de la vida de anaquel de la carne - sagarpa.gob.mx inifap/21... · 6.3.- envasado al vacío...
TRANSCRIPT

Luis Humberto López HernándezDiego Braña Varela
Isabel Hernández Hernández
de lade la
deVidaEstimación
Centro Nacional de Investigación Disciplinaria en Fisiología y Mejoramiento Animal. Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias.
Ajuchitlán, Colón, Querétaro Octubre de 2013Libro Técnico No. 11 ISBN: 978-607-37-0092-4
CarneAnaquel

DIRECTORIO INSTITUCIONAL
SECRETARIA DE AGRICULTURA, GANADERÍA, DESARROLLO RURAL, PESCA Y ALIMENTACIÓN
LIC. ENRIQUE MARTÍNEZ Y MARTÍNEZ Secretario LIC. JESÚS AGUILAR PADILLA Subsecretario de Agricultura
PROF. ARTURO OSORNIO SÁNCHEZ Subsecretario de Desarrollo Rural
LIC. RICARDO AGUILAR CASTILLO Subsecretario de Alimentación y Competitividad DR. FRANCISCO JOSÉ GURRÍA TREVIÑO Coordinador General de Ganadería
INSTITUTO NACIONAL DE INVESTIGACIONES FORESTALES, AGRÍCOLAS Y PECUARIAS
DR. PEDRO BRAJCICH GALLEGOS Director General
DR. SALVADOR FERNÁNDEZ RIVERA Coordinador de Investigación, Innovación y Vinculación
MSc. ARTURO CRUZ VÁZQUEZ Coordinador de Planeación y Desarrollo
CENTRO NACIONAL DE INVESTIGACIÓN DISCIPLINARIA EN FISIOLOGÍA Y
MEJORAMIENTO ANIMAL DR. CÉSAR AUGUSTO MEJÍA GUADARRAMA Director



ESTIMACIÓN DE LA VIDA DE ANAQUEL DE LA CARNE
Luis Humberto López Hernández Diego Braña Varela Isabel Hernández Hernández
Centro Nacional de Investigación Disciplinaria en Fisiología y Mejoramiento
Animal.
Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias.
Macroproyecto “Indicadores de calidad en la cadena de producción de carne
fresca en México” con registro y fondos de SAGARPA-CONACYT No. 109127.
Libro Técnico No. 11 Ajuchitlán, Colón Querétaro.
ISBN: 978-607-37-0092-4 Octubre de 2013.
Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias Progreso No. 5, Barrio de Santa Catarina Delegación Coyoacán C.P. 04010 México, D.F. Tel (55)38718700 ISBN: 978-607-37-0092-4 Editor M. en B. Luis Humberto López Hernández Primera Edición, Octubre 2013 No está permitida la reproducción total o parcial de esta publicación, ni la transmisión de ninguna forma o por cualquier medio, ya sea electrónico, mecánico, fotocopia, por registro u otro método, sin el permiso previo y por escrito de la Institución.

Contenido
1.- Introducción 1 2.- Vida de anaquel de la carne 2 3.- Conservación de la carne 5 4.- Las características iniciales de la carne, dictan la vida de anaquel 10
4.1.- Defectos de calidad en la carne 14 4.2.- La grasa en la carne 17
4.2.1.- La rancidez en la carne (Oxidación de lípidos) 18 4.3.- El color en la carne 20
5.- Relevancia de la nutrición animal en la vida de anaquel de la carne 25 6.- Alternativas de empaque en la preservación de la carne 27
6.1.- Ambiente con atmósferas controladas 30 6.2.- Empacado en atmosferas modificadas 31 6.3.- Envasado al vacío “segunda piel” 33 6.4.- Envases activos e inteligentes 35 6.5.- Recubrimientos y películas comestibles 36 6.6.- Puntos a considerar para evaluar la eficiencia de empaques 39
7.- ¿Cómo predecir la vida de anaquel de la carne? 42 7.1.- Biblioteca de datos 42 7.2.- Durante la distribución 43 7.3.- Pruebas de distribución en condiciones extremas 43 7.4.- Departamento de Quejas-Calidad 44 7.5.- Vida en Anaquel 44 7.6.- Pruebas Aceleradas 45
7.6.1.- Prueba acelerada Q10 48 7.7.- Clasificación de los modelos predictivos 50
7.7.1.- La carne y la microbiología predictiva 50 7.7.2.- Modelos cinéticos y probabilísticos 56
7.7.2.1.- Modelo de Gompertz 60 7.7.2.2.- Modelo Logístico 62 7.7.2.3.- Modelo de Arrhenius 64 7.7.2.4.- Modelo de Superficie de Respuesta 64
7.7.3.- Modelos mecanicistas 66 7.8.- Métodos para estimar vida de anaquel mediante Análisis Sensorial 67 7.9.- Validación de los modelos 69
8.- Referencias 71
1. Introducción
Desde tiempos prehistóricos, la conservación de la carne ha sido una preocupación que
ha estimulado la creatividad y el conocimiento. Esto llevó a nuestros ancestros a
desarrollar diversos sistemas de procesado como el salado, ahumado, congelado, etc.
Hoy en día, el reto principal, es el poder conservar la carne fresca (aquella que no ha sido
sometida a ningún proceso que modifique de modo irreversible sus características
sensoriales y físico-químicas, salvo la refrigeración y el envasado), por el mayor tiempo
posible.
Para la cadena de distribución de consumo de carne fresca, una alternativa para hacer
más rentable y eficiente su negocio, es el aumento en la vida de anaquel. Esto es,
extender en el tiempo las características organolépticas y de inocuidad de la carne, que la
hagan aceptable por parte del consumidor. Lo anterior depende principalmente de las
características fisicoquímicas, microbiológicas y organolépticas que tenga al inicio de su
vida útil. Mientras mejor es la materia prima con que se inicien los procesos, mayor tiempo
de vida de anaquel tendrá un producto. Estos parámetros iniciales son aspectos objetivos
y cuantificables, que nos ayudan a predecir cuál será la vida útil de la carne, en función de
los sistemas de conservación empleados.
Figura 1. Carne de cerdo en anaquel refrigerado (foto obtenida de http://www.educacioncontracorriente.org).
1

En este manual, se tiene como objetivo dar a conocer las herramientas y técnicas de
análisis de laboratorio más comunes para estimar, de forma objetiva, la vida de anaquel
en carne fresca; además, se hace una revisión de los factores claves para la
conservación, y de los que actúan en detrimento de las propiedades sensoriales como
son el color, el olor y la estabilidad lipídica; las alternativas más modernas en sistemas de
modificación de atmósferas y empacado de cárnicos, para terminar con una sección sobre
sistemas de evaluación y predicción de la vida de anaquel.
2. Vida de anaquel de la carne
El deterioro de los alimentos se produce por diversos cambios, principalmente en
respuesta al crecimiento y metabolismo de microorganismos, la exposición, la cantidad y
tipo de luz que recibe la carne, la oxidación de lípidos y pigmentos, etc. Lo interesante es
que la gran mayoría de los cambios son normalmente percibidos por el consumidor
mediante el uso de sus sentidos (vista, olfato, gusto, tacto y oído). Cuando el consumidor
rechaza el producto, porque considera que sus características lo hacen inaceptable o
porque pone en riesgo su salud, se dice que ha llegado al final de su vida de anaquel o
vida útil.
Existen diversas definiciones (Davies, 1995; Brody, 2001; Coma 2006; Eilert, 2005) sobre
lo que implica la vida de anaquel, la mayoría incluye conceptos como el “preservar la
calidad y asegurar el bienestar del consumidor”. A continuación se enuncian algunos
ejemplos:
“Período en el que un alimento almacenado bajo condiciones óptimas
preestablecidas, mantiene características sensoriales y de seguridad aceptables
para el consumidor”.
“Periodo de tiempo bajo condiciones de almacenamiento conocidas, posterior a la
manufactura y envasado de los alimentos. Durante este tiempo deberá conservar
sus características de calidad sensorial, química, física, funcional o microbiológica,
cumpliendo con todas las declaraciones de contenido nutrimental que aparecen en
su etiqueta, cuando se almacena en condiciones adecuadas”.
“El periodo entre la manufactura y venta al menudeo de un producto alimenticio,
durante el cual el producto tiene una calidad satisfactoria”.
2

“La ventana de tiempo en la cual el alimento mantiene su calidad en sabor, textura
y valor nutricional, la vida de anaquel está basada en la seguridad, calidad y
nutrición”.
“La determinada cantidad de tiempo en el que un producto alimenticio puede ser
almacenado sin que se manifiesten cambios apreciables en su calidad o
inocuidad”.
Idealmente, todos los alimentos perecederos deberían declarar su vida de anaquel,
indicando claramente la fecha de expiración en los empaques. Sin embargo, la vida de
anaquel puede verse afectada por condiciones ajenas al producto, por ejemplo, por la
temperatura ambiente en que fue conservado, rupturas en el empaque, exposición a la
luz, etcétera (Marth, 1998).
Esto hace necesario que el consumidor también sea responsable de su salud, razón por
la cual debe de involucrar todos sus sentidos (el más rápido y sencillo laboratorio de
determinación de calidad), en la decisión sobre consumir o no un determinado producto.
Esta es la razón de la importancia que las pruebas sensoriales tienen en relación a la vida
de anaquel.
En términos generales, los factores que más influencia tienen sobre la vida de anaquel de
la carne fresca y los productos cárnicos son: calidad del producto (pH, color, capacidad de
retener agua, etc.), carga bacteriana inicial, temperatura, tiempo de almacenamiento y
atmósfera en que es contenida la carne (Labuza y Fu, 2005; Tirado et al., 2005; Restrepo
y Montoya, 2010). Cualquier falla en el control de alguno de estos factores, puede ser
parcialmente compensada por el riguroso control de otro factor; la vida de anaquel óptima
pudiera solamente ser alcanzada al controlar todos los factores en conjunto. Por esta
razón se considera que para lograr una larga vida de anaquel se debe tener especial
énfasis en los siguientes procesos:
1) Selección inicial del producto o materia prima: una vez muerto el animal del
que provienen los productos cárnicos, la calidad sensorial de sus derivados
frescos, solo tenderá a reducirse, ya que no se puede mejorar durante su
almacenaje. Por lo que iniciar con un producto de buena calidad, es el primer paso
para lograr una adecuada vida de anaquel.
3

2) Formulación: seleccionando las materias primas más apropiadas, con cargas
microbianas específicas (mínimas) y dentro de normativas, así como del uso de
ingredientes funcionales que aseguren la integridad del alimento.
3) Procesamiento: asegurando la disminución de operaciones alimentarias que
modifiquen las propiedades inherentes de la materia prima o producto terminado,
teniendo especial énfasis en evitar contaminaciones microbianas cruzadas.
4) Empaque: considerando la forma y destino final del producto, se seleccionará el
empaque adecuado, particularmente que logre reducir el impacto negativo del
ambiente (cambios bruscos de temperatura o humedad), así como las diferentes
contaminaciones fisicoquímicas (por ejemplo, de olores o sustancias ajenas), y
microbiológicas.
5) Condiciones de transporte y almacenamiento: considerando el adecuado
seguimiento de la cadena de frío desde almacén de materias primas, almacén de
producto terminado, distribución, venta, e incluso las condiciones a las que será
expuesto durante el transporte y el almacenamiento en el hogar.
Por supuesto, la vida de anaquel está en función directamente proporcional, al esfuerzo
invertido en los procesos. En la medida en que se tienen mayores esfuerzos, se pueden
lograr mayores vidas de anaquel. Por ejemplo, de dos cerdos criados en la misma granja
(idéntica materia prima), uno de ellos sacrificado en un rastro TIF de exportación, puede
lograr una vida de anaquel superior a 60 días; mientras que su hermano, procesado en un
rastro de mala calidad, escasamente tendrá una vida de anaquel superior a 1.5 días.
Es claro que el entendimiento y la estimación de la vida de anaquel, son aspectos
relevantes para poder tener una adecuada comercialización de los productos
perecederos. Esta vida debe al menos exceder el tiempo mínimo requerido de distribución
del productor al consumidor. La capacidad de predicción que se tenga, permitirá a los
industriales evitar pérdidas por devoluciones, y establecer una correcta inteligencia de
mercados, sustentada en la calidad del producto y en la confianza del consumidor
(Rodríguez, 2003).
4

Figura 2. Tecnología en la comercialización de carne fresca (temperatura a 1C,
atmosfera modificada, envoltura impermeable al oxígeno, almohadilla para absorber
escurrimientos, luz roja especial para resaltar el color pero sin promover la
oxidación de pigmentos y grasas en la carne (foto obtenida de
http://www.Carnetec.com/Industry/TechnicalArticles/Details/813)
3. Conservación de la carne
Algunas teorías evolucionistas consideran que el consumo de alimentos ricos en proteína,
energía y minerales, como lo son las carnes, fue uno de los factores clave que permitió la
evolución del cerebro humano. Pero el tener acceso frecuente a esta carne, muchas
veces era imposible de no contar con métodos que ayudaran a preservarla por algún
tiempo (Davies, 1995). Esta necesidad, promovió el desarrollo de métodos de
conservación como la salazón (en seco o salmuera), el ahumado (en frío o caliente),
etcétera. Esto porque nuestros antepasados entendieron que tanto el salado, como la
desecación o la deshidratación, disminuyen el contenido de agua de los alimentos y
modifican su percepción sensorial. Gracias a esto, la cantidad de agua del alimento que
queda disponible para los microorganismos se reduce hasta tal punto, que los
microorganismos quedan inactivos o mueren (Marth, 1998).
Otros métodos que limitan el desarrollo de bacterias y hongos, es la adición de nitratos,
compuestos bactericidas del humo, o los presentes en algunas plantas o semillas
(albahaca, orégano, pimienta, etc.).
5

La fermentación es igualmente un método tradicional, que favorece la conservación de
alimentos (los embutidos fermentados), donde por competencia, o por la producción de
compuestos derivados de su metabolismo (por ejemplo, el ácido láctico o ciertas
bacteriocinas) grupos de microorganismos excluyen el crecimiento de otros (Aberle,
2002).
Desde finales del siglo XIX, el principal método de preservación de la carne a largo plazo,
ha sido la congelación a -20ºC; mientras que para períodos de tiempo cortos, se prefiere
la refrigeración a temperaturas entre 0 y 4ºC. El mantenimiento de la cadena de frío se
hace para salvaguardar la seguridad de los consumidores y la protección de la salud
pública (Eilert, 2005). Esto se logra por la desaceleración de reacciones enzimáticas
propias de la misma carne, así como por la reducción del daño microbiano y/o
contaminación biológica, puesto que la temperatura baja, reduce importantemente la
replicación de la mayoría de los microorganismos, quienes son los responsables de la
aparición del limo superficial, desarrollo de olores desagradables, así como de producir
enfermedades, ya sea por la presencia particular de algunas de las bacterias como la
Salmonella, o de toxinas microbianas derivadas de su metabolismo como las producidas
por el Staphylococcus aureus (Arinder y Borch, 1999; Baranyi et al., 1993 a y b).
El efecto de la temperatura de almacenado es tan importante, que puede resultar en
importantes modificaciones en la vida útil de producto. Se ha encontrado que la vida útil
tiene una reducción considerable a medida que aumenta la temperatura.
Estudios con carne de cerdo congelada en diversos empaques y almacenada por
diferentes tiempos, consistentemente muestran que la gente prefiere la carne fresca. Esta
percepción negativa hacia la carne congelada, puede mejorar cuando se emplean
sistemas tecnificados de congelación, los cuales se basan en un adecuado y rápido
congelado, lo que dificulta que el consumidor detecte diferencias cuando la consume
(Jeremiah, 2007 a y b). Para reducir los efectos adversos asociados a la congelación y
particularmente a los efectos negativos que se presentan durante el descongelado, se han
desarrollado técnicas de ultracongelación, o congelación rápida. En éste método, se
reduce rápidamente la temperatura del alimento mediante flujos de aire frío a alta
velocidad, o por contacto con placas frías, por la inmersión en líquidos a muy baja
temperatura, por ejemplo en nitrógeno líquido, etc. La ultracongelación es el método de
conservación de largo plazo, que menos alteraciones provocan en el producto (Moore y
Sheldon, 2003 a y b; Rokka et al., 2004).
6

La velocidad de congelado, puede afectar el color y la luminosidad de la carne. Esto se
debe al tamaño de los cristales de agua que se forman dentro de la fibra muscular;
cuando el congelado es ultra-rápido, se forman cristales muy pequeños de agua, los
cuales dispersan la luz y por lo tanto la carne se ve más opaca y pálida. En cambio la
carne congelada de forma lenta, forma cristales de mayor tamaño, y su carne tiene un
color más traslucido y obscuro (Russell et al., 1996, Tolstoy, 1991; Young et al., 2005).
El color de la carne al descongelarse, es muy inestable debido a la alta tasa de oxidación
de los pigmentos, lo que se agrava con tasas lentas de congelamiento (Buege y Aust,
1978; Berge et al., 2005). Además, durante el congelado, la superficie de la carne puede
comenzar a producir metamioglobina, por lo que adquiere un color café en la superficie, el
cual permanece luego del descongelado. La decoloración que se observa en carne
congelada, puede estar también asociada a la exposición continua a la luz (Faustman,
1990). La carne que puede estar almacenada sin cambios luego de 3 meses, puede
perder su color natural en tan solo 3 días de exposición a la luz.
Otro efecto negativo que reduce la vida de anaquel de la carne congelada, son las
quemaduras por frío. Estas se asocian principalmente a problemas de deshidratación en
la superficie, y son muy relevantes en carne expuesta al aire seco que circula a altas
velocidades.
Otra metodología cada día más difundida, es la modificación del ambiente que rodea a la
carne, ya que al privar, por ejemplo, del oxígeno del aire a la carne, se puede evitar que
las bacterias aerobias se reproduzcan; además al empacar la carne, se evita que ésta se
contamine con la presencia de bacterias deteriorantes (Coma, 2006; Davies, 1995).
Por ejemplo, una carne de buena calidad, que sea refrigerada sin empacar (expuesta al
ambiente), tendría una vida de anaquel de 5 a 7 días; si esta misma carne, hubiera sido
además empacada al vacío, su vida útil fácilmente se pudiera extender a 30 días, e
incluso a temperaturas de 2ºC pudiera haber llegado a 50 días de vida útil.
Más adelante, se consideran los sistemas modernos de empaque, tanto con atmósferas
modificadas, como mediante el uso de empaques activos, interactivos o inteligentes.
Estos son los métodos que en el futuro tendrán mayor impacto en la vida de anaquel de la
carne, particularmente en la medida en que su uso se extienda y los costos se abaraten.
7

Una de las acciones que permitirá una comercialización más sana y eficiente de la carne,
incluye la educación y concientización de la gente. Existen diversos problemas, asociados
al hecho de que tanto vendedores, como consumidores, no toman en cuenta que los
productos cárnicos son productos perecederos y, como tal, su vida de anaquel es corta.
Ingenuamente, el problema se agrava cuando la gente busca comprar lo que consideran
que es lo más fresco y recurren a la compra de “Carne Caliente”.
En tiempos prehispánicos, ante la falta de métodos seguros de conservación de la carne,
ésta se consumía en tiempos muy próximos a la muerte de los animales, on lo cual se
prevenían infecciones gastrointestinales. Esto ya no es necesario puesto que existe la
refrigeración. Lamentablemente, hoy en día seguimos viendo a gente que para asegurar
la frescura de la carne en los mercados, busca la “carne caliente”, que es aquella
proveniente de animales que normalmente tienen menos de 20 horas de haber muerto y
que no fue sometida a un proceso de refrigerado.
La carne caliente no ha terminado su proceso de conversión de músculo a carne, por lo
que tiende a ser dura, con sabor a sangre y normalmente con cargas microbianas
excesivamente elevadas, lo que se empeora por las pobres condiciones higiénicas de los
establecimientos que la comercializan, y por el hecho de que mucha gente selecciona su
carne luego de tocarla con la mano y así verificar que la carne no está fría.
Hoy en día, la comercialización de carne caliente es una aberración que debería estar
prohibida por las autoridades sanitarias, como lo está en muchos países del mundo. Hoy
en día, se cuenta con excelentes técnicas de enfriado de la canal, que evitan el
crecimiento microbiano y por ende las enfermedades.
Se requiere un cambio cultural en la gente para que deje de ser común el que los cárnicos
no se refrigeren, o lo hagan a temperaturas inadecuadas; que se dejen de exponer
carnes y embutidos en mercados municipales o carnicerías fuera del refrigerador, donde
la gente los manosea; dejar de efectuar el corte mediante la rebanadora de uso múltiple
(posible contaminación cruzada), evitar que el carnicero sea también el cajero; además
todo se empeora cuando vemos que el consumidor maneja los productos cárnicos sin
refrigeración durante varias horas, lo congela y descongela, y lo consume varios días
después.
8

Figura 3. Carne de pollo vendida en condiciones desfavorables para preservar su
calidad y prolongar vida de anaquel. Pone en riesgo la salud de los consumidores.
Otro abuso típico al que se someten las carnes, es cuando se emplean como ingredientes
en lugares de comida rápida sin inspección (tortas y tacos de la esquina) que se venden
en la vía pública, ya que permanecen por horas a temperatura ambiente antes de su
consumo; sin dejar de lado, la gran cantidad de contaminación sólida que cae sobre su
superficie.
Estos abusos, y la falta de respeto a la carne y a la cadena de frío, derivados en parte de
la falta de conocimiento, de la inconsciencia, la irresponsabilidad, la falta de seguimiento
al sentido común y a la normatividad, son causa de innumerables pérdidas económicas
para el país, no solo por el desperdicio de carne deteriorada, sino por el ausentismo
laboral y estudiantil, los gastos asociados a infecciones, la resistencia microbiana a
antibióticos, etc.
Algunas recomendaciones típicas de vida útil de productos cárnicos (Rodríguez, 2003)
que se han producido con un buen nivel de higiene y una adecuada cadena de frío para
aplicar en casa son:
9

Mediante Refrigeración convencional (0 - 5 ºC):
Pescado fresco (limpio) y carne picada o molida: 2 a 3 días
Carne de pollo fresca: 2 días
Carne de cerdo fresca y empacada: 4 días, hasta 30 días si se
mantuvo en excelentes condiciones de higiene
Carne y pescado cocidos: 4-6 días
Carne cruda bien conservada y empacada: 4 a 25 días dependiendo
de la higiene y su origen.
Carne cruda, empacada al vacío: dos a seis semanas, dependiendo
de los procesos, la higiene y calidad.
Productos cárnicos procesados y empacados: dependiendo de su
fecha de caducidad.
Mediante congelación convencional (-18 ºC):
Carnes de vacuno: hasta 10 meses
Pollos, Cerdo, Cordero: hasta 6 meses
Carne molida: hasta 2 meses
Pescados magros: hasta 6 meses
Pescados grasos: hasta 3 meses o más (depende del pescado)
Mariscos: hasta 3 meses.
4. Las características iniciales de la carne, dictan la vida de anaquel
La calidad de la carne es un término complejo, muy ligado en algunos consumidores a la
cantidad de grasa presente en el corte; sin embargo, el término va más allá y comprende
aspectos nutricionales, sensoriales, tecnológicos y sanitarios, entre otros; siendo el foco
central, las características organolépticas de aroma, color, sabor, jugosidad, suavidad que
son los de mayor influencia en la experiencia por parte de los consumidores (Lawrie,
1981; Mitsumoto et al., 1998, Brondum, 2000; Hui et al., 2006). No existe un valor
absoluto, sino que es la suma de atributos que se conocen cuando el producto se
consume.
10

La calidad de la carne, es el resultado de una miríada de factores, los cuales ejercen su
efecto desde el momento en que empieza la crianza del animal, con la selección de los
individuos con las mejores cualidades, lo que dependerá del propósito específico de su
producción, ya sea ganado para carne, leche, etc. (cuadro 1); del uso de dietas nutritivas
y adecuadas al tipo de animal, lo que permite mejorar los rendimientos, e influye
importantemente en la calidad nutrimental del producto a obtener; la salud animal y trato
humanitario durante la estadía en granja y posteriormente, cuando los animales son
transportados y faenados en el rastro. Durante todo el proceso hay que cuidar el bienestar
del animal, ya que alteraciones por estrés, demeritarán la calidad obtenida durante la
crianza. El proceso de matanza y faenado del animal, es un punto de alto riesgo, donde
todo lo antes logrado, puede perderse en cuestión de minutos (Mitsumoto et al., 1998,
Cheah et al., 1995, Hertog-Meischke et al., 1997, Faustman et al., 1998, García et al.,
2005).
Cuadro 1. Diferentes clasificaciones de carne, según su origen, contenido de grasa
y color.
Categorías Origen
Por origen
Carne Vacuna Res, ternera, novillo, vaca, buey,
búfalo, etc.
Carne Ovina/Caprina Cordero, borrego, cabrito, chivo,
cabra.
Carne Porcina Lechón, cerdo, marrana, verraco.
Carne de Ave
Pollo de engorda, Gallina, pato,
faisán, pavo, ganso, codorniz, perdiz,
paloma.
Otras Carnes
Venado, conejo, cuyo, caballo,
avestruz
Según el color
Rojas Res, cerdo, ternera, buey, caballo y
ovino.
Blancas Conejo y Carne de ave (excepto
avestruz).
Negras Animales de caza, Avestruz
11

La matanza, se debe realizar sin estrés ni sufrimiento por parte del animal, por lo que
antes de morir, los animales son insensibilizados, de modo que no perciban las sucesos a
su alrededor. Si los animales sufren, se desencadenan alteraciones en el metabolismo
post-mortem del músculo, lo que se traduce en defectos fisicoquímicos en la carne,
particularmente, por la disminución rápida del pH, lo que se traduce en mermas por
escurrimiento de agua y carne pálida, en su mayoría en cerdos (Karakaya et al., 2005,
Lawrie, 1981; Hui et al., 2006).
Dependiendo de la especie animal, la sangre representa entre el 6 y 8% de su peso vivo.
Por lo que luego de la muerte, es necesario un adecuado y completo desangrado, ya que
la presencia de sangre en la carne, da mal aspecto y reduce la vida de anaquel, pues
representa un medio muy favorable para el crecimiento de microorganismos (McMeekin et
al., 1997, Mitsumoto et al., 1998).
Después de haber desangrado al animal, siguen los procesos de remoción de la piel y
eviscerado. La presencia de contaminantes, principalmente bacterias patógenas ocurre al
poner en contacto la canal con la cara externa de la piel o con el contenido intestinal. Hay
que tener especial cuidado durante el retiro de vísceras, para que estas no se rompan o
se desborden, a fin de evitar una diseminación del contenido sobre la canal, debido a que
éste tiene gran cantidad de microorganismos que alteran rápidamente la calidad de la
carne.
De haberse realizado los procesos de faenado en un ambiente de adecuada higiene, se
tiene una canal con una carga microbiana moderada. De lo contrario, para reducir riesgos
sanitarios, se recurre a herramientas de sanitización y lavado, lo que ayuda a reducir al
mínimo la contaminación microbiana adquirida en esta etapa. Esto incluye desde el uso
de agua clorada, el uso de ácidos orgánicos (láctico, acético, propiónico) y algunos
inorgánicos (HCl), hasta procesos muy complicados de enfriado ultra-rápido, e incluso de
pasteurización de canales.
Finalmente, las canales deben ser enfriadas rápidamente, dependiendo del rastro esta
práctica es muy variable. Las velocidades con que cae la temperatura, varían mucho entre
especies y objetivos de comercialización y van desde minutos para llegar a temperaturas
cercanas a 0 grados en pollos, hasta más de dos días en otras especies. La velocidad de
caída en la temperatura es relevante para reducir la actividad metabólica aún existente en
los músculos y en la flora microbiana presente (Lawrie, 1981).
12

El no tener un adecuado enfriamiento de la canal puede propiciar defectos en la carne,
incrementando por ejemplo la frecuencia de carne PSE en cerdos.
Una vez obtenidas las canales con adecuada temperatura de refrigeración e higiene,
estas son enviadas a establecimientos de despiece (obrador o tablajería) o directamente a
carnicerías, si lo antes descrito ha sido cuidado, se puede decir que la canal obtenida
tiene excelente calidad, por lo tanto las posibilidades de tener una larga vida de anaquel
son mayores. Durante el transporte de la canal, es importante cuidar que la cadena de frío
se siga manteniendo, ya que las variaciones en temperatura pueden modificar los
parámetros fisicoquímicos y microbiológicos de la carne, y por ende acortar la vida de
anaquel.
Es muy difícil producir un producto de alta calidad, pero es muy fácil deteriorar la calidad
de la carne y su vida útil si no se tienen en todo momento los cuidados adecuados, que
incluyen el evitar la contaminación microbiológica, física, química, abusos de temperatura
y exposición a factores ambientales deteriorantes (luz solar, etc.).
Por otro lado, en la industria existen diversos protocolos para recibir la materia prima
(carne) que se va a utilizar (Lawrie, 1981). La materia prima con adecuada calificación de
calidad y adecuado procesamiento, tendrá una larga vida en anaquel; entre las
características a considerar claves en la adecuada aceptación de materia prima cárnica
se encuentran:
el color (primer indicio de calidad y frescura del producto),
el grado de maduración (se encuentra relacionado con la estabilidad de las
fibras musculares y la interacción de olores de la carne) y
la capacidad de retención de agua (es un indicativo de lo sucedido desde
transportación del animal, pasando por la matanza y enfriamiento, relacionado
con la estabilidad de las fibras musculares y con la velocidad y amplitud de la
caída del pH de la carne después del sacrificio).
la carga microbiana inicial (la cual estará relacionada con todo el proceso de
sacrificio y faenado, lavado de canales y mantenimiento de la cadena de frío).
13

Una de las mejores prácticas para poder controlar la vida de anaquel, consiste en realizar
análisis microbiológicos a la materia prima (las canales o cortes primarios), que parte de
la premisa de que una baja carga microbiana inicial, es la clave para una larga vida de
anaquel.
4.1. Defectos de calidad en la carne
Como se mencionó en la sección anterior, el proceso de sacrificio y disminución de la
temperatura en la canal, es determinante para generar o no defectos en la carne.
Además, para elaborar productos cárnicos de calidad u ofrecer un corte de carne fresca
de calidad, debe utilizarse materia prima en las mejores condiciones, que sea útil y no
sufra alteraciones durante los diferentes procesos que se va a someter. Un indicador de
calidad al momento de elegir la carne es el grado de suavidad (terneza). La terneza de la
carne está relacionada con factores genéticos, nutricionales, de manejo, de maduración,
entre otros (Aberle, 2002; Berge et al., 2003, García et al., 2005, Karakaya et al., 2005,
Texeira et al., 2005). Es relevante además, la velocidad y magnitud de cambio del pH de
la carne durante las primeras 6 horas post-mortem, ya que esto afectará la capacidad de
retención de agua de la carne y por consiguiente la suavidad y el color. Una caída muy
leve del pH, con mínima producción de ácido láctico en la fibra muscular después de la
muerte, provoca la condición DFD; por otro lado una caída excesivamente rápida del pH
(más ácido) provocará la condición PSE.
Carnes DFD (del inglés: dark=oscura, firm=firme, dry=seca)
Son carnes que presentan un pH superior a 6.1 y retienen mucha agua, por lo tanto son
extremadamente susceptibles al desarrollo microbiano; son carnes de color oscuro,
textura firme y una apariencia seca debido a su elevada retención de agua. Un pH mayor
a 6.2 puede dar origen a problemas tecnológicos, siendo un problema típico en la
obtención de carne vacuna. Se asocia a estrés crónico en el animal, como los dietados
excesivos que acaban con las reservas musculares de glucógeno y por ende no hay
capacidad de producción de ácido láctico, es muy común en bovinos (Lawrie, 1981; Hui et
al., 2006).
14
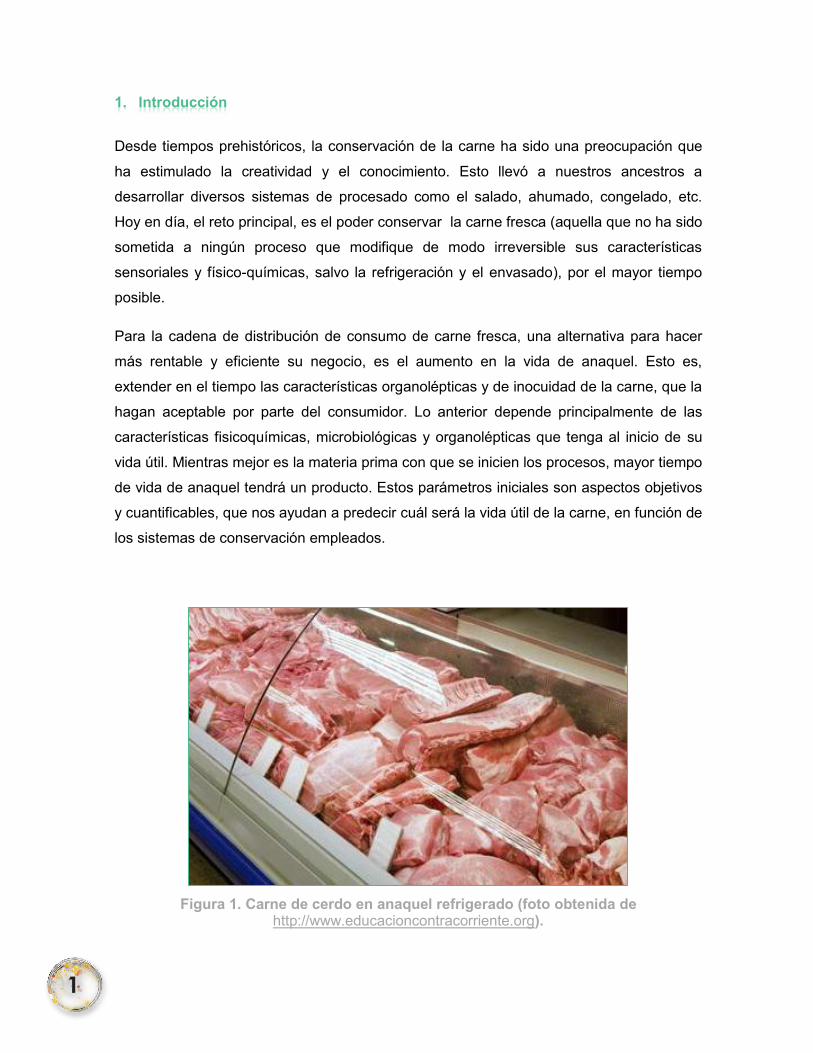
Figura 4. Carne DFD (arriba) vs carne normal (abajo).
Carnes PSE (del inglés pale=pálida, soft=suave, exudative=exudativa)
En este caso, ya sea por factores genéticos, por exceso de estrés y maltrato a los cerdos, las reservas de glucógeno muscular se transforman aceleradamente en ácido láctico, provocando un descenso rápido del pH, lo cual se agrava cuando persisten temperaturas elevadas después de la muerte de los animales (arriba de 30 ºC). Este ambiente ácido, acerca a las proteínas miofibrilares a su punto isoeléctrico por lo que se tiene una menor capacidad de retención de agua. Este es un problema que se observa sobre todo en aves y cerdos (Lawrie, 1981; Christensen, 2003; Hui et al., 2006).
Figura 5. Carne PSE (izq.) vs carne normal (der.).
15

Además de los defectos DFD y PSE, las carnes pueden tener otras alteraciones (Aberle,
2002), que impidan su uso por ejemplo:
1.- Olor y sabor, causado por determinados tipo de dieta: La carne de cerdos
alimentados con gran cantidad de harina de pescado o residuos de lino, huele y
sabe frecuentemente a pescado, o bien a rancio. Es frecuente que estas
alteraciones solo se distingan después de hervir la carne. En los casos más
extremos, el olor es claramente desagradable, y el tejido graso exhibe color gris o
amarillo y una textura blanda. Dietas altas en aceites de mala calidad o en exceso,
darán problemas de color de grasa y de grasa muy líquida.
2.- Olor y sabor a medicinas, desinfectantes y similares: Algunas substancias
pueden transmitir su olor y sabor a la carne. Entre otras, se encuentran
especialmente el alcanfor, el petróleo, el éter, el pinol, etc. La carne de los animales
sacrificados también toma diversos olores y los conserva por mucho tiempo, las
alteraciones del olor y sabor pueden ser muy acentuadas. A diferencia de los
anteriores, los químicos para reducir la carga microbiana (ácidos láctico, propiónico,
acético) tienen un efecto bacteriostático, la mayoría de estos olores desaparece
rápidamente por ser compuestos muy volátiles (Beales, 2004; Bradley et al., 2011).
3.- Olor sexual, es aquel derivado de sustancias que naturalmente produce un
animal para atraer a las hembras, o marcar territorio (feromonas como el escatol y la
androstenona), las producen normalmente los machos sin castrar de cerdos,
borregos, cabras, etc. En general su concentración aumenta con la edad. En cerdos,
los machos se castran quirúrgicamente en edades tempranas (3 días de nacidos) o
inmunológicamente 8 semanas antes de llegar a su peso de mercado, ya que de no
hacerlo, la carne tendrá olor a orines y sudor.
4.- Contaminación de la carne: Al realizar la matanza de los animales existen
múltiples factores que pueden contaminar la carne. La falta de cuidado e higiene por
parte de los operadores es un punto relevante, ya que por descuido puede ocurrir
contaminación con contenido gastrointestinal o con líquido biliar; igual ocurre si el
animal tuviera abscesos (lesiones crónicas), si no se trabaja con cuidado, puede
haber contaminación de la carne y desarrollo de olores desagradables.
16

En los rastros está estrictamente prohibido el proceso de animales que no llegaron
vivos a la matanza, ya que no se podrían inspeccionar, además la carne estaría
llena de sangre, y si el eviscerado de los animales no se lleva a cabo
inmediatamente después de su muerte, ingresan en la carne microorganismos
deteriorantes (de la putrefacción) procedentes del canal intestinal y se produce la
coloración verde grisácea del intestino y de las paredes abdominales, a veces con
reblandecimiento del hígado y riñones (Aberle, 2002).
4.2. La grasa en la carne
Sensorial y nutricionalmente, la grasa juega un papel relevante en la calidad de los
productos cárnicos (Figura 6). Es un componente muy dinámico, que puede variar en su
composición en función de la especie animal y del alimento que reciba; además, se puede
alterar mediante reacciones de oxidación, lo que repercute en las propiedades
nutricionales y sensoriales (Aberle, 2002; Hui et al., 2006, Lawrie, 1981).
La grasa puede tener diversos perfiles de ácidos grasos, los cuales influyen en la nutrición
y salud de los consumidores. Según diferentes fuentes de información nutricional a lo
largo del mundo, los humanos deben de consumir diariamente entre un 30 y 34% de sus
calorías, a partir de grasas y aceites y el resto a partir de proteínas y carbohidratos. Al
formar una parte importante de nuestra nutrición, debemos de tener en cuenta el perfil de
ácidos grasos que conforman nuestros alimentos y la relación que guardan entre ellos,
por ejemplo, ¿Qué porcentaje de ácidos grasos saturados, insaturados o poliinsaturados
las componen? y ¿Qué relación se tiene entre los diferentes aceites que la componen?,
además, de la relación entre omega 3 y omega 6, la cual es relevante para entender la
patología de algunas enfermedades cardiovasculares, o inmunológicas. Lo ideal es
mantener una relación omega 6:3 de 2:1; consumir grasas con alto contenido de ácido
graso oleico y limitar el consumo de grasas saturadas (Palmquist, 2009).
En la actualidad se busca que los animales depositen grasas benéficas para la salud,
pero que esta grasa no pierda o disminuya sus propiedades funcionales de
procesamiento. La conservación de la grasa es importante, ya que su oxidación resulta en
una disminución de sus cualidades nutricionales y de la vida de anaquel del producto
(Buege y Aust, 1978).
17

Figura 6. Un adecuado almacenamiento, reducirá el riesgo de las reacciones de oxidación de la grasa en cortes con elevado contenido de grasa intramuscular.
4.2.1. La rancidez en la carne (Oxidación de lípidos)
La oxidación de los compuestos lipídicos de un alimento, es una de las reacciones que
modifica en forma más importante la calidad de la carne, ya que aún teniendo cuidado de
no contaminar el alimento con microorganismos, este fenómeno ocurre por reacciones
químicas en muchos de los casos de forma espontánea. El proceso de oxidación, es lo
que da la característica de rancidez, la cual puede ser positiva o negativa, puesto que
ayuda a hacer más fuertes los sabores y olores, mejorando o empeorando un alimento
(Buege y Aust, 1978; Faustman, 1990; Lawrie, 1981).
La rancidez es iniciada por radicales libres del oxígeno o por el ataque del oxígeno
molecular a radicales libres pre-formados en los ácidos grasos poliinsaturados (PUFA’s de
sus siglas en Inglés) que constituyen a las grasas y aceites (Figura 7). Los ácidos grasos
más susceptibles a reacciones de oxidación son los PUFA’s, los cuales se asocian
principalmente a lípidos de las membranas, las cuales envuelven a las células o a los
organelos como las mitocondrias (Morrissey et al., 1998, Renerre et al., 1996). Estas
reacciones de oxidación dependerán de factores intrínsecos y extrínsecos a la carne.
18

Los factores intrínsecos incluyen principalmente los sistemas de alimentación a los que
fueron sometidos los animales en vida, lo cual tiene un efecto en el tipo de grasa (perfil
lipídico y grado de rancidez), así como la presencia y concentración de antioxidantes
como son principalmente el nivel de vitamina E, C, de carotenoides; así como de
minerales antioxidantes como el selenio o pro oxidantes como el cobre y el hierro (Chea
et al., 1995, Zerby et al., 1999, O’Grady et al., 1998, Mitsumoto et al., 1998, Liu et al.,
1996, Hertog-Meischke et al., 1997).
Los factores extrínsecos se asocian con los sistemas de protección en la carme (sistemas
de empaque y antioxidantes exógenos o añadidos), presencia de fuentes y tipo de luz, así
como el manejo de temperaturas de conservación (Gobantes et al., 2001, Gruen, 2008).
La oxidación de la fracción lipídica en el músculo depende de la cantidad e interacción
con iniciadores de la cadena de oxidación (Figura 7), como son: el Oxígeno reactivo (O•) y
metales de transición (Fe2+ y Cu2+). Dentro de la cadena de oxidación, la reducción del
Oxígeno por un electrón rinde diversos compuestos: un radical anión superóxido (O2-),
peróxido de Hidrógeno (H2O2) y un radical Hidroxilo (OH-), los cuales participan en la
cadena de oxidación de la grasa y de pigmentos musculares (como la hemoglobina y
mioglobina). El radical superóxido puede ser producto de varias reacciones tales como la
oxidación de la oximioglobina hasta metamioglobina. En condiciones ácidas, el radical
superóxido puede ser protonado a un radical peroxil (HOO•) que es el agente oxidante
más potente, siendo capaz de penetrar la bicapa de membrana lipídica con mayor
facilidad que otros agentes pro-oxidantes (Lawrie, 1981; Mancini y Hunt, 2005; Hui et al.,
2006, Coma, 2006; Buege y Aust, 1978).
Una manera de determinar la oxidación es por medio de la cuantificación de compuestos
resultantes de la oxidación de lípidos (óxidos, aldehídos y cetonas), esta prueba es
conocida como índice de TBARS (thiobarbituric acid reactive substances; sustancias
reactivas al ácido tiobarbitúrico) y sus resultados se expresan como miligramos de
Malonaldehído/Kg de carne.
19

Figura 7. Cadena de reacciones de oxidación de lípidos.
4.3. El color en la carne
El color que percibimos en la carne es el resultado de una fuente de luz que puede variar
en color (blanca, roja, luz de día, etc.), que interactúa con pigmentos que tienen la
capacidad de absorber fracciones de luz, de modo que lo que se refleja es el color que
nosotros percibimos mediante la retina (Mancini y Hunt, 2005), que es un detector que
comunica los estímulos al cerebro quien percibe e interpreta lo que la muestra refleja (la
luz que no fue absorbida por la muestra). El color y la apariencia de la carne se
encuentran dentro de los principales atributos de calidad que influyen en la decisión de
compra del consumidor. De hecho para los consumidores mexicanos, es el principal
referente al momento de seleccionar un corte de carne. Estos juicios son muy variados
entre consumidores, se basan en ideas preconcebidas y experiencias personales, que
resultan en que consideremos una carne como segura, fresca, jugosa o inadecuada para
su consumo.
Intuitivamente, el consumidor es capaz de percibir los cambios en el color, los cuales
pueden estar asociados a alteraciones químicas a nivel superficial, a la composición
química del alimento, a la creación de nuevos compuestos en la superficie, al desarrollo
microbiano, o simplemente a modificaciones en el contenido de agua (poca o alta
capacidad de retención de agua; o deshidratación de la carne por congelamiento).
20

Sea la que fuese la causa, el color de la carne es tan relevante para el consumidor, que si
no cumple los estándares preconcebidos, la compra no se lleva a cabo. Esto justifica los
esfuerzos que se llevan a cabo para tratar de preservar por el mayor tiempo posible las
características del color de la carne fresca.
El principal pigmento de la carne, es la mioglobina, la cual cambia de color en función de
su estado de oxidación. Así, el color de la carne no es fijo y se puede modificar por la
interconversión de las tres diferentes formas de la molécula de mioglobina (Figura 8 y 10).
Al realizar un corte transversal a las fibras musculares, la mioglobina interactúa
principalmente con los gases de la atmósfera, ya sea oxígeno, monóxido o dióxido de
carbono (Silliker et al., 1997), lo que puede resultar en diferentes porciones de las
diferentes especies de mioglobina (Mancini y Hunt, 2005):
Figura 8. Diferentes formas y reacciones de la mioglobina en la carne (Adaptado de
Mancini y Hunt, 2005).
21
Rx 1 (Oxigenación): Dmb + O OMbRx 2a (Oxidación): OMb + [consumo de oxígeno o baja presión parcial O ] - e MMbRx 2b (Oxidación): [ DMb - ion hidroxil - ion hidrógeno complejo ] + O MMb + ORx 3 (Reducción): MMb + consumo de oxígeno + reducción de metamioglobina DmbRx 4 (CarboxiMb): DMb + monóxido de carbono COMb
2
2
2
2
2b
4Sin O2
13
2a
Muybajo O2
ATM O2

Cuando la carne es fresca o recién cortada la proporción de Deoximioglobina
(DMb Fe2+) es alta y esto confiere a la carne (i.e., de res) un color rojo púrpura,
debido a que la mioglobina se encuentra en estado reducido, ya que no hay
oxígeno fijado a la molécula.
Después de condiciones aerobias, el Oxígeno (O2) se une a la molécula de DMb
para producir Oximioglobina (OMb Fe2+) y generar un color rojo cereza brillante.
Esta reacción ocurre en los primeros 3-5 milímetros de la superficie de la carne,
que son los que están en contacto con el oxígeno.
Después de una exposición prolongada al medio ambiente, la OMb se oxida a su
forma de metamioglobina (MMb Fe3+) generando un color café-rojizo que es poco
deseable.
Es interesante que la carne puede responder en ciclos finitos de cambio del estado de la
mioglobina, lo que provoca que una carne se vea de uno u otro color, por ejemplo de rojo
brillante a morado y luego a rojo brillante, según los cambios que se tengan en la
presencia de gases, haciendo énfasis en que cambios asociados a otro factor como
desarrollo microbiano no serán reversibles los cambios en color. Una forma más de la
DMb es la Carboximioglobina (COMb Fe2+), que se genera en presencia de monóxido de
carbono y resulta en una coloración roja, semejante a la OMb (Cornforth y Hunt, 2008;
Mancini y Hunt, 2005). Esta práctica no es adecuada, debido a que es una reacción
irreversible y podría enmascarar la descomposición y en la mayoría de la Unión Europea y
E.U.A., está prohibido el consumo de alimentos tratados con este gas (Figura 9).
Como se mencionó anteriormente, los microorganismos también pueden propiciar cambio
en el color, generando principalmente pigmentaciones verdosas, la molécula producida se
llama Sulfomioglobina (SMb), característica de la presencia de desarrollo microbiano, por
la reacción del SH2 producido por los microorganismos y el oxígeno atmosférico, la SMb
se puede llegar a oxidar hasta Metasulfomioglobina (MSMb) que dará un color rojo.
La interpretación del color, se hace en función de tres características esenciales que son
el tono o nombre del color (amarillo, azul, rojo, verde); la saturación (croma) que nos
indica la intensidad del color; y la luminosidad que indica la claridad que tiene el color
(AMSA, 1991). Esto pude ser descrito de manera objetiva, mediante el uso de equipos
especiales que estudian los componentes del color, estos se dividen en colorímetros y
espectrofotómetros.
22

Los colorímetros evalúan la luz mediante el uso de filtros de tres o cuatro colores,
mientras que los espectrofotómetros proyectan un haz de luz monocromática sobre la
muestra y miden la cantidad de luz que es absorbida en diferentes longitudes de onda,
permitiendo incluso generar curvas espectrales.
Figura 9. Coloración de carne de res generada por el uso de monóxido de carbono
(izq.) con respecto a no usarlo (der.) foto obtenida de:
http://elnuevodespertar.wordpress.com.
Una vez realizadas las mediciones, los resultados se pueden expresar numéricamente
(Liu et al., 1996, Mancini y Hunt, 2005; Wulf et al., 1997 y 1999). Para esto, existen
numerosas escalas o sistemas, siendo el más común el CIE-L*a*b*. Donde L* es la
luminosidad, a* es una escala que va del rojo (a*+) al verde (a*-) y el parámetro b* de
amarillo (b*+) a azul (b*-). Con estos valores se calcula además el valor del ángulo de Hue
(tono o ángulo de viraje) y la saturación del color (croma). Los cuales se definen por las
siguientes expresiones matemáticas:
23

Figura 10. Diferentes coloraciones en pierna de cerdo asociadas a las diversas
formas de la mioglobina.
En la actualidad, dependiendo del país o región, existen diversas escalas de color, donde
las escalas de color pueden tener diferentes puntuaciones y patrones de color. Por ello,
se ha buscado relacionar el color con alguna otra propiedad fisicoquímica o de textura.
Algunos investigadores, en su afán por encontrar ecuaciones que incluyan variables
sencillas de determinar, han llegado a usar los valores de color para estimar el pH
(Ecuación 1) en el músculo de canales bovinas (Wulf et al., 1999) y fuerza al corte
(Ecuación 2) en el Longissimus tenderness en la misma especie (Wulf et al., 1997). Estas
ecuaciones son de gran ayuda para estimar rápidamente en campo; si bien, existen
ecuaciones con otras variables diferentes a los parámetros de color, que pueden
incrementar el coeficiente de determinación.
24

En el espectro de reflectancia de cualquier cuerpo colorido, hay regiones (longitudes de
onda) donde hay una mayor respuesta de acuerdo a los colores del objeto. Las diferentes
moléculas de mioglobina ejercen señales máximas a diferentes longitudes. La siguiente
figura explica las absorciones de luz según la molécula mayoritaria. La estimación de las
cantidades de las tres moléculas de oximioglobina, ayuda a hacer inferencias del estado
de oxidación de la carne a nivel superficial (Mancini y Hunt, 2005). Por ello, varios grupos
de investigación han evaluado el suministro de compuestos en dietas, principalmente
vitaminas, para mejorar la estabilidad del color, principalmente retrasando la aparición de
las formas de oximioglobina en la carne almacenada (Zerby et al., 1999, O’Grady et al.,
1998, Mitsumoto et al., 1998, Liu et al., 1996). En general, las siguientes relaciones se
pueden utilizar para estimar la proporción de pigmentos en función de la absorción de
energía en diferentes longitudes de onda (Mancini y Hunt, 2005; AMSA, 1991).
Para estudiar más a fondo estos conceptos y la metodología específica para la evaluación
del color, se refiere al lector a la publicación del folleto técnico “Manual de Análisis de
Calidad en Muestras de Carne” por el Dr. Diego Braña Varela y colaboradores (2011)
publicado por el INIFAP dentro del Macro proyecto “Indicadores de Calidad en la Cadena
de Producción de Carne Fresca en México”, o a la guía de evaluación de color de la carne
publicada por AMSA (Hunt et al., 1991).
5. Relevancia de la nutrición animal en la vida de anaquel de la carne
Debido a las tendencias del consumo por alimentos más sanos y buscando reducir
pérdidas tanto por oxidación como por la falta de estabilidad en color de la carne, tanto
nutriólogos como tecnólogos en alimentos, se han dado a la tarea de buscar alternativas
que ayuden a disminuir estas pérdidas.
25

Esto ha resultado en modificaciones en los procesos de obtención de la carne, las cuales
incluyen factores intrínsecos a la carne (raza, edad a la matanza, alimentación de los
animales, etc.), así como aquellos asociados a procesos industriales, siendo los más
relevantes los procesos de matanza y despiece por el riesgo asociado a la contaminación
de la carne. Posteriormente, los esfuerzos se enfocan a mantener una baja carga
microbiana, así como condiciones ambientales que reduzcan el riesgo de oxidación.
La forma en que se alimentan los animales influye directamente en el contenido de
antioxidantes presentes en la carne, por ejemplo, la alimentación de rumiantes basada en
pastos y no en grano, resulta en un incremento sustancial de tocoferoles, carotenos e
incluso de vitamina C. Pero es principalmente el contenido de vitamina E (α-tocoferol) en
la grasa y la carne, el que tiene la mayor actividad antioxidante lo que permite prolongar la
vida de anaquel en la carne (Zerby et al., 1999). La suplementación de vitamina E, no solo
mejora la consistencia del color de la carne, en parte porque aumenta la estabilidad
oxidativa de la mioglobina, sino que además a nivel de membrana celular evita la
oxidación de las lipoproteínas, logrando aumentar su estabilidad, lo que resulta en
menores escurrimientos y mermas de peso (Cheah et al., 1995, Faustman et al., 1998,
Hertog-Meischke et al., 1997). En ganado bovino, la suplementación con α-tocoferol
impacta importantemente en el color y la textura, mientras que en cerdos el impacto solo
es relevante en la estabilidad del color (Liu et al., 1996, Cheah et al., 1995).
Otro compuesto con capacidad antioxidante, es la vitamina C, el cual puede ser producido
en el intestino de los animales, a diferencia de los tocoferoles, esta es una vitamina
hidrosoluble, que si bien es capaz de actividad antioxidante en la interface de la
membrana, es relevante su actividad contra la oxidación de las proteínas con porciones
lipídicas a nivel intracelular (Morrissey et al., 1998).
Otro tipo de suplementos nutricionales comúnmente utilizados por su acción antioxidante
son algunos metales, como el Mg2+, Mn2+ y Se+, que se incluyen en las premezclas
minerales directamente en la dieta o mediante el uso de bloques de sales minerales para
el ganado, que además de ser parte estructural como cofactores de enzimas
antioxidantes funcionan como activadores de enzimas calcio-dependientes para mejorar
propiedades de textura. En estos compuestos, es relevante reconocer la fuente del
mineral, su biodisponibilidad e impacto en el ambiente (Morrissey et al., 1998, Renerre et
al., 1996, Gruen, 2008).
26

Definitivamente, los compuestos que actualmente están teniendo más auge en el área de
investigación, son los llamados extractos naturistas, muchos de ellos derivados de
plantas, árboles e incluso forrajes, los cuales tienen gran cantidad de compuestos
polifenólicos con actividad antioxidante, entre ellos se encuentran los ácidos fenólicos,
taninos, proantocianidinas, cianidinas, etc., pero algunos de ellos tienen la desventaja de
reducir la digestibilidad de los nutrientes de la dieta y por ende su uso es limitado.
Quedan también los derivados de aceites esenciales de plantas como el romero, salvia,
orégano, etc., los cuales se ha encontrado que pudieran tener una actividad más
relevante al ser aplicados directamente en la carne en vez de en el alimento de los
animales (Gruen, 2008).
En la siguiente sección, se discuten formas diferentes de preservar la carne. En adición a
los esfuerzos realizados durante la producción animal, existen desarrollos tecnológicos
que permitirán prolongar la vida de anaquel de la carne, desde otras vías, la más
fehaciente es la tecnología de empaques que incrementa considerablemente la vida de
anaquel, a continuación se hará una breve revisión de estas metodologías.
6. Alternativas de empaque en la preservación de la carne
En la actualidad existen diversas formas de empacar la carne o productos cárnicos. Esto
es el resultado de una constante evolución, que busca mejorar su función principal:
“contener y preservar”. Diversos grupos de investigación en colaboración con la industria
de empaques, se han dado a la tarea de resolver los problemas de productores y
procesadores de carne. En esta búsqueda de mejores y más nuevas tecnologías, al igual
que sucedió con el uso de la refrigeración y el congelado, la industria de la carne fue de
las primeras en aplicar las tecnologías de envasado con atmósferas modificadas (EAM)
para incrementar la duración de sus productos (Davies, 1995; Sivertsvik et al., 2002,
Brody, 2001 y 2003).
El empaque al vacío, es una forma de modificar la atmósfera con la que está en contacto
la carne, en este caso, limitando su contacto con el aire (Luño et al., 1998). Es una
tecnología ya tradicional, que se aplica comúnmente en piezas de gran tamaño, como son
los cortes primarios, secundarios, o los cuartos completos de las canales, donde por lo
regular se completa su etapa de maduración (para mejorar suavidad, aroma y sabor).
27

Bajo las condiciones de anaerobiosis del empacado al vacío, se inhibe la proliferación de
la gran mayoría de microorganismos patógenos y deteriorantes aerobios, así como la
oxidación lipídica, además de facilitar el almacenamiento y transporte de la carne (Labuza
y Taoukis, 1992). Después de que las piezas han llegado a su destino, estás se
proporcionan y se envasan en atmósfera modificadas (Coma, 2006).
La elección de una tecnología de envasado u otra viene condicionada por la apariencia y
tamaño que se desee presentar al consumidor, el valor del producto, el tipo de carne y las
condiciones bioquímicas; por ejemplo, cuando el pH final de la carne es bajo, el riesgo de
desarrollo microbiano es menor; entonces, puede optarse por el vacío convencional o el
vacío mediante termoformado conocido como "segunda piel". En cambio, en carnes con
pH’s más altos se recomienda el uso de EAM que contengan dióxido de carbono por su
acción antimicrobiana, ya que la carne con pH alto es un medio favorable del desarrollo
bacteriano y por ende, al desarrollo de malos olores en el empaque al vacío (Bell y
Labuza, 1994; Brody, 2003; Faustman et al., 1998, García y Gago, 2006).
La composición de la atmósfera protectora destinada al envasado de carne fresca, tiene
un efecto directo sobre el color. Las carnes rojas mantienen este color si existe una alta
proporción de oxígeno en el contenedor. En caso contrario, adquieren tonalidades pardas
y grisáceas, que no son calificativos propios de descomposición (Faustman et al., 1998).
Esta alteración del color no se considera importante cuando se trata de piezas grandes
puesto que estas presentaciones no se destinan para venta al menudeo. Una vez que la
carne se corta y es expuesta al oxígeno, normalmente recuperará su color natural, gracias
a la interacción entre la mioglobina y los gases presentes. Si la carne se ha conservado
adecuadamente, y los pigmentos no se han comenzado a degradar, la mioglobina deberá
reaccionar haciendo que se recupere el color característico con la exposición al oxígeno
una vez abierto el empaque (Cornforth y Hunt, 2008; Coma, 2006).
La idea de los EAM, es que el contenido del espacio libre entre el producto y el empaque,
se modifique por la sustracción y adición de gases diferentes al atmosférico. El “recambio
con gas”, consiste en inyectar un gas al interior del envase para reemplazar el aire
existente, cuando la mayor parte del aire ha sido desplazado, se cierra el envase.
Normalmente se busca una concentración de oxígeno residual entre el 2 al 5% del
volumen total, las máquinas más usadas para esta técnica son las termoformadoras. Hay
que tener en consideración que si la concentración de CO2 es alta, la carne fresca puede
exudar considerablemente y el exceso de agua contribuirá al desarrollo microbiano.
28

Para evitar que el líquido se encuentre libre, se colocan películas absorbentes en el fondo
de las bandejas o se aplica una segunda membrana protectora (García y Gago, 2006,
Gobantes et al., 2001, Marth, 1998; Silliker et al., 1997).
Las principales modificaciones en el color de la carne, se logran mediante el cambio en la
concentración de diferentes gases (Oxígeno, CO2, CO, Nitrógeno, etc.), dependiendo del
producto, del tipo y forma de empacado será el tiempo de prevalencia del color. La carne
se debe envasar con materiales de baja permeabilidad al oxígeno y a la humedad, esto
con el fin de evitar las reacciones de oxidación por contacto grasa-oxígeno y de
deshidratación por intercambio de materia con el aire de refrigeración (Rodríguez, 2003).
Cuadro 2. Composición de las atmósferas modificadas recomendadas para
distintos productos cárnicos.
Producto Composición de la AM
(%)
Temperatura de
almacenamiento (ºC)
Vida útil
Carne fresca 65-80 O2 / 20-35 CO2 /
Resto N2
0-4 6-8 días
Embutidos
frescos
5-30 O2 / 20-30 CO2 /
Resto N2
0-4 Hasta 4 semanas
Embutidos
cocidos
20-40 CO2 / Resto N2 0-4 4-6 semanas
Embutidos
curados
0-20 CO2 / Resto N2 10-15 Varios meses
Carne de ave 20-70 O2 / 30-50 CO2 /
Resto N2
0-4 Hasta 2 semanas
Existen múltiples combinaciones de gases, pero en lo general para generar un color
adecuado, posiblemente la fórmula que ha tenido más impacto es la combinación (80%
O2: 20% CO2), donde el oxígeno sirve para favorecer la presencia de OMb y el bióxido de
carbono para inhibir el crecimiento bacteriano (Sørheim et al., 2004). En este tipo de
empaque, la cantidad de aire o gases presentes es mínimo, así que aunque, el oxígeno
promueve la coloración de la mioglobina, y de que también podría incrementar la
oxidación de los ácidos grasos poliinsaturados y fosfolípidos; deteriorando el color y
sabor, la cantidad que normalmente se añade, es tan pequeña, que rápidamente se
comienza a difundir entre la carne (Rodríguez, 2003; Sørheim et al., 2001).
29

6.1. Ambientes con atmósferas controladas
El almacenamiento en atmósfera controlada, se basa en el almacenamiento en espacios
herméticos y refrigerados (HR 90-95%), por ejemplo en cámaras de conservación o de
refrigeración, donde se crea una atmósfera diferente que es continuamente controlada y
regulada para que se mantenga constante (presión y composición), retrasando así los
procesos de pérdida de calidad. Los efectos benéficos del gas perduran por corto tiempo,
perdiéndose al cambiar la atmósfera en que está la carne (Silliker et al., 1997, Luño et al.,
1998). La composición gaseosa óptima depende de la carne, sin embargo, las
características generales de cada gas se deben tener presentes para formular la
composición idónea de uso (Cuadro 3).
Cuadro 3. Características de los gases usados en la preservación de la carne.
Gas Nitrógeno Oxígeno Dióxido de Carbono
Propiedades
Físicas
Incoloro, inodoro e
insípido
Incoloro, inodoro e
insípido
Incoloro, inodoro y
ligero sabor ácido
Ventajas
Insoluble en agua y
grasas, evita
oxidaciones, inhibe
anaerobios, evita
colapso del envase
Detiene el
metabolismo en
frutas y vegetales,
mantiene el color en
carne fresca,
favoreciendo la
OMbinhibe
anaerobios
Bacteriostático,
fungiestático, mayor
acción a bajas
temperaturas,
debido a la
formación de
H2CO3 (ácido
orgánico). Inhibe
enzimas
descarboxilantes y
carboxilantes.
Desventajas Oxida grasas
(enranciamiento)
Soluble en agua y
grasas, difusión
rápida a través del
empaque.
30

6.2. Empacado en atmosferas modificadas
El envasado en atmósfera modificada consiste en la extracción del aire contenido en el
envase y la inyección del gas o combinación de gases según los requerimientos del
producto (CO2, O2 y N2). El aumento de la vida útil de los alimentos mediante EAM es
debido a la inhibición de fenómenos microbiológicos, químicos y enzimáticos relacionados
con la concentración de oxígeno (Brody, 2003; Coma, 2006; Davies, 1995; Cornforth y
Hunt, 2008).
Si se envasan alimentos con una actividad metabólica alta, como la carne fresca, es
preciso utilizar materiales de permeabilidad selectiva; en caso contrario, su vida útil se
reducirá considerablemente.
La estructura de los materiales de permeabilidad selectiva está compuesta de diversos
polímeros que permiten el intercambio de gases entre el espacio libre del envase y la
atmósfera exterior (Eilert, 2005). El desarrollo de películas flexibles impermeables al
oxígeno y otros avances tecnológicos facilitaron el envasado de alimentos destinados a la
venta al menudeo y, actualmente, una gran variedad de productos frescos y procesados
se comercializan en EAM (Coma, 2006).
Figura 11. Incremento de la vida de anaquel por atmósferas modificadas, por efecto bacteriostático. La fase Lag tiene un mayor periodo de tiempo en aparecer cuando
se protege mediante EAM, dependiendo del tipo de respiración del microorganismo.
31

Un gas de particular uso en EAM, es el monóxido de carbono (CO) que en algunos
alimentos como la carne fresca modifica el color, pero tiene limitaciones prácticas
(toxicidad y mezclas potencialmente explosivas con el aire) y legales, por lo que se usa
poco, particularmente por que hace que la carne mantenga su color, aún en estado de
descomposición (Cornforth y Hunt, 2008; Sørheim et al., 2001 y 2004).
Para que las tecnologías sean aplicadas correctamente, se necesita contar con el material
de empaque adecuado, no es común usar empaques para un mismo propósito. La función
principal del envase, es preservar el ambiente gaseoso creado en su interior y formar una
barrera con el medio ambiente (Luño et al., 1998). Los materiales seleccionados para su
fabricación deben presentar determinadas propiedades de barrera al paso de los gases y
la humedad. Además, es deseable que reúnan otras características desde el punto de
vista técnico, comercial, legal y medioambiental.
Los envases más empleados en el EAM se fabrican con materiales poliméricos y se
dividen en dos categorías: flexibles y rígidos, los primeros son bolsas con diferentes
propiedades mecánicas y de permeabilidad a gases y los segundos emplean bandeja y
bolsa protectora, (Labuza et al; 1992, Silliker et al., 1997, Sørheim et al., 2001 y 2004).
Es difícil que un único material polimérico posea todas las características deseables. Por
este motivo, la mayoría de las películas se fabrican con laminados de dos a cinco tipos de
polímeros o resinas (Labuza et al., 1992, Gobantes et al., 2001, Suppakul et al., 2003).
Las ventajas de este envasado son:
Incremento significativo de la vida útil
Menores pérdidas de peso por evaporación
Eliminación del goteo y de los olores desagradables
32

Figura 12. Envase flexible con atmósfera modificada (arriba), tomada de:
http://www.dupontevents.com/, y envase rígido con atmósfera modificada (abajo)
tomada de http://www.envapack.com.
6.3. Envasado al Vacío “segunda piel”
Desde que surgió el envasado al vacío convencional, los centros de investigación han
buscado nuevas alternativas, preservando el fundamento de esta técnica, llegando al
desarrollo de lo denominado “segunda piel” o VSP (vacuum skin packaging en inglés). En
esta técnica, el material de envasado (bolsa o recubrimiento) se calienta antes de situarse
sobre el alimento, similar a los termoformados (Gobantes et al., 2001, García y Gago,
2005). Por efecto del calor la bolsa se retrae, adaptándose al contorno del producto,
previniendo la formación de burbujas de aire y arrugas. Al ser un sistema derivado del
envasado al vacío convencional; muchas de las ventajas descritas para él son aplicables
al VSP (inhibición de microorganismos aerobios, inhibición de reacciones de oxidación,
pérdida de humedad, retención de volátiles, etc.).
33

Además, el empleo del VSP ofrece beneficios adicionales al sistema de envasado al vacío
convencional como son:
- Proporciona una apariencia mucho más atractiva al producto. El material de
envasado se ajusta al contorno del alimento, incluso cuando éste es irregular, sin
formar arrugas ni burbujas de aire y sin alterar la coloración en los productos.
- Evita los problemas de exudado (García y Gago, 2005).
En cortes primarios de res, se ha encontrado que incrementa hasta el doble el tiempo de
almacenamiento de la carne y que el usar diversos filtros de luz en el empaque propicia la
conservación del color de la carne (Brody, 2003). Para la conservación de pequeñas aves
o piezas de aves grandes, mantiene la frescura (color, jugosidad y sabor) por más de 1.9
veces con respecto al vació convencional. En filetes de pescado fresco conservados en
refrigeración se ha visto que el VSP incrementa el tiempo de vida al doble con respecto al
vacío convencional y 2.5 veces comparado con el envasado permeable al oxígeno
(Gobantes et al., 2001, García y Gago, 2006). El principal inconveniente del VSP frente al
envasado al vacío convencional es su mayor costo (Eilert, 2005; Coma, 2006).
Estudios, en productos cárnicos de baja Aw, (Aw = actividad de agua, definida como la
cantidad de agua que está libre y disponible para reacciones químicas) la preservación a
temperatura ambiente se incrementa al doble mediante el uso de VSP, ya que el tiempo
funcional del empaque es mayor con respecto al vacío común (Gobantes et al., 2001).
Figura 13. Envasado al vacío “segunda piel” de pechuga de pavo ahumada.
34
6.4. Envases activos e inteligentes
La industria y consumidores exigen que el envase cumpla totalmente las funciones de
proteger al alimento en su integridad, calidad y frescura, así como que estén libres de
cualquier riesgo para el usuario (Rokka et al., 2004). Con el fin de otorgar esta seguridad
y coadyuvar a elevar su desempeño, se han innovado y desarrollado los envases activos
e inteligentes (Labuza et al., 1992, Restrepo y Montoya, 2010, Suppakul et al., 2003):
Envase activo (EA), Aquellos donde se cambian las condiciones del envase o del medio
con el fin de extender la vida de anaquel, incrementar la seguridad sanitaria y mantener
las propiedades sensoriales, mientras conserva la calidad del alimento, en este tipo de
empaques, el envase libera compuestos o condiciones al alimento para preservarlo.
Pueden existir empaques con liberadores de gases, antioxidantes y antimicrobianos
(Suppakul et al., 2003).
Envase inteligente (EI), se encarga de monitorear las condiciones en las que se
encuentra el alimento envasado con el fin de proveer información al consumidor acerca
de su calidad durante las etapas de almacenamiento, transporte y exhibición para venta;
funcionan mediante etiquetas indicadoras del estado del alimento y empaque (Suppakul et
al., 2003).
En la selección de EA están involucradas varias características del alimento, que pueden
jugar un importante papel en la evaluación de la vida de anaquel (Suppakul et al., 2003,
Coma, 2006; Malcata, 1990), tales como: procesos fisiológicos (i.e., maduración),
procesos químicos (i.e., oxidación), procesos físicos (i.e., deshidratación), aspectos
microbiológicos (i.e., descomposición por microorganismos) e infestación (i.e., por
insectos). Los sistemas se pueden clasificar como “absorbedores” que remueven los
compuestos indeseables (i.e., oxígeno, exceso de agua, etileno, dióxido de carbono, etc.)
y “liberadores” que adicionan compuestos al alimento envasado (dióxido de carbono,
antioxidantes, antimicrobianos, etc.).
35

Por otro lado, si bien existen muchos tipos de EI, sólo unos pocos se encuentran en el
mercado. Entre ellos tenemos (Brody, 2001 y 2003; Coma, 2006, Restrepo y Montoya,
2010):
1) Indicadores tiempo-temperatura, que muestran una dependencia tiempo-temperatura
medible, a través de un cambio irreversible en el dispositivo asociado a un cambio de
calidad del producto, son etiquetas internas del envase que monitorean el factor
temperatura con el tiempo.
2) Indicadores de fuga (Leak-indicators-LI), aportan información sobre la composición del
espacio libre del sistema producto-empaque y de la integridad del envase, indicando la
pérdida de presión o la absorción de oxígeno, usan azul de metileno como indicador.
3) Indicadores de grado de frescura, basados en la detección de compuestos volátiles
producidos durante la alteración de alimentos (dióxido de carbono, aminas, amoniaco y
sulfuro de hidrógeno).
4) Indicadores de desarrollo bacteriano, los cuales se activan por el consumo de algún
nutriente, o si la población de microorganismos rebasa los niveles permitidos.
Existen otros sistemas indicadores como son los de color, de golpes y de autenticidad.
Recientemente, se han diseñado envases inteligentes que incorporan en las películas
infinidad de moléculas que al estar en presencia de agentes deteriorantes en el producto,
generan una señal visual que alerta al consumidor (Gobantes et al., 2001 y García y
Gago, 2006).
6.5. Recubrimientos y películas comestibles
Una vertiente de los EA, son los recubrimientos comestibles o películas biodegradables,
estos se utilizan en gran diversidad de productos alimenticios, tales como frutas,
hortalizas, carnes, pescados, productos de panificación, productos lácteos, etc., con el fin
de preservar sus características nutricionales y sensoriales y prolongar su vida útil. Las
patentes de películas biodegradables surgieron en el año 1950. Los EA podrían tener
actividad antioxidante y ser clasificados en 2 grupos: 1) los que contienen un agente
antioxidante que migra hacia la superficie del alimento, y 2) los que actúan sólo en la
superficie del alimento sin que el agente migre (Suppakul et al., 2003).
36
La aplicación de recubrimientos y películas a los alimentos, ofrecen las siguientes
ventajas: reducen la pérdida de humedad, previenen la formación de exudado, pueden
retardar la oxidación de lípidos y reducen la absorción de compuestos volátiles que
deterioran el sabor.
La funcionalidad y desempeño de las películas biodegradables, dependen de las
propiedades de barrera y mecánicas (solubilidad, permeabilidad, flexibilidad,
transparencia, porcentaje de elongación, etc.) derivadas de la composición de la matriz
polimérica, del proceso de formación y del método de aplicación; por lo que es posible
aplicarlas para aumentar la integridad del alimento, la apariencia y para prevenir las
reacciones de rancidez (Rojas-Graü et al., 2006).
Las proteínas y polisacáridos son los más utilizados para la elaboración de películas para
la industria cárnica. Ambas pueden ser razonablemente efectivas como barreras a gases
(O2 y CO2), pero su permeabilidad al vapor de agua es relativamente elevada. Los
recubrimientos son parecidos a las películas biodegradables que se adhieren a la
superficie del alimento creando una microatmósfera en torno a él, por lo normal, pobre en
oxígeno. La forma de aplicación de los empaques o recubrimientos comestibles puede ser
variable, los alimentos pueden cubrirse ya sea con las películas o bien, ser sumergidos en
emulsiones para generar el recubrimiento. Mientras que los primeros se aplican con
mayor facilidad, las emulsiones generan una cobertura con mejores propiedades de
barrera frente a la humedad.
Las propiedades de barrera de los recubrimientos comestibles dependen de los
compuestos empleados en su fabricación. Los más frecuentes son polisacáridos, lípidos y
proteínas o combinaciones de ellos. En general, ofrecen protección frente a los gases y la
humedad, evitan la pérdida de aromas y la deshidratación de los productos y, en muchos
casos, mejoran su textura y apariencia (Krochta y Miller, 1997; Krochta y De Mulder-
Johnson, 1997).
Los recubrimientos basados en polisacáridos se obtienen de celulosas modificadas,
pectinas, derivados del almidón, carragenatos, quitosano, etc. Estas delgadas capas
permiten el intercambio gaseoso con el medio exterior, por lo que son adecuadas para
productos metabólicamente activos o que requieran pequeñas condiciones de
oxigenación; sin embargo, tienen como principal desventaja, la elevada permeabilidad al
vapor de agua.
37

Una alternativa para disminuir la permeabilidad, es la elaboración de películas lipídicas a
partir de aceites vegetales, diglicéridos, triglicéridos y ceras. Es imprescindible utilizar una
matriz que sirva de soporte para estas moléculas puesto que por sí solas originan
estructuras demasiado frágiles. Para estas matrices se usan celulosas modificadas
(hidroxipropilmetilcelulosa, etilcelulosa, metilcelulosa), quitosano y proteínas del suero de
leche (Krochta y Miller, 1997).
Las películas de naturaleza proteica se fabrican con caseína, albúmina de huevo,
proteínas de soya, zeína, gluten de trigo, colágeno y gelatina, principalmente (Krochta y
De Mulder-Johnson, 1997). Comparadas con las de celulosa, la capacidad de los
recubrimientos de proteínas para proteger el producto del vapor de agua es inferior;
además, se debe considerar el efecto del agente de entrecruzamiento y plastificantes
(glicerol, polietilenglicol) que podrían incrementar la resistencia mecánica de estos
materiales.
Otra ventaja de estos empaques, es que se pueden añadir otras sustancias de interés, ya
sea para aumentar la vida de anaquel, o las características del cárnico. Se pueden añadir
compuestos antimicrobianos, antioxidantes y saborizantes que contribuyen a mantener la
calidad e incrementar su vida útil, mediante la liberación gradual durante el tiempo y la
afinidad empaque-alimento.
Cabe señalar, que los recubrimientos comestibles pueden favorecer el desarrollo de
patógenos anaerobios y las reacciones fermentativas, debido a que existe una cantidad
de oxígeno muy limitada entre la cobertura y la superficie del alimento, dependiendo del
tipo de matriz usada (Suppakul et al., 2003).
El crecimiento de microbios anaerobios, se evita con la elección del material de
recubrimiento más adecuado y la introducción de agentes antimicrobianos que inhiban el
crecimiento microbiano. Por ejemplo, en el caso de productos cárnicos emulsionados
(salchichas), donde debido al gran contenido de grasa y a su rápido deterioro, es
necesario tener un control extra; se han realizado estudios buscando inhibir reacciones de
oxidación y de desarrollo antimicrobiano, mediante la incorporación de bacteriocinas o
antioxidantes a la matriz (Samelis et al., 2000).
38
En otros estudios, con pequeñas piezas de carne en diferentes especies, se ha
encontrado la disminución de la carga bacteriana de L. monocytogenes, Salmonella spp.,
y Brochotrix thermosphacta, a través de recubrimientos de aislado de proteína de suero
de leche, zeína o almidones modificados con la incorporación de bacteriocinas, inhibiendo
también la aparición de concentraciones elevadas de metabolitos secundarios de
patógenos y deteriorantes, alargando considerablemente la vida en anaquel del producto
(Baranyi et al., 1995, Bradley et al., 2011, Gibson et al., 1988, Houtsma et al., 1996,
Moore y Sheldon, 2003 a y b; Rokka et al., 2004, Rozum y Maurer, 1997; Russell et al.,
1996).
Figura 14. Película comestible, elaborada a partir de polímeros naturales
(Almidones).
6.6. Puntos a considerar para evaluar la eficiencia de empaques
Debido a que los sistemas de empaque están diseñados de diversas formas, ya sea, para
liberar ingredientes activos en los alimentos con el fin de aumentar su vida útil o para
mejorar su calidad, para monitorear la calidad o para crear un ambiente adecuado; es
absolutamente necesario revisar los aspectos básicos del fundamento principal del
empaque y verificar la capacidad que tiene de extender la vida de anaquel y eficiencia del
sistema de envasado, y en particular:
39
1.- Determinar el posible riesgo sanitario del sistema en caso de fallar. Por lo regular, este
punto consiste en determinar los límites permisibles de presencia/ausencia de
microorganismos, así como, ¿cuál es la carga microbiana considerada como un riesgo
para la salud del consumidor? Se realiza mediante el monitoreo de la flora previamente
cuantificada durante el tiempo y diversos tipos de almacenamiento, mediante técnicas
comunes de microbiología experimental, probando diferentes proporciones de inóculo.
2.- Determinar la estabilidad del empaque. Se basa en la exposición del material de
empaque a diversas condiciones adversas, para determinar la estabilidad asociada a su
estructura, además de hacer pruebas mecánicas y de permeabilidad para garantizar la
función principal del empaque, que es contener y preservar.
3.- Determinar el efecto de los compuestos activos en la flora microbiana del producto.
Consiste en probar el efecto bactericida o bacteriostáticos de los compuestos a ser
incorporados en el empaque, mediante estudios in vitro y posteriormente in situ de la
exposición a contaminaciones mixtas o preseleccionadas sobre el producto, variando las
condiciones de almacenamiento, generando tiempos de adecuada función que permitan
inhibir el desarrollo microbiano, sin demeritar las cualidades del producto.
4.- Determinar la adecuada interacción empaque-tiempo-alimento. Tiene como finalidad,
medir los parámetros de calidad del producto durante el tiempo, bajo las condiciones de
empaque seleccionadas, es el primer paso que empieza a aportar datos propios de la vida
de anaquel del producto.
5.- Correlacionar deterioro microbiano con percepción sensorial y química. Actualmente,
el tener solo información instrumental sesga la generación de conclusiones del buen
funcionamiento de un empaque, pero, quien dicta el veredicto final del producto es el
consumidor, por ello, es necesario evaluar el efecto empaque sobre la percepción
sensorial de consumidores y relacionarla con los parámetros químicos analizados
mediante técnicas de laboratorio. Estudios previos, han indicado que la población
Mexicana, tiene indiferencia en la percepción de calidad de carne de cerdo almacenada
hasta por siete días con respecto a carne fresca, mediante paneles de jueces
debidamente entrenados, se puede llegar a percibir estas diferencias que un consumidor
no notaría.
40

6.- Determinar las propiedades de difusividad de compuestos protectores del empaque,
en función de la matriz de soporte. Es la evaluación de los fenómenos de difusividad que
están relacionados con la naturaleza del alimento y del empaque, ya que diferentes
polaridades difícilmente tendrán una adecuada difusividad, y se encuentran ligados con
los equilibrios fisicoquímicos entre pH, humedad y temperatura.
7.- Evaluar globalmente todos los factores relacionados con la capacidad de extender la
vida de anaquel del sistema a probar. Consiste en generar y recabar datos
microbiológicos, fisicoquímicos, de estabilidad y aceptación por consumidores a fin de
generar un veredicto global del empaque evaluado, posiblemente el llegar a este punto se
requiera de mucho tiempo de inversión, pero será menor comparado con la
implementación de otro empaque para su producto.
(García y Gago, 2006, Gobantes et al., 2003, Shimoni et al., 2001; Shimoni y Labuza,
2005)
Figura 15. Uso de etiquetas en los envases para monitorear la frescura en carne
(Empaques Inteligentes), foto obtenida de
http://www.revistapym.com.co/destacados/empaques-como-estrategias-mercadeo-5-
ejemplos-empaques-creativos.
41

7. ¿Cómo predecir la vida de anaquel de la carne?
En la práctica comercial y de desarrollo de nuevos productos, se han establecido cinco
principales formas de determinar la vida de anaquel de un producto: valores encontrados
en la literatura (biblioteca de datos), devolución o rechazos (durante la distribución),
pruebas de distribución en condiciones extremas, reportes al departamento de quejas-
calidad y pruebas de vida en anaquel (aceleradas).
Diversos autores, tienen como base estos puntos, y otros más concuerdan en que el
primer punto es identificar los parámetros que indique que el producto llegó al fin de la
vida de anaquel. Estos incluyen propiedades estructurales y mecánicas de los alimentos,
propiedades extrínsecas tales como empaque, temperatura, atmósfera gaseosa, etc., y
características intrínsecas como el pH, Aw, HR, disponibilidad de nutrientes, desarrollo
microbiano, potencial redox, color, apariencia y factores relativos al proceso de
elaboración, mantenimiento y manipulación final (Arinder y Borch, 1999; Baranyi y
Roberts, 1994; Beales, 2004; Brody, 2003; Buchanan, 1993; Bradley et al., 2011, Gibson
et al., 1987 y 1988). Una vez que los parámetros son obtenidos, es importante establecer
los límites, niveles o concentraciones que generen productos inaceptables; para así
establecer una calificación final sobre la exactitud de la predicción (Houtsma et al., 1996,
Karakaya et al., 2005, Moore y Sheldon, 2003b).
7.1. Biblioteca de Datos
Las industrias de alimentos, durante el desarrollo de nuevos productos, llevan un control
estricto de sus pruebas; sin embargo, los datos generados con ciertas especificaciones,
no pueden ser aplicados a productos desarrollados en condiciones completamente
diferentes, lo que puede llegar a ser un grave problema. Aunque la empresa solo
produzca salchichas, no puede pensar que todas serán iguales; sin embargo, la adecuada
clasificación de datos, puede ayudar a estimar la vida útil de un nuevo producto basado
en las referencias almacenadas. El problema de esta metodología es que generalmente,
los datos son muy limitados y la mayoría son de alimentos específicos y producidos en
condiciones diversas. Por supuesto, dentro de una compañía el departamento de
desarrollo puede usar sus propios datos para la predicción de la vida de anaquel de un
nuevo producto, dando buenas estimaciones sin realizar pruebas.
42

Esta herramienta, normalmente es la primera que se utiliza para sondear los posibles
resultados durante el diseño del empaque y estimación de la vida en anaquel de un
producto (García y Gago, 2006, Labuza et al., 1992, Shimoni y Labuza, 2005, Gutiérrez,
2011).
7.2. Durante la distribución
En cualquier industria con adecuada logística y sistemas de gestión de calidad, se pueden
usar las bases de datos referentes a los tiempos y temperaturas registrados durante la
distribución de sus productos fuera de la fábrica, para aplicarlos a un nuevo producto.
Esto no requiere de ninguna comprobación, si se está generando un nuevo producto,
ayudaría a determinar el tiempo durante la distribución.
Se basa en obtener datos reales del tiempo de almacenamiento y de estabilidad del
producto en el hogar del consumidor, mediante encuestas telefónicas o personales y así
hacer un modelado del tiempo de vida del producto bajo condiciones de abuso y obtener
una mejor estimación. Si no existe ningún producto similar, este método no puede usarse;
en este caso, también pueden ser los datos comparables con datos de la literatura o de
informes internos de la industria (Almonacid-Merino y Torres, 1993; Berge et al., 2003,
Gutiérrez, 2011).
7.3. Pruebas de distribución en condiciones extremas
Cuando ya se ha avanzado o se tienen indicios de la vida de anaquel de un producto, o
bien si este ya se encuentra en el mercado, se puede usar un método de prueba de
distribución en condiciones extremas.
Esta forma de estimación se basa, en que el producto debe ser adquirido del
supermercado y almacenado en el laboratorio bajo las mismas condiciones de uso que en
el hogar (es necesario, hacer un sondeo de las condiciones de almacenamiento en el
hogar, así como monitorear la variabilidad de temperaturas de los refrigeradores en casa),
donde se harán las determinaciones pertinentes de calidad.
43

Cabe señalar, que es de gran cuidado considerar el tiempo que lleva el producto fuera de
la planta de proceso, previo a la compra en el supermercado. Por ello, existe muy poco
reportado en la literatura, aunque este método ha sido usado por diversos grupos de
investigación o industrias. Cuando se requiere establecer las cualidades de un nuevo
producto, esto se realiza comparando los ya existentes con el prototipo a fin de mejorar
las características y aportar un producto de calidad Almonacid-Merino y Torres, 1993;
Fernández y Peck, 1997).
7.4. Departamento Quejas-Calidad
En el departamento de quejas, devoluciones y control de calidad, se genera mucha
información acerca de los productos comercializados, lo cual puede ser una fuente
interesante de información, que no requiere de mucha inversión. Los datos recabados se
usan como base para determinar si está ocurriendo algún problema de conservación del
alimento, además de saber si la variación fue aislada, de lote o bien de formulación. La
información es alimentada en una base de datos, donde se incluyen todos los por
menores acerca del reclamo y la calidad del producto, con la posibilidad de recoger el
producto y hacer un análisis fisicoquímico-microbiológico del problema (Rodríguez, 2003).
De esta información, se puede obtener una idea del abuso de temperatura, de posibles
defectos en el producto, del modo y la causa del deterioro. Normalmente, se tiene
registrado que por cada visita hay otros 50-60 casos que han encontrado modificaciones
en el alimento y que no reportan lo sucedido.
La industria infiere que los clientes insatisfechos representan una proyección de tres años
en el volumen de venta perdido; a partir de este número se puede determinar el costo de
los ingredientes, proceso y empaques o si los cambios de la distribución serían
económicamente factibles para mejorar la vida útil. Este acercamiento global puede
usarse junto con cualquiera de los tres métodos descritos anteriormente (Gutiérrez, 2011).
7.5. Vida en Anaquel
Se utiliza para este procedimiento técnicas probabilísticas, suponiendo que los tiempos de
vida de los productos, se comportan de acuerdo a una distribución normal.
44
Se deben de estimar los parámetros de dicha distribución (media y desviación estándar),
con los cuales se puede inferir estadísticamente sobre el tiempo de vida. Para poder
estudiar adecuadamente la vida en anaquel, se deberá hacer una búsqueda exhaustiva
sobre el alimento en otra fuente de datos, con el fin de definir las posibles alteraciones
que puedan acontecer durante el almacenamiento y la forma adecuada de determinar
estas variaciones. Sin embargo, bajo condiciones normales, las pruebas tienden a ser
muy largas, por ello se busca reducir el tiempo de prueba, mediante equipos que permiten
controlar y reducir el tiempo equivalente en el anaquel, aunque por el costo, algunas de
estas metodologías son poco factibles, por lo que se puede recurrir al uso de pruebas
aceleradas (Labuza y Fu, 1993; Labuza et al., 1992, Luño et al., 1998).
7.6. Pruebas Aceleradas
Estos estudios se realizan sometiendo al alimento a condiciones de almacenamiento que
aceleran las reacciones de deterioro, estas condiciones pueden ser de temperatura,
presiones parciales de oxígeno, o contenidos de humedad altos. Este tipo de técnicas,
llegan a ser costosas debido al equipo. Si bien existen equipos muy austeros, los hay muy
sofisticados, en ambos existen diversas sensibilidades a mantener las condiciones de
almacenamiento. El seguimiento del deterioro del alimento a las temperaturas
seleccionadas, se realiza determinando parámetros fisicoquímicos, microbiológicos o
sensoriales correspondientes a cada caso, que permitan explicar los cambios durante el
almacén (Li y Torres, 1993).
El uso y procesado de los datos generará una adecuada estimación de la vida de
anaquel; para esto, lo más adecuado son los modelos matemáticos que describen el
efecto de la condición seleccionada, para luego estimar la durabilidad en las condiciones
normales de almacenamiento.
La idea de éste tipo de pruebas aceleradas, es almacenar el producto empacado bajo
alguna condición desfavorable, y analizar periódicamente la carne, hasta que llegue al
final de su vida en anaquel y así estimar la vida útil del producto bajo verdaderas
condiciones de distribución (Kennedy et al., 2004).
45

Figura 16. Comparación de los colores en carne de res molida cocida de acuerdo al
estado de oxidación de la mioglobina en la carne cruda, foto tomada de
http://www.beefresearch.org (arriba) y efecto del tiempo sobre las características de
carne molida de res empacada en película permeable al oxígeno (abajo).
Este método no tiene problemas técnicos, pero debe tenerse cuidado al interpretar los
resultados obtenidos y su extrapolación a otras condiciones. Por ejemplo, cuando se
prueba el sistema producto-empaque, el empaque también controla la vida útil; pero si se
escoge un nuevo empaque con propiedades diferentes, el modelaje anterior no puede ser
usado, por ello, todas las pruebas deberán ser bajo las mismas condiciones en que se
realizó el estudio. Si las condiciones de pruebas aceleradas son establecidas
previamente, y se usan los diseños apropiados, entonces se puede predecir la vida útil
para cualquier alimento. El diseño de una prueba acelerada requiere del uso de recursos
de otras ciencias y deberán ser aplicadas con mucha cautela (García y Gago, 2006;
Marth, 1998).
46

Figura 17. Modificación de la apariencia de carne de res empacada al vacío bajo dos
diferentes condiciones de temperatura.
Para predecir la vida de anaquel de un producto cárnico o carne fresca, es necesario
considerar algunos puntos para hacer más eficiente el modelo obtenido (Restrepo y
Montoya, 2010):
1.- Identificar y/o seleccionar la variable que afecte en mayor medida la calidad del
producto. La variable puede ser la rancidez, producción de aminas biogénicas, cambios
en el color, sabor o textura, inclusive la aparición de microorganismos en la superficie.
2.- Estandarizar las metodologías para determinar las variables previamente
seleccionadas, para ello se emplearán técnicas aceptadas por organismos reguladores o
bien, técnicas que tengan una adecuada comparación con respecto a estándares de
reacción.
3.- Analizar la cinética de la reacción asociada a la variable seleccionada, esta dependerá
en gran medida de factores extrínsecos. Hay que relacionar los límites de calidad
establecidos tanto por el consumidor como por la legislación alimentaria (NOM’s y
NMX’s).
47

4.- Someter a estrés el producto, bajo condiciones de almacenamiento controladas y
monitoreadas a cierto periodo de tiempo, para ser comparables con controles tanto
positivos como negativos de almacenamiento, en este punto la previa estandarización de
técnicas tiene gran peso, ya que se reducirá al mínimo el error asociado a proceso.
5.- Utilización de modelos matemáticos, pruebas in situ y pruebas aceleradas para
posteriormente predecir bajo condiciones menos severas. Al haber llenado las bases de
datos y haber corrido los estadísticos pertinentes, se generarán los modelos, una vez
obtenidas las condiciones adecuadas es conveniente aterrizarlas a condiciones reales
(Rodríguez, 2003).
En términos generales, la pérdida de calidad de los alimentos se representa mediante
diversas ecuaciones, la más común es la siguiente, que representa una diferencial (un
cambio) con respecto al tiempo:
En donde A es la variable de calidad en estudio, el tiempo, k es la constante
dependiente de la temperatura y la actividad del agua (Aw) y n es el orden de reacción,
que define si la tasa de cambio del alimento o variable A en el tiempo depende o no de la
cantidad de este atributo. Si la ecuación se refiere a pérdidas lleva un signo negativo, pero
si expresa la aparición de productos no deseados es positiva (Labuza y Roboth, 1982).
7.6.1. Prueba acelerada Q10
El principio de una prueba acelerada puede ser aplicado en la llamada prueba Q10 para
determinar la vida de anaquel de un producto. Q10 es un factor de aceleración o
proporcionalidad por el que se multiplica la constante de velocidad de una reacción (k),
cuando se incrementa en 10ºC la temperatura a la que se realiza la prueba. Permite
calcular la vida útil real a partir de datos obtenidos de forma acelerada (Labuza y Fu,
1993).
48

La tasa Q10 es qué tan rápido se llega a los límites críticos de las variables de respuesta
que califican la vida de anaquel cuando la temperatura de almacenamiento es
incrementada en comparación con las muestras control. Si la temperatura ideal de
almacenamiento de un producto es 2ºC, para calcular la vida de anaquel ahora
almacenado a 12ºC, se evalúa usando la siguiente ecuación:
Aplicando esto, supongamos que un procesador elabora una producto cárnico empacado
en película permeable al oxígeno, el cual pierde su color después de 60 días de
refrigeración (2ºC) y tiene una vida de anaquel establecida a 90 días (R1=1/90). El
producto ahora empacado al vacío podría ser almacenado a 12ºC y nuevamente evaluado
hasta que el producto pierda su color. Si esto sucede a los 60 días (R2=1/60), la tasa Q10
es de 1.9 (Q10=((1/60)/(1/90))(10/(12-2) = 1.9). Por lo tanto, si se elabora nuevamente el
mismo producto con los mismos ingredientes, posiblemente también pierda el color
después de 60 días de almacenamiento a 12ºC, pero si es empacada al vació, la vida de
anaquel puede ser estimada hasta 114 días a 2ºC, puesto que Q10 = 1.9*60 días = 114
días.
La prueba Q10 es un excelente método para determinar la vida de anaquel de un producto
alimenticio, sin embargo hay que tomar en consideración que si se aumenta la
temperatura esta puede conducir a un riesgo de inocuidad, por lo tanto, existe la
posibilidad de cambiar el tipo de empaque. Retomando, el color puede ser un factor
finalizador de la vida útil del producto a 2ºC, pero el crecimiento microbiano tendría mayor
peso al ser almacenada a 12ºC.
Es importante asegurarse que los niveles de los parámetros de estudio (color, oxidación,
microbiológicos) no cambien para un producto conforme aumenta la temperatura de
almacenamiento. En ese caso, sería posible hacer cambios más pequeños en la
temperatura de almacenamiento y conducir más estudios de vida de anaquel acelerada
(Labuza y Fu, 1993).
49

7.7. Clasificación de los modelos predictivos
Para poder analizar los datos de las pruebas aceleradas, se han desarrollado diversos
métodos para estimar la vida de anaquel. Estos modelos dan la mayor relevancia a la
microbiología, principalmente por sus implicaciones en inocuidad, y sus obvias
consecuencias sobre el consumidor y el producto (Whiting y Buchanan, 2001). Por
supuesto, no se pueden dejar de lado desde el punto comercial, otros parámetros que son
muy relevantes como la rancidez (variable pocas veces reportada), el color y la textura.
Tomando en consideración el aspecto microbiano, se describen a continuación algunas
herramientas estadísticas (McMeekin et al., 1993 y 1997; Ross, 1996).
7.7.1. La carne y la microbiología predictiva
La carne es un excelente medio de cultivo para toda clase de microorganismos, por ser
una matriz compleja, altamente nutritiva, biodisponible y con condiciones favorables de pH
muy cercanos a la neutralidad (5.5-6.5). Esto representa condiciones ideales para que,
muchas bacterias y hongos sean capaces de crecer; lamentablemente, esto incluye a
microorganismos patógenos y deteriorantes. Es por ello que desde el momento del
sacrificio, hasta la llegada del producto al consumidor final, deben mantenerse las
características organolépticas y de sanidad de la carne (Ratkowsky et al., 1982 McMeekin
et al., 1993, Moore y Sheldon, 2003b).
Antes de abordar las herramientas para estimar la vida de anaquel a través de los
microorganismos, es conveniente recordar como es el ciclo de crecimiento de una
población de microorganismos, el cual consta de cuatro fases: latencia (Lag en Inglés),
exponencial, estacionaria y muerte. Para que un producto sea preservado por largo
tiempo, desde el punto de vista microbiológico se puede actuar en dos diferentes formas,
eliminar la carga bacteriana o disminuir su velocidad de crecimiento que sea cercana a
cero en la fase de latencia.
La mayor cantidad de bacterias deteriorantes son mesófilas (pues crecen entre 15 - 37ºC).
Por esto, es importante enfriar rápidamente la canal de los animales recién faenados,
para reducir la temperatura del animal que está entre 38 – 42ºC a menos de 8ºC para
minimizar la velocidad de crecimiento.
50

El mal manejo de la temperatura, que principalmente implica fallas en la cadena de
refrigeración, favorece el crecimiento microbiano, y es la principal causa de origen de
enfermedades transmitidas por alimentos, debido a que se asocia con el crecimiento de
bacterias patógenas, las cuales alcanzan niveles que causan enfermedades o
intoxicaciones (Ratkowsky et al., 1982).
Uno de los factores más importantes en la vida de anaquel es la carga inicial de bacterias
en la carne. Dependiendo de qué tan grande sea la carga inicial, será la población final
que se alcance en una carne durante su vida útil. Las bacterias se reproducen
exponencialmente, por lo que una población inicial alta, resultará en menor tiempo para
alcanzar los niveles en que la carne se descomponga (Zwietering et al., 1990 y 1991).
La flora microbiana de la carne está conformada de bacterias Gram positivas (micrococos,
bacterias lácticas, Shewanella putrefaciens y Brochotrix thermosphacta) y Gram negativas
(Pseudomonas spp. y enterobacterias). Otros grupos presentes en menor medida son las
bacterias saprófitas Gram positivas (Kurthia y algunos estafilococos no toxigénicos). Los
microorganismos patógenos y toxinogénicos provienen por lo general del tracto
gastrointestinal de los animales faenados, de animales enfermos o de contaminación
cruzada debida a los operarios (Tirado et al., 2005).
El género Pseudomona, se caracteriza por producir metabolitos como amoniaco, aminas
biogénicas, SH2, etc., cuando la población llega a >107 ufc/g; la concentración de aminas
biogénicas llega a usarse como indicador de la calidad de los productos cárnicos y existe
técnicas por HPLC ya establecidas que permiten la determinación (Arinder y Borch, 1999;
Lebert et al., 2000).
Las BAL (bacterias acidolácticas), pertenecientes a la familia Micrococcaceae producen
ácido láctico (llegando a pH <5.3) y péptidos bioactivos llamados bacteriocinas, cuando la
población en el alimento llega a ≥109 ufc/g; se tiene la ventaja de que este grupo crece
más lentamente a bajas temperaturas y condiciones anaerobias, siendo un competidor
fuerte con la flora filogenéticamente semejante. La inhibición de cierto tipo de bacterias
aerobias Gram-negativas llega a aumentar la calidad de los productos, una alternativa es
la inoculación de BAL, obtenidas de productos semejantes, para que puedan desarrollarse
más rápidamente y se adapten al medio (Samelis et al., 2000, Tirado et al., 2005).
51
Las bacterias causantes de deterioro son en su mayoría psicrófilas (pueden crecer a
temperaturas entre 0 y 4°C) con una velocidad de crecimiento baja, la cual es
incrementada cuando se producen abusos de temperatura en algún punto de la cadena
de frío (Tirado et al., 2005).
El crecimiento comienza típicamente con el consumo de carbohidratos (glucosa) y
oxígeno superficial, los principales grupos bacterianos son Pseudomonas spp. y
Brochothrix thermosphacta. La fuente de carbohidratos es muy baja en la carne, y si la
población microbiana sobrepasa 8 Log, se favorecerá el consumo de compuestos
nitrogenados (aminoácidos), con el desarrollo de aromas rancios asociados a la oxidación
de ácidos grasos de cadena medianamente larga y la generación de metabolitos
secundarios como son las aminas biogénicas (Rokka et al., 2004, Baranyi et al., 1995)
Salmonella spp, S. aureus, L. monocytogenes, Y. enterocolitica, S. flexineri y E. coli
O157:H7 son microorganismos frecuentes en productos de origen animal refrigerados, la
mayoría pueden tener tolerancia a sales y crecer muy fácilmente; aunque los productos
cárnicos tiene sales en su composición, el efecto protector de estas no es suficiente para
inhibir el desarrollo de los microorganismos en la materia prima (Tirado et al., 2005,
Buchanan y Klawitter, 1992; Buchanan et al., 1993b y 1994).
Se ha determinado, que para que exista un cuadro de enfermedad (infección intestinal) en
un adulto, la carga mínima para Salmonella spp es de 10 células en 100 g de carne,
aunque a bajas temperaturas se vuelve un competidor débil. L. monocytogenes es
también un microorganismo con el que se debe tener sumo cuidado, ya que a partir de
100 células puede causar septicemia, meningitis y encefalitis, es una bacteria que tiene
un rápido crecimiento a bajas temperaturas y es relativamente tolerante a factores como
el NaCl y valores de pH reducidos. Sin embargo, la exposición a estrés de la bacteria la
vuelve tolerante a dichos factores y puede inducir resistencia aún a los antimicrobianos
empleados (Tirado et al., 2005, Buchanan y Klawitter, 1990). Y. enterocolitica es un
microorganismo común en aves y cerdos, suele crecer lentamente a bajas temperaturas y
se han asociado infecciones con el ser humano, aunque no se sabe exactamente la dosis
de acción. C. perfringens y B. cereus pueden sobrevivir aun después de tratamientos
térmicos, debido a que tienen la capacidad de formar esporas de resistencia que
permanecen latentes durante el tratamiento y se activan aún a bajas temperaturas (Smith-
Simpson y Schaffner, 2005, Amezquita et al., 2005).
52

Los investigadores de la microbiología predictiva (MP) se han enfocado a modelar el
efecto de la fluctuación de temperatura a la que se almacenan los alimentos, sobre las
primeras dos fases de desarrollo microbiano, bajo la premisa de que si la población
microbiana alcanza la fase estacionaria, el producto está deteriorado o presenta riesgos
para la salud del consumidor (Buchanan, 1993; Ross, 1996; McMeekin et al., 1993;
Baranyi y Roberts, 1995). Si se conoce el comportamiento de la flora bacteriana durante
una operación de procesado o en un producto cárnico, se podría estimar la supervivencia
y/o crecimiento de un microorganismo de interés.
Estas estimaciones, se basan en la relación matemática que existe entre la velocidad de
crecimiento microbiana y las condiciones ambientales (Baranyi y Roberts, 1995). Esto
significa que se puede estimar la calidad y seguridad alimentaria, si se conoce la carga
microbiana inicial y se monitorean las condiciones de almacenamiento (temperatura,
atmósfera gaseosa, etc.), o las propiedades intrínsecas del alimento (Aw, pH, fuerza
iónica, solubilidad y polaridad) y posteriormente, se aplica una base de modelos
predictivos.
El crecimiento, supervivencia e inactivación de los microorganismos en los alimentos son
respuestas reproducibles, es por ello que los modelos predictivos sirven para evaluar de
forma combinada el efecto de factores ambientales que puedan alterarlos. En la figura 18,
se observan curvas de desarrollo microbiano para Brochothrix thermosphacta, donde a
2ºC el desarrollo se inhibe, pero a medida que se incrementa la temperatura en el medio
de cultivo, la densidad óptica de microorganismos aumenta incrementando la velocidad de
desarrollo (Baranyi et al., 1995). Por lo tanto, la MP se convierte en una herramienta
económica y rápida para satisfacer este objetivo. En consecuencia, se puede utilizar el
modelo predictivo para establecer, si los posibles cambios durante el procesado afectarán
la estabilidad y vida de anaquel del producto.
La MP es una herramienta muy plástica, ya que además de modelar el efecto de la
temperatura sobre productos cárnicos en las etapas de distribución y comercialización,
también puede ser aplicada para predecir el crecimiento microbiano en la fase de
enfriamiento después de un tratamiento térmico.
Estudios con C. perfringens determinaron la cinética de inactivación con un modelo
después de haberse llevado a cabo el tratamiento térmico y encontrarse el producto
durante la fase de enfriamiento (Huang, 2003; Smith-Simpson y Schaffner, 2005).
53

Figura 18. Predicción y determinación experimental del crecimiento microbiano bajo
fluctuaciones de temperatura (Brochothrix thermosphacta, Simpson et al., 1989).
Los modelos usados en MP (cuadro 4), se sustentan en el uso de matemáticas
avanzadas, y son en general, de naturaleza empírica pero con bases bien estructuradas,
incluyen conceptos de crecimiento, disponibilidad de nutrientes, crecimiento en función de
la densidad poblacional y del tipo de poblaciones, antimicrobianos, etcétera (McMeekin et
al., 1993, Moore y Sheldon, 2003b). Sin embargo, para incorporar los factores externos,
tales como temperatura, pH, o HR, es común obtener curvas de crecimiento para
diferentes combinaciones de factores externos y luego realizar regresiones de los efectos
de estos factores sobre los parámetros del modelo.
Adicionalmente, se ha estimado la temperatura del alimento en su empaque en función de
la temperatura de almacenamiento, para predecir el efecto de la temperatura de
refrigeración sobre el crecimiento de los microorganismos. Estos requerirán la integración
de modelos numéricos de transferencia de calor en conjunto con modelos secundarios y
primarios, que se describirán más adelante (Amezquita et al., 2005).
54
Lo
g O
D (
600
nm
)
0.10
0.40
Constante 14°C
Constante 8 °C
Constante 2 °CNo hay crecimiento
0 50 100 150 200 250 300Tiempo (h)
0.02
Ciclos de 24 h a 2 °Cy 24 h a 14 °C
ExperimentalPredicción
95% intervalode confianza

Cuadro 4. Modelos más usados en la microbiología predictiva.
Modelo Características
Gompertz Curva sinusoidal asimétrica (fases latencia, exponencial y estacionaria). Existe una subestimación de la velocidad de crecimiento, requiere datos a lo largo de las fases; para ambientes con temperatura variable, sus parámetros deben ser trabajados con modelos secundarios.
Log logistic Modelo primario. Incorpora el termino 1-N/Nmax, la velocidad de crecimiento decrece hasta ~0, genera una curva convexa. Carece de estudio en fase de latencia. Agregar términos que permitan modelar la fase latencia propicia menor calidad en los resultados.
Ratkowsky Modelo secundario. Permite modelar la velocidad de crecimiento en función de la temperatura e incorporarla en un modelo primario. Sólo garantiza buena predicción en el rango de temperatura experimental. No hay consistencia en el crecimiento microbiano por variaciones en la temperatura.
Baranyi y
Roberts
Modelo primario. Introduce una variable asociada al consumo de un nutriente limitante. La fase de latencia se expresa mediante una función del estado fisiológico de las células, permite la modelación de las fases de latencia y exponencial en forma continua. Predice el crecimiento bajo fluctuaciones de temperatura.
Modelos
Polinominales
Modelos secundarios y primarios, que permiten la modelación de varios factores de crecimiento en forma simultánea y de forma más precisa, en general la curva es un ajuste de los datos por técnicas de regresión. Tiene naturaleza netamente empírica y falta de fundamentos mecanísticos.
Transferencia de calor
Predice el crecimiento microbiano en función de la temperatura del alimento, incluye la transferencia de calor en modelos predictivos primarios y secundarios.
55

Figura 19. Obtención de gráficos para microbiología predictiva, se observa
experimentalmente que a medida que la temperatura se incrementa en
microorganismos mesófilos, la velocidad de crecimiento aumenta.
7.7.2. Modelos ciné ticos y probabilísticos
Los estudios de vida útil se basan en la teoría cinética (Labuza y Riboth, 1982; Labuza y
Fu, 1993), por la cual la velocidad de decaimiento de una propiedad o atributo del
alimento se expresa:
Donde, V = velocidad de reacción, A = atributo de calidad que estamos midiendo, t =
tiempo de vida comercial transcurrido, k = constante de velocidad de reacción, A0 =
concentración inicial del atributo y n = orden de la reacción (Baranyi y Roberts, 1995;
Buchanan, 1993). La mayoría de las reacciones de deterioro estudiadas en los alimentos
se han caracterizado de orden aparente 0 ó 1, a continuación se muestran los ejemplos
correspondientes o los diferentes órdenes de reacción (Bell y Labuza, 1994):
• Orden cero: En este caso, la velocidad de la reacción no depende del valor de la
propiedad del alimento, por lo tanto, el atributo de calidad varía de forma lineal con el
tiempo.
56
4°C
6°C
10°C
15°C
20°C
25°C

Por lo regular, estas reacciones se dan por diversas moléculas a nivel de superficie.
Algunos procesos de degradación se muestran después de la ecuación de orden cero.
- Oxidación de lípidos (enranciamiento) en carne o producto cárnico.
- Modificación del color en la carne o productos cárnicos.
• Primer orden: Normalmente se basa en los cambios con respecto al tiempo, ya que la
velocidad de la reacción depende de la concentración de la propiedad del alimento (el
atributo de calidad varía de forma exponencial con el tiempo). Algunos procesos de
degradación se muestran después de la ecuación de primer orden.
- Pérdida de valor nutritivo (vitaminas), como del complejo B, siendo la carne la
principal fuente.
- Desarrollo/muerte microbiana, debido a antimicrobianos o por las condiciones de
elaboración del producto cárnico, efecto directo del empaque.
- Pérdida de color por oxidación, directamente sobre la oxidación de pigmentos o
grasa.
- Pérdida de textura en tratamientos térmicos, modificaciones a productos procesados,
como jamones cocidos.
• Segundo orden: En este tipo de reacciones, se pueden estudiar hasta dos variables de
respuesta, haciéndola más real a las condiciones del producto, ya que cuando existe un
cambio no solo afecta un parámetro de calidad sino muchos. La velocidad de la reacción
depende del cuadrado de la concentración de la propiedad o del producto de dos de las
propiedades del alimento (PA, PB).
57

- La degradación de vitaminas y pigmentos (depende de la concentración de minerales
y oxígeno en el alimento), solo en conjunto dos o más variables podrían generar
ecuaciones de segundo orden.
Los modelos de predicción microbiológica, pueden ser derivados de teorías mecánicas o
de la teoría de probabilidades, lo cual definirá el fundamento matemático de cada modelo
que terminará siendo cinético o probabilístico. La elección y su aplicación específica, está
ampliamente determinada por el tipo de microorganismo y la variable respuesta.
a. Modelos cinéticos: Los modelos cinéticos predicen la magnitud y velocidad de
crecimiento de un organismo. Relacionan las propiedades extrínsecas que afectan el
desarrollo de una población bacteriana. Pueden utilizarse para predecir cambios en el
número de microorganismos con respecto al tiempo, incluso el efecto de una variable
sobre el crecimiento (Baranyi et al., 1996). En la internet, existen diversas páginas
que tienen acceso a modelos cinéticos microbiológicos, también pueden ser
agrupados dentro de los modelos terciarios (Dalgaard et al., 2002).
Cuadro 5. Modelos usados en la MP a travé s de internet.
Modelo Características ComBase Convierte los datos en respuestas microbianas
dependiendo de las condiciones de almacenamiento del alimento. http://www.combase.cc/
Programa de Modelado de Patógenos (PMP)
Compendio de modelos que se pueden utilizar para predecir el crecimiento y la inactivación de las bacterias patógenas, en diversos alimentos y condiciones de almacenamiento. http://www.ars.usda.gov/Services/docs.htm?docid=6786
Growth Predictor
Conjunto de modelos para predecir el crecimiento de los microorganismos en función de factores extrínsecos (temperatura, pH y Aw). Algunos modelos incluyen como factor adicional, la concentración de dióxido de carbono o de ácido acético.
http://ifr.ac.uk/Safety/growthPredictor/
Perfringens Predictor
Simulación del crecimiento de C. perfringens durante el enfriamiento de carnes.
http://ifr.ac.uk/Safety/growthPredictor/
58

b. Modelos probabilísticos: Calcula la posibilidad de que un fenómeno o evento en
particular pueda ocurrir bajo ciertas condiciones. Los modelos de probabilidad
también se basan en la relación de crecimiento y propiedades extrínsecas
ambientales, es decir en la posibilidad de encontrar ciertos microorganismos y que
estos crezcan y produzcan sus metabolitos en un periodo de tiempo determinado,
toman como base el desarrollo de microorganismos esporulados (C. botulinum).
Cuando se estime la probabilidad del evento, esta servirá como punto de decisión
para finalmente establecer las condiciones del producto, durante el procesado y
almacenamiento. Los modelos probabilísticos son los más apropiados cuando se
requiere monitorear la aparición de compuestos secundarios del metabolismo
microbiano (aminas y toxinas, principalmente) que tienen impacto sobre la salud de
los consumidores (Buchanan et al., 1997).
También se ha propuesto el uso de modelos cinéticos para generar modelos
probabilístico, debido a esto, se han planteado modelos de regresión para determinar la
probabilidad de crecimiento bacteriano a varias condiciones (pH, temperatura, sal y nitrito
de sodio). El uso de ambos modelos tiene como finalidad incrementar la robustez de los
modelos de la MP.
Los modelos, dependiendo de dónde provengan los resultados y las herramientas
empleadas para generarlos, ya sean cinéticos o probabilísticos, pueden ser agrupados en
primarios, secundarios y terciarios (Labuza y Fu, 1993; Arinder y Borch, 1999; Baranyi et
al., 1993b, Baranyi y Roberts, 1995).
Los modelos “Primarios”, describen los cambios en el número de bacterias en función
del tiempo. La metodología común es usar la microbiología experimental básica como el
recuento de células viables (vertido en placa o número más probable) y la formación de
compuestos secundarios (por técnicas espectrofotométricas); para generar los suficientes
datos del crecimiento microbiano: tiempo de regeneración, duración de la fase Lag,
velocidad de crecimiento y densidad de la población. Si la curva de crecimiento de un
género de bacterias se monitorea registrando los recuentos de colonias durante el tiempo,
los datos se pueden trazar usando un modelo primario. Esto puede generar información
sobre los microorganismos como tiempo generacional, duración de la fase, tasa de
crecimiento exponencial y densidad poblacional máxima (Buchanan et al., 1993b, Ross,
1996; Zwietering et al., 1990 y 1991).
59
7.7.2.1. Modelo de Gompertz
La función de Gompertz describe los datos de crecimiento bajo condiciones
experimentales mediante una relación matemática. Se asume que la velocidad de
crecimiento disminuye con el tamaño de la población, debido a la falta de nutrientes en el
medio.
La ecuación es una función doble exponencial basada en cuatro parámetros que se
describen en una curva sigmoidea asimétrica (Buchanan et al., 1997).
En este tipo de representación se puede observar un crecimiento muy lento en dos
etapas, al inicio y al final de la curva, debido a la propia naturaleza de los
microorganismos, entonces, si se monitorean y definen con precisión estas etapas de la
curva, se puede caracterizar a diferentes microorganismos en diversos ambientes
(Baranyi et al., 1996, Berger, 1981; Buchanan, 1993a; Vainionpää et al., 2004).
Los términos de la ecuación son: Log N que es logaritmo decimal del número de
microorganismos al tiempo t, A es el valor asintótico cuando el tiempo decrece
indefinidamente, C representa el incremento en el logaritmo del número de
microorganismos cuando el tiempo se incrementa indefinidamente (número de ciclos de
crecimiento), B es la velocidad de crecimiento máxima relativa al tiempo M que es el
tiempo requerido para alcanzar la máxima velocidad de crecimiento; posteriormente, la
ecuación se ajustó para quedar como:
Donde Yt es el logaritmo de UFC/mL en el tiempo t, Y0 es el logaritmo del inóculo, C es el
cambio en el número de células entre el inóculo y la fase estacionaria, B es la velocidad o
tasa de crecimiento relativa, y es el tiempo al que se alcanza la velocidad máxima de
crecimiento. La fase de adaptación o latencia y la velocidad de crecimiento exponencial se
calculan a partir de las siguientes ecuaciones:
60

Junto con la fase de adaptación y la densidad máxima de población, la velocidad o tasa
máxima de crecimiento de la curva son los parámetros cinéticos más importantes. Esta
última mide la pendiente de la curva de crecimiento cuando el microorganismo crece
exponencialmente (Gutiérrez, 2011). Normalmente, este parámetro es estimado según la
parte de la curva que sea lineal a través de la pendiente por regresión lineal. La pendiente
de la parte de la curva que tienda a ser lineal será una relación de primer orden.
Figura 20. Parámetros ciné ticos obtención de las curvas de crecimiento microbiano,
mediante el modelo de Gompertz.
Posteriormente, la ecuación de Gompertz fue modificada, para incluir tres parámetros de
interés que en las anteriores ecuaciones daban por incluidos (Zwietering et al., 1990 y
1991): la velocidad de crecimiento (m) que dependerá del microorganismo, fase de
adaptación () que se basa en la fase Lag y la máxima densidad de población (A) que
será relacionada con la cantidad de nutrientes, la inclusión tuvo como finalidad
incrementar la precisión de la estimación, buscando un mayor campo de predicción al
incluir más parámetros y así obtener la siguiente ecuación:
61

Donde A es la asíntota del recuento decimal cuando el tiempo desciende indefinidamente
(1/UFC); “y” es el logaritmo del tamaño de la población; m es la tasa máxima específica
de crecimiento; es la duración de la fase de adaptación, t es el tiempo. Hasta la fecha
las dos ecuaciones modificadas de Gompertz son las más ampliamente usadas, no se
quiere decir, que no se hayan hecho más modificaciones, sino que son la base de los
modelos que se desarrollaron subsecuentemente (Zwietering et al., 1994).
Figura 21. Ejemplo de la aplicación de la ecuación de Gompertz al desarrollo
microbiano.
7.7.2.2. Modelo Logístico:
Es la representación gráfica más sencilla de las curvas de crecimiento (forma de S), y es
logística porque es simétrica con respecto a su punto de inflexión, de modo que se asume
que la tasa de crecimiento disminuye en función del tamaño de la población, entonces la
tasa de cambio será descrita por la siguiente ecuación (Restrepo y Montoya, 2010):
Revisión bibliográfica
16
microorganismo crece exponencialmente. Normalmente este parámetro es estimado
decidiendo cuál es la parte de la curva que es aproximadamente lineal y posteriormente
determinando la pendiente de ésta por regresión lineal (Zwietering y col., 1994a). La
pendiente de la parte de la curva propuesta a ser lineal es una relación de primer orden.
La representación de la ecuación de Gompertz (1) se puede observar en la Figura 1.
Figura 1. Representación gráfica de la ecuación de Gompertz y sus parámetros cinéticos
Zwietering y col. (1990) compararon estadísticamente diferentes curvas
sigmoidales (modelo logístico, ecuaciones de Gompertz, Richards, Schnute y Stannard)
usando el t-test y F-test. En la mayoría de los casos la ecuación de Gompertz se mostró
como el mejor modelo para ajustar los datos de crecimiento microbiológicos, en
términos de exactitud estadística y facilidad de uso.
0
1
2
3
4
5
6
7
8
9
10
0 40 80 120 160 200 240
Tiempo (horas)
Log N
(ufc/
ml)
C
A
B
C 8,57M 23,0B 0,0935
Tiempo de generación = Log (2)e/BC = 1,5 hVelocidad de crecimiento exponencial = 0,20 (log ufc/ml)/hDuración de fase de latencia = M - 1/B = 12,4 h
Tiempo de generación = Log (2)e/BC = 1.021 hVelocidad de crecimiento exponencial = 0.29(log ufc/ml)/hDuración de fase de latencia = M - 1/B = 12.3 h
62
Tiempo de generación = Log (2) e/BC = 1.021 hVelocidad de crecimiento exponencial = 0.29(log ufc/ml)/ hDuración de fase de latencia = M - 1/B = 12.3 h
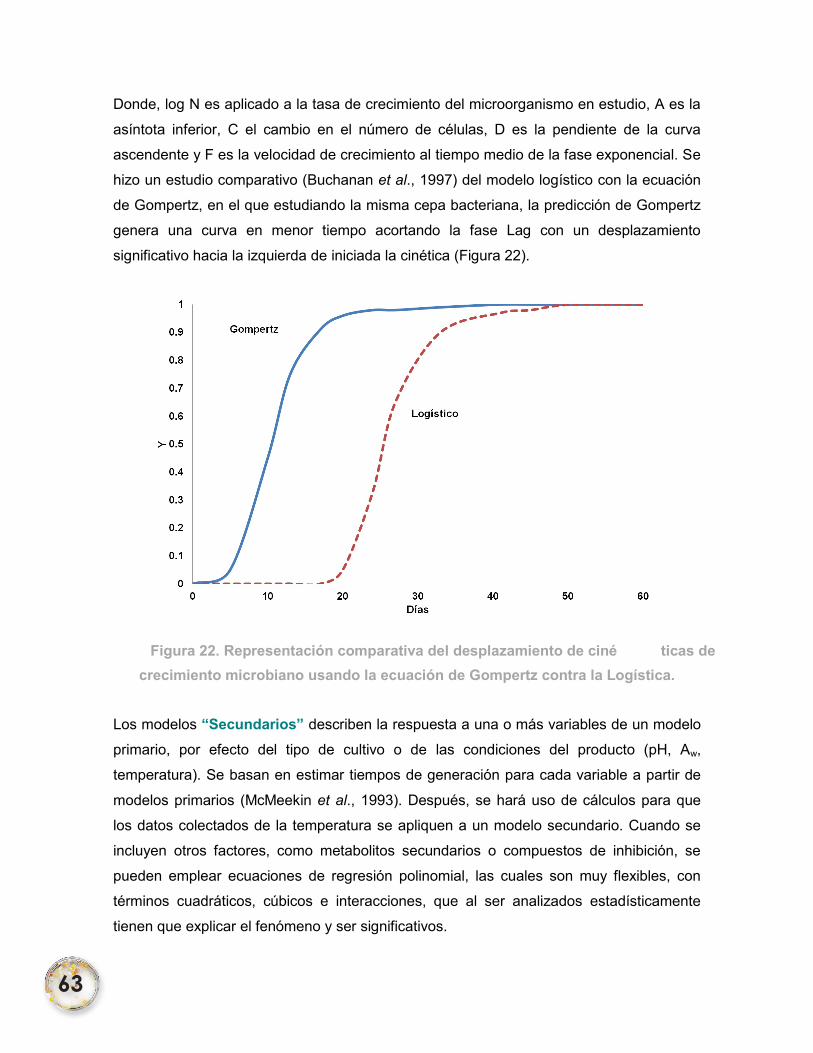
Donde, log N es aplicado a la tasa de crecimiento del microorganismo en estudio, A es la
asíntota inferior, C el cambio en el número de células, D es la pendiente de la curva
ascendente y F es la velocidad de crecimiento al tiempo medio de la fase exponencial. Se
hizo un estudio comparativo (Buchanan et al., 1997) del modelo logístico con la ecuación
de Gompertz, en el que estudiando la misma cepa bacteriana, la predicción de Gompertz
genera una curva en menor tiempo acortando la fase Lag con un desplazamiento
significativo hacia la izquierda de iniciada la cinética (Figura 22).
Figura 22. Representación comparativa del desplazamiento de ciné ticas de
crecimiento microbiano usando la ecuación de Gompertz contra la Logística.
Los modelos “Secundarios” describen la respuesta a una o más variables de un modelo
primario, por efecto del tipo de cultivo o de las condiciones del producto (pH, Aw,
temperatura). Se basan en estimar tiempos de generación para cada variable a partir de
modelos primarios (McMeekin et al., 1993). Después, se hará uso de cálculos para que
los datos colectados de la temperatura se apliquen a un modelo secundario. Cuando se
incluyen otros factores, como metabolitos secundarios o compuestos de inhibición, se
pueden emplear ecuaciones de regresión polinomial, las cuales son muy flexibles, con
términos cuadráticos, cúbicos e interacciones, que al ser analizados estadísticamente
tienen que explicar el fenómeno y ser significativos.
63

Por ejemplo, si el efecto de la temperatura en el crecimiento de cualquier microorganismo
en carne fuera estudiado entre 15 y 40º C, el organismo generaría diversas curvas a
diversas temperaturas en este rango de temperatura (Labuza y Fu, 1993).
7.7.2.3. Modelo de Arrhenius
Proporciona datos de la constante de velocidad con respecto a la temperatura de
crecimiento. Se basa en que a mayores temperaturas, la probabilidad de que crezca un
microorganismo es mayor, el crecimiento generará energía cinética y tendrá un efecto en
la energía de activación de las reacciones metabólicas para activar el crecimiento
microbiano (Labuza y Riboth, 1982).
La ecuación de Arrhenius fue derivada empíricamente basándose en consideraciones
termodinámicas:
Donde, K= constante de velocidad de crecimiento, K0 es la constante de la ecuación de
Arrhenius, EA la energía de activación, R la constante universal de los gases a la T
temperatura del sistema. En esta ecuación se recogen valores de k a diferentes
temperaturas y se elabora una gráfica que enfrenta lnk contra 1/T. La relación entre ellas
describe una pendiente con valor –EA/R. Sin embargo, el crecimiento microbiano es
complejo y son frecuentes las gráficas donde se presenta linealidad (con dos pendientes).
Por este motivo, la ecuación no puede ajustarse bien por debajo de la temperatura óptima
o por encima de la temperatura mínima para el crecimiento (Labuza et al., 1992). Las
gráficas son únicamente exactas en un rango limitado de temperatura para el crecimiento
microbiano. Este modelo es muy poco utilizado en sistemas alimentarios debido a que
implica medir energías de activación (Ratkowsky et al., 1982).
7.7.2.4. Modelos de Superficie de Respuesta
Las ecuaciones contienen términos lineales, cuadráticos y de interacción, Si la ecuación
se hace más compleja, estará más flexionada a la superficie multidimensional y
representará mejor los datos (Whiting y Buchanan, 2001).
64
Por ejemplo, si el efecto de la temperatura en el crecimiento de cualquier microorganismo
en carne fuera estudiado entre 15 y 40º C, el organismo generaría diversas curvas a
diversas temperaturas en este rango de temperatura (Labuza y Fu, 1993).
7.7.2.3. Modelo de Arrhenius
Proporciona datos de la constante de velocidad con respecto a la temperatura de
crecimiento. Se basa en que a mayores temperaturas, la probabilidad de que crezca un
microorganismo es mayor, el crecimiento generará energía cinética y tendrá un efecto en
la energía de activación de las reacciones metabólicas para activar el crecimiento
microbiano (Labuza y Riboth, 1982).
La ecuación de Arrhenius fue derivada empíricamente basándose en consideraciones
termodinámicas:
Donde, K= constante de velocidad de crecimiento, K0 es la constante de la ecuación de
Arrhenius, EA la energía de activación, R la constante universal de los gases a la T
temperatura del sistema. En esta ecuación se recogen valores de k a diferentes
temperaturas y se elabora una gráfica que enfrenta lnk contra 1/T. La relación entre ellas
describe una pendiente con valor –EA/R. Sin embargo, el crecimiento microbiano es
complejo y son frecuentes las gráficas donde se presenta linealidad (con dos pendientes).
Por este motivo, la ecuación no puede ajustarse bien por debajo de la temperatura óptima
o por encima de la temperatura mínima para el crecimiento (Labuza et al., 1992). Las
gráficas son únicamente exactas en un rango limitado de temperatura para el crecimiento
microbiano. Este modelo es muy poco utilizado en sistemas alimentarios debido a que
implica medir energías de activación (Ratkowsky et al., 1982).
7.7.2.4. Modelos de Superficie de Respuesta
Las ecuaciones contienen términos lineales, cuadráticos y de interacción, Si la ecuación
se hace más compleja, estará más flexionada a la superficie multidimensional y
representará mejor los datos (Whiting y Buchanan, 2001).

Están elaboradas a partir de una gran cantidad de datos experimentales y el efecto de
una variable puede estar descrito por una ecuación cuadrática, si las otras son
constantes. Un ejemplo de este tipo de modelos, para tres variables y de segundo grado,
toma la siguiente forma:
= a+b(T)+c(T)2+d(pH)+e(pH)2+f(Aw)+g(Aw)2+h(T)(pH)+i(T)(Aw)+j(pH)(Aw)
Donde: es la velocidad de crecimiento; a, b, c, d, e, f, g, h, i, j, coeficientes de regresión
en función de T (temperatura), actividad agua (Aw) y pH.
Como se puede observar, la ecuación tiene términos lineales, cuadráticos y de
interacción. Cuanto más compleja es la ecuación, con interacciones o términos
cuadráticos o cúbicos, más flexionada está la superficie multidimensional y más cercana a
los datos reales. Estas ecuaciones pueden ser simplificadas eliminando términos que no
son significativos estadísticamente.
Debido a que la variación normalmente se incrementa al aumentar la velocidad, tasa de
crecimiento o el tiempo, frecuentemente se emplean transformaciones logarítmicas, de
raíz cuadrada u otras, con el fin de normalizar la varianza. Las ecuaciones polinomiales se
han usado para elaborar modelos que describieran el efecto de hasta cinco variables
(temperatura, concentración de NaCl, pH, atmósfera gaseosa y concentración de NaNO2)
sobre la respuesta del crecimiento de patógenos o la generación de algún compuesto
tóxico (McMeekin et al., 1993, Buchanan et al., 1993 a y b).
Los modelos terciarios son la aplicación de uno o más modelos primarios y secundarios,
incorporados en un software de computadora. Donde, se han incorporado varias variables
integradoras (temperatura, Aw o pH) haciendo de la MP una herramienta poderosa para
todas las áreas de la investigación e industria de alimentos, a continuación se muestra un
resumen de los modelos y su clasificación (Buchanan et al., 1993 a y b, Whiting y
Buchanan, 1993; Whiting, 1995).
65
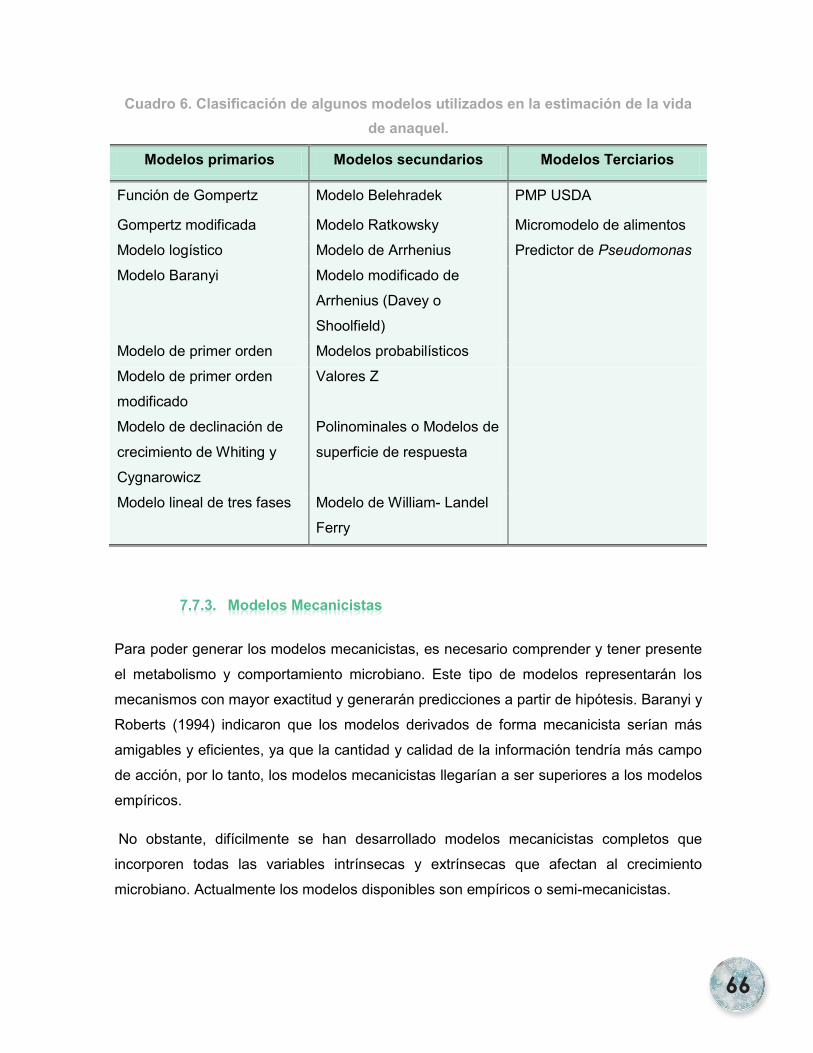
Cuadro 6. Clasificación de algunos modelos utilizados en la estimación de la vida
de anaquel.
Modelos primarios Modelos secundarios Modelos Terciarios
Función de Gompertz Modelo Belehradek PMP USDA
Gompertz modificada Modelo Ratkowsky Micromodelo de alimentos
Modelo logístico Modelo de Arrhenius Predictor de Pseudomonas
Modelo Baranyi Modelo modificado de
Arrhenius (Davey o
Shoolfield)
Modelo de primer orden Modelos probabilísticos
Modelo de primer orden
modificado
Valores Z
Modelo de declinación de
crecimiento de Whiting y
Cygnarowicz
Polinominales o Modelos de
superficie de respuesta
Modelo lineal de tres fases Modelo de William- Landel
Ferry
7.7.3. Modelos Mecanicistas
Para poder generar los modelos mecanicistas, es necesario comprender y tener presente
el metabolismo y comportamiento microbiano. Este tipo de modelos representarán los
mecanismos con mayor exactitud y generarán predicciones a partir de hipótesis. Baranyi y
Roberts (1994) indicaron que los modelos derivados de forma mecanicista serían más
amigables y eficientes, ya que la cantidad y calidad de la información tendría más campo
de acción, por lo tanto, los modelos mecanicistas llegarían a ser superiores a los modelos
empíricos.
No obstante, difícilmente se han desarrollado modelos mecanicistas completos que
incorporen todas las variables intrínsecas y extrínsecas que afectan al crecimiento
microbiano. Actualmente los modelos disponibles son empíricos o semi-mecanicistas.
66

7.8. Mé todos para estimar vida de anaquel mediante Análisis Sensorial
Una forma rápida de determinar la vida de anaquel de un producto, es mediante el uso de
un panel entrenado (n = dependerá de la capacidad de análisis del laboratorio,
generalmente de 6 a 8 jueces, serán suficientes) para determinar si existen diferencias
entre un control y un producto o entre diversos productos elaborados bajo ciertas
condiciones y con diferentes tiempos de almacenamiento, el control puede ser un
producto que se encuentre cercano al fin de su vida de anaquel (Rodríguez, 2003).
En estudios de vida de anaquel, las pruebas descriptivas son las más usadas para
determinar la intensidad de las características sensoriales de un producto e identificar los
parámetros del fin de la vida de anaquel. Es con frecuencia el método óptimo para
determinar la vida de anaquel, pero es muy importante que estos datos sean
correlacionados con pruebas de percepción del producto por parte de los consumidores.
De otra manera, el producto podría ser evaluado por el panel experto como caducado
pero todavía ser aceptable para los consumidores. Otras pruebas sensoriales que son
comúnmente usadas incluyen la llamada apareada simple, en donde el producto se
compara con un control, y las pruebas triangulares. De estas, la apareada simple es
preferida puesto que indica qué tan diferente es la muestra del control. Normalmente, los
estudios de vida de anaquel se efectúan con condiciones normales y con abuso de
temperaturas (i.e., 4 y 10 ºC temperatura de almacenamiento), o tipo de empaques de
almacenamiento.
Por lo general, se recomienda que las muestras de productos refrigerados sean tomadas
de los diferentes lotes de producción o de cada bloque experimental para tomar en cuenta
la variación asociada a proceso, y que las muestras sean evaluadas a diferentes tiempos
durante el almacenamiento o hasta que los parámetros de respuesta establecidos
alcancen un nivel inaceptable.
Por ejemplo, un producto cárnico puede ser envasado bajo dos sistemas de empaque (al
vacío o en bolsa permeable al oxígeno), por lo tanto, hay que plantear un diseño de
muestreo a partir de jueces entrenados y técnicas de laboratorio, esto en función del
tiempo que se tiene como meta para que el producto pierda sus cualidades en
almacenamiento. Por lo que, a la par los datos de laboratorio se irán obteniendo y
comparando con datos de evaluaciones sensoriales; en las cuales se puede incluir un
control como muestra fresca para determinar la frescura sensorial.
67

A cada juez se le presentarán las muestras codificadas, que se evaluarán de acuerdo a
una escala preestablecida. Cuando se evalúan muestras cárnicas, en diferentes
empaques, lo adecuado es planear dos etapas: 1) evaluación del aspecto visual y olor al
abrir el empaque, y 2) la evaluación del olor y sabor de la carne cocinada. En algunos
casos, es recomendable incluir una 3) que evalúe la integridad de las fibras y su textura.
A continuación se muestran dos técnicas muy empleadas:
Prueba triangular: se empleará un mínimo de 20 consumidores (jueces no
entrenados), con el objetivo de saber si los jueces detectan diferencias
significativas en el sabor de las muestras (i.e., empacadas al vacío, empaque
permeable al oxígeno, etc.). El análisis se realizará según el tiempo de
almacenamiento. Para muestras de carne, la presentación de las muestras deberá
de ser estandarizada (cubos de 3 cm3), colocadas en platos rotulados con tres
dígitos (empleando programas o tablas de aleatorización para pruebas
triangulares) y cuestionario correspondiente a las muestras. El método de cocción
será seleccionado con anterioridad (i.e., horno de microondas o parrilla eléctrica).
Prueba descriptiva: para este tipo de pruebas se necesita mínimo 5 jueces
semientrenados, los cuales deberán ser adiestrados por lo menos en 4 sesiones
previas al análisis y ser familiarizados con los atributos a evaluar, más 8 sesiones
de entrenamiento en la escala a utilizar.
Para profundizar en este tema, se recomienda la lectura del documento “Evaluación
Sensorial de la Carne de Cabra y Cabrito”, el cual forma parte de la serie de manuales
elaborados por el Macroproyecto “Indicadores de Calidad en la Cadena de Producción de
Carne Fresca en México”, por la Dra. Rosa Hayde Alfaro y colaboradores.
En él, se detallan con profundidad los fundamentos del análisis sensorial, las
metodologías para el entrenamiento de jueces, los diferentes tipos de análisis de la
información, las pruebas dúo-trío, las de intervalos, así como las pruebas afectivas (nivel
de agrado, pruebas de aceptación, preferencia, etc.).
68
7.9. Validación de los modelos
Antes de la aplicación de un modelo predictivo en una situación práctica, se debe
demostrar que predicen con exactitud el comportamiento de microorganismos en los
alimentos durante el procesado, almacenamiento y distribución; en esto consiste su
validación (Whiting, 1995). La validación de un modelo matemático aunque difícil, es
crucial para el modelado predictivo, y debe realizarse en condiciones de laboratorio, pero
especialmente en productos alimenticios terminados.
Cuando el sistema al que se aplica un modelo predictivo se hace más complejo,
aumentando el error de las predicciones, entonces se tiene que tener cuidado con los
coeficientes de correlación y de determinación, ya que al ser tratados como modelos
lineales siempre son ajustados a una curva. El proceso de validación es un aspecto que
aún no está totalmente definido en MP pero establece una comparación entre los
parámetros cinéticos estimados (tasa de crecimiento, tiempo de generación, etc.) y lo
observado para un mismo microorganismo (Ross, 1996, Dalgaard et al., 2002, Gibson et
al., 1988, Buchanan et al., 1993).
La validación de modelos predictivos se puede llevar a cabo con datos obtenidos bajo las
mismas condiciones que las utilizadas para elaborar el modelo. Esto se denomina
validación interna, y se realiza con el fin de determinar si el modelo puede describir
suficientemente los nuevos datos experimentales (Rodríguez, 2003).
Por otro lado, la validación externa utiliza datos nuevos, obtenidos a partir de pruebas
microbiológicas de inoculación y obtención de datos respecto a la tasa de crecimiento
microbiano (Rodríguez, 2003). Estos resultados, deberán ser comparados con lo que se
reporta en la literatura para estimar la precisión de las predicciones dadas por el modelo.
En esta validación externa, se incluye la validación matemática y del producto. La
validación matemática cuantifica la precisión y exactitud del modelo, probado con datos
experimentales nuevos (Zwietering et al., 1990, 1991 y 1994). Estos datos nuevos, que no
se han usado para la elaboración del modelo, se deben de haber obtenido bajo
condiciones de experimentación similares a las que se usaron para crear el modelo (Ross,
1996).
69
Por ejemplo, si el efecto de la temperatura en el crecimiento de cualquier microorganismo
en carne fuera estudiado entre 15 y 40º C, el organismo generaría diversas curvas a
diversas temperaturas en este rango de temperatura (Labuza y Fu, 1993).
7.7.2.3. Modelo de Arrhenius
Proporciona datos de la constante de velocidad con respecto a la temperatura de
crecimiento. Se basa en que a mayores temperaturas, la probabilidad de que crezca un
microorganismo es mayor, el crecimiento generará energía cinética y tendrá un efecto en
la energía de activación de las reacciones metabólicas para activar el crecimiento
microbiano (Labuza y Riboth, 1982).
La ecuación de Arrhenius fue derivada empíricamente basándose en consideraciones
termodinámicas:
Donde, K= constante de velocidad de crecimiento, K0 es la constante de la ecuación de
Arrhenius, EA la energía de activación, R la constante universal de los gases a la T
temperatura del sistema. En esta ecuación se recogen valores de k a diferentes
temperaturas y se elabora una gráfica que enfrenta lnk contra 1/T. La relación entre ellas
describe una pendiente con valor –EA/R. Sin embargo, el crecimiento microbiano es
complejo y son frecuentes las gráficas donde se presenta linealidad (con dos pendientes).
Por este motivo, la ecuación no puede ajustarse bien por debajo de la temperatura óptima
o por encima de la temperatura mínima para el crecimiento (Labuza et al., 1992). Las
gráficas son únicamente exactas en un rango limitado de temperatura para el crecimiento
microbiano. Este modelo es muy poco utilizado en sistemas alimentarios debido a que
implica medir energías de activación (Ratkowsky et al., 1982).
7.7.2.4. Modelos de Superficie de Respuesta
Las ecuaciones contienen términos lineales, cuadráticos y de interacción, Si la ecuación
se hace más compleja, estará más flexionada a la superficie multidimensional y
representará mejor los datos (Whiting y Buchanan, 2001).

Únicamente cuando la etapa previa de validación matemática es exitosa, es posible
establecer la validación del producto. Ésta consiste en comparar predicciones del
desarrollo del microorganismo obtenidas en el laboratorio con observaciones del
crecimiento en un alimento, y así determinar si las predicciones son lo suficientemente
seguras para ser utilizadas, y finalmente, obtener una estimación de la vida en anaquel
que podrá tener la carne fresca, producto cárnico o cualquier otro alimento.
Los autores de este manual, esperan haber presentado un panorama, de lo extenso y
grande que es el tema de vida de anaquel con un enfoque microbiano, de la gran variedad
de herramientas que permitirían generar datos fehacientes sobre la vida útil de los
alimentos y tener a la mano alternativas en la preservación de la carne. Cabe recalcar,
que la mayoría de los modelos toman en consideración el desarrollo bacteriano, sin
embargo se pueden tomar como variables de estimación cualquier otra variable que sea
reproducible en laboratorio y que explique grandemente la variación en la calidad de la
carne. Usted podría hacer una revisión más detallada sobre un modelo en específico,
dentro de este texto hay diversos investigadores con gran cantidad de conceptos e
información clave. La vida de anaquel y los modelos relacionados a esta, son un amplio
tema, que con un pequeño manual no se podría explicar completamente. Consideramos
que este tema es de suma importancia no solo en carne, sino en cualquier producto
perecedero, por lo tanto, es de vital valor continuar con trabajos de este tipo que
aumenten el conocimiento alrededor del texto.
70

8. Referencias
1. Aberle, ED. 2002. Principles of Meat Science 4ta Edition. Kendall Hunt Publishing Company. Capítulo 9. Storage and Preservation of Meat. Pág.181.
2. Almonacid-Merino, SF, and Torres, JA. 1993. Mathematical models to evaluate temperature abuse effects during distribution of refrigerated solid foods. Journal of Food Engineering 20, 223-245.
3. Amezquita, A, Weller, CL, Wang, L, Thippareddi, H, Burson, DE. 2005. Development of an integrated model for heat transfer and dynamic growth of Clostridium perfringens during the cooling of cooked boneless ham. International Journal of Food Microbiology 101(2), 123-144.
4. AMSA, 1991. Guidelines for Meat Color Evaluation. National Live Stock and Meat Board, Chicago, IL. Proc. Annu Recip. Meat Conf. 44, 3.
5. Arinder, P, and Borch, E. 1999. Validation of mathematical models for predicting growth of Pseudomonas spp. Predictive microbiology applied to chilled food preservation. Refrigeration Science and Technology Proceedings. 185-193.
6. AUS-MEAT, 1996. Chiller Assessment Standards Australian Meat and Livestock Cortporation.
7. Baranyi, J, Roberts, TA, and McClure, PJ. 1993a. A nonautonomous different equation to model bacterial growth. Food Microbiol., 10, 43-59.
8. Baranyi, J, McClure, PJ, Sutherland, JP, and Roberts, TA. 1993b. Modeling bacterial growth responses. J. Ind. Microbiol., 13, 190-194.
9. Baranyi, J, and Roberts, TA. 1994. A dynamic approach to predicting bacterial growth in food. International Journal of Food Microbiol., 23, 277-294.
10. Baranyi, J. and Roberts, TA. 1995. Mathematics of predictive food microbiology. Int. J. Food Microbiol., 26, 199-218.
11. Baranyi, T, Robinson, TP, Kaloti, A, and Mackey, BM. 1995. Predicting growth of Brochothrix thermosphacta at changing temperature. Int. J. Food Microbiol., 27, 61- 75.
12. Baranyi, J, Ross, T, McMeekin, TA, and Roberts, TA. 1996. Effects of parameterisation on the performance of empirical models used in predictive microbiology. Food Microbiol., 13, 83-91.
13. Beales, N. 2004. Adaptation of microorganisms to cold temperature, weak acid preservatives, low pH, and osmotic stress: a review. Comprehensive Reviews in Food Safety 3, 1-20.
14. Bell, LN, and Labuza, TP. 1994. Influence of the low-moisture state on pH and its implication for reaction kinetics. Journal of Food Engineering, 22(1–4): 291–312.
15. Berge, PC, Sañudo, A, Sánchez, M, Alfonso, C, Stamataris, G, Thorkelsson, E, Piasentier and Fisher, AV. 2003. Comparison of muscle composition and meat quality traits in diverse commercial lamb types. Journal of Muscle Foods., 14, 281-300.
16. Berger, RD. 1981. Comparasion of the Gompertz and Logistic Equations to describe plant disease progress. Phytopathology 71:716-719.
71

17. Bradley, EM, Williams, JB, Schilling, MW, Coggins, PC, Crist, CA, Yoder, SW, and Campano, SG. 2011. Effects of sodium lactate and acetic acid derivatives on the quality and sensory characteristics of hot-boned pork sausage patties. Meat Sci., 88, 145-150.
18. Brody, AL. 2001. What s active about intelligent packaging. Food Technology 55(6), 75-78.
19. Brody, AL. 2003. Predicting packaged food shelf life. Food Technology. 57(4):100-102.
20. Brondum, J, Byrne, DV, Back, LS, Bertelsen, G, and Engelsen, SB. 2000. Warmed-over flavour in porcine meat a combined spectroscopic, sensory and chemometric study. Meat Sci., 54, 83-95.
21. Buchanan, RL, Klawitter, LA. 1990. Effect of temperature history on the growth of Listeria monocytogenes Scott A at refrigeration temperatures. Microbial Food Safety Research Unit, U.S. Department of Agriculture, ARS, Eastern Regional Research Center.
22. Buchanan, RL, Klawitter, LA. 1992. The effect of incubation temperature, initial pH, and sodium chloride on the growth kinetics of Escherichia coli O157:H7. Microbial Food Safety Research Unit, U.S. Department of Agriculture, ARS, Eastern Regional Research Center.
23. Buchanan, RL. 1993. Predictive food microbiology. Trends Food Sci. Technol., 4, 6-11.
24. Buchanan, RL, Bagi, LK, Goins, RV, and Phillips, JG. 1993a. Response surface models for the growth kinetics of Escherichia coli O157:H7. Food Microbiology. 10, 303-315.
25. Buchanan, RL, Smith, JL, McColgan, C, Marmer, BS, Golden, M, and Dell, B. 1993b. Response surface models for the effects of temperature, pH, sodium chloride, and sodium nitrite on the aerobic and anaerobic growth of Staphylococcus aureus 196E. J. Food Saf., 13, 159-175.
26. Buchanan, RL, and Bagi, LK. 1994. Expansion of response surface models for the growth of Escherichia coli O157:H7 to include sodium nitrite as a variable. Int. J. Food Microbiol., 23, 317-332.
27. Buchanan, RL, Whiting, RC, and Damert, WC. 1997. When is simple good enough: a comparison of the Gompertz, Baranyi, and three-phase linear models for fitting bacterial growth curves. Food Microbiology., 14(4), 313-326.
28. Buege, J. and Aust, S. 1978. Microsomal Lipid Peroxidation. Methods in Enzymology 52.302-310.
29. Cheah, KS, Cheah, AM, and Krausgrill DI. 1995. Effect of dietary supplementation of vitamin E on pig meat quality. Animal Sci., 63, 517.
30. Coma, V. 2006. Perspective for the active packaging of meat products. En Advanced Technologies For Meat Products (Nollet, L.M. & Toldrá, F. eds.). 449-472. CRC press, Taylor & Francis Group. Boca Raton. FL. USA.
31. Cornforth, DP, and Hunt, MC. 2008. Low-Oxygen Packaging of Fresh Meat with Carbon Monoxide: Meat Quality, Microbiology, and Safety. AMSA White Paper Series. 2, 1-10.
72

32. Dalgaard, P, Buch, P, and Silberg, S. 2002. Seafood Spoilage Predictor—development and distribution of a product specific application software. International Journal of Food Microbiology, 73(2/3), 343-349.
33. Davies, AR. 1995. Advances in modified-atmosphere packaging. In: Gould, G.W. (Ed.), New Methods of Food Preservation. Blackie Academic and Professional, London, pp. 304–320.
34. Eilert, S.J. 2005. New packaging technologies for the 21st century, Meat Sci., 71, 122– 127.
35. Faustman, C. 1990. The Biochemical Basis for Discoloration in Fresh Meat: A Review. J. of Muscle Foods. 1, 217-243.
36. Faustman, C, Chan, W, Schaefer, D. and Havens, A. 1998. Beef Color Update: The Role for Vitamin E. J. Anim. Sci. 76, 1019-1026.
37. Fernández, PS, and Peck, MW. 1997. Predictive model describing the effect of prolonged heating at 70ºC to 80ºC and incubation at refrigerated temperatures on growth and toxigenesis by nonproteolytic Clostridium botulinum. J. Food Prot. 60, 1064-1071.
38. García, ASS, Walter, RP, Tawfik, IK, and Yamamoto, SM. 2005. Características da qualidade da carne de ovinos de diferentes genótipos e idades ao abate. Revista Brasileira de Zootecnia. 34(3), 1070- 1078.
39. García, E, and Gago, L. 2006. Informe de vigilancia tecnológica. Tecnologías de envasado en atmosfera protectora”. Circulo de Innovación en Biotecnología 2006: 12-35.
40. Gibson, A, Bratchell, N, and Roberts, T. 1987. The effect of sodium chloride and temperature on rate and extent of growth of Clostridium botulinum type A in pasteurized pork slurry. J. Appl. Bacteriol. 62, 479-490.
41. Gibson, A, Bratchell, N, and Roberts, T. 1988. Predicting microbial growth: growth responses of salmonellae in a laboratory medium affected by pH, sodium chloride and storage temperature. Int. J. Food Microbiol., 6, 155-178.
42. Gobantes, I, Gómez, R, and Choubert, G. 2001. Envasado de alimentos. Aspectos técnicos del envasado al vacío y bajo atmósfera protectora. Alimentación, equipos y tecnología, 1, pág. 75-80.
43. Gruen, I. 2008. Antioxidants. Ch. 13 in Ingredients in Meat Products: Properties, Functionality and Applications. Ed. R. Tarte, pp. 291-300, Springer-Verlag, N.Y.
44. Gutiérrez, B. 2011. Modelos sugeridos como herramientas para la microbiología predictiva en la industria de los alimentos”. Universidad de San Carlos De Guatemala, Facultad de Ciencias Químicas y Farmacia. Maestría en Gestión de la Calidad con Especialidad en Inocuidad de Alimentos. Guatemala. 8-26.
45. Hertog-Meischke, M, Smulders, F, Houben, J, and Eikelenboom. 1997. The effect of dietary vitamin E supplementation on drip loss of bovine Longissimus lumborum, Osoas major and Semitendinosus muscles. Meat Sci., 45(2), 153-160.
46. Houtsma, PC, Kant-Muermans, ML, Rombouts, FM, Zwietering, MH. 1996. Model for the combined effects of temperature, pH, and sodium lactate on growth rates of Listeria innocua in broth and Bologna-type sausages. Applied and Environmental Microbiology. 62(5), 1616-1622.
73

47. Huang, L. 2003. Dynamic computer simulation of Clostridium perfringens growth in cooked ground beef. International Journal of Food Microbiology 87, 217-227.
48. Hui, YH, Guerrero, LI, and Rosmini, RM. 2006. Ciencia y Tecnología de la Carne. Ed. Limusa.
49. Hunt, MC, Acton, JC, Benedict, RC, Calkins, CR, Cornforth, DP, Jeremiah, LE, Olson, DG, Salm, CP, Savell, JW and Shivas, SD. 1991. Guidelines for meat color evaluation. AMSA Committee on Guidelines for Meat Color Evaluation. National Live stock and Meat Board. Chicago, Illinois.
50. Jeremiah, JL. 2007a. The effects of frozen storage on the retail acceptability of pork loins chops and shoulder roasts. Journal of Food Quality. 5, 73-78.
51. Jeremiah, JL. 2007b. The effects of frozen storage and protective storage wrap on the retail case life of pork loin chops. Journal of Food Quality. 5, 311-326.
52. Karakaya, M, Saricoban, C, and Yilalmaz, MT. 2005. The effect of mutton, goat, beef and rabbit-meat species and state of rigor on some technological parameters. Journal of Muscle Foods. 17, 56–64.
53. Kennedy, C, Buckley, DJ, and Kerry, JP. 2004. Display life of sheep meats retail packaged under atmospheres of various volumes and compositions. Meat Science, 68, 649-658.
54. Krochta, J. M; Miller, K. S. 1997. Oxygen and aroma barrier properties of edible films: a review. Trends of Food Science and Technology. 8, 228–237.
55. Krochta, J. M. y De Mulder-Johnson, C. 1997. Edible and biodegradable polymer films. Food Technology. 51(2), 61-74.
56. Labuza, TP, and Riboth, D. 1982. Theory and application of Arrhenius kinetics to the prediction of nutrient losses in foods. Food Technol., 36, 66-74.
57. Labuza, TP, Fu, B, and Taoukis, PS. 1992. Prediction of shelf life and safety of minimally processed CAP/MAP chilled foods: a review. J. Food Prot., 55, 743-750.
58. Labuza, TP, and Fu, B. 1993. Growth kinetics for shelf-life prediction theory and practice. J. Ind. Microbiol., 12, 309-323.
59. Lawrie, RA. 1981. Ciencia de la Carne. Ed. Acribia. Zaragoza. España. 355 p. 60. Lebert, I, Robles-Olvera, V, Lebert, A. 2000. Application of polynomial models to
predict growth of mixed cultures of Pseudomonas spp. and Listeria in meat. International Journal of Food Microbiology. 61, 27-39.
61. Li, KY, and Torres, JA. 1993. Effects of temperature and solute on the minimum water activity for growth and temperature characteristic of selected mesophiles and psychrotrophs. Journal of Food Processing and Preservation. 17, 305-318.
62. Luño, M, Beltrán, M. and Roncales, P. 1998. Shelf-life extention and colour stabilization of beef packaged in low O2 atmosphere containing CO: Loin steaks and ground meat. Meat Science. 48 1(2), 75-84.
63. Liu, Q, Scheller, K, Arp, S, Schaefer, D. and Frigg, M. 1996. Color coordinates for assessment of dietary vitamin E effects on beef color stability. J. Ani. Sci. 74, 106-116.
64. Malcata, FX. 1990. The effect of internal thermal gradients on the reliability of surface mounted full-history time-temperature indicators. Journal of Food Processing and Preservation. 14(6), 481-497.
74

65. Mancini, RA, Hunt, MC. 2005. Current research in meat color. Meat Science 71:100-121.
66. Marth, E. 1998. Extended shelf life refrigerated foods: Microbiological quality and safety. Food Technology. 52(2), 57-62.
67. McMeekin, TA, Brown, J, Kirst, K, Miles, D, Neumeyer, K, Nichols, DS, Olley, J, Ratkowsky, T, Ross, T, Salter, M, and Soontranon, S. 1997. Quantitative microbiology: a basis for food safety. Emerging Infectious Diseases 3(4), 541-549.
68. McMeekin, TA, Olley, JN, Ross, T, and Ratkowsky, DA. 1993. Predictive microbiology: Theory and application. 340p. Research Studies Press Ltd., John Wiley & Sons Inc., Taunton, U.K.
69. Mitsumoto, M, Oszawa, S, Mitsuhashi, T. and Koide, K. 1998. Effect of dietary vitamin E supplementation for one week before slaughter on drip, colour and lipid stability during display Japanese black steer beef. Meat Science. 2, 165-174.
70. Moore, CM, and Sheldon, BW. 2003a. Evaluation of time- temperature integrators for tracking poultry product quality throughout the chill chain. Journal of Food Protection. 66(2), 287-292.
71. Moore, CM, and Sheldon, BW. 2003b. Use of time- temperature integrators and predictive modeling to evaluate microbiological quality loss in poultry products. Journal of Food Protection. 66(2), 280-286.
72. Morrissey, PA, Sheehy, P, Galvin, K, Kerry, P. and Buckley, J. 1998. Lipid Stability in Meat and Meat Products. Meat Science. 49(1), S73-S86.
73. O Grady, M, Monahan, F, Bailey, J, Allen, P, Buckley, D, and Keane, M. 1998. Colour-Stabilising Effects of Muscle Vitamin E in Minced Beef Stored in High Oxygen Packs. Meat Science. 50(1), 73-80.
74. Palmquist, DL. 2009. Omega-3 Fatty Acids in Metabolism, Health, and Nutrition and for Modified Animal Product Foods. The Professional Animal Scientist 25:207-249.
75. Ratkowsky, DA, Olley, J, McMeekin, TA, and Ball, A. 1982. Relationship between temperature and growth rate of bacterial cultures. Journal of Bacteriology 149, 1-5.
76. Renerre, M, Dumont, F, and Gatellier, P. 1996. Antioxidant Enzyme Activities in Beef in Relation to Oxidation of Lipid and Myoglobin. Meat Sci., 43(2), 111-121.
77. Restrepo, A, and Montoya, G. 2010. Implementación y Diseño de Procedimiento para Determinación de vida Útil de Quesos Frescos, Chorizos frescos y Aguas en Bolsa”. Universidad Tecnológica de Pereira, Facultad de Tecnologías- Escuela de Química, Tecnología Química. 11-13.
78. Rodríguez, PR. 2003. Desarrollo y validación de modelos matemáticos para la predicción de vida comercial de productos cárnicos”. Universidad de córdoba. Facultad de Veterinaria, Departamento de Bromatología y tecnología de los alimentos, Tesis Doctoral. Córdoba. 7-47.
79. Rojas-Graü, M. A; Avena–Bustillos, R. J; Friedman, M; Henika, P. R; Martín-Belloso, O; McHugh, T. H. 2006. Mechanical, barrier, and antimicrobial properties of apple puree edible films containing plant essential oils. Journal of Agriculture and Food Chemistry. 54, 9262-9667.
75

80. Rokka, M, Eerola, S, Smolander, M, Alakomi, HL, and Ahvenainen, R. 2004. Monitoring of the quality of modified atmosphere packaged broiler chicken cuts stored in different temperature conditions. B. Biogenic amines as quality-indicating metabolites. Food Control, 15, 601-607.
81. Ross, T. 1996. Indices for performance evaluation of predictive models in food microbiology. J Appl Bacteriol., 81, 501- 508.
82. Rozum, JJ, and Maurer, AJ. 1997. Microbiological quality of cooked chicken breasts containing commercially available shelf-life extenders. Poultry Science 76, 908–913.
83. Russell, SM, Fletcher, DL, and Cox, NA. 1996. The effect of temperature mishandling at various times storage on detection of temperature abuse of fresh broiler chicken carcass. Poultry Science 75(2), 261- 264.
84. Samelis, J, Kakouri, A, and Rementzis, J. 2000. Selective effect of the product type and the packaging conditions on the species of lactic acid bacteria dominating the spoilage microbial association of cooked meats at 4°C. Food Microbiology, 17(3) 329-340.
85. Shimoni, E, Anderson, EM, and Labuza, TP. 2001. Reliability of time temperature indicators under temperature abuse. Journal of Food Science. 66(9), 1337-1340.
86. Shimoni, E, Labuza, T. 2005. Modeling pathogen growth in meat products: future challenges. Department of Food Science and Nutrition, University of Minnesota, Departament of Food Engineeringand and Biotechnology. Saint Paul, MN, USA; 394-402.
87. Silliker, JH, Woodruff, RE, Lugg, JR, Wolfe, SK, and Brown, WD. 1997. Preservation of refrigerated meats with controlled atmospheres: treatment and post-treatment effects of carbon dioxide on pork and beef. Meat Sci. 1, 195-201.
88. Sivertsvik, M, Jeksrud, WK, and Rosnes, JT. 2002. A review of modified atmosphere packaging of fish and fishery products – significance of microbial growth, activities and safety. International Journal of Food Science and Technology, 37, 107-127.
89. Smith-Simpson, S, and Schaffner, DW. 2005. Development of a predictive growth of Clostridium perfringens in cooked beef during cooling. Journal of Food Protection. 68(2), 336-341.
90. Sørheim, O, Nissen, H, Aune, T, and Nesbakken, T. 2001. Use of carbon monoxide in retail meat packaging. Proceedings 54th reciprocal meat conference (pp. 47-51), 24-28 July, 2001, Indianapolis, Indiana.
91. Sørheim, O, Ofstad, R, and Lea, P. 2004. Effects of carbon dioxide on yield, texture and microstructure of cooked ground beef. Meat Science, 67, 231-236.
92. Suppakul, P, Miltz, J, Sonneveld, K, and Bigger, SW. 2003. Active packaging technologies with an emphasis on antimicrobial packaging and its applications. Journal of Food Science: Concise Reviews and Hypotheses in Food Science, 68(2), 408-420.
93. Teixeira, A, Batista, S, Delfa, R, and Cadavez, V. 2005. Lamb meat quality of two breeds with protected origin designation. Influence of breed, sex and live weight. Meat Science, 71, 530–536.
76

94. Tirado, J, Paredes, DG, and Velázquez, JA. 2005. Crecimiento microbiano en productos cárnicos refrigerados. Ciencia y Tecnología Alimentaria, Sociedad Mexicana de Nutrición y Tecnología de Alimentos. México. 5(1), Diciembre, Pp. 66-76.
95. Tolstoy, A. 1991. Practical monitoring of the chill chain. International Journal of Food Microbiology. 13, 225-230.
96. Vainionpää, J, Smolander, M, Alakomi, H-L, Ritvanen, T, Rajamäki, T, Rokka, M, and Ahvenainen, R. 2004. Comparison of different analytical methods in the monitoring of the quality of modified atmosphere packaged broiler chicken cuts using principal component analysis. Journal of Food Engineering. 65, 273-280.
97. Whiting, R.C. y Buchanan, R.L. 1993. A classification of models for predictive microbiology. Food Microbiol., 10, 175- 177.
98. Whiting, R.C. 1995. Microbiological modeling. CRC Critical Reviews in Food Science and Nutrition, 35, 467-494.
99. Whiting, R.C. y Buchanan, R.L. 2001. Cap. IX Técnicas avanzadas en microbiología de alimentos. Modelización predictiva. En: Doyle, Beuchat y Montville (eds.). Microbiología de los Alimentos. Fundamentos y Fronteras. Acribia, Zaragoza, pp. 761-772.
100. Wulf, D, O Connor, S, Tatum, D, and Smith, G. 1997. Using objective measures of muscle color to predict beef Longissimus tendernes. J. Ani. Sci. 75, 684-692.
101. Wulf, D, and Wise, W. 1999. Measuring Color on Beef Carcasses Using the L*a*b* Color Space. J. Anim. Sci. 77, 2418-2427.
102. Zerby, H, Belk, K, Sofos, J, McDowell, L, and Smith, G. 1999. Case life of seven retail products from beef cattle supplemented with Alfa-Tocopheryl Acetate. J. Anim. Sci. 77, 2458-2463.
103. Zwietering, MH, Jongenburger, I, Rombouts, FM, and Van’t Riet, K. 1990. Modeling of the bacterial growth curve. Appl. Environ. Microbiol., 56, 1875-1881.
104. Zwietering, MH, De Koos, JT, Hasenack, BE, de Wit, JC, and Van’t Riet, K. 1991. Modeling of bacterial growth as a function of temperature. Appl. Environ. Microbiol., 57, 1094-1101.
105. Zwietering, M.H., De Witt, J.C. Cuppers, H.G. y Van’t Riet, K. 1994. Modelling of bacterial growth with shifts in temperature. Appl. Environ. Microbiol., 60, 204-213.
77

CENID-Fisiología Animal-INIFAP Km 1 Carretera Ajuchitlán-Colón C.P.76280, Qro. Tel: (419)2920036
Comité Editorial M. en C. Oscar Rodríguez Rivera
M.V.Z. Luisa Yunuet Estrada Ubaldo I.I.A. Ana Luisa Esparza Carrillo
I.Q.A. Mayra Esthela González Mendoza
Editor
M. en B. Luis Humberto López Hernández
Código interno MX-O-310410-52-12-00-06-11
Los autores agradecen al Fondo Sectorial de Investigación en Materia Agrícola, Pecuaria, Acuacultura, Agrobiotecnología y Recursos Fitogenéticos SAGARPA-CONACYT por el apoyo económico para la ejecución del Macroproyecto “Indicadores de calidad en la cadena de producción de carne fresca en México”, registro No.109127 y para la publicación de este Libro Técnico. La presente publicación se terminó de imprimir el mes de octubre de 2013 en la imprenta “Dzibal Impresos”. Belisario Domínguez No. 77 Las Misiones C.P. 76030 Querétaro, Qro.
Su tiraje consta de 2000 ejemplares

www.gobiernofederal.gob.mxwww.sagarpa.gob.mxwww.inifap.gob.mx
www.uam.mx