biofuels nov-08 catalysis
DESCRIPTION
rhterTRANSCRIPT
������������������������������������������������������
�����������������������������������������������������
�����������������������������������������
biofuels international november 2008 53
Although biodiesel can be produced with traditional catalysts, new designer versions are allowing higher glycerine yields, faster processing and greater efficiency
Breaking away from potassium hydroxide
There are four groups of catalysts in use or under development in the biodiesel industry:
base catalysts such as sodium (NaOH), potassium hydroxide (KOH), and sodium methylate (2CH3ONa); acid catalysts such as sulphuric acid (H2SO4), phosphoric acid (H3PO4), and calcium carbonate (CaCO3); and solid catalysts and enzymes.
There are also non-catalyst systems under investigation such as supercritical and co-solvent technologies, but most biodiesel production uses a base catalyst. These are usually NaOH or KOH,
or 2CH3ONa, also known as methoxide, dissolved in the alcohol (usually methanol).
NaOH is the norm for small producers because it is cheap and readily available. Supplied as granules or flakes that are reluctant to dissolve in methanol it presents a handling challenge, one reason larger plants prefer sodium methoxide supplied as a solution in methanol.
KOH is widely used in commercial biodiesel plants because it dissolves more easily than NaOH, and is more tolerant of free fatty acids (FFA) in the oil. However it is needed in higher quantities and is
more expensive. KOH is more hygroscopic than NaOH and is best stored in a vacuum.
Both NaOH and KOH are found in the glycerine by-product following transesterification together with water and soap. It is possible to separate NaOH and purify the glycerine but the equipment is relatively expensive compared to the price of the resultant glycerine. Using KOH as a catalyst and subsequently neutralising it with sulphuric acid produces potassium sulphate as a by-product, which can be used as an agricultural fertiliser. Because of its crystalline
structure, it is relatively easy to isolate from the glycerine.
Dissolving hydroxides in methanol is exothermic and on a large scale can result in the temperature rising above the boiling point of methanol creating a fire and explosion hazard. Keeping the mixture cool and carrying out the operation under nitrogen to reduce the fire risk adds complexity to the plant and cost to the operation.
Sodium methylate is one of a group of chemicals known as alcoholates or alkoxides. Alkali metals such as sodium react with alcohol in much the same way as a more common metals
by Phil Thane
A sample of Axens’ Esterfip-H catalyst
catalysts biofuels

������������������������������������������������������
�����������������������������������������������������
�����������������������������������������
54 november 2008 biofuels international
react with an acid producing an alkoxide and hydrogen. The formula for sodium methylate is:
2CH3OH + 2Na➛2CH3ONa + H2
Sodium methylate is usually prepared by specialists such as BASF, Interstate Chemical and Evonic (formerly Degussa) and can be supplied either as a powder or in a methanol solution usually around 25% by volume. It is estimated that 70% of US biodiesel production relies on sodium methylate.
Why use anything else?
Popular as they are, base catalysts have a couple of disadvantages: soap production and contamination of the glycerine.
Soap consists of salts of fatty acids, which are produced by the action of a base on oil aided – or from the point of view of biodiesel producers exacerbated – by the presence of FFAs and water in the feedstock.
It is inevitable using a base catalyst that some of the oil will be saponified (turned into soap). Drying and purifying the feedstock can reduce soap formation, but even the best plants will make some – usually about 1% of the feedstock turns into soap not fuel. Washing biodiesel to remove soap (and any remaining catalyst) requires a lot of water, commonly four gallons for every gallon of fuel.
Using a homogeneous catalyst is undeniably efficient in chemical terms but being soluble in one alcohol – methanol – means it is soluble in others such as glycerine, and this is where most of the catalyst is found after transesterification, though some also remains in the biodiesel.
Glycerine is a marketable by-product of biodiesel production but as production levels have risen the price has fallen, particularly for glycerine with high levels of impurities. Once the costs of neutralising and purifying it have been factored in there is not much profit to be had.
Base catalysts are true catalysts in the sense that they remain unchanged by the target reaction, but some is lost in soapmaking side reactions and the remainder is destroyed when the glycerine is purified. The reaction needs a continuous supply of fresh catalyst, which is another substantial cost.
Acid catalysts
Acid catalysts are sometimes preferred to bases as they can convert FFAs in the feedstock into usable fuel rather than soap. However they work more slowly1 than bases and require a very large proportion of alcohol, typically around 40 times the volume of FFA. During esterification of the FFA water is produced, and with high FFA oils the water can stop the reaction unless it is removed.
Despite the disadvantages acid catalysis can be competitive with base catalysis when used to process cheap oils high in FFA. There are no large scale plants exclusively using homogeneous acid catalysis but it is sometimes used as a first stage in plants dealing with oils such as waste oil from food processing.
Once the FFA has been esterified the oil is neutralised then passed to a second stage using base catalysis. It can also be used as a rectification stage, dealing with soap produced by base catalysed processing.
Large doses of powerful acid, usually sulphuric acid, are needed (5-25%) so the plant has to be constructed from expensive acid-resistant materials. After processing the acid remains in the glycerine which has to be neutralised and purified before it has any commercial value. As with bases a continuous supply of fresh catalyst is needed.
Solid catalysts
Soluble catalysts such as the acids and bases above are referred to as homogeneous because they dissolve completely into the reaction
media. This increases the contact between the reactants enabling the reaction to proceed at a reasonable rate in an easily managed environment with no need for high temperatures or pressures. But there are drawbacks to both base and acid catalysts.
A heterogeneous catalyst on the other hand is one which is not soluble in any of the compounds in the reaction. It remains a solid. Heterogeneous catalysts are the norm in chemical engineering, being solid they can be retained in the reactor vessel, but the reactions only involve molecules on the surface of the catalyst which is intrinsically less efficient.
To circumvent this difference, the catalyst should have a large surface area to volume ratio. Dividing the catalyst into fine particles (powder) would work but this would make it hard to retain in the reactor. Solid catalyst manufacturers usually prefer to adjust the porosity of the catalyst, so that it can be produced in various shapes (spheres, pellets, etc.), which are large enough to stay in the reactor but still offer good surface area.
Another way to compensate for the intrinsic lower activity of solid catalysts is to run the reaction at a higher temperature, but this increases utility costs and requires a pressurised reactor to prevent the methanol from boiling.
The challenge is to balance these factors. To find a catalyst which works at modest
temperatures and pressures, does not need huge reactors or complex methods to retain it and is not too expensive to install in the first place. And it should not produce soap, or cause any other side reactions.
French revolution
The Institut Français du Pétrole (IFP) based in Rueil-Malmaison France began to develop a conventional homogeneous catalyst biodiesel process in 1984.
During 1987-89 it ran a pilot plant to verify its research findings and to produce enough fuel for vehicle testing. The process known as Esterfip, was lisensed to Diester Industrie SA, Compiègne, France, which began commercial production in 1992. The plant initially produced 20,000 tonnes/year and was upgraded to 90,000 tonnes/year in 1997. Diester is now synonymous with biodiesel in France.
Since 2001, IFP’s wholly owned subsidiary, Axens, has pushed forward commercialisation of IFP’s R&D and concluded licensing contracts with producers. Axens’ first breakthrough was a solid catalyst transesterification process known as Esterfip-H.
Michel Bloch, biofuels product line manager in Axens’ technology department, explains that Axens carries out the basic engineering design for plants it licences, and works with engineering contractors selected by the plant owners.
Soya-based FAME and glycerine from an Esterfip-H plant
biofuels catalysts
������������������������������������������������������
�����������������������������������������������������
�����������������������������������������
biofuels international november 2008 55
Axens inspects the finished plants constructed by the contractors to ensure they meet Axens’ specification, supplies the catalyst, and helps the client to start the plant.
The first Esterfip-H plant in Sète, France, was licensed to Diester in 2004 and began operations in 2006. Diester’s Esterfip-H plant now produces more than 200,000 tonnes/year of biodiesel starting from various vegetable oils.
Perstorp BioProducts in Perstorp, Sweden, has also selected Esterfip-H biodiesel technology for a 160,000-tonne/year plant in Stenungsund, Sweden, about 50 km north of Gothenburg. The plant produces rapeseed methyl ester and complies with strict Swedish biodiesel specifications introduced to cope with the cold Swedish winters.
A total of eight Esterfip-H plants have been designed by Axens for projects around the world.
The largest one (250,000 tonnes/year) is nearing completion in Kuantan, Malaysia, for Mission NewEnergy, formerly known as Mission Biofuels.
Axens manufactures the catalyst at its plant at Salindres, France, from a combination of metal oxides, primarily zinc and aluminium, extruded into pellets.
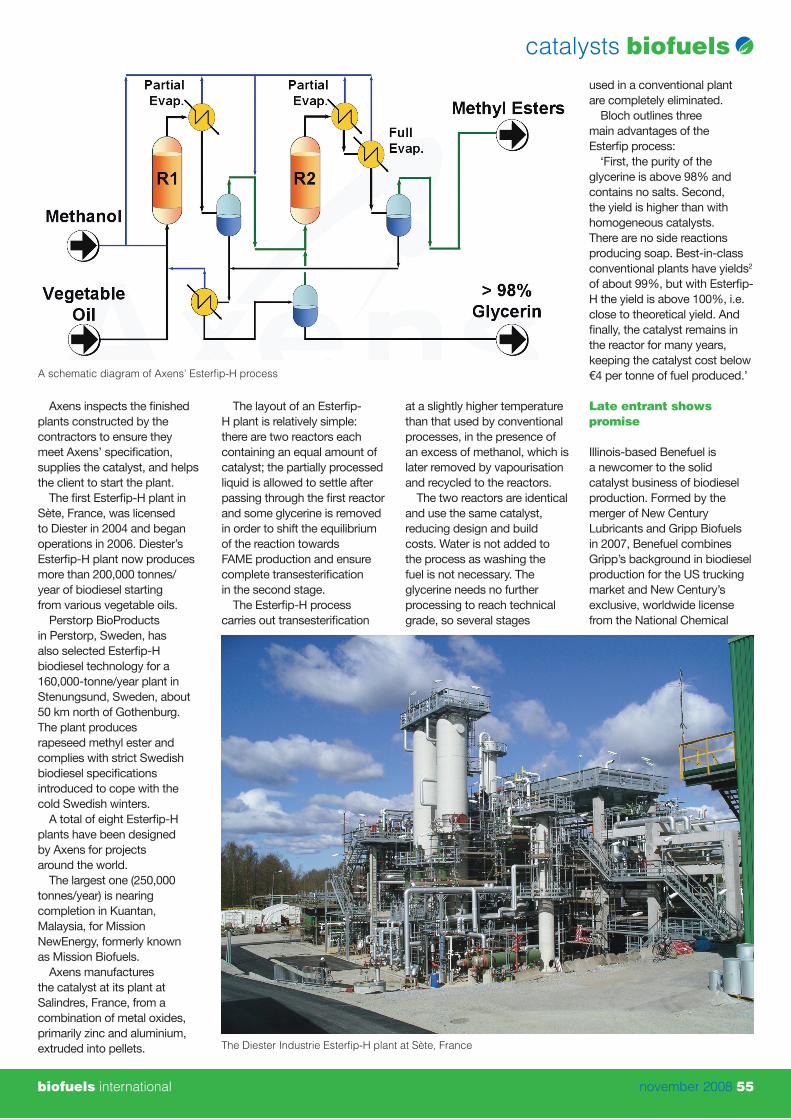
The layout of an Esterfip-H plant is relatively simple: there are two reactors each containing an equal amount of catalyst; the partially processed liquid is allowed to settle after passing through the first reactor and some glycerine is removed in order to shift the equilibrium of the reaction towards FAME production and ensure complete transesterification in the second stage.
The Esterfip-H process carries out transesterification
at a slightly higher temperature than that used by conventional processes, in the presence of an excess of methanol, which is later removed by vapourisation and recycled to the reactors.
The two reactors are identical and use the same catalyst, reducing design and build costs. Water is not added to the process as washing the fuel is not necessary. The glycerine needs no further processing to reach technical grade, so several stages
used in a conventional plant are completely eliminated.
Bloch outlines three main advantages of the Esterfip process:
‘First, the purity of the glycerine is above 98% and contains no salts. Second, the yield is higher than with homogeneous catalysts. There are no side reactions producing soap. Best-in-class conventional plants have yields2 of about 99%, but with Esterfip-H the yield is above 100%, i.e. close to theoretical yield. And finally, the catalyst remains in the reactor for many years, keeping the catalyst cost below €4 per tonne of fuel produced.’
Late entrant shows promise
Illinois-based Benefuel is a newcomer to the solid catalyst business of biodiesel production. Formed by the merger of New Century Lubricants and Gripp Biofuels in 2007, Benefuel combines Gripp’s background in biodiesel production for the US trucking market and New Century’s exclusive, worldwide license from the National Chemical
A schematic diagram of Axens’ Esterfip-H process
The Diester Industrie Esterfip-H plant at Sète, France
catalysts biofuels

������������������������������������������������������
�����������������������������������������������������
�����������������������������������������
56 november 2008 biofuels international
Laboratory (NCL) on a novel, solid catalyst technology for transesterification.
Like Axens, Benefuel’s Ensel catalysts are based on metal oxides, but they are chemically quite different.
Its first catalyst, a dual metal catalyst (DMC), was discovered in 2005 and patented by NCL. It has already been superseded by another metal oxide catalyst jointly developed by NCL and Süd-Chemie India. Details of this newer catalyst were not disclosed, other than it was a derivative of a solid catalyst from the petroleum industry. Patents on all catalysts and processes have been applied for and some are expected to be allowed before the end of 2008.
Benefuel’s catalysts are produced in powder or extruded forms: extrusions for fixed-bed continuous processing reactors, and powders for use in batch processing. Solid catalysts are used extensively throughout the petroleum and chemical industries in hydro treating and cracking and Benefuel sees itself building on that experience to provide the biodiesel industry with an efficient and continuous biodiesel production technology.
Both Ensel catalysts are able to convert lower grade (less refined) oils than the Axens process or conventional liquid catalyst technologies: higher FFA levels and water have no impact on Ensel catalysts’ capacity for transesterification.
NCL pilot plants using both classes of Ensel catalysts have over 4,000 hours of successful conversion of various oils like crude palm oil, yellow grease and chicken fat with minimal refining into specification grade biodiesel.
‘Minimal refining,’ says William Summers, CSO for Benefuel, ‘is not much more than sieving the chicken pieces out.’ Even palm fatty acid distillate which is 85% FFAs can be converted using Benefuel’s process.
Benefuel has recently held discussions with
representatives of other major biodiesel producers in the US to compare costs of operation and capital expenses for their respective technologies and discuss possible future business developments. Though these discussions were held under non-disclosure agreements, some details have emerged:1. Based on the assumption that the Ensel catalyst is replaced every year then operating costs of a Benefuel plant would be very similar to those of a conventional homogeneous catalysed plant. Conventional plants use more catalyst, because the liquid catalyst is destroyed in the process of recovering the biodiesel. The solid catalyst remains in place and stays active for thousands of hours, perhaps even years. Though a Benefuel plant would use slightly more energy for producing biodiesel, overall production costs for biodiesel with an Ensel reactor system would be lower: lower cost feedstocks, more efficient catalysts and overall process management costs.2. Capital costs of a basic, conventional biodiesel reactor would be about the same. An Ensel reactor runs at between 190-240°C and at a correspondingly higher pressure to prevent the methanol boiling, which means some equipment costs are higher.
However, the simpler process has fewer moving parts than a conventional operation and no requirement for post-production biodiesel polishing steps. Adding to this there is less pre-treatment required and a washing or glycerine treatment plant is not needed. The overall capital cost of a Benefuel facility is estimated to be lower than a conventional plant that is capable of processing high FFA feedstock, which has many more unit operations applied to raw material and product recovery.
Summers adds: ‘In practice the difference will come down to three factors, favouring Ensel: glycerin quality, water consumption and oil refining costs. Glycerin from the Ensel process contains only traces of water and ranges between 95-97% pure. Conventional biodiesel produces a glycerin containing water, residual methanol and salts from the destroyed liquid catalyst. This glycerin is mostly unattractive to the global glycerin market, selling in the $0.05-0.10/lb (€0.04-0.08) range.
There is no water in Ensel glycerin because no process water is required by the solid catalyst process. Water is costly and in some regions so scarce that not needing water provides a real competitive advantage for biodiesel operators, a significant contribution to the bottom line and a benefit
to the environment.‘Feedstock quality is also
very significant, as some conventional processors require feedstock oil that is higher than food grade. Our catalysts are able to produce high quality biofuel from poor quality feedstock, less refined oils and fats, including waste fats and greases from meat processing, which will significantly reduce costs.’
Benefuel is currently designing commercial biodiesel plants for two US-based companies, and several other deals are in its pipeline. The first facility announced is for Seymour Biofuels of Indiana, where a 10 mgy plant is planned.
Benefuel is also in a partnership with Diamond Valley Ventures in Arkansas to provide the Ensel reactor to complete its new biodiesel facility.
Different way of thinking
Catilin was only set up as a company in 2007, based on the research work of Victor Lin at Iowa State University.
Lin is an expert in nanotechnology and unlike other solid catalysts this one is not designed to stay in the reactor. It consists of unimaginably small beads which are mixed into the reactants in a conventional reactor, and filtered out afterwards ready to be
biofuels catalysts
Biodiesel production process using an Ensel catalyst
Source: B
enefuel

������������������������������������������������������
�����������������������������������������������������
�����������������������������������������
biofuels international november 2008 57
returned to the start.At this early stage in
its development Catilin is understandably coy about the chemistry of the catalyst, at least until it has been granted patents but Larry Lenhart, CEO of Catilin, explains: ‘Our solid catalyst has the same advantages as others in terms of dealing with a range of oils containing FFA and in avoiding water washing, but is unique in that it doesn’t need high temperatures or pressures. In fact it can be used in existing plant designed for homogeneous catalysts with very few changes.
‘There are minimal costs in modifying a plant and the payback time could be as little as 30 days. Our whole objective is to make sure this works well within an existing plant environment. It reduces operating costs by around $0.20 per gallon and produces high quality biodiesel and high quality glycerine.’
Lenhart also points out that a plant built from scratch to use the Catilin catalyst would be cheaper to construct than other solid catalyst plants, and cheaper to run since there is no need to heat the reactor. ‘The catalyst can be re-used up to 20 times, which is substantial cost saving. It is safe to handle and non-toxic so disposal of used catalyst is not a problem,’ he adds.
Catilin is currently running a batch production pilot plant in Ames, Iowa, which will be modified in the next few months to a continuous process. The company is continuing to research other catalysts too. The first version works well with canola and palm oil, and has been tested with yellow grease. In the long term it expects to develop catalysts to deal with any feedstocks.
Rival technologies
Several universities and research institutes are also currently investigating solid catalysts:
Toshikuni Yonemoto,
a professor of chemical engineering at Tokohu University, Sendai, Japan, is working on a process where a mixture of oils and alcohol is fed to a fixed-bed reactor packed with a cation-exchange resin, which converts the free fatty acids by esterification. Then the product is transferred to a second reactor packed with an anion-exchange resin which catalyses the transesterification of the triglycerides.
In 2006 a team from the Department of Chemical Engineering, Tsinghua University, Beijing published their research into the use of Strontium Oxide (SrO) as a solid catalyst in biodiesel production. Their work demonstrated that using SrO they could convert soyabean oil to biodiesel achieving 95% conversion in 30 minutes.
Enzymatic transesterification
Many teams are working on enzymatic processes. These offer much the same advantages as solid catalysts – they deal with FFA, do not require water, do not produce soap and the enzyme can be reused many times. They also operate at lower temperatures than most solid catalysts.
Lipase – the preferred enzyme – is isolated from microorganisms. One major problem of lipase-catalysed transesterification is that glycerol competitively inhibits lipase activity by blocking the
active sites. Methanol also has a negative impact on the stability of the enzyme.
There is a lot of research into ways of avoiding these problems, using alternatives to methanol and different enzymes that result in different glycerides but enzymatic transesterification has not been demonstrated on an the industrial scale.
The cost of lipase is significant, and large scale production using methanol, which inhibits the activity after only a few cycles, is not feasible. Use of methyl acetate or ethyl acetate would allow lipase to be used repeatedly, significantly reducing the cost of production.
Co-solvent transesterification
It is well known that vegetable oil and methanol are immiscible, hence all the mixing tanks, high shear and ultrasonic reactors designed to bring them together. An alternative is to use a co-solvent, a compound such as dimethyl ether (DME) which will produce a homogeneous solution. This has been tested using acid catalysis and shown to increase the
rate of transesterification substantially, but it cannot for now at least challenge conventional base catalysis.
Non-catalytic methods
Catalysts are not the only way of promoting transesterification – extreme heat and pressure can also do it. In the lab conversion rates of more than 95% in only four minutes have been claimed but the conditions required, a temperature of 350°C and a pressure of 30 Mpa mitigate against large scale use.
Where are we now?
Around 90% of current biodiesel is made using homogeneous catalysts – more than 80% of this quantity is made with methylates, the rest with hydroxides.
Of the remaining 10% most are made with heterogeneous catalysts and a small fraction also by enzyme catalysis. The larger the plant capacity the more likely the plant will run on alkoxides like sodium methylate or potassium methylate.
Things change though and biofuels is still a fast-moving industry in its infancy. Axens has shown that solid catalysts work on a commercial scale and this technology looks particularly attractive for small plants using local feedstock and meeting local demand, which with rising transport costs is a market that will grow in importance. ●
1 Up to 4000 times slower according to research by Srivastava and Prasad cited in ‘Synthesis of Biodiesel via Acid Catalysis’ Edgar Lotero et al, Department of Chemical Engineering, Clemson University, Clemson, South Carolina, 2005.2 Mass yield, which can depending on the molecules involved (slightly) exceed 100%
Useful links:Axens - www.axens.netBenefuel - www.benefuel.netCatilin - www.catilin.comDiester Industrie (Sofiproteol) - www.prolea.com (in French)Michigan State University summary of transesterification methods:http://ejournal.vudat.msu.edu/index.php/mmg445/article/download/213/285Süd-Chemie - www.sud-chemie.comTechnip - www.technip.com
catalysts biofuels
Benefuel’s catalysts are produced in powder or extruded forms: extrusions for fixed-bed continuous processing reactors, powders for use in batch processing