公差配合与测量技术实训报告 - sfx.jljy.edu.cn
TRANSCRIPT

公差配合与测量技术实训报告
主 编 韩天格
专业:
班级:
姓名:
学号:
吉林交通职业技术学院 机械工程分院
201 年 月
1
学生实训守则
为了保证实训质量,确保实训人员的安全和防止实训设备仪器的损坏,必须
严格遵守本守则中的各项规定。
一、实训前必须做好充分的准备
1、对准备进行的实训内容、目的和要求、实验原理、实训的步骤和方法、
实训中应注意的事项、仪器设备的使用方法及安全操作等内容要认真进行预习。
2、实训前必须认真复习教材中与本次实训有关的内容,并准备好绘图工
具。
3、实训前实训指导教师对学生的准备情况进行检查,检查不合格者,本
次实训成绩按零分计。
二、实训中必须严格遵守以下规定
1、服从指导教师的安排和指导。指导教师对不服从安排和指导的学生有
权提出批评、警告直至停止实训,被停止实训的学生,本次实训成绩按零分计。
2、爱护实训仪器设备,严格遵守实训室的安全操作规程,以确保人身安
全和防止实训仪器设备损坏。严格按照指导教师的安排领取、移动、存放试验器
具,并在实验完成后把实验器具按照指导教师的安排放到指定位置。对违反安全
操作规程而造成事故者,除医疗费自理外,还应对损坏的仪器设备进行赔偿。
3、按实训指导书规定的方法、步骤认真地进行实训。实训时应认真观察
研究,分析比较,准确记录实训中测得的数据,并按照所得数据绘制测绘零件的
零件图及装配图,测绘结果不得相互抄袭,一经发现,抄袭者本次实训成绩按零
分计。
4、实训中不得串组,不能大声喧哗,更不允许更改实训内容,不得动用
与本次实训无关的其他实训设备,不允许做与实训无关的其他事情。
5、实训中如发生意外情况,应及时报告实训指导教师,以便妥善处理。
三、实训结束后做好以下工作
1、接受实训指导教师的考核。
2、整理实训器具,并将实训器具送回原处。
3、对实训场地进行清理。
4、经实训指导教师同意后才能离开实训室。
2
四、认真填写实训报告
1、按实训报告的具体要求完成实训报告。
2、按时将实训报告及要求的零件图、装配图等交给实训教师批阅,不按
时交实训报告者,本次实训成绩将酌情扣分,不交者按零分计。
3
目 录
学生实训守则 ................................................................................................................................... 1
一、实训前必须做好充分的准备 ........................................................................................... 1
二、实训中必须严格遵守以下规定 ....................................................................................... 1
三、实训结束后做好以下工作 ............................................................................................... 1
四、认真填写实训报告 ........................................................................................................... 2
实训一 用游标卡尺测量零件 ......................................................................................................... 4
一、实训目的 ........................................................................................................................... 4
二、实训设备 ........................................................................................................................... 4
三、实训内容 ........................................................................................................................... 4
实训二 用外径千分尺测量零件 ..................................................................................................... 8
一、实训目的 ........................................................................................................................... 8
二、实训设备 ........................................................................................................................... 8
三、实训内容 ........................................................................................................................... 8
实训三 其他常见的量具及测量方法(认识实习) ................................................................... 13
一、实训目的 ......................................................................................................................... 13
二、实训设备 ......................................................................................................................... 13
三、实训内容 ......................................................................................................................... 13
实训四 测绘机械零件 ................................................................................................................... 16
一、实训目的 ......................................................................................................................... 16
二、实训设备 ......................................................................................................................... 16
三、实训内容 ......................................................................................................................... 16
4
实训一 用游标卡尺测量零件
一、实训目的
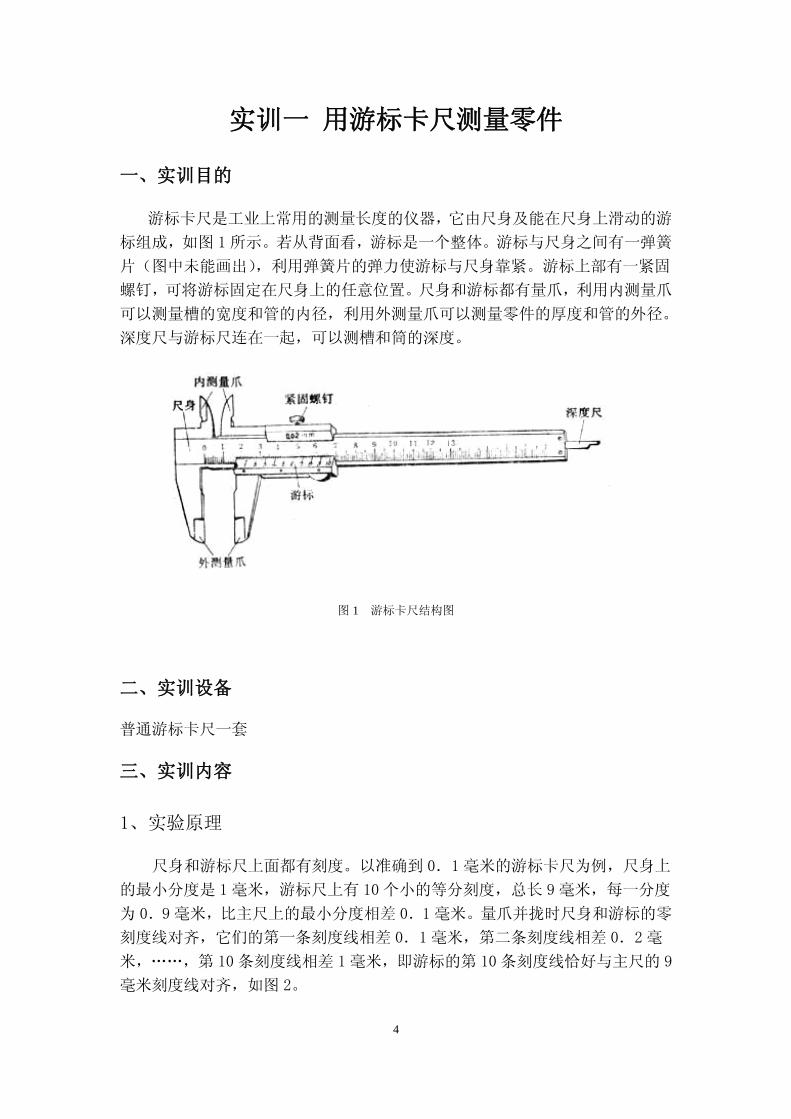
游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游
标组成,如图 1 所示。若从背面看,游标是一个整体。游标与尺身之间有一弹簧
片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。游标上部有一紧固
螺钉,可将游标固定在尺身上的任意位置。尺身和游标都有量爪,利用内测量爪
可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
图 1 游标卡尺结构图
二、实训设备
普通游标卡尺一套
三、实训内容
1、实验原理
尺身和游标尺上面都有刻度。以准确到 0.1毫米的游标卡尺为例,尺身上
的最小分度是 1 毫米,游标尺上有 10 个小的等分刻度,总长 9毫米,每一分度
为 0.9毫米,比主尺上的最小分度相差 0.1毫米。量爪并拢时尺身和游标的零
刻度线对齐,它们的第一条刻度线相差 0.1毫米,第二条刻度线相差 0.2毫
米,„„,第 10 条刻度线相差 1毫米,即游标的第 10条刻度线恰好与主尺的 9
毫米刻度线对齐,如图 2。

5
图 2 游标卡尺读数示意图
当量爪间所量物体的线度为 0.1毫米时,游标尺向右应移动 0.1毫米。这
时它的第一条刻度线恰好与尺身的 1 毫米刻度线对齐。同样当游标的第五条刻度
线跟尺身的 5毫米刻度线对齐时,说明两量爪之间有 0.5毫米的宽度,„„,
依此类推。
在测量大于 1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻
度线读出。
2、游标卡尺使用注意事项:
使用前应将测量面擦干净,检查两测量爪间不能存在显著的间隙,并校对零
位。
移动游框时力量要适度,测量力不易过大。
注意防止温度对测量精度的影响,特别是测量器具与被测件不等温产生的测
量误差。
读数时其视线要与标尺刻线方向一致,以免造成视差。
尽量减少误差对测量的影响。
测量时量爪的位置要正确,避免下图 3所示的错误。
图 3 游标卡尺量爪错误的测量位置
维护与保养:
1)不得用游标卡尺测量运动着的被测件。

6
2)不得用游标卡尺测量表面粗糙的被测件。
3)不得将游标卡尺当作工具使用。
4)不得将游标卡尺的游框用紧固螺钉紧固后当作卡规使用。
5)使用过程中要轻拿轻放,不要与手锤、扳手等工具放在一起,以防受压
和磕碰造成的损伤。
6)使用完毕应用干净棉丝擦净,装入盒内固定位置后放在干燥、无腐蚀物
质、无振动和无强磁力的地方保管。
7)不得用砂纸等硬物擦卡尺的任何部位,非专业修理量具人员不得进行拆
卸和调修。
8)按使用合格证的要求进行周期检定。
3、实验习题
1)下列各图是用游标卡尺测长度时,游标尺和主尺位置图,右图是左图的
放大图(放大快对齐的那一部分)请你根据图中所示,写出测量结果
7
次数 1 2 3 4 5 6
结果
mm
mm
mm
mm
mm
mm
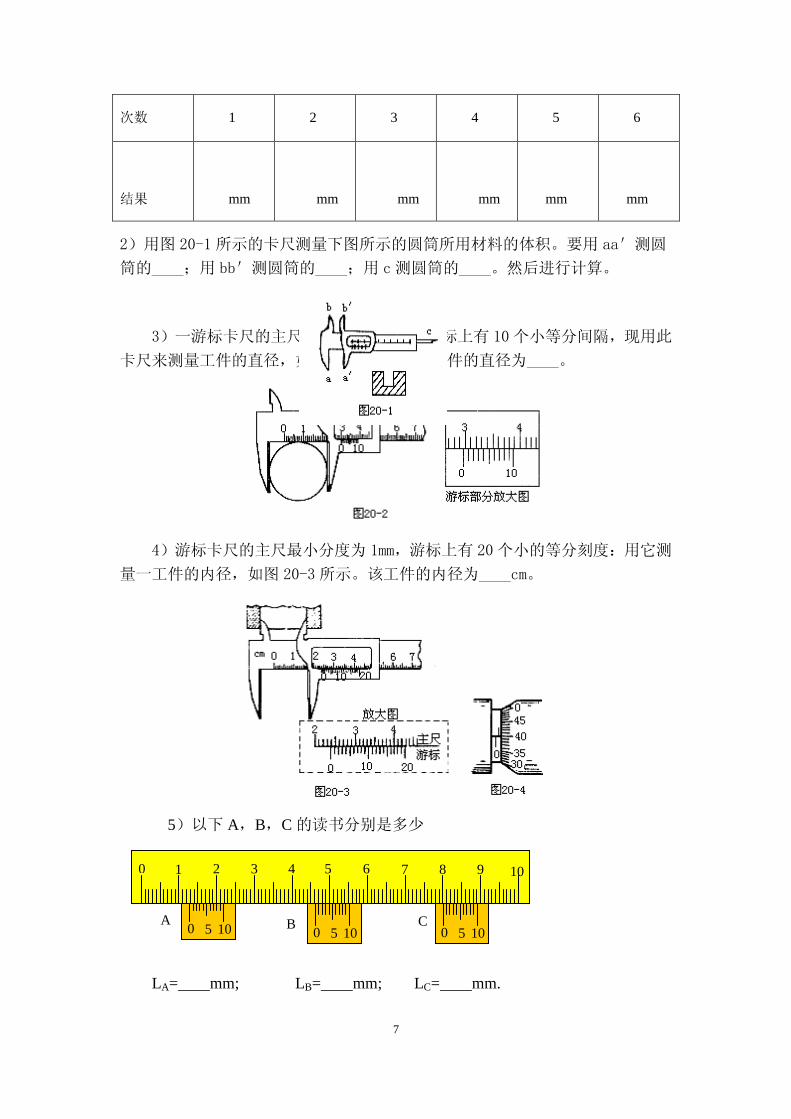
2)用图 20-1所示的卡尺测量下图所示的圆筒所用材料的体积。要用 aa'测圆
筒的____;用 bb'测圆筒的____;用 c测圆筒的____。然后进行计算。
3)一游标卡尺的主尺最小分度为 1mm,游标上有 10个小等分间隔,现用此
卡尺来测量工件的直径,如图 20-2 所示,该工件的直径为____。
4)游标卡尺的主尺最小分度为 1mm,游标上有 20个小的等分刻度:用它测
量一工件的内径,如图 20-3所示。该工件的内径为____cm。
5)以下 A,B,C 的读书分别是多少
LA= mm; LB= mm; LC= mm.
0
5
10
0
1
2
3
4
5
6
7
8
9
10
0
5
10
0
5
10
A
B
C
8
实训二 用外径千分尺测量零件
一、实训目的
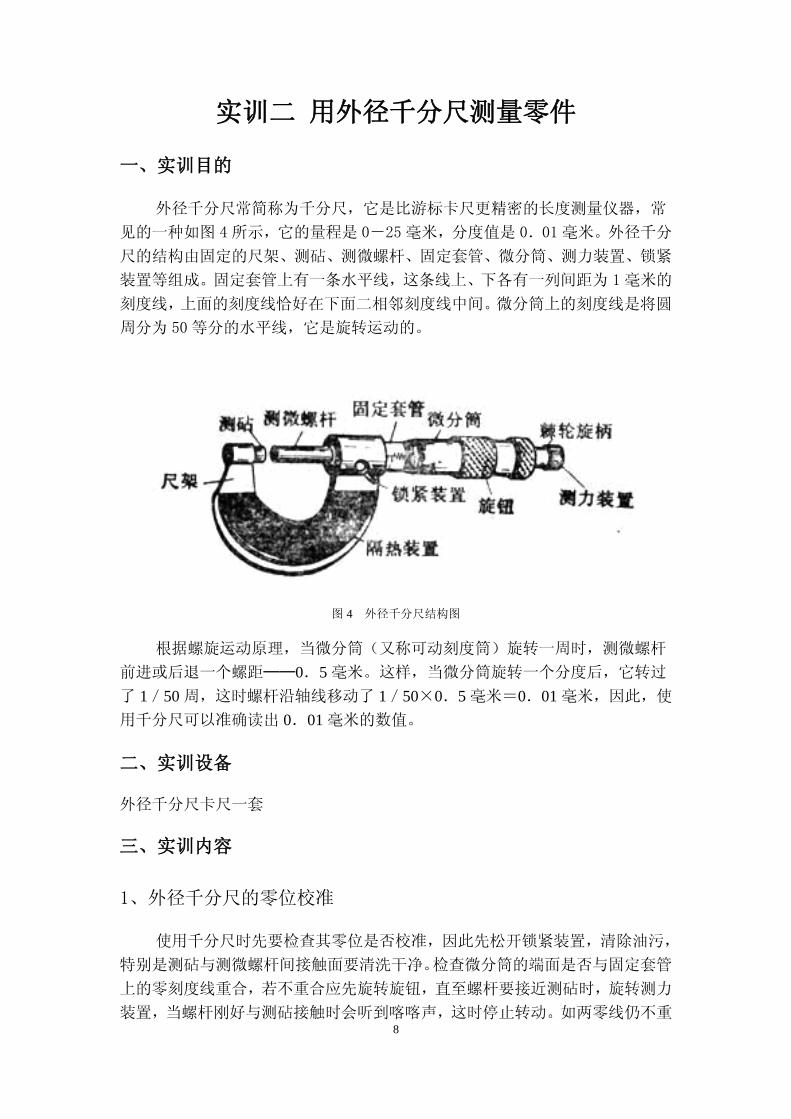
外径千分尺常简称为千分尺,它是比游标卡尺更精密的长度测量仪器,常
见的一种如图 4 所示,它的量程是 0-25毫米,分度值是 0.01毫米。外径千分
尺的结构由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧
装置等组成。固定套管上有一条水平线,这条线上、下各有一列间距为 1毫米的
刻度线,上面的刻度线恰好在下面二相邻刻度线中间。微分筒上的刻度线是将圆
周分为 50等分的水平线,它是旋转运动的。
图 4 外径千分尺结构图
根据螺旋运动原理,当微分筒(又称可动刻度筒)旋转一周时,测微螺杆
前进或后退一个螺距──0.5 毫米。这样,当微分筒旋转一个分度后,它转过
了 1/50 周,这时螺杆沿轴线移动了 1/50×0.5 毫米=0.01 毫米,因此,使
用千分尺可以准确读出 0.01 毫米的数值。
二、实训设备
外径千分尺卡尺一套
三、实训内容
1、外径千分尺的零位校准
使用千分尺时先要检查其零位是否校准,因此先松开锁紧装置,清除油污,
特别是测砧与测微螺杆间接触面要清洗干净。检查微分筒的端面是否与固定套管
上的零刻度线重合,若不重合应先旋转旋钮,直至螺杆要接近测砧时,旋转测力
装置,当螺杆刚好与测砧接触时会听到喀喀声,这时停止转动。如两零线仍不重
9
合(两零线重合的标志是:微分筒的端面与固定刻度的零线重合,且可动刻度的
零线与固定刻度的水平横线重合),可将固定套管上的小螺丝松动,用专用扳手
调节套管的位置,使两零线对齐,再把小螺丝拧紧。不同厂家生产的千分尺的调
零方法不一样,这里仅是其中一种调零的方法。
检查千分尺零位是否校准时,要使螺杆和测砧接触,偶而会发生向后旋转
测力装置两者不分离的情形。这时可用左手手心用力顶住尺架上测砧的左侧,右
手手心顶住测力装置,再用手指沿逆时针方向旋转旋钮,可以使螺杆和测砧分开。
2、外径千分尺的读数
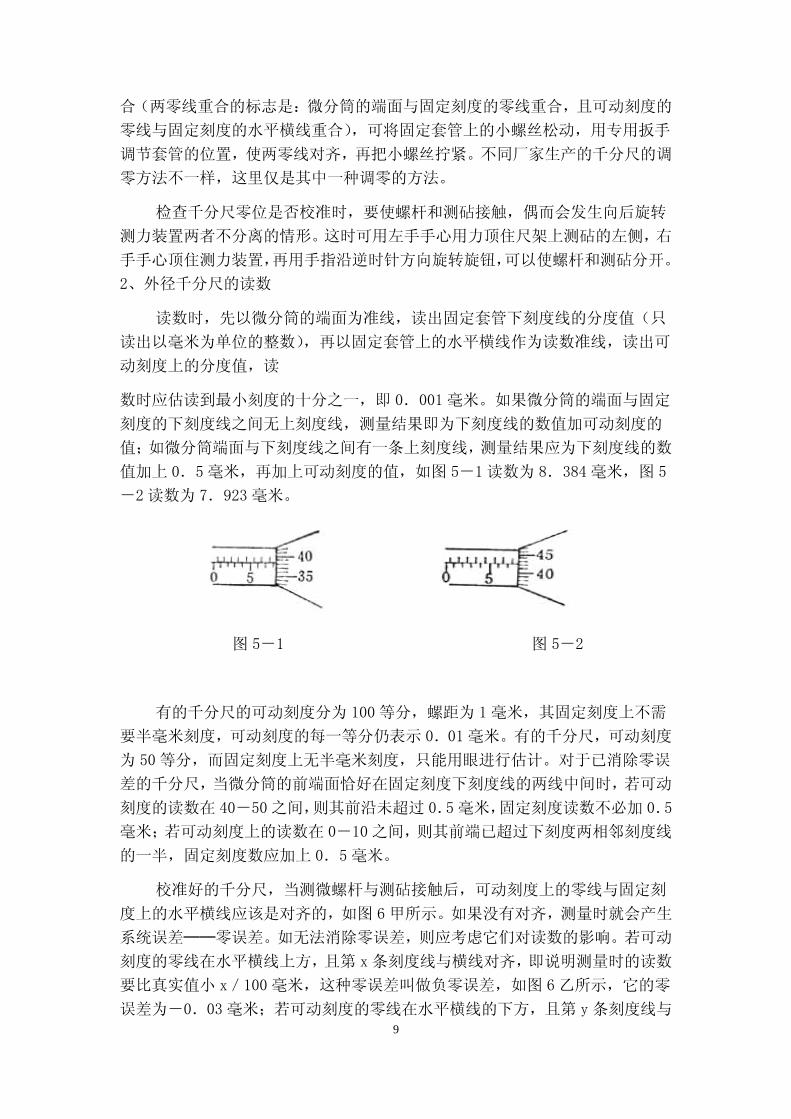
读数时,先以微分筒的端面为准线,读出固定套管下刻度线的分度值(只
读出以毫米为单位的整数),再以固定套管上的水平横线作为读数准线,读出可
动刻度上的分度值,读
数时应估读到最小刻度的十分之一,即 0.001毫米。如果微分筒的端面与固定
刻度的下刻度线之间无上刻度线,测量结果即为下刻度线的数值加可动刻度的
值;如微分筒端面与下刻度线之间有一条上刻度线,测量结果应为下刻度线的数
值加上 0.5毫米,再加上可动刻度的值,如图 5-1读数为 8.384毫米,图 5
-2读数为 7.923毫米。
图 5-1 图 5-2
有的千分尺的可动刻度分为 100 等分,螺距为 1毫米,其固定刻度上不需
要半毫米刻度,可动刻度的每一等分仍表示 0.01毫米。有的千分尺,可动刻度
为 50等分,而固定刻度上无半毫米刻度,只能用眼进行估计。对于已消除零误
差的千分尺,当微分筒的前端面恰好在固定刻度下刻度线的两线中间时,若可动
刻度的读数在 40-50之间,则其前沿未超过 0.5毫米,固定刻度读数不必加 0.5
毫米;若可动刻度上的读数在 0-10 之间,则其前端已超过下刻度两相邻刻度线
的一半,固定刻度数应加上 0.5毫米。
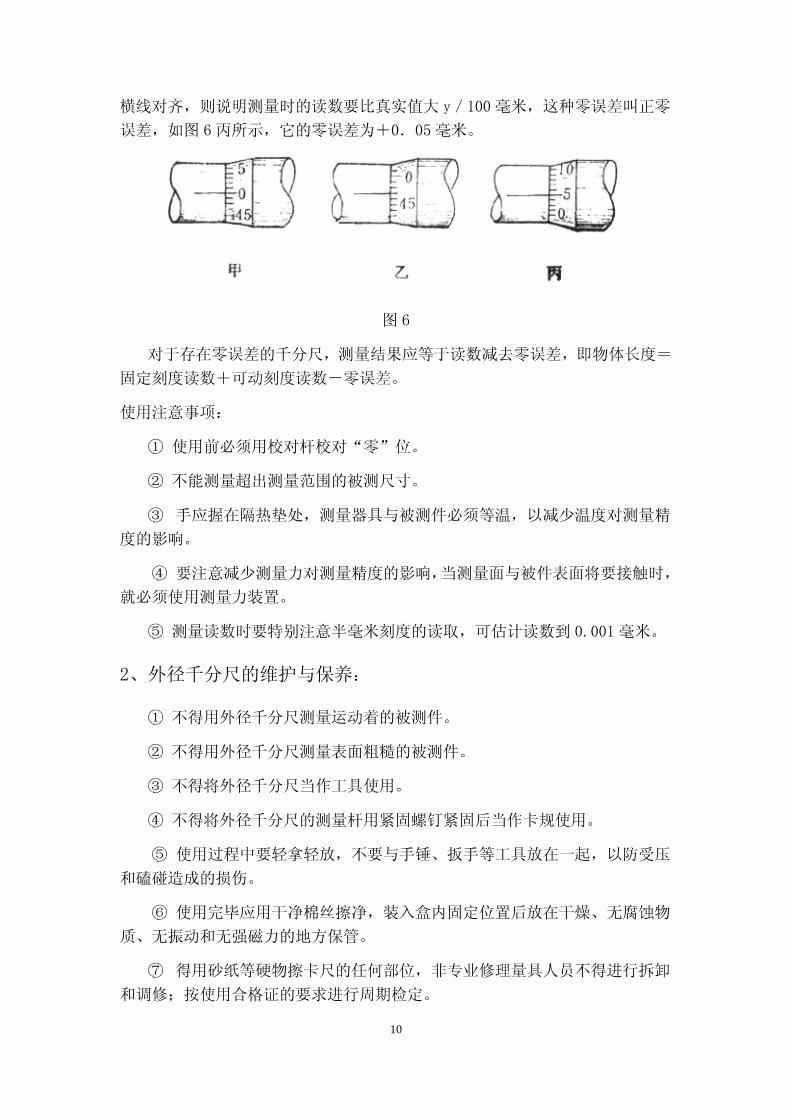
校准好的千分尺,当测微螺杆与测砧接触后,可动刻度上的零线与固定刻
度上的水平横线应该是对齐的,如图 6甲所示。如果没有对齐,测量时就会产生
系统误差──零误差。如无法消除零误差,则应考虑它们对读数的影响。若可动
刻度的零线在水平横线上方,且第 x 条刻度线与横线对齐,即说明测量时的读数
要比真实值小 x/100毫米,这种零误差叫做负零误差,如图 6乙所示,它的零
误差为-0.03 毫米;若可动刻度的零线在水平横线的下方,且第 y条刻度线与
10
横线对齐,则说明测量时的读数要比真实值大 y/100毫米,这种零误差叫正零
误差,如图 6丙所示,它的零误差为+0.05毫米。
图 6
对于存在零误差的千分尺,测量结果应等于读数减去零误差,即物体长度=
固定刻度读数+可动刻度读数-零误差。
使用注意事项:
① 使用前必须用校对杆校对“零”位。
② 不能测量超出测量范围的被测尺寸。
③ 手应握在隔热垫处,测量器具与被测件必须等温,以减少温度对测量精
度的影响。
④ 要注意减少测量力对测量精度的影响,当测量面与被件表面将要接触时,
就必须使用测量力装置。
⑤ 测量读数时要特别注意半毫米刻度的读取,可估计读数到 0.001毫米。
2、外径千分尺的维护与保养:
① 不得用外径千分尺测量运动着的被测件。
② 不得用外径千分尺测量表面粗糙的被测件。
③ 不得将外径千分尺当作工具使用。
④ 不得将外径千分尺的测量杆用紧固螺钉紧固后当作卡规使用。
⑤ 使用过程中要轻拿轻放,不要与手锤、扳手等工具放在一起,以防受压
和磕碰造成的损伤。
⑥ 使用完毕应用干净棉丝擦净,装入盒内固定位置后放在干燥、无腐蚀物
质、无振动和无强磁力的地方保管。
⑦ 得用砂纸等硬物擦卡尺的任何部位,非专业修理量具人员不得进行拆卸
和调修;按使用合格证的要求进行周期检定。
11
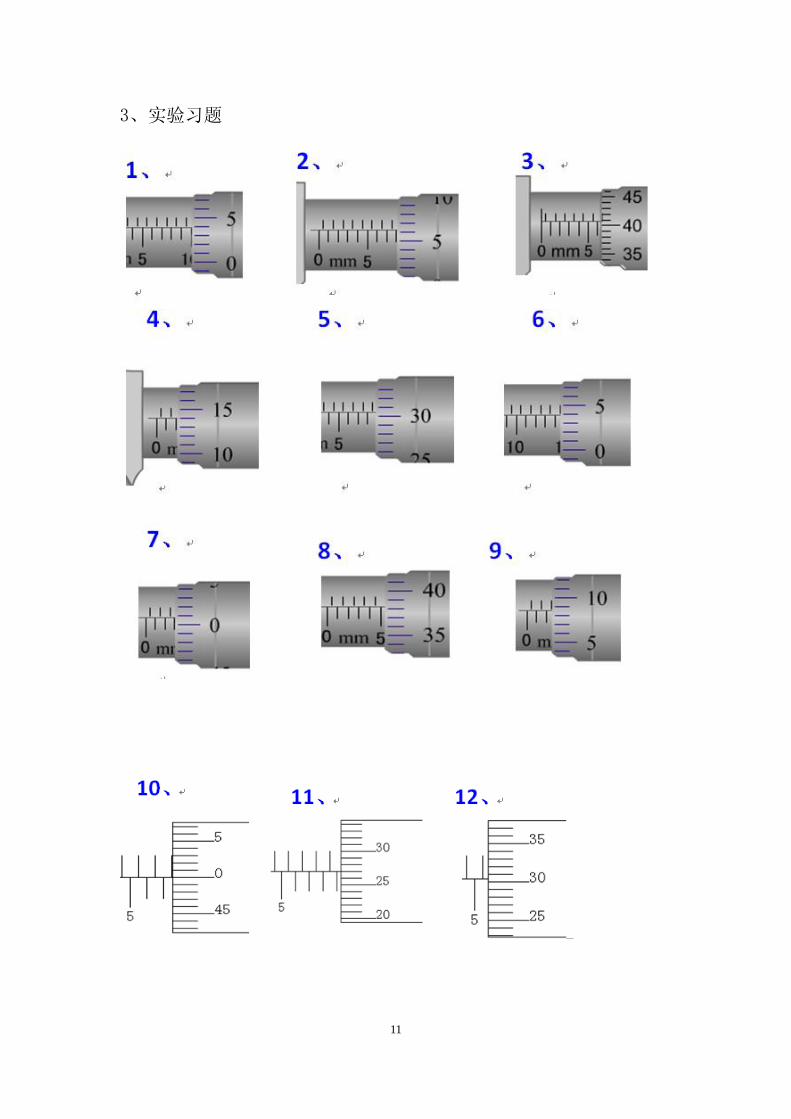
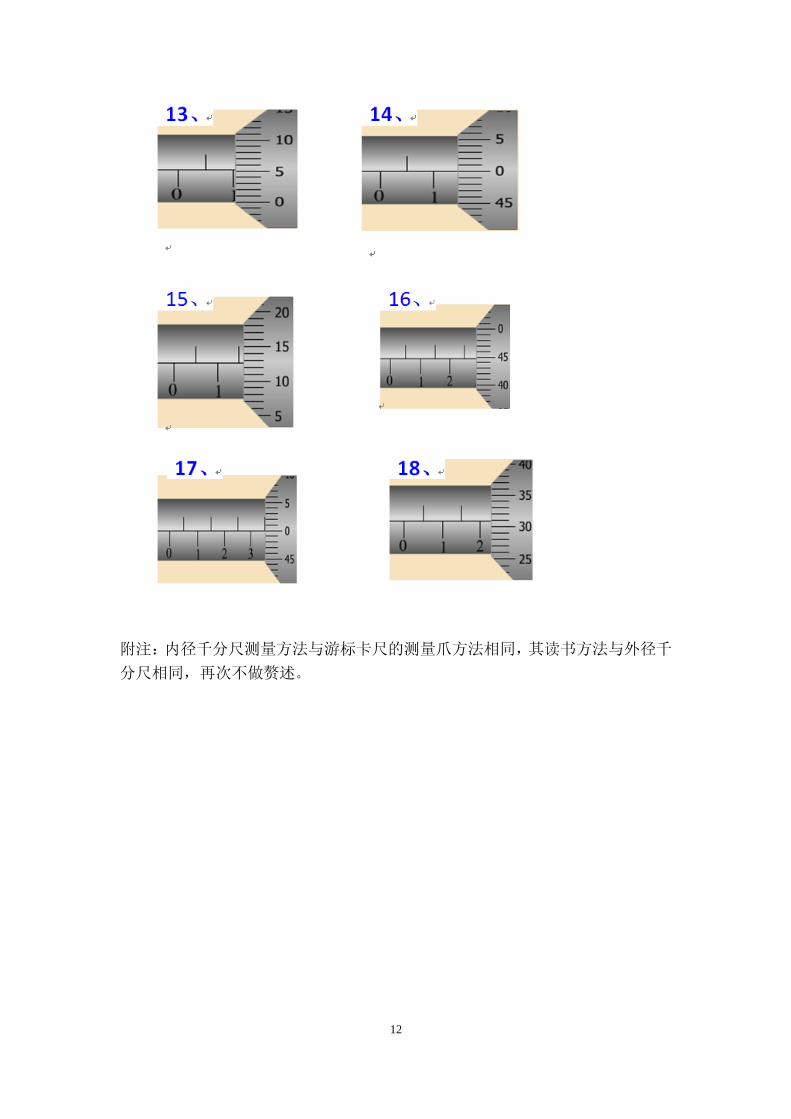
3、实验习题
12
附注:内径千分尺测量方法与游标卡尺的测量爪方法相同,其读书方法与外径千
分尺相同,再次不做赘述。
13
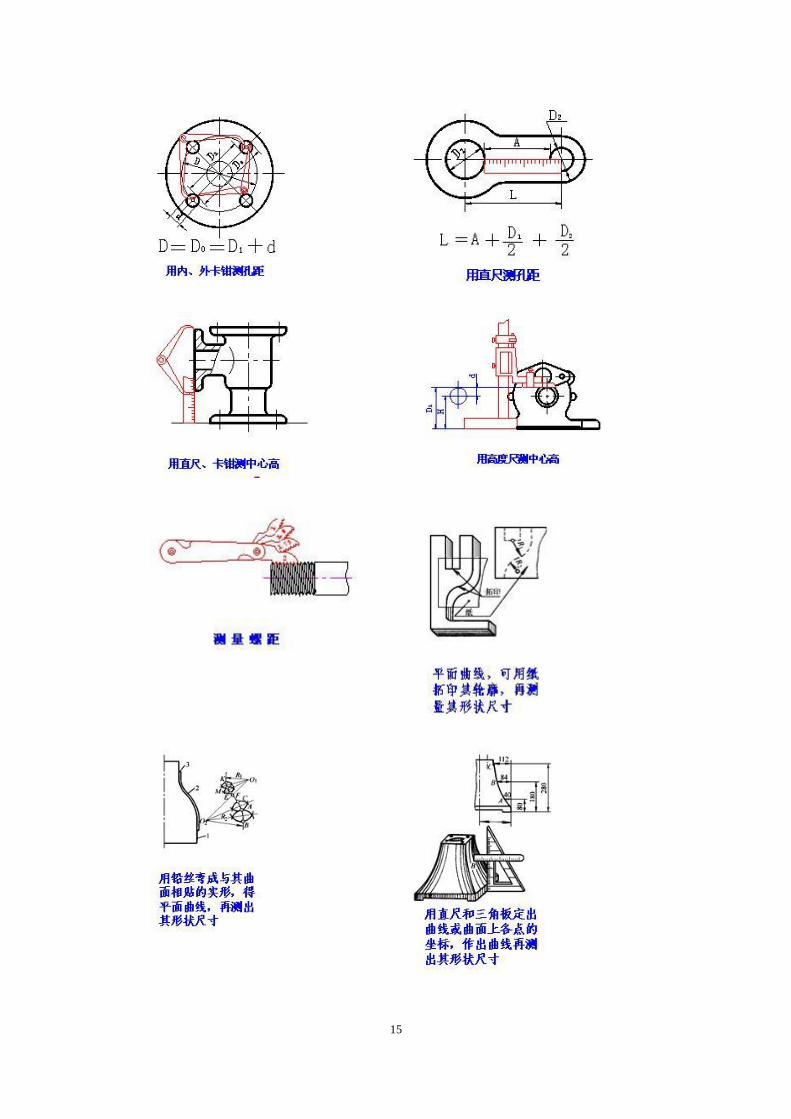
实训三 其他常见的量具及测量方法(认识实习)
一、实训目的
在测量零件时,应根据零件尺寸的精确程度选用相应的量具,常用的测量工
具有游标卡尺、外卡、内卡、直尺、角度规、螺纹规等,精度低的尺寸可用内、
外卡及钢尺测量,精度较高的尺寸应采用游标卡尺进行测量。
二、实训设备
螺纹样板,螺纹环规,螺纹塞规,R 规,深度千分尺,深度游标卡尺,万能角度
尺,公法线千分尺,塞尺等。
三、实训内容
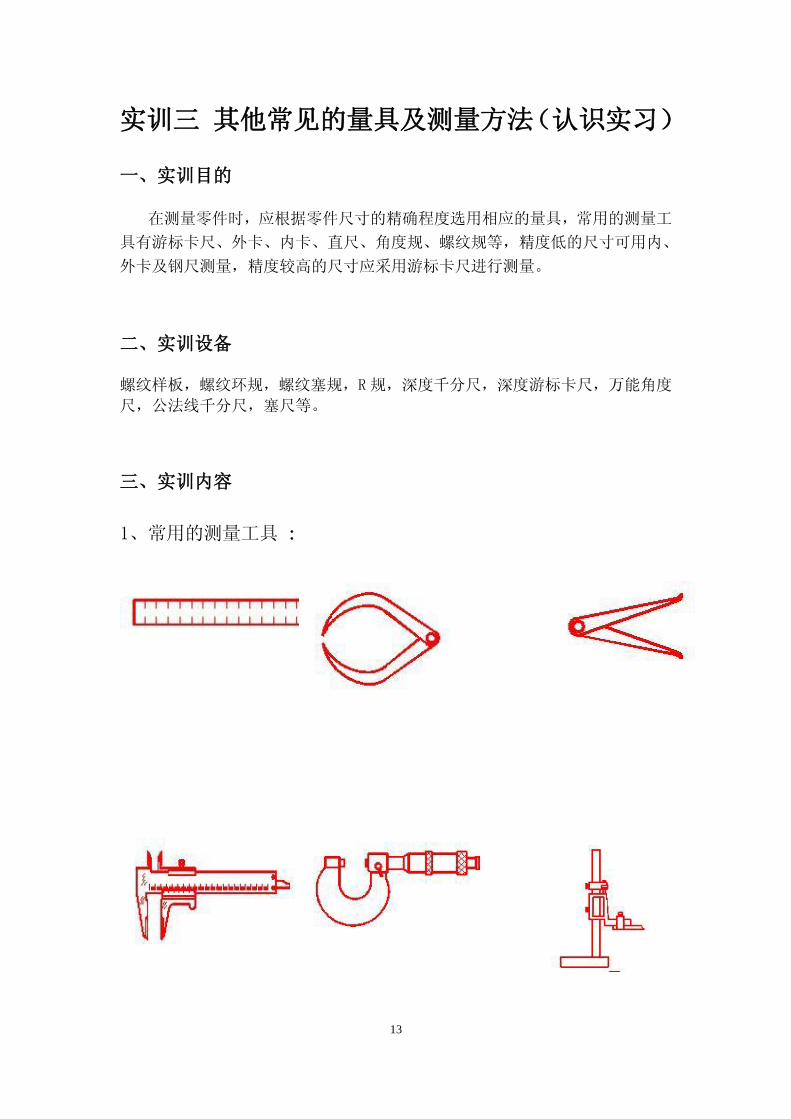
1、常用的测量工具 :
14
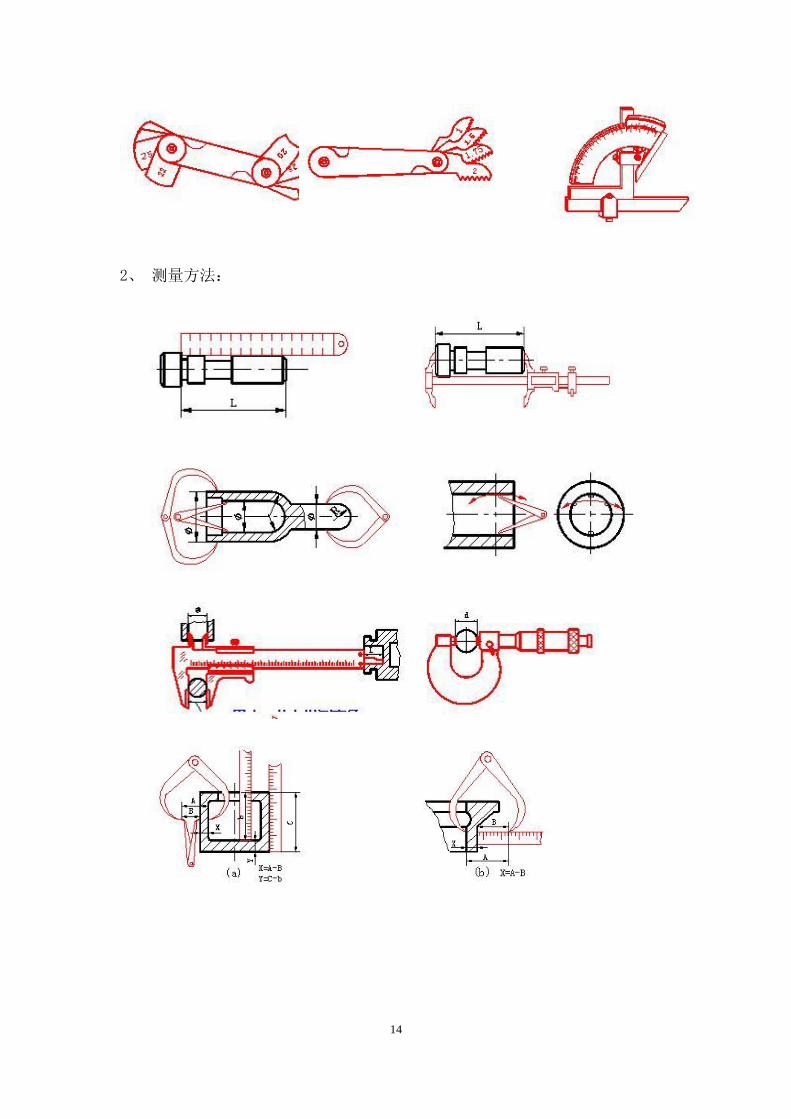
2、 测量方法:
15
16
实训四 测绘机械零件
一、实训目的
机械制图测绘技能实训,要达到和完成下述目的:
①具体应用和巩固本课程的理论知识,了解测绘的一般方法和步骤,培养学
生有初步的测绘技能及绘图能力,并为后继专业课及工作扎下初步基础;
②通过零件草图,装配图和零件工作的绘制,培养学生实际动手能力和零部
件测绘能力。使学生能恰当选择表达方案、合理布图,正确绘图,并在老师指导
下完成尺寸标注及各项技术要求注写;
③了解简单机器的装配工艺。通过全面、系统的零部件测绘训练,培养学生
初步的工程设计能力。
④熟悉运用有关资料(如国家标准,规范及规定画法等)。初步培养查阅标
准资料的能力;
⑤培养学生团结协作的工作作风和严谨的学习态度,增强责任感。
二、实训设备
装配体测绘件一台(齿轮油泵),测绘工具二套(游标卡尺,钢板尺,内、外卡
钳,螺纹规和圆角规等)。
三、实训内容
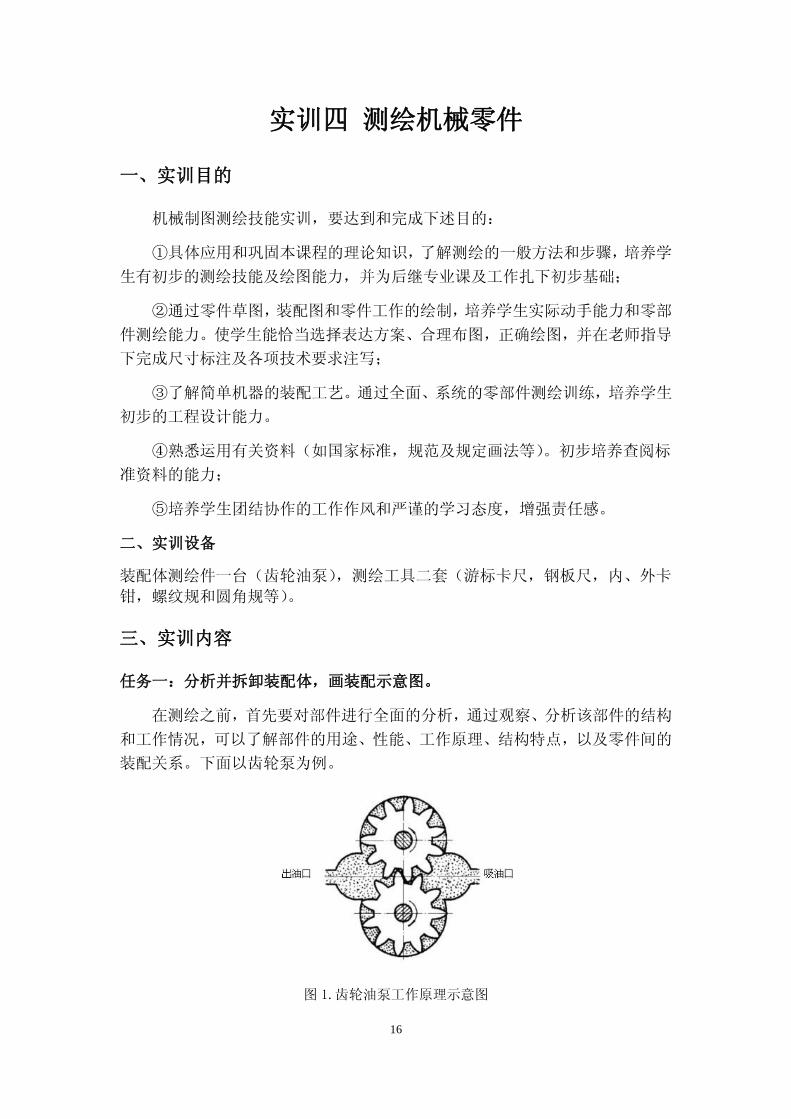
任务一:分析并拆卸装配体,画装配示意图。
在测绘之前,首先要对部件进行全面的分析,通过观察、分析该部件的结构
和工作情况,可以了解部件的用途、性能、工作原理、结构特点,以及零件间的
装配关系。下面以齿轮泵为例。
图 1.齿轮油泵工作原理示意图
17
1)用途
齿轮泵是各种机械润滑和液压系统的输油装置。用来给润滑系统提供压力
油的。
2)性能
该齿轮油泵结构简单、体积小、重量轻、容积效率高、压力比较高、应用
广泛。
3)工作原理
齿轮油泵是由装在泵体内的一对齿数相同的齿轮组成,泵体、端盖与齿轮
的各个齿间槽三者之间形成密封的工作容积。当齿轮按图示方向旋转时,右侧吸
油腔的轮齿逐渐分离。齿间的工作容积逐渐增大,从而形成部分真空。因而,油
箱中的油液在大气压力作用下,经吸油管进入吸油腔。吸入到齿间的油液在密封
的工作容积中随齿轮旋转带到左侧压油腔,左侧轮齿逐渐啮合。使密封工作空间
逐渐缩小,油压升高,将油从齿间挤出,经过出油口送入液压系统中。
1.1.拆卸部件
在初步了解部件的基础上,依次拆卸各零件,这样可以进一步搞清齿轮油泵
部件中各零件的装配关系、结构和作用,弄清零件间的配合关系和配合性质。在
拆卸过程中,进一步了解齿轮泵,要记住装配位置,必要时贴上零件的标签,编
上顺序号码。
拆卸时须注意:
①精密的或重要的零件,不要使用粗笨的重物敲击。
②精度要求较高的配合部分,不要随便拆卸,以免再装配时发生困难和破坏其原
有精度。
③对一些重要尺寸,如相对位置尺寸、运动零件的极限位置尺寸、装配间隙等,
应先进行测量,以便重新装配部件时,能保持原来的装配要求。
④拆下的零件不要乱放,最好把它们装配成小单位,或用扎标签的方法对零件分
别进行编号,并妥善保管,避免零件损坏、生锈或丢失。对螺钉、销子、键等容
易散失的小零件,拆完后仍可装在相应的孔、槽中,以免丢失和装错位置。拆卸
零件时,应注意分析各零件间的装配关系、结构特点,以便对部件性能,有更深
入的了解。
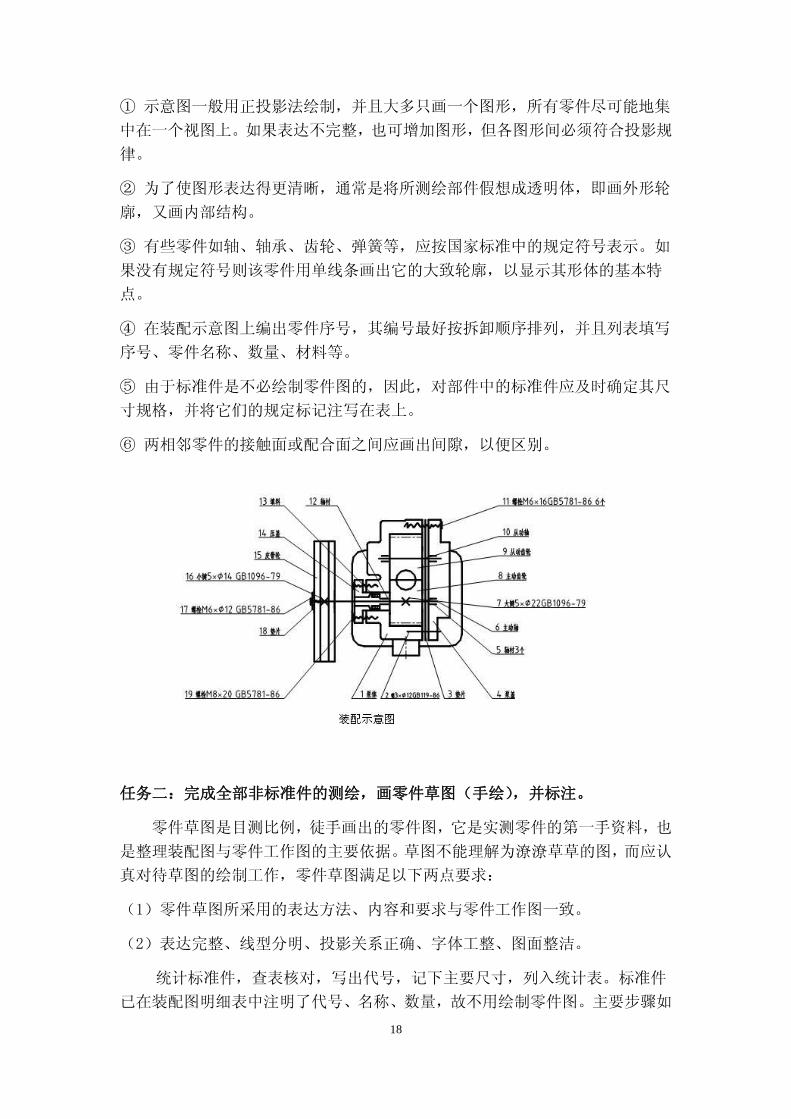
1.2.画装配示意图
装配示意图是在部件拆卸过程中所画的示意性图样,其作用是避免由于零件
拆卸后可能产生错乱而给重新装配时带来困难,通过目测,徒手用简单的线条示
意性地画出部件的图样,主要表达部件的装配关系、工作原理、传动路线等。
18
① 示意图一般用正投影法绘制,并且大多只画一个图形,所有零件尽可能地集
中在一个视图上。如果表达不完整,也可增加图形,但各图形间必须符合投影规
律。
② 为了使图形表达得更清晰,通常是将所测绘部件假想成透明体,即画外形轮
廓,又画内部结构。
③ 有些零件如轴、轴承、齿轮、弹簧等,应按国家标准中的规定符号表示。如
果没有规定符号则该零件用单线条画出它的大致轮廓,以显示其形体的基本特
点。
④ 在装配示意图上编出零件序号,其编号最好按拆卸顺序排列,并且列表填写
序号、零件名称、数量、材料等。
⑤ 由于标准件是不必绘制零件图的,因此,对部件中的标准件应及时确定其尺
寸规格,并将它们的规定标记注写在表上。
⑥ 两相邻零件的接触面或配合面之间应画出间隙,以便区别。
任务二:完成全部非标准件的测绘,画零件草图(手绘),并标注。
零件草图是目测比例,徒手画出的零件图,它是实测零件的第一手资料,也
是整理装配图与零件工作图的主要依据。草图不能理解为潦潦草草的图,而应认
真对待草图的绘制工作,零件草图满足以下两点要求:
(1)零件草图所采用的表达方法、内容和要求与零件工作图一致。
(2)表达完整、线型分明、投影关系正确、字体工整、图面整洁。
统计标准件,查表核对,写出代号,记下主要尺寸,列入统计表。标准件
已在装配图明细表中注明了代号、名称、数量,故不用绘制零件图。主要步骤如

19
下:
① 了解零件的作用,分析零件的结构,确定视图表达方案。
② 在草图上画图框、标题栏,画各视图的中心线、轴线和基准线,画各视图的
外形轮廓。注意各视图间要留有标注尺寸等内容的地方。
③ 根据确定的视图表达方案,画全视图、剖视等,擦去多余图线,校对后描深。
注意画视图必须分画底稿和描深两步进行。仔细检查不要漏画细部结构。如倒角、
小圆孔、圆角等,但铸造上的缺陷不应反映在视图上。
④ 考虑并画出标注零件尺寸的全部尺寸界线和尺寸线。标注尺寸时,可再次检
查零件结构形状是否表达完整、清晰。
⑤ 测量零件尺寸,并逐个填写尺寸数字,注写零件表面粗糙度代号。填写标题
栏。最后完成零件草图。
⑥ 标准件不画草图,但要测出主要尺寸,辨别型式,查阅有关标准后列表备查。
任务三:根据装配示意图和零件草图画装配图(CAD 或者 CATIA)。
根据零件草图和装配示意图画出部件装配图。在画装配图时,及时改正草图
上的错误,零件的尺寸大小一定要画得准确,装配关系不能搞错,这是很重要的
一次校对工作。具体步骤如下:
3.1.确定表达方案
由于装配图不仅表达了部件的工作原理,各零件的装配关系,而且反映了主
要零件的形状结构,所以我们应根据已学过的装配图的各种表达方法(包括一些
特殊的表达方法,如拆卸画法、夸大画法, 简化画法等),选用适合的表达方法,
较好地反映部件装配关系、工作原理和主要零件的结构形状,根据前面对齿轮油
泵的表达分析,主视图按工作位置选定,采用局部剖,主要表达装配关系,俯视
图。
3.2.画装配图的步骤
(1)合理布局
装配图的表达方法确定后,根据具体部件真实大小及其结构的复杂程度,确
定合适的比例和图幅,选定图幅时不仅要考虑到视图所需的面积,而且要把标题
栏、明细表、零件序号、标注尺寸和注写技术要求的位置一并计算在内,确定用
哪一号图纸幅面后即可着手合理的布置图面。通常先画出各主要视图的轴线、对
称线、作图基准线。
(2)画出部件的主要零件
20
齿轮油泵的装配图可先画泵体及泵盖的结构,再依次画出其他一系列零件,
将零件逐个画在装配图上时,要考虑零件的相对位置和装配顺序。
(3)画出部件的次要结构部分
齿轮油泵主视图上的螺栓、螺钉等结构。
(4)检查校核
除了检查零件的主要结构外,特别要注意视图上细节部分的投影是否遗漏或
错误。由于装配图图形复杂,线条较多容易漏画部分投影。应认真检查,发现错
误及时修改。
(5)完成全图
检查底稿后加深图线并画剖面代号;注写必要的尺寸、公差配合和技术要求;
标注序号,填写标题栏及明细表。最后完成齿轮油泵装配图。
3.3.尺寸标注
装配图主要是设计和装配机器或部件时用的图样,因此不必注出零件的全部
尺寸,只需标出一些必要的尺寸。如性能规格尺寸、装配尺寸、安装尺寸、外形
尺寸和其它重要尺寸等。
3.4.填写技术要求及性能
对产品的基本性能、维护、保养的要求以及使用操作时的注意事项等。
以齿轮油泵为例,其技术要求及参数如下:
公差配合要求
配合零件名称 配合代号 配合零件名称 配合代号
轴与轴衬 H7/h6 主动轴左轴衬与泵体孔 H8/f7
从动轴与从动齿轮 H7/h6 压盖与泵体孔 H11/d11
轴衬与泵体、泵盖孔 H8/k7 主动轴与皮带轮孔 H11/d10
主动轴与主动齿轮 H8/f7
技术要求
1、泵体与齿轮间的端面间隙为 0.05~0.12mm,间隙用垫片调节
21
2、油泵用 17.6×10 5 Pa 的柴油进行压力测验,不能有渗漏。
3、装配后齿顶圆与泵体内圆表面间隙 0.02~0.06mm
4、装配后用 60±2°C 和 13.7×10 5 Pa 的柴油进行测验,当转速为 950r/min
时,输油量不得小于 102r/min。
5、未注圆角均为 R2~R3。)
任务四:根据装配图和零件草图画主要零件工作图。
由于测绘是在现场进行的,所画的草图不一定是很完善的,所以在画零件工
作图之前,要对草图进行全面审查、核对,对测量所得的尺寸,要参照标准直径、
标准长度系列贴近、圆整。对于标准结构要素的尺寸,应从有关标准中查对校正。
有的问题需重新考虑,如表达方案、尺寸标注等。经过复查、补充、修改后,再
进行零件图的绘制工作。
完成后检查修改图纸, 回装测绘部件。
22
实训心得:
23
24
指
导
老
师
意
见
实习实训成绩: 指导教师签名:
年 月 日
说明:报告包含实习实训内容、过程、情况小结及心得体会、对实习实训的意见建议等。