kap 업종별기술세미나 13년 #02
DESCRIPTION
KAP 업종별기술세미나 13년 #02TRANSCRIPT

전문위원 문 흥식
2013 년 용접기술세미나
SQ 주요 관리항목 개선사례
목 차
1. 품질보증의 원칙
2. SQ 평가 과락항목 - 핵심항목
3. 용접조건관리
4. 용접설비조건관리
5. 설비 / 계측기 게이지 검교정
6. 검사공정관리
7. 용접품질 모니터링 시스템
1. 품질보증의 원칙

품질대책안 레벨평가품질대책안 레벨평가품질대책안 레벨평가품질대책안 레벨평가
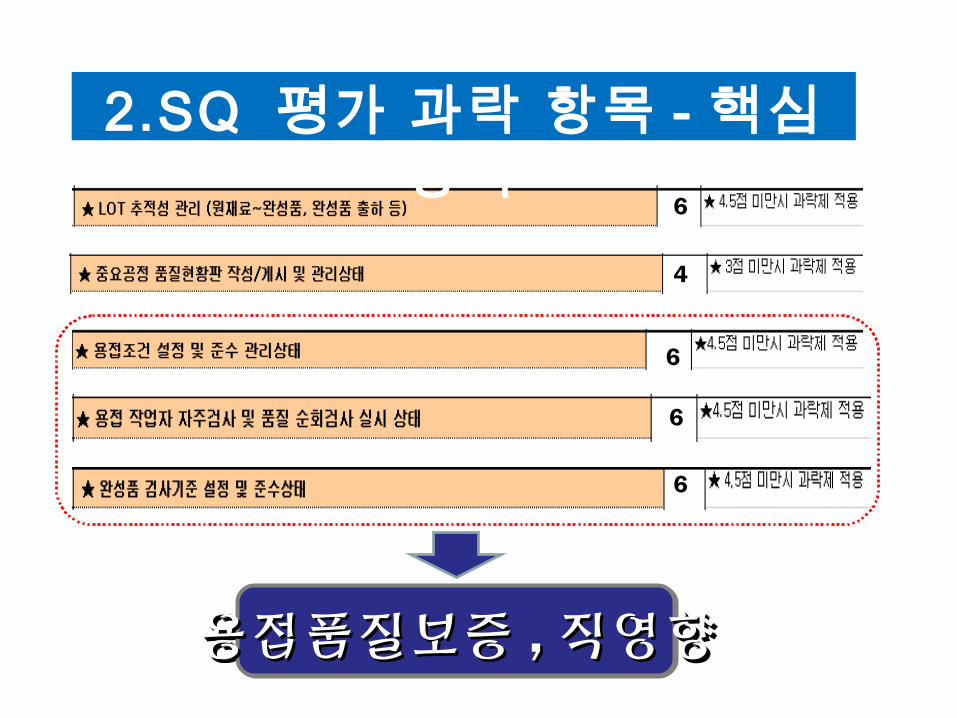
용접품질보증용접품질보증 ,, 직영향직영향용접품질보증용접품질보증 ,, 직영향직영향
2.SQ 평가 과락 항목 - 핵심항목
6
6
6
6
4
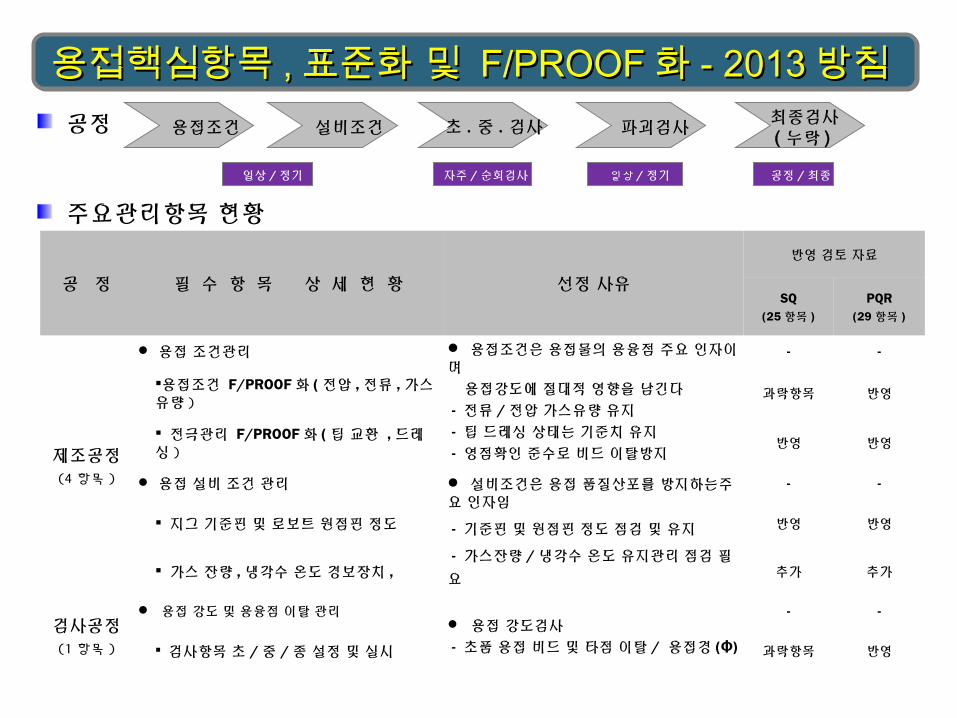
주요관리항목 현황
공 정 필 수 항 목 상 세 현 황 선정 사유
반영 검토 자료
SQ(25 항목 )
PQR(29 항목 )
제조공정(4 항목 )
용접 조건관리 용접조건은 용접물의 용융점 주요 인자이며 용접강도에 절대적 영향을 남긴다 - 전류 / 전압 가스유량 유지 - 팁 드레싱 상태는 기준치 유지 - 영점확인 준수로 비드 이탈방지
- -
용접조건 F/PROOF 화 ( 전압 , 전류 , 가스유량 )
과락항목 반영
전극관리 F/PROOF 화 ( 팁 교환 , 드레싱 )
반영 반영
용접 설비 조건 관리 설비조건은 용접 품질산포를 방지하는주요 인자임
- 기준핀 및 원점핀 정도 점검 및 유지
- 가스잔량 / 냉각수 온도 유지관리 점검 필
요
- -
지그 기준핀 및 로보트 원점핀 정도 반영 반영
가스 잔량 , 냉각수 온도 경보장치 , 추가 추가
검사공정(1 항목 )
용접 강도 및 용융점 이탈 관리 용접 강도검사
- 초품 용접 비드 및 타점 이탈 / 용접경 (Φ)
- -
검사항목 초 / 중 / 종 설정 및 실시 과락항목 반영
공정
자주 / 순회검사 일상 / 정기
용접조건 설비조건 파괴검사 초 . 중 . 검사 최종검사 ( 누락 )
일상 / 정기 공정 / 최종
용접핵심항목용접핵심항목 ,, 표준화 및 표준화 및 F/PROOFF/PROOF 화화 - 2013- 2013 방침 방침 용접핵심항목용접핵심항목 ,, 표준화 및 표준화 및 F/PROOFF/PROOF 화화 - 2013- 2013 방침 방침

3. 용접조건관리

1. 형식적 ( 계기 , 로보트 작업장 내 위치 )→ 위치
변경
2. 기준 범위 과대 ( 아크용접 2 조건 종합 , 저항
용접
범위 과대 )→ 실제품 평가에 의한 관리 범위 설
정
4. 표준과 불일치 → 표준류 개정 보완
3-1 3-1 용접 조건 일상 관리 문제점용접 조건 일상 관리 문제점3-1 3-1 용접 조건 일상 관리 문제점용접 조건 일상 관리 문제점
일상점검
표준과 현재 게이지 값 , 일치 여부 체크
- 아크 용접 → 전류 , 전압
- 저항 용접 → 전류 , 통전시간 , 에어압력 ( 가압력 )
문제개선

공정 ( 부번 ): 용접기 타이머 위치 부적합
개선전 : 개선후
< 개선전 >로보트장내에 타이머 위치하여 일상
체크 난이 함
< 개선안 > 통로측으로 콘트롤 박스 이설
등록일 : 2012 년 3월 7일 완료일 : 2012 년 5월 7일

공정 ( 부번 ): 용접조건 작업표준관리 범위
개선전 : 개선후
작업표준서 전반적 개정
< 문제점 > 1. 저항 용접에서 전류 10±5KA, 통전
11±5 cy. 의 관리 범위는 있을 수 없음
( 실제 그 범위면 불량 발생 )
< 개선안 >1.전류 ±0.3KA 통전시간 ±0 로 관리 범위 축소
등록일 : 2012 년 6월 12일
완료일 :2012 년 7 월 20일
1. 아크 용접 – 대부분 실시 안 함 ( 계측 장비 필보
유 )
2. 저항 용접 - 형식기록 탈피 , 가압력은 압력 , 페어관
리
3. 저항 용접 , 단시간 측정 , 문제 발견 어려움→장시
간
연속측정 , 냉각 , 순간 전류 전압 drop, 설비 이상 확
인
3-2 3-2 용접 조건 정기 점검 문제점용접 조건 정기 점검 문제점 3-2 3-2 용접 조건 정기 점검 문제점용접 조건 정기 점검 문제점
정기점검
현재 게이지 값 과 실측치 일치 여부 체크 ( 측정기 , 1 회 /
주 )
- 아크 용접 → 전류 , 전압
- 저항 용접 → 전류 , 통전시간 , 가압력 문제개선
Microsoft Office PowerPoint 97-2003 ÇÁ·¹Á

아크 ROBOT 전류 , 전압 관리
개선전 : 개선대책
< 문제점 > 1. 각 게이지 값이 전부 다름 ① 팬던트 전류 120A 전압
90% 지정 ② 용접기 140A 20V ③ 게이지 180A 25V
< 개선방안 > 1. 전류측정기로 출력 실측 조사 ④ 측정기 전류 125.9A 19.75V 2. 용접기 , 게이지를 전류측정결과에 따라 보정 수리
등록일 : 2012 년 6월 27일
완료일 : 2012 년 9월 30일
①
② ③
④
③

시스템구성 설 정
CO2 용접의 컨택트 팁 , 프로젝션의 전극의 경우 카운터에 의한 수량 기준을 정하여 도달시경보음이 울리도록 설정
1. 사용 한계는 필히 용접 품질 상태를 사전 확인하여 주기 설
정 .
2. 한계 도달시 설비 작동 중지토록 인터록하고 교환후 리셋
트 .
유의점
3-3 3-3 팁 교환 주기 팁 교환 주기 (( 아크용접아크용접 ,, 프로젝션프로젝션 ) F/PROOF ) F/PROOF 3-3 3-3 팁 교환 주기 팁 교환 주기 (( 아크용접아크용접 ,, 프로젝션프로젝션 ) F/PROOF ) F/PROOF
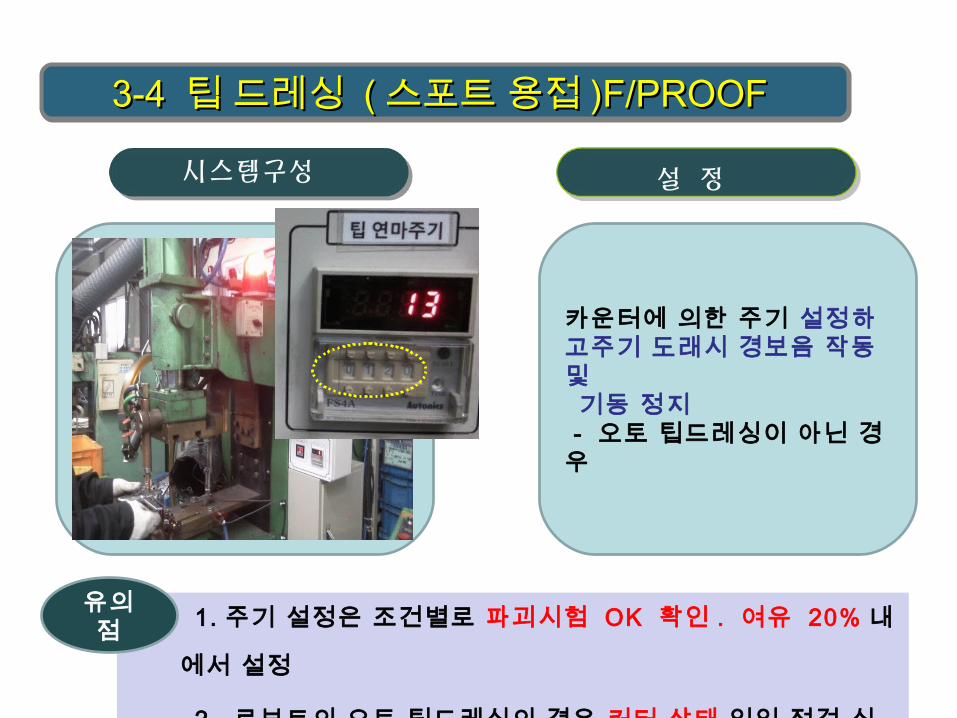
시스템구성 설 정
카운터에 의한 주기 설정하고주기 도래시 경보음 작동 및 기동 정지 - 오토 팁드레싱이 아닌 경우
1. 주기 설정은 조건별로 파괴시험 OK 확인 . 여유 20% 내
에서 설정
2. 로보트의 오토 팁드레싱의 경우 커터 상태 일일 점검 실
시
유의점
3-4 3-4 팁 드레싱 팁 드레싱 (( 스포트 용접스포트 용접 )F/PROOF )F/PROOF 3-4 3-4 팁 드레싱 팁 드레싱 (( 스포트 용접스포트 용접 )F/PROOF )F/PROOF

시스템구성 설 정
① 의 경우 : 카운터에 의한 생산 수량 설정하고 주기 도래하면 토치의 노즐부를 회전 스링에 삽입하여 스패터 털고 ANTI스패터액 담근뒤 작업② 의 경우 : 노즐 (Al 합금 ) 부에장착된 AIR BLOW 에 의해 매회작업완료후 스패터 불어 냄. 설정 주기에 의해 ANTI 스패터액에 담금
① ① 의 경우 회전스프링 고장 유무 일상 점검 해야 함
유의점
3-5 3-5 스패터 제거 주기 스패터 제거 주기 (( 아크 용접아크 용접 ) F/PROOF) F/PROOF3-5 3-5 스패터 제거 주기 스패터 제거 주기 (( 아크 용접아크 용접 ) F/PROOF) F/PROOF
① ②

시스템구성 설 정
사용 가스 유량에 대한 관리 범위 설정 일상 점검 → 유량 기준 범위 이탈시 경보 음 발생 (L/min)
가스 공급에 대한 잔량 관리는 메인 공급 파이프 압력계 활
용
유의점
3-6 3-6 가스 유량 관리 가스 유량 관리 3-6 3-6 가스 유량 관리 가스 유량 관리
시스템구성 설 정
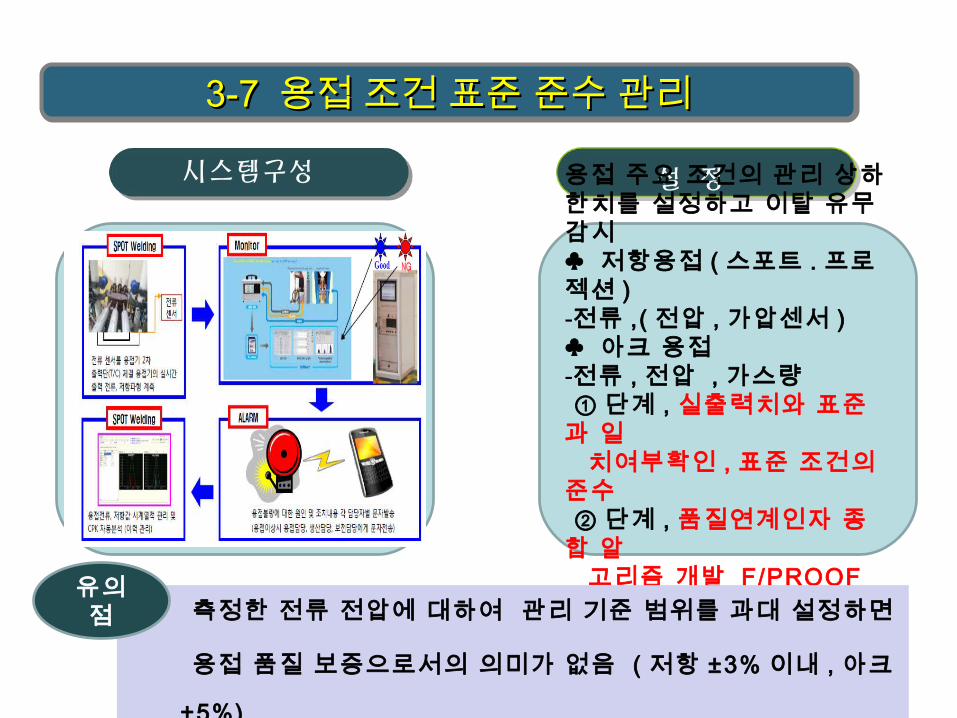
용접 주요 조건의 관리 상하한치를 설정하고 이탈 유무 감시♣ 저항용접 ( 스포트 . 프로젝션 )-전류 ,( 전압 , 가압센서 ) ♣ 아크 용접-전류 , 전압 , 가스량 ① 단계 , 실출력치와 표준과 일 치여부확인 , 표준 조건의 준수 ② 단계 , 품질연계인자 종합 알 고리즘 개발 F/PROOF화 측정한 전류 전압에 대하여 관리 기준 범위를 과대 설정하면
용접 품질 보증으로서의 의미가 없음 ( 저항 ±3% 이내 , 아크
±5%)
유의점
3-7 3-7 용접 조건 표준 준수 관리용접 조건 표준 준수 관리3-7 3-7 용접 조건 표준 준수 관리용접 조건 표준 준수 관리

4. 용접설비조건관리

시스템구성 설 정
1. 원점 포인트 홀 ( 와이어ø1.2 의 경우 기준 ø1.6) 을 통과하여하측 리미트 스위치를 터치하면 작업 가능 신호 보냄 )2. 로보트 스위치를 ON( 작업시작 ) 시키면 필히 원점 포인트를터치해야만 로보트 작업 시작
원점확인동영상.avi
1. 와이어 끝단부 길이 일정하게 사전 절단 필요 유의점
4-1 4-1 로보트 아크 용접 원점 관리 로보트 아크 용접 원점 관리 F/PROOFF/PROOF4-1 4-1 로보트 아크 용접 원점 관리 로보트 아크 용접 원점 관리 F/PROOFF/PROOF
Microsoft Office PowerPoint 97-2003 ÇÁ·¹Á
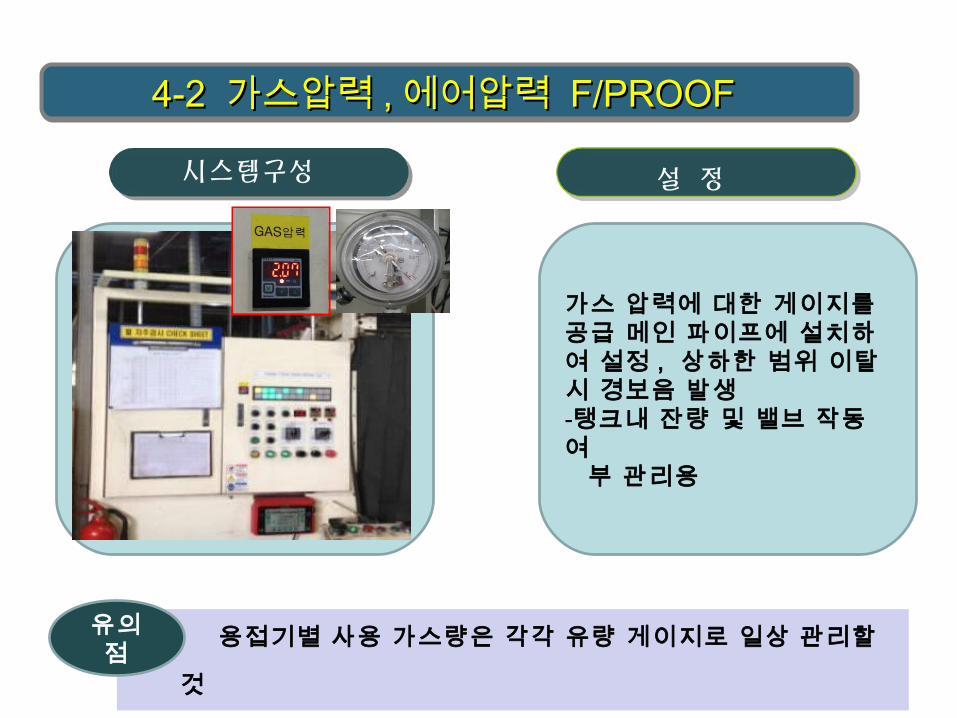
시스템구성 설 정
가스 압력에 대한 게이지를 공급 메인 파이프에 설치하여 설정 , 상하한 범위 이탈시 경보음 발생 -탱크내 잔량 및 밸브 작동 여 부 관리용
용접기별 사용 가스량은 각각 유량 게이지로 일상 관리할
것
유의점
4-2 4-2 가스압력가스압력 ,, 에어압력 에어압력 F/PROOF F/PROOF 4-2 4-2 가스압력가스압력 ,, 에어압력 에어압력 F/PROOF F/PROOF
시스템구성 설 정
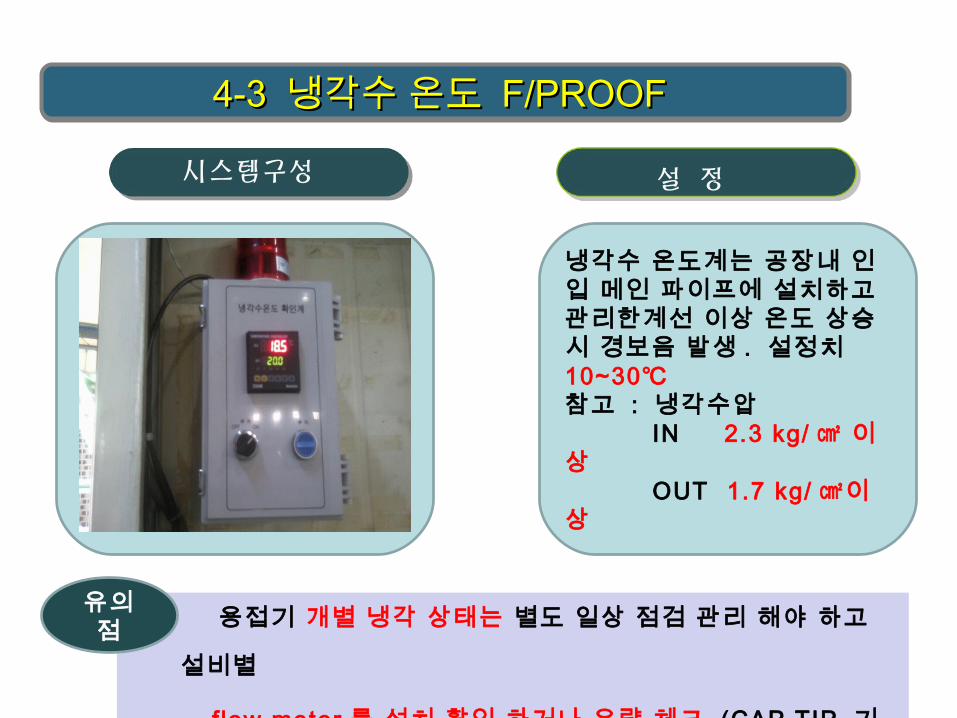
냉각수 온도계는 공장내 인입 메인 파이프에 설치하고 관리한계선 이상 온도 상승시 경보음 발생 . 설정치 10~30℃참고 : 냉각수압 IN 2.3 kg/ ㎠ 이상 OUT 1.7 kg/ ㎠이상
용접기 개별 냉각 상태는 별도 일상 점검 관리 해야 하고
설비별
f low meter 를 설치 확인 하거나 유량 체크 (CAP TIP 기
준 3L/Min)
유의점
4-3 4-3 냉각수 온도 냉각수 온도 F/PROOF F/PROOF 4-3 4-3 냉각수 온도 냉각수 온도 F/PROOF F/PROOF
시스템구성 설 정
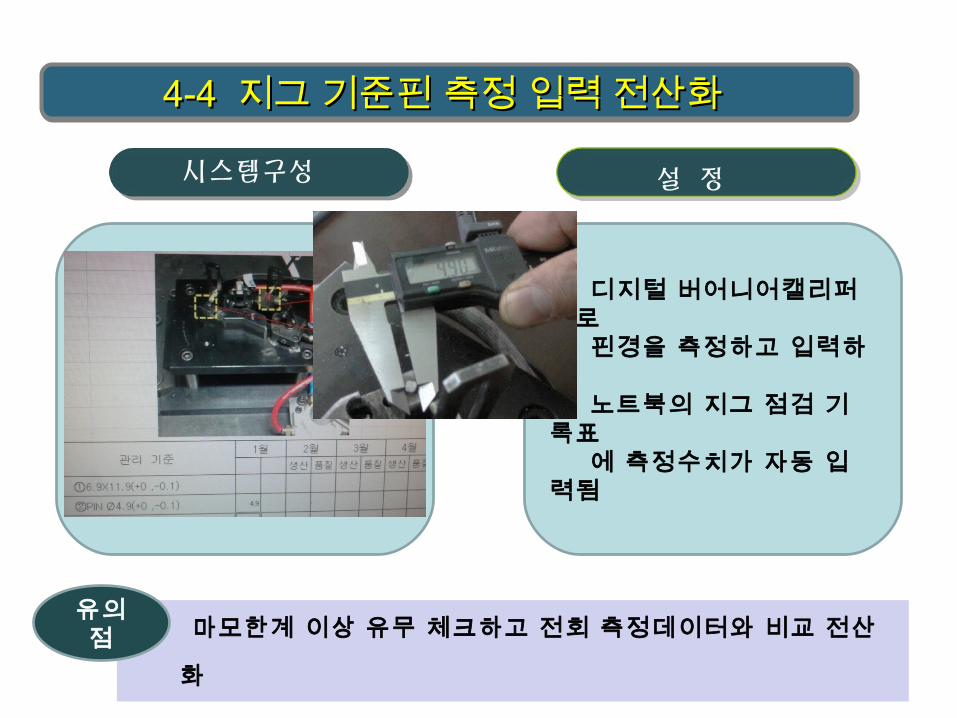
디지털 버어니어캘리퍼스로 핀경을 측정하고 입력하면 노트북의 지그 점검 기록표 에 측정수치가 자동 입력됨
마모한계 이상 유무 체크하고 전회 측정데이터와 비교 전산
화
유의점
4-4 4-4 지그 기준핀 측정 입력 전산화 지그 기준핀 측정 입력 전산화 4-4 4-4 지그 기준핀 측정 입력 전산화 지그 기준핀 측정 입력 전산화
5. 설비 / 계측기 게이지 검교정
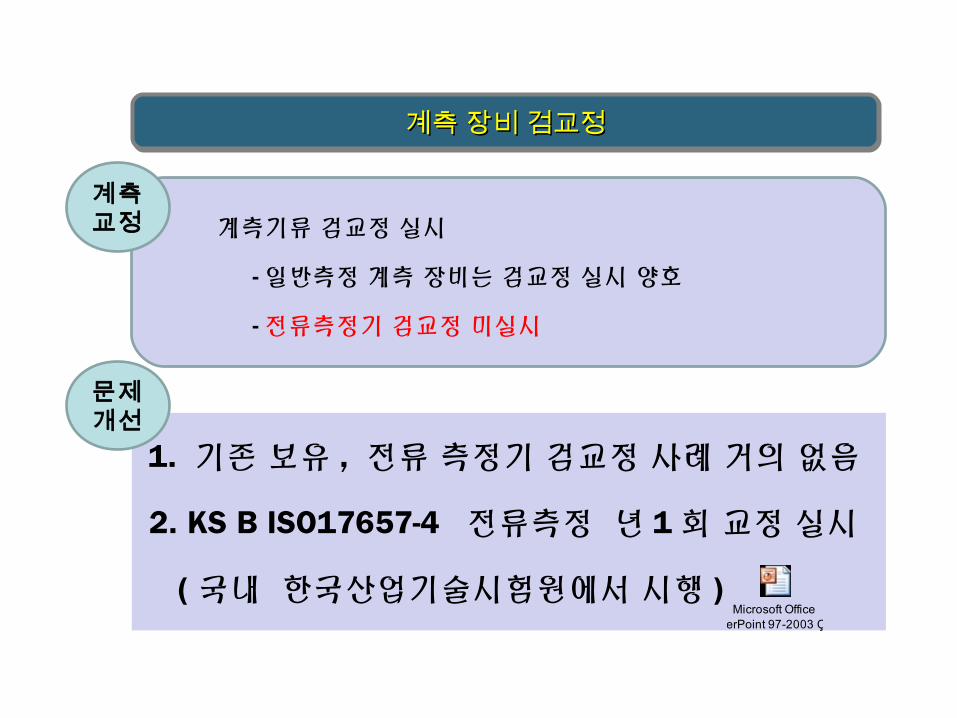
1. 기존 보유 , 전류 측정기 검교정 사례 거의 없음
2. KS B ISO17657-4 전류측정 년 1 회 교정 실시
( 국내 한국산업기술시험원에서 시행 )
계측 장비 검교정계측 장비 검교정계측 장비 검교정계측 장비 검교정
계측교정 계측기류 검교정 실시
- 일반측정 계측 장비는 검교정 실시 양호
- 전류측정기 검교정 미실시
문제개선
Microsoft Office PowerPoint 97-2003 ÇÁ·¹Á

6. 검사공정관리
◆
◆
◆
6-1 6-1 품질 검사 역할 분담품질 검사 역할 분담6-1 6-1 품질 검사 역할 분담품질 검사 역할 분담
역할분담 1). 작업자 : 초중종 , 외관 , 간단한 검사구에 의한 확인
- 반파괴 ( 드라이버 ), 타격시험 ( 볼트 , 너트용접 )
2). 순회검사 : 1) 항 확인 및 주요 POINT 추가 검사 서명
- 용접 단면 검사 , 토르크 , 인장 시험 , 전파괴
3). 공정책임자 : 1),2) 항 확인 , 조건관리 , 설비관리 실행

1. 초중종 실시품 게시 안됨
- 실제 실시 여부 확인 불명 ( 실행 일시 표기할 것 )
2. 검사원 , 또는 직반장급 1 명이 1),2),3) 전부 시행
- 업무 과중 , 결원시 , 실시 누락으로 불량 유출
3. 체크 포인트 명확화 →체크시트에 명기
4. 파괴 시험에 따른 재료비 손실 , 제품 파괴 기피
→ 샘플 실제품으로 파괴 확인 검사 활용
5. 단면 검사 1 회 / 주 → 4M 변경시 필히 실시
6-2 6-2 품질 검사 주요 문제품질 검사 주요 문제6-2 6-2 품질 검사 주요 문제품질 검사 주요 문제
문제개선
Microsoft Office PowerPoint 97-2003 ÇÁ·¹Á

공정 ( 부번 ): 반파괴 포인트 명확화
개선전 : 개선후
< 문제점 > 1. 약도상에 반파괴실시 포인트를 명확
히 표시할 것 (R 부위 , 코너부 ,3 겹이
상 지정 ) 2. CO2 용접 길이 기준 없음
< 개선안 > 1. 반파괴 실시 포인트 명확화 표시 2. CO2 용접 길이 명기 함
등록일 : 2012 년 2 월 29일
완료일 : 2012 년 3 월 18일

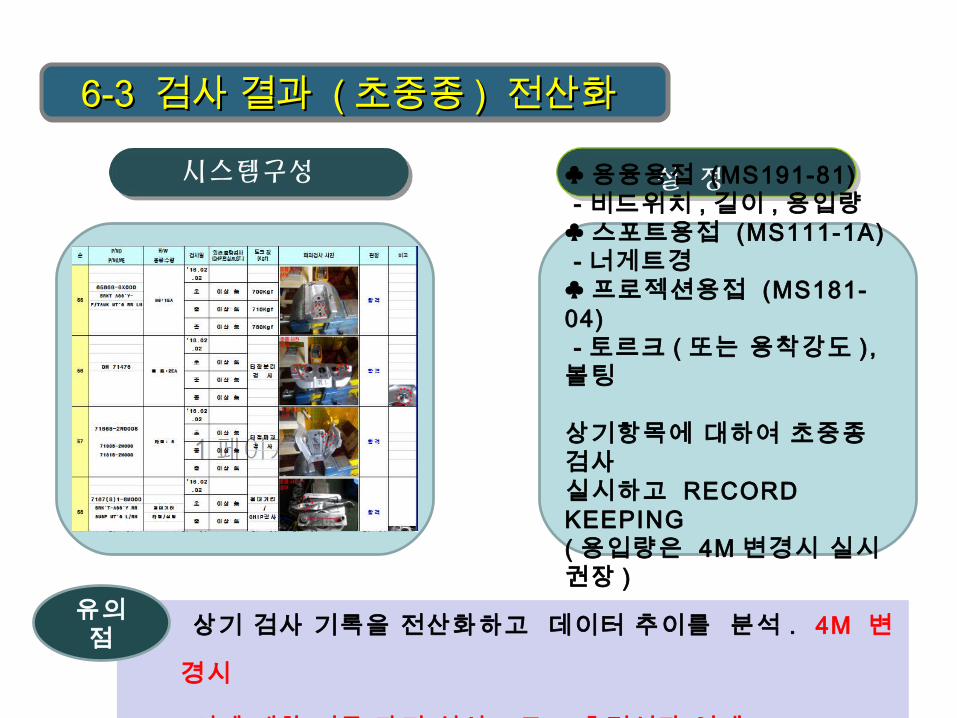
시스템구성 설 정
♣ 용융용접 (MS191-81) - 비드위치 , 길이 , 용입량♣ 스포트용접 (MS111-1A) - 너게트경♣ 프로젝션용접 (MS181-04) - 토르크 ( 또는 용착강도 ),볼팅
상기항목에 대하여 초중종검사실시하고 RECORD KEEPING( 용입량은 4M 변경시 실시 권장 )
상기 검사 기록을 전산화하고 데이터 추이를 분석 . 4M 변
경시
이에 대한 기록 관리 실시 ( 로트 추적성과 연계 )
유의점
6-3 6-3 검사 결과 검사 결과 (( 초중종초중종 ) ) 전산화 전산화 6-3 6-3 검사 결과 검사 결과 (( 초중종초중종 ) ) 전산화 전산화
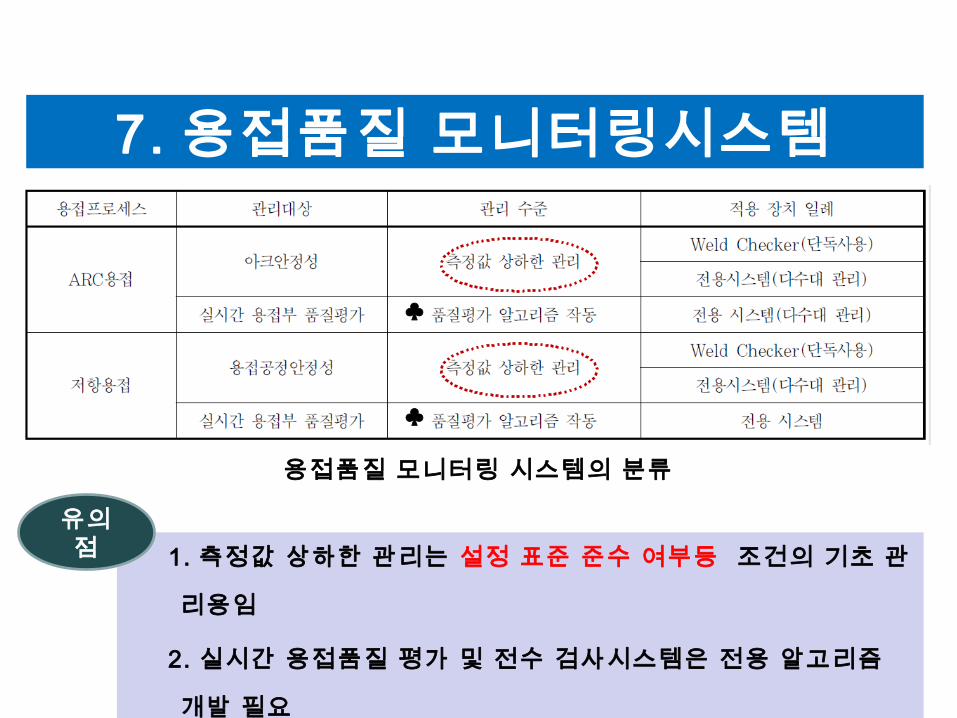
용접품질 모니터링 시스템의 분류
1. 측정값 상하한 관리는 설정 표준 준수 여부등 조건의 기초 관
리용임
2. 실시간 용접품질 평가 및 전수 검사시스템은 전용 알고리즘
개발 필요
유의점
♣
♣
7. 용접품질 모니터링시스템

7-1 7-1 아크용접 모니터링 시스템아크용접 모니터링 시스템7-1 7-1 아크용접 모니터링 시스템아크용접 모니터링 시스템
1. 일부 구간 전류 , 전압 불안정 요소 보이나 NG 여부 판단 한
계 난이
2. 아크스타트 구간 제외 , 다양한 품질평가 알고리즘 적용 ( 비
드별 측정값
에대한 기여도 수치화 종합 평가 ) - 미국 I 사 . 국내 M 사
유의점
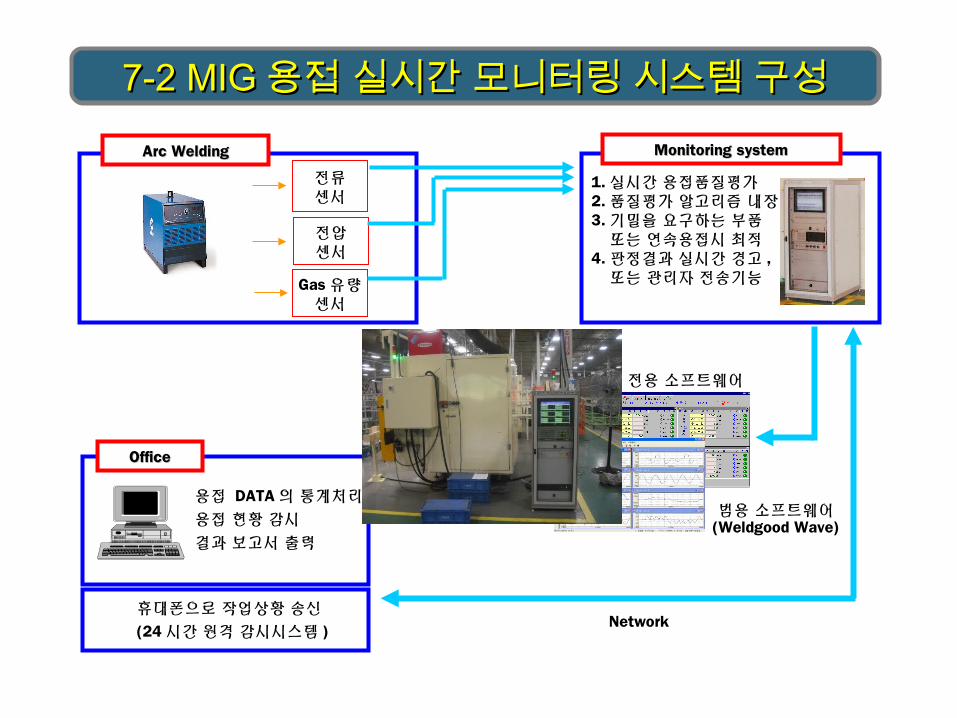
1. 실시간 용접품질평가2. 품질평가 알고리즘 내장3. 기밀을 요구하는 부품 또는 연속용접시 최적4. 판정결과 실시간 경고 , 또는 관리자 전송기능
전용 소프트웨어
전류센서
전압센서
Gas 유량센서
Arc WeldingArc Welding Monitoring systemMonitoring system
범용 소프트웨어(Weldgood Wave)
OfficeOffice
용접 DATA 의 통계처리용접 현황 감시결과 보고서 출력
Network휴대폰으로 작업상황 송신(24 시간 원격 감시시스템 )
7-2 MIG7-2 MIG 용접 실시간 모니터링 시스템 구성용접 실시간 모니터링 시스템 구성7-2 MIG7-2 MIG 용접 실시간 모니터링 시스템 구성용접 실시간 모니터링 시스템 구성

7-3 7-3 저항용접저항용접 (( 프로젝션프로젝션 )) 상하한관리 한계상하한관리 한계7-3 7-3 저항용접저항용접 (( 프로젝션프로젝션 )) 상하한관리 한계상하한관리 한계
1. 상하한 관리범위내에서도 불량 양품 혼재 –상하한 관리만으
로 한계
유의점

7-4 7-4 저항용접저항용접 (( 프로젝션프로젝션 )) 평가 알고리즘 적용평가 알고리즘 적용7-4 7-4 저항용접저항용접 (( 프로젝션프로젝션 )) 평가 알고리즘 적용평가 알고리즘 적용
1. 다양한 알고리즘 (NO.1 NO.2) 에 따른 품질 평가 신뢰성 개
선
유의점
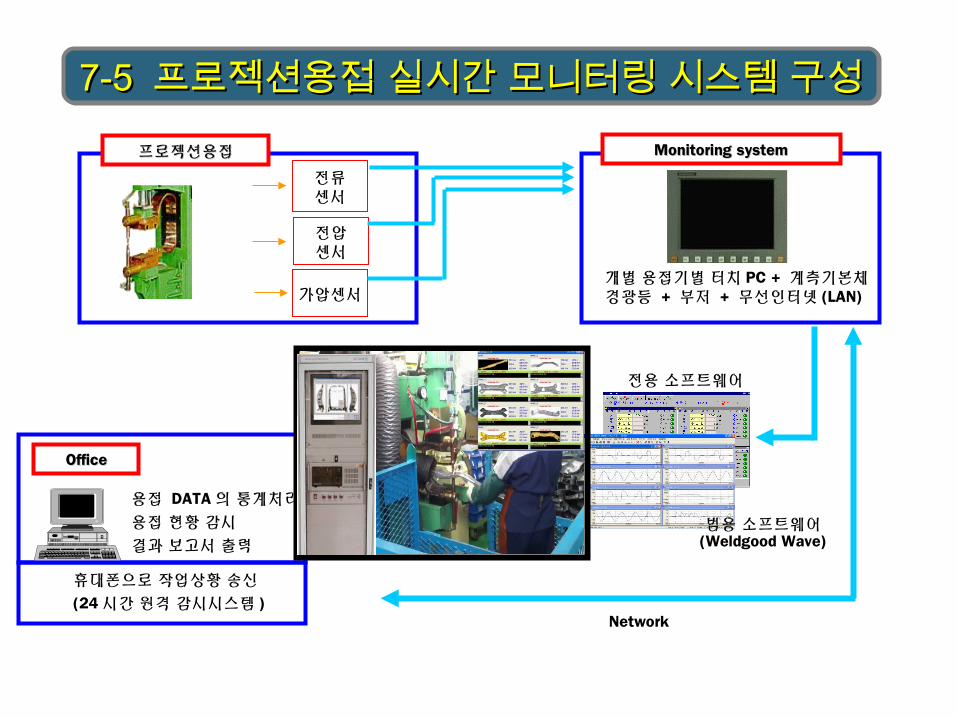
개별 용접기별 터치 PC + 계측기본체 경광등 + 부저 + 무선인터넷 (LAN)
전용 소프트웨어
전류센서
전압센서
가압센서
프로젝션용접프로젝션용접 Monitoring systemMonitoring system
범용 소프트웨어(Weldgood Wave)
OfficeOffice
용접 DATA 의 통계처리용접 현황 감시결과 보고서 출력
Network
휴대폰으로 작업상황 송신(24 시간 원격 감시시스템 )
7-5 7-5 프로젝션용접 실시간 모니터링 시스템 구성프로젝션용접 실시간 모니터링 시스템 구성7-5 7-5 프로젝션용접 실시간 모니터링 시스템 구성프로젝션용접 실시간 모니터링 시스템 구성

조건 , 데이터 측정관리
현재
ARC/SPOT/ 웰드체커
( 전류 , 전압 , 가압력 Data 저장 )
관리수준파악 , 표준 준수 관리
체커 -PLC/ 체커 -S/W 연동
실시간 상하한 관리 ( 관리범위 만족도 )
중요공정 (1~2 대 )
다수대의 용접기 동시
실시간 상하한 관리시스템
통합관리 S/W, 분석 (3~20 대 )전용 상하한관리
네트워크 구성관리
실시간 품질평가시스템
1 단계
다수대의 용접기 동시 실시간 품질평가시스템 . 알고리즘개발
적용 전수검사 시스템 (3~20)
2 단계
목표
실 , 용접품질평가한계
7-6 7-6 용접 조건 관리 시스템 용접 조건 관리 시스템 Level UpLevel Up7-6 7-6 용접 조건 관리 시스템 용접 조건 관리 시스템 Level UpLevel Up

감사합니다