1. lakiernictwo produkcyjne 2. lakiernictwo … · 4.rozszczepienie światła „mikro –...
TRANSCRIPT

1. LAKIERNICTWO PRODUKCYJNE
2. LAKIERNICTWO NAPRAWCZE

LAKIERNICTWO PRODUKCYJNE - definicja
Wytworzenie całej struktury powłoki lakierowej na całej
powierzchni elementu, podzespołu, zespołu lub całego obiektu
/zderzak,lusterko zewnętrzne, (rama, nadwozie), cały samochód/
w celu uzyskania odpowiedniego efektu dekoracyjnego i/lub
ochronnego pokrycia lakierowego.
Wytworzona powłoka lakierowa musi spełniać założone normy producenta
pojazdu oraz normy określone przez jednostki certyfikacji i akredytacji
działające w konkretnym systemie prawno-administracyjnym
LAKIERNICTWO RENOWACYJNE - definicja
wg PN-78/C-01700 „Wyroby lakierowe – nazwy i określenia”
„Wytworzenie nowego pokrycia lakierowego lub nowej
powłoki nawierzchniowej na całej powierzchni przedmiotu
lub obiektu w celu uzyskania pierwotnego lub nowego
efektu dekoracyjnego lub ochronnego pokrycia (powłoki)
lakierowego”.
Wytworzona powłoka lakierowa musi spełniać założone normy określone
przez jednostki certyfikacji i akredytacji działające w konkretnym systemie
prawno-administracyjnym

Porównanie lakiernictwa produkcyjnego i renowacyjnego
Lakierowanie produkcyjne Gama kolorów i odcieni : 60 120
Utwardzanie powłoki – TERMO
Temp. wygrzewania: 120 160[ºC]
Rodzaj lakieru - wodorozcieńczalny
Koncern
Lakierowanie renowacyjne Gama kolorów i odcieni: ok. 55 000
+ archiwum wlasne
Utwardzanie powłoki – CHEMO -
poliprzyłączanie
Temp. wygrzewania: 5 70[ºC]
Rodzaj lakieru – organicz. i wodoroz.
PPG PPG
PPG /Deltron, Delfleet,Envirobase/
MaxMeyer
NEXA AUTOCOLOR
/Herberts/ DU POINT DU POINT SPIS HECKER
STANDOX
----- AKZO NOBEL SIKKENS
Nobiles
BASF BASF GLASURIT
RM

Proces technol. lakierow. produkcyjnego
1. Magazyn wieżowy
2. Czyszczenie
3. Płukanie
4. Fosforanowanie
5. Pasywacja
6. Płukanie
7. Obciekanie
8. Wanna kataforezy
9. Płukanie
10. Płukanie zanurzeniowe
11. Obciekanie
12. Suszenie Schemat technologiczny lakierni GM – OPEL w Eisenach
Artykuł mgr inż. Marian Karwas – „AUTO – Technika Motoryzacyjna” (8/1994)
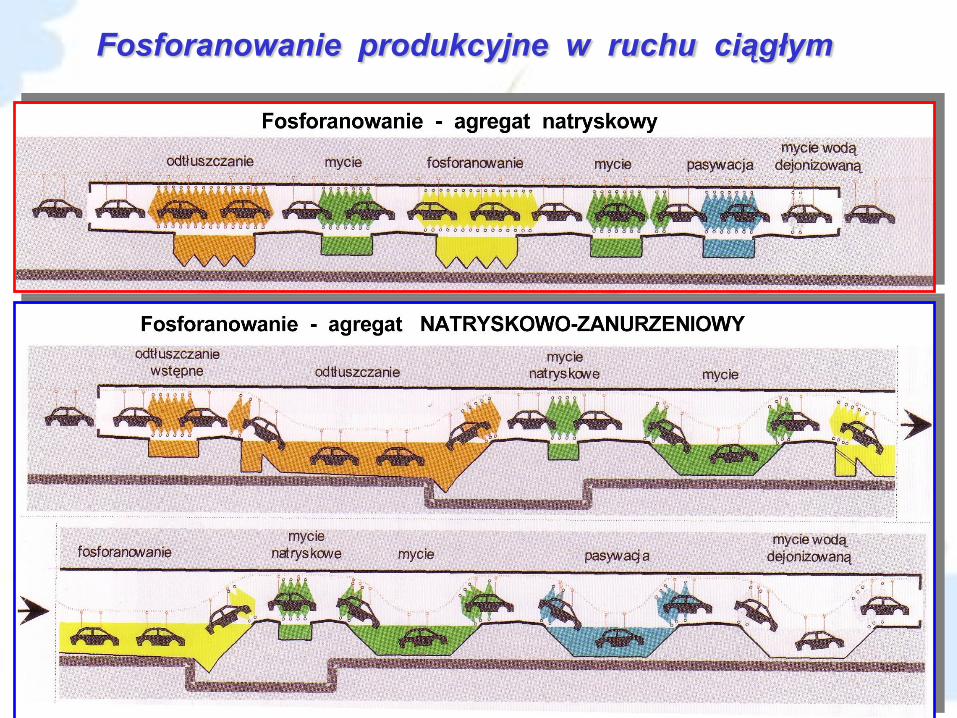
Fosforanowanie produkcyjne w ruchu ciągłym
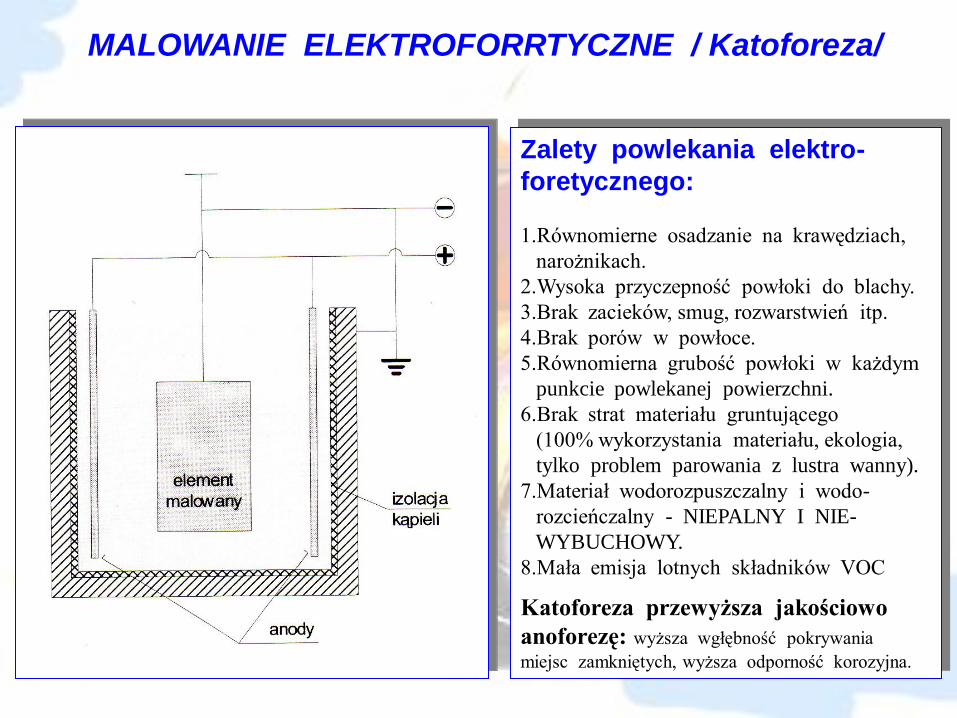
MALOWANIE ELEKTROFORRTYCZNE / Katoforeza/
Zalety powlekania elektro-
foretycznego:
1.Równomierne osadzanie na krawędziach,
narożnikach.
2.Wysoka przyczepność powłoki do blachy.
3.Brak zacieków, smug, rozwarstwień itp.
4.Brak porów w powłoce.
5.Równomierna grubość powłoki w każdym
punkcie powlekanej powierzchni.
6.Brak strat materiału gruntującego
(100% wykorzystania materiału, ekologia,
tylko problem parowania z lustra wanny).
7.Materiał wodorozpuszczalny i wodo-
rozcieńczalny - NIEPALNY I NIE-
WYBUCHOWY.
8.Mała emisja lotnych składników VOC
Katoforeza przewyższa jakościowo
anoforezę: wyższa wgłębność pokrywania
miejsc zamkniętych, wyższa odporność korozyjna.

Proces technol. lakierow. produkcyjnego
13. Szlifowanie
14. Zabezpieczanie elementów
niemalowanych
15. Przenośnik portalowy
16. Automatyczne zabezpieczanie
spodu nadwozia (PCV)
17. Zmiana przenośnika
18. Zdjęcie zabezpieczeń
19. Uszczelnianie połączeń
/automatyczne/
20. Ułożenie płyt głusząco-tłumiących Schemat technologiczny lakierni GM – OPEL w Eisenach
Artykuł mgr inż. Marian Karwas – „AUTO – Technika Motoryzacyjna” (8/1994)
21. Ręczne uszczelnianie szwów
22. Czyszczenie
23. Farba podkładowa
24. Suszenie
25. Szlifowanie
26. Czyszczenie
27. Farba bazowa – nakładanie ręczne

Proces technol. lakierow. produkcyjnego
28. Farba bazowa – aplikacja
elektrostatyczna /automat/
29. Poprawa efektu metalicznego
30. Podsuszanie w podczerwieni
31. Nakładanie ręczne lakieru
nawierzchniowego
32. Aplikacja elektrostatyczna /automat./
lakieru nawierzchniowego
33. Podsuszanie w podczerwieni
34. Suszenie piecowe
35. Kontrola jakości
36. Magazyn wieżowy Schemat technologiczny lakierni GM – OPEL w Eisenach
Artykuł mgr inż. Marian Karwas – „AUTO – Technika Motoryzacyjna” (8/1994)

Rodzaje materiałów ze względu na rodzaj substancji błono- /powłoko-/ twórczej.
- Olejne
- Alkidowe /ftalowe/
- Nitrocerlulozowe
- Chlorokauczukowe
- Bitumiczne
- Epoksydowe
- Poliwinylowe
- Poliestrowe
- Akrylowe
- Poliuretanowe /lakiery bezbarwne/
- Silikonowe
- proszkowe
Podstawowe materiały wykorzystywane
w lakierowaniu renowacyjnym

Rodzaje materiałów ze względu na
rodzaj substancji błono- /powłoko-/
twórczej:
- Olejne
- Alkidowe /ftalowe/
- Nitrocerlulozowe
- Chlorokauczukowe
- Bitumiczne
- Epoksydowe
- Poliwinylowe
- Poliestrowe
- Akrylowe
- Poliuretanowe /lakiery bezbarwne/
- Silikonowe
- Proszkowe
Podział materiałów renowacyjnych ze względu na proces renowacji powłoki:
- grunty
- kity szpachlowe i szpachlówki
- grunto-szpachlówki
- podkłady /międzywarstwa/
- lakiery nawierzchniowe
Podstawowe materiały wykorzystywane
w lakierowaniu renowacyjnym
Grunty /zabezpieczenie antykorozyjne,
antyoksydacyjne, promotory adhezji/
Grunty antykorozyjne i antyoksydacyjne:
- Epoksydowe /niereaktywne/ - przed gruntowaniem podłoże /blacha/
musi być dokładnie wyszlifowana, wymyta i odtłuszczona. Nie WOLNO
nakładać na blachę niewłaściwie oczyszczoną z tlenków metali.
- Poliwinylowe /reaktywne/ - grunt reaktywny w stosunku do podłoża
z blachy. Może być nakładany na niewielkie warstwy tlenków metali.
Przed aplikacją należy podłoże dobrze zmyć i odtłuścić.
- Promotory adhezji - nakładany na elementy z tworzyw sztucznych
celem poprawy przyczepności powłoki lakierowej. Materiały na bazie
poliwinylu, polietylenu, poliuretanu w zależności do jakiego tworzywa
sztucznego są przeznaczone.

Emalia kryjąca
Międzywarstwa
(podklad wypełniający)
Powłoka do renowacji
Podłoże
Grunt antykorozyjny Kit szpachlowy poliestrowy
Powłoka nawierzchniowa jednowarstwowa
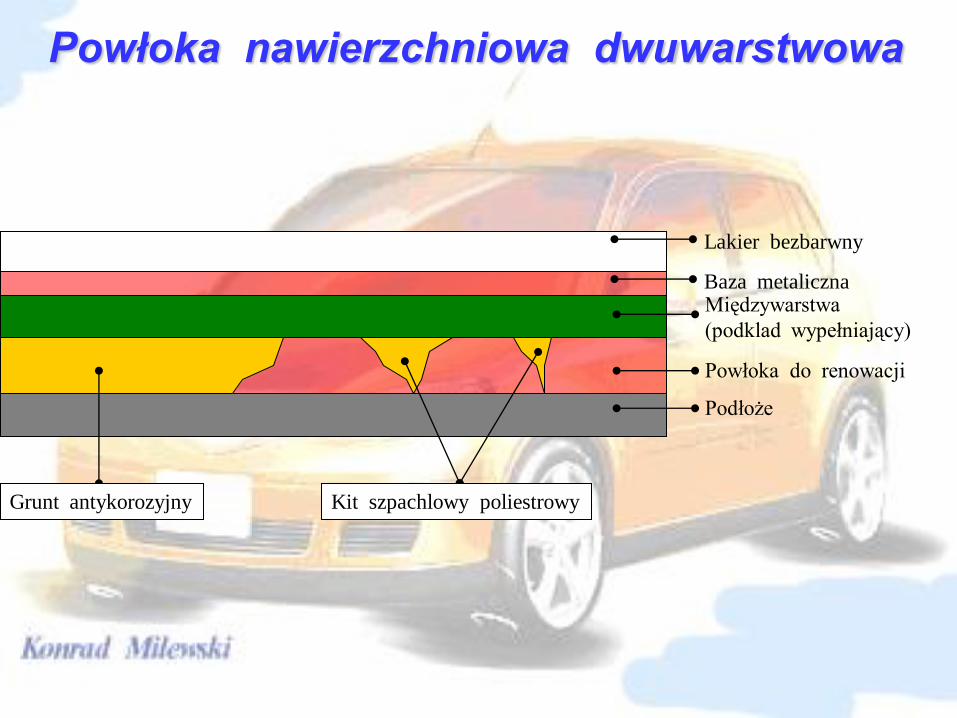
Baza metaliczna Międzywarstwa
(podklad wypełniający)
Powłoka do renowacji
Podłoże
Grunt antykorozyjny Kit szpachlowy poliestrowy
Powłoka nawierzchniowa dwuwarstwowa
Lakier bezbarwny

Podział materiałów lakierniczych ze względu na
sposób schnięcia /utwardzania/.
• Schnięcie fizyczne
proces tego schnięcia polega na odparowaniu rozpuszczalników i rozcieńczalników z
zaaplikowanej powłoki lakierowej bez reakcji chemicznych zachodzących we wnętrzu
farby /1-K, syntetyczne, termoutwardzalne/
• Schnięcie chemiczne przez utlenianie proces tego schnięcia polega na chemicznym wiązaniu cząsteczek żywicy
/substancji błonotwórczej (powłoko-twórczej)/ z cząsteczkami tlenu z powietrza
atmosferycznego /1-K, masy uszczelniające tiksotropowe/
• Schnięcie chemiczne przez poliprzyłączanie proces tego schnięcia polega na chemicznym reakcji cząsteczek żywicy /substancji
błonotwórczej (powłoko-twórczej)/ z reaktywnymi cząsteczkami utwardzacza tworząc
usieciowaną przestrzenną strukturę polimeru /2-K uni 1-warstwowy, uni 2-warstwowy,
metalic 2-K itd. /.

SKŁADNIKI FARBY
ŻYWICA – spoiwo /substancja
powłokotwórcza/
-ftalowe
-akrylowe
-poliuretanowe
-poliestrowe
Rozpuszczalniki
rozcieńczalniki
Wypełniacze /obciążniki/ na bazie talków
Środki i substancje pomocnicze
-inhibitory
-antypieniacze
-antykożuszacze
-filtry UV
-zmiękczacze
-antybiologiczne /odchody/
-dyspergujące
Pigmenty

Lakiery nawierzchniowe
Podział lakierów renowacyjnych ze względu na:
1. Rodzaj substancji błonotwórczej /powłokotwórczej/
- Ftalowe
- Akrylowe
- Poliuretanowe /na bazie żywic akrylowych lub poliestrowych/
2. Walory estetyczne /optyczne/ powłoki
- Niemetalizowane
- Metalizowane
- Metalizowane i perłowe
- Perłowe /perła, pearl efect, mica, mineral efect, pearlmutt/
- Z efektem specjalnym /chromaflair, harlequin, kryształ, efekt „pawiego oczka”
3. Ilość składników
- Jednoskładnikowe /jednokomponentowe/ 1-K
- Dwuskładnikowe 2-K
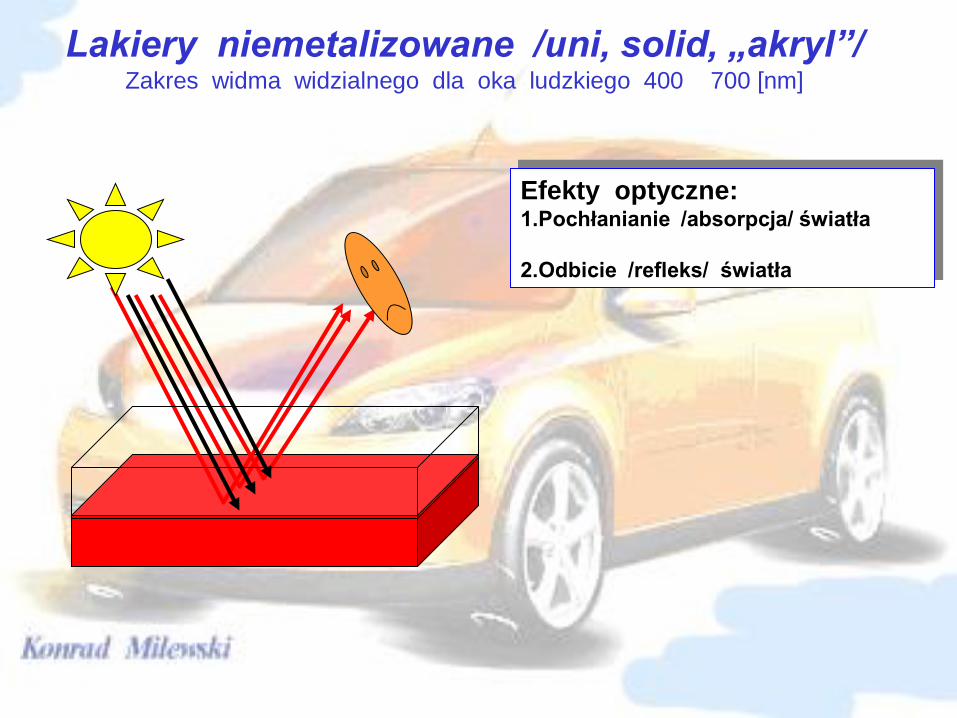
Lakiery niemetalizowane /uni, solid, „akryl”/ Zakres widma widzialnego dla oka ludzkiego 400 700 [nm]
Efekty optyczne: 1.Pochłanianie /absorpcja/ światła
2.Odbicie /refleks/ światła

Lakiery metalizowane Zakres widma widzialnego dla oka ludzkiego 400 700 [nm]
Efekty optyczne: 1.Pochłanianie /absorpcja/ światła
2.Odbicie /refleks/ światła
3.Odbicie „kierunkowe” z płatków,
kulek, stożków, powierzchni
nieregularnych Al
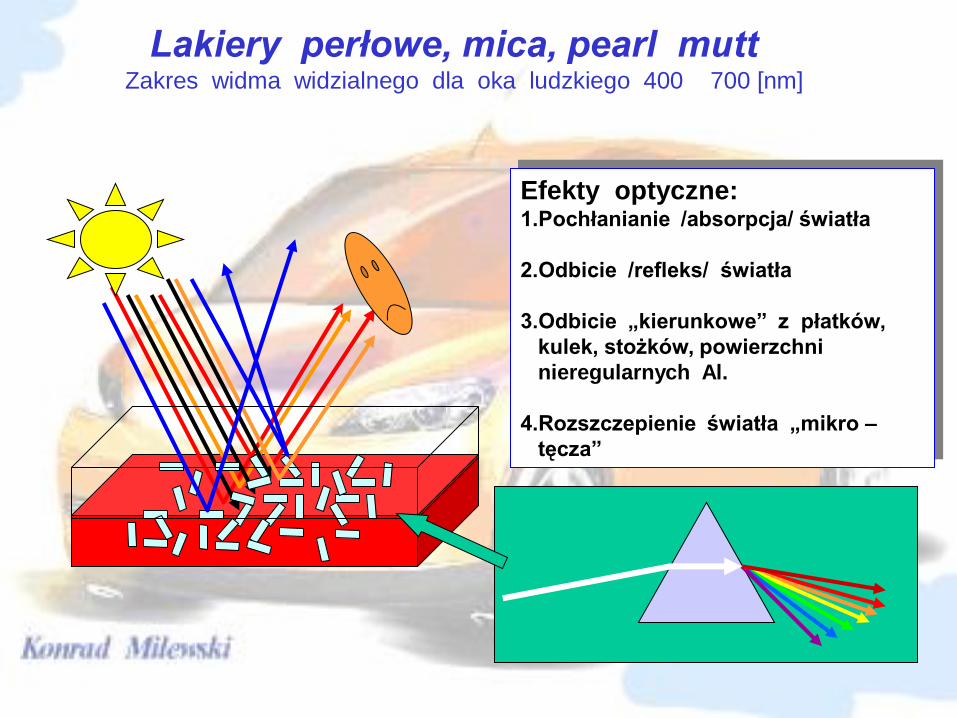
Lakiery perłowe, mica, pearl mutt Zakres widma widzialnego dla oka ludzkiego 400 700 [nm]
Efekty optyczne: 1.Pochłanianie /absorpcja/ światła
2.Odbicie /refleks/ światła
3.Odbicie „kierunkowe” z płatków,
kulek, stożków, powierzchni
nieregularnych Al.
4.Rozszczepienie światła „mikro –
tęcza”

Lakiery z efektami specjalnymi „kryształ” Chromaflair, Harlequin, EksklisiveLine itd. 400 700 [nm]
Efekty optyczne: 1.Pochłanianie /absorpcja/ światła
2.Odbicie /refleks/ światła
3.Odbicie „kierunkowe” z płatków,
kulek, stożków, powierzchni
nieregularnych Al.
4.Rozszczepienie światła „mikro –
tęcza”
5.Interferencja światła
6.Refrakcja światła

METODY APLIKACJI RENOWACYJNYCH POWŁOK
LAKIEROWYCH /metody natryskowe/.
1. Aplikacja hydrodynamiczna /ang. Airless / Air coat/
2. Aplikacja elektrostatyczna /ang. Air
i Airless/
3. Aplikacja pneumatyczna /ang. Air/
HYDRO
ELEKTRO
PNEUM

Aplikacja /natrysk/ hydrodynamiczna wysokociśnieniowa
1. Urządzenia do wysokociśnieniowego natrysku materiału lakierniczego.
Ciśnienie cieczy /materiału lakierniczego/ wytworzone przez pompę membranową
lub pneumatyczną pompę tłokową. Ciśnienie aplikacji /natrysku/ 10 25 [MPa].
Metoda nie ma zastosowania w renowacyjnym
lakiernictwie samochodowym./tylko w „H”/
2. Urządzenia do natrysku „kombinowanego” w otulinie powietrza. Ciśnienie cieczy /materiału lakierniczego/ wytworzone przez tłokową pompę
pneumatyczną, a powietrze „otulinowe” w sprężarce.Ciecz pod ciśnieniem jest
dodatkowo rozpylana sprężonym powietrzem. Ciśnienie natrysku farby wynosi:
4 5 [MPa], przy ciśnieniu powietrza ok. 0,1 [MPa]. /Odmiana tej metody ok.. 0,1 0,5 [MPa] stosowana w renowacji do zabezpieczeń „H”/
3. Ręczne pompy natryskowe. Ciśnienie aplikacji /natrysku/ 0,5 2,0 [MPa] – metoda stosowana w budownictwie
do nakładania powłok z farb wapiennych, silikatowych i akrylowych. Znajduje
również zastosowanie w niektórych procesach impregnacji drewna.
Spotykana także w nakładaniu powłok ochronno-dekoracyjnych na stacjonarnych
konstrukcjach stalowych.
KLIKNIJ

„Gorący” natrysk hydrodynamiczny

APLIKACJA /natrysk/ ELEKTROSTATYCZNY
Metoda ma zastosowania w produkcyjnym i
znikomo w renowacyjnym lakiernictwie
samochodowym. /komentarz – obręcze kół ze stopów lekkich/
Urządzenia do natrysku elektrostatycznego hydrodynamicznego lub
pneumatycznego. Urządzenia pracują w oparciu o zasadę urządzeń do natrysku hydrodynamicznego
lub pneumatycznego. W obu przypadkach pistolety muszą być dodatkowo
wyposażone w generatory prądu elektrycznego. Generatory wytwarzają pole
elektrostatyczne, które powoduje naładowanie cząstek farby w stanie płynnym lub
stałym /proszkowym/ ładunkami o przeciwnej polaryzacji niż malowany obiekt.
•Natrysk elektrostatyczny hydrodynamiczny /Airless/ - płynna farba
•Natrysk elektrostatyczny hydrodynamiczny „kombinowany” /Airless/
w otulinie pneumatycznej – płynna farba
•Natrysk elektrostatyczny pneumatyczny /Air/ - płynna farba
•Natrysk elektrostatyczny pneumatyczny /Air/ - malowanie proszkowe
- metoda elektrostatyczna „korona” – lakierowanie ze wszystkich stron
- metoda elektrokinetyczna „tribo” – lakierowanie jednostronne

Aplikacja elektrostatyczna /płynna farba/
Natrysk elektrostatyczny pneumatyczny
• ciśnienie 0,1 0,5 [MPa]
• napięcie elektrostatycznego ładowania cząstek 60 120 [kV]
• natężenie prądu 0,2 [mA]
Mogą występować wyładowania /łuk – zjawiska świetlne i trzaski/.
W przedmiotach o skomplikowanych kształtach może wystąpić zjawisko klatki Faraday’a - wtedy metoda nieefektywna zwykły natrysk pneumatyczny.
Ważne dobre rozpylenie cząstek farby.
Natrysk elektrostatyczny hydrodynamiczny
• ciśnienie 0,1 0,2 [MPa]
• napięcie elektrostatycznego ładowania cząstek 60 120 [kV]
• natężenie prądu 0,4 [mA] Metoda głównie stosowana w przemyśle.
- mniejsza ilość mgły
- mniejsza ilość zużywanego materiału
- spadek szkodliwości oddziaływania na ludzi i środowisko /ekologia/
- oszczędność powietrza przepływającego przez kabinę i mniejsz częstotliwość wymiany filtrów
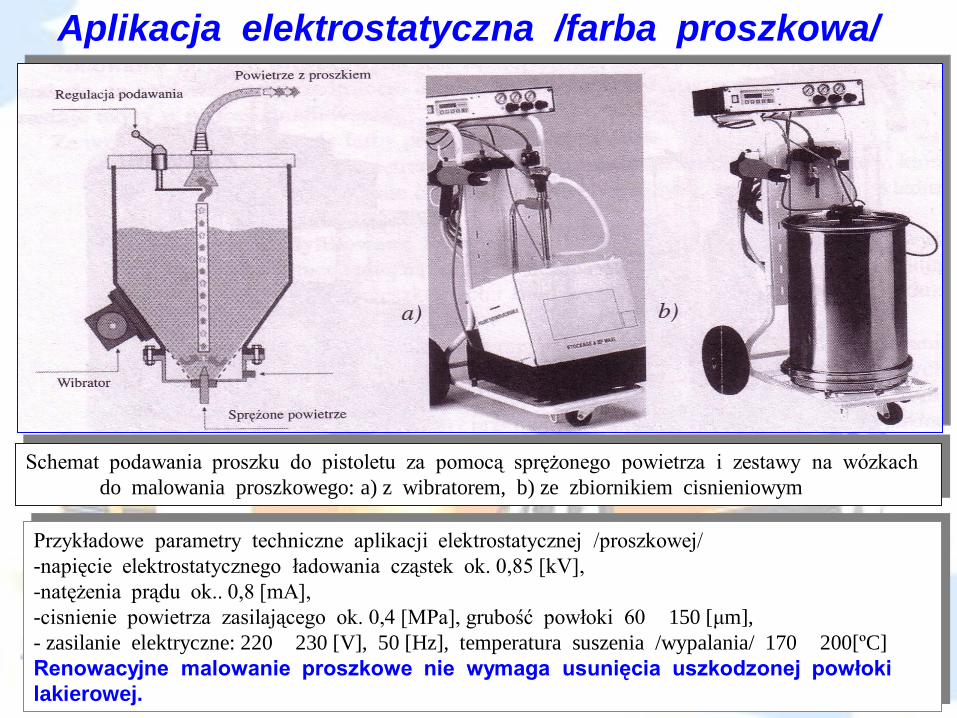
Schemat podawania proszku do pistoletu za pomocą sprężonego powietrza i zestawy na wózkach
do malowania proszkowego: a) z wibratorem, b) ze zbiornikiem cisnieniowym
Aplikacja elektrostatyczna /farba proszkowa/
Przykładowe parametry techniczne aplikacji elektrostatycznej /proszkowej/
-napięcie elektrostatycznego ładowania cząstek ok. 0,85 [kV],
-natężenia prądu ok.. 0,8 [mA],
-cisnienie powietrza zasilającego ok. 0,4 [MPa], grubość powłoki 60 150 [μm],
- zasilanie elektryczne: 220 230 [V], 50 [Hz], temperatura suszenia /wypalania/ 170 200[ºC]
Renowacyjne malowanie proszkowe nie wymaga usunięcia uszkodzonej powłoki
lakierowej.

NAKŁADANIE /aplikacja/ ELEKTROSTATYCZNA
ZALETY:
- dobre pokrycie powierzchni na elementach o skompliko-wanych kształtach
- oszczędność materiału lakierniczego, filtrów, farby na filtrach /proszek/ itd.
- w porównaniu z metodą
pneumatyczną oszczędność
35% materiału
- oszczędność nakładu pracy
o 50%
- w metodzie proszkowej bardzo duża trwałość powłok
proszkowych i odporność termiczna /komentarz odnośnie lakierowania obręczy
ze stopów lekkich w zakładzie producenta/
- możliwość nakładania na nieusuniętą uszkodzoną powłokę
- ekologia
WADY: - duża ilość lakieru w przewodach
zasilających
- niewygodne operowanie pistoletem i przemieszczanie się lakiernika
/3 przewody/
- znacznie droższe oprzyrządowanie do natrysku /pistolet, generator wysokiego napięcia, zbiornik na materiał, przewody:powietrza, elektryczne, do lakieru/, przy lakierowaniu proszkowym konieczny piec do suszenia /wypalania powłoki/
- zagrożenie wybuchowe /lakierować tylko przy włączonym wentylatorze, zakaz palenia tytoniu i używania otwartego ognia/
- konieczność uziemiania kratek, stojaków itd.

APLIKACJA /natrysk/ PNEUMATYCZNA
1. Konwencjonalna - wysokociśnieniowa
2. Niskociśnieniowa HVLP –
/ang. high volume low pressure/
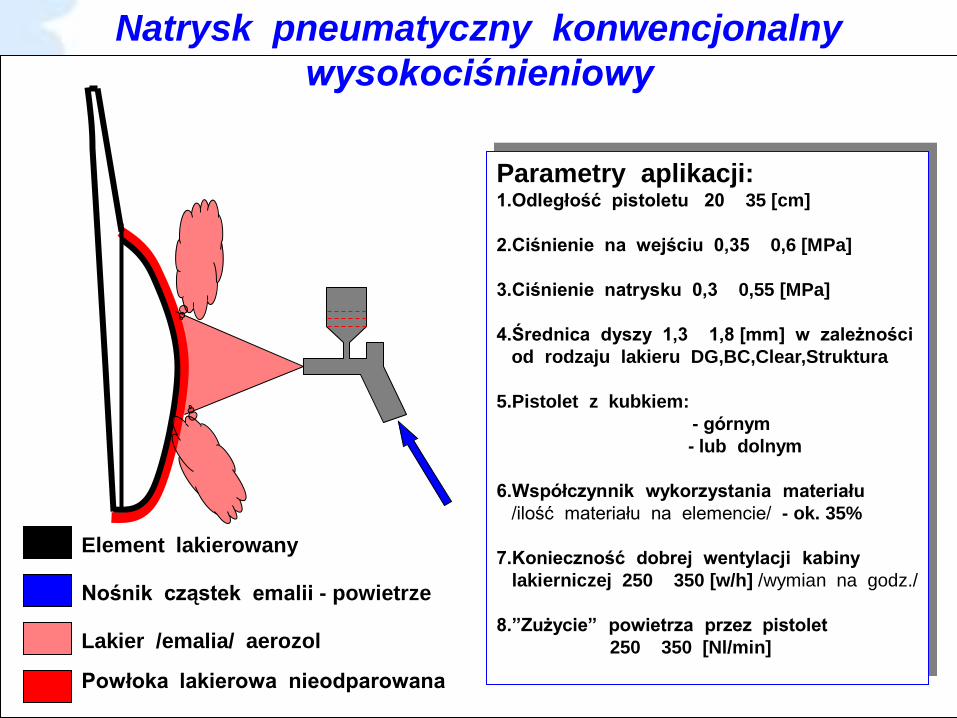
Natrysk pneumatyczny konwencjonalny
wysokociśnieniowy
Element lakierowany
Lakier /emalia/ aerozol
Nośnik cząstek emalii - powietrze
Powłoka lakierowa nieodparowana
Parametry aplikacji: 1.Odległość pistoletu 20 35 [cm]
2.Ciśnienie na wejściu 0,35 0,6 [MPa]
3.Ciśnienie natrysku 0,3 0,55 [MPa]
4.Średnica dyszy 1,3 1,8 [mm] w zależności
od rodzaju lakieru DG,BC,Clear,Struktura
5.Pistolet z kubkiem:
- górnym
- lub dolnym
6.Współczynnik wykorzystania materiału
/ilość materiału na elemencie/ - ok. 35%
7.Konieczność dobrej wentylacji kabiny
lakierniczej 250 350 [w/h] /wymian na godz./
8.”Zużycie” powietrza przez pistolet
250 350 [Nl/min]

Natrysk pneumatyczny niskociśnieniowy
HVLP
Element lakierowany
Lakier /emalia/ aerozol
Nośnik cząstek emalii - powietrze
Powłoka lakierowa nieodparowana
Parametry aplikacji: 1.Odległość pistoletu 20 30 [cm]
2.Ciśnienie na wejściu 0,3 0,45 [MPa]
3.Ciśnienie natrysku 0,07 0,12 [MPa]
4.Średnica dyszy 1,3 1,8 [mm] w zależności
od rodzaju lakieru DG,BC,Clear,Struktura
5.Pistolet z kubkiem:
- górnym
- lub dolnym
6.Współczynnik wykorzystania materiału
/ilość materiału na elemencie/ - 65 70%
7.Mniejsza intensywność wentylacji kabiny
lakierniczej 150 250 [w/h] /wymian na godz./
8.”Zużycie” powietrza przez pistolet
360 450 [Nl/min]
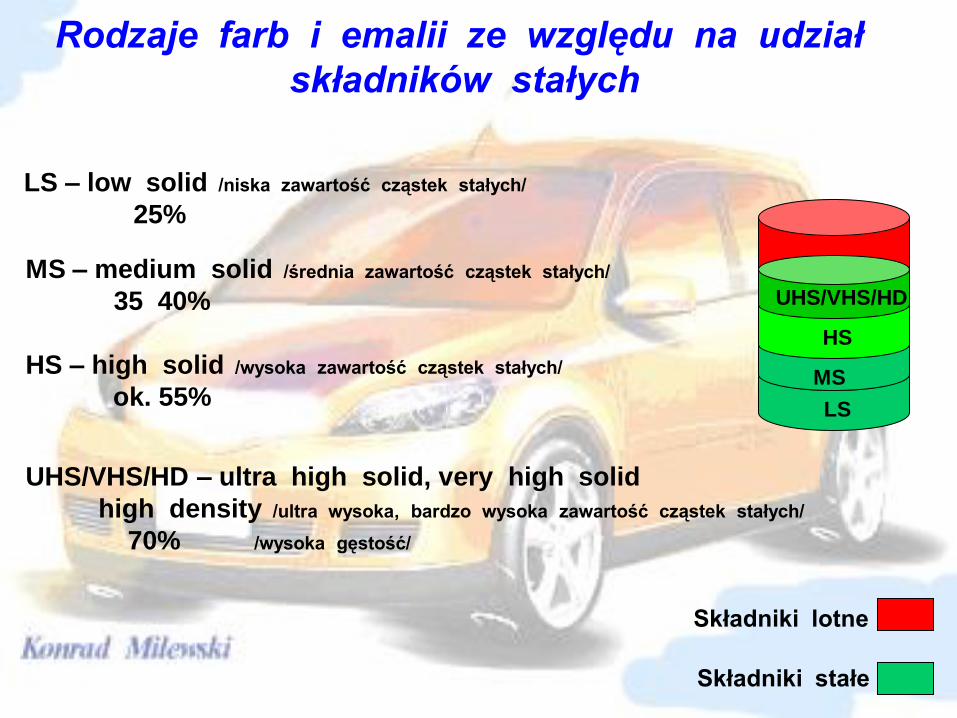
Rodzaje farb i emalii ze względu na udział
składników stałych
Składniki stałe
Składniki lotne
LS
MS
HS
UHS/VHS/HD
LS – low solid /niska zawartość cząstek stałych/
25%
MS – medium solid /średnia zawartość cząstek stałych/
35 40%
HS – high solid /wysoka zawartość cząstek stałych/
ok. 55%
UHS/VHS/HD – ultra high solid, very high solid
high density /ultra wysoka, bardzo wysoka zawartość cząstek stałych/
70% /wysoka gęstość/




Technika cieniowania naprawczego /cieniowanie w obrębie elementu naprawianego/
Strefa uszkodzenia powłoki lakierowej i podłoża
Strefa szpachlowania poliestrowego i podkładu wypełniającego ze szlifem
Strefa lakierowania renowacyjnego
I strefa wygubienia różnicy w odcieniu „cieniowania”
II strefa wygubienia różnicy w odcieniu „cieniowania”
III strefa wygubienia różnicy w odcieniu „cieniowania”

Technika cieniowania naprawczego /cieniowanie w obrębie elementu naprawianego/
Strefa uszkodzenia powłoki lakierowej i podłoża
Strefa szpachlowania poliestrowego i podkładu wypełniającego ze szlifem
Strefa lakierowania renowacyjnego
I strefa wygubienia różnicy w odcieniu „cieniowania”
II strefa wygubienia różnicy w odcieniu „cieniowania”
III strefa wygubienia różnicy w odcieniu „cieniowania”
Aplikacja lakieru nawierzchniowego /bezbarwnego/ na błotniku

Technika cieniowania naprawczego /cieniowanie na elemencie przylegającym /sąsiadującym/
1
Farba podkładowa „mokre na mokre” na nowym elemencie
Aplikacja lakieru bazowego na nowym elemencie
Aplikacja I strefy „cieniowania” na elemencie sąsiadującym
Aplikacja II strefy „cieniowania” na elemencie sąsiadującym
Aplikacja III strefy „cieniowania” na elemencie sąsiadującym
1
Aplikacja lakieru nawierzchniowego /bezbarwnego/ na błotniku i drzwiach
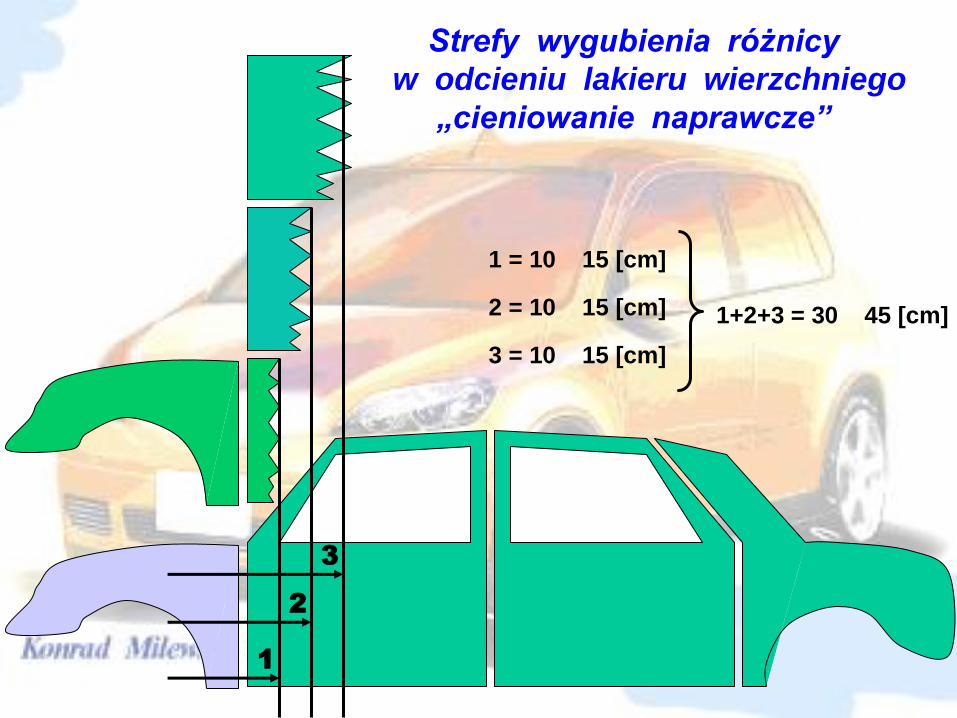
1
2
3
1 = 10 15 [cm]
2 = 10 15 [cm]
3 = 10 15 [cm]
1+2+3 = 30 45 [cm]
Strefy wygubienia różnicy
w odcieniu lakieru wierzchniego
„cieniowanie naprawcze”

Struktura fizyczna powłoki nawierzchniowej
Walory estetyczne /optyczne/
Struktura /”warstwowość”/
a) Niemetalizowane
b) Metalizowane
c) Metalizowane i perła
d) Perła
e) Efekt specjalny
1 W 2 W 3 W 4 W
X X
X
X
X
X
X

Lakier o podwyższonej odporności mechanicznej
„ceramiczny” CERAMICLEAR
Lakier bezbarwny do powłok dekoracyjnych
o podwyższonej odporności mechanicznej
Kliknij
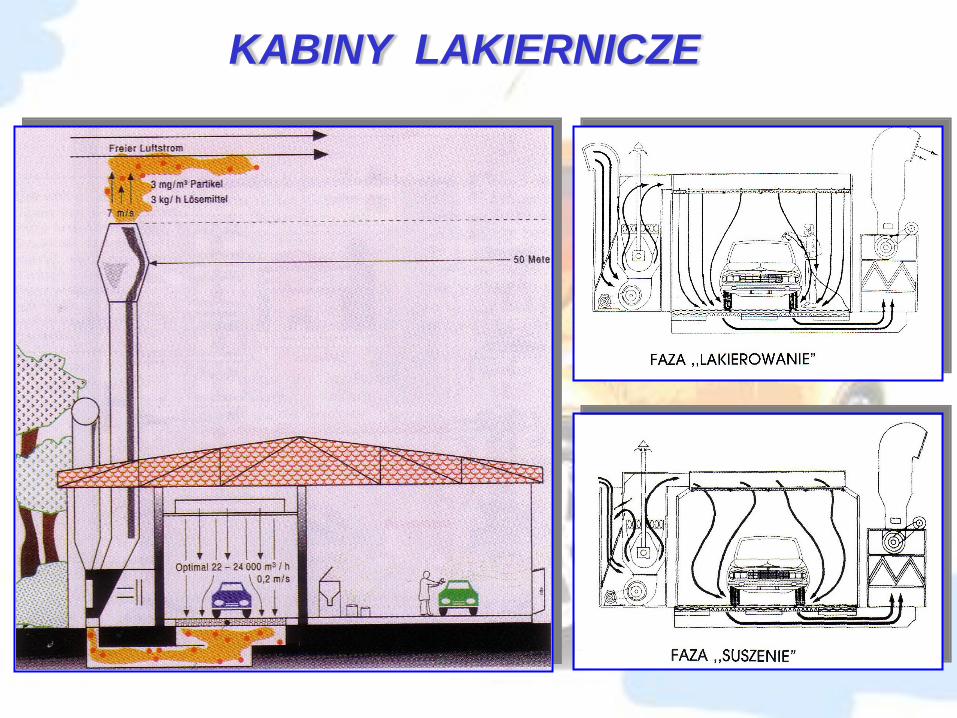
KABINY LAKIERNICZE
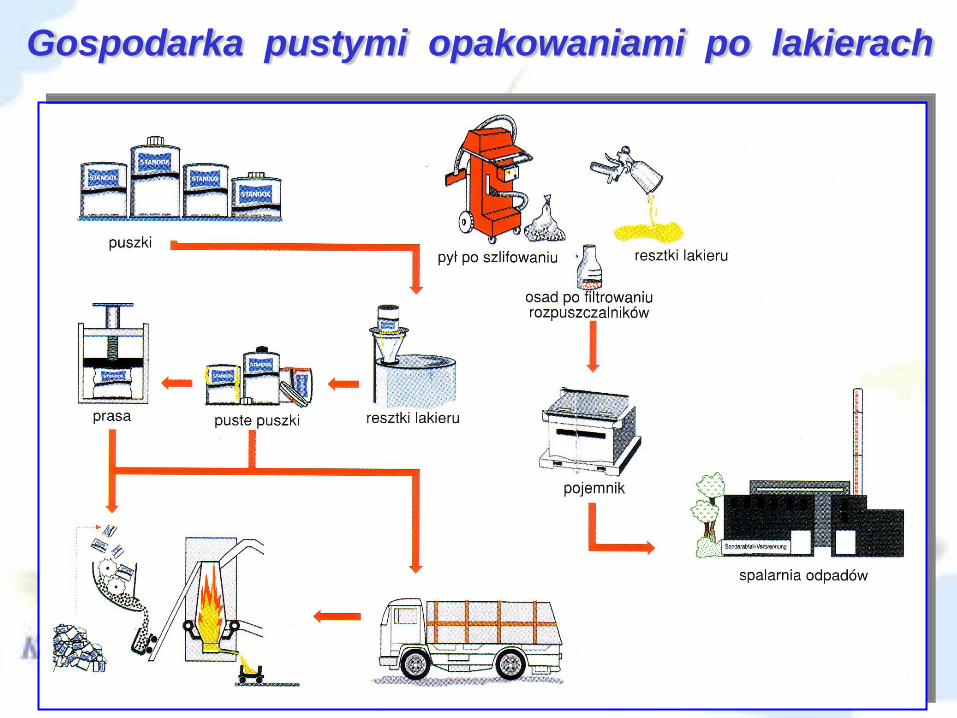
Gospodarka pustymi opakowaniami po lakierach

Gospodarka zużytymi rozpuszczalnikami,
rozcieńczalnikami i innymi chemikaliami

Stopnie lakierowania tworzyw sztucznych w zależności od zainteresowania uczestników
K1R - LE1
K1N - LE2
K1G - LE3
K1G/Pur/ - LE4
K2 - L
K1 - LE
K3 - LI
Metody lakierowania renowacyjnego w zależności od zainteresowania uczestników
Y6 – lakierowanie elementów wbudowanych
„na pojeździe”
Y7 – lakierowanie elementów wbudowanych
„na pojeździe” z lakierowaniem wstępnym
Y8 – lakierowanie elementów montażowych
wybudowanych poza pojazdem /stojak, wieszak,
głowica obrotowa/
Z4 – lakier na bazie rozcieńczalnika wodnego

Literatura
1. Jarząbek G., Neuman Z., Lakiernictwo samochodowe. SIMP-ZORPOT
Szczecin 2000.
2. Lakiernictwo samochodowe w Polsce, materiały z konferencji
Ośrodka Rzeczoznawstwa SIMP-ZORPOT w Łodzi 21-22.10.1997.
3. Milewski K., własne materiały szkoleniowe i serwisowe ASO
4. Nowak M., materiały szkoleniowe
5. PPG, karty techniczne produktów, elektroniczna baza danych http://www.holms.eu/
http://www.hestiaolsztyn.pl/