่งเกี่ยวกับการทำความสะอาด
ทุกๆ สิ่งอย่างละเอียดถี่ถ้วน โดยใช้การทำความสะอาดนั้นเป็นเหมือนพฤติกรรม
ในการตรวจสอบ และยังเป็นถึงวิธีที่จะป้องกันไม่ได้เกิดความสกปรก รอยเปื้อน
และการเปรอะเปื้อนอื่นๆ ที่เกิดจากการหมักหมม
Signal Kanban (คัมบังสัญญาณ) : คือ บัตรพิมพ์ที่ระบุจำนวนชิ้นงานที่ต้อง
ทำการผลิตแบบเป็นชุดๆ (Batch Operation) เพื่อเติมชิ้นงานที่ถูกดึงไปจาก
ซูเปอร์มาร์เก็ตที่อยู่ถัดไป
VSM_Reprint glossary_Edit 2.indd 240 31/7/2554 18:49:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
อภิธานศัพท ์ 241
Sort (สะสาง) : กิจกรรมตัวแรกในระบบ 5ส ซึ่งเกี่ยวกับการแยกสิ่งของเก็บไว้
และการแยกสิ่งของออกไป โดยทำการติดป้ายแดงไว้บนสิ่งของเหล่านี้ และ
ย้ายไปเก็บไว้ที่จุดจัดเก็บชั่วคราว แล้วสิ่งของเหล่านี้ก็จะถูกย้ายออกไป ขาย
เปลี่ยนตำแหน่ง หรือกำจัดทิ้งไปตามเวลาที่ได้กำหนดไว้
Standardize (สร้างมาตรฐาน) : กิจกรรมตัวที่ 4 ในระบบ 5ส ซึ่งเกี่ยวกับ
การสร้างกฎเพื่อรักษาและควบคุมเงื่อนไขที่ได้จัดทำขึ้นหลังจากที่ได้จัดทำ 3ส
แรกมาแล้ว โดยจะมีการนำการควบคุมด้วยสายตา (Visual Controls) เข้ามาใช้
เพื่อทำให้เงื่อนไขเหล่านี้ชัดเจนขึ้น
Standardized Work (งานที่เป็นมาตรฐาน) : ชุดของวิธีปฏิบัติงานที่ได้รับ
การเห็นพ้องกันแล้ว ซึ่งแสดงให้เห็นวิธีการและลำดับของกระบวนการการผลิต
และกระบวนการประกอบชิ้นงานที่ดีที่สุดของแต่ละกระบวนการ งานที่เป็น
มาตรฐานนี้ ถูกนำมาใช้เพื่อเพิ่มประสิทธิภาพของคนและเครื่องจักรให้ได้มาก
ที่สุด ในขณะเดียวกันนั้นก็ต้องมั่นใจได้ว่าเป็นสภาวะที่มีความปลอดภัยด้วย
Storyboard (แผนภาพลำดับเรื่อง) : โครงร่างงานขนาดเท่าโปสเตอร์สำหรับ
บรรจุข้อมูลหลักทั้งหมดที่ใช้ในการวางแผนเพื่อนำระบบลีนมาใช้ ซึ่งประกอบด้วย
ผลลัพธ์จากแต่ละขั้นตอนของการจัดการสายธารคุณค่าทั้ง 8 ขั้นตอนนั้น
Supermarket (ซูเปอร์มาร์เก็ต) : ระบบที่ถูกนำมาใช้เพื่อจัดเก็บสินค้าคงคลัง
ของสินค้าสำเร็จรูปและชิ้นงานระหว่างกระบวนการผลิตตามระดับที่กำหนด
ไว้ และเต็มชิ้นงานที่ถูก “ดึง” เพื่อไปเติมเต็มคำสั่งซื้อของลูกค้า (ทั้งภายใน
และภายนอก) โดยซูเปอร์มาร์เก็ตนี้จะถูกใช้ก็ต่อเมื่อสภาวะแวดล้อมที่มีอยู่
นั้นยากต่อการที่จะรักษาการไหลแบบต่อเนื่องให้ยั่งยืนอยู่ได้
Sustain (สร้างนิสัย) : กิจกรรมตัวที่ 5 ในระบบ 5ส ซึ่งบุคคลหรือทีมงาน
รับรองว่าจะยึดมั่นต่อมาตรฐานของ 5ส ด้วยวิธีการสื่อสาร การฝึกอบรม และ
ความมีระเบียบวินัยในตัวเอง
VSM_Reprint glossary_Edit 2.indd 241 31/7/2554 18:49:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT242
Takt Image : ภาพในจินตนาการของสถานะในอุดมคติ (Ideal State) ที่คุณ
ได้มีการกำจัดความสูญเปล่าและปรับปรุงสมรรถนะของสายธารคุณค่า โดยมี
จุดประสงค์เพื่อจะได้บรรลุสู่การผลิตแบบทีละชิ้น (One-piece Flow) ที่
สอดคล้องตาม Takt Time เป็นหลัก
Takt Time (แทคไทม์) : “จังหวะ” ของปริมาณความต้องการสินค้าของลูกค้า
ซึ่งก็คือเวลาที่ต้องการระหว่างที่ทำการผลิตให้ออกมาจนเป็นผลผลิตสุดท้าย
อย่างต่อเนื่องจนเสร็จสมบูรณ์ ค่า Takt Time จะเป็นตัวกำหนดว่ากระบวน-
การต้องผลิตเพื่อให้ได้ตามความต้องการของลูกค้าด้วยความเร็วเพียงใด ซึ่ง
ค่า Takt Time นั้นสามารถคำนวณได้โดยการหาร “เวลาทั้งหมดที่มีในการผลิต”
ด้วย “ปริมาณที่ลูกค้าต้องการรวมทั้งหมด”
Team Charter (กฎบัตรของทีม) : เอกสารที่ประกอบด้วย (แต่ไม่จำกัดอยู่
เพียงแค่) 1) คำนิยามของพันธกิจ (Mission) ของทีมงานอย่างชัดเจน 2) การ
กำหนดบทบาทและหน้าที่ความรับผิดชอบของทีมงาน 3) คำอธิบายขอบเขต
ความรับผิดชอบและอำนาจหน้าที่ของทีมงาน 4) กำหนดเส้นตายของโครงการ
5) รายการมาตรวัด (Metrics) และเป้าหมาย และ 6) รายการผลงานที่จะได้
(Deliverables) หรือผลลัพธ์
Team Leader (หัวหน้าทีม) : บุคคลซึ่งเป็นผู้อำนวยความสะดวกในกระบวน-
การการจัดการสายธารคุณค่า (Value Stream Management Process) ตั้งแต่
ต้นจบจบ (จนกระทั่งมีการสร้างแผนงานไคเซ็นฉบับสมบูรณ์จนแล้วเสร็จ)
หัวหน้าทีมจะต้องเรียกประชุมและอำนวยความสะดวกให้ เพื่อทำให้มั่นใจได้
ว่าวาระการประชุมจะสำเร็จลงได้ พร้อมทั้งบริหารการจัดสรรปันส่วนงานและ
ดำเนินงานทั้งหมดนั้นให้เสร็จสมบูรณ์
Total Cycle Time (รอบเวลาในการผลิตรวม) : รอบเวลาในการผลิตรวมของ
แต่ละจุดปฏิบัติงานหรือเซลล์แต่ละเซลล์ในสายธารคุณค่า ซึ่งในอุดมคติแล้ว รอบ
เวลาในการผลิตรวมของผลิตภัณฑ์นี้จะต้องเท่ากับเวลาที่เพิ่มคุณค่ารวม (Total
Value-added Time)
VSM_Reprint glossary_Edit 2.indd 242 31/7/2554 18:49:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
อภิธานศัพท ์ 243
U-shaped Cells (เซลล์รูปตัว U) : ผังเซลล์รูปตัว U ที่เน้นที่ตัวผลิตภัณฑ์
เป็นหลัก ซึ่งช่วยให้พนักงาน 1 คนหรือมากกว่านั้นสามารถผลิตและขนย้าย
ชิ้นงาน 1 ชิ้น หรือชุดเล็กๆ 1 ชุด ในช่วงเวลาหนึ่งได้
Value Stream (สายธารคุณค่า) : กลุ่มขั้นตอนทั้งหมด (ทั้งที่เพิ่มคุณค่า และไม่
เพิ่มคุณค่า) ซึ่งเกี่ยวข้องกับการขนย้ายผลิตภัณฑ์หรือกลุ่มของผลิตภัณฑ์ ตั้งแต่
วัตถุดิบไปจนถึงผลิตภัณฑ์สำเร็จรูปซึ่งเป็นที่ยอมรับจากลูกค้า
Value Stream Management (การจัดการสายธารคุณค่า) : กระบวนการที่
มี 8 ขั้นตอนเรียงตามลำดับ ซึ่งถูกนำไปใช้เพื่อทำให้แนวคิดและเครื่องมือของลีน
ที่มีแหล่งกำเนิดมาจากระบบการผลิตแบบโตโยต้านั้นสามารถบรรลุผลได้ จุด
ประสงค์ของการจัดการสายธารคุณค่าก็เพื่อลดความสูญเปล่าซึ่งเป็นตัวขัดขวาง
การไหลแบบต่อเนื่องและราบรื่นของผลิตภัณฑ์ที่มีอยู่ตลอดทั้งสายธารคุณค่าลง
ให้เหลือน้อยที่สุด
Value Stream Mapping / Value Stream Process Mapping (การวาดแผนผัง
สายธารคุณค่า / การวาดแผนผังกระบวนการสายธารคุณค่า) : การนำเสนอ
การไหลของวัสดุและการไหลของข้อมูลสารสนเทศของตระกูลผลิตภัณฑ์ที่กำหนด
ด้วยภาพ ซึ่งเป็นขั้นตอนที่ 4 และ 6 ของกระบวนการการจัดการสายธารคุณค่า
Withdrawal Kanban (คัมบังเบิก) : บัตรพิมพ์ที่ระบุจำนวนชิ้นงานที่จะต้อง
เคลื่อนย้ายออกจากซูเปอร์มาร์เก็ต
Waste/Muda (ความสูญเปล่า) : สิ่งต่างๆ ที่อยู่ภายในสายธารคุณค่าที่เพิ่ม
ค่าใช้จ่ายหรือเวลาโดยปราศจากการเพิ่มคุณค่า ความสูญเปล่าที่เกิดขึ้นมาก
ที่สุดทั้ง 7 ประการคือ 1) ความสูญเปล่าที่เกิดจากการผลิตมากเกินไป (Over-
production) 2) ความสูญเปล่าที่เกิดจากการรอคอย (Waiting) 3) ความสูญเปล่า
ที่เกิดจากการขนส่ง (Transport) 4) ความสูญเปล่าที่เกิดจากกระบวนการผลิต
(Processing) 5) ความสูญเปล่าที่เกิดจากสินค้าคงคลัง (Inventory) 6) ความ
สูญเปล่าที่เกิดจากการเคลื่อนไหว (Motion) และ 7) ความสูญเปล่าที่เกิดจาก
ชิ้นงานมีข้อบกพร่อง (Defect) และของเสีย (Spoilage)
VSM_Reprint glossary_Edit 2.indd 243 31/7/2554 18:49:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT244
หนังสืออ้างอิง
5S and Visual Factory Galsworth, Gwendolyn D. 1997. Visual Systems: Harnessing the Power of a Visual Workplace. New York: American Management Association. Grief, Michelle. 1991. The Visual Factory: Building Participation through Shared Information. Portland. OR: Productivity Press. Hirano, Hiroyuki. 1995. 5 Pillars of the Visual Workplace: The Sourcebook for 5S Implementation. Portland, OR: Productivity Press. Peterson, Jim, and Roland Smith. 1998. 5S Pocket Guide. Portland, OR: Productivity Press. Productivity Development Team. 1996. 5S for Operators: 5 Pillars of the Visual Workplace. Portland, OR: Productivity Press. Productivity Development Team. 2002. Standardization for the Shopfloor. Portland, OR: Productivity Press. Benchmarking Camp, Robert C. 1989. Benchmarking: The Search for Industry Best Practices that Lead to Superior Performance. Portland, OR: Productivity Press. Watson, Gregory H. 1992. Benchmarking Workbook: Adopting the Best Practices for Performance Improvement. Portland, OR: Productivity Press. Continuous Flow Manufacturing and Cell Design Hyer, Nancy, and Urban Wemmerl?v. 2002. Reorganizing the Factory: Competing through Cellular Manufacturing. Portland, OR: Productivity Press. Productivity Development Team. 1999. Cellular Manufacturing: One-Piece Flow for Workteams. Portland, OR: Productivity Press. Productivity Development Team. 2002. Pull Production for Shopfloor. Portland, OR: Productivity Press. Sekin, Keniche. 1992. One- Piece Flow: Cell Design for Transforming the Production Process. Portland, OR: Productivity Press. Continuous Improvement (Kaizen) Imai, Isaki. 1997. Gemba Kaizen: A Common-Sense Low-Cost Approach to Management. New York: McGraw-Hill. Japan Human Relations Association, eds. 1995. The Improvement Engine: Creativity and Innovation Through Employee Involvement. Portland, OR: Productivity Press.
. 1997. Kaizen Teian 1: Developing Systems for Continuous Improvement through Employee Suggestions. Portland, OR: Productivity Press.
. 1997. Kaizen Teian 2: Guiding Continuous Improvement through Employee Suggestions. Portland, OR: Productivity Press. Laraia, Anthony C., Patricia E. Moody, and Robert W. Hall. 1999. The Kaizen Blitz: Accelerating Breakthroughs in Productivity and Performance. New York: John Wiley & Sons.
VSM_Reprint ref_Edit 2.indd 244 31/7/2554 18:50:52
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

หนังสืออ้างอิง 245
Productivity Press Development Team. 2002. Kanban for the Shopfloor. Portland, OR: Productivity Press. Rother, Mike, and Rick Harris. 2001. Creating Continuous Flow. Brookline, MA: Lean Enterprise Institute. Suzaki, Kiyoshi. 1987. The New Manufacturing Challenge: Techniques for Continuous Improvement. London: Collier Macmillan Publishers.
. 1993. The New Shop Floor Management. New York: The Free Press. Just-in-Time Production Hirano, Hiroyuki. 1989. JIT Factory Revolution: A Pictorial Guide to Factory Design of the Future. Portland, OR: Productivity Press.
. 1990. JIT Implementation Manual: The Complete Guide to Just-in-Time Manufacturing. Portland, OR: Productivity Press. Productivity Development Team. 1998. Just-in-Time for Operators. Portland, OR: Productivity Press. Kanban Japan Management Association, eds. 1986. Kanban and Just-in-Time at Toyota: Management Begins at the Workplace. Portland, OR: Productivity Press. Louis, Raymond J. 1997. Integrating Kanban with MRPII: Automating a Pull System for Enhanced JIT Inventory Management. Portland, OR: Productivity Press.Productivity PressDevelopment Team. 2002. Kaizen foe the Shopfloor. Portland, OR: Productivity Press. Lean Manufacturing (Lean Production) Davis, John W. 2001. Leading the Lean Initiative: Straight Talk on Cultivating Support and Buy-in. Portland, OR: Productivity Press. Liker, Jeffrey, ed. 1997. Becoming Lean: Inside Stories of U.S. Manufacturers. Portland, OR: Productivity Press. Womack, James P. and Daniel T. Jones. 1996. Lean Thinking: Banish Waste and Create Wealth in Your Corporation. New York: Simon & Schuster. Womack, James p., Daniel T. Jones, and Daniel Roos. 1990. The Machine that Changed the World: Based on the Massachusetts Institute of Technology 5-million dollar 5-year Study on the Future of the Automobile. Now York: Rawson Associates. Materials Management and Production Planning Arnold, J.R. Tony. 1998. Introduction to Materials Management. Upper Saddle River, NJ: Prentice Hall. Vollman, Thomas E., Wiliam L. Berry, and D. Clay Whybark. 1998. Manufacturing Planning and Control Systems. Homewood, IL: Irwin. Plossl, George. 1993. Production and Inventory Control: Principles and Techniques. Atlanta, GA: G. Plossl Educational Services. Mistake-Proofing (Poka-Yoke) Hinckley, C. Martin. 2001. Make No Mistake!: An Outcome-Based Approach to Mistake- Proofing. Portland, OR: Productivity Press.
VSM_Reprint ref_Edit 2.indd 245 31/7/2554 18:50:52
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
มุ่งสู่ “ลีน” ด้วยการจัดการสายธารคุณค่า
VALUE STREAM MANAGEMENT246
Nikkan Kogyo Shimbun, eds. 1989. Poka-Yoke: Improving Product Quality by Preventing Defects. Portland, OR: Productivity Press. Productivity Development Team. 1997. Mistake-Proofing for Operators : The ZQC System. Portland, OR: Productivity Press. Shingo, Shigeo. 1986. Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, OR: Productivity Press. Quality Management Breyfogle, Forrest w. 1999. Implementing Six Sigma: Smarter Solutions Using Statistical Methods. New York: John Wiley & Sons. Brown, Mark Graham. 2001. Baldrige Award-Winning Quality, 1th Edition: How to Interpret the Baldring Criteria for Performance Excellence. Portland, OR: Productivity Press. Deming, W. Edwards. 1986. Out of the Crisis. Cambridge, MA: Massachusetts Institute of Technology, Center for Advanced Engineering Study. Juran, J. M, ed. 1995. A History of Managing for Quality: The Evolution, Trends, and Future Directions of Managing for Quality. Milwaukee, Wis.: ASQC Quality Press. Quick Changeover Claunch, Jerry W. 1996. Setup Time Reduction. Chicago: Irwin Professional Publishers Productivity Development Team. 1996. Quick Changeover for Operators: The SMED System. Portland, OR: Productivity Press. Sekine, Keniche, Keisuke Arai, and Bruce Talbot. 1992. Kaizen for Quick Changeover: Going Beyond SMED. Portland, OR: Productivity Press. Shingo, Shigeo. 1985. A Revolution in Manufacturing: The SMED System. Portland. OR: Productivity Press. Teambuilding and Teamwork Chang, Richard Y. 1999. Success through Teamwork: A Practical Guide to Interpersonal Team Dynamics. San Francisco: Jossey-Bass/Pfeiffer. Kaye, Kenneth. 1994. Workplace War and How to End Them: Turning Workplace Conflicts into Productive Teamwork. New York: American Management Association. Larsen, Carl E. and Frank M. Lafasto. 1989. Teamwork : What Must Go Right, What Can Go Wrong. Newbury Park, CA: Sage Publications. Maurer, Rick. 1994. Feedback Toolkit: 16 Tools for Better Communication in the Workplace. Portland, OR: Productivity Press. Michalski, Walter J. 1998. 40 Tools for Cross-Functional Teams: Building Synergy for Breakthrough Creativity. Portland, OR: Productivity Press. Scholtes, Peter R., Brian L. Joier, and Barbara J. Streibel. 1996. The Team Handbook, Second Edition. Madison, WI: Joiner. Thiagarajan, Sivasailam and Glenn M. Parker. 1999. Teamwork and Teamplay: Games for Building and Training Teams. San Francisco: Jossey-Bass/Pfeiffer. Torres, Crecensio, Deborah M. Fairbanks, and Richard L. Roe, ed. 1996. Teambuilding: The ASTD Trainer’s Source Book. New York: McGraw-Hill.
VSM_Reprint ref_Edit 2.indd 246 31/7/2554 18:50:52
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING

หนังสืออ้างอิง 247
Total Productive Maintenance Japan Institute of Plant Maintenance, eds. 1997. Autonomous Maintenance for Operators. Portland, OR: Productivity Press.
. 1996. TPM Encyclopedia. Atlanta: Japan Institute of Plant Maintenance: Productivity Press.
. 1997. Focused Equipment for TPM Teams. Portland, OR: Productivity Press. . 1997. TPM for Every Operator. Portland, OR: Productivity Press.
Koch, Arno. 1999. OEE Toolkit: Practical Software for Measuring Overall Equipment Effectiveness. Portland, OR: Productivity Press. Leflar, James. 2001. Practical TPM: Successful Equipment Management at Agilent Technologies. Portland, OR: Productivity Press. Nachi Fujikoshi Corporation. 1990. Training for TPM: a Manufacturing Success Story. Portland, OR: Productivity Press. Productivity Development Team. 2000. OEE for Operators: Overall Equipment Effectiveness. Portland, OR: Productivity Press.
. 1997. TPM for Supervisor. Portland, OR: Productivity Press. Robinson, Charles J. and Andrew P. Ginder. 1995. Implementing TPM: The North American Experience. Portland, OR: Productivity Press. Sekine, Tenichi and Keisuke Arai. 1998. TPM for the Lean Factory: Innovative Methods and Worksheets for Equipment Management. Portland, OR: Productivity Press. Shirose, Kunio. 1996. TPM: New Implementation Program in Fabrication and Assembly Industries. Atlanta: Japan Institute of Plant Maintenance.
. 1997. TPM Team Guide. Portland, OR: Productivity Press. Tajiri, Masaji and Fumioh Gotoh. 1997. Autonomous Maintenance in Seven Steps: Implementing TPM on the Shop Floor. Portland, OR: Productivity Press. Toyota Production System Ohno, Taiichi. 1988. Toyota Production System: Beyond Large-Scale Production. Portland, OR: Productivity Press. Monden, Yasuhiro. 1998. Toyota Production System: An Integrated Approach to Just-In-Time. Norcross, GA: Engineering and Management Press. Shingo, Shigeo. 1989. A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Portland, OR: Productivity Press. Value Stream Mapping Rother, Mike and John Shook. 1999. Leaning to See Version 1.2. Brookline, Mass.: Lean Enterprise Inst., Inc.
VSM_Reprint ref_Edit 2.indd 247 31/7/2554 18:50:52
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
à¡ÕèÂǡѺ¼Ùéà¢Õ¹
Don Tapping มีประสบการณ์การทำงานกว่า 20 ปี ในการกำจัดความ
สูญเปล่าและปรับปรุงผลลัพธ์ในอุตสาหกรรมเทเลคอม การแพทย์ ยานยนต์
อากาศยาน และอุตสาหกรรมอื่นๆ Tapping ได้นำการดำเนินโครงการการนำ ‘ลีน’
ไปใช้ในฝ่ายอากาศยานของ Eaton กว่า 5 ปี และก่อนหน้านั้นก็ทำหน้าที่คล้ายกัน
ที่บริษัท Schlumberger Technologies, UNISTRUT Corporation และ Data Scan
Services
Tom Luyster เป็นประธานของ Standard Lean Manufacturing Systems,
Inc. เขาได้ร่วมในการก่อตั้งโรงงานที่ใช้เทียบเคียงโดย Toyota Supplier Support
Center (TSSC) ในการสัมมนาเชิงปฏิบัติการแก่ผู้จัดส่งวัตถุดิบของ Toyota ใน
แนวคิดเรื่องการผลิตแบบลีน Luyster ได้รับการยอมรับในระดับนานาชาติในงานการ
ดำเนินโครงการลีน ทั้งในเอเชีย ยุโรป อเมริกาใต้ และสหรัฐอเมริกา
Tom Shuker มีประสบการณ์การทำงานกว่า 30 ปีในการผลิต และในขณะ
นี้เป็นประธานของ Lean Concept LLC. เมื่อเร็วๆ นี้ เขาได้มีส่วนร่วมในการดำเนิน
โครงการลีนภายในบริษัท General Motor (GM) รวมถึงที่ New United Motors
Manufacturing, Inc. (NUMMI ซึ่งเป็นบริษัทร่วมทุนของ GM และ Toyota) เป็น
เวลา 2 ปีด้วย นอกจากนี้ Shuker ยังให้คำปรึกษาแก่บริษัทในอุตสาหกรรมการผลิต
เพื่อดำเนินโครงการลีน รวมถึง Herman Miller, Autocam, Merilatt, Caterpillar และ
ฝ่าย Aeroquip Corporation ของ Eaton ด้วย
VSM_Reprint Back_Edit 2.indd 248 2/8/2554 11:18:16
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
à¡ÕèÂǡѺ¼Ùéá»Å
ดร.วิทยา สุหฤทดำรง ปัจจุบันดำรงตำแหน่งผู้อำนวยการสถาบันวิทยาการโซ่อุปทาน มหาวิทยาลัยศรีปทุม และสอนในระดับมหาบัณฑิต คณะวิศวกรรมศาสตร์และบริหารธุรกิจ ในหลายสถาบัน อาทิ มหาวิทยาลัยรามคำแหง มหาวิทยาลัยบูรพา
มหาวิทยาลัยกรุงเทพ มหาวิทยาลัยอัสสัมชัญ และมหาวิทยาลัยอื่นอีกหลายแห่ง ทั้ง ยังเป็นที่ปรึกษา นักวิจัย และวิทยากรเกี่ยวกับการจัดการลอจิสติกส์และโซ่อุปทาน การผลิตแบบลีน การปรับปรุงกระบวนการ รวมถึงการวัดสมรรถนะ และหลักการบริหาร
สมัยใหม่ต่างๆ ให้กับหน่วยงานทั้งภาครัฐและเอกชน
นอกจากนี้ ยังมีงานเขียนบทความ หนังสือ และผลงานแปลอีกมากมาย อาทิ วิถีแห่งโตโยต้า (The Toyota Way), ลอจิสติกส์และการจัดการโซ่อุปทาน อธิบายได้...
ง่ายนิดเดียว, เจาะ “แก่น” โซ่อุปทาน, Does IT Matter? ฤา ไอที สำคัญ, การ วัดสมรรถนะ อธิบายได้...ง่ายนิดเดียว และลอจิสติกส์การตลาด เป็นต้น
ดร.วิทยา ได้ร่วมกับลูกศิษย์อีก 2 คน คือ ยุพา กลอนกลาง และสุนทร ศรีลังกา เพื่อแปลหนังสือ มุ่งสู่ ‘ลีน’ ด้วยการจัดการสายธารคุณค่า (Value Stream Management) เล่มนี้
ยุพา เคยเป็นวิศวกรฝ่ายผลิตที่บริษัท บางกอกอีเกิลวิง จำกัด ผู้ผลิตชิ้นส่วนยานยนต์ ก่อนจะศึกษาต่อจนได้เป็นมหาบัณฑิตวิศวกรรมอุตสาหการ จากสถาบัน
เทคโนโลยีพระจอมเกล้าพระนครเหนือ โดยทำวิทยานิพนธ์เรื่อง “การผลิตแบบลีน ในระดับกลยุทธ์ และการจำลองสถานการณ์” จากนั้นได้ประกอบธุรกิจส่วนตัว พร้อมๆ
กับมีส่วนร่วมในงานแปลหลายเล่มของ อี.ไอ.สแควร์ สำนักพิมพ์ เช่น Essential Supply Chain Management : เจาะ “แก่น” โซ่อุปทาน, การผลิตแบบเซลลูล่าร์, การผลิตแบบทันเวลาพอดี, การผลิตแบบดึง และการบ่งชี้ “ความสูญเปล่า” รวมทั้งหนังสือ
เกี่ยวกับการผลิตและเครื่องมือแบบลีนอีกหลายเล่ม
สุนทร ยังคงศึกษาอยูในระดับปริญญาโท สาขาวิศวกรรมอุตสาหการ สถาบันเทคโนโลยีพระจอมเกล้าพระนครเหนือ (ปีการศึกษา 2549) มีส่วนร่วมเป็นผู้ช่วยวิจัยด้านลอจิสติกส์และการจัดการโซ่อุปทานในหลายโครงการ รวมถึงเป็นผู้ช่วยวิทยากรและผู้นำเกมจำลองสถานการณ์ ทั้งด้านลอจิสติกส์และการจัดการโซ่อุปทาน และการผลิต
แบบลีน
VSM_Reprint Back_Edit 2.indd 249 2/8/2554 11:18:16
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ห¹Ñงสือá¹ะ¹ำจา¡ E.I. Square Publishing... http://publishing.eisquare.com
วิถีแห่งโตโยต้า : The Toyota Way เขียนโดย : Jeffrey K. Liker แปลโดย : ดร.วิทยา สุหฤทดำรง ISBN : 974-93096-1-8 ISBN : 978-611-7062-07-0 ราคา : 390 บาท (ปกแข็ง) ราคา : 250 บาท (ปกอ่อน)
แกะรอยวิถีแห่งโตโยต้า คู่มือภาคสนาม : The Toyota Way Fieldbook เขียนโดย : Jeffrey K. Liker และ David Meier แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 978-974-09-6740-8 ราคา : 550 บาท
เก่งแบบโตโยต้า : Toyota Talent เขียนโดย : Jeffrey K. Liker และ David Meier แปลโดย : ดร.วิทยา สุหฤทดำรง และ กชมล ศรีวงศ์ ISBN : 978-974-09-6745-3 ราคา : 450 บาท
ห¹Ñงสือชุด “สถา¹ทÕè»ฏิºÑติงา¹” (Shopfloor Series)
การผลิตแบบเซลลูล่าร์ Cellular Manufaturing : One-piece Flow for Workteams เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-0-6 ราคา : 170 บาท การผลิตแบบทันเวลาพอดี : Just-in-Time for Operators เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-1-4 ราคา : 170 บาท
การผลิตแบบดึง : Pull Production for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-5-7 ราคา : 170 บาท การบ่งชี้ “ความสูญเปล่า” : Identifying Waste on the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-6-5 ราคา : 170 บาท คมับงั : Kanban for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : บญุเสรมิ วนัทนาศภุมาต ISBN : 974-94684-4-9 ราคา : 170 บาท
งานที่เป็นมาตรฐาน : Standard Work for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข และ ยุพา กลอนกลาง ISBN : 978-974-7628-41-8 ราคา : 170 บาท คา่ประสทิธผิลโดยรวมของเครือ่งจกัร : OEE for Operators เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข และ ยุพา กลอนกลาง ISBN : 978-974-7628-42-5 ราคา : 170 บาท
การปรบัเปลีย่นเครือ่งจกัรอยา่งรวดเรว็ : Quick Changeover for Operators เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข และ ยุพา กลอนกลาง ISBN : 978-974-7628-43-2 ราคา : 170 บาท
การป้องกันความผิดพลาด : Mistake-Proofing for Operators เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข ISBN : 978-974-7628-44-9 ราคา : 170 บาท
ไคเซ็น : Kaizen for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : บุญเสริม วันทนาศุภมาต ISBN : 978-974-7628-40-1 ราคา : 170 บาท
VSM_Reprint Back_Edit 2.indd 250 2/8/2554 11:18:20
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
ห¹Ñงสือá¹ะ¹ำจา¡ E.I. Square Publishing... http://publishing.eisquare.com
วิถีแห่งโตโยต้า : The Toyota Way เขียนโดย : Jeffrey K. Liker แปลโดย : ดร.วิทยา สุหฤทดำรง ISBN : 974-93096-1-8 ISBN : 978-611-7062-07-0 ราคา : 390 บาท (ปกแข็ง) ราคา : 250 บาท (ปกอ่อน)
แกะรอยวิถีแห่งโตโยต้า คู่มือภาคสนาม : The Toyota Way Fieldbook เขียนโดย : Jeffrey K. Liker และ David Meier แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 978-974-09-6740-8 ราคา : 550 บาท
เก่งแบบโตโยต้า : Toyota Talent เขียนโดย : Jeffrey K. Liker และ David Meier แปลโดย : ดร.วิทยา สุหฤทดำรง และ กชมล ศรีวงศ์ ISBN : 978-974-09-6745-3 ราคา : 450 บาท
ห¹Ñงสือชุด “สถา¹ทÕè»ฏิºÑติงา¹” (Shopfloor Series)
การผลิตแบบเซลลูล่าร์ Cellular Manufaturing : One-piece Flow for Workteams เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-0-6 ราคา : 170 บาท การผลิตแบบทันเวลาพอดี : Just-in-Time for Operators เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-1-4 ราคา : 170 บาท
การผลิตแบบดึง : Pull Production for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-5-7 ราคา : 170 บาท การบ่งชี้ “ความสูญเปล่า” : Identifying Waste on the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 974-94684-6-5 ราคา : 170 บาท คมับงั : Kanban for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : บญุเสรมิ วนัทนาศภุมาต ISBN : 974-94684-4-9 ราคา : 170 บาท
งานที่เป็นมาตรฐาน : Standard Work for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข และ ยุพา กลอนกลาง ISBN : 978-974-7628-41-8 ราคา : 170 บาท คา่ประสทิธผิลโดยรวมของเครือ่งจกัร : OEE for Operators เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข และ ยุพา กลอนกลาง ISBN : 978-974-7628-42-5 ราคา : 170 บาท
การปรบัเปลีย่นเครือ่งจกัรอยา่งรวดเรว็ : Quick Changeover for Operators เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข และ ยุพา กลอนกลาง ISBN : 978-974-7628-43-2 ราคา : 170 บาท
การป้องกันความผิดพลาด : Mistake-Proofing for Operators เขียนโดย : The Productivity Development Team แปลโดย : พรเทพ เหลือทรัพย์สุข ISBN : 978-974-7628-44-9 ราคา : 170 บาท
ไคเซ็น : Kaizen for the Shopfloor เขียนโดย : The Productivity Development Team แปลโดย : บุญเสริม วันทนาศุภมาต ISBN : 978-974-7628-40-1 ราคา : 170 บาท
VSM_Reprint Back_Edit 2.indd 251 2/8/2554 11:18:22
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
Andy & Me เซ็นเซกับผม : วิกฤต ในโรงงาน และการเดนิทางสู ่“ลนี” เขียนโดย : Pascal Dennis แปลโดย : ดร.วิทยา สุหฤทดำรง และ ธัญธร ขจรรุ่งศิลป์ ISBN : 978-974-7628-64-7 ราคา : 260 บาท Lean Logistics : ลอจสิตกิสแ์บบลนี เขียนโดย : Michel Baudin แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 978-974-7662-69-6 ราคา : 430 บาท ถอดรหัส DNA โตโยต้า : Inside The Mind of TOYOTA เขียนโดย : Satoshi Hino แปลโดย : ดร.วิทยา สุหฤทดำรง และ ธรีกร เกยีรตบิรรลอื ISBN : 978-974-0462-57-6 ราคา : 450 บาท ปรบัปรงุการผลติ ดว้ยแนวคดิแบบลนี : Improving Production with Lean Thinking เขียนโดย : Javier Santos, Richard Wysk, Jose Manuel Torres แปลโดย : พรเทพ เหลือทรัพย์สุข ISBN : 978-974-0462-48-4 ราคา : 340 บาท ลอจิสติกส์การตลาด : Marketing Logistics เขียนโดย : Martin Christopher Ph.D., Helen Peck Ph.D. แปลโดย : ดร.วิทยา สุหฤทดำรง ISBN : 974-94684-2-2 ราคา : 280 บาท
วิถีแห่งลอจิสติกส์และโซ่อุปทาน
เขียนโดย : ดร.วิทยา สุหฤทดำรง
ISBN : 974-91387-5-9
ราคา : 150 บาท
วิถีแห่งลอจิสติกส์และโซ่อุปทาน 2
เขียนโดย : ดร.วิทยา สุหฤทดำรง
ISBN : 974-92314-8-1
ราคา : 150 บาท
Andy & Me เซ็นเซกับผม 2 ตอน ประยุกต์ใช้แนวคิด แบบลีนกับนอกอาณาเขตโรงงาน เขียนโดย : Pascal Dennis แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 978-616-7062-10-5 ราคา : 390 บาท จากวัฒนธรรมแบบโตโยต้า สู่วัฒนธรรมแบบลีน : Creating a Lean Culture เขียนโดย : David Mann แปลโดย : ดร.วิทยา สุหฤทดำรง ดร.อธิศานต์ วายุภาพ และ ยุพา กลอนกลาง ISBN : 978-974-2588-83-0 ราคา : 350 บาท แนวคิดแบบลีน : LEAN THINKING เขียนโดย : James P. Womack และ Daniel T. Jones แปลโดย : ดร.วิทยา สุหฤทดำรง และ ยุพา กลอนกลาง ISBN : 978-974-7231-31-1 ราคา : 450 บาท มุง่สูล่นี ดว้ยการจดัการสายธารคณุคา่ : Value Stream Management เขียนโดย : Don Tapping, Tom Luyster, Tom Shuker แปลโดย : ดร.วิทยา สุหฤทดำรง, ยุพา กลอนกลาง และ สุนทร ศรีลังกา ISBN : 978-974-9468-47-0 ราคา : 295 บาท เพราะ “ลอจสิตกิส”์ เปน็มากกวา่ “การสง่” : ศิลป์แห่งการจัดการโซ่อุปทาน เขียนโดย : Damon Schechter, Gordon Sander แปลโดย : ปรียาธร พิทักษ์วรรัตน์ ISBN : 974-94420-9-1 ราคา : 330 บาท มองรอบทิศ...คิดแบบลอจิสติกส์
(หนังสือชุดวิถีแห่งลอจิสติกส์และ
โซ่อุปทาน 3)
เขียนโดย : ดร.วิทยา สุหฤทดำรง
ISBN : 974-94063-7-0
ราคา : 150 บาท
VSM_Reprint Back_Edit 2.indd 252 2/8/2554 11:18:27
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
คู่มือ S&OP การวางแผนการขาย
และปฏิบัติการ
เขียนโดย : Thomas F. Wallace
แปลโดย : ดร.วิทยา สุหฤทดำรง
และ ดร.วัชรพล สุขโหตุ
ISBN : 978-611-7062-05-6
ราคา : 350 บาท
วางหมากปรับกลยุทธ์ :
STRATEGY MOVES
เขียนโดย : Jorge A. Vasconcellos E S๋
แปลโดย : สุวัฒน์ หลีเหม
ISBN : 978-974-9468-48-7
ราคา : 290 บาท
Samsung ปะทะ Sony
เขียนโดย : Sea - Jin
แปลโดย : ดร.วิทยา สุหฤทดำรง
และ พนดิา เกษมวรพงศก์ลุ
ISBN : 978-974-2368-21-0
ราคา : 295 บาท
วิถีแห่งแอปเปิล : The Apple Way
เขียนโดย : Jeffrey L. Cruikshank
แปลโดย : อนุวัฒน์ ทรัพย์พืชผล
และ ธีรกร เกียรติบรรลือ
ISBN : 978-974-8388-60-1
ราคา : 320 บาท
เปลี่ยน Mindset...ชีวิตเปลี่ยน
เขียนโดย : Carol S. Dweck
แปลโดย : วิโรจน์ ประสิทธิ์วรนันท์
ISBN : 978-974-7628-65-4
ราคา : 295 บาท
เอาต์ซอร์ส (Outsource) :
ใครเก่งสิ่งไหน ก็ทำสิ่งนั้น
The Manager’s Step-by-Step Guide to Outsourcing เขียนโดย : Linda R. Dominguez
แปลโดย : ดร.วัชรพล สุขโหตุ
ISBN : 978-974-7231-22-9
ราคา : 270 บาท
เจาะ “แก่น” ลอจิสติกส์และ
โซ่อุปทาน : Essentials of Supply Chain
Management
เขียนโดย : Michael Hugos
แปลโดย : ดร.วิทยา สุหฤทดำรง
ISBN : 974-93568-3-7
ราคา : 270 บาท
ต้นกำเนิดแบรนด์ : The Origin of Brands
เขียนโดย : AI Ries, Laura Ries
แปลโดย : สมวงศ์ พงศ์สถาพร
ISBN : 974-94253-2-4
ราคา : 350 บาท
Does IT Matter? : ฤๅ ไอที สำคัญ
เขียนโดย : Nicholas G. Carr
แปลโดย : ดร.วิทยา สุหฤทดำรง
ISBN : 974-9391-78-0
ราคา : 250 บาท
ตามรอย...เดลล์ : How Dell Does It
เขียนโดย : Steven Holzner
แปลโดย : ดร.วิทยา สุหฤทดำรง
และ ธีรกร เกียรติบรรลือ
ISBN : 978-974-9468-49-4
ราคา : 330 บาท
การคิดเชิงระบบ : Systems Thinking
เครื่องมือจัดการความซับซ้อนใน
โลกธุรกิจ
เขียนโดย : Virginia Anderson และ
Lauren Johnson
แปลโดย : ดร.วิทยา สุหฤทดำรง
และ ศิรศักย เทพจิต
ISBN : 978-974-8388-61-8
ราคา : 260 บาท
การบริหารโปรเจ็คท์ให้สัมฤทธิ์ผล :
แบบตาบอดคลำช้าง
เขียนโดย : David A. Schmaltz
แปลโดย : ปรียาธร พิทักษ์วรรัตน์
ISBN : 974-91903-9-4
ราคา : 225 บาท
VSM_Reprint Back_Edit 2.indd 253 2/8/2554 11:18:31
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
การวัดสมรรถนะ อธิบายได้...
ง่ายนิดเดียว :
Performance Measurement Explained
เขียนโดย : Bjqrn Andersen,
Tom Fagerhaug
แปลโดย : ดร.วิทยา สุหฤทดำรง และ
ดร.ชชัชาล ีรกัษต์านนทช์ยั
ISBN : 974-94407-9-X
ราคา : 290 บาท
จากคิดได้อย่างไร
สู่อย่างไรก็คิดได้ด้วย TRIZ
เขียนโดย : ธนะศักดิ์ พึ่งฮั้ว
ISBN : 978-974-0547-37-2
ราคา : 190 บาท
Best Practices
ในการจัดการสินค้าคงคลัง
เขียนโดย : Dr.Tony Wild
แปลโดย : ไพบูลย์ กิจวรวุฒิ
ISBN : 978-974-2368-26-5
ราคา : 450 บาท
ERP สำหรับผู้บริหารประเด็น
ในการเลือกใช้ ดำเนินโครงการ
และขยายผล
เขียนโดย : David Olson
แปลโดย : ดร.วิทยา สุหฤทดำรง
และ ดร.เผ่าภัค ศิริสุข
ISBN : 978-616-7062-01-3
ราคา : 320 บาท
ศาสตร์แห่งโซ่อุปทาน
Supply Chain Science
เขียนโดย : Wallace Hopp
แปลโดย : ดร.วิทยา สุหฤทดำรง,
ดร.บุญทรัพย์ พานิชการ
และ ดร.อธศิานต ์วายภุาพ
ISBN : 978-616-7062-02-0
ราคา : 390 บาท
แปรนโยบายสู่การปฏิบัติสำหรับ
วิสาหกิจแบบลีนด้วย Hoshin Kanri
เขียนโดย : Thomas L. Jackson
แปลโดย : ดร.วิทยา สุหฤทดำรง,
ไรย์วินท์ บุญสวัสดิ์
และ ยุพา กลอนกลาง
ISBN : 978-616-7062-04-4
ราคา : 390 บาท
What is Lean Six Sigma?
เขียนโดย : Michael L. George,
David Rowlands, Bill Kastle
แปลโดย : ดร.วิทยา สุหฤทดำรง
และ พรเทพ เหลือทรัพย์สุข
ISBN : 978-616-7062-08-2
ราคา : 220 บาท คูม่อืการจดัการลอจสิตกิสแ์ละการกระจายสนิคา้ : The Handbook of Logistics and Distribution Management 3rd ed. เขียนโดย : Alan Rushton, Phil Croucher and Peter Baker แปลโดย : ดร.วิทยา สุหฤทดำรง ดร.วิชัย รุ่งเรืองอนันต์ และ ดร.บุญทรัพย์ พานิชการ ISBN : 978-974-09-6754-5
ราคา : 650 บาท RFID การนำไปใช้เชิงยุทธศาสตร์ และผลตอบแทน (ROI) เขียนโดย : Charles C.Poirier & Duncan McCollum แปลโดย : ดร.วิทยา สุหฤทดำรง ดร.เผ่าภัค ศิริสุข และ ธวัชชัย อนุพงษ์อนันต์ ISBN : 978-974-2588-88-5 ราคา : 350 บาท
เมื่อลีนไม่ทำกำไร! แล้วควรจัดการ
อย่างไรด้วย Lean Accounting
เขียนโดย : Brian H. Maskell
และ Bruce Baggaley
แปลโดย : สมชาย ศุภธาดา
ISBN : 978-616-7062-00-6
ราคา : 490 บาท
TPM สำหรับโรงงานแบบลีน
เขียนโดย : Ken’ichi Sekine
และ Keisuke Arai
แปลโดย : ธานี อ่วมอ้อ
ISBN : 978-616-7062-03-7
ราคา : 550 บาท
การผลิตเวิลด์คลาส เหตุเกิดในโรงรถ
All I Need to Know about
Manufacturing I Learned in
Joe’s Garage
เขียนโดย : William B. Miller
และ Vicki L. Schenk
แปลโดย : ดร.วิทยา สุหฤทดำรง
ISBN : 978-616-7062-09-9
ราคา : 150 บาท
VSM_Reprint Back_Edit 2.indd 254 2/8/2554 11:18:35
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
What is Lean Six Sigma?
เขียนโดย : Michael L. George,
David Rowlands,
Bill Kastle
แปลโดย : ดร.วิทยา สุหฤทดำรง
และ พรเทพ เหลือทรัพย์สุข
ISBN : 978-616-7062-08-2
ราคา : 220 บาท
การกระจายสินค้าแบบลีน :
Lean Distribution
เขียนโดย : Kirk D. Zylstra
แปลโดย : ดร.วิทยา สุหฤทดำรง และ
ดร.ชัชชาลี รักษ์ตานนท์ชัย
ISBN : 978-616-7062-06-8
ราคา : 350 บาท
PDCA แบบ Toyota ดว้ยการคดิแบบ A3 :
Understanding A3 Thinking:
A Critical Component of Toyota’s
PDCA Management System.
เขียนโดย : Durward K. Sobek and
Art Smalley
แปลโดย : ดร.วิทยา สุหฤทดำรง,
ไรย์วินท์ บุญสวัสดิ์
และ อัฑฒ์ สุนทรโรหิต
ISBN : 978-616-7062-11-2
ราคา : 320 บาท
สถิติสำหรับ Six Sigma ง่ายนิดเดียว
เขียนโดย : Warren Brussee
แปลโดย : พรเทพ เหลือทรัพย์สุข
ISBN : 978-616-7062-05-1
ราคา : 400 บาท
การจัดการคลังสินค้าระดับโลก : World-Class Warehousing and Material Handling เขียนโดย : Edward H. Frazelle, Ph.D. แปลโดย : อนุวัฒน์ ทรัพย์พืชผล และ ไพบูลย์ กิจวรวุฒิ ISBN : 974-94684-3-0 ราคา : 330 บาท
หนังสือชุด วินัย 5 ประการ สำหรับองค์กรแห่งการเรียนรู้ (Learning Organization) ฉบับนิทาน แบบชุด 5 เล่ม ISBN : 978-611-7062-06-3 ราคา : 850 บาท
The Tip of the Iceberg : ยอดของภูเขาน้ำแข็ง การจัดการพลังซ่อนเร้นซึ่งอาจสร้างหรือทำลายองค์กรของคุณ ISBN : 978-611-7062-00-1
The Lemming Dilemma : สภาวะลำบากของหนูเลมมิงจ์ ใช้ชีวิตอย่างมีจุดประสงค์ นำอย่างมีวิสัยทัศน์ ISBN : 978-611-7062-01-8
Shadows of the Neanderthal : เงาแห่งยุคหิน การทำความกระจ่างในความเชื่อที่จำกัดองค์กรของเรา ISBN : 978-611-7062-02-5
Outlearning the Wolves : ฉลาดเกินหน้าหมาป่า การอยู่รอดและเติบโตในองค์กรแห่งการเรียนรู้ ISBN : 978-611-7062-03-2
Listening to the Volcano : สดับเสียงภูเขาไฟ การสนทนาที่เปิดใจรับความเป็นไปได้ใหม่ๆ ISBN : 978-611-7062-04-9
VSM_Reprint Back_Edit 2.indd 255 2/8/2554 11:18:38
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING
VSM_Reprint Back_Edit 2.indd 256 2/8/2554 11:18:38
Copyri
ghted
Mate
rial o
f E.I.S
quar
e PUBLIS
HING