3 catalogo [email protected] introducción al proceso gtaw ó tig gases usados en gtaw ó...
TRANSCRIPT
PROCESO T I G
Introducción al Proceso GTAW ó TIG
EL PODER DEL SERVICIO77
Gas Tungsten Arc Welding (GTAW ó TIG)
¿Qué significa GTAW?, Significa por sus siglas en inglés: • G.T.A.W. = Gas Tungsten Arc Welding ó • “TIG” = Tungsten Inert Gas.
La soldadura TIG, es un proceso en el que se utiliza un electrodo de tungsteno, no consumible. El electrodo, el arco y el área que rodea al baño de fusión, están protegidos de la atmósfera por un gas inerte. Si es necesario aportar material de relleno, debe de hacerse desde un lado del baño de fusión.
La soldadura TIG, proporciona unas soldaduras excepcionalmente limpias y de gran calidad, debido a que no produce escoria. De este modo, se elimina la posibilidad de inclusiones en el metal depositado y no necesita limpieza final. La soldadura TIG puede ser utilizada para soldar casi todo tipo de metales y puede hacerse tanto de forma manual como automática. La soldadura TIG, se utiliza principalmente para soldar aluminio, y aceros inoxidables, donde lo más importante es una buena calidad de soldadura. Principalmente, es utilizada en unión de juntas de alta calidad en centrales nucleares, químicas, construcción aeronáutica e industrias de alimentación.
Ventajas del Proceso GTAW:t Alta calidad de soldadura tToda posición de soldaduratSe pueden soldar casi todos los metalestEs excelente para espesores finostNo es necesario el material de aporte en algunos casostNo hay escoriatNo hay salpicaduratAlta eficiencia
Limitaciones en GTAWtDisminuye la portabilidad (cilindros de gases)tNo se recomienda para aire libre por las brisastEl material base debe estar muy limpiotBajas tasas de depositotSe necesita destreza por parte del operadortEs un proceso muy lento
Aplicaciones: El proceso TIG se puede utilizar para el soldeo de todos los materiales, incluidos el aluminio el magnesio y los materiales sensibles a la oxidación como el titanio.
Se trata de un proceso mayoritariamente manual con tasa de deposición menor comparado con otros procesos por lo que es utilizado para aplicaciones donde se precisa un acabado visualmente perfecto.
La posibilidad de soldar un material u otro, dependerá de las características del equipo de que dispongamos. El proceso TIG puede utilizarse tanto con corriente continua (DC) como con corriente alterna (AC). La elección de la clase de corriente y polaridad se hará en función del material a soldar.
Selección del tipo de corriente (AC / DC)
tTIG corriente continua (DC): Suministran corriente continua (DC) cualquiera de los equipos INVERTER de SOLTER por lo que se puede soldar perfectamente con cualquiera de ellos mediante el procedimiento TIG. Estos equipos se utilizan mayoritariamente para el soldeo de los materiales ACERO y ACERO INOXIDABLE.
tTIG corriente alterna (AC): Suministran corriente alterna (AC) para soldadura TIG equipos SOLTER INVERTER específicos ya que además es preciso que estos mantengan la alta frecuencia (HF) en continuo funcionamiento para evitar la extinción de arco durante el proceso. Estos equipos suministran normalmente los dos tipos de corriente; AC y DC; por lo que es posible soldar los materiales ALUMINIO, TITANIO... con AC, además de los anteriormente descritos en DC.
Equipo de Soldadura: El equipo básico para el soldeo TIG consiste en una fuente de energía o de alimentación, una antorcha TIG equipada con un electrodo de Tungsteno no consumible, una pinza de masa y una botella de gas inerte (mayoritariamente ARGON 100%).tAntorcha TIG y cablestFuente de Poder de corriente constante CCtPinza de masatCilindro, mangueras y un flujómetro de gas
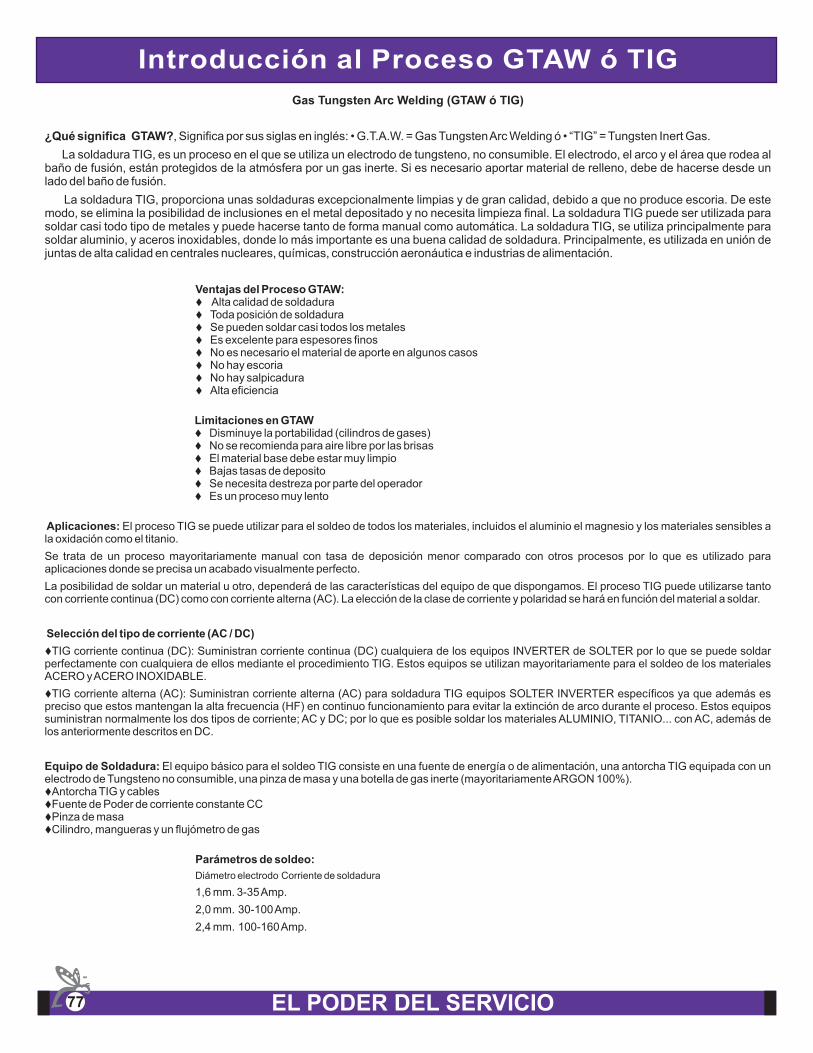
Parámetros de soldeo:
Diámetro electrodo Corriente de soldadura
1,6 mm. 3-35 Amp.
2,0 mm. 30-100 Amp.
2,4 mm. 100-160 Amp.
Introducción al Proceso TIGGTAW ó
www.empresaslary.com
Alta Frecuencia: Se utiliza para una elevada frecuencia sobre impuesta sobre la corriente de soldadura. Ello permite al arco comenzar sin tocar con el electrodo al material base y permite re-encenderlo durante la soldadura con AC.
Al comienzo sólamente (High Frequency Start Only): cuando se solda con DC
Alta Frecuencia Contínua (High Frequency On Continuously): cuando se usa AC
Apagada (High Frequency Off): para soldar por electrodo manual (SMAW) o TIG por toque
La Alta Frecuencia es una frecuencia de radio que viaja por la ruta de menos resistencia hacia tierra. Esto puede causar interferencia o problemas con equipos electrónicos cercanos.
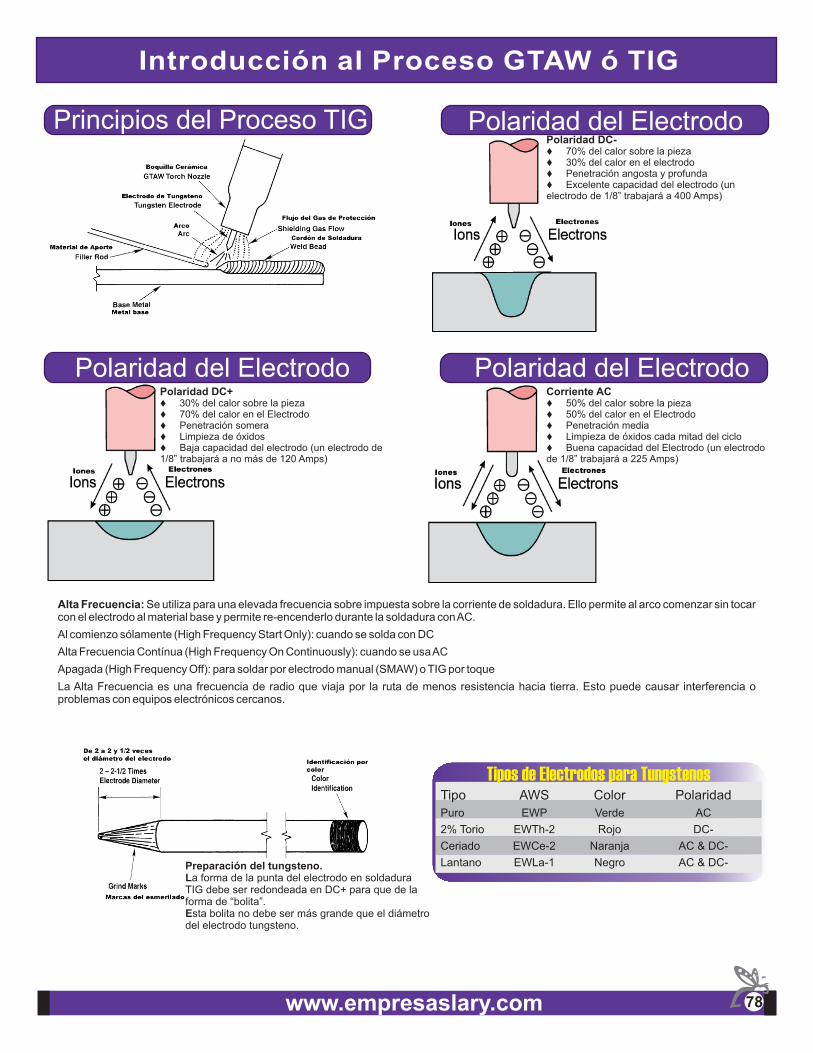
Polaridad DC-t70% del calor sobre la piezat30% del calor en el electrodotPenetración angosta y profundatExcelente capacidad del electrodo (un electrodo de 1/8” trabajará a 400 Amps)
Polaridad DC+t30% del calor sobre la piezat70% del calor en el ElectrodotPenetración someratLimpieza de óxidostBaja capacidad del electrodo (un electrodo de 1/8” trabajará a no más de 120 Amps)
Corriente ACt50% del calor sobre la piezat50% del calor en el Electrodo tPenetración mediatLimpieza de óxidos cada mitad del ciclotBuena capacidad del Electrodo (un electrodo de 1/8” trabajará a 225 Amps)
Tipos de Electrodos para TungstenosTipo AWS Color Polaridad
Puro EWP Verde AC
2% Torio EWTh-2 Rojo DC-
Ceriado EWCe-2 Naranja AC & DC-
Lantano EWLa-1 Negro AC & DC-Preparación del tungsteno.La forma de la punta del electrodo en soldadura TIG debe ser redondeada en DC+ para que de la forma de “bolita”.Esta bolita no debe ser más grande que el diámetro del electrodo tungsteno.
Principios del Proceso TIG Polaridad del Electrodo
Polaridad del Electrodo Polaridad del Electrodo
78
Introducción al Proceso TIGGTAW ó
Gases usados en GTAW ó TIG:
tArgón: Sus ventajas de utilizar este gas sería un arco suave y estable, es de bajo costo y tiene mejor resistencia al aire.
tHelio: Sus ventajas de utilizar este gas sería Zona afectada por el calor más pequeña y el arco es mas caliente que el argón.
tMezclas de Argón/Hidrógeno: Sus ventajas de utilizar este gas sería aun arco más angosto y deja más limpio la soldadura y es más rápida.
tMezclas de Argón/Nitrógeno: Sus ventajas de utilizar este gas sería que produce más energía en el material base y bueno para soldar con cobre.
Tapalarga
Esquema de Conexión TípicaEnfriada por Aire
Esquema de Conexión TípicaEnfriada por Agua
Angulo Adecuado de la Antorcha
Cómo interpretar los números de modeloLos números de las antorchas consisten en un máximo de seis partespor lo general:
1. Designación de serie Antorcha:
2. Número de modelo de la antorcha.
3. Designación de cuello flexible.
4. Gas designación válvula
5. Longitud del cable
6. Tipo de cable de alimentación
CS=Crafter, WP= WeldCraft, W=Weld500
Tipo 9, Tipo 26, Tipo 17, Tipo 18, etc
F= Flexible
Si trae o no trae válvula.
Por ejemplo, WP-17FV-25-2, se refiere a una serie WP, 17antorcha modelo con un cuello flexible, válvula de gas, y 25 pies de largo, de dos piezas el cable de alimentación.
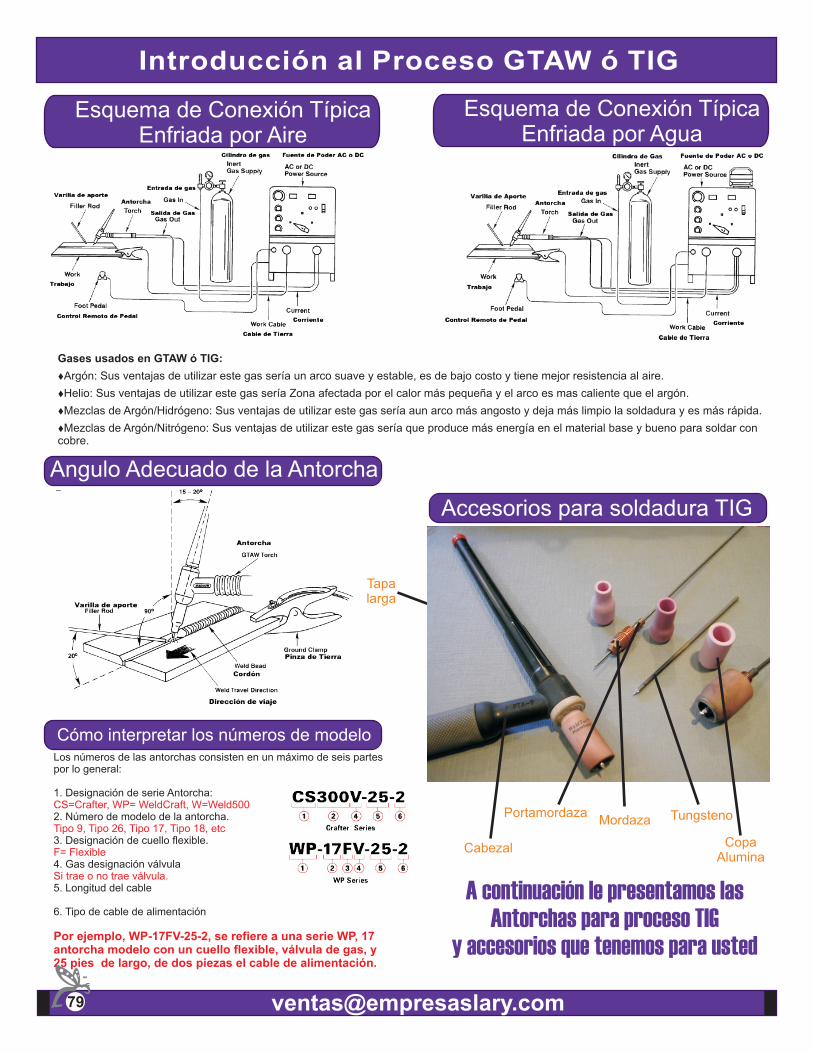
A continuación le presentamos lasAntorchas para proceso TIG
y accesorios que tenemos para usted
79
Cabezal CopaAlumina
Mordaza Tungsteno
Accesorios para soldadura TIG
Portamordaza
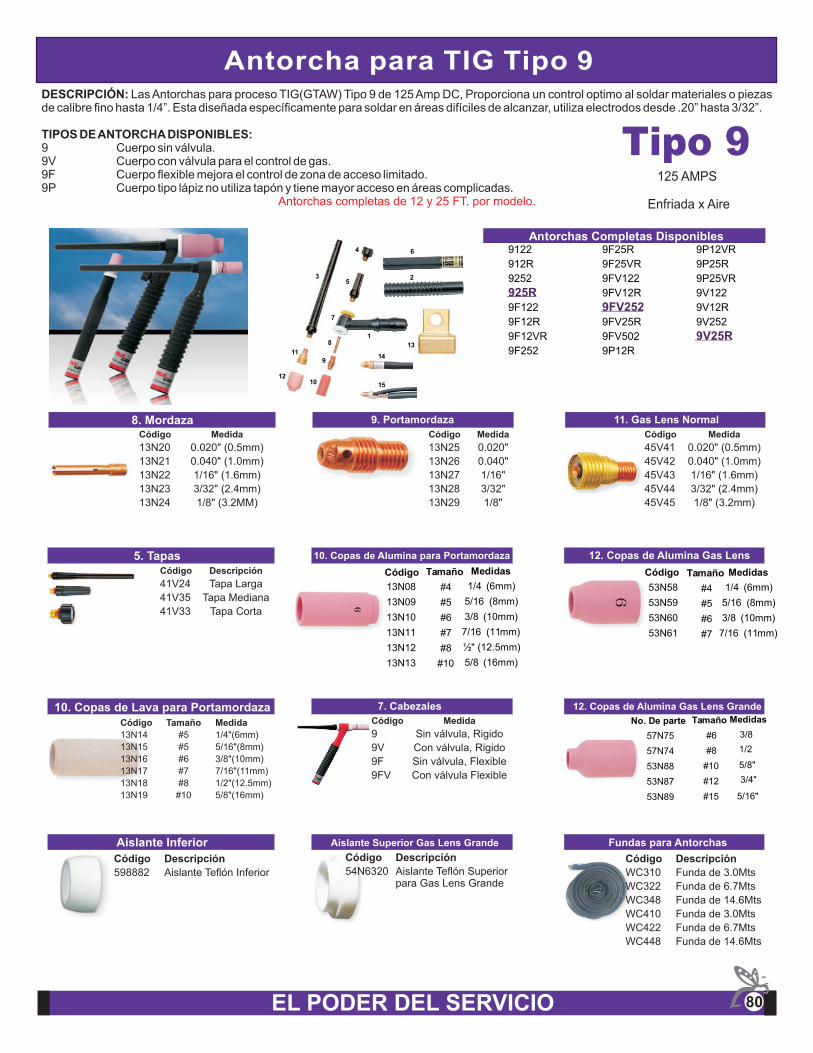
Antorcha para TIG Tipo 9
DESCRIPCIÓN: Las Antorchas para proceso TIG(GTAW) Tipo 9 de 125 Amp DC, Proporciona un control optimo al soldar materiales o piezas de calibre fino hasta 1/4”. Esta diseñada específicamente para soldar en áreas difíciles de alcanzar, utiliza electrodos desde .20” hasta 3/32”.
TIPOS DE ANTORCHA DISPONIBLES:9 Cuerpo sin válvula.9V Cuerpo con válvula para el control de gas.9F Cuerpo flexible mejora el control de zona de acceso limitado.9P Cuerpo tipo lápiz no utiliza tapón y tiene mayor acceso en áreas complicadas.
Antorchas completas de 12 y 25 FT. por modelo.
9V252
9V25R
9F122
9F12R
9F12VR
9FV25R
9122
912R
9252
925R
9F252
3/4"
#8 1/2
53N88 #10 5/8"
57N75 #6 3/8
No. De parte Tamaño Medidas
57N74
3/8 (10mm)
7/16 (11mm)
13N13 #10 5/8 (16mm)
13N12 ½" (12.5mm)
Medidas
5/16 (8mm)
53N58
53N59
#4
#5
1/4 (6mm)
5/16 (8mm)
#8
Código Tamaño
53N60
53N61
#6
#7
13N10
13N11
3/8 (10mm)
7/16 (11mm)
Código Tamaño Medidas
#7
#6
#4
#5
1/4 (6mm)13N08
13N09
8. Mordaza
53N87
9F25R
9F25VR
9V12R
9FV12R
9P25VR 9FV122
9P25R
9V122
Antorchas Completas Disponibles9P12VR
9FV502
9P12R
9FV252
53N89 #15 5/16"
#12
11. Gas Lens Normal9. Portamordaza
5. Tapas 12. Copas de Alumina Gas Lens10. Copas de Alumina para Portamordaza
10. Copas de Lava para Portamordaza 12. Copas de Alumina Gas Lens Grande7. Cabezales
Tipo 9125 AMPS
Enfriada x Aire
1
23
4
7
8
9
10
11
12
6
14
13
15
5
EL PODER DEL SERVICIO
Aislante Inferior Fundas para AntorchasAislante Superior Gas Lens Grande
Código Medida
13N20 0.020" (0.5mm)
13N21 0.040" (1.0mm)
13N22 1/16" (1.6mm)
13N23 3/32" (2.4mm)
13N24 1/8" (3.2MM)
Código Descripción
41V24 Tapa Larga
41V35 Tapa Mediana
41V33 Tapa Corta
Código Tamaño Medida
13N14 #5 1/4"(6mm)
13N15 #5 5/16"(8mm)
13N16 #6 3/8"(10mm)
13N17 #7 7/16"(11mm)
13N18 #8 1/2"(12.5mm)
13N19 #10 5/8"(16mm)
Código Medida
13N25 0.020"
13N26 0.040"
13N27 1/16"
13N28 3/32"
13N29 1/8"
Código Medida
45V41 0.020" (0.5mm)
45V42 0.040" (1.0mm)
45V43 1/16" (1.6mm)
45V44 3/32" (2.4mm)
45V45 1/8" (3.2mm)
Código Medida
9 Sin válvula, Rigido
9V Con válvula, Rigido
9F Sin válvula, Flexible
9FV Con válvula Flexible
Código Descripción
598882 Aislante Teflón Inferior
Código Descripción
54N6320 Aislante Teflón Superiorpara Gas Lens Grande
Código Descripción
WC310 Funda de 3.0Mts
WC322 Funda de 6.7Mts
WC348 Funda de 14.6Mts
WC410 Funda de 3.0Mts
WC422 Funda de 6.7Mts
WC448 Funda de 14.6Mts
80

1
2
3 4
5
7
9
10
11
12
6
814
13
15 / 16
Antorcha para TIG Tipo 17DESCRIPCIÓN: Las antorchas para proceso TIG (GTAW) Tipo 17 ofrecen una alta capacidad de rendimiento en materiales finos de mediano calibre y son ideales tanto para profesionales y soldadores aficionados. Dichas antorchas son enfriada por aire(GAS) con un 60% ciclo de trabajo. Puede ser utilizado con electrodo de .020” a 1/8”.
TIPOS DE ANTORCHA DISPONIBLES:17 Cuerpo sin válvula.17V Cuerpo con válvula para el control de gas.17F Cuerpo flexible mejora el control en zonas de acceso limitado.17FV Cuerpo combinado flexible y con válvula.17P Cuerpo tipo lápiz no utiliza tapón y tiene mayor acceso en áreas complicadas.
17V252
17V25R
17F122 17F12R
17F12VR
17FV25R
17122
1712R 17252
1725R
17F252
7. Mordaza
17F25R
17F25VR
17V12R
17FV12R
17P25VR 17FV122
17P25R
17V122
Antorchas Completas Disponibles17P12VR
17FV502
17P12R
17FV252
9. Copas de Alumina para Portamordaza8. Portamordaza
11. Gas Lens Normal 9. Copas de Cerámica para Portamordaza11. Gas Lens Grande
12. Copas Alumina Gas Lens 7. Cabezales12. Copas Lava Gas Lens
Tipo 17150 AMPS
Enfriada x Aire
3. Tapas Fundas para Antorchas10. Aislante Superior
Código Medida
10N21 0.020" (0.5mm)
10N22 0.040" (1.0mm)
10N23 1/16" (1.6mm)
10N24 3/32" (2.4mm)
10N25 1/8" (3.2MM)
Código Descripción
57Y02 Tapa Larga
57Y04 Tapa Corta
Código Tamaño Medida
54N18 #4 1/4"
54N17 #5 5/16"
54N16 #6 3/8"
54N15 #7 7/16"
54N14 #8 1/2"
54N19 SHORT
Código Medida
10N29 0.020"
10N30 0.040"
10N31 1/16"
10N32 3/32"
10N28 1/8"
Código Medida
45N29 0.020"
45V24 0.040"
45V25 1/16"
45V26 3/32"
45V27 1/8"
Código Medida
17 Sin válvula, Rigido
17V Con válvula, Rigido
17F Sin válvula, Flexible
17FV Con válvula, Flexible
Código Descripción
18CG Aislante Teflón Inferior
Código Descripción
54N01 Aislante Teflón Superiorpara Gas Lens
54N63 Aislante Teflón Superiorpara Gas Lens Grande
Código Descripción
WC310 Funda de 3.0Mts
WC322 Funda de 6.7Mts
WC348 Funda de 14.6Mts
WC410 Funda de 3.0Mts
WC422 Funda de 6.7Mts
WC448 Funda de 14.6Mts
Código Medida
45V0204 0.020"
45V116 1/16"
45V64 3/32"
995795 1/8"
45V63 5/32"
Código Tamaño Medida
10N50 #4 1/4"(6mm)
10N49 #5 5/16"(8mm)
10N48 #6 3/8"(10mm)
10N47 #7 7/16"(11mm)
10N46 #8 1/2"(12.5mm)
10N45 #10 5/8" (16mm)
10N44 #12 3/4"(19mm)
Código Tamaño Medida
105Z43 #4 1/4"
105Z42 #5 5/16"
105Z44 #6 3/8"
105Z45 #7 7/16"
08N78 #8 1/2"
08N79 #10 5/8"
08N80 #12 3/4"
Código Tamaño Medida
54N35 #4 1/4"
54N34 #5 5/16"
54N33 #6 3/8"
54N32 #7 7/16"
54N31 #8 1/2"
81 www.empresaslary.com

1
2
3 4
5
7
9
10
11
12
6
814
13
15 / 16
82
Antorcha para TIG Tipo 18
DESCRIPCIÓN: Antorcha para proceso TIG(GTAW), 350 amp DC, 250 amp AC, 100% ciclo de trabajo; cuenta con un rango de electrodo de Tungstenos de .020” - 5/32”. Tiene un Manejo confortable, proporciona un optimo control. Diseñadas especialmente para trabajar en áreas difíciles.
TIPOS DE ANTORCHA DISPONIBLES:1818V Cuerpo con válvula para el control de gas18SP Cuerpo flexible mejora el control en zonas de acceso limitado18P Cuello recto sin válvula
18P1218V25
18V25R
1825
1825R
7. Mordaza
Antorchas Completas Disponibles
9. Copas de Alumina para Portamordaza8. Portamordaza
11. Gas Lens Normal 9. Copas de Cerámica para Portamordaza11. Gas Lens Grande
12. Copas Alumina Gas Lens 7. Cabezales12. Copas Lava Gas Lens
Tipo 18Enfriada x Agua
3. Tapas 10. Aislante Superior
Código Medida
10N21 0.020" (0.5mm)
10N22 0.040" (1.0mm)
10N23 1/16" (1.6mm)
10N24 3/32" (2.4mm)
10N25 1/8" (3.2MM)
Código Descripción
57Y02 Tapa Larga
57Y04 Tapa Corta
Código Tamaño Medida
54N18 #4 1/4"
54N17 #5 5/16"
54N16 #6 3/8"
54N15 #7 7/16"
54N14 #8 1/2"
54N19 SHORT
Código Medida
10N29 0.020"
10N30 0.040"
10N31 1/16"
10N32 3/32"
10N28 1/8"
Código Medida
45N29 0.020"
45V24 0.040"
45V25 1/16"
45V26 3/32"
45V27 1/8"
Código Medida
18 Sin válvula, Rigido
18V Con válvula, Rigido
18F Sin válvula, Flexible
18FV Con válvula, Flexible
Código Descripción
18CG Aislante Teflón Inferior
Código Descripción
54N01 Aislante Teflón Superiorpara Gas Lens
54N63 Aislante Teflón Superiorpara Gas Lens Grande
Código Medida
45V0204 0.020"
45V116 1/16"
45V64 3/32"
995795 1/8"
45V63 5/32"
Código Tamaño Medida
10N50 #4 1/4"(6mm)
10N49 #5 5/16"(8mm)
10N48 #6 3/8"(10mm)
10N47 #7 7/16"(11mm)
10N46 #8 1/2"(12.5mm)
10N45 #10 5/8" (16mm)
10N44 #12 3/4"(19mm)
Código Tamaño Medida
105Z43 #4 1/4"
105Z42 #5 5/16"
105Z44 #6 3/8"
105Z45 #7 7/16"
08N78 #8 1/2"
08N79 #10 5/8"
08N80 #12 3/4"
Código Tamaño Medida
54N35 #4 1/4"
54N34 #5 5/16"
54N33 #6 3/8"
54N32 #7 7/16"
54N31 #8 1/2"
350 AMPS
13. Adaptadores Dobles
Código Medida
45V11 Adaptador Izquierdo
de corriente de
alimentación de la
antorcha. Para
usarse con antorchas
modelo 18 y 20
83
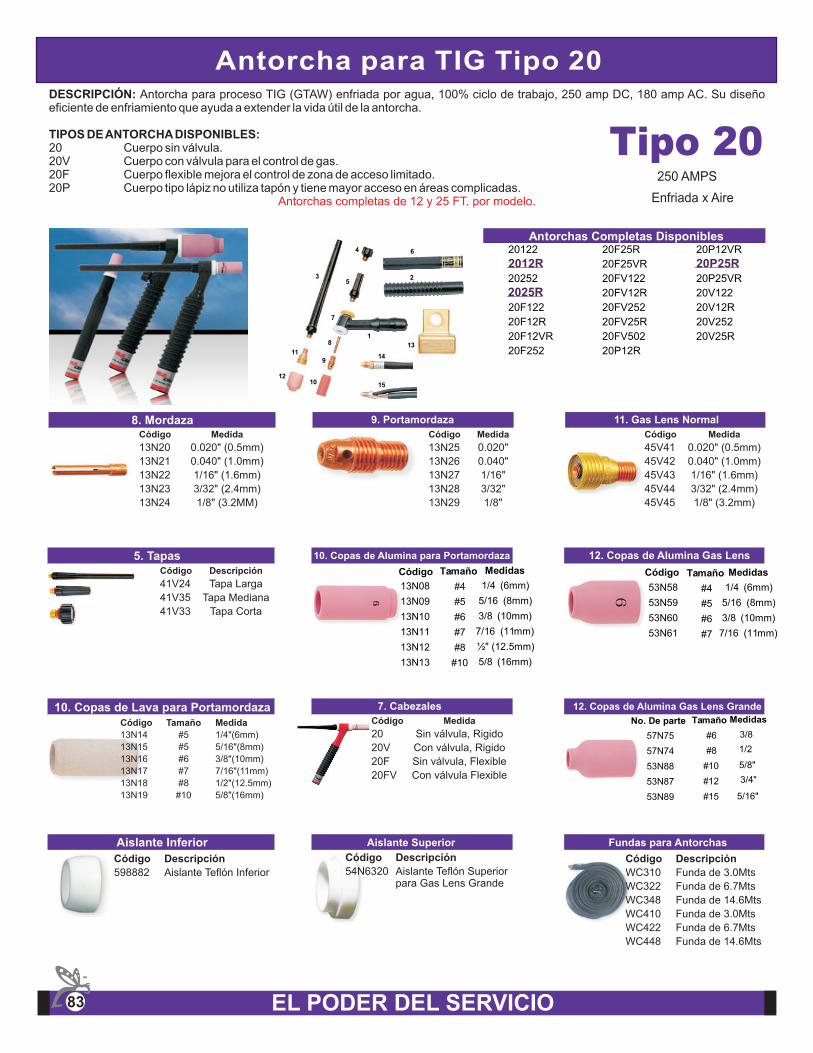
Antorcha para TIG Tipo 20DESCRIPCIÓN: Antorcha para proceso TIG (GTAW) enfriada por agua, 100% ciclo de trabajo, 250 amp DC, 180 amp AC. Su diseño eficiente de enfriamiento que ayuda a extender la vida útil de la antorcha.
TIPOS DE ANTORCHA DISPONIBLES:20 Cuerpo sin válvula.20V Cuerpo con válvula para el control de gas.20F Cuerpo flexible mejora el control de zona de acceso limitado.20P Cuerpo tipo lápiz no utiliza tapón y tiene mayor acceso en áreas complicadas.
Antorchas completas de 12 y 25 FT. por modelo.
20V252
20V25R
20F122
20F12R
20F12VR
20FV25R
20122
2012R 20252
2025R
20F252
3/4"
#8 1/2
53N88 #10 5/8"
57N75 #6 3/8
No. De parte Tamaño Medidas
57N74
3/8 (10mm)
7/16 (11mm)
13N13 #10 5/8 (16mm)
13N12 ½" (12.5mm)
Medidas
5/16 (8mm)
53N58
53N59
#4
#5
1/4 (6mm)
5/16 (8mm)
#8
Código Tamaño
53N60
53N61
#6
#7
13N10
13N11
3/8 (10mm)
7/16 (11mm)
Código Tamaño Medidas
#7
#6
#4
#5
1/4 (6mm)13N08
13N09
8. Mordaza
53N87
20F25R
20F25VR
20V12R
20FV12R
20P25VR 20FV122
20P25R
20V122
Antorchas Completas Disponibles20P12VR
20FV502
20P12R
20FV252
53N89 #15 5/16"
#12
11. Gas Lens Normal9. Portamordaza
5. Tapas 12. Copas de Alumina Gas Lens10. Copas de Alumina para Portamordaza
10. Copas de Lava para Portamordaza 12. Copas de Alumina Gas Lens Grande7. Cabezales
Tipo 20Enfriada x Aire
1
23
4
7
8
9
10
11
12
6
14
13
15
5
EL PODER DEL SERVICIO
Aislante Inferior Fundas para AntorchasAislante Superior
Código Medida
13N20 0.020" (0.5mm)
13N21 0.040" (1.0mm)
13N22 1/16" (1.6mm)
13N23 3/32" (2.4mm)
13N24 1/8" (3.2MM)
Código Descripción
41V24 Tapa Larga
41V35 Tapa Mediana
41V33 Tapa Corta
Código Tamaño Medida
13N14 #5 1/4"(6mm)
13N15 #5 5/16"(8mm)
13N16 #6 3/8"(10mm)
13N17 #7 7/16"(11mm)
13N18 #8 1/2"(12.5mm)
13N19 #10 5/8"(16mm)
Código Medida
13N25 0.020"
13N26 0.040"
13N27 1/16"
13N28 3/32"
13N29 1/8"
Código Medida
45V41 0.020" (0.5mm)
45V42 0.040" (1.0mm)
45V43 1/16" (1.6mm)
45V44 3/32" (2.4mm)
45V45 1/8" (3.2mm)
Código Medida
20 Sin válvula, Rigido
20V Con válvula, Rigido
20F Sin válvula, Flexible
20FV Con válvula Flexible
Código Descripción
598882 Aislante Teflón Inferior
Código Descripción
54N6320 Aislante Teflón Superiorpara Gas Lens Grande
Código Descripción
WC310 Funda de 3.0Mts
WC322 Funda de 6.7Mts
WC348 Funda de 14.6Mts
WC410 Funda de 3.0Mts
WC422 Funda de 6.7Mts
WC448 Funda de 14.6Mts
250 AMPS
1
2
3 4
5
7
9
10
11
12
6
814
13
15 / 16
84
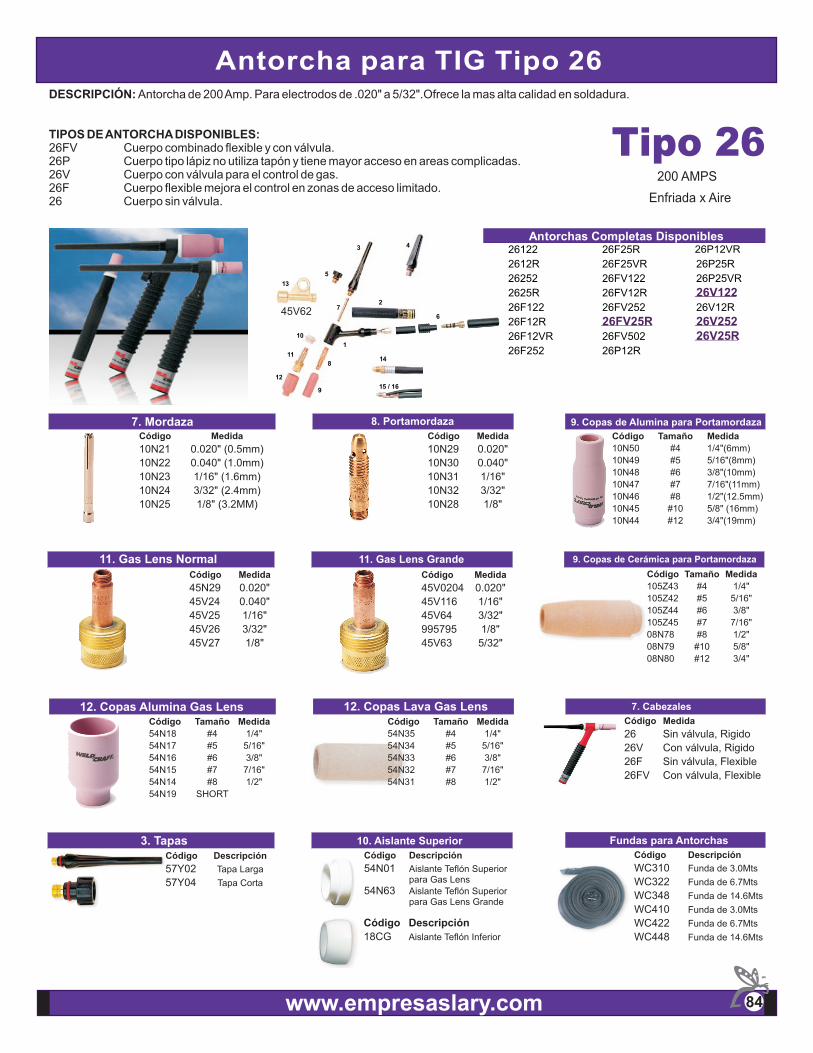
Antorcha para TIG Tipo 26DESCRIPCIÓN: Antorcha de 200 Amp. Para electrodos de .020" a 5/32".Ofrece la mas alta calidad en soldadura.
TIPOS DE ANTORCHA DISPONIBLES:26FV Cuerpo combinado flexible y con válvula.26P Cuerpo tipo lápiz no utiliza tapón y tiene mayor acceso en areas complicadas.26V Cuerpo con válvula para el control de gas.26F Cuerpo flexible mejora el control en zonas de acceso limitado.26 Cuerpo sin válvula.
26V25226V25R
26F122
26F12R
26F12VR
26FV25R
26122
2612R
26252
2625R
26F252
7. Mordaza
26F25R
26F25VR
26V12R
26FV12R
26P25VR 26FV122
26P25R
26V122
Antorchas Completas Disponibles26P12VR
26FV502
26P12R
26FV252
9. Copas de Alumina para Portamordaza8. Portamordaza
11. Gas Lens Normal 9. Copas de Cerámica para Portamordaza11. Gas Lens Grande
12. Copas Alumina Gas Lens 7. Cabezales12. Copas Lava Gas Lens
Tipo 26Enfriada x Aire
3. Tapas Fundas para Antorchas10. Aislante Superior
Código Medida
10N21 0.020" (0.5mm)
10N22 0.040" (1.0mm)
10N23 1/16" (1.6mm)
10N24 3/32" (2.4mm)
10N25 1/8" (3.2MM)
Código Descripción
57Y02 Tapa Larga
57Y04 Tapa Corta
Código Tamaño Medida
54N18 #4 1/4"
54N17 #5 5/16"
54N16 #6 3/8"
54N15 #7 7/16"
54N14 #8 1/2"
54N19 SHORT
Código Medida
10N29 0.020"
10N30 0.040"
10N31 1/16"
10N32 3/32"
10N28 1/8"
Código Medida
45N29 0.020"
45V24 0.040"
45V25 1/16"
45V26 3/32"
45V27 1/8"
Código Medida
26 Sin válvula, Rigido
26V Con válvula, Rigido
26F Sin válvula, Flexible
26FV Con válvula, Flexible
Código Descripción
18CG Aislante Teflón Inferior
Código Descripción
54N01 Aislante Teflón Superiorpara Gas Lens
54N63 Aislante Teflón Superiorpara Gas Lens Grande
Código Descripción
WC310 Funda de 3.0Mts
WC322 Funda de 6.7Mts
WC348 Funda de 14.6Mts
WC410 Funda de 3.0Mts
WC422 Funda de 6.7Mts
WC448 Funda de 14.6Mts
Código Medida
45V0204 0.020"
45V116 1/16"
45V64 3/32"
995795 1/8"
45V63 5/32"
Código Tamaño Medida
10N50 #4 1/4"(6mm)
10N49 #5 5/16"(8mm)
10N48 #6 3/8"(10mm)
10N47 #7 7/16"(11mm)
10N46 #8 1/2"(12.5mm)
10N45 #10 5/8" (16mm)
10N44 #12 3/4"(19mm)
Código Tamaño Medida
105Z43 #4 1/4"
105Z42 #5 5/16"
105Z44 #6 3/8"
105Z45 #7 7/16"
08N78 #8 1/2"
08N79 #10 5/8"
08N80 #12 3/4"
Código Tamaño Medida
54N35 #4 1/4"
54N34 #5 5/16"
54N33 #6 3/8"
54N32 #7 7/16"
54N31 #8 1/2"
200 AMPS
www.empresaslary.com
45V62

85
Electrodos de Tungstenos
TUNGSTENOS: Un electrodo es un conductor eléctrico que se utiliza para hacer contacto con una parte no metálica de un circuito (por ejemplo, un semiconductor, un electrolito o un vacío). La palabra fue acuñada por el científico Michael Faraday de la palabras griegas elektron (que significa ámbar, del que se deriva la palabra electricidad) y de hodos, de una forma.
Electrodos de tungsteno se utilizan cuando el arco de soldadura con la inerte de tungsteno (TIG) proceso de gas o soldadura de plasma. En ambos procesos la agrupación electrodo, arco y soldadura están protegidas contra la contaminación atmosférica por un gas inerte. Un electrodo de tungsteno se utiliza porque puede resistir temperaturas muy altas con un mínimo de fusión o erosión. Electrodos son hechas por PULVIMETALURGIA y se forman a tamaño después de sinterización.
Los Tungsteno están disponibles en longitudes estándar de la industria (siete pulgadas) y diámetros (.040, 1/16, 3/32, 1/8 y 5/32 pulg) así mismo la presentación son de 10Pzas. y son codificados por color según el tipo de Tungsteno.
Sin lugar a dudas los electrodos de tungsteno son la pieza más importante en la aplicación de la soldadura TIG; desde su desarrollo en 1941, se ha buscado mejorar el desempeño y rendimiento a través de la adición de elementos de alto punto de fusión y cualidades físico-químicas que le permitan soportar las condiciones de trabajo típicas de este proceso.
TUNGSTENOS PARA ALUMINIO
Descripción:
n
n
n
No radiactivos, el AC aluminio, magnesio y aleaciones de soldadura.
Forma un final limpio, hizo una bola cuando se calienta y proporciona la estabilidad del arco bueno para soldadura de la CA con una onda cuadrada simétrica o asimétrica o una onda sinusoidal.
Se APLICA para la soldadura aluminio magnesio.
Código Descripción
101049 de 1/16"
101055 de 3/32"
101064 de 1/8"
Electrodo de Tungsteno (Punto Verde)
TUNGSTENOS PARA INOX 2% CERIO
Descripción:
n
n
n
No radiactivo, en el caso de arco de baja corriente fáciles de iniciar y mantener el arco de baja corriente para la soldadura de tuberías, piezas pequeñas y de soldadura intermitente
Funciona bien en la soldadura por arco DC y empezando a bajas configuración actual, y se pueden utilizar adecuadamente en los procesos de CA.
Se APLICA para acero al carbono de acero inoxidable de aleación de níquel titanio.
Código Descripción
T1167GC de 1/16"
TLARC3327G de 3/32"
T3327GC de 1/8"
Electrodo de Tungsteno con 2% Cerio (Punto Naranja)
TUNGSTENOS PARA ACERO 2% TH
Descripción:
n
n
n
Se utiliza en la emisión de electrones y un rendimiento excelente en general, de alta capacidad de carga actual, la radioactividad.
También es bueno para aplicaciones de bajo amperaje de CA mediante un punto de modificarse.
Se APLICA para la soldadura de CC de acero al carbono, acero inoxidable, aleaciones de níquel y titanio.
Código Descripción
85619 de 1/16"
85635 de 3/32"
85641 de 1/8"
Electrodo de Tungsteno con 2% TH (Punto Rojo)