module milling gsk 983m
TRANSCRIPT

MENGOPERASIKAN MESIN CNCMILLING FOCUS FE 830i
Sarwanto,S.Pd.T
BAGIAN UTAMA MESIN CNC
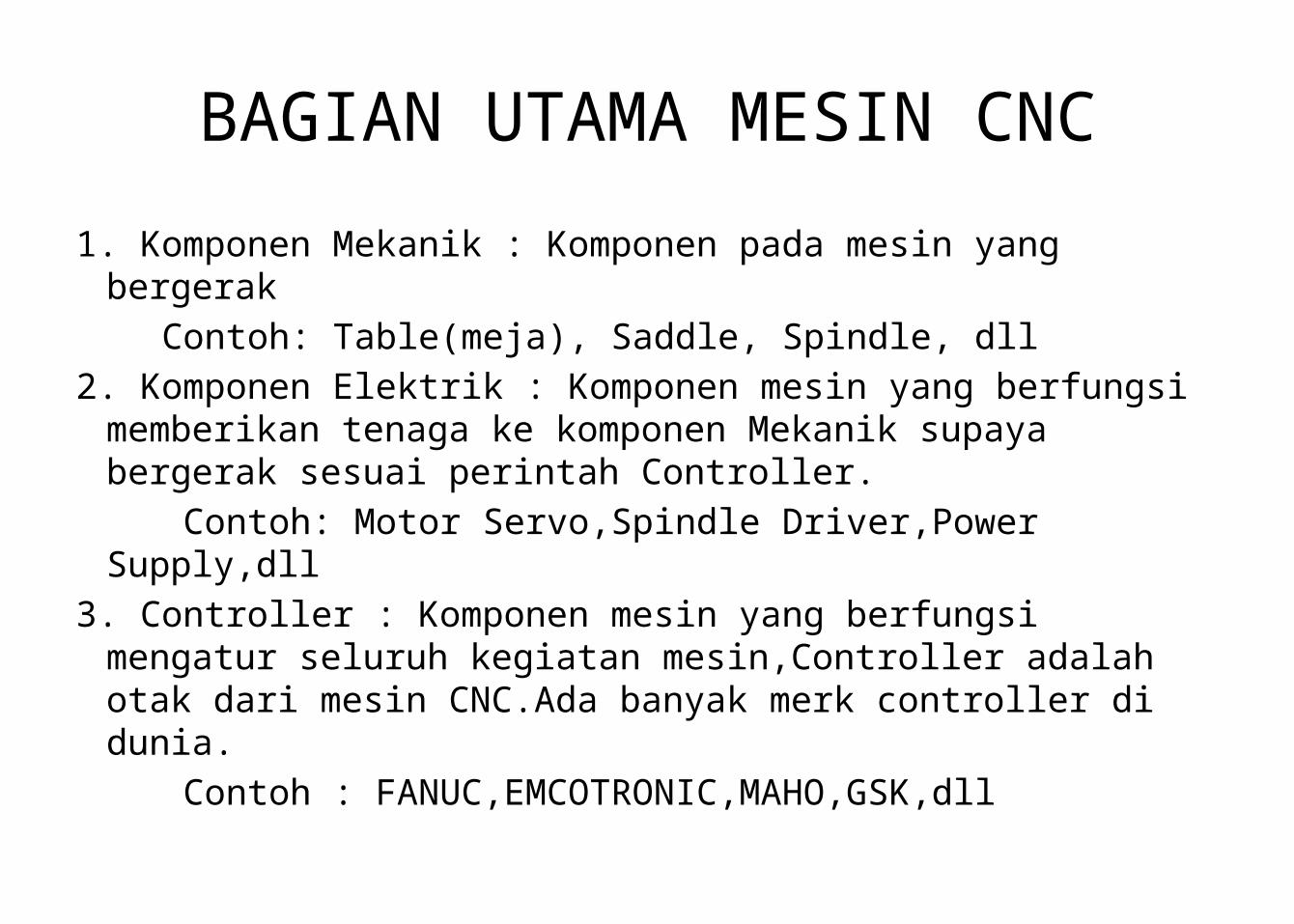
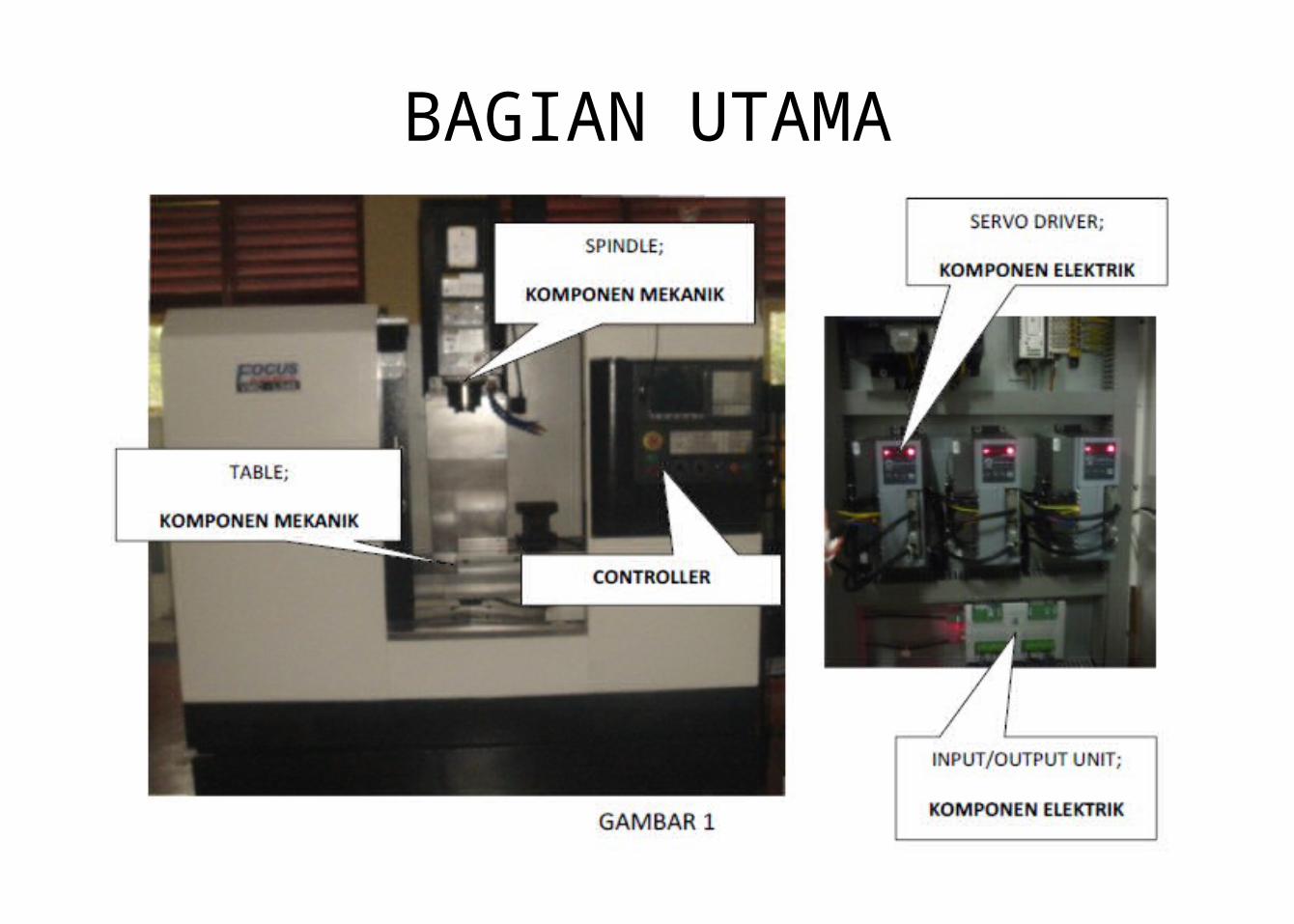
1. Komponen Mekanik : Komponen pada mesin yang bergerak Contoh: Table(meja), Saddle, Spindle, dll2. Komponen Elektrik : Komponen mesin yang berfungsi
memberikan tenaga ke komponen Mekanik supaya bergerak sesuai perintah Controller.
Contoh: Motor Servo,Spindle Driver,Power Supply,dll3. Controller : Komponen mesin yang berfungsi mengatur
seluruh kegiatan mesin,Controller adalah otak dari mesin CNC.Ada banyak merk controller di dunia.
Contoh : FANUC,EMCOTRONIC,MAHO,GSK,dll
BAGIAN UTAMA
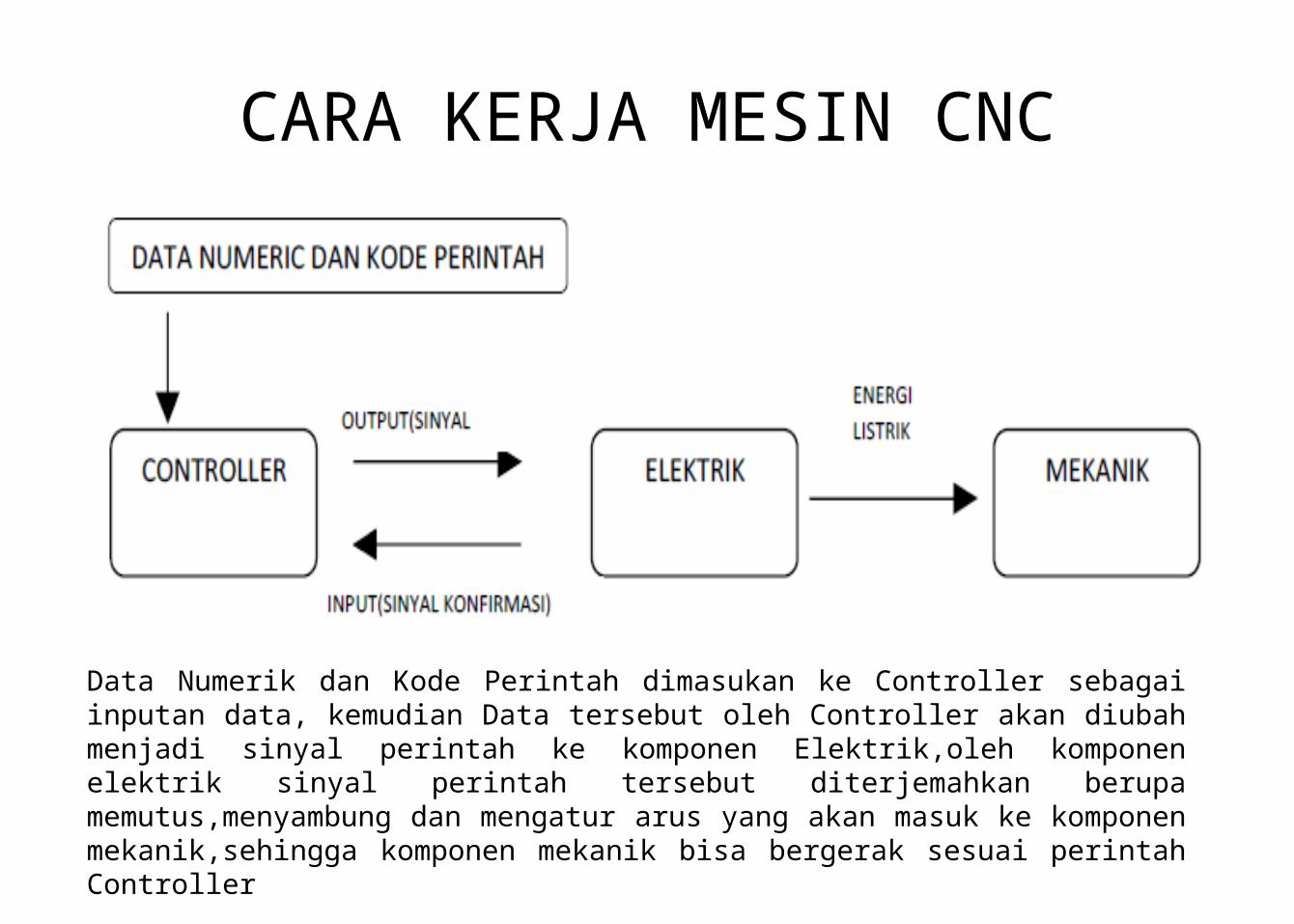
CARA KERJA MESIN CNC
Data Numerik dan Kode Perintah dimasukan ke Controller sebagai inputan data, kemudian Data tersebut oleh Controller akan diubah menjadi sinyal perintah ke komponen Elektrik,oleh komponen elektrik sinyal perintah tersebut diterjemahkan berupa memutus,menyambung dan mengatur arus yang akan masuk ke komponen mekanik,sehingga komponen mekanik bisa bergerak sesuai perintah Controller
PEMROGRAMAN
• Pemrograman adalah suatu urutan perintah yang disusun secara rinci setiap blok per blok untuk memberi masukan mesin perkakas CNC tentang apa yang harus dikerjakan
• Untuk menyusun program pada mesin CNC operator harus mengusai 2 hal yaitu :
• 1. Metoda pemrograman • 2. Bahasa pemrograman
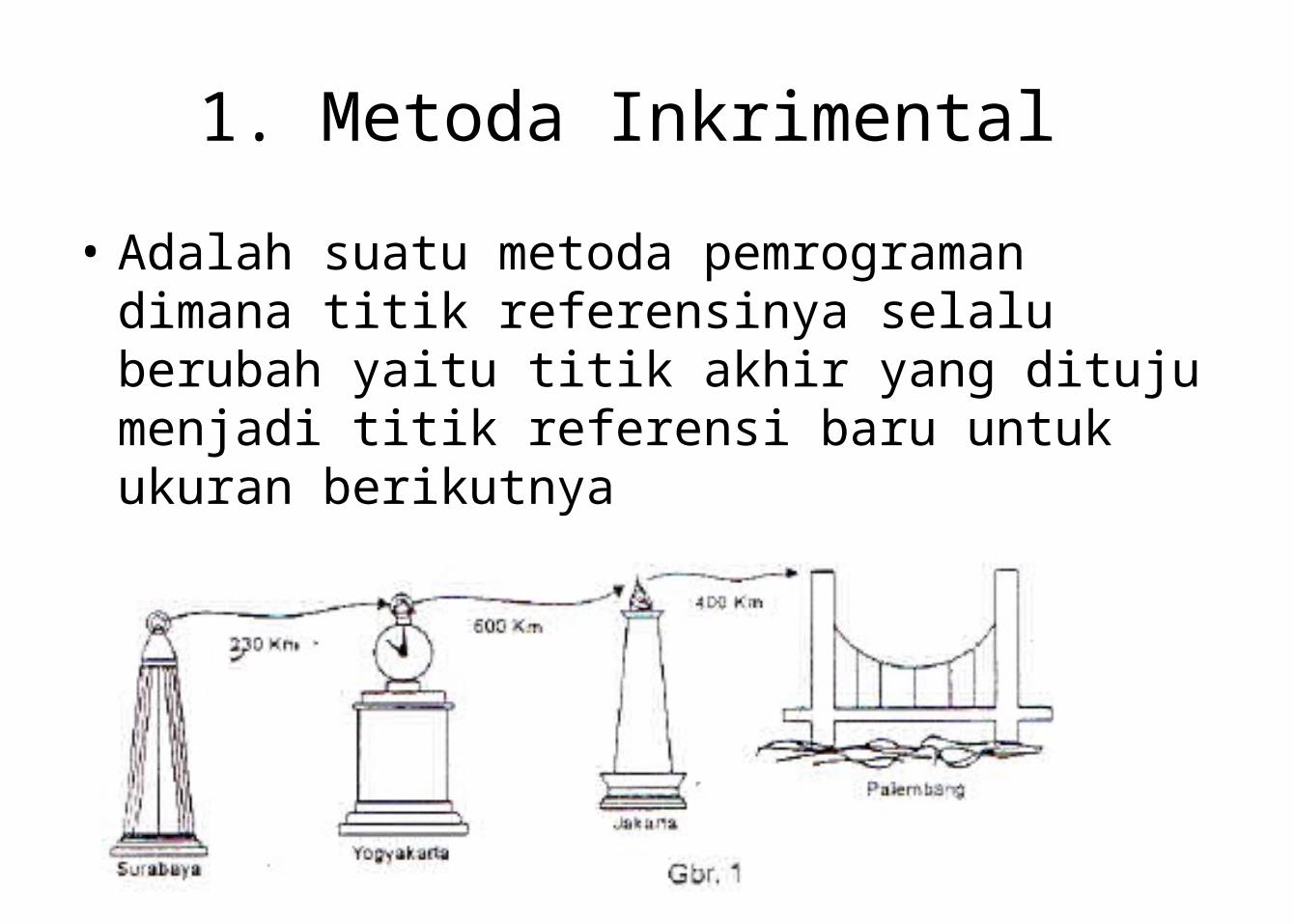
1. Metoda Inkrimental
• Adalah suatu metoda pemrograman dimana titik referensinya selalu berubah yaitu titik akhir yang dituju menjadi titik referensi baru untuk ukuran berikutnya
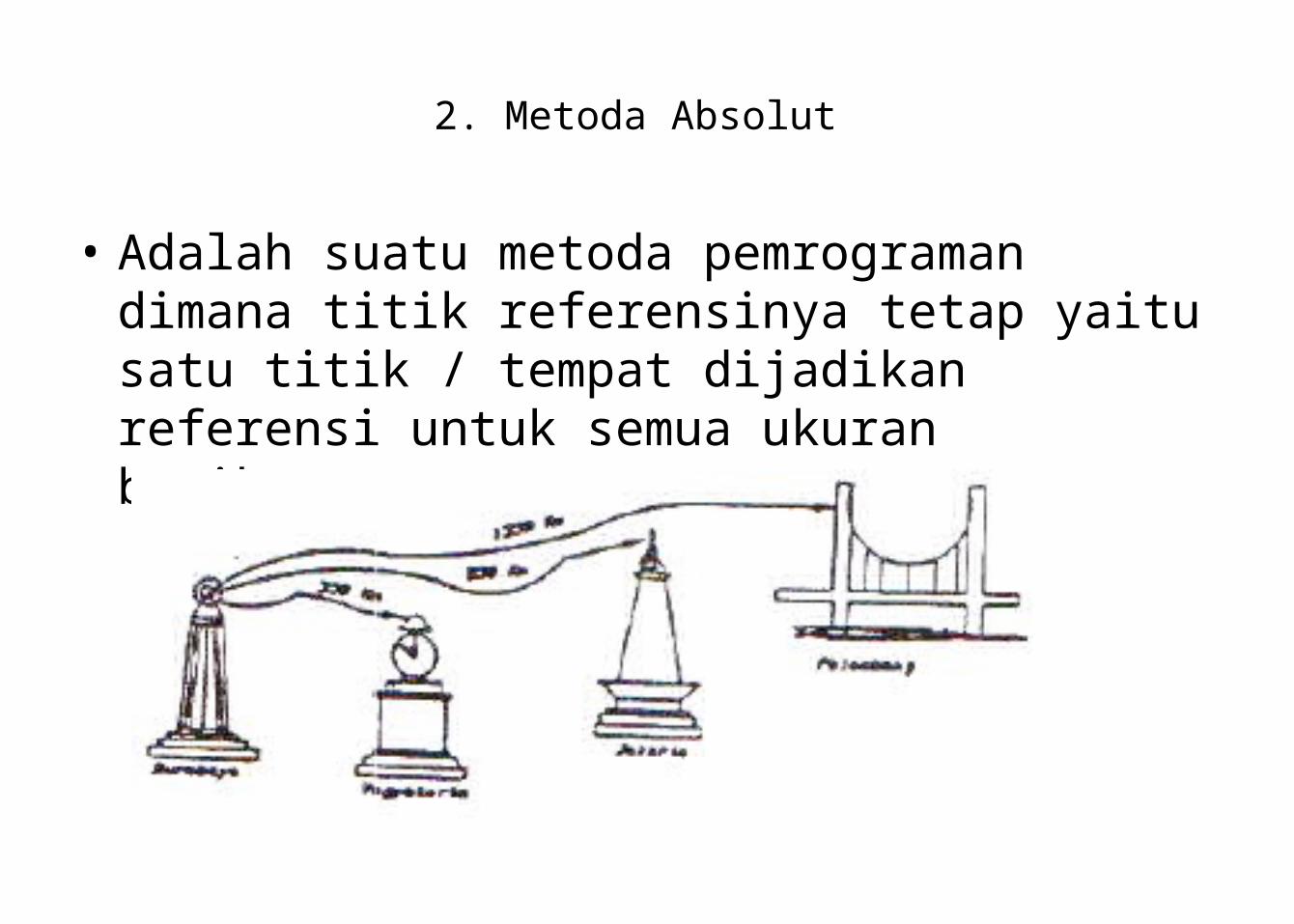
2. Metoda Absolut
• Adalah suatu metoda pemrograman dimana titik referensinya tetap yaitu satu titik / tempat dijadikan referensi untuk semua ukuran berikutnya
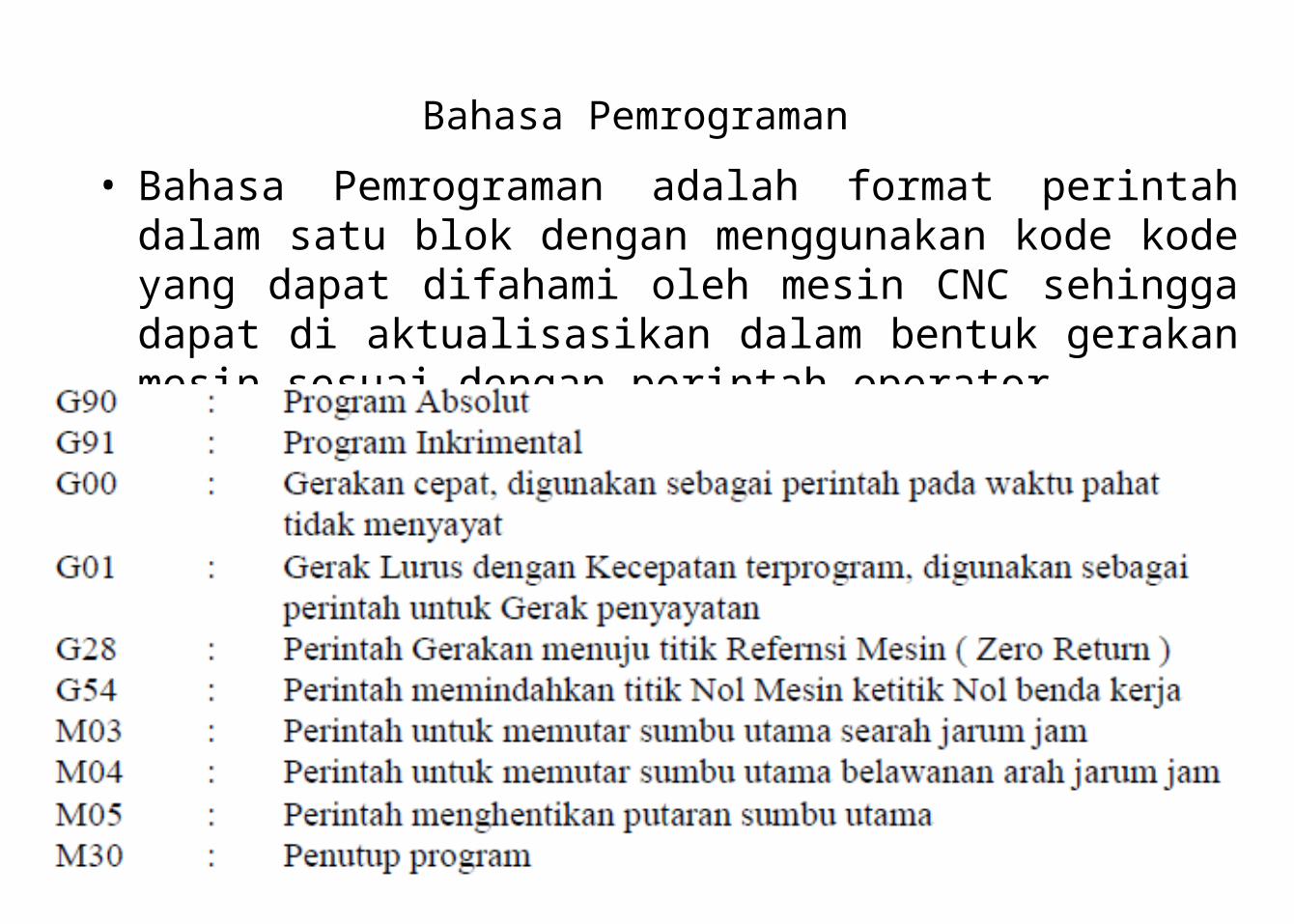
Bahasa Pemrograman
• Bahasa Pemrograman adalah format perintah dalam satu blok dengan menggunakan kode kode yang dapat difahami oleh mesin CNC sehingga dapat di aktualisasikan dalam bentuk gerakan mesin sesuai dengan perintah operator
Gerakan Cepat ( Rapid ) G00
• Formatnya G00 X_Y_Z_ • G00 : Gerak Lurus cepat, digunakan untuk gerakan
tanpa penyayatan • X : Gerakan Memanjang • Y : Gerakan Melintang • Z : Gerakan Vertical
Gerak Lurus ( Linear Interpolaion ) G01
• Formatnya G01 X_Y_Z_F• G01 : Gerak Lurus dengan kecepatan dapat diprogram,
digunakan untuk gerakan dengan penyayatan • X : Gerakan Memanjang • Y : Gerakan Melintang • Z : Gerakan Vertical • F : Feeding ( Kecpatan Gerak pahat )
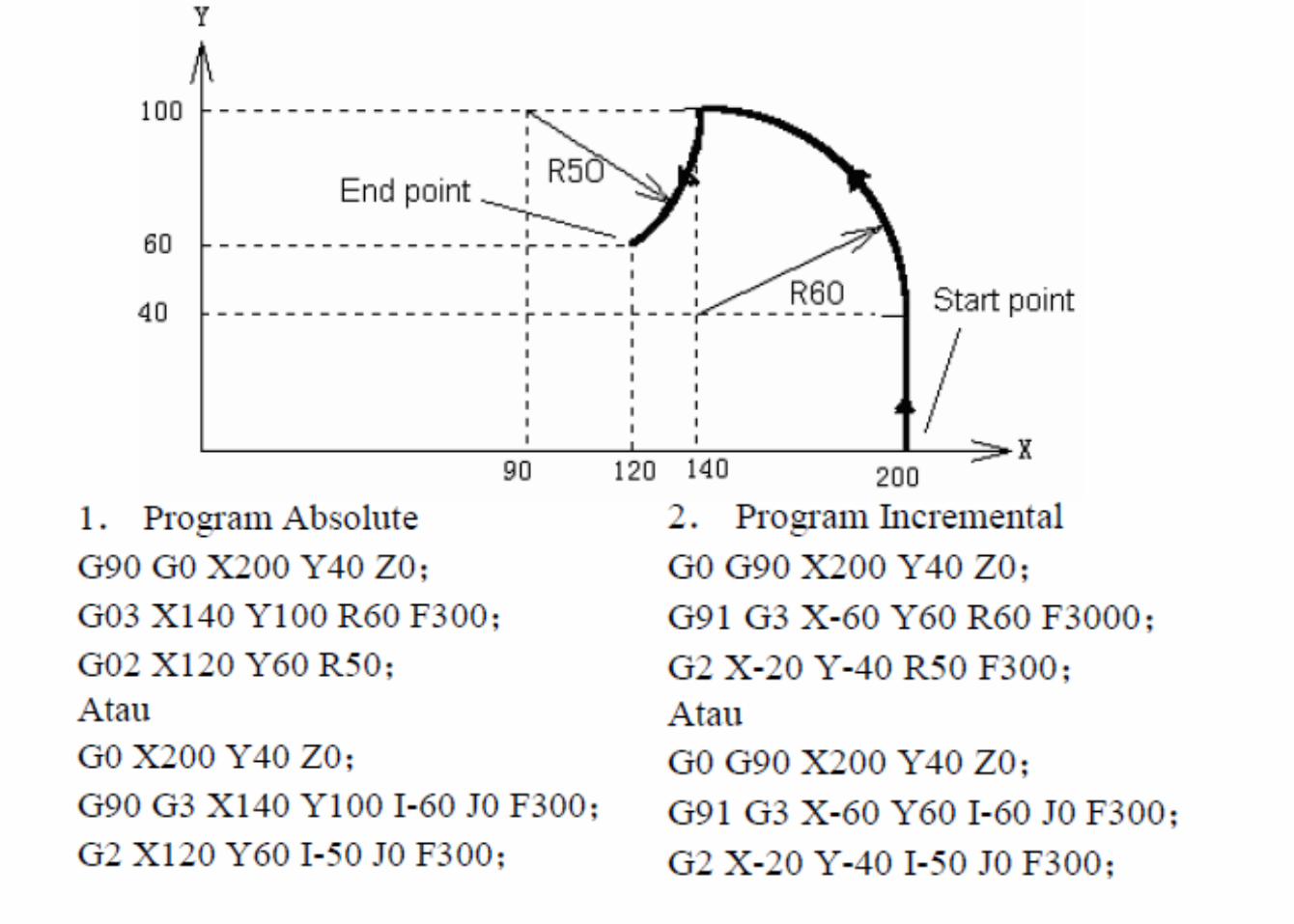
Gerakan melingkar G02 / G03
• Formatnya G02/G03 X_Y_R_F Atau : G02/G03 X_Y_I_J_F • G02 : Gerak melingkar searah jarum • G03 : Gerak melingkar berlawanan arah jarum X : Gerakan Memanjang Y : Gerakan Melintang R : Jari - jari I : Jarak start lingkaran kepusat lingkaran searah sumbu X J : Jarak start lingkaran kepusat lingkaran searah sumbu Y F : Feeding ( Kecpatan Gerak pahat )
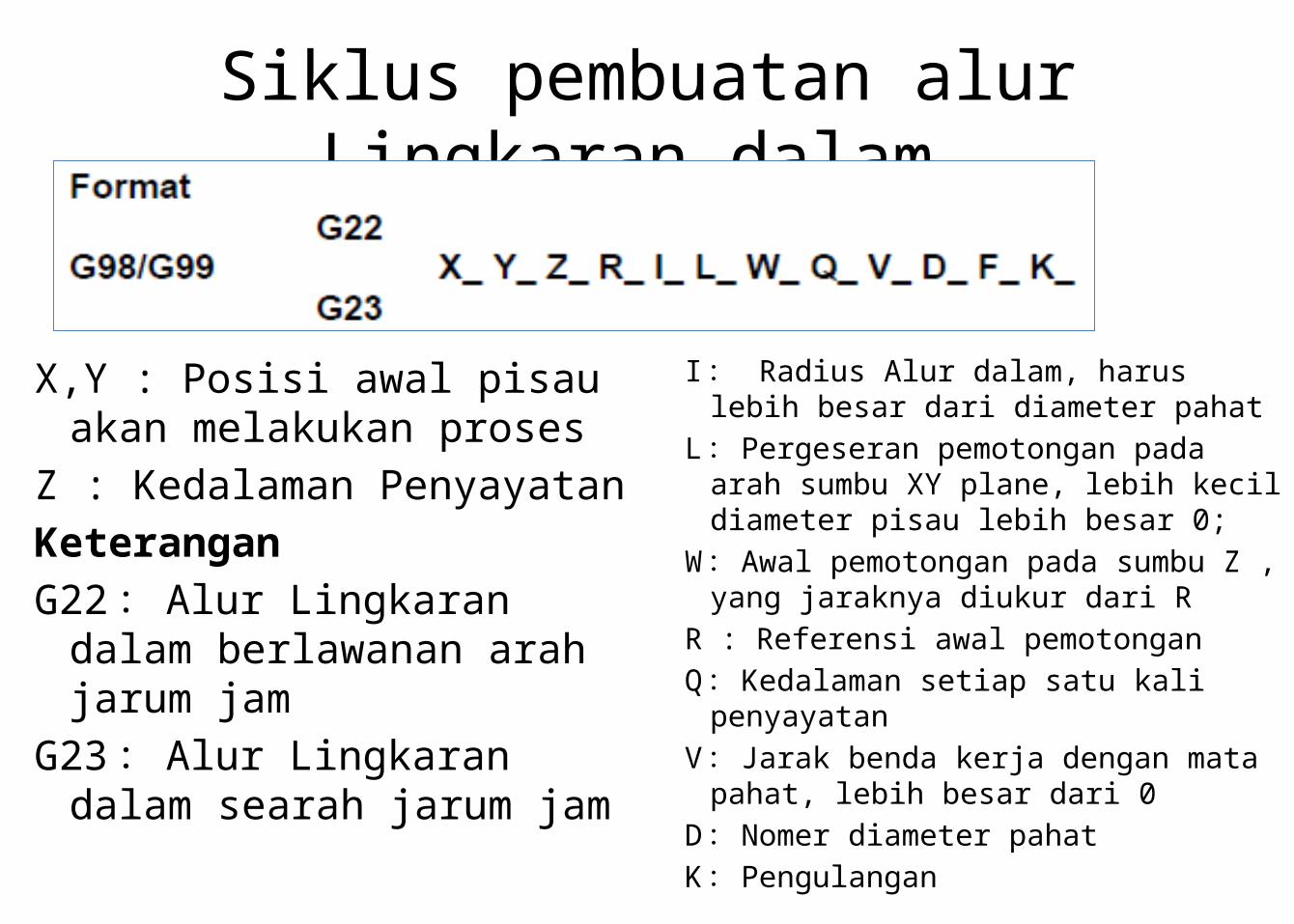
Siklus pembuatan alur Lingkaran dalam
X,Y : Posisi awal pisau akan melakukan proses
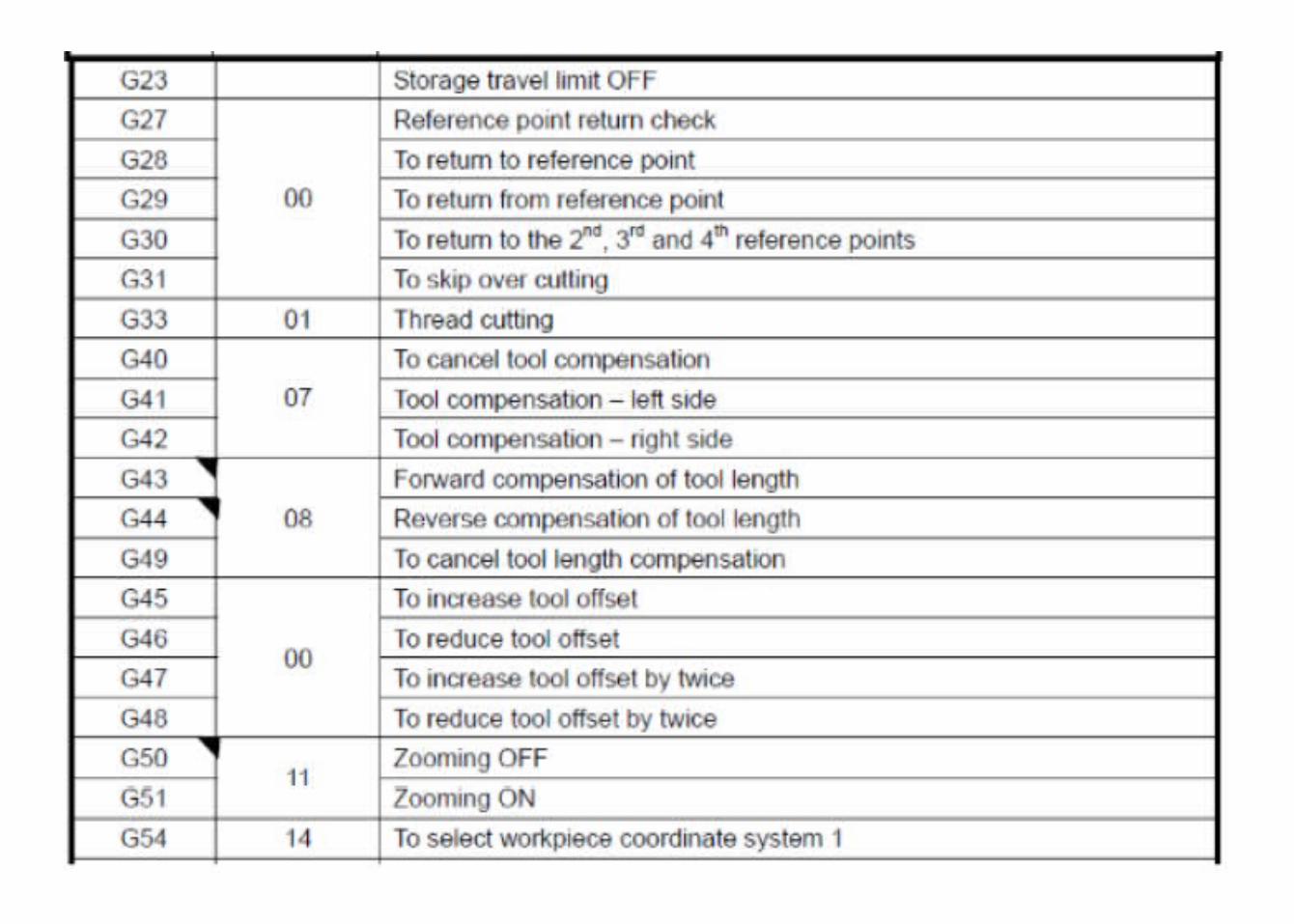
Z : Kedalaman Penyayatan Keterangan G22 : Alur Lingkaran dalam
berlawanan arah jarum jam G23 : Alur Lingkaran dalam
searah jarum jam
I : Radius Alur dalam, harus lebih besar dari diameter pahat
L : Pergeseran pemotongan pada arah sumbu XY plane, lebih kecil diameter pisau lebih besar 0;
W : Awal pemotongan pada sumbu Z , yang jaraknya diukur dari R
R : Referensi awal pemotongan Q : Kedalaman setiap satu kali penyayatan V : Jarak benda kerja dengan mata pahat,
lebih besar dari 0 D : Nomer diameter pahat K : Pengulangan
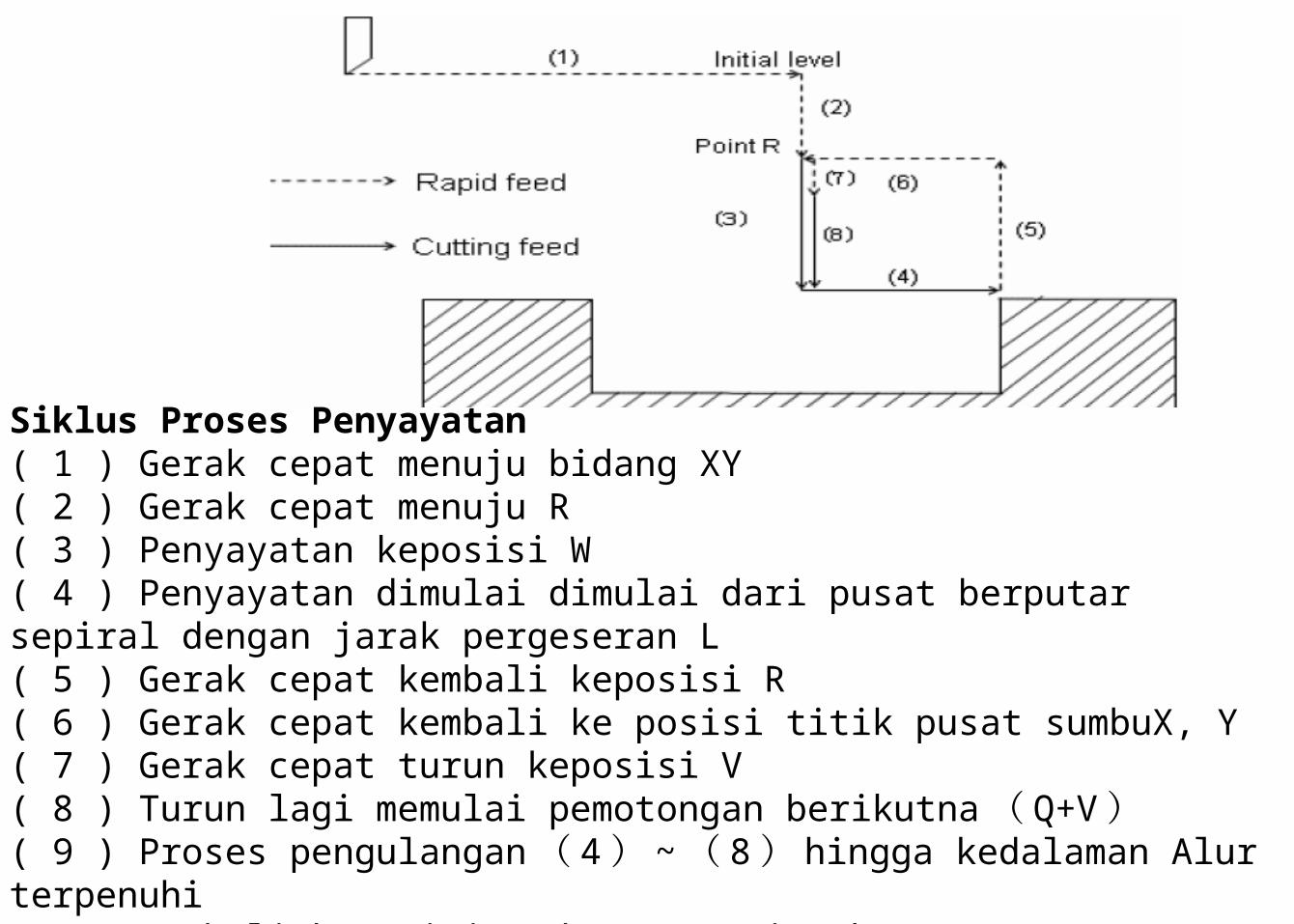
Siklus Proses Penyayatan( 1 ) Gerak cepat menuju bidang XY ( 2 ) Gerak cepat menuju R ( 3 ) Penyayatan keposisi W ( 4 ) Penyayatan dimulai dimulai dari pusat berputar sepiral dengan jarak pergeseran L ( 5 ) Gerak cepat kembali keposisi R ( 6 ) Gerak cepat kembali ke posisi titik pusat sumbuX, Y ( 7 ) Gerak cepat turun keposisi V ( 8 ) Turun lagi memulai pemotongan berikutna ( Q+V ) ( 9 ) Proses pengulangan ( 4 ) ~ ( 8 ) hingga kedalaman Alur terpenuhi (10 ) Kembali keposisi R dengan perintah G98 atau G99
Langkah langkah pembuatan program
1. Menentukan koordinat referensi (0,0,0)2. Menentukan titik titik koordinat yang akan diproses3. Menentukan koordinat mulai dan koordinat akhir4. Menentukan control gerakan dengan kode
pemrograman5. Input data ke Controller
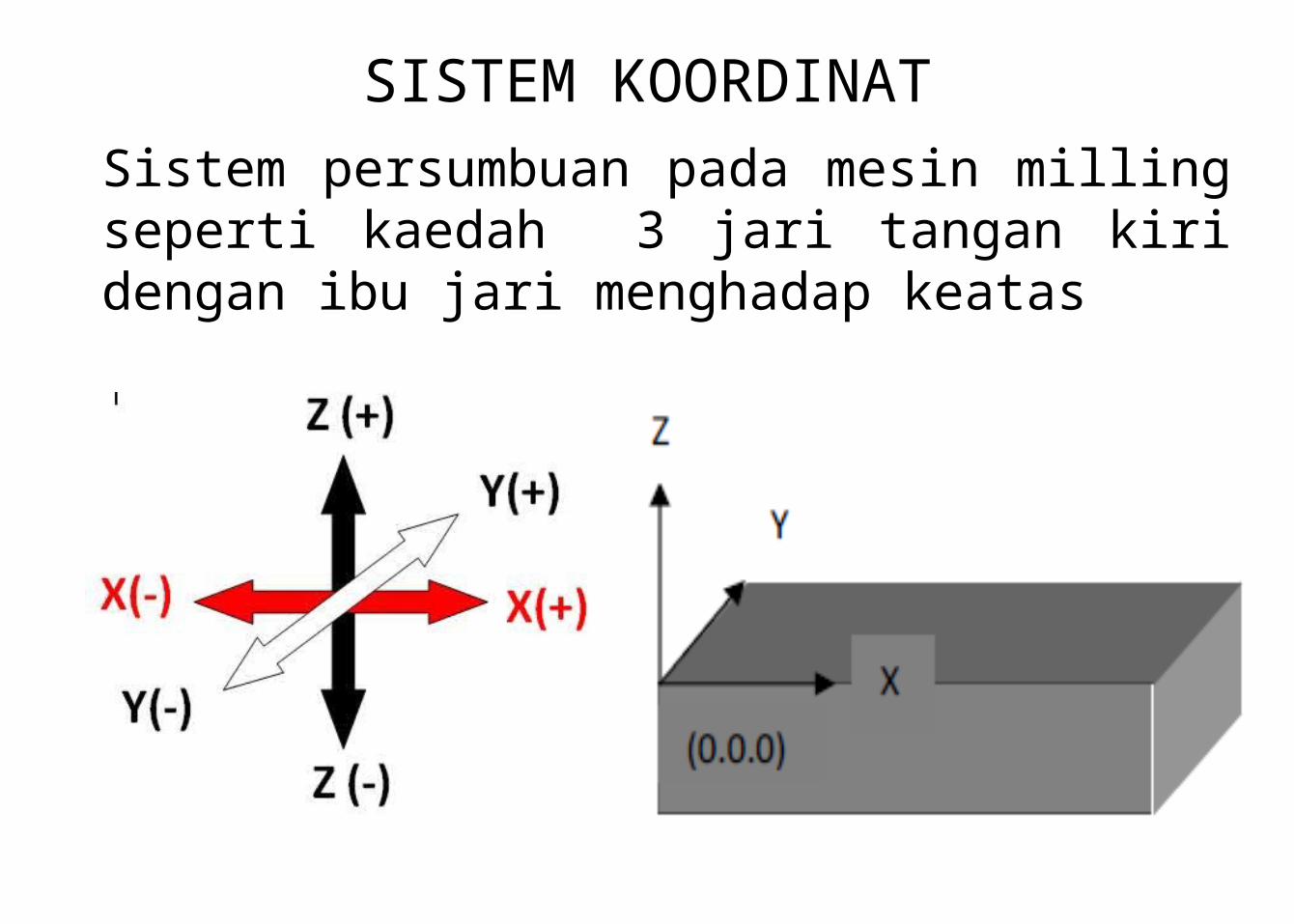
SISTEM KOORDINATSistem persumbuan pada mesin milling seperti kaedah 3 jari tangan kiri dengan ibu jari menghadap keatas
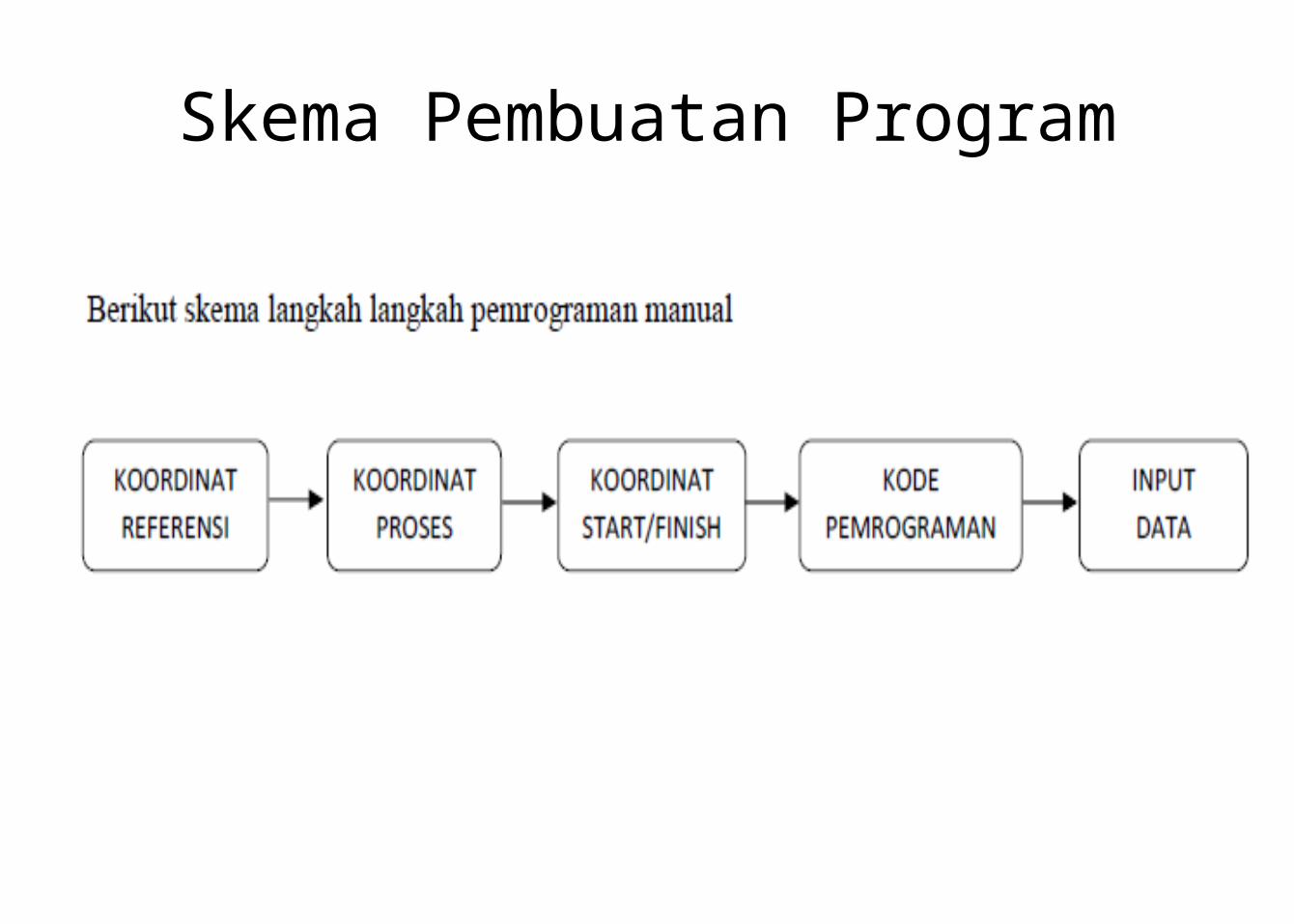
Skema Pembuatan Program
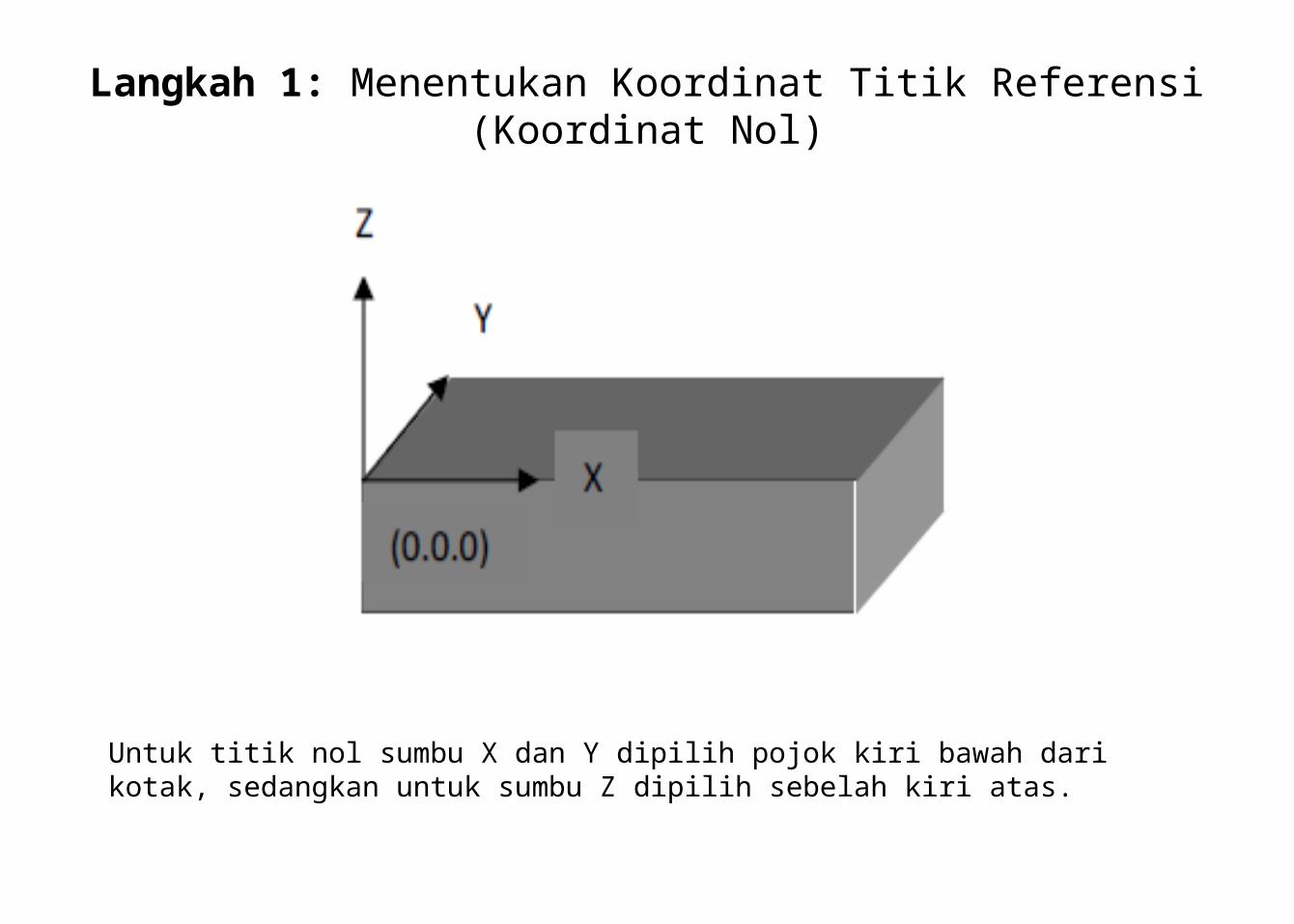
Langkah 1: Menentukan Koordinat Titik Referensi (Koordinat Nol)
Untuk titik nol sumbu X dan Y dipilih pojok kiri bawah dari kotak, sedangkan untuk sumbu Z dipilih sebelah kiri atas.
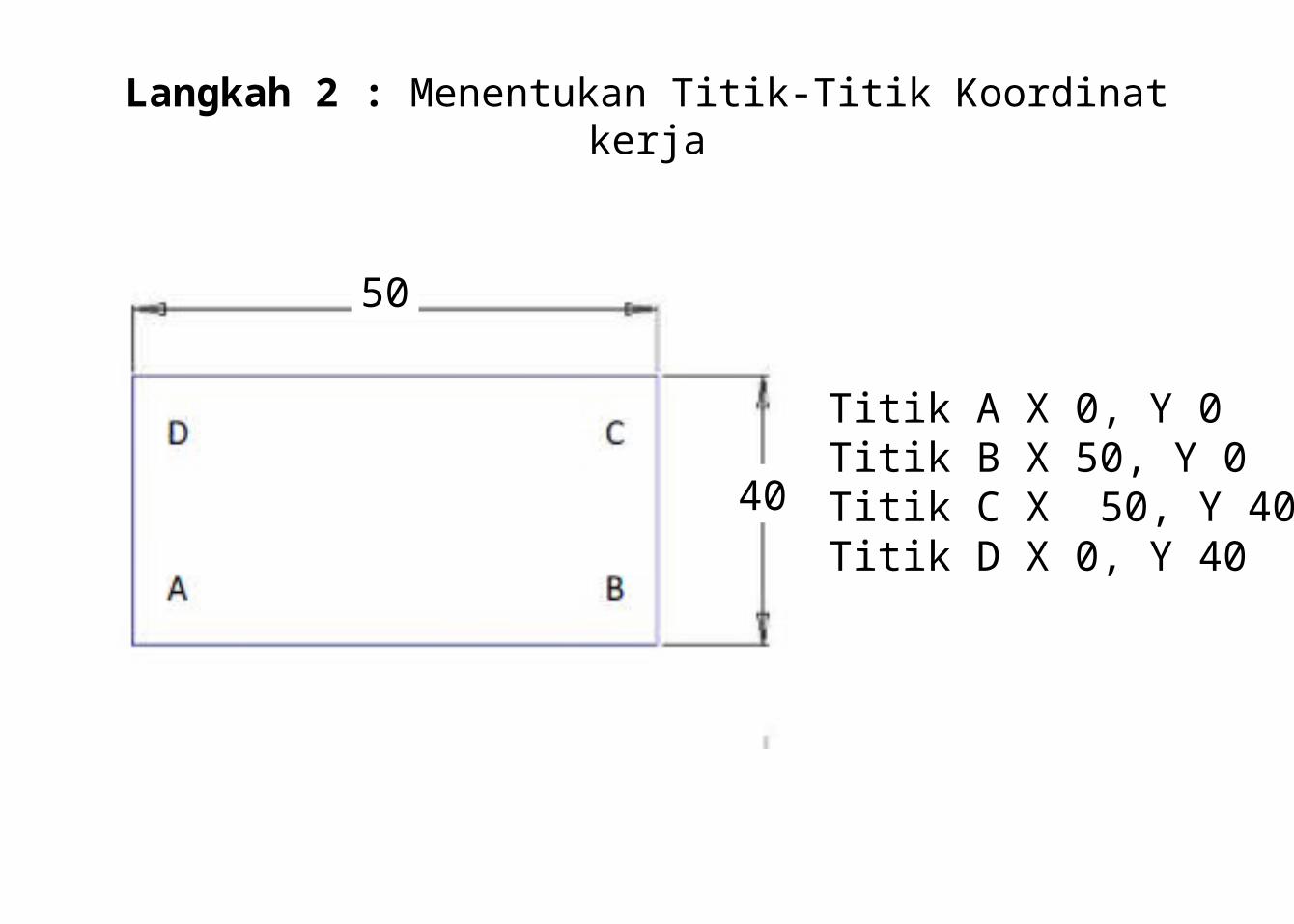
Langkah 2 : Menentukan Titik-Titik Koordinat kerja
50
40
Titik A X 0, Y 0Titik B X 50, Y 0Titik C X 50, Y 40Titik D X 0, Y 40
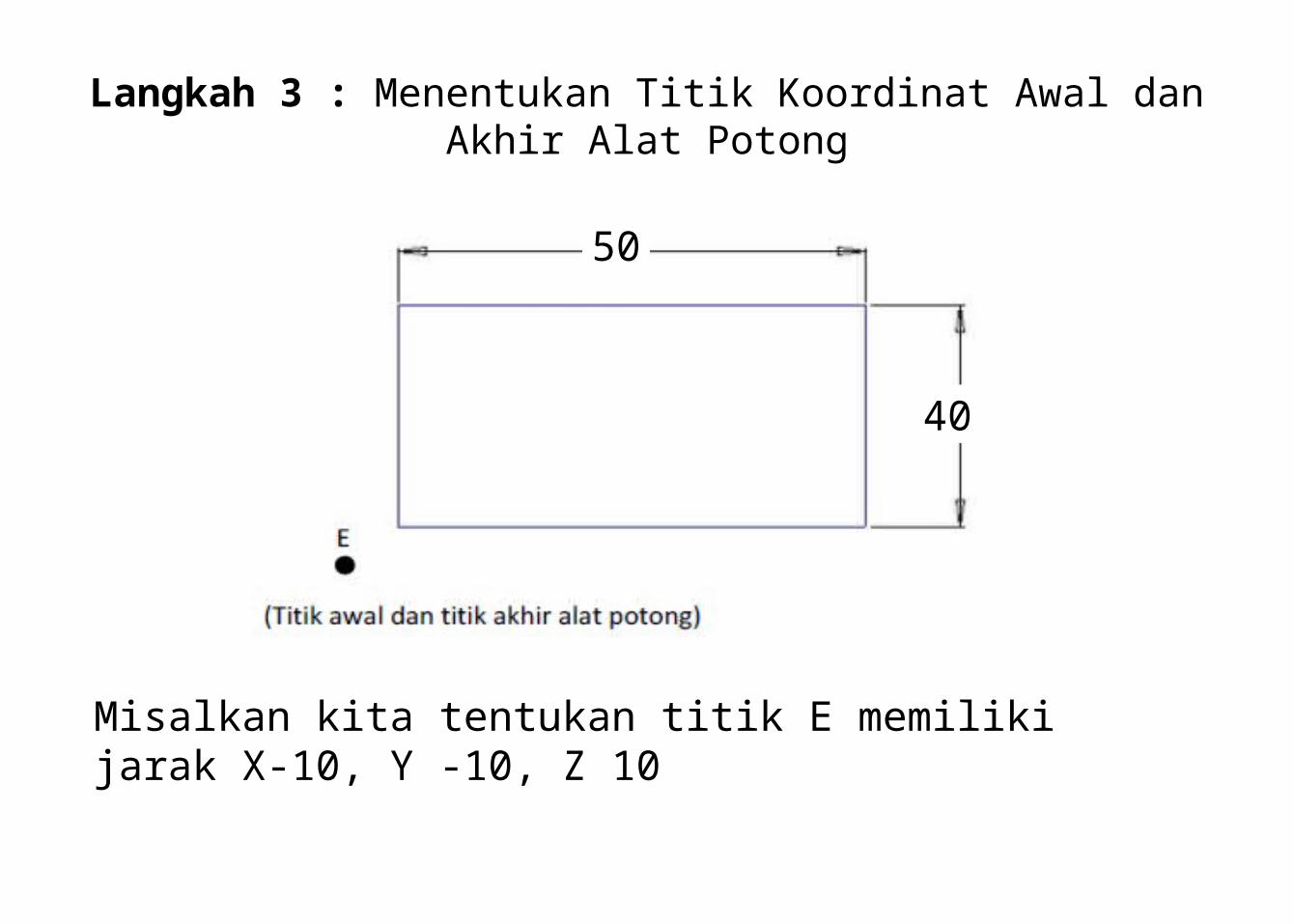
Langkah 3 : Menentukan Titik Koordinat Awal dan Akhir Alat Potong
Misalkan kita tentukan titik E memiliki jarak X-10, Y -10, Z 10
40
50
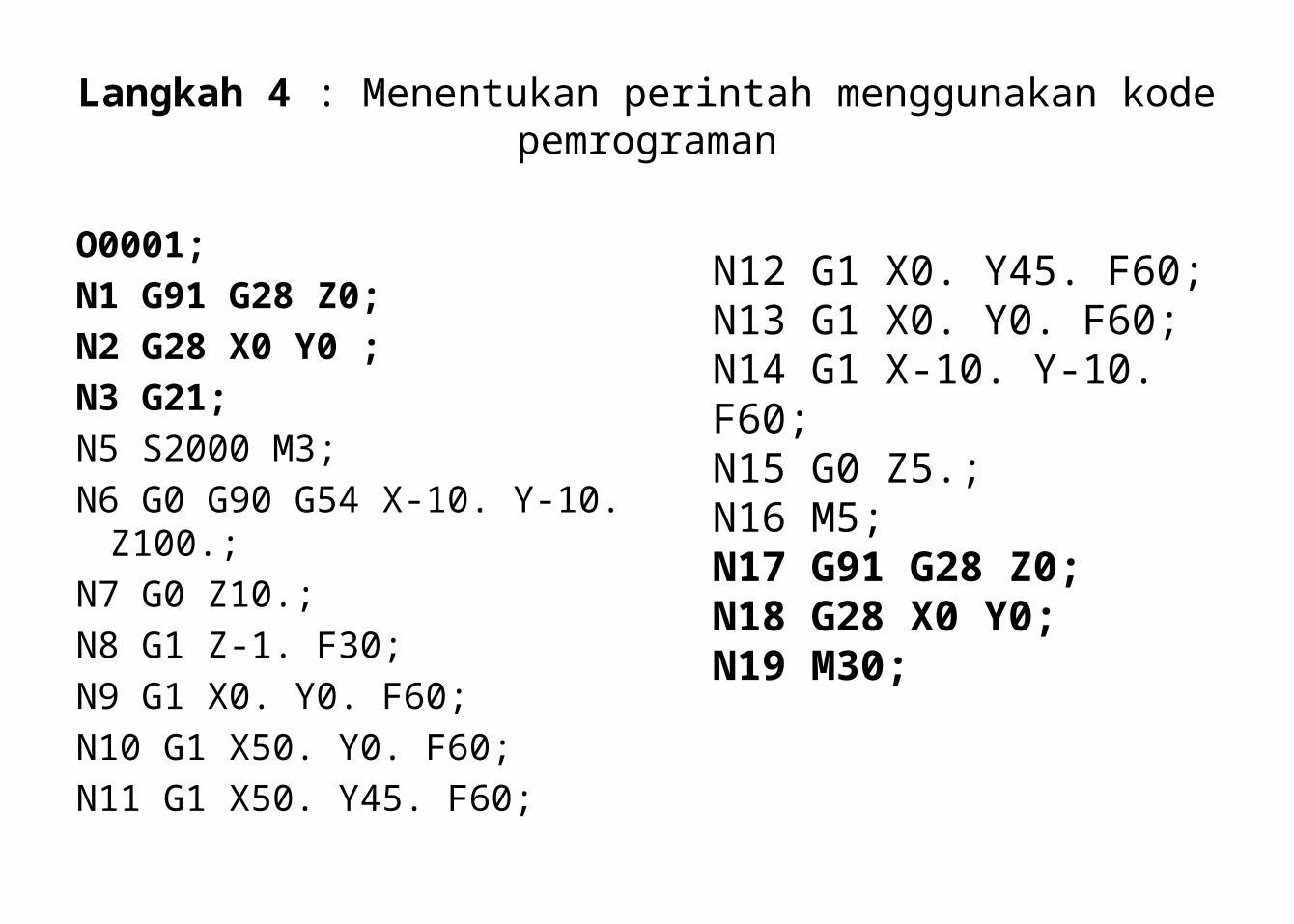
Langkah 4 : Menentukan perintah menggunakan kode pemrograman
O0001;N1 G91 G28 Z0;N2 G28 X0 Y0 ;N3 G21;N5 S2000 M3;N6 G0 G90 G54 X-10. Y-10. Z100.;N7 G0 Z10.;N8 G1 Z-1. F30;N9 G1 X0. Y0. F60;N10 G1 X50. Y0. F60;N11 G1 X50. Y45. F60;
N12 G1 X0. Y45. F60;N13 G1 X0. Y0. F60;N14 G1 X-10. Y-10. F60;N15 G0 Z5.;N16 M5;N17 G91 G28 Z0;N18 G28 X0 Y0;N19 M30;
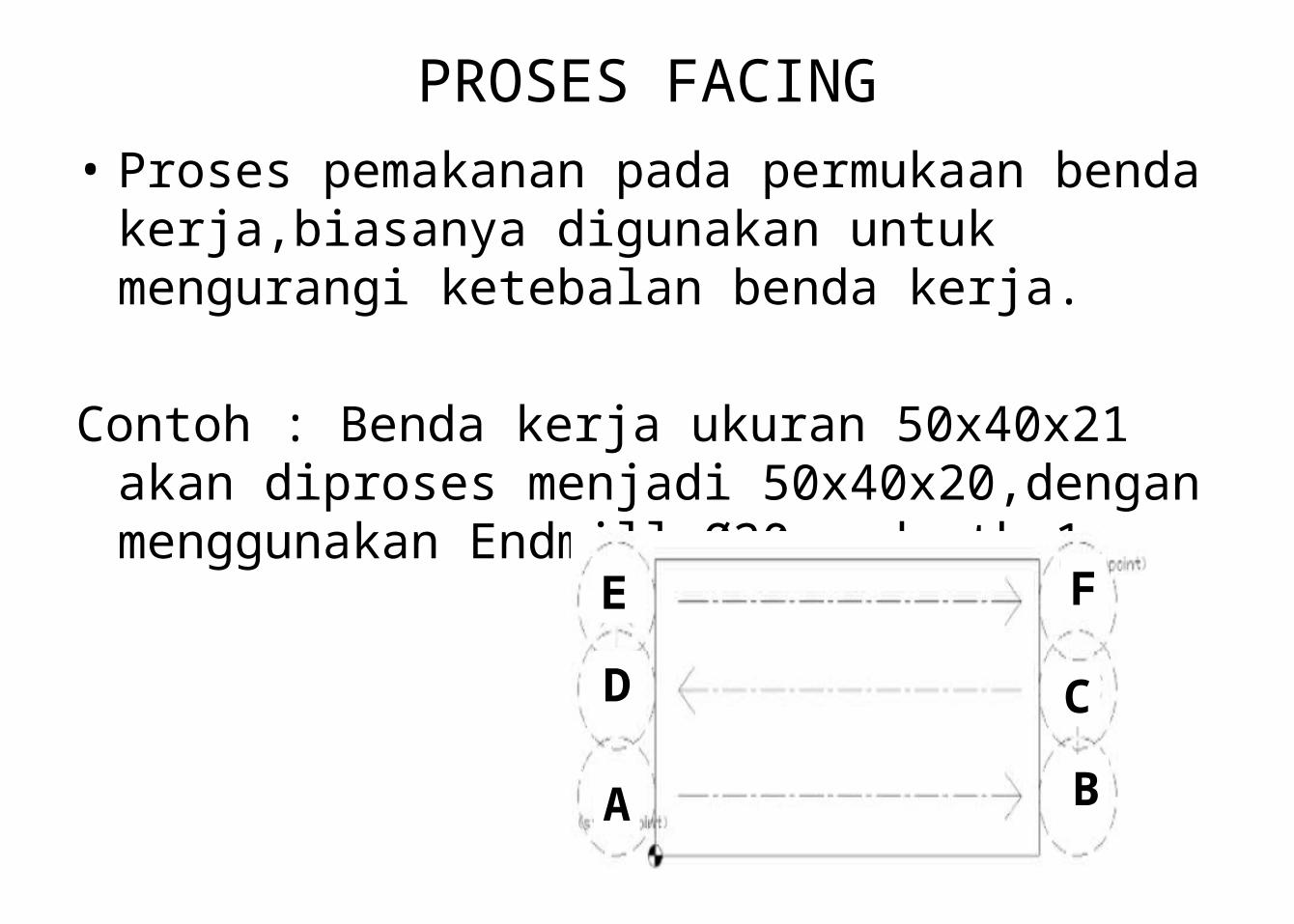
PROSES FACING• Proses pemakanan pada permukaan benda
kerja,biasanya digunakan untuk mengurangi ketebalan benda kerja.
Contoh : Benda kerja ukuran 50x40x21 akan diproses menjadi 50x40x20,dengan menggunakan Endmill Ø20mm,depth 1mm
A B
CD
E F
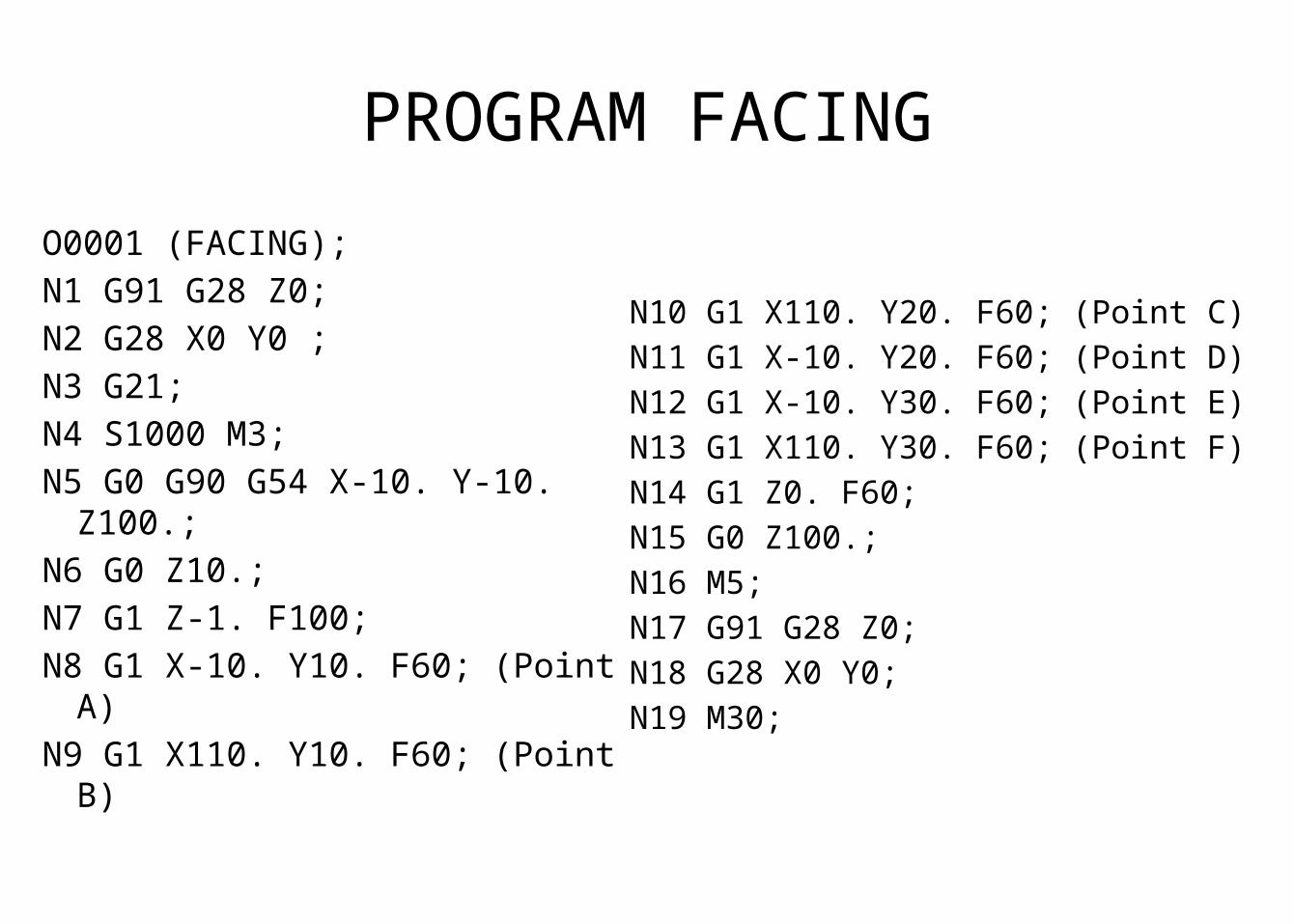
PROGRAM FACING
O0001 (FACING);N1 G91 G28 Z0;N2 G28 X0 Y0 ;N3 G21;N4 S1000 M3;N5 G0 G90 G54 X-10. Y-10. Z100.;N6 G0 Z10.;N7 G1 Z-1. F100;N8 G1 X-10. Y10. F60; (Point A)N9 G1 X110. Y10. F60; (Point B)
N10 G1 X110. Y20. F60; (Point C)N11 G1 X-10. Y20. F60; (Point D)N12 G1 X-10. Y30. F60; (Point E)N13 G1 X110. Y30. F60; (Point F)N14 G1 Z0. F60;N15 G0 Z100.;N16 M5;N17 G91 G28 Z0;N18 G28 X0 Y0;N19 M30;
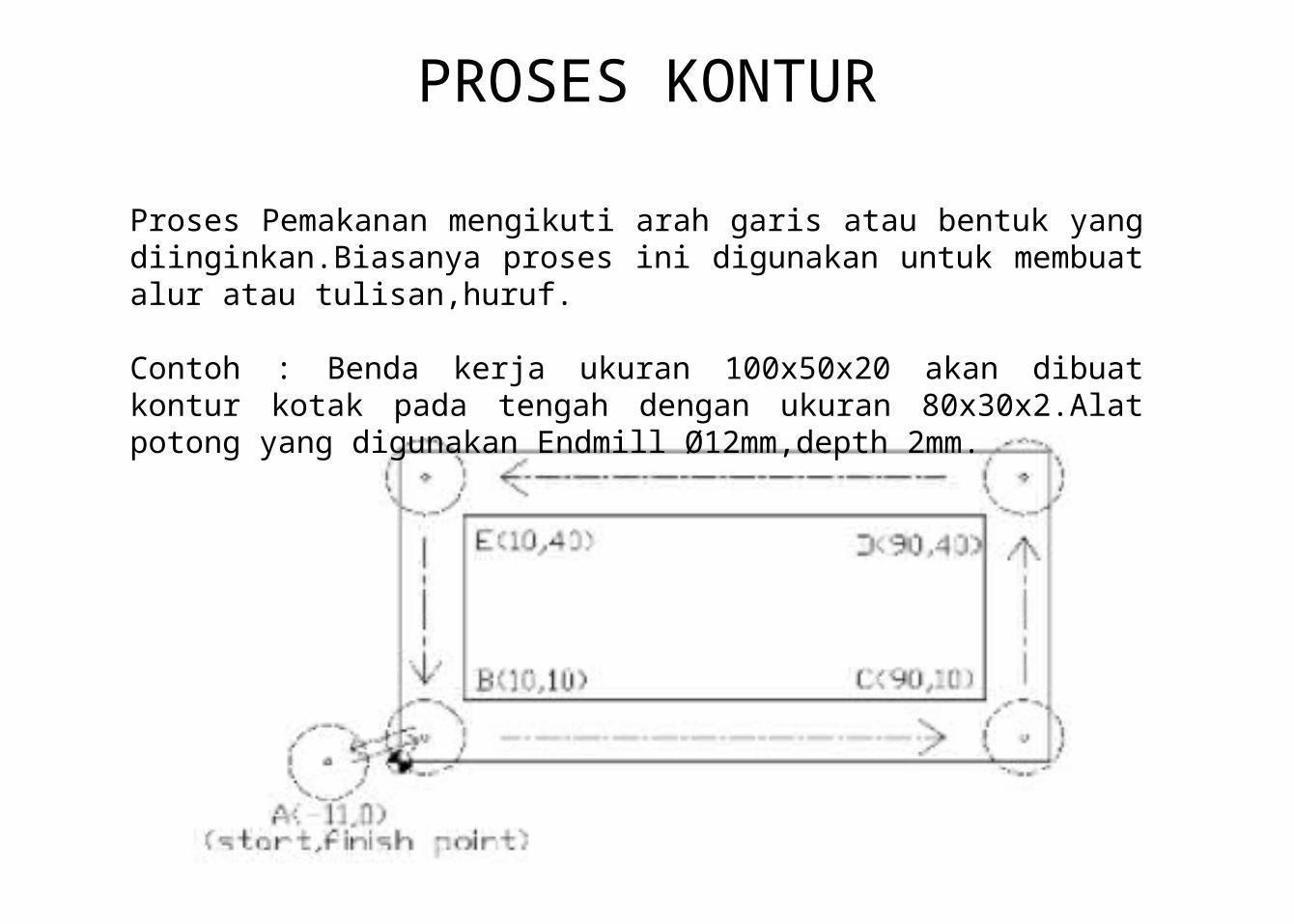
PROSES KONTUR
Proses Pemakanan mengikuti arah garis atau bentuk yang diinginkan.Biasanya proses ini digunakan untuk membuat alur atau tulisan,huruf.
Contoh : Benda kerja ukuran 100x50x20 akan dibuat kontur kotak pada tengah dengan ukuran 80x30x2.Alat potong yang digunakan Endmill Ø12mm,depth 2mm.
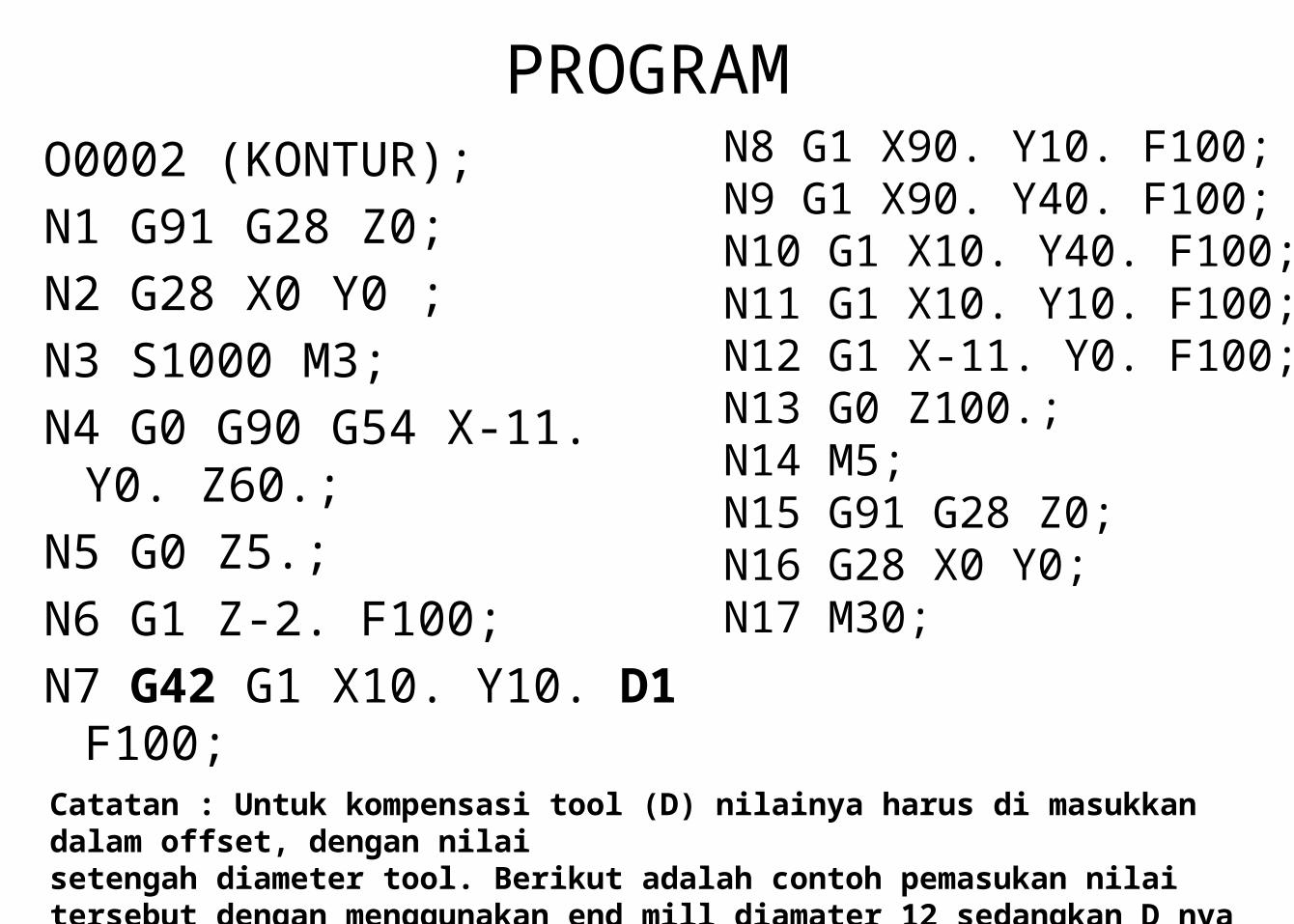
PROGRAMO0002 (KONTUR);N1 G91 G28 Z0;N2 G28 X0 Y0 ;N3 S1000 M3;N4 G0 G90 G54 X-11. Y0. Z60.;N5 G0 Z5.;N6 G1 Z-2. F100;N7 G42 G1 X10. Y10. D1 F100;
N8 G1 X90. Y10. F100; N9 G1 X90. Y40. F100; N10 G1 X10. Y40. F100; N11 G1 X10. Y10. F100;N12 G1 X-11. Y0. F100; N13 G0 Z100.;N14 M5;N15 G91 G28 Z0;N16 G28 X0 Y0;N17 M30;
Catatan : Untuk kompensasi tool (D) nilainya harus di masukkan dalam offset, dengan nilaisetengah diameter tool. Berikut adalah contoh pemasukan nilai tersebut dengan menggunakan end mill diamater 12 sedangkan D nya D1
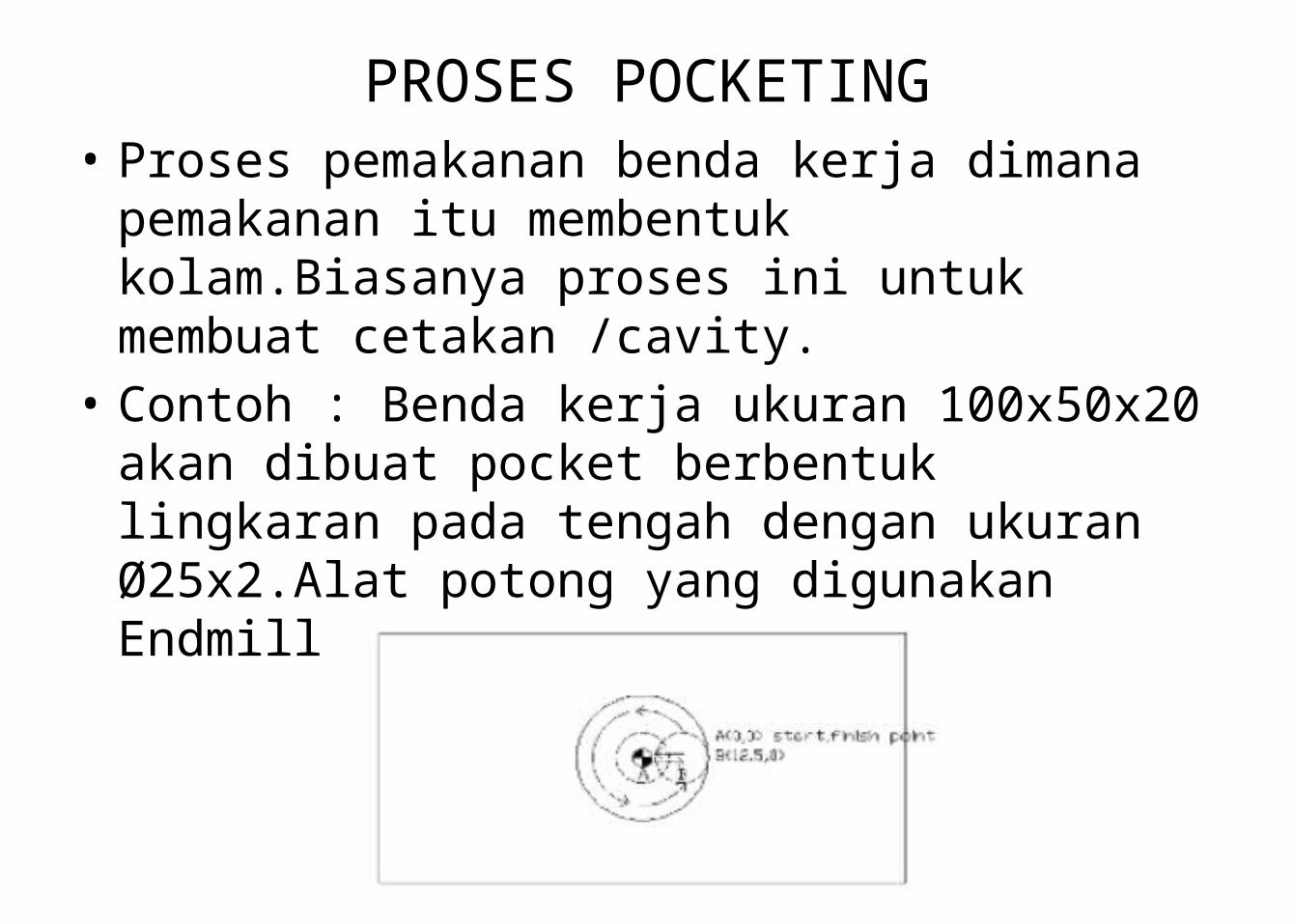
PROSES POCKETING• Proses pemakanan benda kerja dimana pemakanan itu
membentuk kolam.Biasanya proses ini untuk membuat cetakan /cavity.
• Contoh : Benda kerja ukuran 100x50x20 akan dibuat pocket berbentuk lingkaran pada tengah dengan ukuran Ø25x2.Alat potong yang digunakan Endmill Ø10mm,depth 2mm.
PROGRAM POCKETING
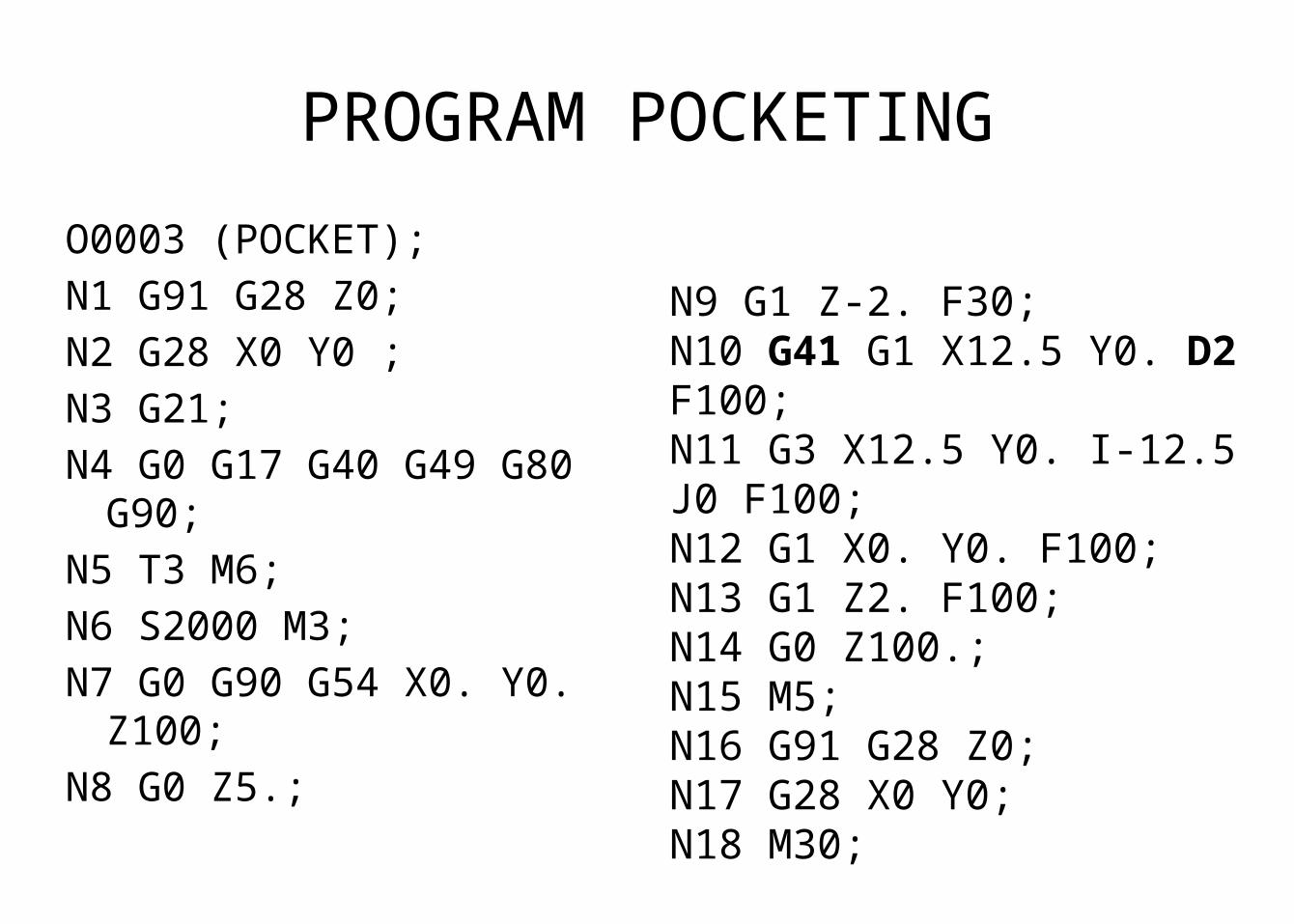
O0003 (POCKET);N1 G91 G28 Z0;N2 G28 X0 Y0 ;N3 G21;N4 G0 G17 G40 G49 G80 G90;N5 T3 M6;N6 S2000 M3;N7 G0 G90 G54 X0. Y0. Z100;N8 G0 Z5.;
N9 G1 Z-2. F30;N10 G41 G1 X12.5 Y0. D2 F100;N11 G3 X12.5 Y0. I-12.5 J0 F100; N12 G1 X0. Y0. F100; N13 G1 Z2. F100;N14 G0 Z100.;N15 M5;N16 G91 G28 Z0;N17 G28 X0 Y0;N18 M30;
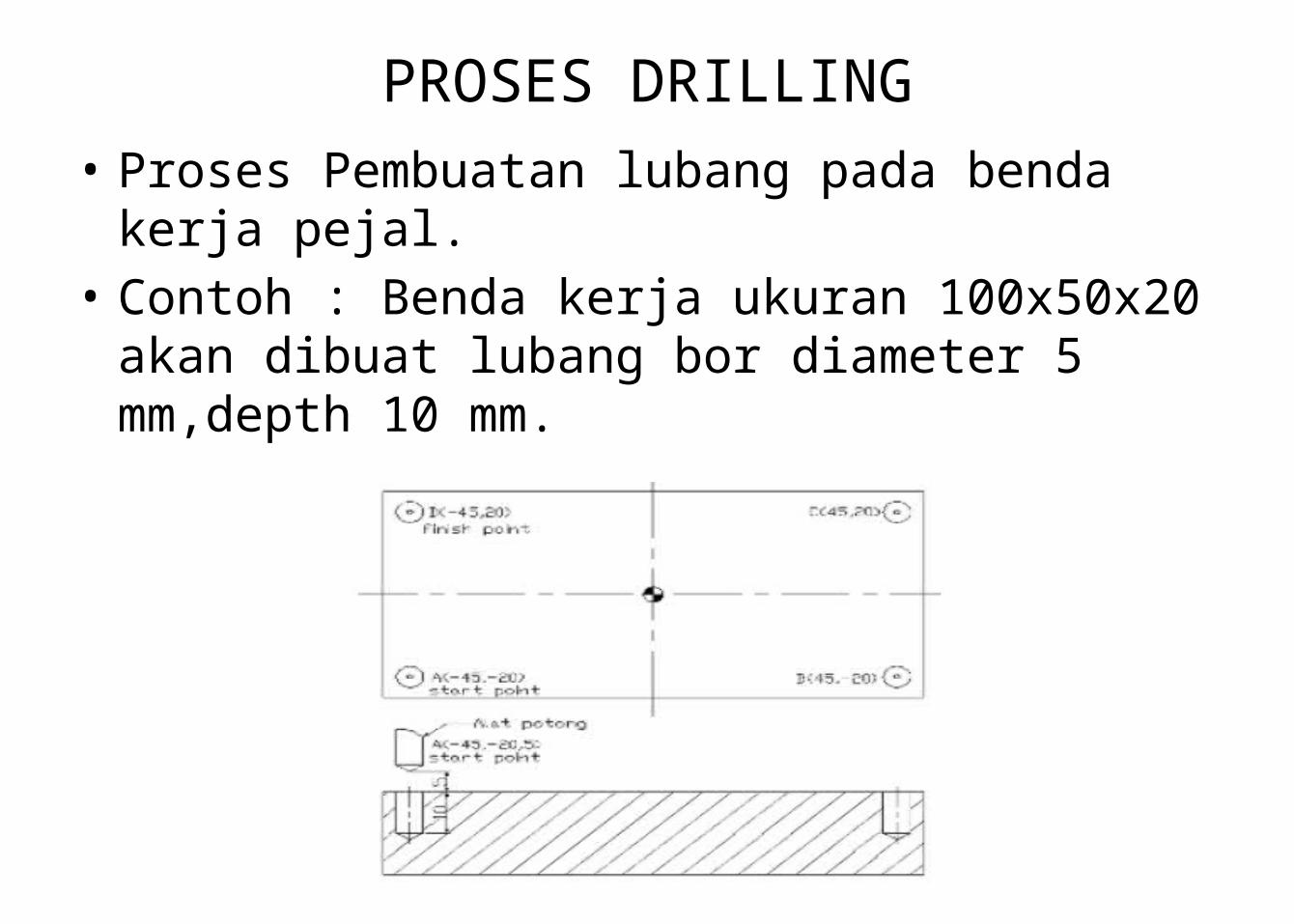
PROSES DRILLING• Proses Pembuatan lubang pada benda kerja pejal.• Contoh : Benda kerja ukuran 100x50x20 akan dibuat
lubang bor diameter 5 mm,depth 10 mm.
PROGRAM DRILLING
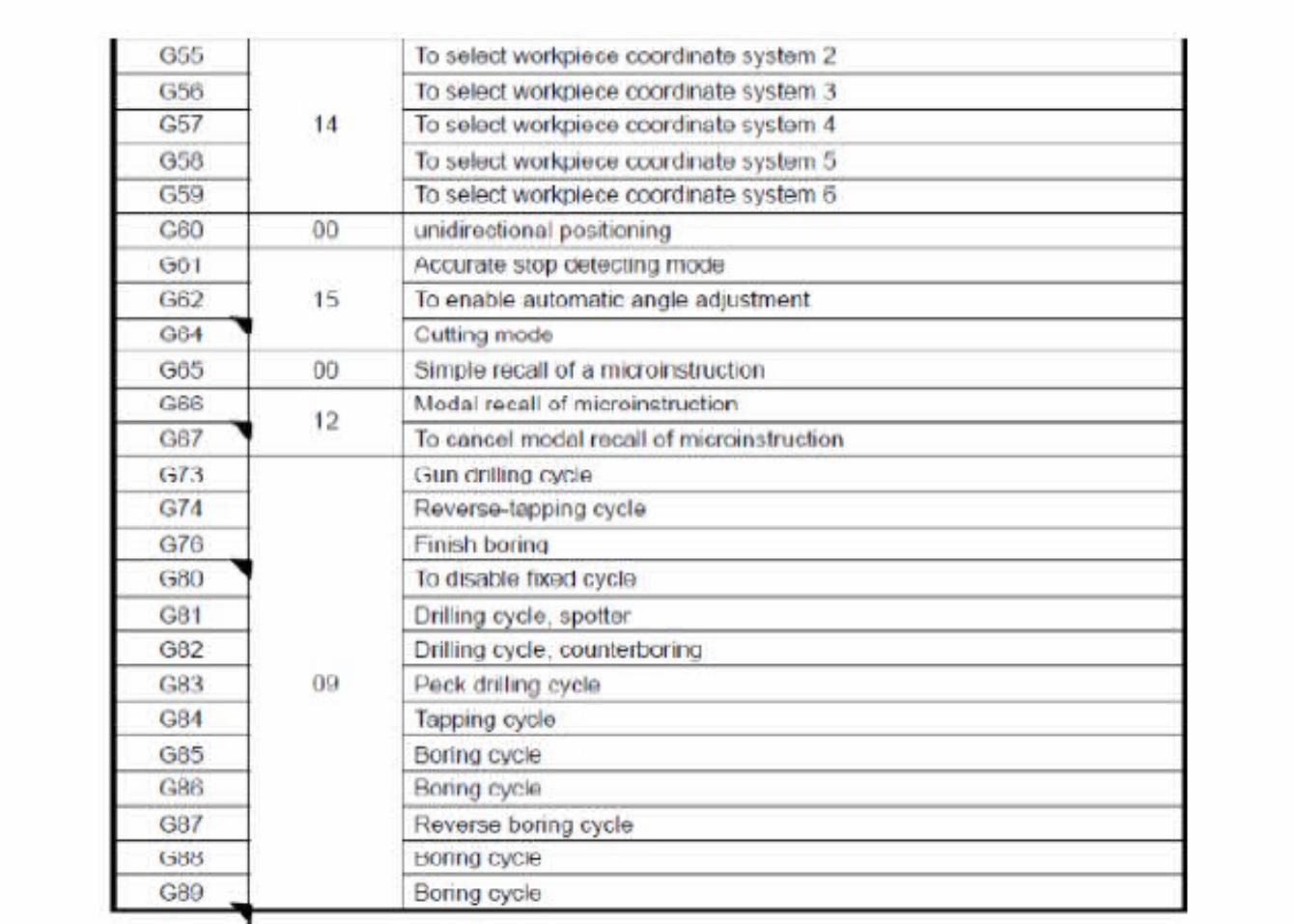
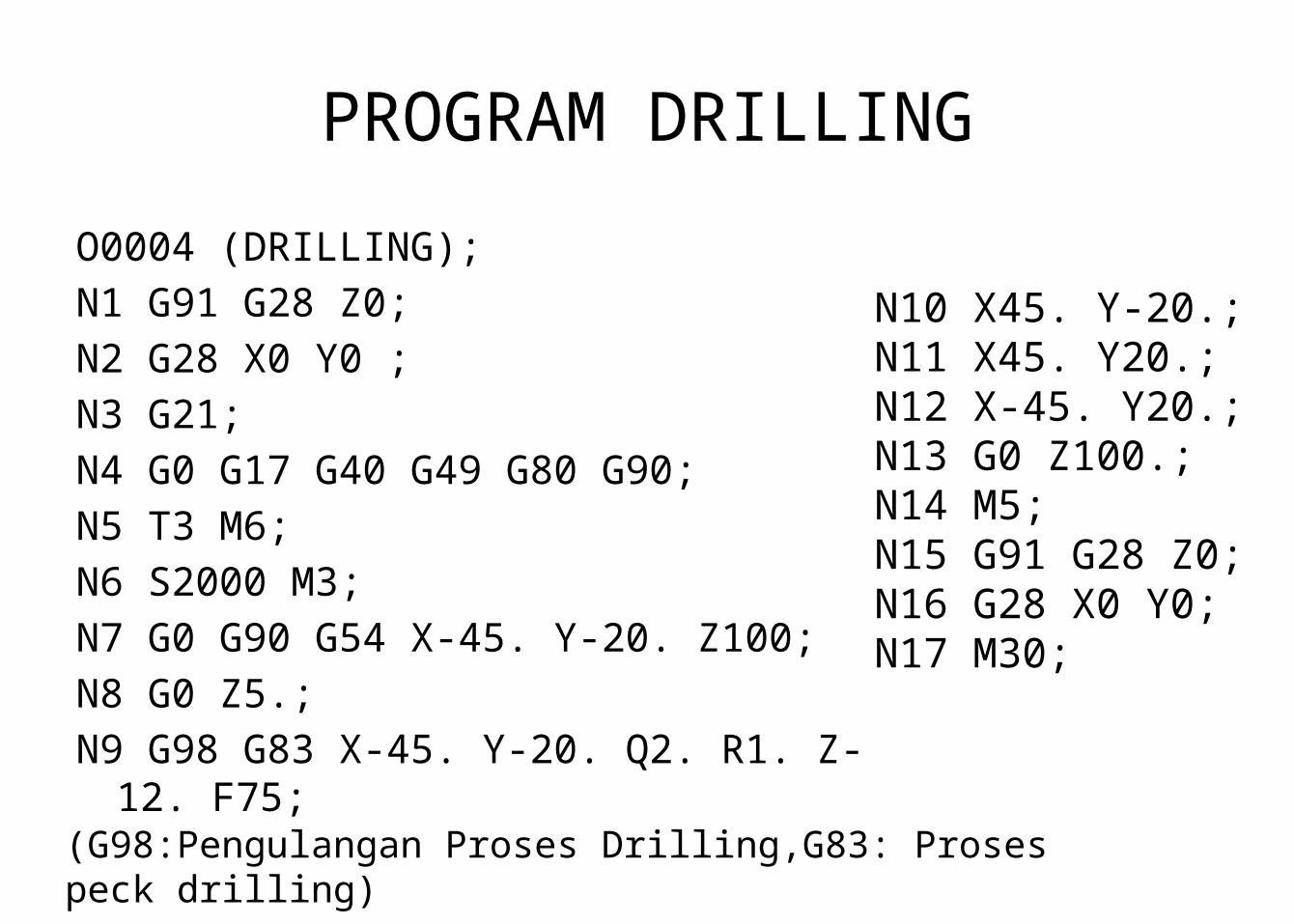
O0004 (DRILLING);N1 G91 G28 Z0;N2 G28 X0 Y0 ;N3 G21;N4 G0 G17 G40 G49 G80 G90;N5 T3 M6;N6 S2000 M3;N7 G0 G90 G54 X-45. Y-20. Z100;N8 G0 Z5.;N9 G98 G83 X-45. Y-20. Q2. R1. Z-12. F75;
N10 X45. Y-20.;N11 X45. Y20.; N12 X-45. Y20.; N13 G0 Z100.;N14 M5;N15 G91 G28 Z0;N16 G28 X0 Y0;N17 M30;
(G98:Pengulangan Proses Drilling,G83: Proses peck drilling)

PENGOPERASIAN MESIN
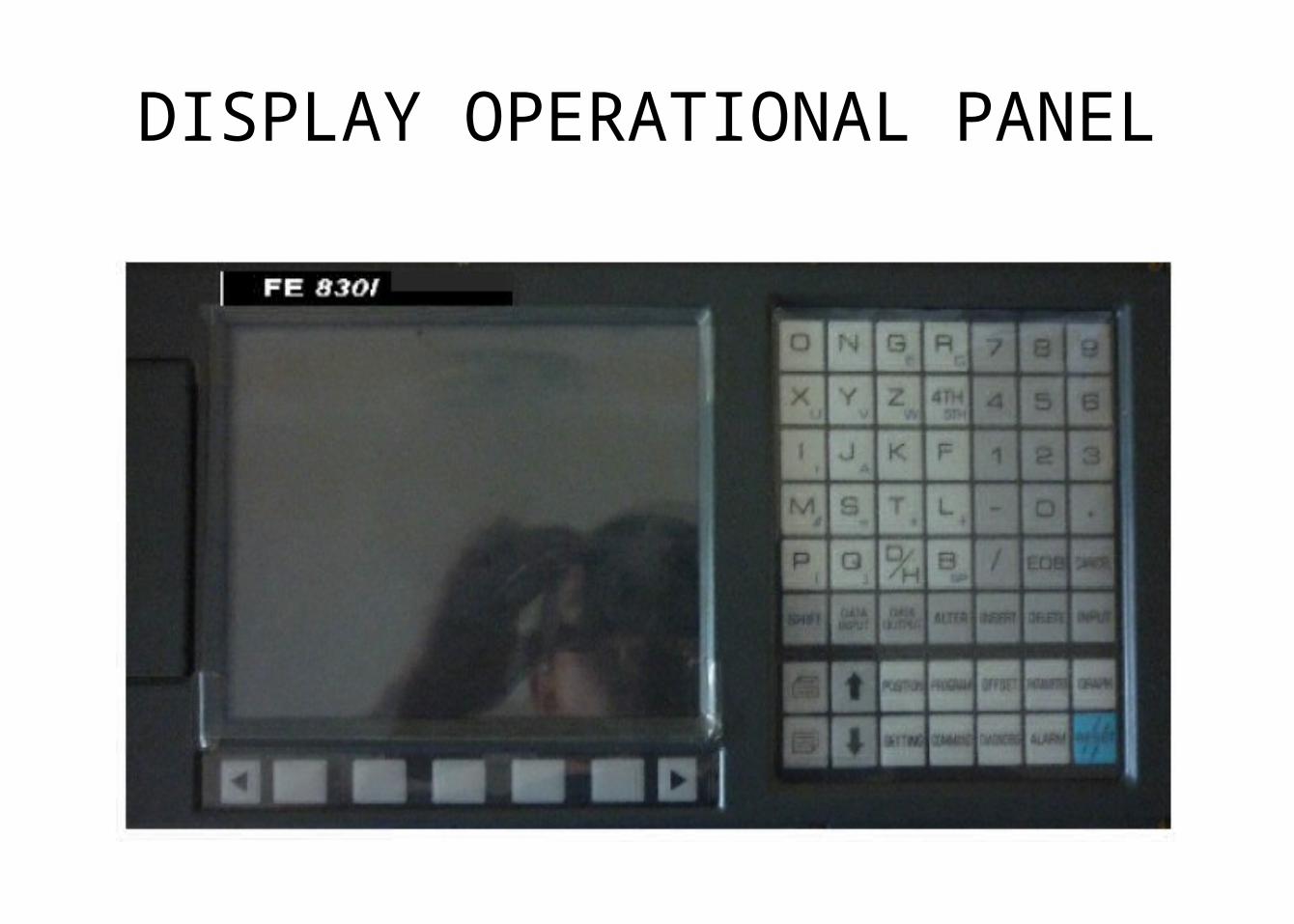
DISPLAY OPERATIONAL PANEL
PROSEDUR MENYALAKAN MESIN CNC MILLING
1. Switch ON MCB (Mechanical Circuit Breaker) Utama di panel listrik2. switch ON MCB mesin yang terletak di pintu panel elektrik dengan
memutar searah jarum jam dan menekan tangkai lock MCB hingga keposisi ON.
3. Kita pindah ke operational panel di bagian depan mesin CNC Milling4. Tekan tombol Power ON pada Controller CNC yang bentuknya bulat
diameter 20 yang berwarna hijau hngga LCD monitor menyala & tunggu proses booting hingga selesai
5. Release/melepas tombol Emergency Stop6. Tekan tombol reset pada Keypad Controller CNC hingga display alarm :
Emergency Stop tidak muncul kembali.7. Proses menyalakan mesin CNC Milling telah selesai dan LCD monitor akan
memunculkan display : Machine not origin, maka selanjutnya adalah proses men-ZERO akan mesin CNC Milling( lihat petunjuk C. Men-ZERO kan mesin CNC Milling)
Prosedur Mematikan Mesin CNC Milling
1. ZERO kan mesin CNC Milling2. Tekan tombol Emergency Stop hingga LCD monitor
muncul alarm display : Emergency Stop3. Switch OFF controller CNC dengan menekan tombol
Power OFF yang berbentuk bulat diameter 20 dan berwarna merah.
4. Switch OFF MCB pada bagian pintu panel elektrik dengan memutar berlawanan arah jarum jam hingga ke posisi OFF
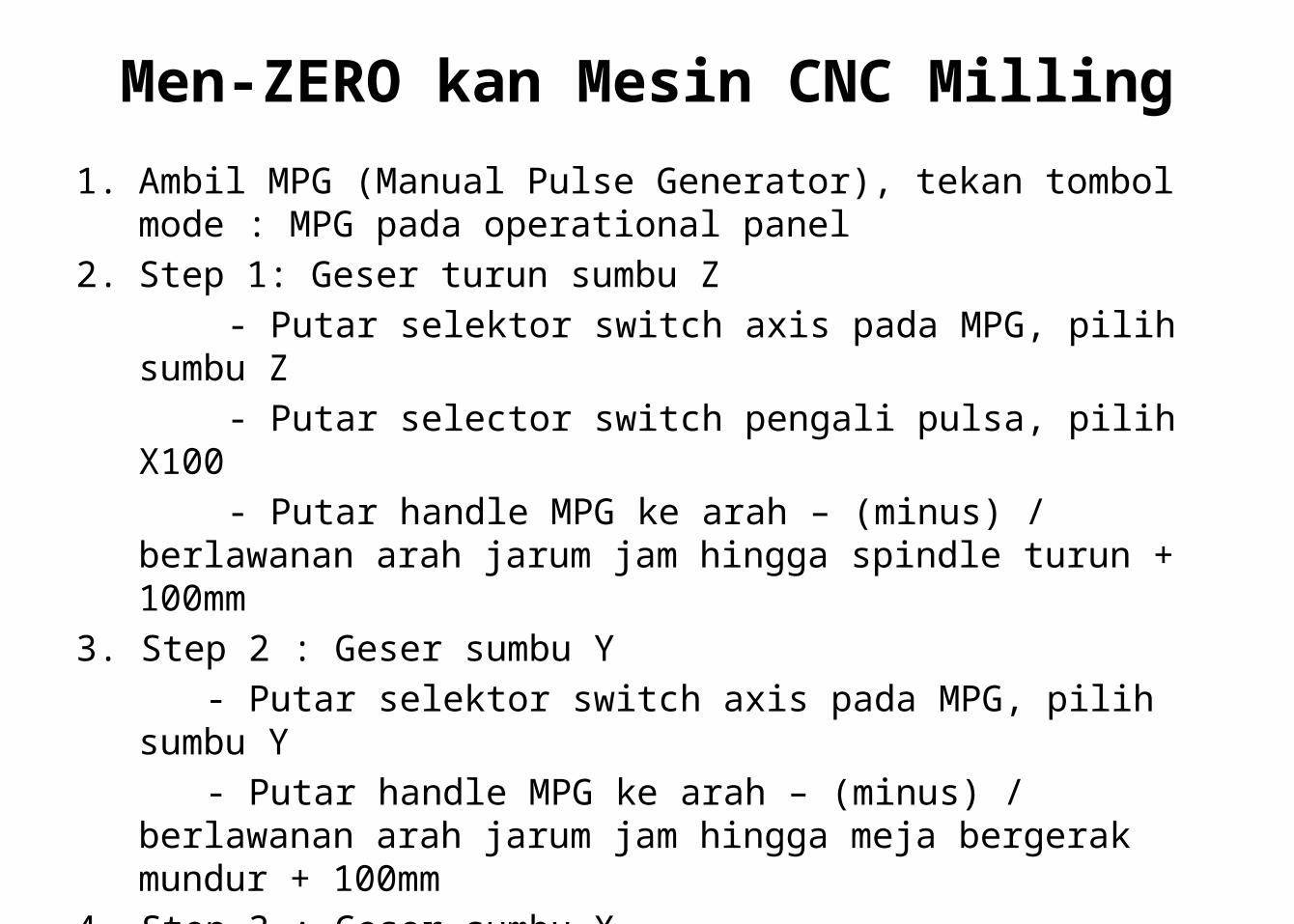
Men-ZERO kan Mesin CNC Milling1. Ambil MPG (Manual Pulse Generator), tekan tombol mode : MPG pada
operational panel2. Step 1: Geser turun sumbu Z - Putar selektor switch axis pada MPG, pilih sumbu Z - Putar selector switch pengali pulsa, pilih X100 - Putar handle MPG ke arah – (minus) / berlawanan arah jarum jam hingga
spindle turun + 100mm3. Step 2 : Geser sumbu Y - Putar selektor switch axis pada MPG, pilih sumbu Y - Putar handle MPG ke arah – (minus) / berlawanan arah jarum jam hingga
meja bergerak mundur + 100mm4. Step 3 : Geser sumbu X - Putar selektor switch axis pada MPG, pilih sumbu X - Putar handle MPG ke arah + (plus) / searah jarum jam hingga meja
bergerak kekiri + 100mm
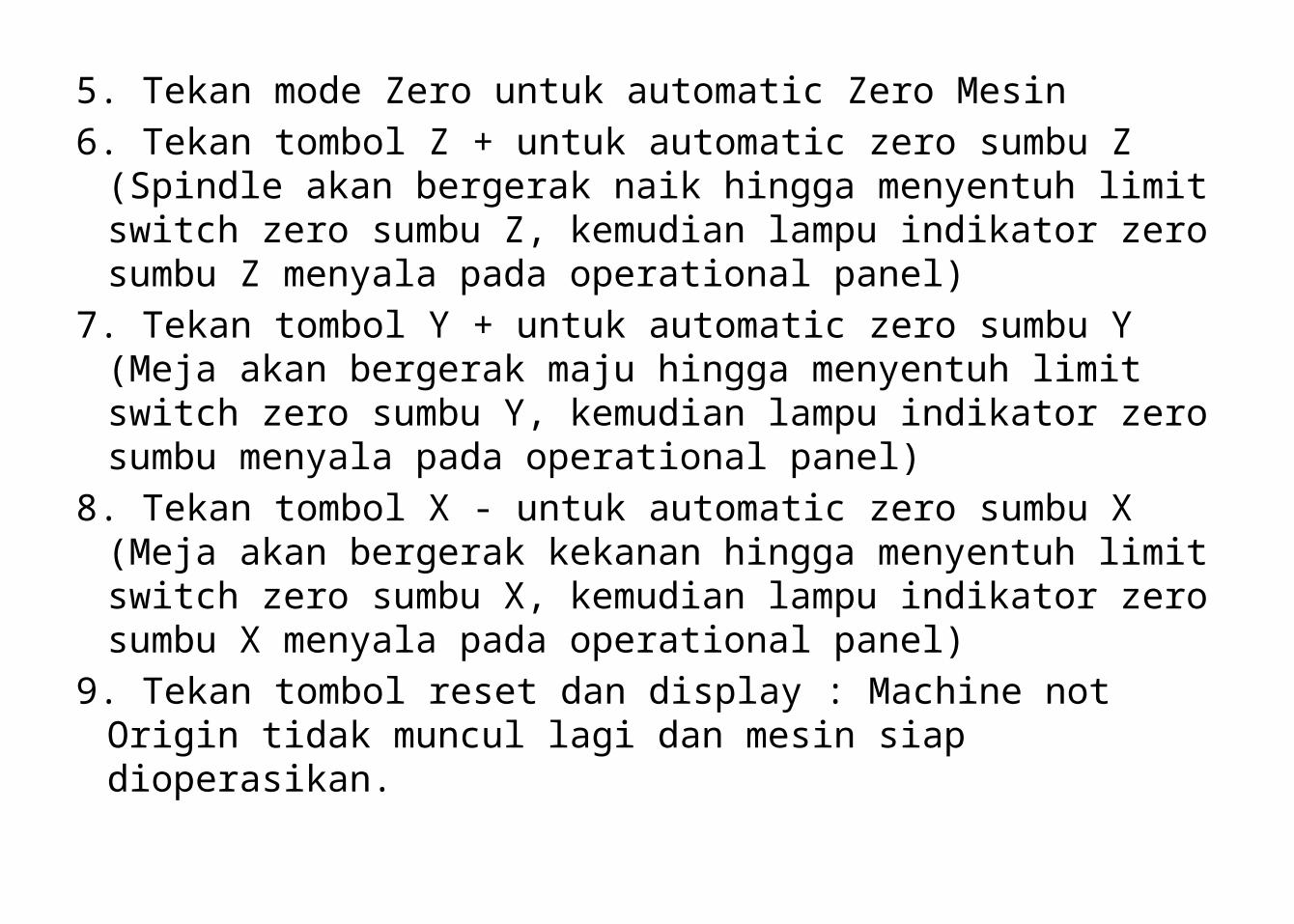
5. Tekan mode Zero untuk automatic Zero Mesin6. Tekan tombol Z + untuk automatic zero sumbu Z (Spindle akan
bergerak naik hingga menyentuh limit switch zero sumbu Z, kemudian lampu indikator zero sumbu Z menyala pada operational panel)
7. Tekan tombol Y + untuk automatic zero sumbu Y (Meja akan bergerak maju hingga menyentuh limit switch zero sumbu Y, kemudian lampu indikator zero sumbu menyala pada operational panel)
8. Tekan tombol X - untuk automatic zero sumbu X (Meja akan bergerak kekanan hingga menyentuh limit switch zero sumbu X, kemudian lampu indikator zero sumbu X menyala pada operational panel)
9. Tekan tombol reset dan display : Machine not Origin tidak muncul lagi dan mesin siap dioperasikan.
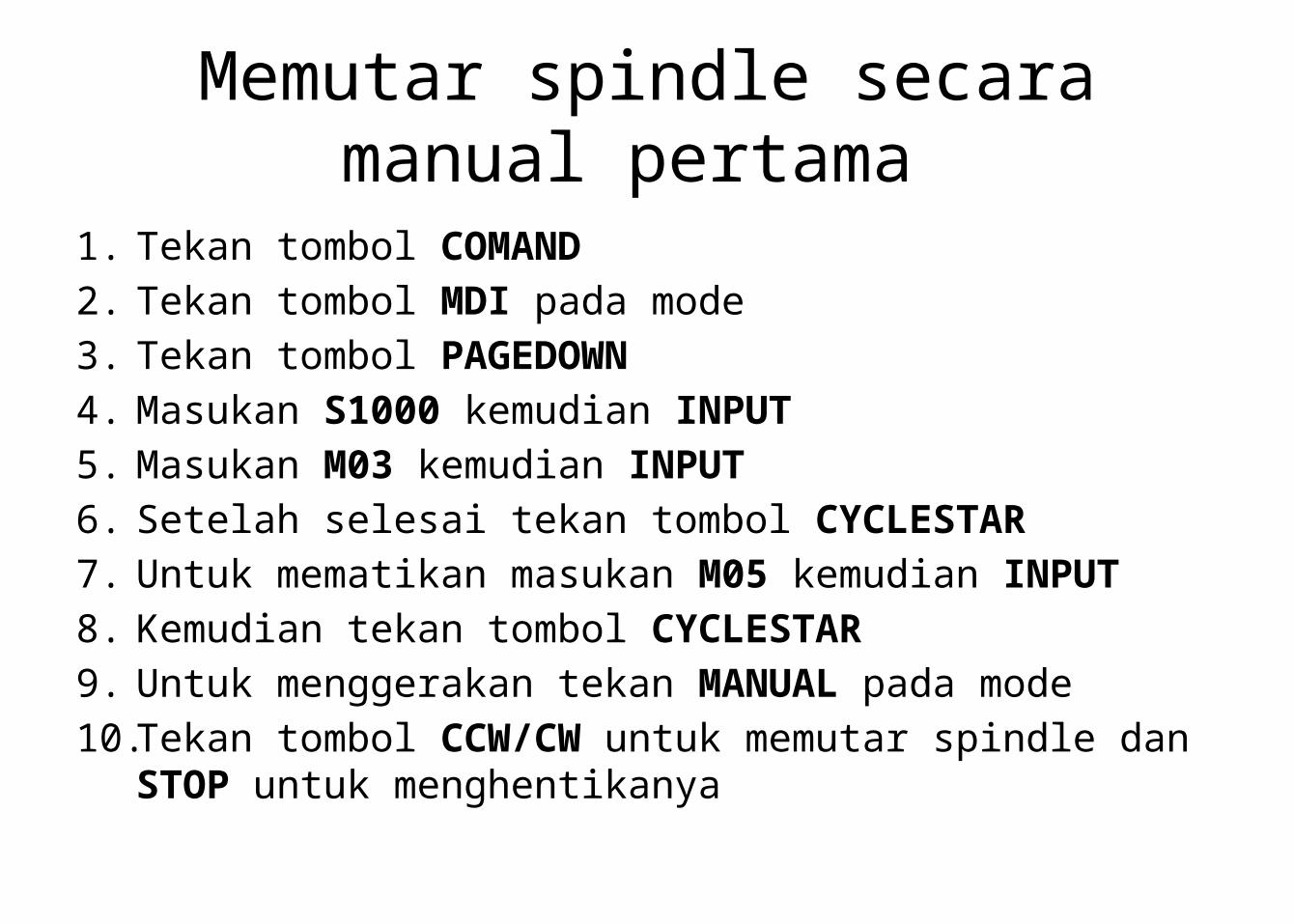
Memutar spindle secara manual pertama
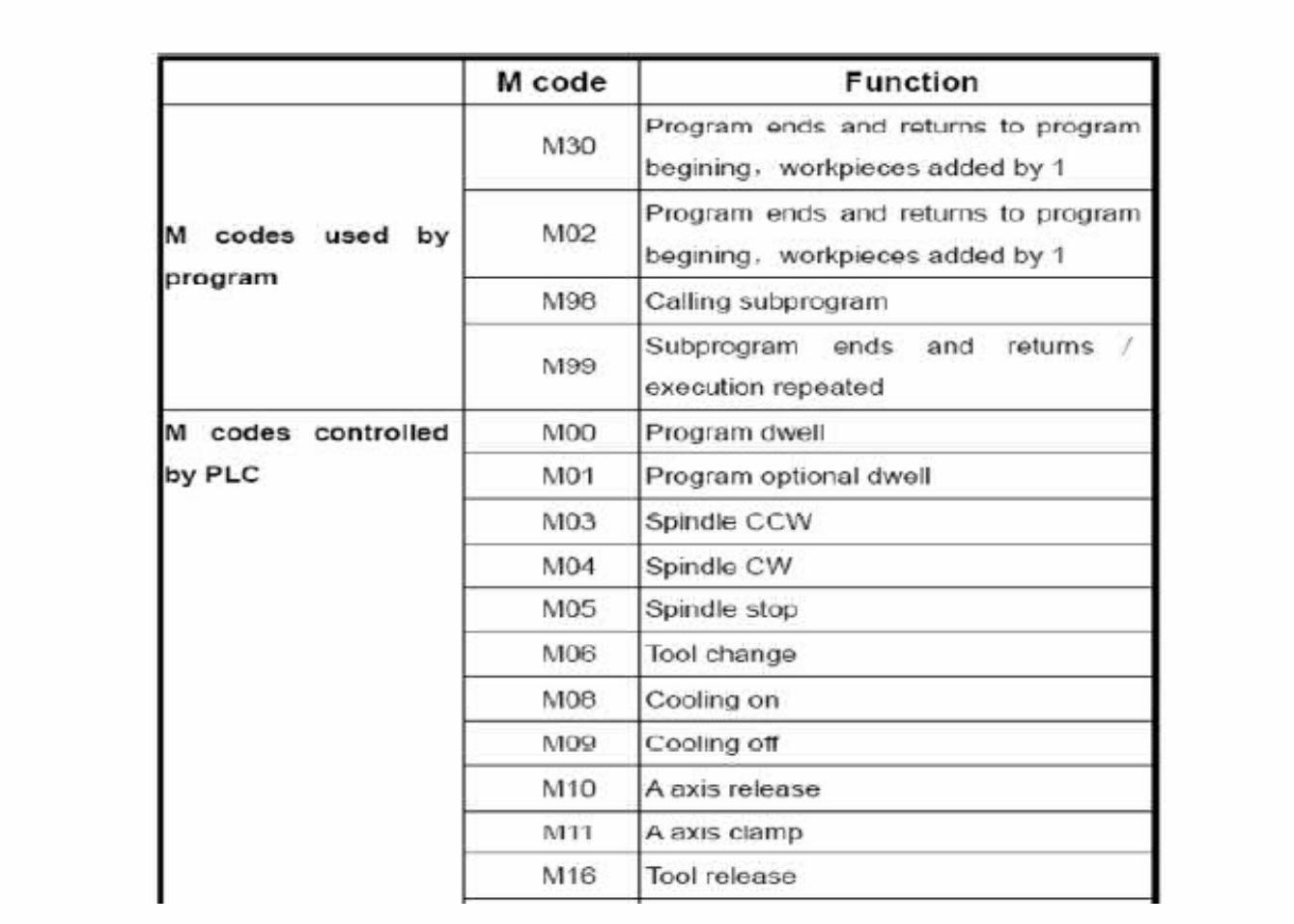
1. Tekan tombol COMAND2. Tekan tombol MDI pada mode3. Tekan tombol PAGEDOWN4. Masukan S1000 kemudian INPUT5. Masukan M03 kemudian INPUT6. Setelah selesai tekan tombol CYCLESTAR7. Untuk mematikan masukan M05 kemudian INPUT8. Kemudian tekan tombol CYCLESTAR9. Untuk menggerakan tekan MANUAL pada mode10. Tekan tombol CCW/CW untuk memutar spindle dan STOP untuk
menghentikanya
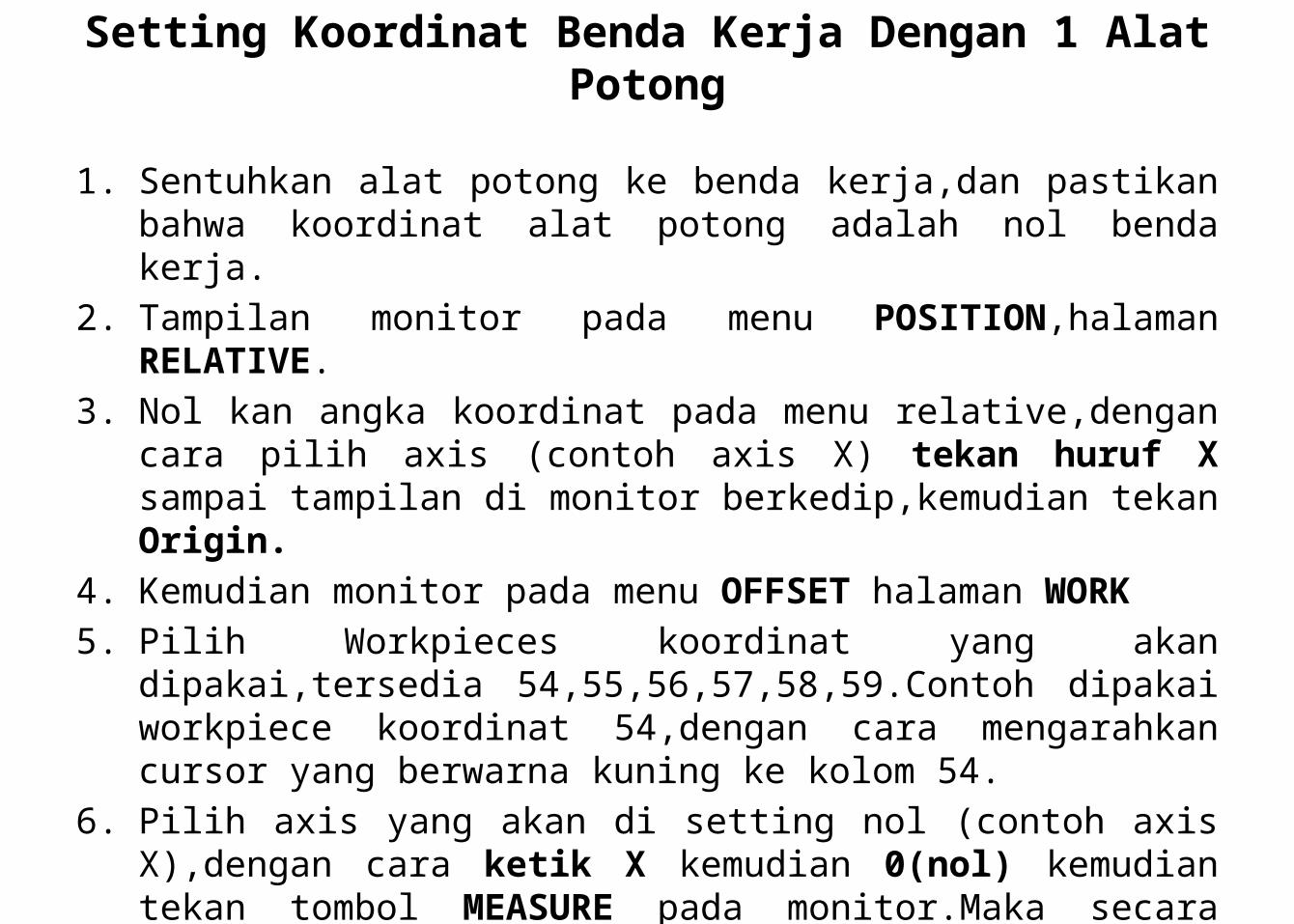
Setting Koordinat Benda Kerja Dengan 1 Alat Potong
1. Sentuhkan alat potong ke benda kerja,dan pastikan bahwa koordinat alat potong adalah nol benda kerja.
2. Tampilan monitor pada menu POSITION,halaman RELATIVE.3. Nol kan angka koordinat pada menu relative,dengan cara pilih axis
(contoh axis X) tekan huruf X sampai tampilan di monitor berkedip,kemudian tekan Origin.
4. Kemudian monitor pada menu OFFSET halaman WORK5. Pilih Workpieces koordinat yang akan dipakai,tersedia
54,55,56,57,58,59.Contoh dipakai workpiece koordinat 54,dengan cara mengarahkan cursor yang berwarna kuning ke kolom 54.
6. Pilih axis yang akan di setting nol (contoh axis X),dengan cara ketik X kemudian 0(nol) kemudian tekan tombol MEASURE pada monitor.Maka secara otomatis koordinat X akan terisi angka koordinat mesin.
7. Proses setting sudah selesai.Lakukan langkah yang sama untuk axis berikutnya.
Setting Koordinat Benda Kerja Dengan Lebih Dari Satu Alat Potong
1. Untuk alat potong yang pertama lakukan proses setting seperti setting koordinat untuk satu alat potong.
2. Pada saat setting axis Z,setelah workpiece koordinat diisi,posisi alat potong jangan di ubah dulu,terutama Z axis. 25
3. Monitor masuk ke menu OFFSET,nol kan posisi axis Z yang sekarang dengan cara tekan tombol huruf Z kemudian tekan SHIFT.Maka secara otomatis koordinat axis Z menjadi nol.Posisi ini yang akan dijadikan referensi untuk setting alat potong yang berikutnya.
4. Pasang alat potong yang kedua,sentuhkan ke benda kerja (sumbu Z).5. Monitor masuk ke menu OFFSET,pilih nomor offset yang akan dipakai
(contoh no.1) dengan menggunakan cursor. Kemudian tekan tombol huruf Z kemudian INPUT,maka secara otomatis nomor offset akan terisi selisih panjang alat potong 1 dan alat potong 2.
6. Proses setting sudah selesai,lakukan langkah yang sama untuk alat potong berikutnya
CARA MEMBUAT PROGRAM BARU
1. Pilih mode EDIT pada manual selection panel.2. Pastikan PROGRAM LOCK tidak pada posisi ON.3. Monitor pada menu PROGRAM4. Cek dahulu nomor nomor program yang sudah tersimpan
pada menu DIR(Directory) Untuk menghindari nomor program sama.
5. Kembalikan monitor ke menu PROGRAM. Ketik nomor program diawali dengan huruf O,kemudian diikuti nomor program,lalu tekan INSERT. Maka di monitor akan muncul program baru yang masih kosong. Contoh O 0001 (INSERT).
CARA MENCARI DAN MENGEDIT PROGRAM
1. Pilih mode EDIT pada manual selection panel.2. Pastikan PROGRAM LOCK tidak pada posisi ON.3. Monitor pada menu PROGRAM4. Cari program yang sudah tersimpan pada menu
DIR(Directory)5. Kembalikan monitor ke menu PROGRAM. Ketik nomor
program diawali dengan huruf O,kemudian diikuti nomor program,lalu tekan Cursor ke bawah. Maka di monitor akan muncul program sesuai nomornya.
CARA MENGHAPUS PROGRAM
1. Pilih mode EDIT pada manual selection panel.2. Pastikan PROGRAM LOCK tidak pada posisi ON.3. Monitor pada menu PROGRAM4. Cari program yang sudah tersimpan pada menu
DIR(Directory)5. Kembalikan monitor ke menu PROGRAM. Ketik nomor
program diawali dengan huruf O,kemudian diikuti nomor program,lalu tekan DELETE. Maka di Directon
6. Program akan terhapus.
MENJALANKAN PROGRAM DENGAN PENYAYATAN
a. Edit b. Program c. Program sampai ketemu “ Program ( Dir ) d. Ketik Nomor Program yang akan dijalankan e. Input f. Masukan lagi program G28 yang sudah dihapus g. Auto h. Single jika menginginkan jalan per Blok i. Cycle Start
Dengan Memindah File dari USB
a. Tekan Tombol MDI b. Tekan Setting c. Tekan Setting sampai ketemu “ Setting ( Data Deal ) d. Pilih pada posisi “CNC Prgr” Input * e. Tekan tombol INPUT f. Pilih pada posisi USB to CNC menggunakan tombol →( Cursor ) g. Pilih File yang mau di Copy h. Tekan tombol S i. Setelah muncul tulisan Copy Success berarti proses mengcopy sudah selesai j. Jika akan mengeluarkan USB di Reset
Memasukan diameter Pahat
a. Tekan tombol System b. Tekan tombol System sampai ketemu “ Offset “ c. Posisikakan pada Geom D d. Ketik diameter benda pahat e. Input
Menguji Kebenaran Posisi Alat Potong
1. Tekan Tombol MDI 2. Program 3. Program sampai ketemu “ Program (
Current/Model ) “ 4. Ketik G90 G54 G94 G1 X0 Y0 Z3 F300 5. INPUT 6. CYCLE START
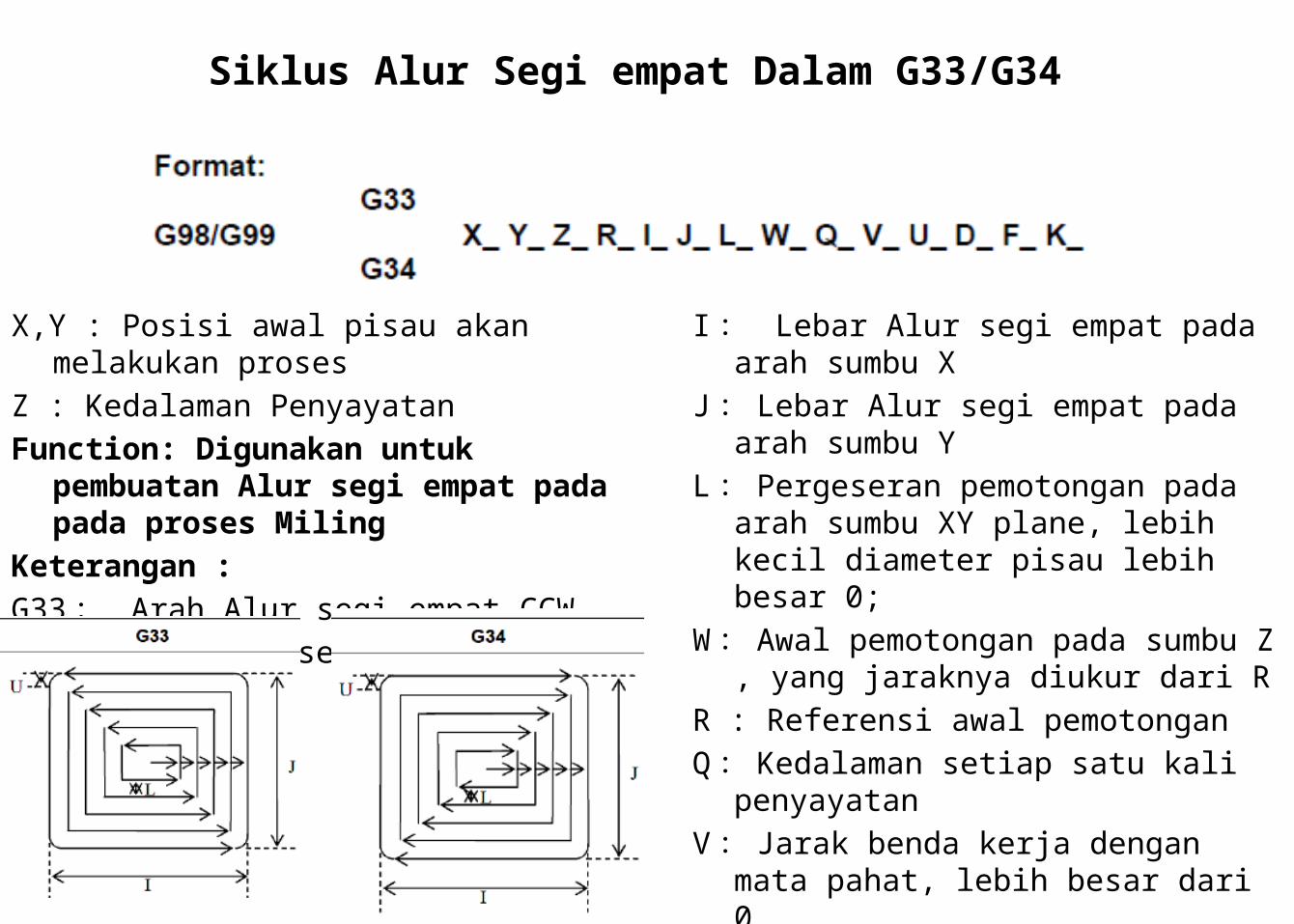
Siklus Alur Segi empat Dalam G33/G34
X,Y : Posisi awal pisau akan melakukan proses Z : Kedalaman Penyayatan Function: Digunakan untuk pembuatan Alur segi
empat pada pada proses Miling Keterangan : G33 : Arah Alur segi empat CCW G34 : Arah Alur segi empat
I : Lebar Alur segi empat pada arah sumbu X J : Lebar Alur segi empat pada arah sumbu Y L : Pergeseran pemotongan pada arah sumbu
XY plane, lebih kecil diameter pisau lebih besar 0;
W : Awal pemotongan pada sumbu Z , yang jaraknya diukur dari R
R : Referensi awal pemotongan Q : Kedalaman setiap satu kali penyayatan V : Jarak benda kerja dengan mata pahat,
lebih besar dari 0 U : Jari – Jari Lingkaran pada pojok segi empat D : Nomer diameter pahat K : Pengulangan
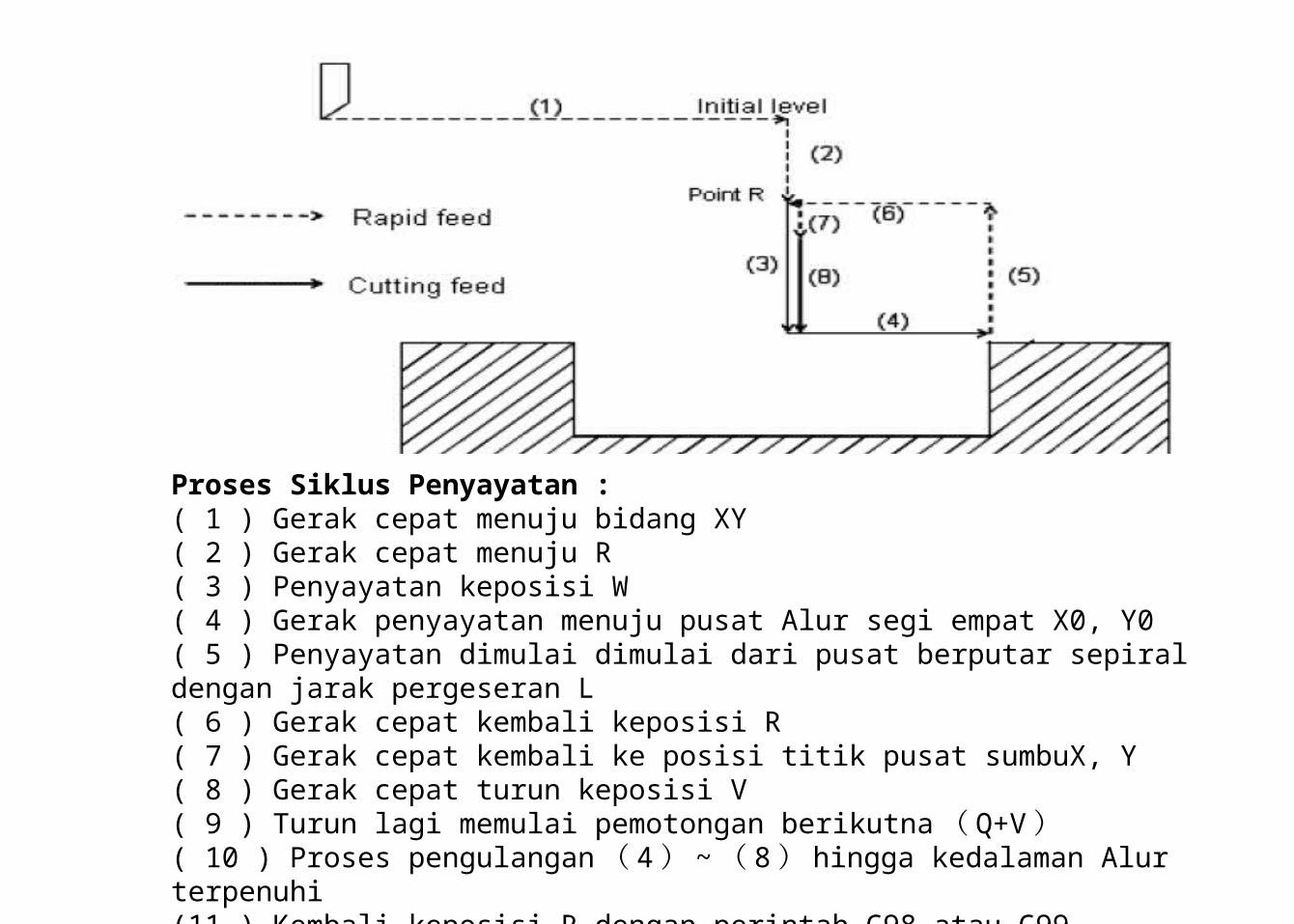
Proses Siklus Penyayatan : ( 1 ) Gerak cepat menuju bidang XY ( 2 ) Gerak cepat menuju R ( 3 ) Penyayatan keposisi W ( 4 ) Gerak penyayatan menuju pusat Alur segi empat X0, Y0 ( 5 ) Penyayatan dimulai dimulai dari pusat berputar sepiral dengan jarak pergeseran L( 6 ) Gerak cepat kembali keposisi R ( 7 ) Gerak cepat kembali ke posisi titik pusat sumbuX, Y ( 8 ) Gerak cepat turun keposisi V ( 9 ) Turun lagi memulai pemotongan berikutna ( Q+V ) ( 10 ) Proses pengulangan ( 4 ) ~ ( 8 ) hingga kedalaman Alur terpenuhi (11 ) Kembali keposisi R dengan perintah G98 atau G99
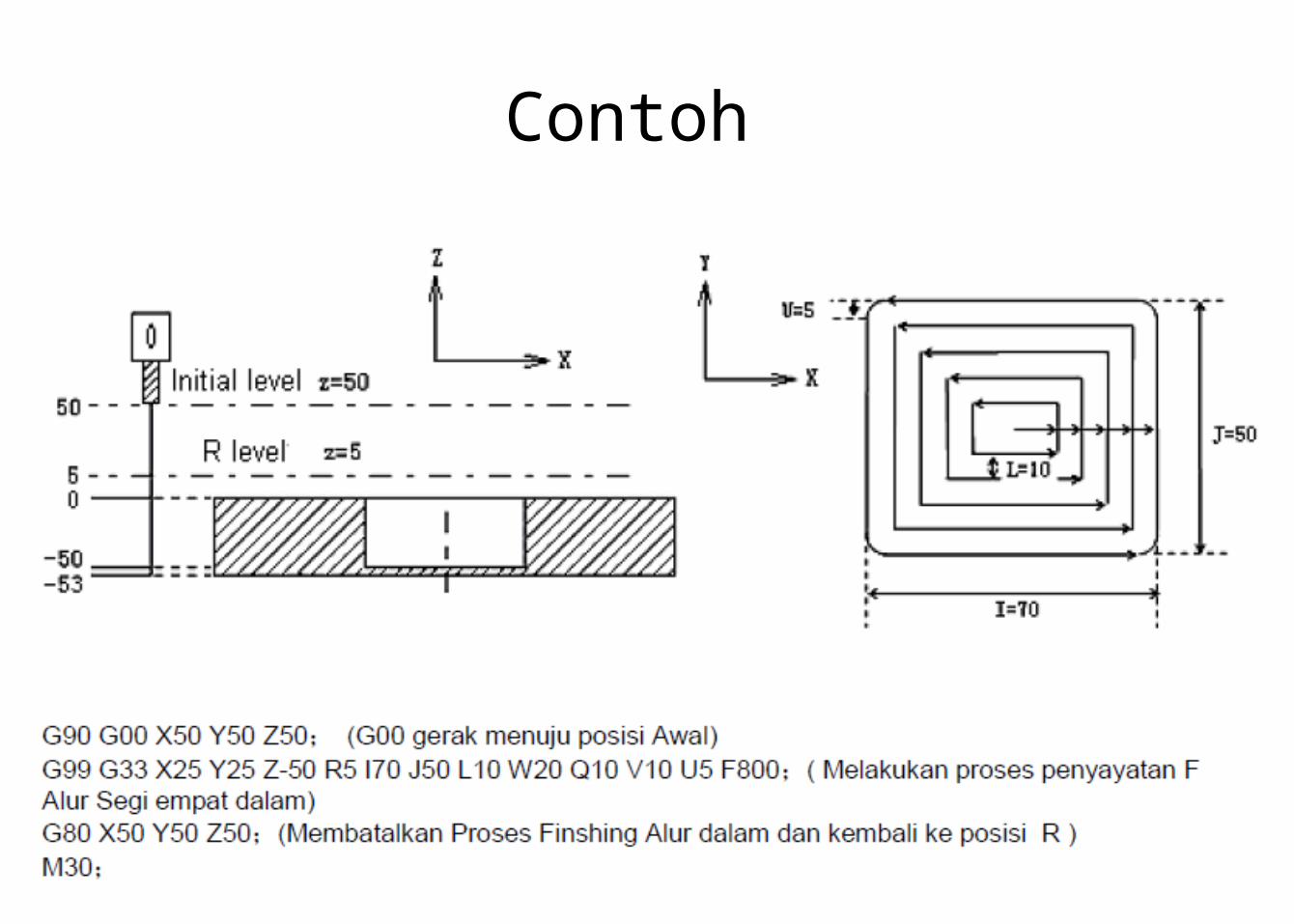
Contoh
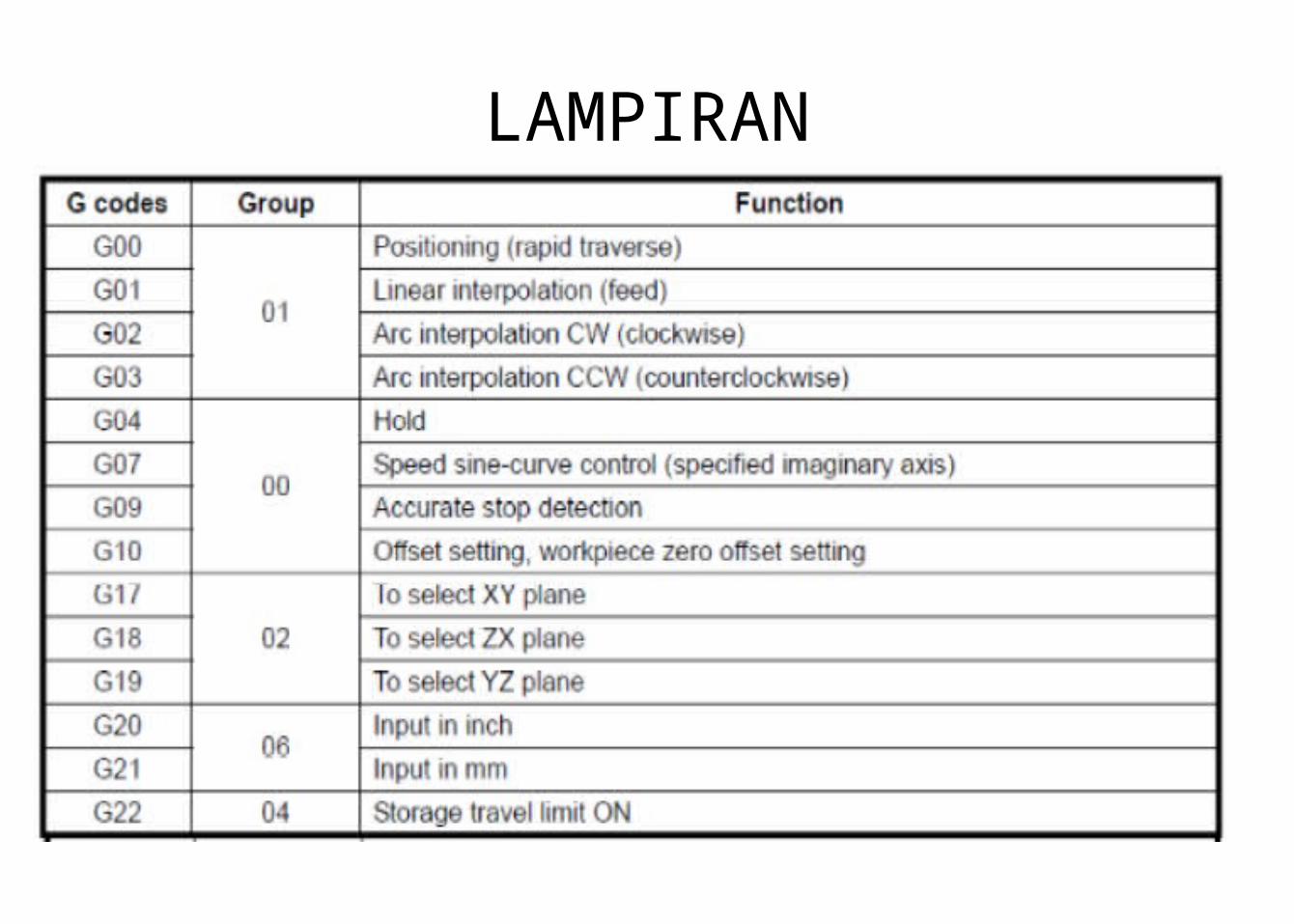
LAMPIRAN