jest to wersja robocza, wymagająca jeszcze uzupełnienia ... plastyczna.pdf · zewnętrznych. w...
TRANSCRIPT

Jest to wersja robocza, wymagająca jeszcze uzupełnienia źródeł i porządnej
redakcji, ale zawierająca większą część najważniejszych informacji z zakresu
obróbki plastycznej, choć brakuje informacji o materiałach, o obróbce tworzyw
sztucznych i proszków spiekanych. Może stanowić uzupełnienie materiałów
znajdujących się w internecie zredagowanych przez dr inż. Stefana Kapińskiego.
Wiadomości w niej zawarte będą stanowiły podstawę do pytań na zbiorczym
kolokwium poprawkowym dla tych, którzy nie zaliczą "Technologii" wcześniej.
Mam nadzieję, że okaże się przydatna.
dr inż. Ryszard Kuryjański
1. Wstęp. Teoria odkształceń
Odkształcenie to miara deformacji ciała poddanego działaniu sił
zewnętrznych. W metalach występują dwa rodzaje odkształceń: sprężyste i
plastyczne.
1.1. Odkształcenia sprężyste
Odkształcenie sprężyste ma charakter nietrwały i następuje pod wpływem
działania siły zewnętrznej a po jej usunięciu materiał powraca do stanu
wyjściowego.
Istotą odkształcenia sprężystego jest to, że obciążenie zewnętrzne
powoduje sprężyste przesunięcia atomów z położeń równowagi (obciążenie jest
niewystarczające dla przeprowadzenia atomu w nowe położenie równowagowe).
Dla każdego metalu istnieje największa wartość siły po przekroczeniu
której przedmiot nie powróci do pierwotnego kształtu.
Graniczna wartość tej siły odniesiona do pierwotnego pola przekroju, na
którym działa jest naprężeniem nazwanym granicą sprężystości.
1.2. Odkształcenia plastyczne
Odkształcenie trwałe - plastyczne następuje wtedy, gdy wartość
naprężenia wywołanego siłą przekroczy wartość granicy sprężystości. Wielkość
tego naprężenia zależy od wielu czynników, z których najważniejszymi są: siły
oddziaływania między atomami w sieci, typ sieci, szybkość i temperatura, w
jakiej następuje odkształcanie.
Techniczną miarą odkształcenia jest stosunek zmniejszenia pola przekroju
poprzecznego (prostopadłego do kierunku odkształcenia), do pola tego
przekroju przed odkształceniem, wyrażony w procentach zwany zgniotem:
%1000
0
A
AAZ
gdzie: A0 - pole przekroju przed odkształceniem,
A- pole przekroju po odkształceniu,

1.3. Krzywa rozciągania [Wikipedia]
Początkowo wzrost przykładanej siły powoduje liniowy wzrost
odkształcenia, aż do osiągnięcia granicy proporcjonalności RH.
W zakresie tym obowiązuje prawo Hooke'a tzn. odkształcenie ciała pod
wpływem działającej na nie siły są proporcjonalne do tej siły, współczynnik
między naprężeniem wywołanym przez przyłożone siły a odkształceniem
nazywany jest współczynnikiem, modułem, sprężystości.
Prawo Hooke'a wyraża wzór:
𝜎 =𝐹
𝑆= 𝐸 ∙
∆𝑙
𝑙= 𝐸 ∙ 𝜀 [Pa]
gdzie:
F – siła rozciągająca [N]
S – pole przekroju poprzecznego [m2]
E – moduł Younga [Pa]
Δl – wydłużenie pręta [m]
l – długość początkowa [m]
ε - odkształcenie [%]
Następnie po osiągnięciu wyraźnej granicy sprężystości Rsp materiał
przechodzi w stan plastyczny, a odkształcenie staje się nieodwracalne.
Jeżeli niemożliwe było określenie wyraźnej granicy sprężystości to
wyznacza się umowną granicę sprężystości R0.05%.
Dalsze zwiększanie naprężenia powoduje nieliniowy wzrost
odkształcenia, aż do momentu wystąpienia zauważalnego, lokalnego
przewężenia zwanego szyjką. Naprężenie, w którym pojawia się szyjka, zwane
jest wytrzymałością na rozciąganie Rm.
Dalsze rozciąganie próbki powoduje jej zerwanie przy naprężeniu
zrywającym . Wykres przedstawia dwie linie. Przerywana pokazuje
naprężenie rzeczywiste σ2 obliczane przy uwzględnieniu przewężenia próbki.,
zaś linia ciągła pokazuje σ1 - stosunek uzyskiwanych sił do przekroju
początkowego
Przedstawiony wykres znacznie różni się dla różnych materiałów.
Materiały kruche nigdy nie przechodzą w stan plastyczny, lecz wcześniej
ulegają zerwaniu. Nie można więc poddawać ich obróbce plastycznej.
Dla wielu materiałów granica plastyczności jest trudna do określenia,
gdyż nie istnieje wyraźnie przejście z zakresu sprężystego do plastycznego.
Wyznacza się wtedy umowną granicę plastyczności R0.2% (naprężenie przy
odkształceniu równym 0.2%).
W przypadku wystąpienia widocznego płynięcia badanego materiału
wyznacza się górną ReH i dolną ReL granicę plastyczności.

Krzywa rozciągania materiałów plastycznych [Wikipedia]
Krzywa rozciągania materiałów kruchych

1.4. Terminy związane z budową metali i stopów
1.4.1. Ziarno (krystalit, domena krystaliczna)
Ziarno jest to część ciała stałego o budowie krystalicznej będąca
obszarem monokrystalicznego uporządkowania. Ma rozmiary od kilku
nanometrów do milimetrów. Krystality oddzielone są od siebie cienkimi
amorficznymi warstwami (granicami ziaren) tworząc większe struktury
polikrystaliczne. Ziarna są zwykle zorientowane przypadkowo.
W wyniku odkształcenia plastycznego powstającego podczas obróbki
plastycznej na zimno (np. walcowanie, ciągnienie), może nastąpić
ukierunkowanie struktury we wszystkich ziarnach. Strukturę taką nazywa się
teksturą. Swoiste tekstury mogą powstać również w specyficznych warunkach
krystalizacji odlewów (tekstura odlewnicza). Takie struktury uporządkowane
mogą wykazywać właściwości anizotropowe.
Przykłady ziaren
1.4.2. Polikryształ
Polikryształ - ciało stałe, będące zlepkiem wielu monokryształów,
zwanych w tym przypadku domenami krystalicznymi lub ziarnami. Domeny w
polikrysztale mają zwykle orientację statystyczną, choć w pewnych,
szczególnych warunkach można także uzyskać polikryształy o bardzo
regularnym układzie domen. Określony układ domen tworzy tzw.
mikrostrukturę polikryształu. Układ struktur krystalicznych tworzy tzw.
mikrostrukturę polikryształu, którą można obserwować za pomocą zwykłego
mikroskopu optycznego. Na granicach domen krystalicznych występuje wiele
niejednorodności w ułożeniu cząsteczek i w tych miejscach ciało to jest
najsłabsze. Powoduje to, że mikrostruktura polikryształu ma bardzo silny wpływ
na jego własności mechaniczne. W przełomie ciało polikrystaliczne o

statystycznym układzie domen jest szorstkie, objawiając układ monokryształów
w ciele (ich wielkość i ułożenie).
Schematyczna struktura układu atomów (cząsteczek) w ziarnie (krystalicie),
polikrysztale i ciele amorficznym [Dobrzański; Politechnika Wrocławska]
1.4.3. Ciało amorficzne (bezpostaciowe)
Ciało będące w stanie amorficznym jest ciałem stałym, ale tworzące je
cząsteczki są ułożone w sposób dość chaotyczny, bardziej zbliżony do
spotykanego w cieczach. W stanie amorficznym występują zwykle substancje,
które są zdolne do krystalizacji, ale ze względu na duży rozmiar cząsteczek,
zanieczyszczenia lub szybkie schłodzenie cieczy, nie mają warunków, aby w
pełni skrystalizować. Faza amorficzna rzadko występuje w całej objętości
substancji spotykanych w praktyce, lecz zwykle współistnieje z fazą
krystaliczną. W ciałach takich pojawiają wówczas domeny (niewielkie obszary)
fazy krystalicznej, przemieszane z domenami fazy amorficznej, przy czym
zmieniając warunki schładzania cieczy, można zmieniać proporcje jednej fazy
do drugiej w dość szerokim zakresie.
1.4.4. Defekty sieci krystalicznej
Defekty struktury krystalicznej są to niedoskonałości kryształów
polegające na punktowym lub warstwowym zerwaniu regularności ich sieci
przestrzennej. Defekty występują praktycznie we wszystkich rzeczywistych
kryształach. Wynikają one z natury procesu krystalizacji.

Wyróżnia się defekty:
a) punktowe:
wakanse, luki – wolne miejsca w sieci krystalicznej,
wyjście atomu na powierzchnie kryształu,
atomy międzywęzłowe – opuszczające węzły np. wskutek drgań
cieplnych,
b) liniowe, znane jako dyslokacje,
c) powierzchniowe:
granice ziaren – wąska strefa materiału, w której atomy są ułożone w
sposób chaotyczny
granice międzyfazowe: m.in. atomy granicy ziarna są wspólnymi atomami
obydwóch ziaren,
błąd ułożenia
[E-studia informatyczne BETA]

1.4.5. Temperatura rekrystalizacji
Temperatura rekrystalizacji jest to temperatura, w której dany metal
odkształcony plastycznie na zimno całkowicie ulegnie rekrystalizacji po
wyżarzaniu trwającym jedną godzinę.
Temperatura rekrystalizacji nie jest stałą cechą materiału, lecz zależy od
wielu czynników, głównie od czystości materiału, zmagazynowanej energii
odkształcenia oraz warunków wygrzewania.
Doświadczalnie stwierdzono że temperatura rekrystalizacji Tr jest tym
niższa im:
większy zgniot
większa szybkość odkształcenia
mniejsze ziarno wyjściowe
mniejsza szybkość nagrzewania po zgniocie
Temperatura rekrystalizacji dla stopów jest wyższa niż dla metali technicznie
czystych i w niektórych przypadkach dochodzi do 0,8 Ttopn, natomiast dla
metali o wysokiej czystości temperatura rekrystalizacji jest bardzo niska i
wynosi 0,1 – 0,2 Ttopn. Wartości te są słuszne w przypadku dużych stopni
odkształcenia plastycznego, natomiast dla małych odkształceń plastycznych
mogą być znacznie wyższe. Procesowi rekrystalizacji towarzyszą znaczne
zmiany własności mechanicznych odkształconego metalu.
W wyniku wyżarzania rekrystalizującego twardość i wytrzymałość maleją,
osiągając wartości właściwe dla materiału przed odkształceniem plastycznym.
Jednocześnie rekrystalizacja przywraca w pełni własności plastyczne metalu.
Ze względu na niejednoznaczność wartości temperatury rekrystalizacji, w
praktyce przemysłowej wprowadzono pojęcie progowej temperatury
rekrystalizacji, która jest najniższą temperaturą rekrystalizacji przy dużych
odkształceniach (60÷70%) i czasie wygrzewania 1÷2 godziny.
Temperatura rekrystalizacji jest ważnym parametrem technologicznym, gdyż
oddziela obróbkę plastyczną na zimno (poniżej Tr) od obróbki plastycznej na
gorąco (powyżej Tr).
Temperatura rekrystalizacji wynosi orientacyjnie:
dla stali ok. 5500C,
dla mosiądzu 300-4000C,
dla miedzi ok. 2500C,
dla aluminium 2000C,
dla ołowiu i cyny - 200C
Temperatury obróbki plastycznej na gorąco są znacząco wyższe i wynoszą:
dla stali 800-12000C,
dla mosiądzu 700-8000C,
dla miedzi ok. 900-10500C,
dla aluminium 350-4500C,
dla ołowiu i cyny - 150-1700C
1.4.6. Rekrystalizacja (Krzysztof Wierzbanowski)
Rekrystalizacja jest podstawowym procesem stosowanym do modyfikacji
metali po uprzednim odkształceniu plastycznym, w wyniku którego następuje
zwiększenie twardości, kruchości, oporu elektrycznego, a także wyraźna zmiana
mikrostruktury objawiającą się "poszatkowaniem" i wyraźnym wydłużeniem
ziaren oraz nagromadzeniem ogromnej liczby defektów. Gęstość dyslokacji
może wzrosnąć po odkształceniu plastycznym około milion razy. Typowe
wartości gęstości dyslokacji w metalu przed odkształceniem (a także po
rekrystalizacji) wynoszą 106-108 na cm2, zaś w metalu po dużym odkształceniu
plastycznym - 1012 na cm2.
Jeśli te modyfikacje w mikrostrukturze materiału są niepożądane (w
aspekcie przewidywanych jego zastosowań) to własności materiału modyfikuje
się w procesie rekrystalizacji.
Rekrystalizacja prowadzi do drastycznej redukcji gęstości defektów, do
powstania regularnych dużych ziaren, a także nowej charakterystycznej tekstury
krystalograficznej. Istotą procesu jest pojawienie się zarodków nowych ziaren w
obrębie odkształconej osnowy (materiału po odkształceniu). Zarodki te szybko
sie rozrastają, dając początek nowym ziarnom i pochłaniają otaczający je
odkształcony materiał. Nowe ziarna (po rekrystalizacji) posiadają tą samą
strukturę krystalograficzną co stare (po odkształceniu). rekrystalizację podzielić
Rekrystalizację można podzielić na dwa główne procesy:
zarodkowanie
wzrost ziaren
Zarodkowanie w procesie rekrystalizacji polega na utworzeniu odpowiednio
dużych obszarów wolnych od odkształceń, których granice poruszając się mogą
transformować odkształconą osnowę w materiał wolny od skutków
odkształcenia plastycznego.
Częstymi miejscami pojawiania się zarodków są granice ziaren, granice
bliźniacze, wtrącenia niemetaliczne oraz pasma odkształceń. Jest to
spowodowane lokalnym, silnym zakrzywieniem płaszczyzn sieci krystalicznej.
Proces rekrystalizacji można podzielić na dwa etapy:
rekrystalizację pierwotną
rekrystalizację wtórną.
Rekrystalizacja pierwotna jest procesem tworzenia się nowych ziaren i ich
dalszego wzrostu. Etap zarodkowania polega na tworzeniu się małych obszarów
o niemal idealnej strukturze krystalicznej, zdolnych jednocześnie do ciągłego
wzrostu kosztem odkształconej osnowy. Etap zarodkowania zależy przede
wszystkim od struktury materiału po odkształceniu, wielkości zmagazynowanej
energii oraz temperatury wyżarzania rekrystalizującego. Zarodki tworzą się
lokalnie w miejscach o podwyższonej energii, a ich rozrost związany jest z
ruchem granic ziaren. W momencie, kiedy nowe nieodkształcone ziarna zetkną
się ze sobą i osnowa zostanie wyczerpana, rekrystalizacja pierwotna zostaje
zakończona. Efektem jest uzyskanie drobnoziarnistej struktury wolnej od
naprężeń.
Rozrost ziarna jest procesem strukturalnym, który zachodzi podczas
wyżarzania materiału po zakończonej rekrystalizacji pierwotnej. Mimo że
struktura ma dużo niższą energię, niż w stanie odkształconym to ciągle duża
ilość energii zmagazynowana jest w granicach ziaren. Jest to powód istnienia
siły pędnej do dalszego rozrostu ziarna celem obniżenia energii
powierzchniowej granic ziaren. Można wyróżnić dwa podstawowe rodzaje
przebiegu wzrostu:
normalny rozrost ziaren – polegający na ciągłym wzroście ziaren w
taki sposób, iż ich wielkość rośnie jednakowo w całej objętości
materiału
anormalny rozrost ziaren (rekrystalizacja wtórna) – polegający na
wzroście niewielkiej liczby dużych ziaren kosztem innych, których
wielkość nie ulega zmianie.
Rozrost ziaren rozpoczyna się natychmiast po zakończeniu rekrystalizacji
pierwotnej. Rekrystalizacja wtórna rozpoczyna się dopiero po pewnym czasie.
Czas potrzebny jest do selektywnego rozrostu tylko niektórych ziaren do
wielkości odpowiednio większej od ziaren sąsiednich.
Normalny rozrost ziaren może być hamowany przez atomy obce
rozpuszczone w roztworze stałym, dyspersyjne cząstki faz wtórnych.
Rekrystalizacja występuje w wyniku wyżarzania rekrystalizacyjnego
(rekrystalizacja statyczna) lub w przypadku obróbki plastycznej na gorąco
(rekrystalizacja dynamiczna).
Przez wyżarzanie rekrystalizujące rozumieć będziemy obróbkę cieplną
mającą na celu uzyskanie nowych ziaren przez zarodkowanie i rozrost ziaren
bez zmiany fazy w odkształconym plastycznie metalu. Ma ono na celu
zlikwidowanie skutków umocnienia odkształceniowego. Struktura odbudowuje
się, czemu towarzyszy zanik naprężeń wewnętrznych i zmniejszenie gęstości
defektów struktury krystalicznej. Pogarszają się własności wytrzymałościowe,
ale polepszają własności plastyczne.
W przypadku przeróbki plastycznej „na gorąco” rekrystalizacja następuje
natychmiast po odkształceniu (rekrystalizacja dynamiczna). Własności
obrabianego materiału zależą wtedy od tego, który proces następuje szybciej.
Gdy dominuje rekrystalizacja to nie obserwuje się makroskopowego
umocnienia. W przypadku, gdy szybkość odkształcenia jest duża, a temperatura
procesu niewysoka to można zaobserwować umocnienie materiału.
Jeżeli przeróbka plastyczna będzie prowadzona w zbyt wysokiej
temperaturze to może nastąpić nadmierny rozrost ziarna. Duże ziarno powoduje
uzyskanie większości dużo gorszych własności wytrzymałościowych materiału.
Przebieg rekrystalizacji warunkowany jest szybkością tworzenia zarodków
nowych ziaren ZV oraz szybkością ich wzrostu WV .
Jeżeli ZV > WV to w wyniku rekrystalizacji powstanie drobne ziarno, a gdy
ZV < WV to w wyniku rekrystalizacji powstanie duże ziarno
Zarodki nowych ziaren powstają w miejscach o podwyższonej energii np.
granicach ziaren czy skupiskach dyslokacji. Energia potrzebna do zarodkowania
jest wyższa niż do wzrostu ziarna. Dlatego też, przy stosunkowo niewielkich
zgniotach, skutkiem dalszego wygrzewania może być zamiast tworzenia nowych
ziaren, rozrost ziaren pierwotnych, co skutkuje otrzymaniem struktury
gruboziarnistej. Efekt ten zwany zgniotem krytycznym Zk jest zjawiskiem
niepożądanym, gdyż odbija się niekorzystnie na właściwościach mechanicznych i
technologicznych materiału. Dla większości metali wartość zgniotu krytycznego
zawiera się w przedziale 1÷10%. Dla odkształceń mniejszych od zgniotu
krytycznego rekrystalizacja nie występuje ze względu na zbyt mała liczbę
zarodków krystalizacji. Dla odkształceń w zakresie zgniotu krytycznego
rekrystalizacja prowadzi do uzyskania struktury gruboziarnistej. Dla odkształceń
wyższych od zgniotu krytycznego rekrystalizacja prowadzi zwykle do struktury
drobnoziarnistej.
Reasumując, dla wywołania rekrystalizacji konieczne jest nadanie materiałowi
pewnego minimalnego stopnia odkształcenia (tzw. odkształcenie krytyczne). Im
niższy jest stopień odkształcenia w tym wyższej temperaturze (zakładając stały
czas wyżarzania) zachodzi rekrystalizacja. Wydłużenie czasu wyżarzania
umożliwia uzyskanie zrekrystalizowanej mikrostruktury w niższej temperaturze.
Rozmiar ziarna po rekrystalizacji zależy silnie od wielkości odkształcenia na
zimno. Dla uzyskania drobniejszego ziarna potrzebne jest większe odkształcenie i
niższa temperatura wyżarzania. Długotrwałe wygrzewanie w wysokiej
temperaturze prowadzi do procesu rozrostu ziaren i rekrystalizacji wtórnej.
Materiał rekrystalizuje tym łatwiej im mniej zawiera zanieczyszczeń.
1.5. Mechanizmy odkształcenia plastycznego
Mechanizmami odkształcenia plastycznego są: poślizg dyslokacyjny i
bliźniakowanie w obróbce na zimno oraz pełzanie dyslokacyjne, pełzanie
dyfuzyjne i poślizg po granicach ziaren w obróbce plastycznej na gorąco, tzn. w
temperaturach przekraczających (0.3-04) temperatury topnienia metalu lub
stopu. .
1.5.1. Poślizg dyslokacyjny
Poślizg powoduje nieodwracalne zmiany kształtu. Powstaje na skutek działania
naprężeń stycznych. Poślizg polega na przemieszczeniu się jednej części
kryształu względem drugiej po określonych płaszczyznach krystalograficznych

zwanych płaszczyznami poślizgu. Po przemieszczeniu się tych części kryształu
względem siebie ich budową krystaliczna nie ulega zmianie.
Płaszczyzny poślizgu są zwykle płaszczyznami najgęściej upakowanymi
atomami. Kombinacja kierunku poślizgu i płaszczyzny poślizgu zawierająca ten
kierunek jest systemem poślizgu.
W przemieszczeniu się obu części kryształu względem siebie nie biorą
jednocześnie udziału wszystkie atomy leżące w płaszczyźnie poślizgu, lecz
tylko ich część. Dlatego siły potrzebne do wywołania odkształcenia w metalach
są względnie małe.
Metale powszechnie stosowane mają budowę polikrystaliczną, w których
ziarna pod względem kąta krystalograficznego są różnie zorientowane w
przestrzeni. Obroty ich sieci krystalicznej, wywołane poślizgiem mogą
spowodować to, że większość ziaren uzyska wspólną orientację. Taki układ
ziaren nazywa się teksturą odkształcenia, której konsekwencją jest anizotropia
właściwości mechanicznych i innych fizycznych.
Duże odkształcenia powodują wydłużanie ziaren co prowadzi do
utworzenia się budowy włóknistej typowej dla prętów, blach i drutów.
Poślizg jest podstawowym mechanizmem odkształcania monokryształów.
Po wyczerpaniu możliwości poślizgu przy bardzo dużych odkształceniach
odkształcenie monokrystaliczne może nastąpić przez bliźniakowanie.
Schemat zjawiska poślizgu
1.5.2. Bliźniakowanie
Bliźniakowanie polega na obrocie sieci krystalograficznej jednej części
kryształu o pewien kąt względem drugiej w taki sposób, że obie części uzyskają
położenie symetryczne (lustrzane odbicie). Płaszczyzna oddzielająca te części –
zbliźniaczoną i macierzystą nazywa się płaszczyzną zbliźniaczenia.
Bliźniakowanie następuje pod wpływem sił zewnętrznych.
W stopach o znaczeniu technicznym często obserwuje się bliźniaki np. w
mosiądzu jednofazowym. Niekiedy bliźniakowaniu w czasie odkształcenia
towarzyszy charakterystyczny dźwięk (chrzęst) wydawany przez metal (np.
cynk czy cynę).

Schemat zjawiska bliźniakowania
1.5.3. Pełzanie dyfuzyjne
Proces ten zachodzi za pośrednictwem dyfuzyjnego ruchu defektów
punktowych sieci (tzw. wakansów - nieobsadzonych węzłów sieci) po
granicach ziaren i przez ziarna pod działaniem naprężeń normalnych.
Efektywność odkształcenia plastycznego przez pełzanie dyfuzyjne po granicach
ziaren zaznacza się już powyżej 0.4 Tt (temperatury topnienia), natomiast
powyżej 0.6 Tt zaczyna się pełzanie dyfuzyjne za pośrednictwem dyfuzji
objętościowej.
1.5.4. Pełzanie dyslokacyjne (statyczne i dynamiczne)
Pełzanie dyslokacyjne to powolny proces, wywołany temperaturą, w
wyniku którego usunięte zostają częściowo lub niemal całkowicie skutki
umocnienia materiału spowodowanego zgniotem. Obejmuje ono procesy
zdrowienia i rekrystalizacji. Wyróżnia się procesy pełzania dyslokacyjnego
statycznego, które następuje po zakończeniu procesu obróbki plastycznej na
zimno podczas wyżarzania oraz pełzania dyslokacyjnego dynamicznego, które
występuje niemal jednocześnie z procesem obróbki plastycznej na gorąco.
Zdrowienie jest to proces zachodzący poniżej temperatury rekrystalizacji,
skutkujący zmniejszeniem liczby defektów punktowych, liczby dyslokacji oraz
zmianami w ich przestrzennym rozmieszczeniu.
Rekrystalizacja jest to proces, który zachodzi powyżej temperatury
rekrystalizacji i polega na wytworzeniu struktury drobnoziarnistej. Jego wadą
są: rozrost ziaren i rekrystalizacja wtórna.
1.5.5. Poślizg po granicach ziaren
Proces ten, dominujący przy temperaturach większych od 0.4 Tt , polega na
przesuwaniu się i obrotach ziaren. W polikryształach odkształconych
plastycznie na gorąco jest on wyłącznie skutkiem ruchu ziaren na granicy
dyslokacji lub dyslokacji sieciowych. Jego mechanizmy nie zostały jeszcze
dokładnie zbadane.
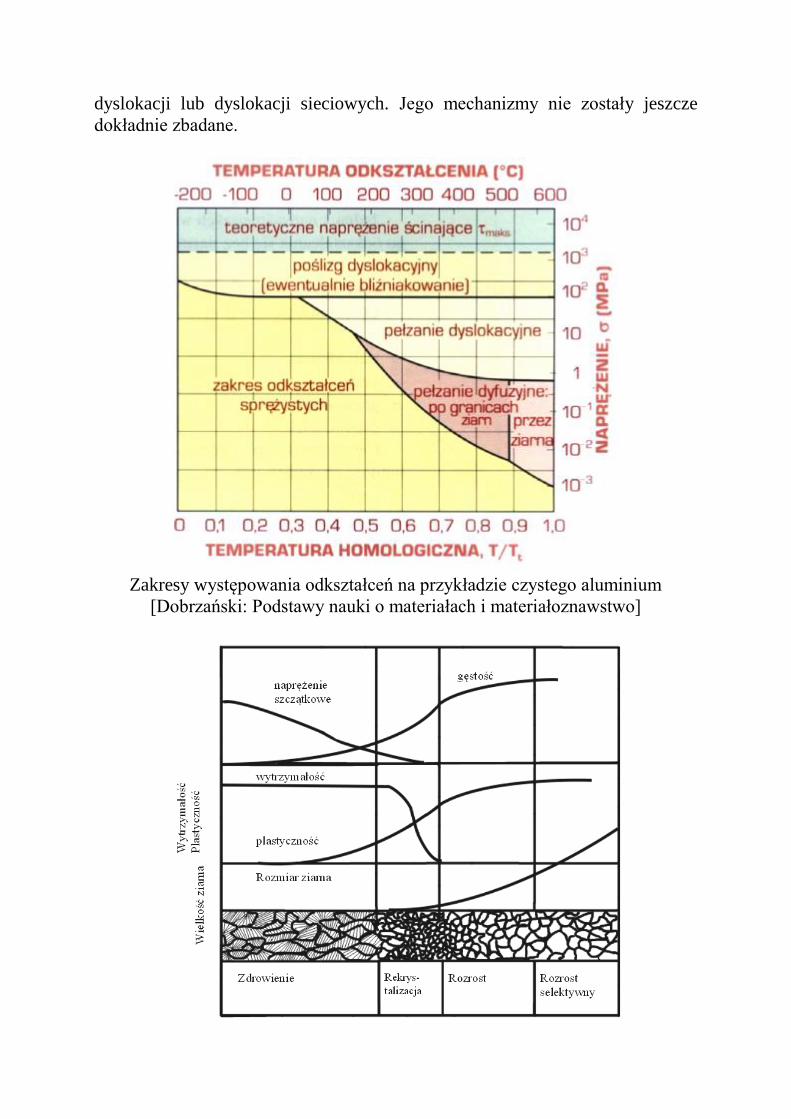
Zakresy występowania odkształceń na przykładzie czystego aluminium
[Dobrzański: Podstawy nauki o materiałach i materiałoznawstwo]

2. Obróbka plastyczna (wg wykładów prof. Macieja Pietrzyka)
Obróbką plastyczną nazywa się procesy technologiczne wykonywania części
i przedkuwek (półwyrobów) przez ich plastyczne kształtowanie.
Obecnie metodami obróbki plastycznej przerabia się około 90% wytapianej
stali, 55% metali nieżelaznych i ich stopów oraz różnego rodzaju tworzywa
sztuczne i inne materiały niemetalowe.
Uzyskanie żądanych kształtów odbywa się najczęściej przez wywołanie
odpowiednich odkształceń plastycznych materiału bez naruszania jego
spójności. Cechą charakterystyczną procesów obróbki plastycznej jest fakt, że
podczas odkształcenia plastycznego objętość materiału nie ulega zmianie.
Wykonuje się nią różnego rodzaju półfabrykaty do dalszej obróbki
mechanicznej i gotowe części.
Obróbka plastyczna jest procesem technologicznym bardzo ekonomicznym i
szybko rozwijającym się. Części kute i tłoczone stanowią obecnie 60-85%
ciężaru wszystkich części w nowoczesnych samochodach, samolotach,
traktorach i innych maszynach.
Obróbka plastyczna pozwala nie tylko na uzyskanie wymaganych kształtów i
wymiarów danej części, ale również w wielu przypadkach poprawia jej
własności mechaniczne i fizyko-chemiczne.
Do zalet obróbki plastycznej należą:
oszczędność materiału - wyroby otrzymywane metodami obróbki
plastycznej są wytwarzane masowo., co pozwala na ograniczenie kosztów
jednostkowych i takie dostosowanie linii produkcyjnej aby cena
wytwarzania elementów była jak najniższa; wysoki spadek kosztów
produkcji spowodowany jest automatyzacją procesu produkcyjnego.
stosunkowo niskie koszty jednostkowe - w przypadku walcowania gwintów
jak również elementów uzębionych takich jak koła zębate, wielowypusty,
zauważa się poprawę właściwości mechanicznych w porównaniu z obróbką
skrawaniem oraz poprawia się gładkość elementów.
polepszenie właściwości fizycznych i mechanicznych przerobionego
materiału.
obróbka plastyczna zachowuje ciągłość włókien, co zapewnia lepsze
właściwości mechaniczne gotowego wyrobu.
możliwość nadawania skomplikowanych kształtów, które w innych
technologiach są trudne bądź niemożliwe do osiągnięcia.
Do wad obróbki plastycznej należą wysokie koszty maszyn i narzędzi, co
zmniejsza możliwości jej stosowania w produkcji jednostkowej i małoseryjnej.
Szczególne zalety ma obróbka plastyczna na zimno. Pozwala ona
uzyskanie:

• gotowych produktów lub półproduktów o małych przekrojach, co przez
obróbkę plastyczną na gorąco jest niemożliwe, jak np. drutów o średnicy
poniżej 5 mm, taśm o grubości poniżej 1 mm, rur o grubości ścianki poniżej
2.5 mm itp.,
• czystej powierzchni półproduktu, potrzebnej do dalszych procesów
zachodzących na powierzchni, jak np. cynowania, miedziowania, niklowania
itp.,
• czystej powierzchni o określonej średnicy potrzebnej do dalszej produkcji
np. wierteł itp.,
• określonych własności wytrzymałościowych, jak np. wytrzymałości na
rozciąganie, granicy sprężystości itp. (np. do produkcji sprężyn),
• odpowiedniej tekstury, która może mieć znaczenie przy żądanych
własnościach magnetycznych.
Obróbka plastyczna na zimno stanowi jedyny sposób znacznego
podwyższenia własności wytrzymałościowych (umocnienia) metali oraz stopów,
które nie podlegają przemianom fazowym.
Obróbka plastyczna jest procesem prowadzonym dla osiągnięcia założonego
kształtu i wymiarów przedmiotu, zachodzącym pod wpływem przyłożenia
zewnętrznych sił odkształcających, wywołujących w metalu określone
naprężenia, powodujące przejście metalu w stan plastyczny, jednakże bez
zmiany jego gęstości i naruszenia spójności.
Wykonywanie przedmiotów metodami obróbki plastycznej pozwala nadać
im nie tylko odpowiedni i pożądany kształt, ale również wpływać na ich
własności użytkowe, które zależą nie tylko od rodzaju przerabianego tworzywa,
ale również od technologii i warunków technologicznych prowadzonego
procesu plastycznego kształtowania, jak i od zabiegów cieplno-plastycznych
prowadzonych podczas tego procesu oraz bezpośrednio po nim, bądź na
wykańczalni wyrobów gotowych.
Do podstawowych procesów technologicznych obróbki plastycznej należą:
ciągnienie
walcowanie
kucie
wyciskanie
tłoczenie

2.1. Ciągnienie
Ciągnienie jest metodą plastycznego kształtowania metalu (na ogół na
zimno), w którym odkształcenie plastyczne następuje w wyniku działania
osiowej siły ciągnącej, wywieranej przez ciągarkę, i obwodowych sił
ściskających, wywieranych przez ciągadło, o kształcie oczka, odpowiadającego
profilowi wytwarzanego wyrobu: pełnego lub z otworem.
Wyroby otrzymywane w procesie ciągnienia charakteryzują się bardzo
gładką powierzchnią i wysokimi własnościami wytrzymałościowymi.
Ciągnienie stosowane jest do otrzymywania:
prętów okrągłych i kształtowych o dużych przekrojach,
charakteryzujących się wysokimi własnościami mechanicznymi, dużą
dokładnością oraz wysoką jakością powierzchni,
prętów kształtowych o małych i bardzo małych przekrojach,
drutów cienkich o średnicach od 0.01 do 4 mm,
rur o różnych kształtach i przekrojach o średnicach do 150 mm,
rur cienkościennych o małych i bardzo małych średnicach (poniżej 1 mm)
i grubościach ścianek rzędu dziesiętnych części milimetra
Ruch postępowy mechanizmu ciągnącego jest zgodny z ruchem
odkształcanego metalu.
Proces produkcyjny wykonania wyrobu ciągnionego poza podstawową
operacją ciągnienia wymaga przeprowadzenia szeregu operacji pomocniczych
zarówno przed jak również po operacji głównej w zależności od wymaganych
cech wyrobu ciągnionego wynikających z końcowego przeznaczenia materiału.
Przed ciągnieniem należy oczyścić powierzchnię walcówki z zendry
powstałej w procesach hutniczych np. przez śrutowanie, zaostrzyć koniec pręta
lub kształtownika (np. przez skrawanie na zaostrzarkach, walcowanie na
zawalcarkach lub przepychanie na poziomych prasach hydraulicznych tzw.
wciskarkach) w celu wprowadzenia materiału do ciągadła i uchwycenia przez
kleszcze ciągarki (po operacji ciągnienia końce są obcinane) oraz prostowanie
wstępne jedno- lub wielokrotne.
Maszyną do ciągnienia jest ciągarka, składająca się z ciągadła oraz
mechanizmu ciągnącego, o różnej konstrukcji. Wyróżnia się ciągarki bębnowe
do drutów, ciągarki ławowe do prętów i wieloczynnościowe kombajny
ciągarskie.
W wyniku ciągnienia następuje zmniejszenie średnicy obrabianego
przedmiotu oraz jego wydłużenie, może też nastąpić zmiana kształtu przekroju.
Podczas ciągnienia zachodzi umocnienie materiału (zwiększenie własności
wytrzymałościowych okupione zmniejszeniem własności plastycznych).
Materiałem wyjściowym do ciągnienia może być walcówka (pręt lub
kształtownik o małym w stosunku do długości przekroju poprzecznym

otrzymany w wyniku walcowania), prasówka (drut o średnicy 6–8 mm
otrzymany z wlewka sposobem wyciskania współbieżnego na gorąco), pręty z
odlewu ciągłego tzw. krajka oraz pręty kute ze sprasowanych proszków m.in. z
wolframu, tytanu lub molibdenu.
Decydujące znaczenie w procesie ciągnienia ma plastyczność materiału
oraz smarowanie szczeliny ciągowej. Tarcie w procesie ciągnienia jest
zjawiskiem bardzo niekorzystnym. Wpływa na zwiększenie siły ciągnienia, a
także na nierównomierność odkształcenia i występowanie naprężeń własnych.
Na pokonanie siły tarcia zużywa się od 30 do 50% całkowitej siły ciągnienia.
Nadmierne tarcie jest przyczyną szybkiego zużycia ciągadeł i utrudnia
uzyskanie odpowiedniej gładkości powierzchni gotowego wyrobu.
Zmniejszenie tarcia uzyskuje się przez zastosowanie odpowiednich
środków smarujących. Od smaru stosowanego w ciągarstwie wymaga się, aby:
• zmniejszał opory tarcia między ciągnionym metalem, a ciągadłem i przez to
wpływał na zmniejszenie siły ciągnienia,
• rozdzielał powierzchnie trące i zapobiegał powstawaniu narostów na
ciągadle,
• zmniejszał intensywność zużycia ciągadeł,
• ułatwiał plastyczne odkształcenie drutu w oczku ciągadła,
• obniżał temperaturę w strefie styku i przez to nie dopuszczał do
nadmiernego nagrzewania się zarówno ciągadła, jak też ciągnionych
wyrobów,
• umożliwiał otrzymanie wymaganej jakości powierzchni ciągnionego
wyrobu,
• nie wpływał ujemnie na zmianę własności mechanicznych wyrobów
otrzymywanych w procesach ciągnienia,
• miał odpowiednie własności antykorozyjne,
• był trwały, łatwy do nanoszenia i usuwania.
W procesach ciągnienia drutów, prętów i rur stosowane są w zasadzie
dwie podstawowe grupy smarów: smary stałe i płynne.
Smary stałe w postaci proszków stosowane są głównie przy ciągnieniu
drutów i prętów na zimno. W tej grupie smarów największe zastosowanie
znalazły smary typu mydeł, jak np. wszelkie mydła kwasu stearynowego,
powstające przez działanie wodorotlenków alkalicznych na kwas stearynowy.
Do smarów mydlanych dodawane są czasami inne dodatki takie jak wapno,
boraks, soda.
W grupie smarów stałych wymienić należy także powłoki podsmarowe
takie jak fosforanowe, które po nasyceniu roztworem mydła w wodzie stanowią
jeden z bardziej skutecznych środków smarujących. Przy ciągnieniu drutów
stosuje się także powłoki miedziane, jako warstwy podsmarowe.
Do ciągnienia na sucho w zakresie prędkości 12-15 m/s stosuje się:
• mydła wapniowe do ciągnienia drutów ze stali wysokowęglowych,
• mydła wapniowo - sodowe do ciągnienia drutów ze stali
wysokowęglowych, ocynkowanych,
W ciągarstwie, do ciągnienia na mokro w zakresie prędkości 15-18 m/s
stosowane są smary płynne:
• emulsje olejowo - wodne,
• emulsje olejowo - wodno - mydlane o składzie: 1% oleju, 1 ÷ 3% mydła
(sodowe lub potasowe ), 96 ÷ 98% wody destylowanej,
• emulsje mydlano - wodne o składzie: 2,5 kg mydła, 0,3 kg węglanu sodu,
100 l wody, 0,25 l substancji powierzchniowo - czynnej.
Skład chemiczny i rodzaj smaru powinien być dobrany w zależności od
prędkości ciągnienia i gatunku materiału.
Dobór właściwego smaru ma także istotne znaczenie w procesach ciągnienia
rur.
W dążeniu do uzyskania jak największej efektywności procesów
ciągnienia wyrażającej się:
• dużą sprawnością energetyczną procesu,
• małym zużyciem ciągadeł,
• dobrą jakością wyrobów,
doskonalono nie tylko środki smarujące, ale również konstrukcje ciągadeł, dążąc
do uzyskania warunków smarowania hydrodynamicznego lub hydrostatycznego.
Smarowanie hydrostatyczne uzyskuje się w ciągadłach, do których smar
jest doprowadzany za pomocą pompy wysokociśnieniowej. Natomiast
smarowanie hydrodynamiczne uzyskiwane jest przez wciąganie smaru do
ciągadła roboczego przez ciągniony drut, dzięki zastosowaniu specjalnych dysz
prowadzących o średnicy nieco większej niż średnica wlotowa drutu i
odpowiedniego układu ciągadeł. Jednym z istotnych warunków do uzyskania
smarowania płynnego w strefie odkształcenia jest wytworzenie w smarze
ciśnienia o wartości równej lub większej niż granica plastyczności ciągnionego
materiału.
Typowe smary ciągarskie na bazie olejów mineralnych zawierają aktywne
dodatki, takie jak grafit i siarczek molibdenu, które znacznie poprawiają ich
własności smarne i zwiększają odporność na działanie wysokich temperatur.
Wyróżnia się dwa rodzaje ciągnienia: jednostopniowe i wielostopniowe.
Przy ciągnieniu wielostopniowym, ze względu na zgniot, materiał poddaje się
wyżarzaniu międzyoperacyjnemu w piecach w atmosferze gazu ochronnego.
Względne ubytki przekroju, stosowane w praktyce dla jednej operacji,
zależą od rodzaju i stanu materiału.
Dla drutów i prętów o przekroju okrągłym wynoszą one:
dla miedzi, aluminium, mosiądzu, brązu i stali niskowęglowej w stanie
miękkim - 25-30%
dla miedzi, kobaltu i stali niskowęglowej w stanie półtwardym - 20-25%
dla stali niskowęglowej w stanie twardym, stali stopowych, wolframu i
molibdenu - 10-20%.
W celu uzyskania większego ubytku przekroju poprzecznego niż jest to
możliwe w jednorazowym ciągu, konieczne jest wielokrotne przepuszczanie
materiału przez szereg ciągadeł o stopniowo zmniejszających się średnicach i
stosowanie wyżarzania miedzy operacyjnego.
Specjalną technologią ciągnienia jest ciągnienie na gorąco, które stosuje
się przy szczególnie twardych gatunkach stali. W tym procesie nagrzanie
indukcyjne następuje bezpośrednio przed strefą zgniatania. Ciągnienie na gorąco
pozwala uzyskać druty o średnicy do 0.08 mm.
Narzędziami stosowanymi w procesie ciągnienia są ciągadła z jednym lub
więcej otworami roboczymi, które mają odpowiednie kształty i wymiary służące
do ciągnienia drutów lub prętów.
Ze względu na materiał oczka ciągadła dzielimy na diamentowe,
węglikowe i kompozytowe. Do ciągnienia elementów o dużych przekrojach
mogą być stosowane ciągadła ze stali narzędziowych. Ich wadą jest brak
gwarancji utrzymania wymaganych parametrów wymiarowo-jakościowych
przez dłuższy czas eksploatacji, a zaletą stosunkowo niska cena i prostota
obróbki cieplnej)
Ciągadła diamentowe stosowane są głównie do obróbki plastycznej metali
twardych i trudno obrabialnych takich jak wolfram lub molibden i nie
zawierających żelaza. Do ich wad należy wysoka kruchość i cena, do zalet -
wysoka jakość wyrobu.
Ciągadła z węglików spiekanych są powszechnie stosowane do ciągnienia
materiałów zawierających żelazo. Są wielokrotnie trwalsze od ciągadeł ze stali
narzędziowych, są twarde, odporne na ścieranie i dają wysoką gładkość
powierzchni wyrobu. Ich wadą jest wysoka cena.
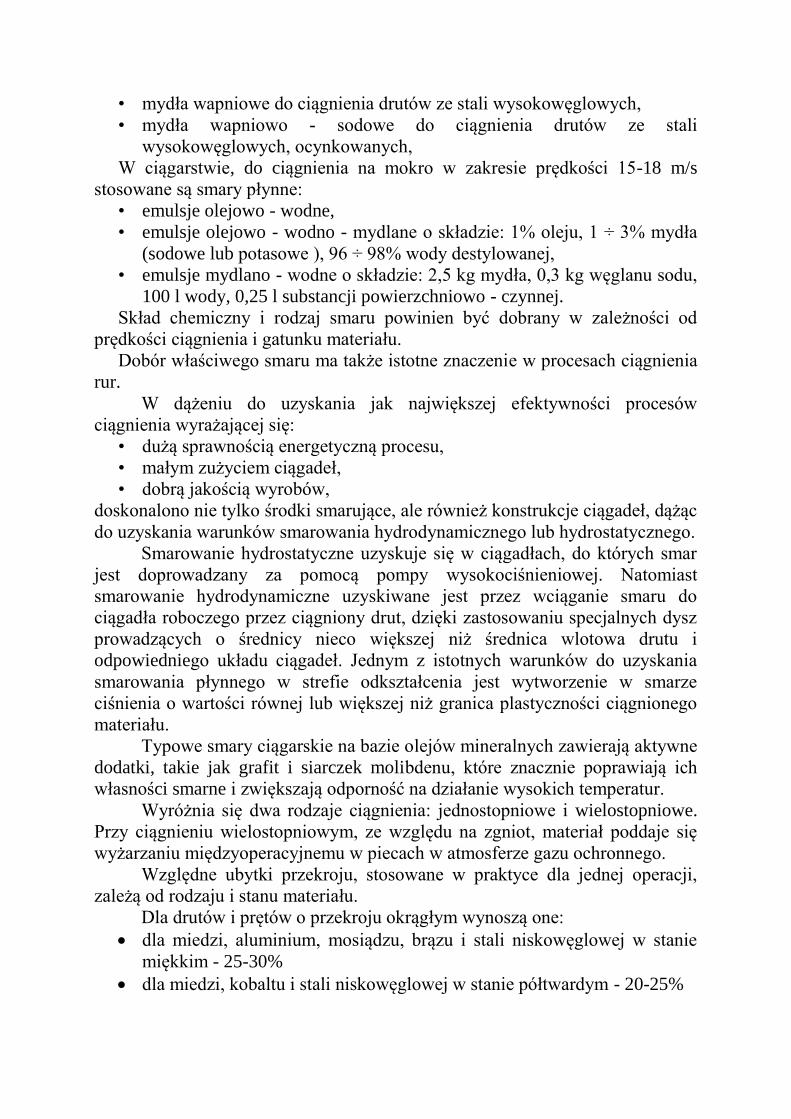
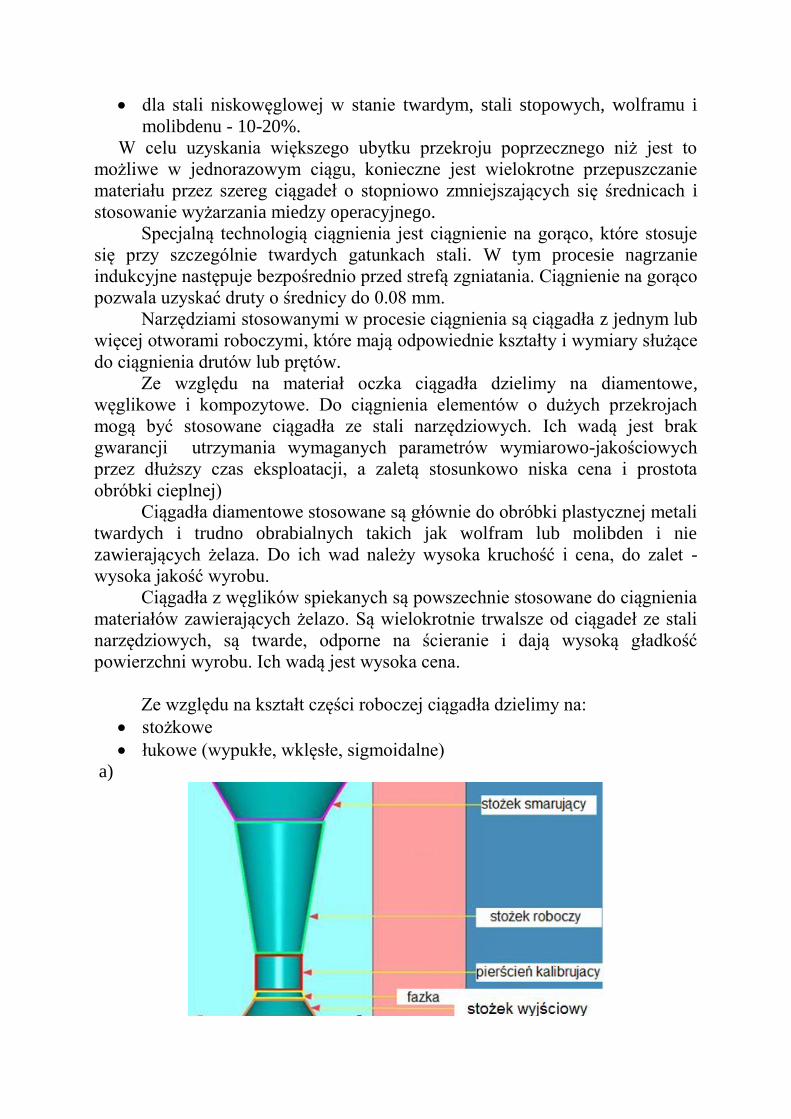
Ze względu na kształt części roboczej ciągadła dzielimy na:
stożkowe
łukowe (wypukłe, wklęsłe, sigmoidalne)
a)
b)
Ciągadło: a) stożkowe, b) łukowe
Najczęściej stosuje się ciągadła stożkowe. Składa się ono z 4 zasadniczych
części:
stożka smarującego, który ma za zadanie ułatwienie dostępu smaru do części
roboczej ciągadła (kąt tego stożka przy smarowaniu mydłem sproszkowanym
wynosi ok. 40°, przy smarowaniu płynnym i półpłynnym – 70-80°),
stożka roboczego, który jest najważniejszym elementem konstrukcyjnym
ciągadła, gdyż całe odkształcenie metalu zachodzi w jego obrębie; kąt tego
stożka musi być odpowiednio dobrany w zależności od rodzaju przeciąganego
materiału i warunków przeprowadzanego procesu; mieści się on w zakresie
od 16 do 48° (do twardszych materiałów i cieńszych drutów stosuje się
mniejsze kąty, natomiast bardziej miękkim materiałom i większym średnicom
odpowiadają kąty bliższe górnej granicy).
walcowej części kalibrującej (pierścienia kalibrującego), która nadaje
przeciąganemu materiałowi żądany wymiar; w praktyce przyjmuje się, że
stosunek długości części kalibrującej do jej średnicy mieści się w przedziale
od 0.2 do 2.0, przy czym większe wartości stosunku stosuje się do cienkich
drutów i miękkich materiałów.
stożka wyjściowego o kącie rozwarcia 40-80°; podczas ciągnienia twardych
drutów stalowych przy zbyt dużym kącie stożka wyjściowego następuje
wykruszenie dolnej krawędzi części kalibrującej.
Poza wymienionymi częściami spotyka się często załamanie krawędzi (fazkę)
na wejściu do stożka smarującego oraz przy wylocie stożka wyjściowego; jako
kąt załamania przyjmuje się 120°.
Odrębnym, bardziej skomplikowanym przypadkiem ciągnienia jest
ciągnienie rur. Wymaga ono jednoczesnej obróbki dwóch powierzchni:
zewnętrznej i wewnętrznej.

W przypadku ciągnienia rur, wewnętrznym narzędziem odkształcającym
może być korek lub trzpień, dodatkowo wywierający wpływ na zmianę średnicy
wewnętrznej. Rozróżnia się następujące technologie ciągnienia rur:
ciągnienie swobodne - uzyskuje się zmniejszenie przekroju i wydłużenie bez
istotnego zmniejszenia grubości ścianek
ciągnienie na trzpieniu stałym - proces zachodzi pomiędzy nieruchomym
krótkim trzpieniem i nieruchomym ciągadłem; zaletą tej metody jest
zsuwanie się rury z trzpienia, dzięki czemu rura po wyjściu z ciągadła nie
jest obciśnięta na trzpieniu, wadą jest ograniczona długość rury
ciągnienie na trzpieniu ruchomym - proces odbywa się pomiędzy
nieruchomym ciągadłem i ruchomym długim trzpieniem przesuwającym się
wraz z rurą
ciągnienie na trzpieniu swobodnym - proces przebiega pomiędzy
nieruchomym ciągadłem a ruchomym, nieutwierdzonym, samorzutnie
nastawnym, swobodnym krótkim trzpieniem; zaletą metody jest możliwość
wykonywania rur o dowolnej długości, wadą - większe tarcie materiału o
powierzchnię trzpienia
Ciągnienie rur:
a) swobodne, b) na trzpieniu stałym, c) na trzpieniu ruchomym, d) na trzpieniu
swobodnym

2.2. Walcowanie
Walcowanie polega na zgniataniu materiału do obróbki między
obracającymi się walcami, tarczami, rolkami lub przemieszczającymi się
względem siebie narzędziami płaskimi. Podstawową maszyną do walcowania
jest walcarka. Wyróżnia się:
walcowanie wzdłużne (na gorąco lub na zimno), w którym materiał wykonuje
ruch postępowy, a walce o osiach wzajemnie równoległych obracają się w
przeciwnych kierunkach; tą metodą otrzymuje się głównie blachy, taśmy,
pręty i kształtowniki
walcowanie poprzeczne (na gorąco lub na zimno), w którym metal wykonuje
ruch obrotowy, a walce o osiach równoległych obracają się w tym samym
kierunku, przy czym zgniatanie realizuje się poprzez zmienną okresowo
średnicę beczki, obracających się walców roboczych, tworzących zmienny
wykrój, albo poprzez przemieszczanie się metalu w kierunku szczeliny
pomiędzy walcami roboczymi; tą metodą wykonuje się śruby, wkręty i koła
zębate
walcowanie skośne (na gorąco), w którym wskutek specyficznego
kalibrowania beczek walców, wykazujących zgodny kierunek obrotów,
jednakże nachylonych, zarówno w płaszczyźnie pionowej (pod kątem
zukosowania, przeciwnym dla obu walców), jak i w płaszczyźnie poziomej
(pod kątem rozwalcowania, przeciwnym dla obu walców), powstają osiowe
składowe aktywnych sił tarcia, wciągające metal w strefę odkształcenia,
wskutek czego materiał jednocześnie wykonuje ruch postępowy - w kierunku
osiowym, i obrotowy w kierunku obwodowym,; tą metodą wykonuje się
tuleje rurowe, kule
walcowanie okresowe (m.in. walcowanie pielgrzymowe), w którym materiał
wykonuje ruch postępowy lub postępowo-zwrotny, a walce o osiach
równoległych lecz niekołowych przekrojach obracają się w przeciwnych
kierunkach; metodą tą produkuje się tuleje rurowe, przedkuwki w formie
prętów o zmiennym przekroju i wyroby ornamentowe;
Walcowanie wzdłużne jest najprostszym przypadkiem walcowania.
Można je podzielić na walcowanie płaskie ciągłe i walcowanie kształtowe
ciągłe. Powoduje zmniejszenie grubości, a zwiększenie długości materiału
(szerokość zwiększa się bardzo nieznacznie).
Walcowanie płaskie, prowadzone przy użyciu gładkich walców, stosuje
się do wytwarzania blach grubych i cienkich. Blachy stalowe grube są
walcowane na gorąco, a blachy cienkie na zimno. Umowną technologiczną
granicą określającą w/w grupy jest wymiar grubości g=2 mm.
Walcowanie blach cienkich na zimno wynika z konieczności zachowania
odpowiednio dużej wytrzymałości materiału na rozerwanie. Przeciwdziała to
możliwości rwania się pasma walcowanej blachy przemieszczającego się na
linii produkcyjnej pomiędzy klatkami walcowniczymi. Przyrost długości
blachy jest uzyskiwany kosztem zmniejszenia grubości. Szerokość blachy w
czasie walcowania nie ulega zmianie. W celu zmniejszenia nacisków
jednostkowych, a przez to zwiększenie żywotności narzędzi (walców) stosuje
się napięcie blachy w czasie walcowania. W celu uzyskania dużych nacisków
jednostkowych, niezbędnych do walcowania blach o małej grubości stosuje
się walce o małych średnicach. Walce takie mają mała sztywność i wobec
tego, aby uzyskać wysoką dokładność płaskości walcowanej blachy stosuje
się układy walców, których liczba w klatce walcowniczej może dochodzić
nawet do kilkunastu walców.
Walcowanie kształtowe stosuje się do walcowania kształtowników:
prętów, ceowników, kątowników, teowników i dwuteowników. Walcowany
materiał przemieszcza się przez układ wyprofilowanych kształtowo walców i
w ten sposób uzyskuje ostateczną żądaną geometrię. Do walcowania
kształtowego stosuje się walce bruzdowane, stosowane do walcowania
kształtowników, prętów, i rur oraz walce profilowe do wytwarzania profili
walcowanych.
Walce bruzdowane mają wykonane nacięcia zwane bruzdami. Dwie
bruzdy złożonych i współpracujących ze sobą walców tworzą tzw. wykrój,
nadający żądany kształt walcowanemu wyrobowi
Proces walcowania składa się z kilku przejść (przepustów), których liczba
zależy od różnicy grubości materiału wejściowego i wyrobu końcowego. W
procesie walcowania wzdłużnego tylko niewielka część materiału jest
poddawana naciskowi walców i odkształca się plastycznie. Ma to miejsce w
szczelinie między walcami zwanej kotliną walcowniczą.
Podstawowymi urządzeniami do walcowania są walcarki i urządzenia
pomocnicze tworzące razem tzw. zespoły walcownicze. Walcarką nazywamy
urządzenie złożone zwykle z trzech zasadniczych zespołów: klatki
walcowniczej, silnika napędowego i mechanizmu przenoszącego ruch
obrotowy wału silnika na walce.
Podstawowa klatka walcownicza składa się z walców roboczych, kadłuba
klatki z łożyskami w których obracają się czopy walców, urządzenia do

ustawiania odległości między walcami oraz urządzenia do wprowadzania
materiału między walce.
Walcarka
Klatki walcownicze dzieli się w zależności od liczby walców na klatki
duo, trio, kwarto i wielowalcowe.
Rodzaje klatek walcowniczych

Klatki trio- , kwarto- i wielowalcowe stosuje się w celu zmniejszenia
nierównomierności grubości walcowanej blachy wynikające ze sprężystego
uginania się walców. Zwiększenie średnicy walców nieco poprawia jakość
wyrobu, lecz znacznie skuteczniejsze jest zastosowanie klatki kwarto- , w której
między dwa walce oporowe o dużej średnicy umieszcza się dwa małe walce
robocze. Zmniejsza to powierzchni styku materiału z walcami , co powoduje
zmniejszenie obciążenia całkowitego walców, a w konsekwencji pozwala na
stosowanie większych zgniotów przy zachowaniu dużej dokładności geometrii i
wymiarów wyrobów.
Walcowanie blach na zimno stosuje się w celu uzyskania blach i taśm o
grubości do 0.1 mm o dużej dokładności wymiarów, małej chropowatości
powierzchni oraz poprawionych własnościach i strukturze. Materiałem
wyjściowym są blachy walcowane na gorąco o grubości nie przekraczającej ok.
4 mm. Materiałem wyjściowym dla blach ze stopów aluminium i miedzi są
bloki materiałowe.
Przed walcowaniem na zimno przeprowadza się oczyszczanie blachy ze
zgorzeliny poprzez wytrawianie.
Do walcowania stosuje się walcarki kwarto w układzie ciągłym złożonym z
dwóch do pięciu klatek. Blacha rozwijana z rozwijarki przechodzi przez kolejne
klatki z bardzo dużymi prędkościami dochodzącymi do 30 m/s i jest zwijana na
zwijarce.
Do walcowania blach o grubościach od 0.005 do 0.2 mm używane są
walcarki sześcio- , dwunasto- i dwudziestowalcowe.
Materiałem wyjściowym są blachy lub taśmy walcowane na zimno na
walcarkach kwarto.

Walcarka trio i kwarto
Walcowanie kształtowników i prętów przeprowadza się na walcach
bruzdowych. W czasie całego procesu odległość między walcami w
poszczególnych klatkach jest taka sama, a zmienia się tylko wykrój.
Walce bruzdowe
Materiał przepuszczany jest za każdym razem przez mniejszy wykrój.
Swój ostateczny kształt uzyskuje po kilku do kilkunastu przejściach
(przepustach). Szyny walcuje się zwykle w 8 do 10 przepustach, a dwuteowniki,
ceowniki i kątowniki w 9 do 12 przepustach.
Walcowanie poprzeczne
W czasie walcowania poprzecznego materiał płynie prostopadle do osi
kształtowanego elementu. Wyróżnia się:
• walcowanie dwiema lub trzema rolkami (koła zębate, ślimaki,
wielowypusty, wielokarby)
• walcowanie zębatkami, tzw. metoda Roto-Flo (koła zębate,
wielowypusty, wielokarby)
• walcowanie szczękami o wewnętrznej powierzchni kształtującej ( koła
zębate o zębach prostych i skośnych, wielowypusty ewolwentowe,
wielokarby)

• walcowanie ślimakami tzw. metoda Maaga (koła zębate o zębach
prostych i śrubowych, wielowypusty)
• walcowanie uderzeniowe profilowanymi rolkami tzw. metoda Groba
(koła zębate o zębach prostych i skośnych, wielowypusty ewolwentowe).
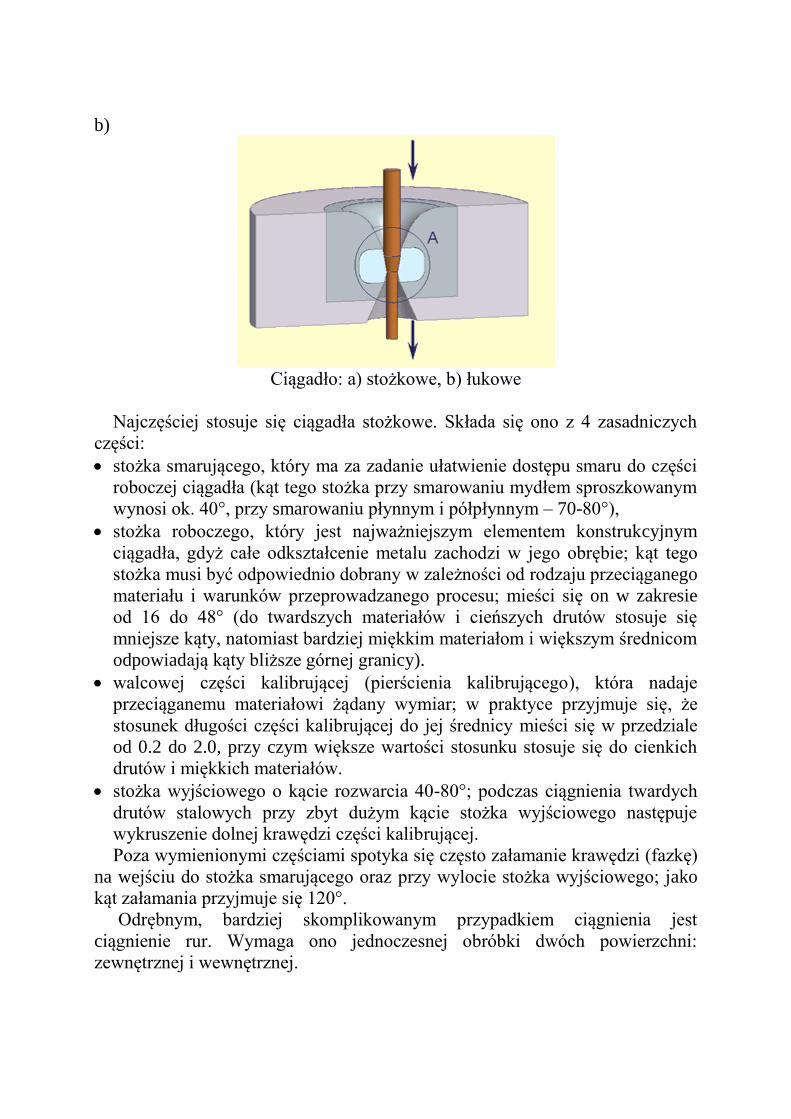
Walcowanie rur (walcowanie okresowe)
Rury dzieli się na rury bez szwu i rury ze szwem. Rury bez szwu
produkuje się o średnicach nominalnych od 0.5 do 500 mm, a rury ze szwem
o średnicach od ułamków milimetra (np. igły strzykawek) do około 2000 mm.
Wsadem do produkcji rur bez szwu są zwykle kęsy lub kęsiska.
Ich cykl produkcyjny składa się z 4 faz:
przedziurawienie wsadu i wykonanie krótkiej tulei rurowej o grubych
ściankach,
wydłużenie tulei w rurę przez zmniejszenie grubości jej ścianek; zwykle
wykonanie rury z tulei odbywa się w jednym zabiegu wydłużania ścianek
przy zachowaniu w przybliżeniu średnicy wewnętrznej metodą walcowania
okresowego,
wykończenie rur na gorąco w walcarkach kalibrujących lub redukujących;
operacje te mają nadać rurze dokładny kołowy kształt przekroju
poprzecznego i wymagany wymiar średnicy,
rury wyższej jakości, cienkościenne, precyzyjne i inne przeznaczone do
celów konstrukcyjnych wymagają dalszej redukcji grubości ścianek i
średnicy, co jest możliwe do osiągnięcia metodami obróbki plastycznej na
zimno - walcowaniem lub ciągnieniem.

Walcowanie okresowe
Rury bez szwu wykonuje się z taśm, a następnie zgrzewa się je lub spawa.
Obróbkę wykańczającą prowadzi się w ten sam sposób jak dla rur bez szwu.
(Walcowanie rur i profili - Metalplast Wrocław)

2.3. Kucie
Kucie – proces technologiczny, rodzaj obróbki plastycznej, polegający na
odkształcaniu materiału za pomocą uderzeń lub nacisku narzędzi.
Materiałem wsadowym jest przedkuwka (wstępniak) lub pręt, natomiast
produktem jest odkuwka.
Ze względu na kształt narzędzi roboczych i związane z tym ograniczenie
swobody płynięcia metalu w obszarze odkształcenia procesy kucia dzieli się na:
kucie swobodne, w którym metal kształtuje się między równoległymi
kowadłami płaskimi; ze względu na nierównomierne odkształcanie w
pewnych częściach materiału mogą wystąpić obok naprężeń ściskających
naprężenia rozciągające, co znacznie pogarsza plastyczność metalu,
zwiększa jego kruchość i przy większych odkształceniach może
doprowadzić do pęknięć
Kucie swobodne - spęczanie: a) walcowy kęs materiału między dwoma
płaskimi kowadłami; b) równomierne odkształcenie kęsa; c) odkształcenie
kęsa, gdy występują siły tarcia
kucie półswobodne w którym metal kształtuje się między równoległymi
kowadłami kształtowymi, nie odpowiadającymi założonemu kształtowi
kutego wyrobu, lecz częściowo ograniczającymi jego swobodne płynięcie w
kierunku prostopadłym do kierunku ruchu narzędzia roboczego; w tym
przypadku powstające naprężenia rozciągające są znacznie mniejsze a
plastyczność metalu większa niż w przypadku kucia w kowadłach płaskich;
kucie matrycowe w matrycach otwartych w których metal kształtuje się
między matrycami o wykrojach, odpowiadających kształtowanej
przedkuwce lub odkuwce, które częściowo ograniczają jego płynięcie
poprzeczne (powstaje wypływka) ; w porównaniu z kuciem w kowadłach
płaskich nacisk jednostkowy jest 3 razy większy a plastyczność metalu
znacznie lepsza.

Kucie matrycowe w matrycach otwartych
kucie matrycowe w matrycach zamkniętych, w których metal kształtuje się
między matrycami o wykrojach, odpowiadających kształtowanej
przedkuwce lub odkuwce, które całkowicie ograniczają jego płynięcie
poprzeczne (nie powstaje wypływka); w porównaniu z kuciem w kowadłach
płaskich nacisk jednostkowy jest 2 razy większy i nie występują naprężenia
rozciągające.
Parametrem charakteryzującym proces kucia jest stopień przekucia.
Jest to stosunek pola przekroju materiału wejściowego do pola przekroju
odkuwki:
𝑘 =𝑆0
𝑆
Wielkość stopnia przekucia ma istotny wpływ na zmianę własności
mechanicznych i strukturę metalu.
Dla k = 2÷3 w strefie wolnych kryształów zaczynają występować
wyraźne włókna.
Dla k= 4÷6 w przekroju całej odkuwki można zaobserwować strukturę
włóknistą.
W kuciu swobodnym pod młotem wskutek nierównomierności
odkształceń i dużej prędkości odkształcania kierunek włókien może znacznie
odchylać się od kierunku płynięcia metalu, natomiast w kuciu swobodnym pod
prasą hydrauliczną odchylenia te są znacznie mniejsze.
W kuciu matrycowym w matrycach zamkniętych kierunek włókien jest
zgodny z geometrycznym kształtem wyrobu.
Przy większych stopniach przekucia następuje poprawa własności w
kierunku największego przekształcenia z jednoczesnym pogorszeniem własności
plastycznych w kierunku poprzecznym.
Wartości stopnia przekucia orientacyjnie wynoszą:
• k= 3÷4.5 dla kucia swobodnego,
• k= 3÷6 dla kucia matrycowego,
• k≥10 dla wykonywania wyrobów, które powinny odznaczać się wysoką
jednorodnością budowy, bardzo dobrymi własnościami jednokierunkowymi i
wysoką granicą zmęczenia
Maszynami stosowanymi w procesie kucia są:
• młoty,
• prasy,
• walcarki kuźnicze.
Młoty służą do kucia materiału na gorąco. Pracują udarowo. Zasadniczymi
częściami młotów są: bijak, który uderza w kształtowany materiał oraz szabota,
przyjmująca uderzenie bijaka. W bijaku i szamocie mocuje się kowadła płaskie
lub kształtowe (przy kuciu swobodnym lub półswobodnym) względnie matryce
(przy kuciu matrycowym). Energia kinetyczna bijaka zostaje zużytkowana na
pracę odkształceń plastycznych oraz na energię drgań szaboty i energię
odkształceń sprężystych młota. W celu zapobiegania rozchodzeniu się drgań
szabotę umieszcza się na fundamencie ułożonym na przekładce amortyzacyjnej,
którą najczęściej stanowi warstwa bali dębowych lub układ specjalnych sprężyn.
Do zalet młotów należą:
• duży zakres wymiarów produkowanych odkuwek,
• mała wrażliwość na przeciążenia,
• zdolność wywierania bardzo dużych sił nacisku (nawet 1000 razy
większych od ciężaru bijaka przy stosunkowo małym ciężarze młota),
• łatwa regulacja energii uderzeń.
Największą wadą młotów jest niszczące działanie wstrząsów na otoczenie, na
sam młot i jego fundament. Zmniejszenie tych wstrząsów wymaga budowania
kosztownych, bardzo ciężkich fundamentów, będących jeszcze dodatkowo
specjalnie amortyzowanych. Mimo tych środków zaradczych zarówno
mechanizmy młota jak i fundamenty wymagają częstych remontów.
Specjalnym typem młotów są kowarki.
Prasy są jednymi z najczęściej stosowanych maszyn do obróbki plastycznej.
Stosuje sie je do kucia, wyciskania i tłoczenia.
W zależności od sposobu napędzania części ruchomej prasy, zwanej
suwakiem, w której osadza się kowadło, ruchomą część matrycy lub stempel,
wyróżnia się:
• prasy korbowe, mimośrodowe i kolanowe
• prasy śrubowo-cierne,
• prasy hydrauliczne,
• prasy specjalne.
Prasy korbowe, mimośrodowe i kolanowe odznaczają się dużym
współczynnikiem sprawności, dużą wydajnością oraz dokładnością przy kuciu

matrycowym. Zasada ich działania polega na zmianie ruchu obrotowego silnika
na ruch posuwisto-zwrotny suwaka.
W prasie korbowej skok suwaka jest stały i zależy od wielkości
wykorbienia wały korbowego. W prasie mimośrodowej skok suwaka można
zmieniać skokowo w pewnych granicach w zależności od ustawienia
mimośrodu względem wykorbienia wału korbowego.
Schemat działania prasy korbowej, mimośrodowej i kolanowej
Prasy korbowe stosowane są do kucia w matrycach wielowykrojowych na
zimno i na gorąco oraz do spęczania (kuźniarki). Naciski w tych prasach
dochodzą do 10 MN.
Prasy mimośrodowe bardzo szeroko stosowane są do tłoczenia wyrobów
ze względu na dużą uniwersalność związana z możliwością zmiany skoku
suwaka.
Prasy kolanowe wyróżniają się niewielkimi skokami przy bardzo dużych
naciskach. Pozwala to na wykonywanie odkuwek o bardzo dużych
dokładnościach, wynoszących 0.05 do 0.1 mm.
W prasach śrubowych siła nacisku jest wywierana za pomocą śruby o
gwincie prostokątnym, obracającej się w nakrętce osadzonej w korpusie prasy.
Na śrubie umieszczony jest suwak, w którym mocuje się górną część matrycy
lub kowadło. Prasy śrubowe są mniej wydajne i sprawne od innych, ale są mniej
wrażliwe na przeciążenia. Stosuje się je do gięcia, prostowania, wyciskania i
spęczania łbów śrub, nitów, zaworów silnikowych spalinowych oraz odkuwek o
prostych kształtach. Naciski w tych prasach dochodzą do 9.8 MN.
Prasy hydrauliczne należą do najczęściej stosowanych maszyn
kuźniczych. We wszystkich typach tych pras w cylindrze roboczym pracuje tłok
zakończony suwakiem (poprzecznicą). Korpus cylindra jest połączony ze stołem
i kolumnami, które są jednocześnie prowadnicami suwaka. Ruch roboczy
odbywa się dzięki ciśnieniu na tłok od góry, natomiast ruch powrotny wywołuje
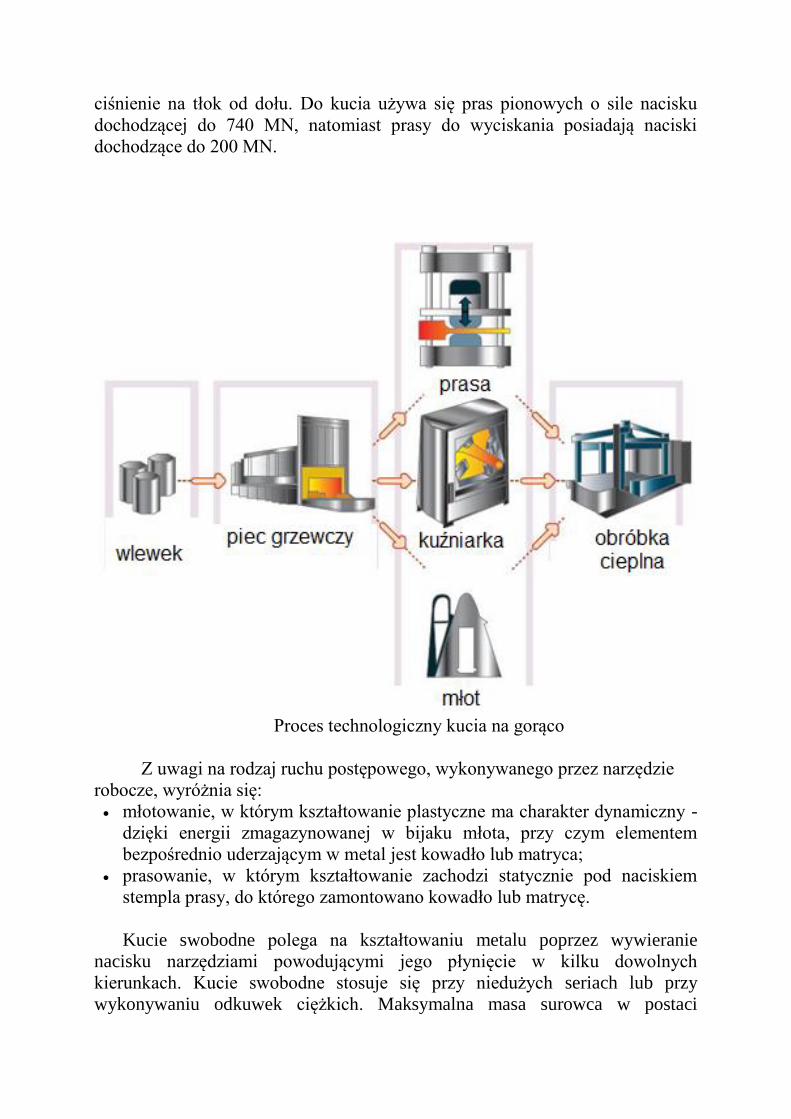
ciśnienie na tłok od dołu. Do kucia używa się pras pionowych o sile nacisku
dochodzącej do 740 MN, natomiast prasy do wyciskania posiadają naciski
dochodzące do 200 MN.
Proces technologiczny kucia na gorąco
Z uwagi na rodzaj ruchu postępowego, wykonywanego przez narzędzie
robocze, wyróżnia się:
młotowanie, w którym kształtowanie plastyczne ma charakter dynamiczny -
dzięki energii zmagazynowanej w bijaku młota, przy czym elementem
bezpośrednio uderzającym w metal jest kowadło lub matryca;
prasowanie, w którym kształtowanie zachodzi statycznie pod naciskiem
stempla prasy, do którego zamontowano kowadło lub matrycę.
Kucie swobodne polega na kształtowaniu metalu poprzez wywieranie
nacisku narzędziami powodującymi jego płynięcie w kilku dowolnych
kierunkach. Kucie swobodne stosuje się przy niedużych seriach lub przy
wykonywaniu odkuwek ciężkich. Maksymalna masa surowca w postaci

wlewków na odkuwki kute swobodnie wynosi 500 ton. Małe odkuwki wykonuje
się z wsadu uprzednio walcowanego, duże z wlewków.
Kucie swobodne stosuje się w szczególności dla następujących przypadków:
przy produkcji jednostkowej, gdzie wykonywanie matryc jest nieopłacalne;
przy wykonywaniu odkuwek, których masa i wymiary przekraczają
możliwości produkcyjne najcięższych dysponowanych zespołów
matrycowych;
przy wstępnej obróbce plastycznej wlewków ze stali stopowych lub stopów
o specjalnych własnościach na kęsiska i kęsy kute;
przy wykonywaniu części zamiennych i do celów remontowych;
przy szeroko pojętej regeneracji narzędzi i sprzętu warsztatowego
Młot i prasa kuźnicza do kucia swobodnego
Proces technologiczny kucia swobodnego polega na wzajemnym łączeniu w
dowolnej kolejności dowolnej liczby podstawowych operacji kuźniczych, do
których zaliczamy:
a) spęczanie
b) wydłużanie
c) dziurowanie
d) gięcie
e) cięcie
f) skręcanie
g) zgrzewania

Spęczanie
Spęczanie jest operacją, przy której następuje skracanie wymiaru jednej z
głównych osi przekroju w skutek, czego zwiększa się przekrój prostopadły do
tej osi.
Operacje spęczania stosuje się wówczas, gdy:
• przekrój odkuwki lub jej części jest większy niż przekrój materiału
wsadowego,
• żądany stopień przekucia wymaga zwiększenia przekroju przed dalszymi
operacjami,
• wlewek lub kęs przygotowuje się do przebijania otworów,
• kuje się odkuwki w kształcie kostek, krążków, pierścieni,
• wymagane jest polepszenie własności mechanicznych odkuwki.
Tarcie występujące pomiędzy pracującym narzędziem a spęczanym metalem
powoduje nierównomierne odkształcanie się próbki podczas spęczania w
wyniku czego próbka przyjmuje kształt baryłki. Niejednorodne odkształcanie się
materiału podczas spęczania ma ujemny wpływ na jakość wyrobu i obniża
plastyczność, co ogranicza zakres spęcznia dla wielu metali. Dlatego też
zarówno podczas operacji spęczania jak i innych operacji kuźniczych stosuje się
środki zapobiegające (obniżające) niejednorodności odkształcenia. Tarcie
występujące podczas spęczania można obniżyć przez stosowanie gładkich
powierzchni pracujących narzędzi i środków smarujących oraz podgrzanie
narzędzi do temperatury 200 ÷ 300 °C.
Kucie swobodne - spęczanie: a) walcowy kęs materiału między dwoma
płaskimi kowadłami; b) równomierne odkształcenie kęsa; c) odkształcenie
kęsa, gdy występują siły tarcia
Dobrze zaprojektowany proces spęczania musi spełniać następujące warunki:
• stosunek wysokości materiału spęczanego do jego średnicy musi być
mniejszy od 2.5,
• spęczany materiał powinien być równomiernie nagrzany w całej swojej masie
do najwyższej temperatury kucia,
• wlewek przed spęczaniem powinien być przekuty na okrągło,

• stopnie przekucia przy każdym uderzeniu młota lub naciśnięciu prasy należy
tak dobrać, aby nie przekraczały wartości gniotów krytycznych,
• na powierzchni wsadu niedopuszczalne są wady zewnętrzne,
• powierzchnie czołowe wlewka powinny być prostopadle do osi,
• spęczanie należy wykonywać silnymi uderzeniami lub naciskami prasy
Wydłużanie
Wydłużanie jest operacją, podczas której następuje wydłużenie
przedmiotu w kierunku jednej osi kosztem zmniejszenia przekroju
prostopadłego do tej osi.
W celu wydłużenia odkuwki kładzie się ją na dolnym kowadle i naciska
lub uderza górnym kowadłem. Następnie obraca sie materiał o 90o wokół osi
wzdłuż której następuje wydłużenia i ponownie uderza w miejsce, które na
skutek poprzedniego uderzenia uległo poszerzeniu. Dwa kolejno następujące po
sobie gnioty i jedno obrócenie materiału o 900 nazywamy przejściem.
Podczas operacji wydłużania obracanie próbki może odbywać się ruchem
wahadłowym w lewo i w prawo lub w jedną stronę. Drugi sposób stosuje się
przy kuciu twardych gatunków stali i metali mających mała szybkość
rekrystalizacji w temperaturze kucia.
Istnieje jeszcze trzecia metoda kucia, w której najpierw dokonuje się
szeregu uderzeń po jednej stronie materiału, a dopiero po przejściu całej jego
długości obraca się go o 900 i zaczyna kucie od początku.
Kucie swobodne - wydłużanie: schemat i metody kucia
W celu wydłużenia okrągłego pręta należy najpierw przekuć go na pręt
kwadratowy o boku równym średnicy okrągłego pręta po przekuciu. Kolejnym
krokiem jest przekucie pręta kwadratowego na ośmiokątny. Ostatnim etapem
jest wyrównanie powierzchni pręta ośmiokątnego w kowadłach kształtowych
tak, aby przekrój poprzeczny pręta osiągnął kształt koła i żądaną średnicę.

Etapy wydłużania prętów okrągłych
Przy wydłużaniu należy odpowiednio dobrać wielkość jednostkowego
gniotu. Przyjmuje się, że jego wartość powinna zapewniać wartość
współczynnika kształtu (stosunek długości do grubości po uderzeniu) w zakresie
2 do 2.5. Przy za dużym gniocie jednostkowym w wydłużanym materiale
powstaną zafałdowania.
Kowadła przeznaczone do wydłużania powinny mieć powierzchnie
czołowe wzajemnie równoległe, jednakową szerokość i jednakowe promienie
zaokrągleń krawędzi. Nie zachowanie tych warunków prowadzi do skrzywienia
osi odkuwki.
Operacja wydłużania powinno się prowadzić na odpowiednio dużych
młotach (prasach).
Materiał wydłużany powinien być równomiernie nagrzany do
odpowiednio wysokiej temperatury. Przy odpowiedniej temperaturze materiału i
dostatecznie silnych uderzeniach młota przekuciu ulega rdzeń materiału. Osiąga
on wówczas drobnoziarnistą strukturę. Końcówka materiału przy poprawnym
wydłużeniu jest wypukła.
Jeśli materiał będzie za słabo nagrzany lub uderzenia młota będą zbyt
słabe to przekuciu ulega tylko warstwa zewnętrzna materiału. Końcówka
materiału przy takim wydłużeniu będzie wklęsła.
Kucie swobodne - wydłużanie:
a) materiał prawidłowo nagrzany, b) materiał niedogrzany

Podczas wydłużania elementów z mniej plastycznych stali należy unikać
wielokrotnych uderzeń młota w to samo miejsce, gdyż szczególnie w połączeniu
ze zbyt mała energią uderzeń może to doprowadzić do lokalnego umocnienia
materiału i powstawania wad powierzchniowych.
Dziurowanie
Dziurowanie jest operacją która służy do wykonywania w odkuwkach
otworów lub wgłębień. Dziurowanie można przeprowadzić zasadniczo dwiema
metodami: z podkładanym pierścieniem i bez podkładanego pierścienia.
Dziurowanie z podkładanym pierścieniem stosuje się przy odkuwkach o
niewielkiej grubości, nie przekraczającej wysokości przebijaka. Pierścień
kładzie się na dolnym kowadle i dopiero na tym pierścieniu umieszcza się
rozgrzaną odkuwkę. Na odkuwce, w osi pierścienia ustawia się przebijak i
górnym kowadłem wciska się go w odkuwkę aż osiągnie poziom na jakim
znajduje się pierścień. Wypchnięty materiał nazywa się denkiem.
Dziurowanie z podkładanym pierścieniem:
a) przed dziurowaniem, b) po dziurowaniu
1 - przebijak, 2 - odkuwka, 3- pierścień, 4 -denko
Dziurowanie bez podkładanego pierścienia prowadzi się przebijakiem
pełnym lub przebijakiem drążonym.
Do dziurowania przebijakiem pełnym stosuje się przebijaki o kształcie
stożka ściętego, odwróconego do góry dnem, co zmniejsza nacisk przy
wgłebianiu. Przebijak ustawia się na odkuwce w osi prasy i nieznacznie wgłębia
się, po czym wyjmuje się, a w powstałe w ten sposób wgłębienie wsypuje się
miał węglowy. Miał ten podczas dalszego wgłebiania spala się, wydzielając
gazy tworzące swoistą poduszkę między materiałem odkuwki i przebijakiem.
Jeszcze raz ustawiamy przebijak we wgłębieniu i wprowadzamy na całą jego
wysokość. Gdy potrzeba wykonać głębszy otwór wprowadza się między prasę a
przebijak nadstawki i kuntynuuje się proces wgłebiania. Liczba nadstawek
użytych podczas dziurowania zależy od grubości odkuwki. Muszą one zapewnić

wgłębienie na głębokość 85-90% głebokości otworu. Gdy denko pod
przebijakiem osiągnie grubość około 10-15% wysokości odkuwki nadstawki
wyciąga się, a odkuwkę odwraca. Ustawia się na niej, w osi otworu przebijak
wycinający, którego zadaniem jest wycięcie denka w odkuwce i wypchnięcie
przebijaka wgłebiającego.
Do dziurowania przebijakiem pełnym niezbędne jest stosowanie prasy o
dużych naciskach, a odkuwka ulega dużym odkształceniom, co ogranicza
stosowalność tej metody.
Kucie swobodne - Dziurowanie bez pierścienia przebijakiem pełnym
1 - przebijak, 2 - pierwsza nadstawka, 3 - druga nadstawka, 4 - przebijak
wycinający
Przy wykonywaniu otworów o średnicach powyżej 450 mm dziurowanie
przebijakiem pełnym jest w zasadzie niemożliwe ze względu na konieczność
posiadania pras o bardzo dużym nacisku.
Stąd też stosuje się metodę dziurowania przebijakiem drążonym. Po
ustawieniu wlewka na dolnym kowadle, podobnie jak poprzednio, delikatnie
wgłębia się przebijak, po czym wycofuje się go, a wgłębienie posypuje się
miałem węglowym. Powtórnie ustawia się przebijak w osi otworu i wgłębia się
go, przy użyciu jeśli to konieczne nadstawek, do 2/3 wysokości odkuwki.
Wówczas ustawia się materiał na pierścieniu i kontynuuje operację wgłębiania,
aż do momentu przebicia otworu na wylot.
Wadami tej metody są:
• trudność zdejmowania przebijaka z wyciętego rdzenia,
• nagrzewanie się i w konsekwencji odkształcenie przebijaka,
• duże odpady.
Do jej zalet, w porównaniu do dziurowania przebijakiem pełnym, zaliczyć
należy:
• możliwość użycia pras o mniejszym nacisku
• mniejsze odkształcenia odkuwki,
• możliwość wycięcia rdzenia odkuwki, w którym z reguły skupiają się wady
materiałowe,
• niższe koszty operacji.
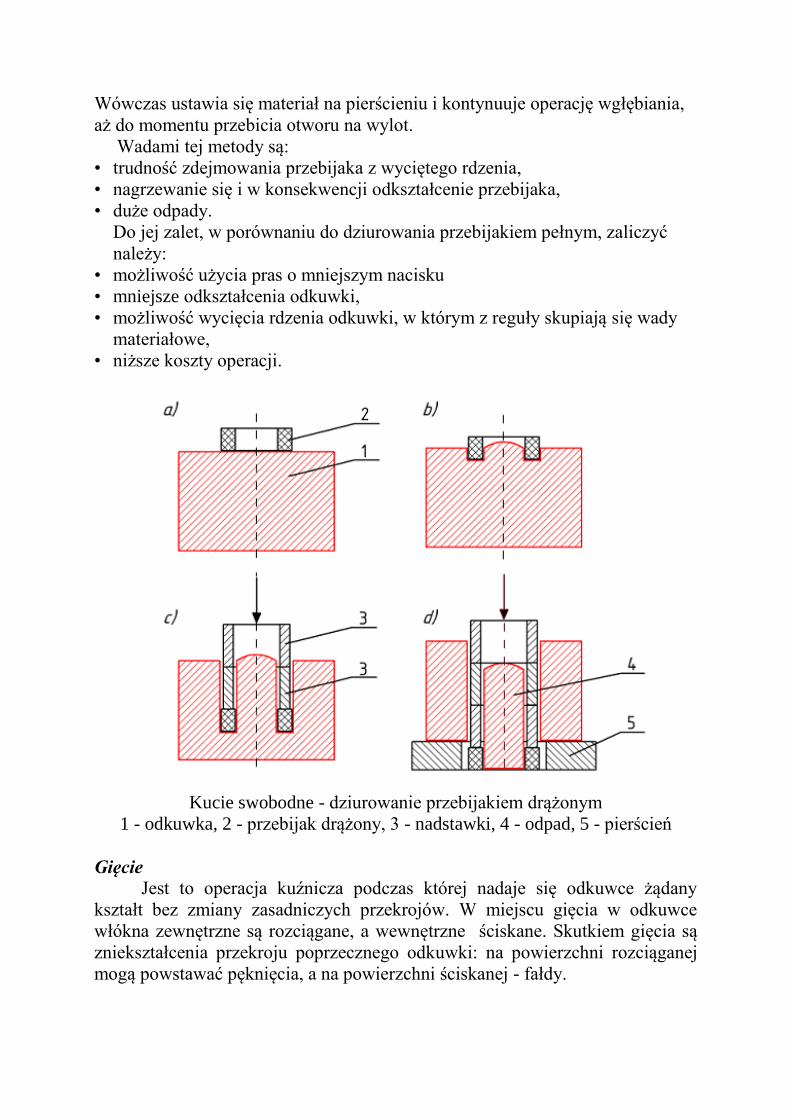
Kucie swobodne - dziurowanie przebijakiem drążonym
1 - odkuwka, 2 - przebijak drążony, 3 - nadstawki, 4 - odpad, 5 - pierścień
Gięcie
Jest to operacja kuźnicza podczas której nadaje się odkuwce żądany
kształt bez zmiany zasadniczych przekrojów. W miejscu gięcia w odkuwce
włókna zewnętrzne są rozciągane, a wewnętrzne ściskane. Skutkiem gięcia są
zniekształcenia przekroju poprzecznego odkuwki: na powierzchni rozciąganej
mogą powstawać pęknięcia, a na powierzchni ściskanej - fałdy.

W celu uzyskania odkuwki o jednakowym przekroju na całej długości
należy poddać odkuwkę operacji zwiększenia grubości zginanego przekroju.
Zwiększenie grubości powinno być tym większe im większy jest kąt
gięcia i im mniejszy promień gięcia. Przy dużych promieniach gięcia i małych
kątach zginania zwiększenie grubości zginanego przekroju nie jest konieczne.
Metodą gięcia wykonuje się m.in. haki i kątowniki.
Kucie swobodne - gięcie
Cięcie
Cięcie to operacja wykorzystywana do oddzielania odpadu od wlewka,
wykonywania odkuwek o bardzo złożonych kształtach i dzieleniu materiału
wsadowego na kilka części.
W procesie cięcia wyróżnia się takie operacje jak: obcinanie, rozcinanie i
wycinanie.
Kucie swobodne - cięcie: a) i c) obcinanie, b) rozcinanie, d) wycinanie
Metody cięcia dzielimy na :
• jednostronne,
• dwustronne (stosuje się, gdy jedna z odcinanych części odkuwki jest
odpadem - odkuwki mają zadziory na powierzchni cięcia)
• trójstronne (stosuje się je do przecinania odkuwek o przekroju okrągłych
na kowadłach kształtowych)

• czterostronne (stosuje się je przy cieciu odkuwek o dużych gabarytach -
odkuwka jest nadcinana z czterech stron, a na końcu rozszerzonym
przecinakiem rozdzielana na dwie części)
Kucie - ciecie jednostronne:
1 - bijak, 2 - kowadło, 3 - odkuwka, 4 - przecinak, 5 - podkładka

Kucie - cięcie dwustronne: 1- bijak, 2- przecinak, 3 - odkuwka, 4 - kowadło
Kucie swobodne - cięcie trójstronne:
1 - przecinak, 2 - odkuwka, 3- kowadło, 4 - przecinak
Kucie - cięcie czterostronne: 1 - bijak, 2 - przecinak, 3 - odkuwka, 4 - kowadło

Skręcanie
Skręcanie to operacja w czasie której dokonuje się skręcenia wokół osi jednej
części odkuwki względem drugiej. Podczas skręcania jeden koniec odkuwki jest
mocowany w imadle, a jeśli odkuwka jest duża - jest mocowany w kowadłach
młota. Drugi koniec jest skręcany wokół osi za pomocą specjalnej dźwigni.
Skręcanie wywołuje w odkuwce bardzo niekorzystny stan naprężeń, podobny do
ścinania. Przy nieodpowiednim doborze kąta skręcania dla konkretnego
materiału odkuwki skręcanie może doprowadzić nawet do pęknięcia odkuwki.
Można tego uniknąć stosując się do następujących zasad:
• odkuwki można skręcać tylko do określonego kąta, który zależy od
materiału odkuwki,
• materiał powinien być równomiernie rozgrzany do odpowiedniej
temperatury,
• powierzchnie odkuwki powinny być gładkie i pozbawione takich wad jak
pęknięcia czy zakucia,
• przekrój odkuwki w całej strefie, która będzie skręcana, powinien być
jednakowy,
• jeśli konieczne jest skręcenie odkuwki o kąt większy od dopuszczalnego
to skręcanie należy wykonywać etapami, stosując za każdym razem
dogrzewanie odkuwki, a w razie konieczności wykonać wyżarzanie
miedzyoperacyjne.
Kucie swobodne - skręcanie:
1 - kowadło górne, 2 - kowadło dolne, 3 - odkuwka, 4 - dźwignia
Zgrzewanie
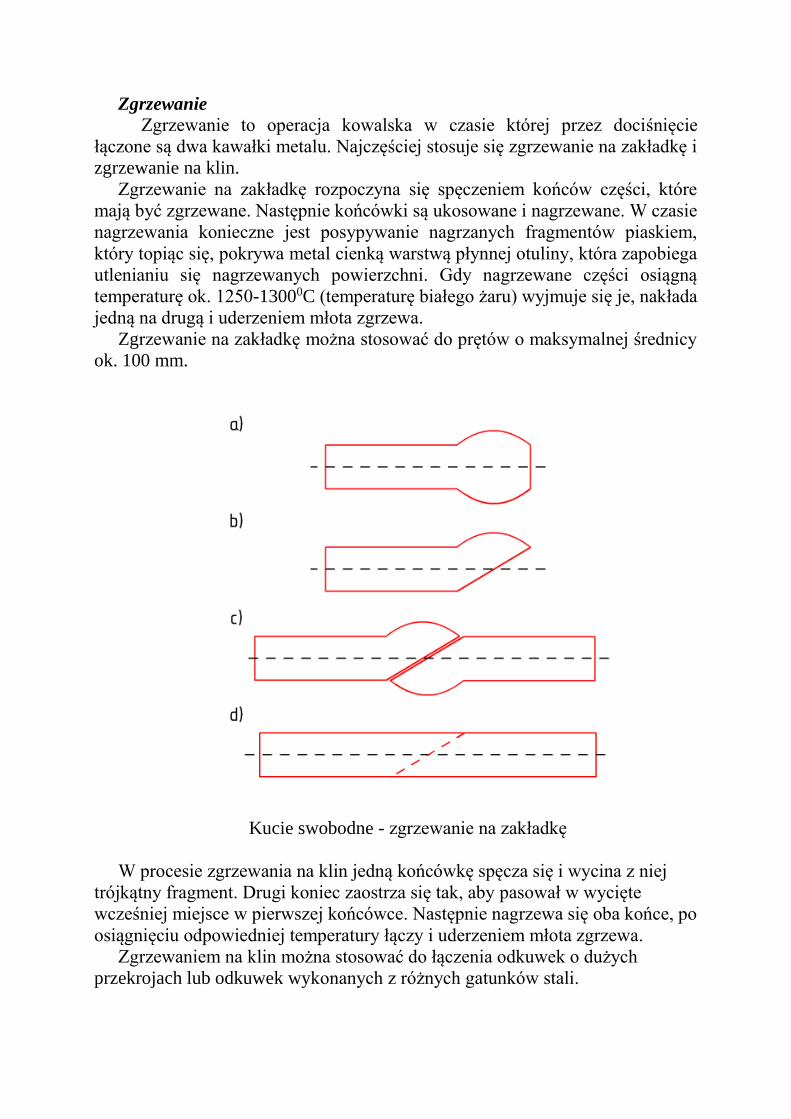
Zgrzewanie to operacja kowalska w czasie której przez dociśnięcie
łączone są dwa kawałki metalu. Najczęściej stosuje się zgrzewanie na zakładkę i
zgrzewanie na klin.
Zgrzewanie na zakładkę rozpoczyna się spęczeniem końców części, które
mają być zgrzewane. Następnie końcówki są ukosowane i nagrzewane. W czasie
nagrzewania konieczne jest posypywanie nagrzanych fragmentów piaskiem,
który topiąc się, pokrywa metal cienką warstwą płynnej otuliny, która zapobiega
utlenianiu się nagrzewanych powierzchni. Gdy nagrzewane części osiągną
temperaturę ok. 1250-13000C (temperaturę białego żaru) wyjmuje się je, nakłada
jedną na drugą i uderzeniem młota zgrzewa.
Zgrzewanie na zakładkę można stosować do prętów o maksymalnej średnicy
ok. 100 mm.
Kucie swobodne - zgrzewanie na zakładkę
W procesie zgrzewania na klin jedną końcówkę spęcza się i wycina z niej
trójkątny fragment. Drugi koniec zaostrza się tak, aby pasował w wycięte
wcześniej miejsce w pierwszej końcówce. Następnie nagrzewa się oba końce, po
osiągnięciu odpowiedniej temperatury łączy i uderzeniem młota zgrzewa.
Zgrzewaniem na klin można stosować do łączenia odkuwek o dużych
przekrojach lub odkuwek wykonanych z różnych gatunków stali.
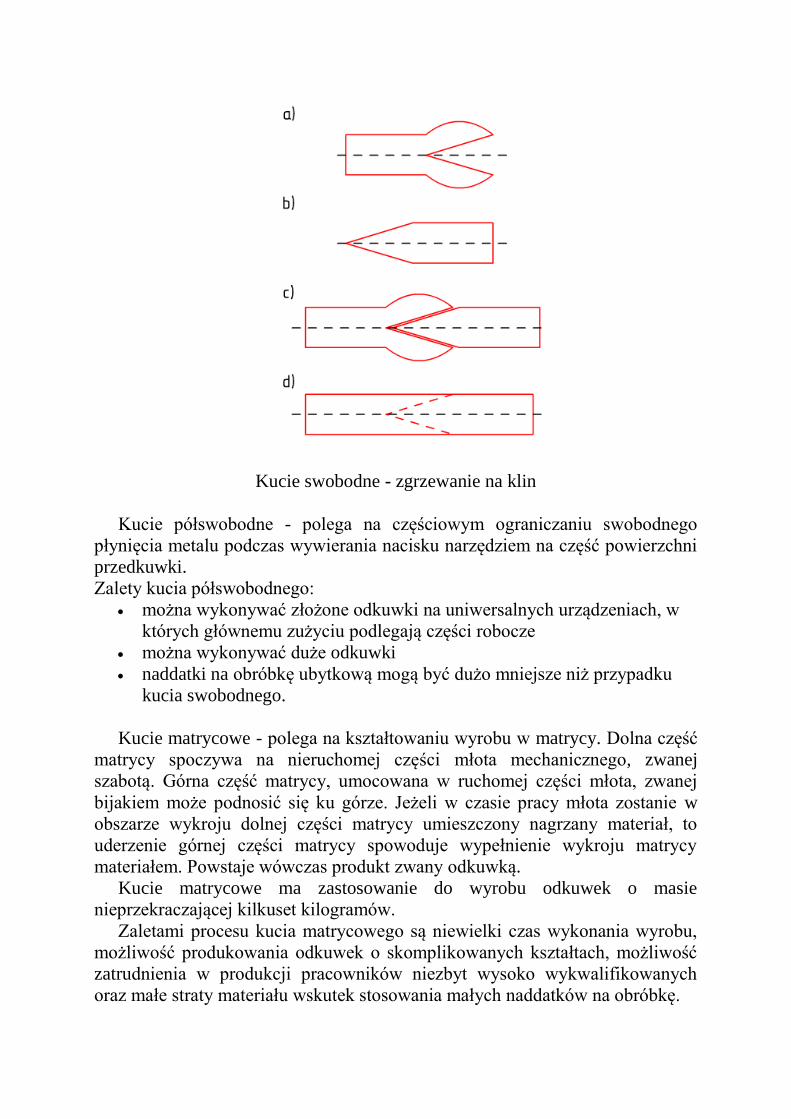
Kucie swobodne - zgrzewanie na klin
Kucie półswobodne - polega na częściowym ograniczaniu swobodnego
płynięcia metalu podczas wywierania nacisku narzędziem na część powierzchni
przedkuwki.
Zalety kucia półswobodnego:
można wykonywać złożone odkuwki na uniwersalnych urządzeniach, w
których głównemu zużyciu podlegają części robocze
można wykonywać duże odkuwki
naddatki na obróbkę ubytkową mogą być dużo mniejsze niż przypadku
kucia swobodnego.
Kucie matrycowe - polega na kształtowaniu wyrobu w matrycy. Dolna część
matrycy spoczywa na nieruchomej części młota mechanicznego, zwanej
szabotą. Górna część matrycy, umocowana w ruchomej części młota, zwanej
bijakiem może podnosić się ku górze. Jeżeli w czasie pracy młota zostanie w
obszarze wykroju dolnej części matrycy umieszczony nagrzany materiał, to
uderzenie górnej części matrycy spowoduje wypełnienie wykroju matrycy
materiałem. Powstaje wówczas produkt zwany odkuwką.
Kucie matrycowe ma zastosowanie do wyrobu odkuwek o masie
nieprzekraczającej kilkuset kilogramów.
Zaletami procesu kucia matrycowego są niewielki czas wykonania wyrobu,
możliwość produkowania odkuwek o skomplikowanych kształtach, możliwość
zatrudnienia w produkcji pracowników niezbyt wysoko wykwalifikowanych
oraz małe straty materiału wskutek stosowania małych naddatków na obróbkę.

Wyróżnia się:
kucie matrycowe w matrycach otwartych (powstaje odpad w postaci
odcinanej wypływki)
kucie matrycowe w matrycach zamkniętych (kucie bezodpadowe);
zwykle prowadzone na zimno
kucie precyzyjne
kucie na kowarkach
kucie na kuźniarkach
Zespół matryc do kucia precyzyjnego
Kowarki są to maszyny kuźnicze wielobijakowe (wielokowadełkowe) do
kształtowania materiału na gorąco lub zimno, głównie drutów, prętów, rur, tulei
i odkuwek, a także do przekuwania kęsisk i kęsów. Kowarki przeznaczone są do
wydłużania i zmieniania kształtu przedmiotów, głównie prętów i rur.
Wydłużanie na kowarkach (przez młotkowanie) polega na odkształceniu
materiału za pomocą jednoczesnego nacisku, wywieranego na boczną
powierzchnię przedmiotu obrabianego przez trzy lub cztery szczęki kształtujące,
wykonujące niewielkie ruchy posuwisto-zwrotne w kierunku promieniowym i
zmieniające najczęściej swoje położenie kątowe w stosunku do kształtowanego
przedmiotu. Na kowarkach można kształtować zarówno powierzchnie
zewnętrzne wyrobu, jak również ich powierzchnie wewnętrzne, dzięki
zastosowaniu odpowiednich rdzeni. Wyroby te odznaczają się dużą gładkością
powierzchni i dokładnością wymiarów.

Rozróżnia się kowarki z wirującymi bijakami, z wirującą osłoną i
kopiujące (do kucia wałków o zmiennym przekroju). Kowarki wielopunktowe
mają kilka bijaków napędzanych do wału mimośrodowego.
Kucie na kowarce
Kuźniarki są to prasy mechaniczne poziome najczęściej korbowe,
charakteryzujące się tym, że oprócz ruchomego suwaka mają również ruchomy
blok matrycowy. Blok ten pozwala nie tylko na unieruchomienie pręta podczas
procesy kucia, ale stwarza również możliwość kształtowania wielozabiegowego.
Kuźniarki najczęściej służą do wykonywania odkuwek z pręta stanowiącego
materiał wyjściowy, który po nagrzaniu, zaciskany jest w matrycy, a następnie
jest kształtowany za pomocą stempla. Kształtowanie odkuwek odbywa się w
kilku zabiegach, w ostatnim zabiegu odkuwka jest oddzielana od pręta.
Kuźniarki buduje się z pionowym lub poziomym podziałem matryc. Pozioma
prasa kuźnicza do kształtowania odkuwek matrycowych zapewnia możliwość
automatyzacji produkcji, dużą wydajność, wysoką dokładność wykonania
odkuwek i małe straty materiału.
Kuźniarki należą do najbardziej wydajnych maszyn i są powszechnie
stosowane w produkcji wielkoseryjnej odkuwek. Zakres kształtów odkuwek
produkowanych na kuźniarkach jest bardzo szeroki, umożliwiają one
wykonywanie bezpośrednio odkuwki z otworami przelotowymi, np. pierścieni
łożysk tocznych.
Odkuwki wykonane na kuźniarkach cechuje:
duża dokładność wymiarów;
małe zbieżności kuźnicze;
małe naddatki na obróbkę skrawaniem;
równomierny stopień przekucia;
takie same własności odkuwek wykonanych w jednej partii;


2.4. Wyciskanie
Wyciskanie (ekstruzja) – rodzaj obróbki plastycznej metali i tworzyw
sztucznych. Materiał pod naciskiem stempla wypływa przez otwór lub otwory w
narzędziu albo przez szczeliny utworzone przez narzędzia.
Podczas wyciskania materiał umieszczony w pojemniku lub matrycy i
poddany naciskowi stempla (lub tłoczyska – poprzez przekładkę, zwaną także
przetłoczką, względnie płytą naciskową) wypływa przez otwór matrycy lub
szczelinę pomiędzy stemplem i matrycą, doznając wydłużenia kosztem
zmniejszenia przekroju poprzecznego. Stan naprężenia w przeważającej części
obszaru uplastycznionego jest trójosiowym nierównomiernym ściskaniem.
Możliwe są więc duże odkształcenia plastyczne bez naruszenia spójności
materiału (maksymalne współczynniki wydłużenia są rzędu 300, średnie – ok.
50). Jest to główna zaleta procesów wyciskania. Duże odkształcenia wymagają
dużych sił.
Głównym ograniczeniem wielkości odkształceń możliwych do uzyskania
w jednej operacji wyciskania nie jest zjawisko uszkodzenia materiału (jak w
wielu innych procesach), lecz wytrzymałość narzędzi.
Przy dużych odkształceniach stosuje się wyciskanie na gorąco, gdyż
podczas wyciskania na zimno siły są tak znaczne, że narzędzia nie wytrzymują
obciążeń.
Duże odkształcenia mogą być zrealizowane na zimno tylko dla
materiałów miękkich (np. czystego aluminium).
Rodzaje procesów wyciskania
współbieżne, gdy zwroty wektorów prędkości stempla i materiału
wypływającego przez otwór w matrycy są zgodne
przeciwbieżne, gdy zwroty wektorów prędkości stempla i materiału
wypływającego przez otwór w matrycy lub szczelinę pomiędzy stemplem
i matrycą są przeciwne,
z bocznym (poprzecznym, promieniowym) wypływem materiału, gdy
matryca lub matryce znajdują się w bocznych ścianach pojemnika,
względnie materiał wpływa do szczelin matrycy w kierunku poprzecznym
(prostopadle do kierunku ruchu stempla),
złożone, gdy materiał równocześnie wypływa z matrycy zgodnie i
przeciwnie do ruchu stempla ,
specjalne, wyciskanie hydrostatyczne, z ruchomym pojemnikiem, bez
pojemnika i inne, np. wyciskanie osłon kabli, wyciskanie proszków
metali.

Wyciskanie:
a) współbieżne wyrobów pełnych, b) współbieżne wyrobów wydrążonych,
c) przeciwbieżne wyrobów pełnych, d) przeciwbieżne wyrobów wydrążonych
Proces wyciskania polega na tym, że metal zamknięty w pojemniku
(rycypiencie) jest wyciskany przez otwór matrycy i otrzymuje kształt
poprzecznego przekroju, odpowiadający kształtowi otworu matrycy. Wyciskanie
nazywa się czasem prasowaniem wypływowym.
Wyciskanie stosuje się do wytwarzania wyrobów pełnych i wydrążonych
o wydłużonym kształcie, w tym rur o przekroju stałym lub zmiennym. Wyroby
wyciskane zbliżone są kształtem do wyrobów otrzymywanych przez
walcowanie. Wyciskanie stosuje się także do otrzymywania przedkuwek

mających kształt trzpienia o stałym lub zmiennym przekroju, z pocienieniem na
końcu.
Wyciskanie z bocznym wypływem materiału:
a) jednokierunkowym, b) dwukierunkowym
1 - materiał wyciskany, 2 - pojemnik, 3 - tłoczysko, 4 - przetłoczka, 5 - matryca,
6 - tuleja pojemnika
Wyciskanie złożone
1 - materiał wyciskany, 2 - matryca, 3 - tłoczysko
Wyciskanie jest podstawową metodą wytwarzania rur, prętów i profili z
metali kolorowych i ich stopów.
Wyroby wyciskane charakteryzują się dobrymi własnościami
mechanicznymi, dużą dokładnością wymiarów, czystą i gładką powierzchnią.
Zalety wyciskania:
• można je stosować do odkształcania metali i stopów o niewielkiej
plastyczności, które nie dają się odkształcać plastycznie innymi metodami,
• można otrzymywać wyroby pełne i wydrążone o bardzo złożonym kształcie
przekroju poprzecznego,
• można je stosować w produkcji małoseryjnej, gdyż zmiana jednego wyrobu w
drugi wymaga tylko zmiany matrycy
• uzyskuje się dużą dokładność wymiarów przekroju wyrobów w porównaniu z
walcowaniem, gdyż odkształcenie sprężyste jest znikome.
Wady wyciskania:
• trudne warunki pracy narzędzi: matryc i iglic, powoduje szybsze ich zużycie i
zmusza do częstszej ich wymiany, co w konsekwencji prowadzi do
zwiększenia kosztów produkcji (materiały na narzędzia są drogie),
• niezbędne są prasy o dużych siłach nacisku,
• ze względu na zróżnicowane wartości odkształceń wyroby odznaczają się
dużą nierównomiernością własności na przekroju i długości,
• uzyskuje się w porównaniu z walcowaniem większy odpad z powodu
trudności doprowadzenia procesu do końca - zawsze zostaje metal zwany
denkiem lub resztą prasowniczą
2.5. Tłoczenie
Tłoczeniem nazywamy proces technologiczny przeróbki plastycznej na
zimno lub na gorąco blach, płyt lub folii, obejmujący cięcie i kształtowanie z
nich przedmiotów małej grubości w stosunku do szerokości i długości, m.in.:
powłok blaszanych, kształtowników giętych - otwartych lub ze szwem, i innych.
Przy projektowaniu tego typu kształtowania plastycznego należy znać zarówno
tłoczność, jak i własności sprężyste blach. Tłoczenie obejmuje szeroką gamę
zabiegów i czynności tłoczenia w zakresie procesów technologicznych,
różniących się sposobem działania sił, rodzajem zmiany kształtu oraz
stosowanymi urządzeniami i narzędziami. Jest to technologia szczególnie
szybko rozwijająca się w świecie i wykazująca znaczny postęp technologiczny.
Proces tłoczenia obejmuje zespół wszystkich podstawowych czynności tłoczenia
wykonywanych na jednym przedmiocie, natomiast operacją tłoczenia
nazywamy zespół wszystkich zabiegów i czynności wykonywanych na jednej
maszynie.
Podstawowa czynność w procesie tłoczenia wykonywana przy użyciu
jednego przyrządu, bez zmiany narzędzia , gdy zachodzi tylko jedna zmiana
kształtu tłoczonego przedmiotu nazywa się zabiegiem tłoczenia.
W tłoczeniu wyróżnia się:
• cięcie
• kształtowanie
• łączenie.
Tłoczenie - cięcie
Cięcie to rozdzielenie materiału następuje poprzez wytworzenia takiego
stanu naprężenia w żądanym miejscu, aby nastąpiło pęknięcie obrabianego
przedmiotu. Wyróżnia się:
cięcie dwoma krawędziami tnącymi – za pomocą stempla i matrycy;
cięcie jedną krawędzią tnącą – np. przy okrawaniu odkuwek, wygładzaniu
otworów;
cięcie gumą – wykrawanie na ostrych krawędziach wzornika ciśnieniem
wywieranym przez warstwę gumy;
cięcie nożowe – zagłębienie się noża w materiale spoczywającym na
miękkim podłożu: cięcie (sztancowanie) kartonu, skóry, filcu itp.;
przebijanie otworów – wraz z wywinięciem pękniętego brzegu;
Cięcie prowadzi się na:
prasach za pomocą wykrojników - jest to wykrawanie;
na specjalnych maszynach (stosowane są np. nożyce gilotynowe,
dziurkarki itp.), bez zmiany elementów tnących;
na nożycach krążkowych.
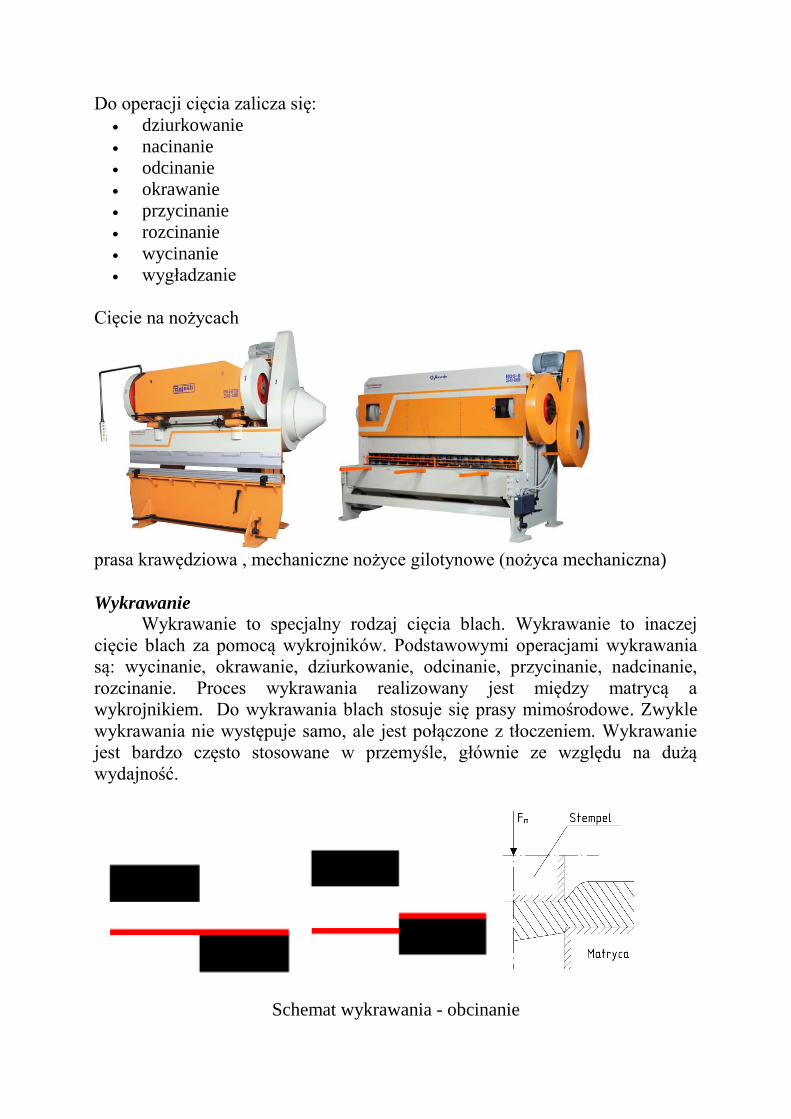
Do operacji cięcia zalicza się:
dziurkowanie
nacinanie
odcinanie
okrawanie
przycinanie
rozcinanie
wycinanie
wygładzanie
Cięcie na nożycach
prasa krawędziowa , mechaniczne nożyce gilotynowe (nożyca mechaniczna)
Wykrawanie
Wykrawanie to specjalny rodzaj cięcia blach. Wykrawanie to inaczej
cięcie blach za pomocą wykrojników. Podstawowymi operacjami wykrawania
są: wycinanie, okrawanie, dziurkowanie, odcinanie, przycinanie, nadcinanie,
rozcinanie. Proces wykrawania realizowany jest między matrycą a
wykrojnikiem. Do wykrawania blach stosuje się prasy mimośrodowe. Zwykle
wykrawania nie występuje samo, ale jest połączone z tłoczeniem. Wykrawanie
jest bardzo często stosowane w przemyśle, głównie ze względu na dużą
wydajność.
Schemat wykrawania - obcinanie

Schemat wykrojnika: 1 - czop, 2 - płyta głowicowa, 3 - przekładka, 4 - tuleja
prowadząca, 5 - płyta stemplowa, 6 - stempel, 7 - spychacz, 8 - matryca, 9 -
pierścień mocujący, 10 - słup prowadzący, 11 - płyta podstawowa
Schemat wykrawania - wycinanie
Kształtowanie
Kształtowanie jest to proces tłoczenia materiału bez naruszenia jego
spójności. Kształtowanie, przy którym zostaje zachowana prostoliniowość
tworzących, a zmiana krzywizny zachodzi w jednej płaszczyźnie, nazywa się
gięciem. Do gięcia zalicza się operacje wyginania, zaginania, zwijania i
zawijania. Natomiast kształtowanie wyrobu przez wtłaczanie blachy stemplem
do otworu matrycy celem otrzymania przedmiotu wydrążonego nazywa się
ciągnieniem lub głębokim tłoczeniem. Do ciągnienia zalicza się wytłaczanie,
czyli ciągnienie z płytki wsadowej (uzyskuje się miseczkę) oraz przetłaczanie,
czyli dalsze ciągnienie miseczki w celu zmniejszenia jej wymiarów
poprzecznych. Oprócz wymienionych rozróżnia się jeszcze następujące operacje

kształtowania: skręcanie, profilowanie, wygniatanie, dotłaczanie, obciąganie,
wywijanie, obciskanie, rozpęczanie, wybijanie, wyoblanie
i zgniatanie obrotowe.
Kształtowanie - gięcie
Gięcie obejmuje operacje lub zabiegi: wyginania, zaginania, zwijania,
zawijania, profilowania, skręcania, prostowania i wygniatania.
Cechą charakterystyczną gięcia jest zmiana krzywizny osi kształtowanego
przedmiotu. Odkształcenia gięcia można prowadzić do pewnej wartości
naprężenia, powyżej której następuje uszkodzenie giętego przedmiotu. Po
stronie rozciąganej mogą powstać pęknięcia, a po stronie ściskanej - fałdy.
Mogą także wystąpić zmiany wymiarów dyskwalifikujące wyrób.
Wyginanie, zaginanie, zawijanie i wygniatanie wykonuje się wyłącznie na
prasach.
Rodzaje gięcia: wyginanie, zawijanie, zwijanie
prasa do gięcia
Zwijanie wykonuje się na zwijarkach między trzema rolkami lub przez
owijanie na obracającym się bębnie.
Profilowanie przeprowadza się za pomocą walcowania wzdłużnego
między dwoma walcami.

Skręcanie wykonuje się na skrętarce lub przez zastosowanie rolek
skręcających.
Prostowanie wykonuje się na prasach (prostowanie płytami lub
wyprężanie) lub w prostownicach (prostowanie rolkami napędzanymi).
We wszystkich procesach gięcia wyróżnia się trzy fazy:
• gięcie sprężyste,
• gięcie plastyczne,
• dotłaczanie.
Dotłaczanie to kształtowanie wyrobu wcześniej wygiętego, zagiętego,
wytłoczonego lub przetłoczonego, usuwające nierówności, skutki
sprężynowania oraz nadające mu ostateczny kształt.
Schemat gięcia
Kształtowanie - ciągnienie blach
Ciągnienie blach składa się z 2 operacji: wytłaczania i przetłaczania.
Wytłaczanie jest to proces, podczas którego następuje przekształcenie
płaskiego półwyrobu w wytłoczkę o powierzchni nierozwijalnej. Narzędziem w
procesie wytłaczania jest tłocznik. Składa się on głównie ze stempla, matrycy i
dociskacza, zabezpieczającego brzeg blachy przed pofałdowaniem pod
działaniem obwodowych naprężeń ściskających. Niebezpieczeństwo
obwodowego pęknięcia wytłoczki w czasie procesu wytłaczania ogranicza
wysokość wytłoczki, która praktycznie nie przekracza (0,7—0,8) średnicy
końcowej. W celu uzyskania większych wysokości wstępnie ukształtowaną
wytłoczkę poddaje się następnej operacji zwanej przetłaczaniem.
Przetłaczanie jest to proces obróbki plastycznej, polegający na
zwiększeniu wysokości wytłoczki kosztem zmniejszenia jej średnicy, przy czym
grubość ścianki jest stała.
Podczas procesu przetłaczania mogą wystąpić następujące wady
wytłoczek:

• obwodowe rozdzielenie wytłoczki w pobliżu dna, spowodowane
przekroczeniem wytrzymałości bocznej ścianki (oderwanie dna)
• fałdowanie ścianki wytłoczki wywołane obwodowymi naprężeniami
ściskającymi
• wzdłużne pęknięcie ścianki przy obrzeżu wytłoczki, będące wynikiem
nadmiernego umocnienia materiału i niekorzystnego działania naprężeń
własnych
Wady wytłoczek
Wymienione zjawiska ograniczają zakres stosowania operacji przetłaczania.
W celu uniknięcia wystąpienia obwodowego pęknięcia ścianki
maksymalna siła przetłaczania musi być mniejsza od siły zrywającej. Warunek
ten jest spełniony, gdy stosunek średnic wytłoczki po i przed przetłaczaniu jest
większy od pewnej wartości granicznej zwanej współczynnikiem przetłaczania.
Współczynnik ten wynosi od 0.75 do 0.85, przy czym większe wartości
przyjmuje wraz z kolejnymi operacjami przetłaczania. Dla operacji wytłaczania
jego wartość powinna mieścić się granicach 0.5 - 0.6.
W celu uniknięcia pękania wytłoczki należy zastosować odpowiedni
promień krawędzi ciągowej matrycy rm i promień zaokrąglenia stempla rs.
Przy wytłaczaniu zaleca się stosowanie promienia rm = (5÷10) g (g -
grubość ścianki) i promienia rs > (4÷6) g. Przy przetłaczaniu promienie te można
zmniejszyć o 10 do 30%.
W celu zapobiegania fałdowaniu kołnierza podczas wytłaczania należy
przy grubości blachy g<0.015D (średnica krążka) zastosować dociskacz. Dla
g>0.02D można stosować wytłaczanie swobodne, bez dociskacza. W zakresie
0.015D<g<0.02D możliwe są oba rozwiązania. Prawdopodobieństwo
wystąpienia pofałdowania rośnie gdy twardość materiału i współczynnik
wytłaczania maleją.
Dla przetłaczania dociskacz należy stosować, gdy g<0.01d (średnicy
wytłoczki przed operacją), natomiast dla g>0.015 d stosuje się przetłaczanie
swobodne.
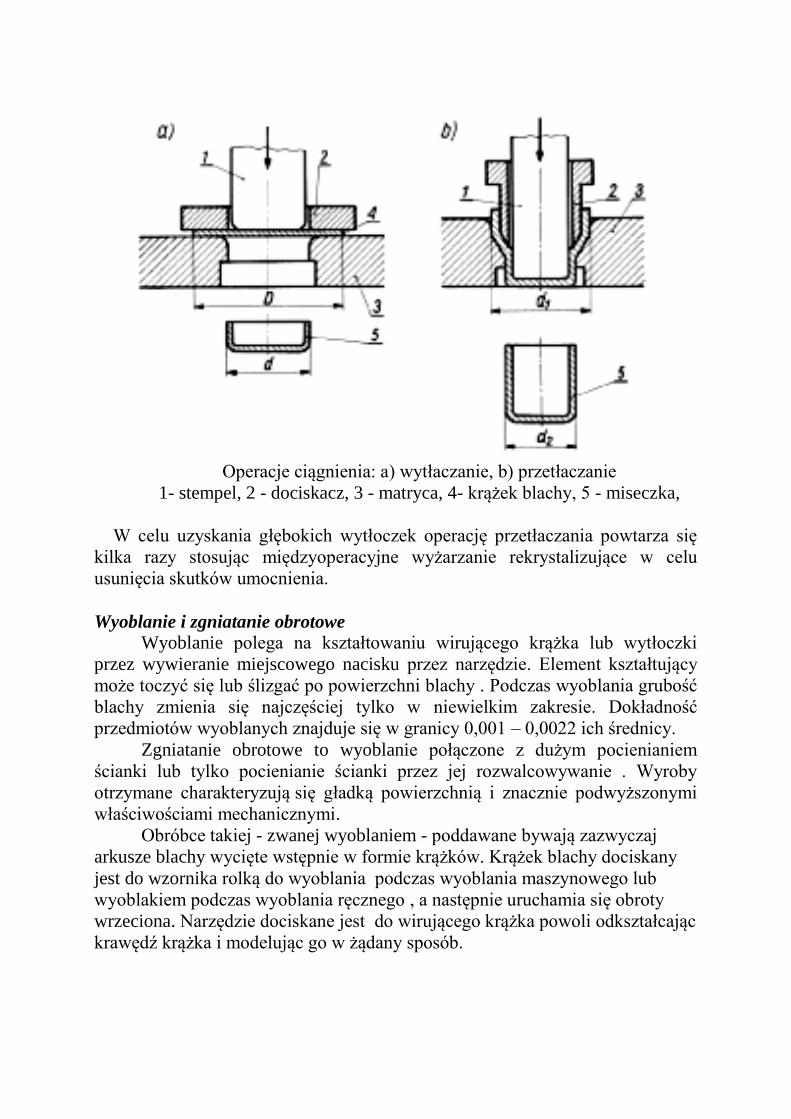
Operacje ciągnienia: a) wytłaczanie, b) przetłaczanie
1- stempel, 2 - dociskacz, 3 - matryca, 4- krążek blachy, 5 - miseczka,
W celu uzyskania głębokich wytłoczek operację przetłaczania powtarza się
kilka razy stosując międzyoperacyjne wyżarzanie rekrystalizujące w celu
usunięcia skutków umocnienia.
Wyoblanie i zgniatanie obrotowe
Wyoblanie polega na kształtowaniu wirującego krążka lub wytłoczki
przez wywieranie miejscowego nacisku przez narzędzie. Element kształtujący
może toczyć się lub ślizgać po powierzchni blachy . Podczas wyoblania grubość
blachy zmienia się najczęściej tylko w niewielkim zakresie. Dokładność
przedmiotów wyoblanych znajduje się w granicy 0,001 – 0,0022 ich średnicy.
Zgniatanie obrotowe to wyoblanie połączone z dużym pocienianiem
ścianki lub tylko pocienianie ścianki przez jej rozwalcowywanie . Wyroby
otrzymane charakteryzują się gładką powierzchnią i znacznie podwyższonymi
właściwościami mechanicznymi.
Obróbce takiej - zwanej wyoblaniem - poddawane bywają zazwyczaj
arkusze blachy wycięte wstępnie w formie krążków. Krążek blachy dociskany
jest do wzornika rolką do wyoblania podczas wyoblania maszynowego lub
wyoblakiem podczas wyoblania ręcznego , a następnie uruchamia się obroty
wrzeciona. Narzędzie dociskane jest do wirującego krążka powoli odkształcając
krawędź krążka i modelując go w żądany sposób.

Schemat wyoblania
Przy pomocy wyoblarki uzyskuje się przedmioty o symetrii obrotowej,
jak kielichy, misy, talerze, czasze (tak np. wykonywane są czasze puzonów i
niektórych innych instrumentów dętych blaszanych).
Modelowanie przedmiotów tą metodą jest zazwyczaj, w przypadku mało
lub średnio seryjnej produkcji oraz w przypadku wykonywania elementów o
bardzo skomplikowanych kształtach znacznie tańsze, niż tłoczenie, będące
sposobem alternatywnym.

Bibliografia
Dobrzański L.: Podstawy nauki o materiałach i metaloznawstwo. WNT, 2002
Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych.
Kapiński S., Sobieszczański J., Sobolewski J.: Techniki wytwarzania.
Technologie bezwiórowe. Warszawa 2012.
Kazanecki J.: Wykłady "plastyczna przeróbka metali" AGH, Kraków, 1998
Leśniewicz A.: Ciągnienie wytłoczek cylindrycznych. Instrukcja laboratoryjna,
SiMR PW
Morawiecki M., Sadok L., Wosiek E.: "Przeróbka plastyczna - podstawy
technologicznych procesów przeróbki plastycznej, Wydawnictwo Śląsk,
Katowice, 1977
Materiały dydaktyczne Politechniki Gdańskiej - www.pg.gda.pl
Materiały dydaktyczne AGH - www.zasoby1.open.agh.edu.pl/dydaktyka/.
www.e-technolog.pl
http://thelibraryofmanufacturing.com (bardzo dydaktyczne materiały w języku
angielskim)