2 termoformado y rotomoldeo.pdf
TRANSCRIPT
10/07/2013 4
Definición
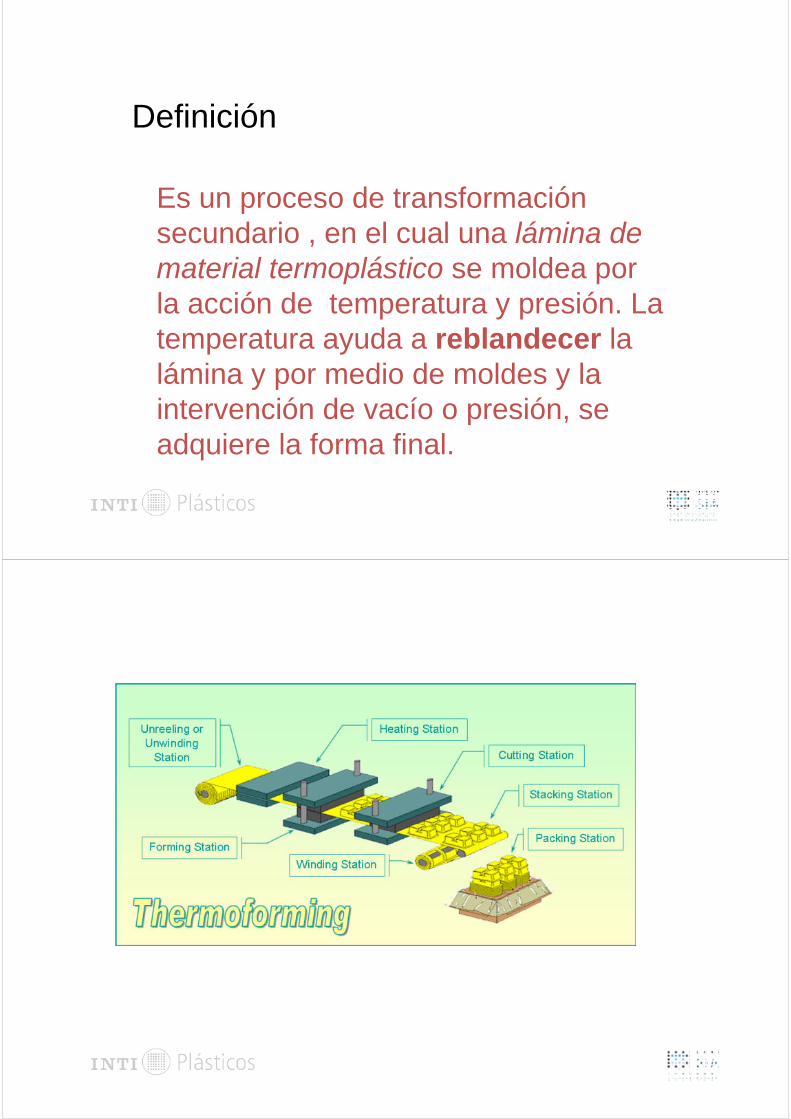
Es un proceso de transformación secundario , en el cual una lámina de material termoplástico se moldea por la acción de temperatura y presión. La temperatura ayuda a reblandecer la lámina y por medio de moldes y la intervención de vacío o presión, se adquiere la forma final.
10/07/2013 5

10/07/2013 6
10/07/2013 7
Ventajas
• Por ser un proceso secundario es de alta productividad
• Uso de moldes muy sencillos en comparación de otros procesos
• La sencillez relativa en la construcción de moldes ofrece al proceso una mayor agilidad e inversiones bajas cuando se cambia de diseño de producto
10/07/2013 8
Desventajas o restricciones• Como se parte del uso de lámina en
lugar de pellets, el costo de la materia prima es mucho mayor que para los procesos primarios
• Existe limites en las geometrías y en las dimensiones (como es un proceso basado en el estiramiento, la forma final esta restringida por las propiedades mecánicas de la lámina y al espesor de la lámina)
10/07/2013 9
• En los espesores del producto las láminas muy gruesas no permiten el calentamiento uniforme en su parte interna debido a su baja conductividad térmica
• La inserción de partes metálicas o la producción de piezas con perforaciones, no es posible directamente.
• La generación de descarte
Desventajas o restricciones

10/07/2013 10
• Envase y embalaje
• Artículos de oficina
• Artículos de consumo
• Otros
Aplicaciones
• El mayor mercado esta en productos de vida corta, tales como envase y embalaje de alimentos y medicinas , productos plásticos descartables y algunas aplicaciones de tipo industrial
10/07/2013 11
Descripción del proceso
•POSICIONAMIENTO
•CALENTAMIENTO
•FORMADO
•ENFRIAMIENTO
•DESMOLDE

10/07/2013 12
Descripción del proceso•POSICIONAMIENTO
Consiste en sujetar firmemente lámina en el bastidor de formado mediante pinzas u otros dispositivos que impidan el desplazamiento o deslizamiento de la lámina
10/07/2013 13
• Placas de cerámica con alambres empotrados como resistencia
• Lámpara de radiación infrarrojas
B) Convección
C) Conducción
• CALENTAMIENTOLa lámina se reblandece a su respectiva temperatura
de formado por tres métodos diferentes
A) Radiación• Alambres en espiral níquel cromo• Calentadores en barras de acero• Calentadores en tubo de cuarzo
Descripción del proceso

10/07/2013 14
b) PresiónA través de aire a presión, se empuja la lamina hacia el molde para que se
adhiera y adopte la forma
c) MecánicoTambién conocido como formado hembra macho y consiste en el uso de un
molde y un contra molde y por medio del ensamble de ambos, se logra que la lámina reblandecida tome el contorno del molde
• FORMADO
Consiste en adecuar la lámina previamente sujetada y calentada a tomar los contornos del molde. Para ello se requiere de una fuerza externa que puede ser de tres tipos:
a) Vacío
Por medio de una bomba se acciona el vacío que tira la
lámina hacia la superficie del molde hasta lograr que se adapte
Descripción del proceso
10/07/2013 15
El grado de estiramiento de la lamina depende de:
• Temperatura de lámina
• Nivel de fuerza aplicada durante el proceso
• Grado de orientación y orden molecular del material
• Comportamiento de esfuerzo estiramiento del material
Descripción del proceso
10/07/2013 16
• ENFRIAMIENTO
Se deja la pieza sostenida en el paso de formado hasta que solidifique o bien dependiendo de los requerimientos del proceso se implementa un sistema de enfriamiento, que puede ser
- Introducir agua al molde- Aire forzado (sopladores) sobre la pieza terminada- Rociando agua presurizada (spray) sobre la pieza
Descripción del proceso
10/07/2013 17
• DESMOLDEO Una vez enfriada la pieza se desmolda y se separa
de las pinzas sujetadoras
• CORTE DEL DESPERDICIOSe eliminan las partes innecesarias y se puede
realizar- Compresión- Desgarre- Calor- Abrasión
Descripción del proceso

10/07/2013 18
Tipos de procesos
• Procesos Básicos o de un solo paso
• Procesos Multipasos
• Procesos con ayuda de pistón
• Procesos especiales
10/07/2013 19
Formado a Vacío Directo
Este es un proceso que tiene un molde hembra sobre el que se coloca la lámina previamente calentada y bajo el que se aplica vacío, así la lámina baja y adquiere la forma final

10/07/2013 20
• AplicacionesBandejas Platos descartablesProtectores y
separadores de frutas
Protecciones de cosméticos
Protecciones de fármacos
La gran mayoría de blister pack
• VentajasSencillez de moldesFacilidad de procesamientoBajo costo
• DesventajasNo se logra uniformidadProfundidad limitadaFondo y esquinas delgadas
y borde grueso
Formado a Vacío Directo
10/07/2013 21
• Para este caso la lámina reblandecida, se coloca sobre un molde macho y debajo de este se aplica el vacío para que el material tome la forma del mismo
Formado a Vacío Molde Macho

10/07/2013 22
•Aplicaciones
Blister en los que se desee proteger el producto
Blister unido con cartón
•VentajasFácil desmoldeoSe pueden utilizar moldes mas complicadosMoldes mas económicos que en el caso anterior
•DesventajasNo se logra uniformidad en el espesorFondo y esquinas gruesas y paredes delgadas
Formado a Vacío Molde Macho
10/07/2013 23
Formado a Presión libre
En este proceso se carecen de moldes, un sensor determina el tamaño de la burbuja, se fija la lámina reblandecida sobre la cámara de presión y se le inyecta aire hasta que al burbuja alcanza la altura deseada

10/07/2013 24
Aplicaciones
Todo el bubble pack y protecciones que sean medio esféricas
Ventajas Muy bajo costoFacilidad de moldeoNo se requieren moldes
Desventajas Solo se pueden obtener burbujasEl control del tamaño de la burbuja depende de la exactitud del sensor y la habilidad del operario
Formado a Presión libre
10/07/2013 25
Este proceso sigue el principio de vacío. Para ayudar a bajar la lamina hasta el fondo del molde se coloca sobre ésta una cámara de presión y se inyecta aire; de esta forma la lámina alcanza la profundidad total y se puede reducir un poco el adelgazamiento de las paredes, al ejercer dos fuerzas en el momento del formado
Formado a Presión
10/07/2013 26
Aplicaciones
Para piezas de superficies muy detalladas
Para materiales difíciles de procesar como el PP
Ventajas
Se alcanzan mayores profundidades
La dif. con el espesor de las paredes se reduce
Desventajas
Se requieren dos sistemas (Vacío e inyección de aire)
Costoso
Formado a Presión
10/07/2013 27
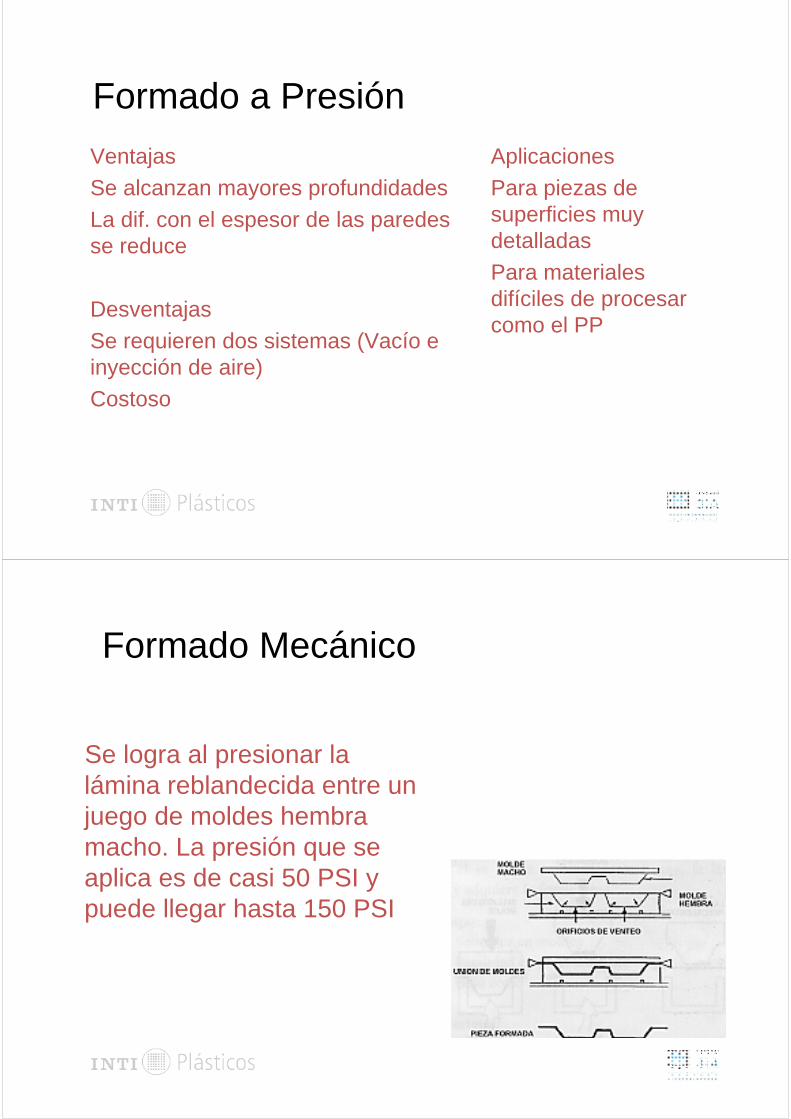
Formado Mecánico
Se logra al presionar la lámina reblandecida entre un juego de moldes hembra macho. La presión que se aplica es de casi 50 PSI y puede llegar hasta 150 PSI

10/07/2013 28
Procesos multipasos
Estos son procesos de dos o mas pasos, en los cuales se involucran fuerzas para el formado, obteniendo productos de mayor calidad. Esto en función de que una primera fuerza estira la lámina y una segunda lo forma, logrando que el producto terminado tenga uniformidad en el espesor de sus paredes
10/07/2013 29
Formado al vacio con colchón de aire
Sigue el principio de formado a vacío directo, antes de aplicarlo se forma una burbuja inyectando aire que estira la lámina
10/07/2013 30
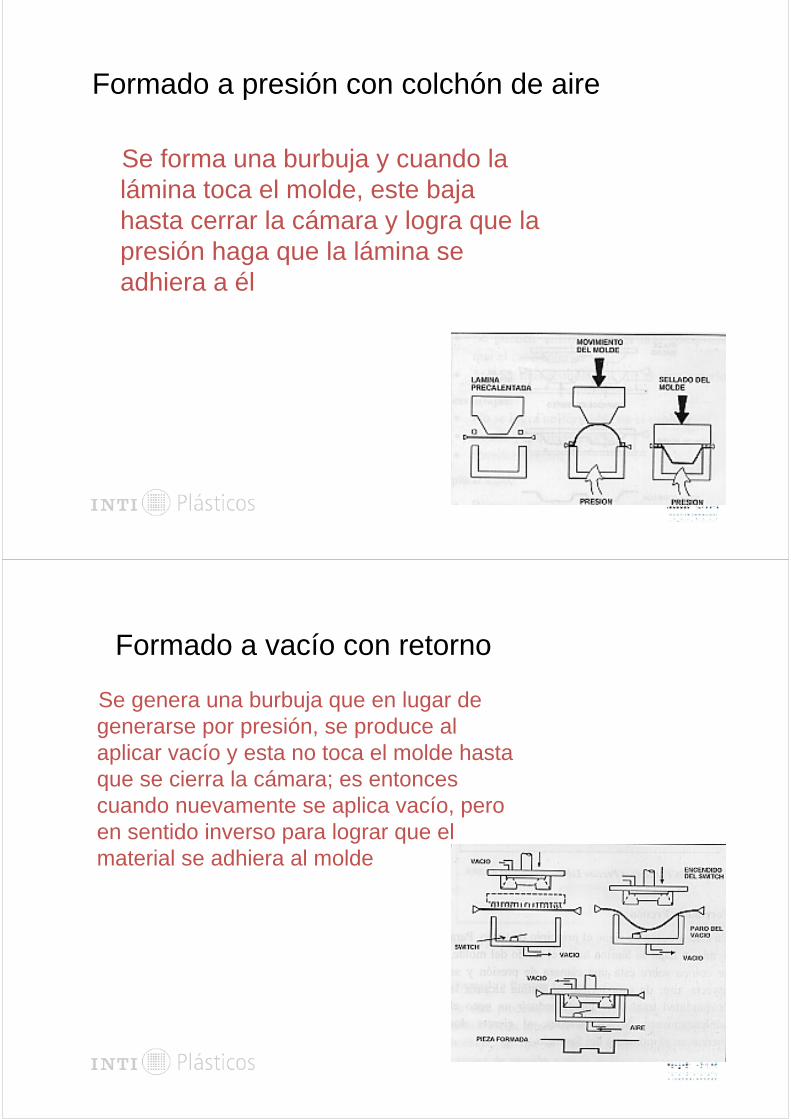
Se forma una burbuja y cuando la lámina toca el molde, este baja hasta cerrar la cámara y logra que la presión haga que la lámina se adhiera a él
Formado a presión con colchón de aire
10/07/2013 31
Formado a vacío con retorno
Se genera una burbuja que en lugar de generarse por presión, se produce al aplicar vacío y esta no toca el molde hasta que se cierra la cámara; es entonces cuando nuevamente se aplica vacío, pero en sentido inverso para lograr que el material se adhiera al molde

10/07/2013 32
Formado a presión con retorno
La presión crea la burbuja y la fuerza que logra que la lámina adquiera la forma del molde. Genera una cavidad inversa a la cavidad final del recipiente
10/07/2013 33
Procesos con ayuda de pistón
En algunos casos además del uso de aire ya sea como presión o fuerza de vacío para lograr un previo estiramiento, el proceso se auxilia de medios mecánicos como un pistón, para alcanzar grandes profundidades antes de efectuar el proceso de formado total

10/07/2013 34
Procesos con ayuda de pistón
10/07/2013 35
Dependiendo el producto el semielaborado puede ser lamina o bobina. Puede estar en línea con una extrusora plana

10/07/2013 36
TERMOFORMADO CONTINUO
Extrusión directa
10/07/2013 37
MOLDESLas matrices para termoformado son económicas respecto a las de inyección, ya que estas pueden realizarse en materiales como zamac, aluminio , resina epoxi, madera , en incluso en ocasiones donde solo se necesitan unas pocas piezas es posible hacer la matriz con yeso o algún producto similar.

10/07/2013 38
MOLDESEn las etapas de diseño se deben tener en cuenta los diversos ángulos de salida para facilitar el desmolde, por lo tanto es limitada las formas de piezas que se pueden obtener.
10/07/2013 39

10/07/2013 40
Productos de extrusión plana: semielaborado para termoformado
materiales utilizados: ABS, PMMA, Poliolefinas, HIPS, PVC, PET, PET-G
• Rango punto de plastificación amplio
• Alta resistencia de fundido
Permite que las láminas puedan ser
calentadas y formadas sin deformación
10/07/2013 41
La temperatura de moldeo no es mayor a la temperatura de fusión o a la Tg, según corresponda

10/07/2013 42
Lo
g m
od
ulu
s
T
Lo
g m
od
ulu
s
Observar el Rango de Temperatura de trabajo y el efecto de trabajar con alto peso molecular promedio y distribución ancha
10/07/2013 43

10/07/2013 44
PROCESO DE MOLDEO ROTACIONAL o
ROTOMOLDEO
10/07/2013 45
INTRODUCCION
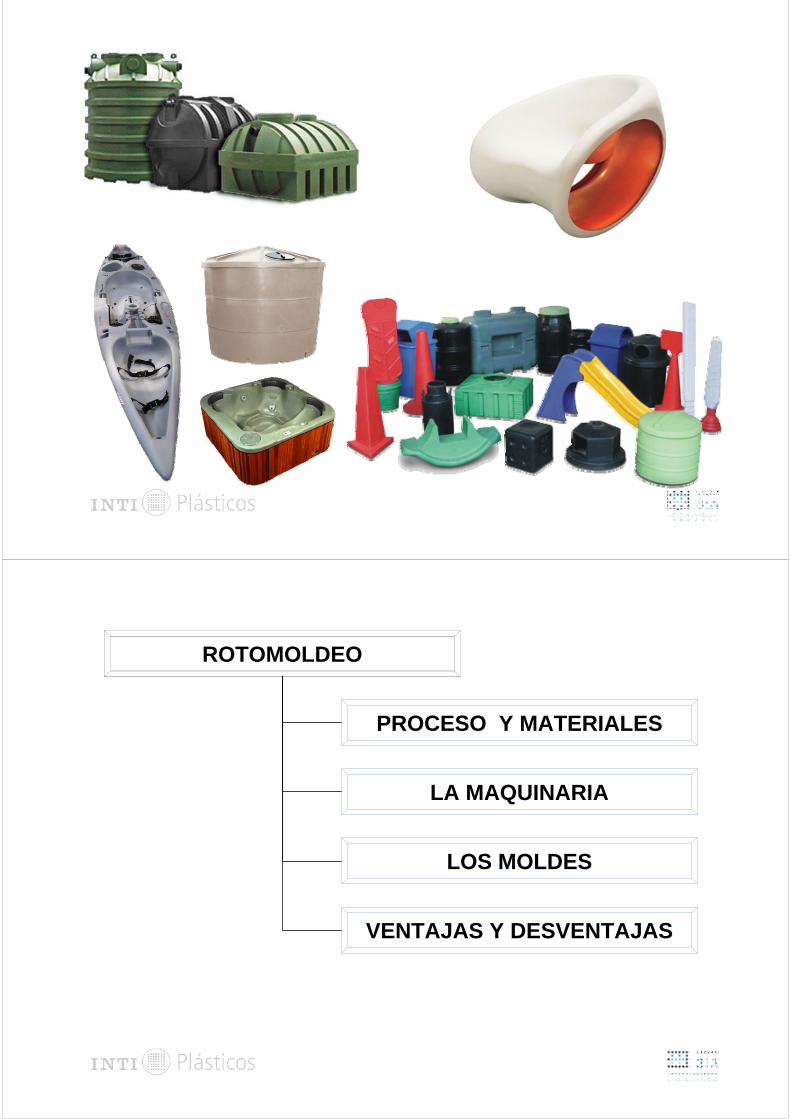
El rotomoldeo es un proceso utilizado para obtener artículos normalmente huecos. Se utiliza más a menudo para la producción de “pequeñas”cantidades de diversos tipos de artículos pueden ser productos tales como juguetes, pelotas y productos que pueden llegar a ser muy grandes como por ejemplo tanques de agua.
10/07/2013 46
10/07/2013 47
ROTOMOLDEO
PROCESO Y MATERIALES
LA MAQUINARIA
LOS MOLDES
VENTAJAS Y DESVENTAJAS
10/07/2013 48
PROCESO
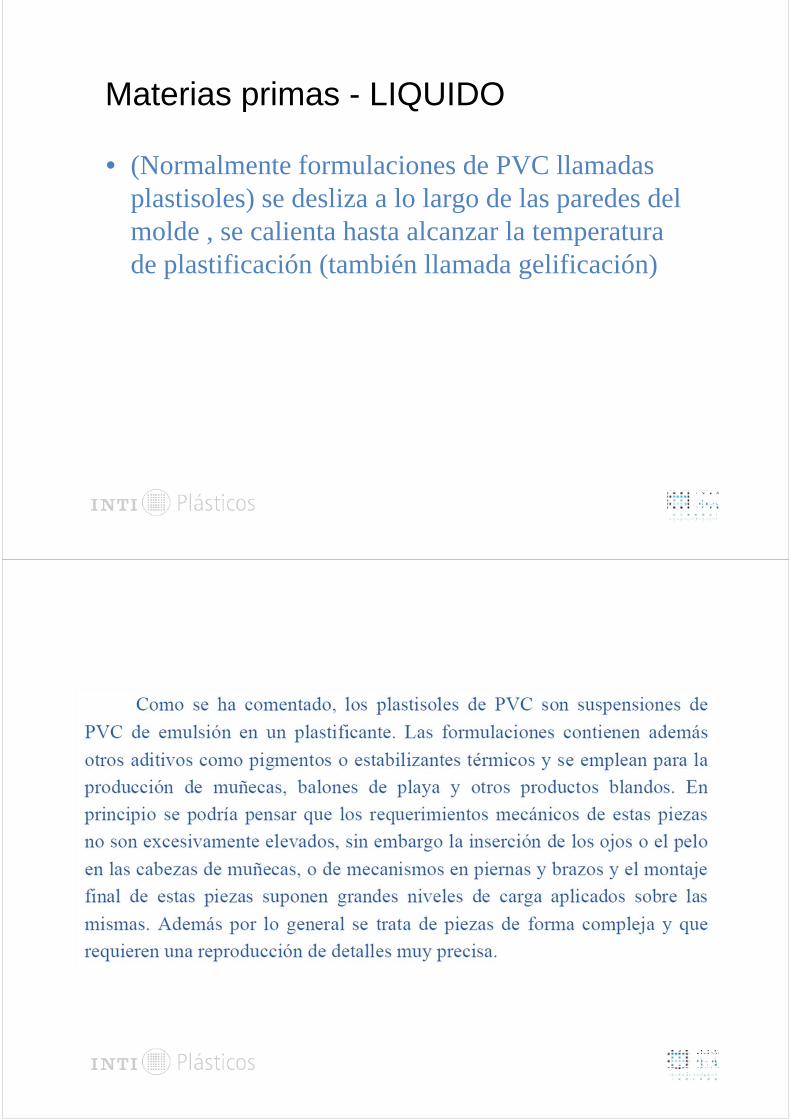
• Una cantidad de plástico, ya sea en forma líquida o en polvo, se depositan en el molde.
• El material se plastifica y se deposita sobre las paredes internas del molde mediante un movimiento biaxial.
• Es trasladado a una zona de enfriamiento.
• Finalmente se abre el molde y se retira la pieza.
10/07/2013 49

10/07/2013 50
Materias primas - POLVO
• (Normalmente polietileno de alta densidad) mediante el calentamiento, forma inicialmente una película porosa en la superficie interna a la que se adhiere luego el resto del material que se había vuelto gradualmente fluido.
10/07/2013 51
Caracteristicas de los materiales para rotomoldeo

10/07/2013 52
Polvo en estado solido
Polvo parcialmente fundido (adhesión)
Fuente de calor
Fluido con burbujas
Fluido densificado
10/07/2013 53
10/07/2013 54
Materias primas - LIQUIDO
• (Normalmente formulaciones de PVC llamadas plastisoles) se desliza a lo largo de las paredes del molde , se calienta hasta alcanzar la temperatura de plastificación (también llamada gelificación)
10/07/2013 55

10/07/2013 56
10/07/2013 57

10/07/2013 58
MAQUINARIA
• Constituidas por un horno.
• Carros giratorios.
• La maquina puede ser de calesita o rock and roll.
• Brazo giratorio o de traslación porta moldes.
10/07/2013 59
HORNO

10/07/2013 60
CALESITA
10/07/2013 61
CARRO GIRATORIO

10/07/2013 62
CARRO GIRATORIO
10/07/2013 63
BRAZO GIRATORIO

10/07/2013 64
VAIVÉN O ROCK and ROLL
10/07/2013 65
VAIVÉN O ROCK and ROLL

10/07/2013 66
VAIVÉN O ROCK and ROLL
10/07/2013 67
MOLDES

10/07/2013 68
MOLDES
• Metálicos para poder transmitir adecuadamente la temperatura.
• Formas complejas y grandes son de aluminio.
• Pequeñas cantidades de piezas se utiliza chapa conformada.
• Se pueden incorporar insertos.
• Pueden tener postizos de materiales con diferentes conductividades térmicas.
10/07/2013 69
MOLDES

10/07/2013 70
MOLDES
10/07/2013 71
VENTAJAS Y DESVETAJAS
VENTAJAS
Costos de moldes relativamente bajos.
Poca perdida de material.
Posibilidad de obtener artículos de diferente forma y tamaño.
DESVENTAJAS
No es un proceso continuo.
Mala presentación interna del material.
Transportar el material es un poco complejo.