iso en 5817
DESCRIPTION
xTRANSCRIPT

STANDARD ISO INTERNAŢIONAL 5817
Ediţia a II – a2003-10-01
_______________________________________________________________________________
SUDARE – ÎMBINĂRI SUDATE PRIN TOPIRE DIN OŢEL,NICHEL, TITAN ŞI ALIAJELE LOR (EXCLUSIV SUDARE CU FASCICUL DE ELECTRONI) – NIVELURI DE CALITATE PENTRU IMPERFECŢIUNI
Welding – Fusion – welded joints in steel,nickel, titanium and their allozs (beamwelding excluded) – Qualitz levels forimperfections
Soudage – Assemblages en acier, nickel, titane et leurs alliages soudés par fusion(soudage par faisceau exclu) – Niveaux de qualitépar rapport aux défauts
_____________________________________________
Număr de referinţăISO 5817:2003 (Ro)
© ISO 2003
ISO 5817 : 2003 (Ro)
CUPRINS
pag.
PREAMBUL …................................................................................................................................................. 3INTRODUCERE ………………………………………………………………………………….................. 4
1. Domeniu de aplicare ............................................................................................................................ 52. Referinţe normative ............................................................................................................................. 63. Termeni şi definiţii ............................................................................................................................... 64. Simboluri ………………………………………………………………………................................. 75. Evaluarea imperfecţiunilor …………………………………………………………………………. 8
Anexa A (informativă) Exemple pentru determinarea procentajului de imperfecţiuni …………………. 26
Anexa B (informativă) Informaţii suplimentare şi ghid pentru utilizarea prezentului Standard Internaţional …………………………………………………………………………………………………. 29Bibliografie ........................................................................................................................................................ 30
2
ISO 5817 : 2003 (Ro)
PREAMBUL
ISO (Organizaţia Internaţională de Standardizare) este o federaţie mondială a organismelor naţionale de standardizare(comitetele membre ale ISO). Elaborarea Standardelor Internaţionale este în general încredinţată comitetelor tehnice ale ISO. Fiecare comitet membru interesat pentru un domeniu are dreptul de a face parte din comitetul tehnic creat cu acest scop. Organizaţiile internaţionale, guvernamentale şi neguvernamentale, în legătură cu ISO colaborează îndeaproape cu Comisia Internaţională de Electrotehnică (IEC) în toate domeniile standardizării în electrotehnică.
Standardele Internaţionale sunt elaborate în concordanţă cu reglementările din Directivele ISO/CEI, Partea 2.
Sarcina generală a comitetelor tehnice este elaborarea Standardelor Internaţionale. Proiectele de Standarde Internaţionale adoptate în comitetele tehnice sunt supuse pentru votare comitetelor membre. Publicarea lor ca Standarde Internaţionale necesită aprobarea a minimum 75 % din comitetele membre votante.
Atenţie, la elaborarea prezentului document există posibilitatea ca anumite elemente să poată face obiectul drepturilor de proprietate intelectuală. ISO nu poate fi responsabil pentru identificarea acestor drepturi de proprietate şi avertizează de existenţa acestora.
ISO 5817 a fost elaborat în comitetul tehnic ISO/TC44, Sudare şi tehnici conexe, subcomitetul SC10, Unificarea condiţiilor în tehnica de sudare a metalelor.
Prezenta ediţie a doua, anulează şi înlocuieşte prima ediţie (ISO 5817:1992) cu actuala revizuire tehnică.
3

ISO 5817 : 2003 (Ro)INTRODUCERE
Prezentul Standard Internaţional trebuie să fie ca referenţial la elaborarea de coduri şi / sau alte standarde de aplicaţie. Ele conţin o listă de imperfecţiuni întâlnite în sudurile prin topire, pe baza notării indicată în ISO 6520-1.
Aceste imperfecţiuni conform ISO 6520-1, au fost utilizate direct şi altele au fost regrupate. Sistemul numeric de referinţă utilizat a fost conform ISO 6520-1.
Prezentul Standard Internaţional defineşte dimensiunile imperfecţiunilor tipice care pot fi întâlnite în fabricaţia curentă. El poate fi utilizat într-un sistem de calitate pentru realizarea îmbinărilor sudate în producţie. El oferă trei niveluri de valori dimensionale, prin care se poate efectua alegerea pentru o aplicaţie dată. Trebuie ca nivelul de calitate adoptat la fiecare caz să fie definit în standardul de aplicaţie sau de către proiectantul responsabil împreună cu executantul, beneficiarul şi / sau alte părţi interesate. Nivelul trebuie să fie prescris înainte de începerea execuţiei, de preferinţă în momentul cererii de ofertă sau comenzii. Detalii suplimentare pot fi prevăzute în cazuri particulare.
Nivelurile de calitate indicate în prezentul Standard Internaţional furnizează date de referinţă de bază şi nu sunt legate specific de o aplicaţie particulară. Ele se referă la tipuri de îmbinări sudate întâlnite în realizarea structurilor şi nu la produse complete sau componente ale acestora. Este deci posibil ca diferite niveluri de calitate să fie aplicate la diverse îmbinări sudate executate individual în acelaşi produs sau componentă.
În mod normal pentru o îmbinare sudată limitele dimensiunilor imperfecţiunilor pot fi acoperitoare pentru un nivel de calitate specificat. În anumite cazuri totuşi poate fi necesară specificarea de niveluri de calitate diferite pentru imperfecţiuni diferite ale aceleiaşi îmbinări sudate.
Alegerea nivelului de calitate pentru orice aplicaţie, trebuie să ţină cont de considerente privind proiectarea, tratamentele ulterioare (de exemplu reîncărcarea), modul de solicitare (de exemplu static, dinamic), condiţiile de exploatare (de exemplu temperatură, mediu), de consecinţele ruperii. Factorii economici au în egală măsură importanţa lor şi trebuie luat în considerare nu numai costul sudării, dar şi cel al inspecţiilor, al încercărilor şi al reparaţiilor.
Deşi prezentul Standard Internaţional cuprinde toate tipurile de imperfecţiuni specifice procedeelor de sudare prin topire indicate în Articolul 1, se iau în considerare numai acelea care se referă la procedeul şi aplicaţia în cauză.
Imperfecţiunile sunt indicate în dimensiuni reale iar detectarea şi evaluarea lor pot necesita utilizarea uneia sau mai multor metode de examinare nedistructivă.
Detectarea şi măsurarea imperfecţiunilor depind de metodele de inspecţie şi de proporţia de examinare, specificate în standardul de aplicaţie sau în contract. Metodele necesare pentru detectarea imperfecţiunilor nu fac obiectul prezentului Standard Internaţional. Totuşi ISO 17635 conţine corelaţia între nivelul de calitate şi nivelul de acceptare pentru diferite metode END.
Prezentul Standard Internaţional este direct aplicabil la examinarea vizuală a sudurilor şi nu prezintă detalii privind metodele recomandate pentru detectarea sau măsurarea prin metodele END. Trebuie luate în considerare dificultăţile în utilizarea acestora, privind stabilirea adecvată a criteriilor de aplicare a examinărilor nedistructive: ultrasunete, radiografice, curenţi eddy, lichide penetrante, pulberi magnetice şi pot fi necesare completări cu cerinţe privind inspecţia, examinarea sau încercările.
Valorile pentru imperfecţiuni privesc aplicaţiile curente de sudare. Specificaţii mai importante necesită operaţii suplimentare de execuţie, de exemplu polizarea sau sudarea în condiţii severe de laborator sau procedee de sudare speciale.
4
Solicitări pentru interpretări oficiale ale aspectelor tehnice ale prezentului Standard Internaţional trebuie adresate direct Secretariatului ISO/TC44/SC10, prin organismul naţional de standardizare al utilizatorului. O listă completă a acestor organisme poate fi obţinută la adresa: www.iso.org.
5

STANDARD INTERNAŢIONAL ISO 5817 : 2003
SUDARE – ÎMBINĂRI SUDATE PRIN TOPIRE DIN OŢEL, NICHEL, TITAN ŞI ALIAJELE LOR (EXCLUSIV SUDAREA CU FASCICUL DE ELECTRONI) – NIVELURI DE CALITATE PENTRU IMPERFECŢIUNI
1. Domeniu de aplicare
Acest Standard Internaţional prevede niveluri de calitate ale imperfecţiunilor în îmbinările sudate prin topire (cu excepţia sudării cu fascicul de electroni) la toate tipurile de oţeluri, nichel, titan şi aliajelor lor. El se aplică la grosimi de material mai mari de 0,5 mm.
Nivelurile de calitate pentru sudarea cu fascicul de electroni a oţelurilor sunt prezentate în ISO 13919-1.
Trei niveluri de calitate sunt indicate în scopul aplicării lor într-o largă gamă de structuri sudate. Ele sunt notate prin simbolurile B, C şi D. Nivelul de calitate B corespunde cerinţei celei mai ridicate pentru sudura finită. Nivelurile de calitate se referă la calitatea execuţiei şi nu la aptitudinea de utilizare (a se vedea 3.2) a produsului finit.
Prezentul Standard Internaţional se aplică :
- oţelurilor aliate şi nealiate;
- nichelului şi aliajelor sale;
- titanului şi aliajelor sale;
- la sudarea manuală, mecanizată şi automată;
- la toate poziţiile de sudare;
- la toate tipurile de suduri, de exemplu suduri cap la cap, în colţ şi racorduri;
- la următoarele procedee de sudare şi la subprocedeele lor, definite conform ISO 4063:
- 11 sudare cu arc electric cu electrod fuzibil fără protecţie gazoasă;
- 12 sudare cu arc electric sub strat de flux;
- 13 sudare cu arc electric în mediu de gaz protector cu electrod fuzibil;
- 14 sudare cu arc electric în mediu de gaz protector cu electrod nefuzibil;
- 15 sudare cu arc electric cu plasmă;
- 31 sudare oxigaz (numai pentru oţel).
Aspectele metalurgice, de exemplu mărimea grăuntelui, duritatea, nu fac obiectul prezentului Standard Internaţional.
6
ISO 5817 : 2003
2. REFERINŢE NORMATIVE
Următoarele documente referenţiale sunt indispensabile pentru aplicarea acestui document. Pentru referinţele datate se aplică numai ediţia citată. Pentru referinţele nedatate, se aplică ultima ediţie a documentului de referinţă (incluzând eventualele amendamente).
ISO 2553: 1992, Welded, brazed and soldered joints – Symbolic representation on drawings.
ISO 4063: 1998, Welding and allied processes – Nomenclature of processes and reference numbers.
ISO 6520-1: 1998, Welding and allied processes – Classification of geometric imperfections in metalic materials – Part 1: Fusion welding.
3. TERMENI ŞI DEFINIŢII
Pentru utilizarea prezentului document se aplică termenii şi definiţiile următoare:
3.1 nivel de calitatedescrierea calităţii unei suduri, pe baza tipului şi dimensiunilor imperfecţiunilor selectate
3.2aptitudine de utilizarecapacitatea unui produs, proces sau serviciu de a îndeplini un scop definit, în condiţii specificate
3.3imperfecţiuni scurteuna sau mai multe imperfecţiuni a căror lungime totală nu depăşeşte 25 mm pe 100 mm sudură sau 25 % din lungimea sudurii dacă aceasta este inferioară lungimii de 100 mm, condiţie aplicată la maximum de imperfecţiuni
3.4imperfecţiuni sistematiceimperfecţiuni repartizate la distanţe regulate în sudură, pe toată lungimea examinată a sudurii, dimensiunile fiecărei imperfecţiuni situându-se în limitele date în tabelul 1
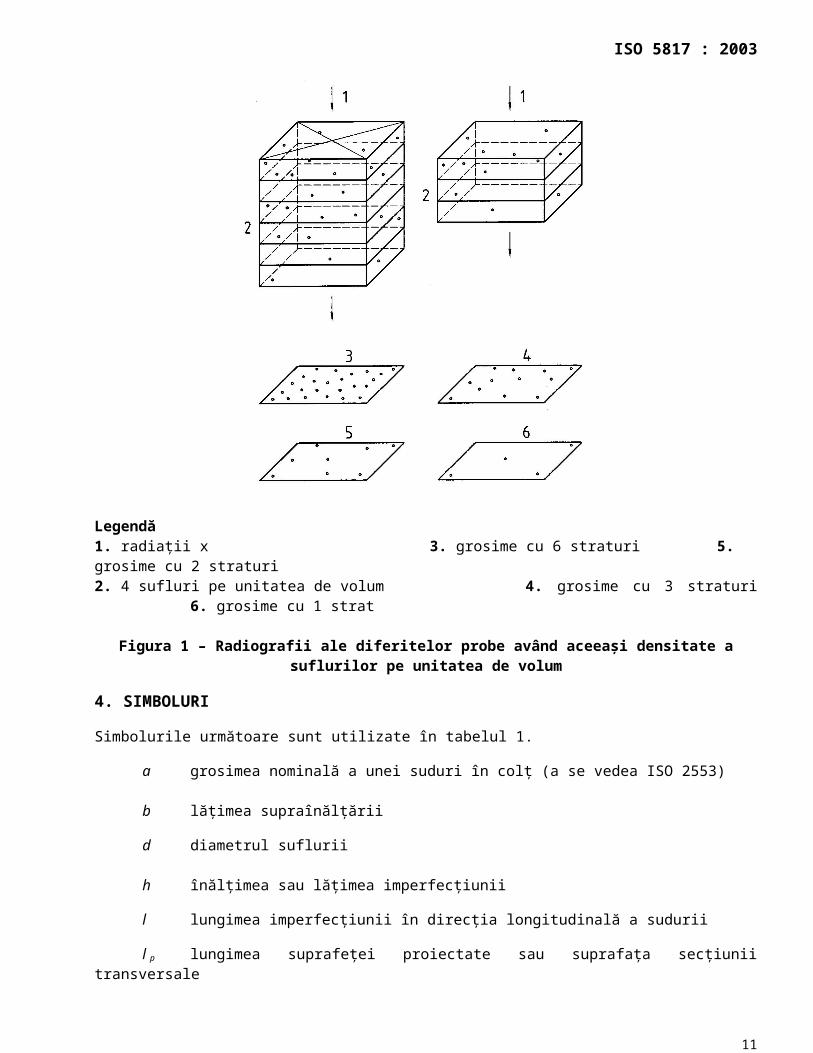
3.5aria proiecţieisuprafaţa pe care imperfecţiunile repartizate în volumul sudurii considerate sunt reprezentate cu două dimensiuni
În contrast cu aria fisurilor de suprafaţă, aria imperfecţiunilor la examinarea radiografică, depinde de grosimea sudurii (a se vedea figura 1)
3.6aria suprafeţei transversalearia considerată după rupere sau secţionare
7

ISO 5817 : 2003
Legendă 1. radiaţii x 3. grosime cu 6 straturi 5. grosime cu 2 straturi2. 4 sufluri pe unitatea de volum 4. grosime cu 3 straturi 6. grosime cu 1 strat
Figura 1 – Radiografii ale diferitelor probe având aceeaşi densitate a suflurilor pe unitatea de volum
4. SIMBOLURI
Simbolurile următoare sunt utilizate în tabelul 1.
a grosimea nominală a unei suduri în colţ (a se vedea ISO 2553)
b lăţimea supraînălţării
d diametrul suflurii
h înălţimea sau lăţimea imperfecţiunii
l lungimea imperfecţiunii în direcţia longitudinală a sudurii
l p lungimea suprafeţei proiectate sau suprafaţa secţiunii transversale
s grosimea nominală a sudurii cap la cap (a se vedea ISO 2553)
t grosimea (nominală) a peretelui ţevii sau tablei
w p lăţimea sudurii, sau lăţimea sau înălţimea în cazul suprafeţei de rupere
z cateta sudurii în colţ (a se vedea ISO 2553)
α unghiul de racordare al sudurii
β unghiul nealinierii
8

ISO 5817 : 2003
5. EVALUAREA IMPERFECŢIUNILOR
Limitele imperfecţiunilor sunt indicate în tabelul 1. Aceste limite se aplică unei suduri terminate şi pot fi în egală măsură aplicate şi straturilor intermediare de execuţie.
Dacă pentru detectarea imperfecţiunilor se utilizează o altă metodă decât examinarea macroscopică, trebuie luate în considerare numai imperfecţiunile detectate la o mărire egală sau inferioară de zece ori.
Sunt excluse din prezentul Standard Internaţional suprapunerile la rece (a se vedea tabelul 1, 1.5) şi microfisurile (a se vedea tabelul 1, 2.2).
Imperfecţiunile sistematice sunt admise numai în nivelul de calitate D, sub rezerva că alte cerinţe din tabelul 1 sunt satisfăcute.
Îmbinările sudate, în mod normal, trebuie evaluate separat pentru fiecare tip de imperfecţiune.
Imperfecţiunile de mai multe tipuri care se găsesc într-o secţiune dată a îmbinării, care reduc această secţiune pot face obiectul unei examinări speciale (a se vedea imperfecţiunile multiple).
Limitele imperfecţiunilor multiple (a se vedea tabelul 1) sunt aplicabile numai în cazul când cerinţele privind o imperfecţiune unică sunt îndeplinite.
Oricare două imperfecţiuni alăturate, separate printr-o distanţă inferioară cele mai mari dimensiuni ale imperfecţiunii mai mici, trebuie să se considere ca o singură imperfecţiune.
9

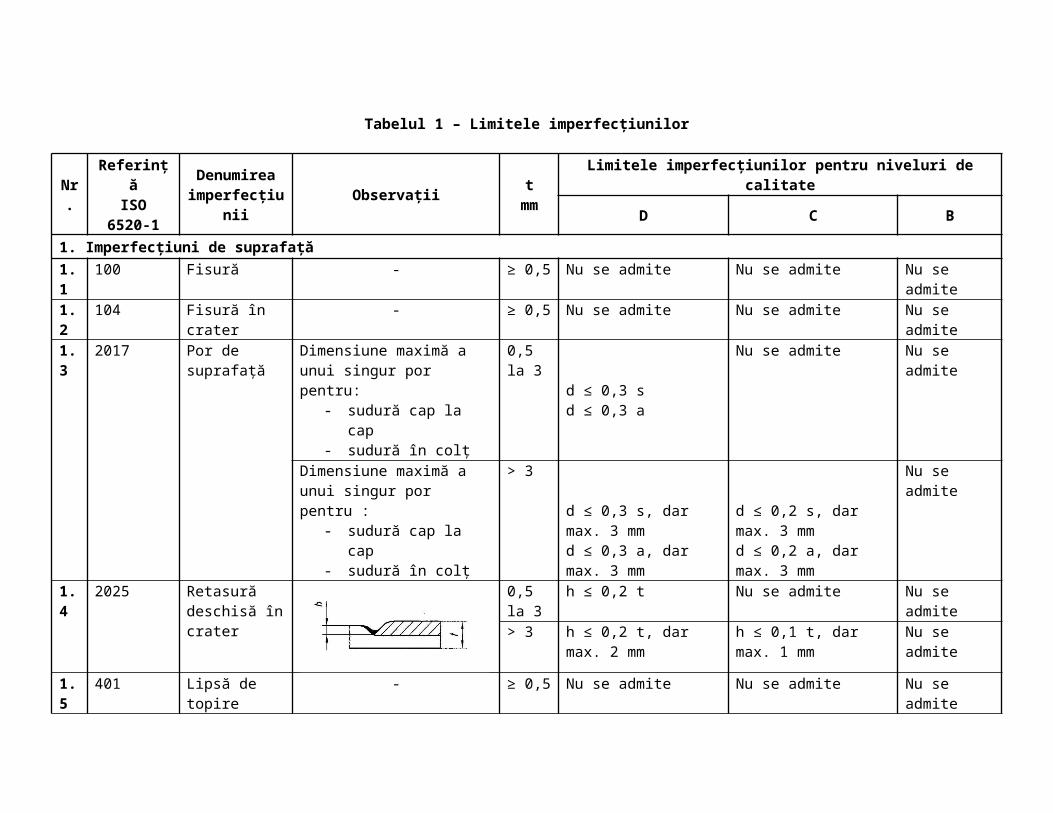
Tabelul 1 – Limitele imperfecţiunilor
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
1. Imperfecţiuni de suprafaţă
1.1 100 Fisură - ≥ 0,5 Nu se admite Nu se admite Nu se admite
1.2 104 Fisură în crater - ≥ 0,5 Nu se admite Nu se admite Nu se admite
1.3 2017 Por de suprafaţă Dimensiune maximă a unui singur por pentru:
- sudură cap la cap- sudură în colţ
0,5 la 3
d ≤ 0,3 sd ≤ 0,3 a
Nu se admite Nu se admite
Dimensiune maximă a unui singur por pentru :
- sudură cap la cap- sudură în colţ
> 3
d ≤ 0,3 s, dar max. 3 mmd ≤ 0,3 a, dar max. 3 mm
d ≤ 0,2 s, dar max. 3 mmd ≤ 0,2 a, dar max. 3 mm
Nu se admite
1.4 2025 Retasură deschisă în crater
0,5 la 3 h ≤ 0,2 t Nu se admite Nu se admite> 3 h ≤ 0,2 t, dar max. 2 mm h ≤ 0,1 t, dar max. 1 mm Nu se admite
1.5 401 Lipsă de topire - ≥ 0,5 Nu se admite Nu se admite Nu se admiteMicrolipsă de topire
Detectabilă numai la examinare macroscopică
Se admite Se admite Nu se admite
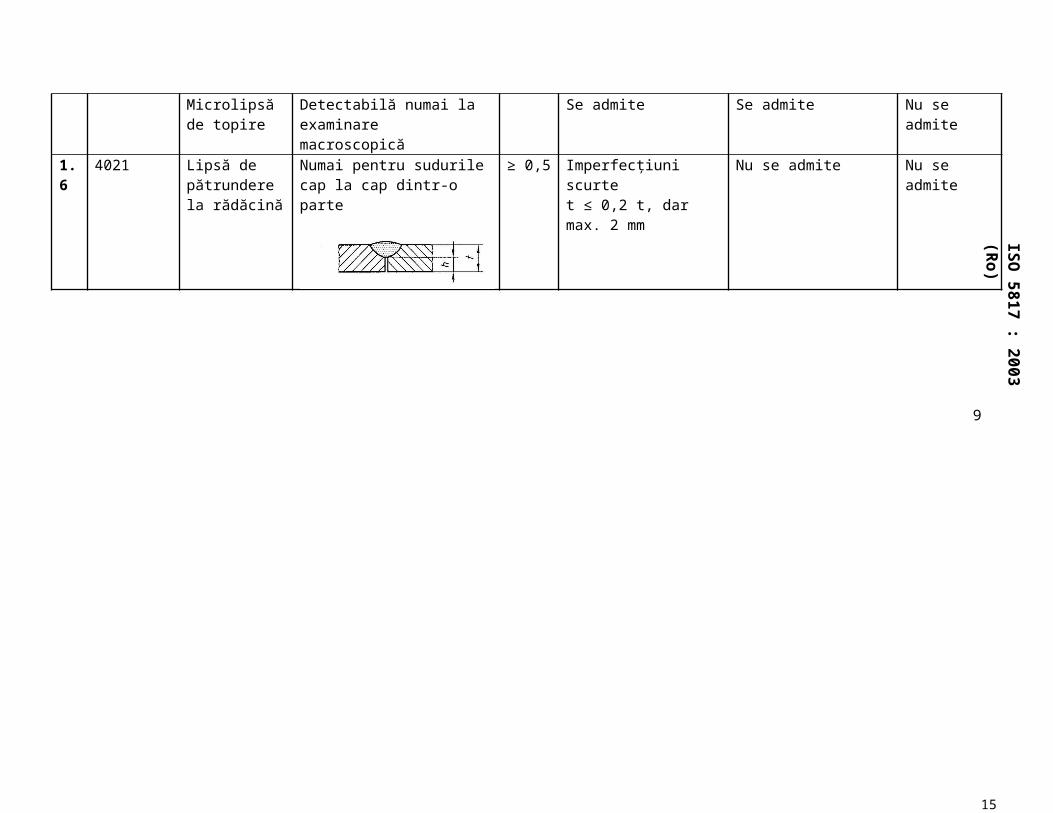
1.6 4021 Lipsă de pătrundere la rădăcină
Numai pentru sudurile cap la cap dintr-o parte
≥ 0,5 Imperfecţiuni scurtet ≤ 0,2 t, dar max. 2 mm
Nu se admite Nu se admite
ISO
5817 : 2003 (Ro)9
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
1.7 5011
5012
Crestături continueCrestături discontinue
Se cere trecere cu racordare
Nu este considerată imperfecţiune sistematică
0,5 la 3 Imperfecţiuni scurteh ≤ 0,2 t
Imperfecţiuni scurteh ≤ 0,1 t
Nu se admite
> 3 h ≤ 0,2 t,dar max. 1 mm
h ≤ 0,1 t,dar max. 0,5 mm
h ≤ 0,05 t,dar max. 0,5 mm
1.8 5013 Crestătură la rădăcină
Se cere trecere cu racordare 0,5 la 3 h ≤ 0,2 mm + 0,1 t Imperfecţiuni scurteh ≤ 0,1 t
Nu se admite
> 3 Imperfecţiuni scurteh ≤ 0,2 t dar max. 2 mm
Imperfecţiuni scurteh ≤ 0,1 t dar max. 1 mm
Imperfecţiuni scurteh ≤ 0,05 t dar max. 0,5 mm
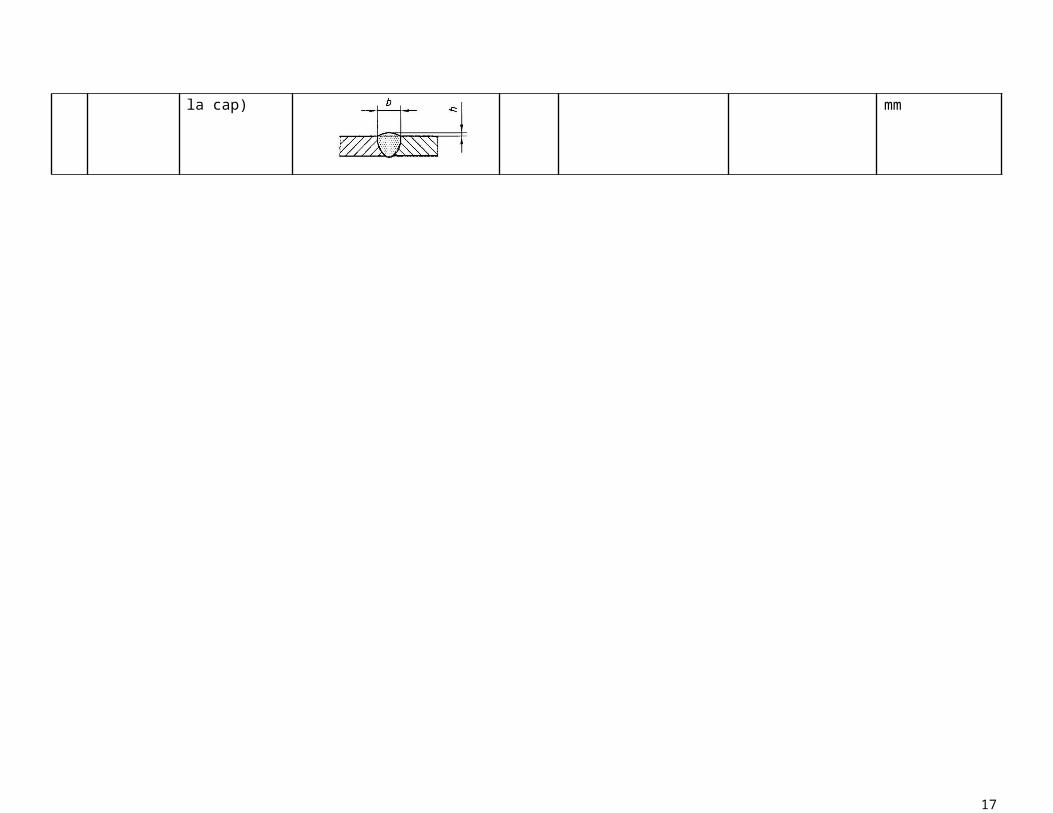
1.9 502 Supraînălţare excesivă (sudură cap la cap)
Se cere o trecere cu racordare ≥ 0,5 h ≤ 1 mm + 0,25 b dar max. 10 mm
h ≤ 1 mm + 0,15 b dar max. 7 mm
h ≤ 1 mm + 0,1 b dar max. 5 mm
ISO
5817 : 2003 (Ro)
11
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
1.10 503 Convexitate excesivă (sudură în colţ)
≥ 0,5 h ≤ 1 mm + 0,25 b,dar max. 5 mm
h ≤ 1 mm + 0,15 b,dar max. 4 mm
h ≤ 1 mm + 0,1 b,dar max. 3 mm
1.11 504 Exces de pătrundere
0,5 la 3 h ≤ 1 mm + 0,6 b, h ≤ 1 mm + 0,3 b, h ≤ 1 mm + 0,1 b,
> 3 h ≤ 1 mm + 1,0 b,dar max. 5 mm
h ≤ 1 mm + 0,6 b,dar max. 4 mm
h ≤ 1 mm + 0,2 b,dar max. 3 mm
ISO
5817 : 2003 (Ro)
12
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
1.12 505 Racordare incorectă
- suduri cap la cap ≥ 0,5 α ≥ 90 0 α ≥ 110 0 α ≥ 150 0
- suduri în colţ
α 1 ≥ αα 2 ≥ α
≥ 0,5 α ≥ 90 0 α ≥ 110 0 α ≥ 110 0
1.13 506 Scurgere de metal
≥ 0,5 h ≤ 0,2 b Nu se admite Nu se admite
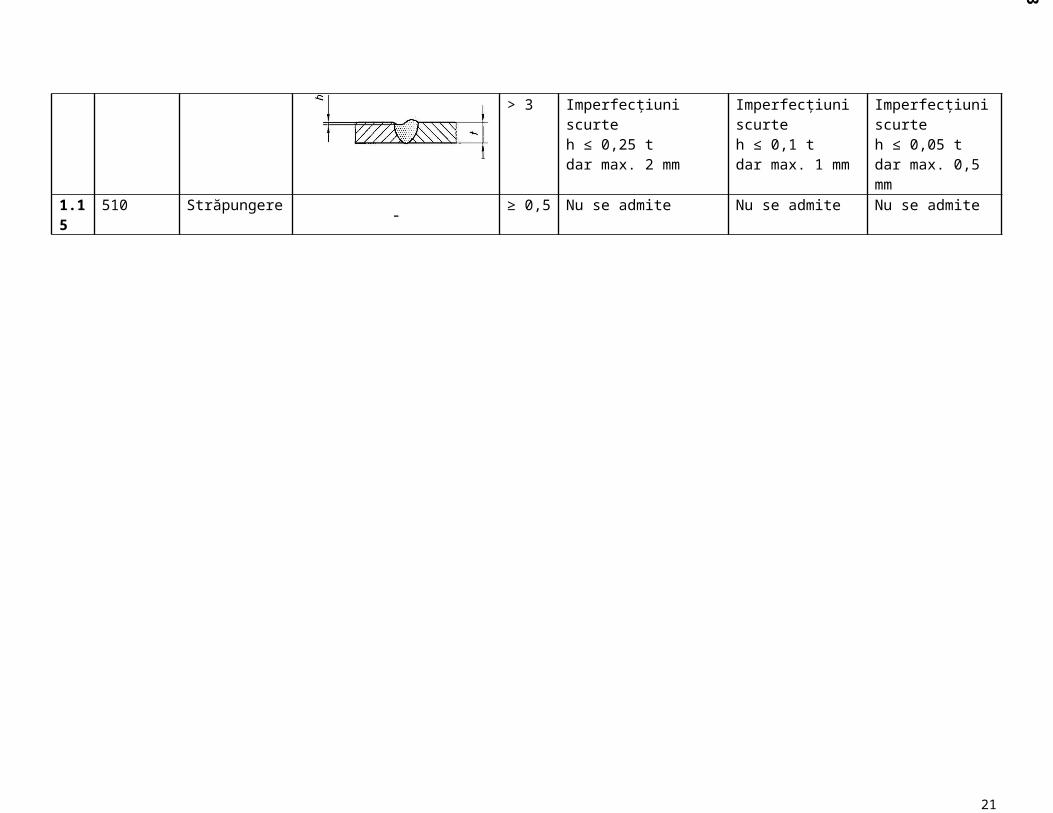
1.14 509511
SupratopireSubţiere
Se cere trecere cu racordare 0,5 la 3 Imperfecţiuni scurteh ≤ 0,25 t
Imperfecţiuni scurteh ≤ 0,1 t
Nu se admite
> 3 Imperfecţiuni scurteh ≤ 0,25 tdar max. 2 mm
Imperfecţiuni scurteh ≤ 0,1 tdar max. 1 mm
Imperfecţiuni scurteh ≤ 0,05 tdar max. 0,5 mm
1.15 510 Străpungere - ≥ 0,5 Nu se admite Nu se admite Nu se admite
ISO
5817 : 2003 (Ro)
13
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
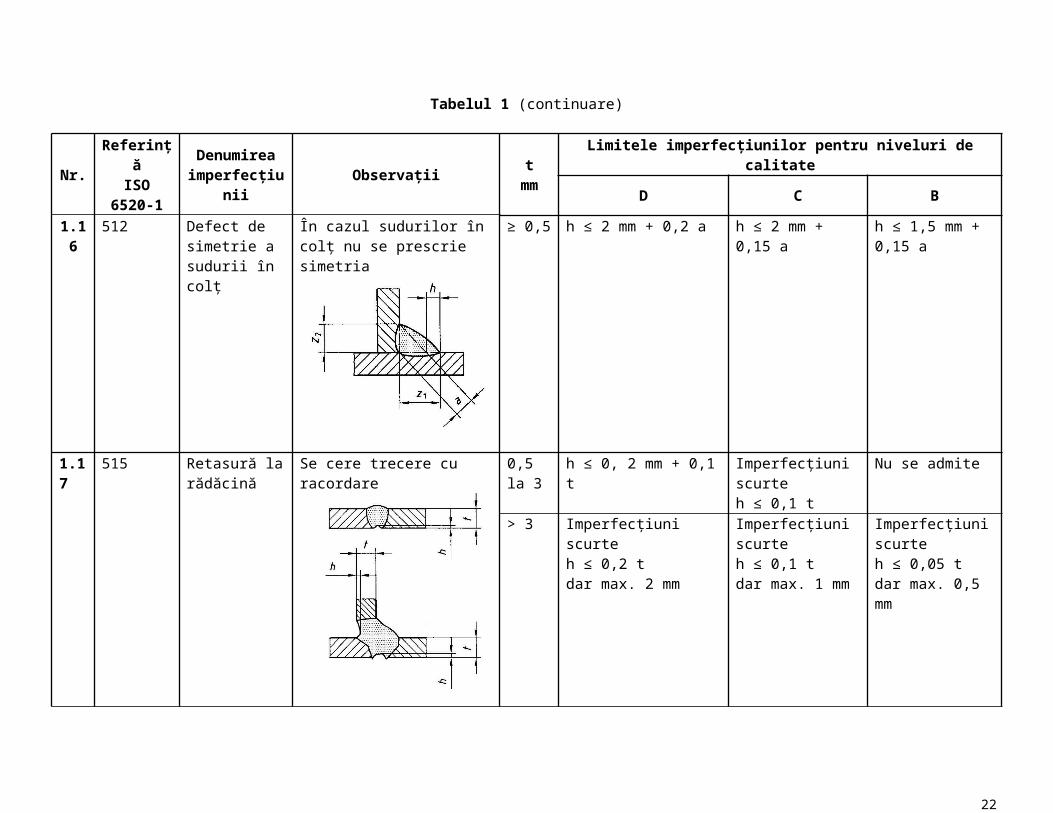
1.16 512 Defect de simetrie a sudurii în colţ
În cazul sudurilor în colţ nu se prescrie simetria
≥ 0,5 h ≤ 2 mm + 0,2 a h ≤ 2 mm + 0,15 a h ≤ 1,5 mm + 0,15 a
1.17 515 Retasură la rădăcină
Se cere trecere cu racordare 0,5 la 3 h ≤ 0, 2 mm + 0,1 t Imperfecţiuni scurteh ≤ 0,1 t
Nu se admite
> 3 Imperfecţiuni scurteh ≤ 0,2 tdar max. 2 mm
Imperfecţiuni scurteh ≤ 0,1 tdar max. 1 mm
Imperfecţiuni scurteh ≤ 0,05 tdar max. 0,5 mm
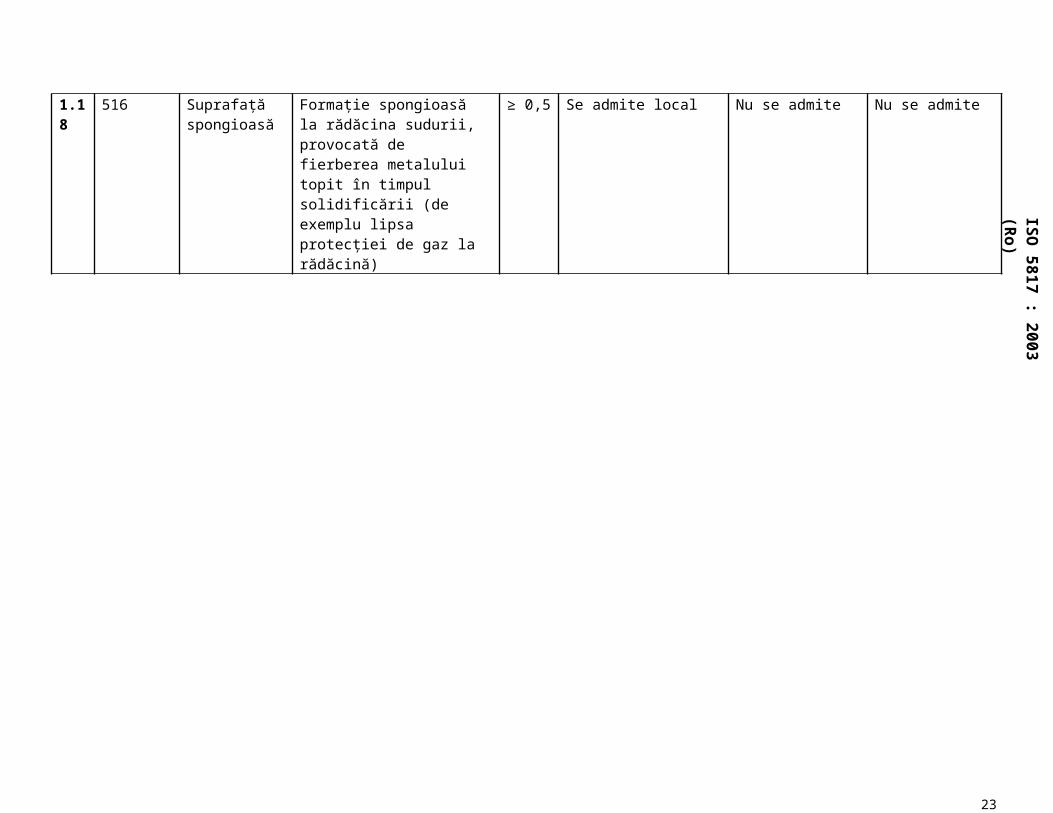
1.18 516 Suprafaţă spongioasă
Formaţie spongioasă la rădăcina sudurii, provocată de fierberea metalului topit în timpul solidificării (de exemplu lipsa protecţiei de gaz la rădăcină)
≥ 0,5 Se admite local Nu se admite Nu se admite
ISO
5817 : 2003 (Ro)
14
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
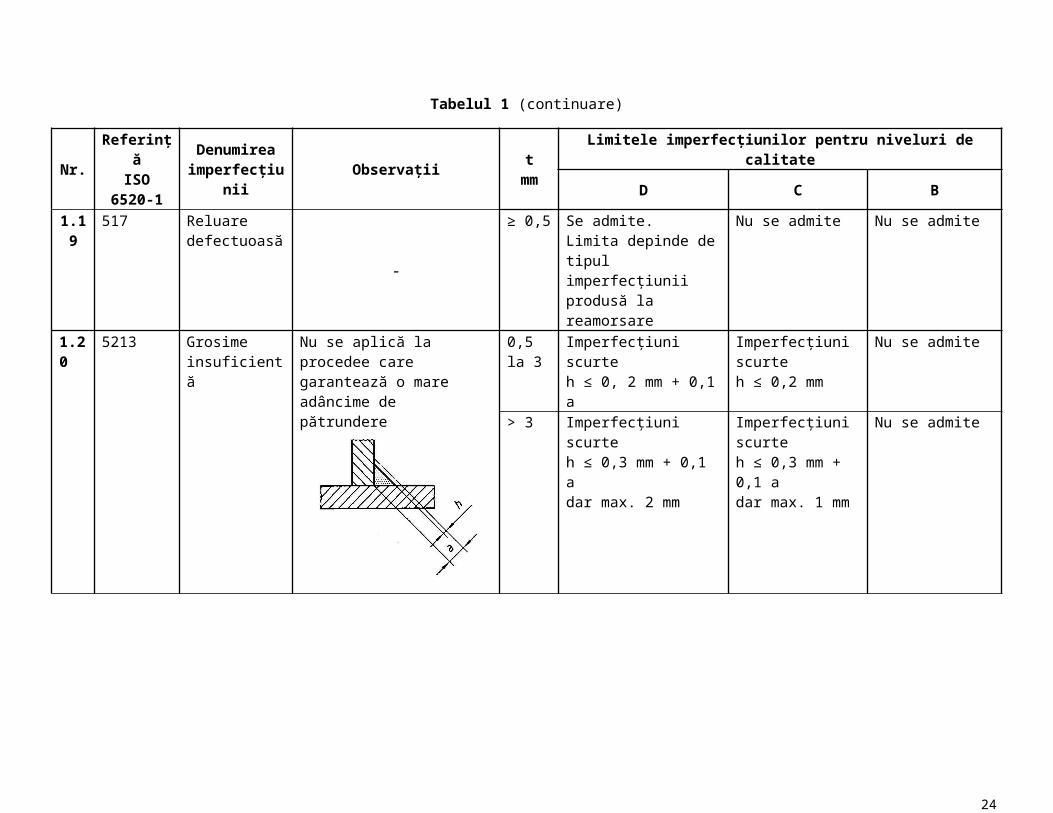
1.19 517 Reluare defectuoasă
-
≥ 0,5 Se admite.Limita depinde de tipul imperfecţiunii produsă la reamorsare
Nu se admite Nu se admite
1.20 5213 Grosime insuficientă
Nu se aplică la procedee care garantează o mare adâncime de pătrundere
0,5 la 3 Imperfecţiuni scurteh ≤ 0, 2 mm + 0,1 a
Imperfecţiuni scurteh ≤ 0,2 mm
Nu se admite
> 3 Imperfecţiuni scurteh ≤ 0,3 mm + 0,1 adar max. 2 mm
Imperfecţiuni scurteh ≤ 0,3 mm + 0,1 adar max. 1 mm
Nu se admite
1.21 5214 Grosime excesivă
Grosimea sudurii în colţ este prea mare
≥ 0,5 Fără limitare h ≤ 1 mm + 0,2 a,dar max. 4 mm
h ≤ 1 mm + 0,15 a,dar max. 3 mm
1.22 601 Arsură-
≥ 0,5 Se admite dacă caracteristicile metalului de bază nu sunt afectate
Nu se admite Nu se admite
1.23 602 Strop-
≥ 0,5 Se admite în funcţie de aplicaţie, de ex.. de material, de protecţie anticorosivă
ISO
5817 : 2003 (Ro)
15

Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
2. Imperfecţiuni interne
2.1 100 Fisuri Toate tipurile de fisuri cu excepţia microfisurilor şi fisurilor de crater
≥ 0,5 Nu se admite Nu se admite Nu se admite
2.2 1001 Microfisură Fisură care uzual este vizibilă la microscop (50 x)
≥ 0,5 Se admite Se admite în funcţie de tipul metalului de bază, în special de sensibilitatea la fisurare a acestuia
2.3 2011
2012
Suflură sferoidalăSufluri sferoidale uniform distribuite
Condiţiile şi limitele imperfecţiunilor trebuie să fie satisfăcute. Pentru informare a se vedea Anexa A.
≥ 0,5
a 1) Dimensiunea maximă a ariei imperfecţiunilor (inclusiv imperfecţiunile sistematice) în raport cu aria proiecţiei.NOTĂ Porozitatea ariei proiectate depinde de numărul de straturi (volumul sudurii)
≥ 0,5 pentru un strat: ≤ 2,5 %pentru multi – strat ≤ 5 %
pentru un strat: ≤ 1,5 %pentru multi – strat ≤ 3 %
pentru un strat: ≤ 1 %pentru multi – strat ≤ 2 %
a 2) Dimensiunea maximă a ariei imperfecţiunilor în secţiunea transversală (inclusiv imperfecţiunile sistematice) raportată la aria ruperii (aplicabilă numai în producţie, la calificarea sudorilor sau procedurilor)
≥ 0,5 ≤ 2,5 % ≤ 1,5 % ≤ 1 %
b) Dimensiunea maximă pentru o singură suflură pentru
- suduri cap la cap- suduri în colţ
≥ 0,5 d ≤ 0,4 s, dar max. 5 mmd ≤ 0,4 a, dar max. 5 mm
d ≤ 0,3 s, dar max. 4 mmd ≤ 0,3 a, dar max. 4 mm
d ≤ 0,2 s, dar max. 3 mmd ≤ 0,2 a, dar max. 3 mm
ISO
5817 : 2003 (Ro)
16
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B2.4 2013 Sufluri grupate caz 1 (D > d A2)
Suma ariilor diferitelor sufluri (A 1 + A 2 + ...) raportată la aria de evaluare l p x w p (cazul 1).Lungimea de referinţă pentru l p este 100 mm.
Dacă D este mai mic decât cea mai mică valoare d A1 sau d A2 , o învelitoare cuprinzând zonele suflurilor A 1 + A 2 trebuie să fie considerată ca zonă unică a imperfecţiunilor (cazul 2)
≥ 0,5
caz 2 (D > d A2)
ISO
5817 : 2003 (Ro)
17

Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
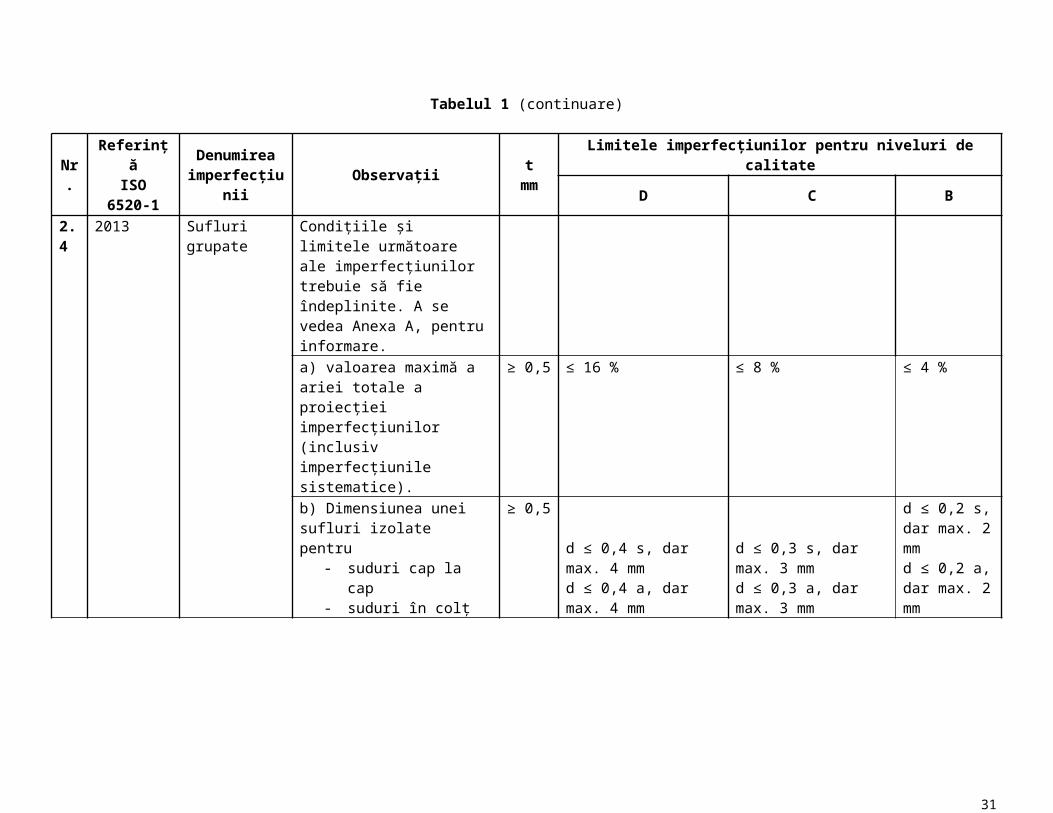
D C B2.4 2013 Sufluri grupate Condiţiile şi limitele următoare
ale imperfecţiunilor trebuie să fie îndeplinite. A se vedea Anexa A, pentru informare.a) valoarea maximă a ariei totale a proiecţiei imperfecţiunilor (inclusiv imperfecţiunile sistematice).
≥ 0,5 ≤ 16 % ≤ 8 % ≤ 4 %
b) Dimensiunea unei sufluri izolate pentru
- suduri cap la cap- suduri în colţ
≥ 0,5
d ≤ 0,4 s, dar max. 4 mmd ≤ 0,4 a, dar max. 4 mm
d ≤ 0,3 s, dar max. 3 mmd ≤ 0,3 a, dar max. 3 mm
d ≤ 0,2 s, dar max. 2 mmd ≤ 0,2 a, dar max. 2 mm
2.5 2014 Sufluri aliniate caz 1 (D > d 2)
caz 2 (D > d 2)
ISO
5817 : 2003 (Ro)
18
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B2.5 2014 Sufluri aliniate Suma ariilor diferitelor sufluri
raportată la
aria de evaluare l p x l w (cazul 1).Dacă D este inferior celui mai mic diametru a uneia din suflurile învecinate, această arie cumulată a două sufluri trebuie aplicată la suma imperfecţiunilor (cazul 2).Următoarele condiţii şi limite pentru imperfecţiuni trebuie să fie îndeplinite.A se vedea Anexa A, pentru informare.a1) Valoarea maximă a ariei imperfecţiunilor (inclusiv imperfecţiunile sistematice) raportată la aria proiecţiei.NOTĂ Porozitatea ariei proiectate depinde de numărul de straturi (volumul sudurii).a2) Valoarea maximă a ariei secţiunii transversale a imperfecţiunilor (inclusiv imperfecţiunile sistematice) raportată la aria rupturii (aplicabilă numai în producţie, calificarea sudorilor sau procedurilor).b) Dimensiunea maximă a unei singure sufluri pentru
- suduri cap la cap- suduri în colţ
≥ 0,5 pentru un strat: ≤ 8 %
pentru multi–strat: ≤ 16 %
pentru un strat: ≤ 4%
pentru multi–strat: ≤ 8%
pentru un strat: ≤ 2%
pentru multi–strat: ≤ 4%
≥ 0,5 ≤ 8 % ≤ 4 % ≤ 2 %
≥ 0,5 d ≤ 0,4 s, dar max. 4 mmd ≤ 0,4 a, dar max. 4mm
d ≤ 0,3 s, dar max. 3 mmd ≤ 0,3 a, dar max. 3mm
d ≤ 0,2 s, dar max. 2 mmd ≤ 0,2 a, dar max. 2mm
ISO
5817 : 2003 (Ro)
19

Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B2.6 2015
2016Sufluri alungiteSufluri tubulare
- suduri cap la cap ≥ 0,5 h ≤ 0,4 s, dar max. 4 mml ≤ s, dar max. 75 mm
h ≤ 0,3s, dar max. 3mml ≤ s, dar max. 50 mm
h ≤ 0,2s, dar max. 2mml ≤ s, dar max. 25 mm
- suduri în colţ ≥ 0,5 h ≤ 0,4 a, dar max. 4 mml ≤ a, dar max. 75 mm
h ≤ 0,3a, dar max. 3mml ≤ a, dar max. 50 mm
h ≤ 0,2a, dar max. 2mml ≤ a, dar max. 25 mm
2.7 202 Retasură
-
≥ 0,5 Se admit imperfecţiuni scurte, dar fără ieşire la suprafaţă- suduri cap la cap
h ≤ 0,4 s,dar max. 4 mm
- suduri în colţh ≤ 0,4 a,dar max. 4 mm
Nu se admite Nu se admite
2.8 2024 Retasură de crater
Cea mai mare dimensiune (h sau l) după măsurare
0,5 la 3 > 3
h/l ≤ 0,2 th/l ≤ 0,2 t, dar max. 2 mm
Nu se admite Nu se admite
2.9 300301
302
303
Incluziuni solideIncluziuni de zgurăIncluziuni de fluxIncluziuni de oxid
- suduri cap la cap ≥ 0,5 h ≤ 0,4 s, dar max. 4 mml ≤ s, dar max. 75 mm
h ≤ 0,3 s, dar max. 3 mml ≤ s, dar max. 50 mm
h ≤ 0,2 s, dar max. 2 mml ≤ s, dar max. 25 mm
- suduri în colţ ≥ 0,5 h ≤ 0,4 a, dar max. 4 mml ≤ a, dar max. 75 mm
h ≤ 0,3 a, dar max. 3 mml ≤ a, dar max. 50 mm
h ≤ 0,2 a, dar max. 2 mml ≤ a, dar max. 25 mm
ISO
5817 : 2003 (Ro)
20
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B2.10 304 Incluziuni
metalice altele decât cupru
- suduri cap la cap ≥ 0,5 h ≤ 0,4 s, dar max. 4 mm h ≤ 0,3s, dar max. 3mm h ≤ 0,2s, dar max. 2mm
- suduri în colţ ≥ 0,5 h ≤ 0,4 a, dar max. 4 mm h ≤ 0,3a, dar max. 3mm h ≤ 0,2a, dar max. 2mm
2.11 3042 Incluziuni de cupru
-≥ 0,5 Nu se admit Nu se admit Nu se admit
2.12 401
4011
4012
4013
Lipsă de topire (topire incompletă)Lipsă de topire laterală
Lipsă de topire între treceri
Lipsă de topire la rădăcină
≥ 0,5 Imperfecţiuni scurte, dar fără ieşire la suprafaţă- suduri cap la cap h ≤ 0,4 s dar max. 4 mm- suduri în colţ h ≤ 0,4 a dar max. 4 mm
Nu se admit Nu se admit
ISO
5817 : 2003 (Ro)
21
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B2.13 402 Lipsă de
pătrundere
Îmbinare în T (sudură în colţ)
> 0,5 Imperfecţiune scurtăh ≤ 0,2 a, dar max. 2 mm
Nu se admit Nu se admit
Îmbinare în T (parţial pătrunsă)
Îmbinare cap la cap (parţial pătrunsă)
≥ 0,5 Imperfecţiuni scurte- îmbinare cap la cap: h ≤ 0,2 s, dar max. 2 mm- îmbinare în T: h ≤ 0,2 a, dar max. 2 mm
Imperfecţiuni scurte- îmbinare cap la cap: h ≤ 0,1 s, dar max.1,5 mm- îmbinare în colţ: h ≤ 0,1 a, dar max.1,5 mm
Nu se admit
Îmbinare cap la cap (pătrundere completă)
≥ 0,5 Imperfecţiuni scurteh ≤ 0,2 t, dar max. 2 mm
Nu se admit Nu se admit
ISO
5817 : 2003 (Ro)
22
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B3. Imperfecţiuni în geometria îmbinării2.13 507 Defect de
aliniereLimitele privind devierea faţă de poziţia corectă. Dacă nu există prevederi contrare, poziţia corectă înseamnă coincidenţa axelor semigrosimilor (a se vedea Articolul 1). t corespunde celei mai mici grosimi. Un defect de aliniere cuprins în limitele indicate nu este considerat imperfecţiune sistematică (aplicabil la Figurile A şi B).
0,5 la 3 h ≤ 0,2 mm + 0,25 t h ≤ 0,2 mm + 0,15 t h ≤ 0,2 mm + 0,1 t
Figura A: Table şi suduri longitudinale
> 3 h ≤ 0,25 t, dar max. 5 mm
h ≤ 0,15 t, dar max. 4 mm
h ≤ 0,1 t, dar max. 3 mm
Figura B: Suduri circumferenţiale
≥ 0,5 h ≤ 0,5 t, dar max. 4 mm
h ≤ 0,5 t, dar max. 3 mm
h ≤ 0,5 t, dar max. 2 mm
ISO
5817 : 2003 (Ro)
23
Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
3.2 508 Defect unghiular ≥ 0,5 β ≤ 4 0 β ≤ 2 0 β ≤ 1 0
3.3 617 Asamblare incorectă a sudurii în colţ
Limitarea din Articolul 5 privind imperfecţiunile sistematice nu se aplică.
0,5 la 3h ≤ 0,5 mm + 0,1a h ≤ 0,3 mm + 0,1a
h ≤ 0,2 mm + 0,1a
> 3
h ≤ 1 mm + 0,3a,dar max. 4 mm
h ≤ 0,5 mm + 0,2a,dar max. 3 mm
h ≤ 0,5 mm + 0,1a,dar max. 2 mm
4 Imperfecţiuni multiple4.1 Fără Imperfecţiuni
multiple în secţiunea transversală a
Secţiune transversală (macrografie) în zona cea mai defavorabilă a sudurii
0,5 la 3 Nu se admit Nu se admit Nu se admit
> 3
Înălţimea totală maximă a imperfecţiunilorΣh ≤ 0,4 t sau ≤ 0,25 a
Înălţimea totală maximă a imperfecţiunilorΣh ≤ 0,3 t sau ≤ 0,2 a
Înălţimea totală maximă a imperfecţiunilorΣh ≤ 0,2 t sau ≤ 0,15 a
ISO
5817 : 2003 (Ro)
24

Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
4.1
4.2 Fără Aria proiectată sau aria secţiunii transversale în direcţia longitudinală
cazul 1 (D >l 3)
ISO
5817 : 2003 (Ro)
25

Tabelul 1 (continuare)
Nr.Referinţă
ISO 6520-1Denumirea
imperfecţiuniiObservaţii
tmm
Limitele imperfecţiunilor pentru niveluri de calitate
D C B
4.2 cazul 2 (D >l 3)
Suma ariilor Σh x l trebuie să fie calculată în procente din aria de evaluare l p x w p (cazul 1).Dacă D este inferior celei mai mici lungimi a uneia din imperfecţiunile învecinate, acest cumul de arii a două imperfecţiuni trebuie să fie aplicat la suma imperfecţiunilor (cazul 2).
NOTĂ A se vedea Anexa A pentru informare
≥ 0,5 Σh x l ≤ 16 % Σh x l ≤ 8 % Σh x l ≤ 4 %
a A se vedea Anexa B
ISO
5817 : 2003 (Ro)
26

ISO 5817 : 2003
Anexa A(informativă)
EXEMPLE DE DETERMINARE A PROCENTAJULUI DE IMPERFECŢIUNI
Următoarele figuri prezintă o reprezentare a diferitelor procentaje de imperfecţiuni. Această reprezentare ar trebui utilizată ca ajutor la evaluarea imperfecţiunilor la radiografii şi suprafeţele rupturii.
Figura A. 1 – 1 procent suprafaţă, 15 sufluri, d = 1 mm
Figura A. 2 – 1,5 procente suprafaţă, 23 sufluri, d = 1 mm
Figura A. 3 – 2 procente suprafaţă, 30 sufluri, d = 1 mm
26

ISO 5817 : 2003
Figura A. 4 – 2,5 procente suprafaţă, 38 sufluri, d = 1 mm
Figura A. 5 – 3 procente suprafaţă, 45 sufluri, d = 1 mm
Figura A. 6 – 4 procente suprafaţă, 61 sufluri, d = 1 mm
Figura A. 7 – 5 procente suprafaţă, 76 sufluri, d = 1 mm
28

ISO 5817 : 2003
Figura A. 8 – 8 procente suprafaţă, 122 sufluri, d = 1 mm
Figura A. 9 – 16 procente suprafaţă, 244 sufluri, d = 1 mm
29

ISO 5817 : 2003
Anexa B(informativă)
INFORMAŢII SUPLIMENTARE ŞI GHID PENTRU UTILIZAREA PREZENTULUI STANDARD INTERNAŢIONAL
Acest Standard Internaţional prezintă cerinţele pentru trei niveluri de calitate pentru imperfecţiunile din îmbinările sudate din oţel, nichel, titan şi aliajele lor, sudate prin topire (exclusiv sudarea cu fascicul de electroni) pentru grosimi de suduri ≥ 0,5 mm. El poate fi utilizat, în unele cazuri, pentru alte procedee de sudare prin topire sau alte grosimi de sudură.
Diferite componente sunt foarte adesea produse pentru diferite aplicaţii, dar conform unor cerinţe similare. În orice caz, ar trebui ca cerinţele aplicate componentelor identice produse în diverse ateliere să aibă în vedere asigurarea unei execuţii conform aceloraşi criterii. Aplicarea coerentă a acestui Standard Internaţional este unul din principiile de bază ale unui sistem de management al calităţii destinat utilizării în producţia de structuri sudate.
Suma imperfecţiunilor multiple ilustrează posibilitatea teoretică a preimpunerii imperfecţiunilor individuale. În acest caz, suma totală a tuturor abaterilor admise trebuie să fie limitată la valorile specifice diferitelor imperfecţiuni, ceea ce înseamnă că valoarea limită a unei imperfecţiuni izolate ≤ h, de exemplu pentru o suflură izolată nu trebuie să fie depăşită.
Prezentul Standard Internaţional poate fi utilizat împreună cu un catalog de ilustraţii reale indicând dimensiunea imperfecţiunilor admise pentru diferite niveluri de calitate cu fotografii realizate la faţa şi rădăcina sudurii şi/sau reproducerii radiografice sau macrografii realizate în secţiunea transversală a sudurii. Un exemplu de astfel de catalog este dat în „Reference radiography for the assessment of weld imperfections in accordance with ISO 5817” publicat de Institutul Internaţional de Sudură (IIW) şi Deutscher Verlag für Schweissen und verwandte Verfahren, Düsseldorf. Acest catalog poate fi utilizat cu hărţi de referinţă pentru evaluarea diferitelor imperfecţiuni şi, în caz de opinii diferite, pentru dimensiunea admisă a imperfecţiunilor.
30
ISO 5817 : 2003
BIBLIOGRAFIE
[ 1 ] ISO 13919-1:1996, Welding – Electron and laser–beam welded joints – Guidance on quality levels for imperfections – Part 1 : Steel
[ 2 ] ISO 17635, Non–destructive examination of welds – General rules for fusion welds in metallic materials.
31