quẢn lÝ & tỔ chỨc sẢn xuẤt trong cn tÀu...
TRANSCRIPT

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 1
QUẢN LÝ & TỔ CHỨC SẢN XUẤT TRONG CN TÀU THUỶ
8. KIỂM SOÁT SẢN XUẤT VÀ VẬT TƯ 8.1. Sơ lược
Chủ đề này hướng đến tổ chức kiểm soát sản xuất và vật tư, nhằm mục đích quản lý và khai thác một cách có hiệu quả nhất các nguồn lực như nhân lực, tài lực, và vật lực trong tiến trình sản xuất. Thường thì khi nói đến kiểm soát sản xuất, ta hay đơn giản cho đó là liệt kê các chỉ tiêu nêu ra trong kế hoạch sản xuất, kiểm tra kết quả thực hiện các chỉ tiêu ấy và theo dõi các ứng xử của đối tượng sản xuất. Khi nói đến kiểm tra vật tư, ta cũng đơn giản cho đó là sắp xếp yêu cầu vật tư tương ứng với thời gian thực hiện các công việc theo trình tự, cùng với việc tiếp nhận các vật tư theo yêu cầu đó tương ứng với thời gian bắt đầu và thời gian chấm dứt. Thật ra, việc kiểm soát sản xuất và kiểm soát vật tư được tiến hành từ rất sớm, ngay từ khi hoạch định và lập tiến độ sản xuất. Trong phần tiếp theo, chúng ta sẽ nghiên cứu một vài vấn đề có liên quan đến mô hình chuẩn bị kiểm soát và các mối liên quan của nó đến việc hoạch định và lập tiến độ theo một hệ thống sản xuất phù hợp. Sau đó, chúng ta sẽ xem xét đến mô hình kiểm soát theo công nghệ nhóm. Cuối cùng, chúng ta sẽ tìm hiểu cụ thể hơn về các phương cách mà doanh nghiệp ứng dụng các khái niệm này trong việc kiểm soát sản xuất và vật tư trong ngành công nghiệp tàu thủy.
8.2. Doanh nghiệp và các mô hình kiểm soát 8.2.1. Theo mô hình quản lý chung, kiểm soát là chức năng cuối cùng trong 04 chức
năng. Các chức năng trước đó là hoạch định1, tổ chức2, và điều hành3. Theo đó, kiểm soát là quá trình kiểm tra các chỉ tiêu và theo dõi các ứng xử của đối tượng. Kiểm soát được tiến hành qua 03 giai đoạn cơ bản là lựa chọn các tiêu chuẩn - loại mục tiêu cần đạt và mức độ cần đạt, so sánh các kết quả đã đo lường được với các tiêu chuẩn đó, và cuối cùng là thực hiện các hành động điều chỉnh để đảm bảo cho kết quả đạt được mức độ mong muốn hoặc có thể phải xem xét và điều chỉnh lại mục tiêu ban đầu [Bình, N.X. & Hải, H.V. (2004)].
8.2.2. Trong phạm vi chủ đề này không đi sâu nghiên cứu các mô hình kiểm soát kế hoạch dài hạn và trung hạn. Đối với kế hoạch sản xuất, các mục tiêu chính là khai thác hết năng lực sản xuất hiện có để thực hiện trong thời gian ngắn nhất. Muốn đạt được điều đó, cần phải xác định các tác vụ trên đường găng CTP như trong hình 8.1 vì chúng khống chế toàn bộ tiến độ thi công cho nên muốn rút ngắn tổng thời gian thực hiện sơ đồ thì cần phải rút ngắn thời gian thực hiện các tác vụ găng [Thanh Phương (1994)].

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 2
Hình 8.1 8.2.3. Trong phạm vi chủ đề này cũng không đi sâu nghiên cứu các mô hình kiểm soát
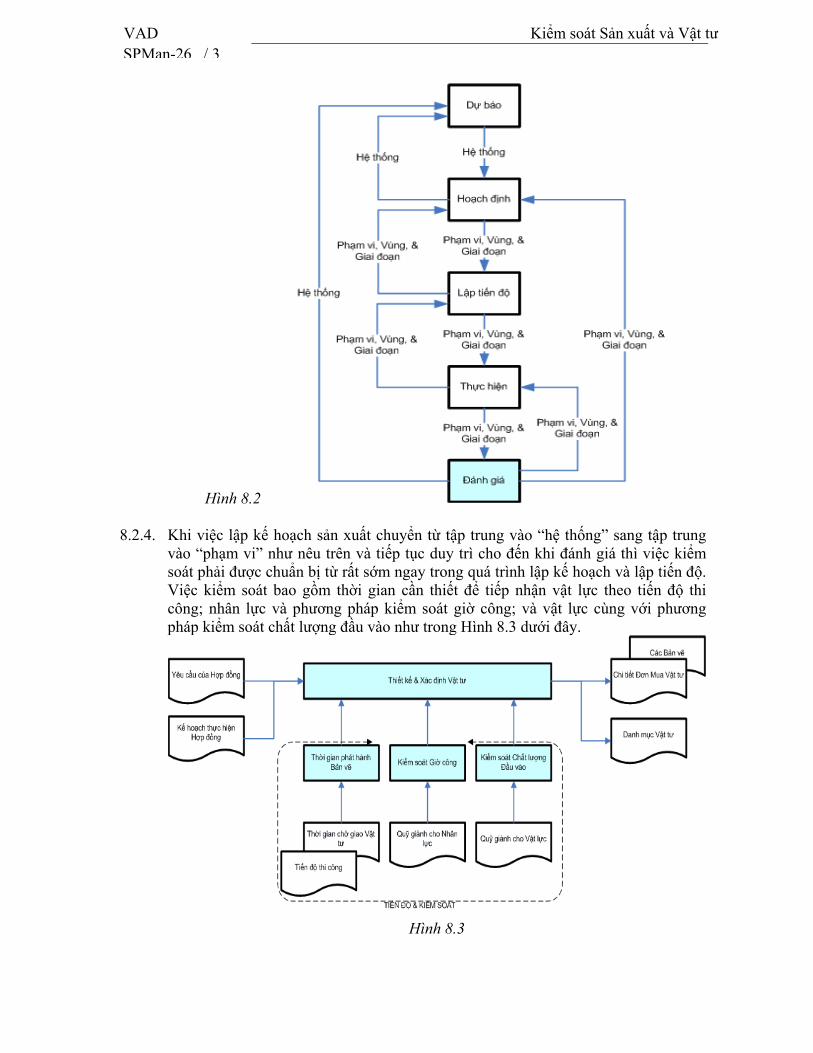
chiến lược phát triển cơ bản của doanh nghiệp trong ngành công nghiệp tàu thuỷ. Vấn đề quan tâm nghiên cứu ở đây là kiểm soát và điều chỉnh chiến lược phát triển chi tiết của doanh nghiệp sao cho phù hợp với đặc tính kỹ thuật của công trình thuỷ sẽ được thi công, bao gồm các vấn đề như: phân chia tổng đoạn, bố trí dây chuyền sản xuất, lập danh mục vật tư, và xây dựng công nghệ nhóm GT. Khi đó, việc thi công được thực hiện trên cơ sở các sản phẩm trung gian. Việc đánh giá toàn bộ sản phẩm và kiểm tra các hệ thống trên công trình phải chuyển sự tập trung từ “phạm vi, vùng & giai đoạn” sang “hệ thống” như trong Hình 8.2 sau. Việc kiểm soát sản xuất nhằm mục đích kiểm tra các chỉ tiêu về chi phí và tiến độ trong suốt tiến trình thi công tại các bộ phận sản xuất. Ở các nhà máy trong ngành công nghiệp tàu thuỷ, chi phí chịu ảnh hưởng rất lớn bởi chi phí nhân công trực tiếp và biến động sản lượng. Cho nên cần phải thu thập số liệu về thực hiện kế hoạch thực tế và giờ công thực tế ở từng bộ phận sản xuất. Sau khi thu thập xong phải tiến hành đánh gía với các bước phân loại, phân tích, và tổ chức lại các dữ liệu thu thập được. Cuối cùng các thông tin ấy được sắp xếp lại theo hệ thống chức năng của công trình và nhập trở lại vào hệ thống dữ liệu, để phục vụ cho chức năng dự báo tiếp theo.
VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 3
Hình 8.2
8.2.4. Khi việc lập kế hoạch sản xuất chuyển từ tập trung vào “hệ thống” sang tập trung vào “phạm vi” như nêu trên và tiếp tục duy trì cho đến khi đánh giá thì việc kiểm soát phải được chuẩn bị từ rất sớm ngay trong quá trình lập kế hoạch và lập tiến độ. Việc kiểm soát bao gồm thời gian cần thiết để tiếp nhận vật lực theo tiến độ thi công; nhân lực và phương pháp kiểm soát giờ công; và vật lực cùng với phương pháp kiểm soát chất lượng đầu vào như trong Hình 8.3 dưới đây.
Hình 8.3

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 4
8.3. Ứng dụng kiểm soát sản xuất theo GT trong ngành công nghiệp tàu thuỷ 8.3.1. Trong ngành công nghiệp tàu thuỷ, việc ứng dụng GT trong hoạch định và lập tiến
độ dược tiến hành từ rất sớm ngay khi tiếp nhận hồ sơ thiết kế sơ bộ và xem xét các ảnh hưởng của nó đến chiến lược phát triển4 của doanh nghiệp. Việc hoạch định được tiến hành qua 04 bước là hoạch định sơ bộ, hoạch định tổng thể, hoạch định chi tiết, và hoạch định hướng dẫn thi công. Song song đó, việc thiết kế cũng được tiến hành đồng thời [Chirillo, L.D. (1983)]. Do đó cần phải kiểm soát tiến trình hoạch định và kiểm soát lập tiến độ theo lịch trình đã định. Hoạch định sơ bộ được tiến hành đồng thời với thiết kế sơ bộ. Hoạch định tổng thể và một phần hoạch định chi tiết được tiến hành tương ứng với thiết kế chức năng. Việc thiết kế quá độ được bắt đầu sau khi hoạch định chi tiết được tiến hành để cùng hoàn tất đồng thời. Các bước cuối cùng của hoạch định và thiết kế được tiến hành đồng bộ với nhau như trong Hình 8.4 sau đây. Việc “hoạch định sơ bộ” được tiến hành trong suốt thời gian đàm phán hợp đồng với chủ đầu tư và song song với thiết kế sơ bộ. Các bộ phận sản xuất cũng tham gia xem xét yêu cầu của hợp đồng thi công trong hồ sơ thầu để có những bổ sung và chuẩn bị cần thiết theo dự toán chi phí và dự toán thời gian ngay khi được xét duyệt trúng thầu. Các hồ sơ thiết kế sơ bộ như bố trí chung và mặt cắt ngang chính được xem xét để hình thành nên kế hoạch thực hiện hợp đồng như đã nêu trong hình 8.1 trên đây. Các chỉ tiêu cần quan tâm đến lúc ấy là làm sao duy trì chi phí giờ công tối thiểu và hạn chế tỷ lệ cắt vụn tôn thép. Trong bước này việc tham khảo thêm chiến lược phát triển của doanh nghiệp sẽ giúp hình thành nên các phương pháp đóng tàu theo tổng đoạn chính – module hoặc GT sẽ được áp dụng khi thực hiện hợp đồng. Tiếp theo đó, các bộ phận sản xuất sẽ hình thành nên kế hoạch chi tiết gồm 02 phần là “hoạch định tổng thể” – cho toàn nhà máy và “hoạch định chi tiết” – cho từng bộ phận sản xuất. Nhằm mục đích triển khai ngay chiến lược phát triển của doanh nghiệp trong việc kết hợp các khối lượng công việc lắp đặt kết cấu và trang bị phụ với khối lượng công việc sơn, do đó hai bản hoạch định này phải được tiến hành đồng thời với thiết kế chức năng để dần dần hoàn chỉnh cho đến khi xác định được số lượt các trình tự thi công, và số lượng các đối tượng thi công (tổng đoạn chính – module) phân loại theo vùng5. Đó cũng chính là cơ sở để đạt được tính công hiệu trong quản lý sản xuất. Đối với các nhà máy áp dụng phương pháp sản xuất tổng đoạn, thì sau khi tiếp nhận được bản vẽ thi công phải tiến hành ngay việc đối chiếu nó với kế hoạch thực hiện hợp đồng và sơ bộ định hình các tổng đoạn, và phải kết hợp với chiến lược phát triển của doanh nghiệp để hình thành nên mặt bằng tổng đoạn chính và mặt bằng đấu lắp tổng đoạn. Nhà máy cũng nên mời chủ đầu tư và các cơ quan chức năng thẩm định và chuẩn y đối với mặt bằng tổng đoạn chính. Việc “hoạch định hướng dẫn thi công” được tiến hành ở các xưởng sản xuất cho phù hợp với tiến trình sản xuất của mình và thuận lợi trong việc kiểm soát tiến độ, kiểm soát giờ công, kiểm soát chất lượng đầu vào, và kiểm soát chất lượng chung của sản phẩm. Nó cũng phụ thuộc vào thiết kế chi tiết, các bản hướng dẫn thi công

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 5
và tiến độ phát hành các bản vẽ chi tiết. Nó còn giúp các kỹ sư giám sát thi công có thể theo dõi và báo cáo với cấp trên của mình về các hồ sơ thiết kế, giao nhận hồ sơ, kết quả thực hiện, và các vấn đề khác có liên quan.
Hình 8.4
VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 6
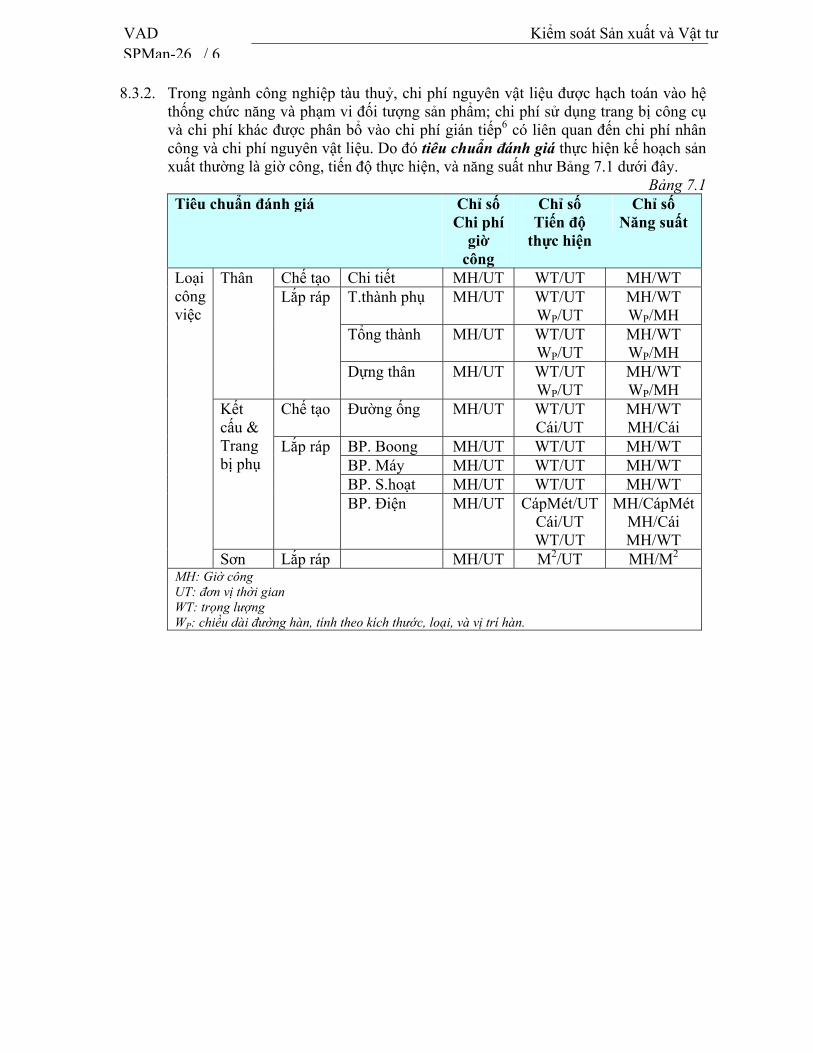
8.3.2. Trong ngành công nghiệp tàu thuỷ, chi phí nguyên vật liệu được hạch toán vào hệ thống chức năng và phạm vi đối tượng sản phẩm; chi phí sử dụng trang bị công cụ và chi phí khác được phân bổ vào chi phí gián tiếp6 có liên quan đến chi phí nhân công và chi phí nguyên vật liệu. Do đó tiêu chuẩn đánh giá thực hiện kế hoạch sản xuất thường là giờ công, tiến độ thực hiện, và năng suất như Bảng 7.1 dưới đây.
Bảng 7.1 Tiêu chuẩn đánh giá Chỉ số
Chi phí giờ
công
Chỉ số Tiến độ
thực hiện
Chỉ số Năng suất
Chế tạo Chi tiết MH/UT WT/UT MH/WT T.thành phụ MH/UT WT/UT
WP/UT MH/WT WP/MH
Tổng thành MH/UT WT/UT WP/UT
MH/WT WP/MH
Thân Lắp ráp
Dựng thân MH/UT WT/UT WP/UT
MH/WT WP/MH
Chế tạo Đường ống MH/UT WT/UT Cái/UT
MH/WT MH/Cái
BP. Boong MH/UT WT/UT MH/WT BP. Máy MH/UT WT/UT MH/WT BP. S.hoạt MH/UT WT/UT MH/WT
Kết cấu & Trang bị phụ
Lắp ráp
BP. Điện MH/UT CápMét/UT Cái/UT WT/UT
MH/CápMétMH/Cái MH/WT
Loại công việc
Sơn Lắp ráp MH/UT M2/UT MH/M2 MH: Giờ công UT: đơn vị thời gian WT: trọng lượng WP: chiều dài đường hàn, tính theo kích thước, loại, và vị trí hàn.

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 7
8.3.3. Trong bước hoạch định sơ bộ, quỹ giành cho nhân lực đã được dự báo dựa trên số liệu thực tế thống kê trong quá khứ. Nó được dùng để làm cơ sở dự trù nhân lực và kiểm soát giờ công tại các xưởng sản xuất như trong Hình 8.5 dưới đây.
Các phân tích số liệu thống kê về chi phí giờ công là cơ sở tốt nhất để dự trù chi phí giờ công cho các công trình mới. Nhưng việc sử dụng lại các dữ liệu ấy phải có các khoản dung sai nhất định. Các dung sai ấy phụ thuộc vào đặc tính công trình như loại tàu, trọng tải tàu. Các dữ liệu thu thập được qua các đồ thị thể hiện giờ công bình quân phải được phân tích để xác định và phân loại bản chất các sự khác biệt. Các sự khác biệt ấy lại được tiếp tục gán cho các hệ số có liên quan đến giờ công hoặc tỷ lệ giờ công bình quân theo loại tàu, trọng tải tàu. Khi bắt tay vào thực hiện hợp đồng, các dữ liệu thống kê trên sẽ được dùng để lập tổng giờ công dự kiến. Mỗi bộ phận sản xuất lưu trữ các dữ liệu thống kê giờ công tiêu chuẩn theo các chỉ số năng suất riêng như giờ công cho việc lắp ráp 1 đơn vị chiều dài cáp, 1 đơn vị chiều dài đường ống, hoặc 1 đơn vị diện tích phòng sinh hoạt. Các chỉ số này sẽ được dùng để dự trù khối lượng lao động cho một con tàu mới được thiết kế theo yêu cầu. Khi mà số liệu dự báo này khác với tổng giờ công tính toán theo thống kê thì các bộ phận sản xuất và các tổ chức nghiệp vụ sẽ cùng nhau xác định lại số liệu trước khi công bố quỹ giành cho nhân lực.
Hình 8.5

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 8
8.3.4. Khi mà quỹ giành cho nhân lực đã được công bố, các bộ phận sản xuất phải giám sát và kiểm tra thông số giờ công theo tiến trình sản xuất. Đồ thị chữ S thể hiện kế hoạch được thành lập và được dùng để theo dõi kết quả thực hiện trong một chu kỳ định trước như Hình 8.6 dưới đây. Mọi sai lệch hoặc có xu hướng sai lệch phải được xác định và điều chỉnh ngay. Tuy nhiên cần lưu ý là việc kiểm tra trên chỉ giúp phát hiện được các hiện tượng, chưa đủ để đánh giá bản chất, nhất là để đánh giá khối lượng lao động.
0
500
1000
1500
2000
2500
3000
3500
4000
Thời gian
Chi phí Giờ công (MH)
C.tạo C.tiếtL.ráp T.thành phụL.ráp Tổng thànhL.ráp Dựng Thân
0
1000
2000
3000
4000
5000
6000
Thời gian
Khối lượng (WT)
C.tạo C.tiếtL.ráp T.thành phụL.ráp Tổng thànhL.ráp Dựng Thân
Hình 8.6 Hình 8.7
8.3.5. Các chỉ số tiến độ thực hiện có thước đo theo đơn vị thời gian riêng, đôi khi để
đánh giá khối lượng công việc cần nhiều thước đo sử dụng cùng lúc hơn. Các dữ liệu thu thập được thể hiện bằng các số liệu thực tế tích luỹ theo thời gian như Hình 8.7 trên đây. Nó là cơ sở cho các điều chỉnh ngắn hạn như tăng ca hoặc tăng làm thêm giờ.
8.3.6. Các chỉ số năng suất như trong Bảng 7.1 là kết hợp chỉ số chi phí giờ công và chỉ
số tiến độ thực hiện để thể hiện mức độ hiệu quả. Các dữ liệu thu thập được so sánh với các số liệu bình quân thực tế thực hiện các khối lượng công việc tương ứng như trong Hình 8.8 dưới đây. Nếu các đồ thị thực tế cao hơn đường bình quân thì chỉ số đó có giá trị chi phí cao hơn giá trị bình quân, nói cách khác là có hiệu quả thấp hơn.

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 9
Khối lượng (WT)
Chi phí giờ công (MH)
Eff_L.ráp T.thành phụEff_L.ráp Tổng thành
MH_L.ráp T.thành phụMH_L.ráp Tổng thành
Hình 8.8
Trong thực tế, có thể bỏ qua các khác biệt giữa các đối tượng sản phẩm bằng cách áp dụng khái niệm kiểm tra năng suất theo nhóm (productivity control group – PCG), theo đó khối lượng công việc được quy đổi sao cho giá trị hiệu quả - năng suất, nằm trong ngưỡng cho phép tương ứng với từng phương pháp gia công. Đây cũng là một tiện lợi của PWBS, rất hữu dụng khi chuyển đổi kết quả đánh giá theo “phạm vi” từ thực tế sản xuất sang “hệ thống” để chuẩn bị cho chức năng dự báo tiếp trong tương lai. Ngoài ra nó cũng rất hữu dụng khi tách các giá trị cụm thiết bị không có liên quan gì đến trọng lượng và giờ công, thí dụ như hệ thống máy chính, hệ thống bốc xếp,… Theo đó giá trị giờ công được tính như sau:-
cpt HHH += (8.1)
∑ ++== ...2211 veveveH iiP (8.2)
∑ ++== ...21 hhhH jc (8.3)
Trong đó: Ht: tổng giờ công Hp: tổng giờ công quy ước Hc: tổng giờ công quy đổi (đối với các cụm thiết bị) e: Chỉ số năng suất của khối lượng công việc
v: đơn vị đáng giá năng suất td. WT, Wp i:số lượng khối lượng công việc quy ước j: số lượng cụm thiết bị quy đổi h: giờ công lắp đặt cụm thiết bị quy đổi

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 10
8.4. Ứng dụng kiểm soát vật tư theo GT trong ngành công nghiệp tàu thuỷ 8.4.1. Việc xác định các yêu cầu vật tư đã được xác định ngay từng các bước thiết kế, các
thông tin từ trong các hồ sơ thiết kế được sử dụng để mua nguyên vật liệu và thi công công trình. Do đó các tài liệu có liên quan đến hoạch định và lập tiến độ như xác định vật tư, liệt kê chi tiết việc chế tạo và lắp ráp các chi tiết, xác định giới hạn của phạm vi (theo vị trí thực thể của sản phẩm trên con tàu), và trình tự thi công phải được chuẩn bị từ trước để việc lập đơn mua vật tư được thực hiện theo đúng chiến lược phát triển của doanh nghiệp, đặc biệt là theo phương pháp sản xuất khớp thời gian (just in time – JIT) như trong Hình 8.3 trên đây.
Theo GT, kiểm soát vật tư là một trong những chức năng quan trọng. Với khái niệm kiện hàng chung (pallet), bố trí lại chi tiết việc hoạch định và lập tiến độ và hỗ trợ cụ thể cho việc sản xuất và kiểm soát sản xuất, các khối lượng công việc với các yêu cầu nguồn lực sử dụng tương ứng với vùng (theo phương pháp gia công sản phẩm) được cung cấp đúng vật tư - vào đúng thời điểm - tại đúng địa điểm chính là lộ trình đi đến năng suất trong tác nghiệp và thi công. Để thực hiện được việc ấy, cần phải tiêu chuẩn hoá trong thiết kế và tiến trình sán xuất, xác định vật tư từ rất sớm, và sử dụng kiện hàng chung trong suốt tiến trình thực thi kế hoạch phát triển của doanh nghiệp.
Hình 8.9

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 11
Khi ấy, việc kiểm soát vật tư bao gồm phân quyền yêu cầu vật tư và định hướng mua vật tư, đôn đốc, tồn kho, đóng kiện, và giao kiện hàng đến vị trí thi công như trong Hình 8.9. Việc kiểm soát vật tư phải thoả mãn được việc chuyển các dữ liệu thiết kế theo hệ thống-phạm vi-vùng-giai đoạn thành các dữ liệu vật tư, và tuân theo tiến độ yêu cầu để duy trì chi phí tồn kho và tổng chi phí ở mức tối thiểu.
8.4.2. Để thực hiện được việc xác định vật tư cần rất nhiều dữ liệu từ thiết kế, mua vật tư
và sản xuất. Các chi tiết và kết cấu phụ phải được xác định trước tiên bằng các mã số đặc trưng đi kèm với bản vẽ (hoặc đơn mua vật tư) và có số lượng cụ thể. Tiếp theo, chúng phải được phân loại và mã số hoá theo 04 bộ mã số7 là mã số vật tư (material code number – MC), mã số phân loại chi phí vật tư (material cost classification number), mã số phụ tùng (piece number) và mã số khối lượng công việc (work package number).
Để quản lý chi tiết hơn, cần phải theo dõi được tình hình cung ứng, trọng lượng và số lượng; thì việc phân loại và mã số theo 04 cách phân loại8 là danh mục vật tư (material list classification – MTL), danh mục vật tư yêu cầu (material requisition classification – MRC), danh mục vật tư cần kiểm soát (material control classification – MCC), và danh mục mua vật tư (material purchasing classification – MPC). Việc kiểm soát vật tư quan tâm nhiều đến MCC và MPC hơn. Tuy nhiên nếu việc phân lại và mã số được quan tâm ngay từ các bước thiết kế thì sẽ giúp cho các tổ chức nghiệp vụ trong doanh nghiệp thực hiện tốt hơn chức hơn kiểm tra của mình.
8.4.3. Trong phạm vi chủ đề này không đi sâu nghiên cứu các phương pháp phân loại và mã số của các bước thiết kế. Chủ đề này quan tâm đến làm sao có được thông tin đầy đủ để mua vật tư, chế tạo tại đơn vị hoặc gia công ngoài, lắp ráp tại đơn vị, lắp ráp lên tổng đoạn, và lắp ráp lên tàu theo đúng tiến độ được đề ra. Do đó cần phải quan tâm đến thời gian chờ giao vật tư từ khi phát hành phiếu yêu cầu cho đến khi bắt tay vào đóng kiện hàng. Trong khi việc xác định vật tư, lập tiến độ, cân đối vật tư để phát hành phiếu yêu cầu, lựa chọn nhà cung cấp, phát hành chính thực đơn mua hàng có thể chủ động được thì thời gian giành cho việc chuẩn y các bản vẽ lại tuỳ thuộc rất nhiều vào nhà cung cấp, nhà máy (người phát hành đơn mua vật tư), chủ công trình, đăng kiểm và các cơ quan chức năng. Sau khi các bản vẽ được duyệt, nhà cung cấp mới tiến hành chế tạo, giao hàng cho nhà máy để nhà máy làm tiếp việc đóng kiện hàng và giao đến các vị trí sản xuất tương ứng.
8.4.3.1 Ngay từ các buớc thiết kế, vật tư đã được liệt kê trong các danh mục vật tư theo hệ
thống (MLS), danh mục vật tư theo kết cấu phụ (MLF), danh mục vật tư chế tạo đường ống (MLP), và danh mục vật tư theo tổng thành (MLC) với bộ mã số vật tư nhằm mục đích vi tính hoá và khai thác thông tin giữa các tổ chức tác nghiệp trong doanh nghiệp. Do đó việc phân loại và mã số vật tư có phải thể hiện được danh mục vật tư cần kiểm soát MCC như Bảng 8.1 dưới đây.

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 12
Bảng 8.1 Phân loại Thí dụ Tiêu
chuẩn hoá
Mức độ sử dụng
Số lượng đặt mua theo
A Vật tư theo yêu cầu
HT. Động lực HT. Tbị khác Kết cấu đặc biệt
Không Bất thường
Yêu cầu của thiết kế
AS Vật tư theo yêu cầu để tồn kho
Van, Khớp đàn hồi
Được Bất thường
Yêu cầu của thiết kế với một ít dự phòng
S Vật tư tồn kho
Mặt bích, Khớp nối, Boulon, đai ốc,..
Được Thường xuyên
Số lượng tồn kho tiêu chuẩn. Yêu cầu của thiết kế với hệ số dự phòng
Ngoài cách phân loại trên, để đôn đốc tiến trình mua vật tư, còn có thể phân loại kết hợp với các hồ sơ thiết kế như T – theo tiêu chuẩn của doanh nghiệp, P – theo tiêu chuẩn của chủ công trình hoặc theo tiêu chuẩn của nhà cung cấp, do đó cần phải chuẩn y các bản vẽ của họ, và D – theo yêu cầu thiết kế đặc biệt của doanh nghiệp.
8.4.3.2 Trong thực tế mã số vật tư có thể khác với việc phân loại xác định vật tư ban đầu do tiến trình sản xuất (thân tàu, trang bị trên tàu, hoặc sơn tàu), tần suất sử dụng, phân loại kiểm tra (A, AS, hoặc S), tiêu chuẩn hoá, và mã số vật tư. Do đó mã số phụ tùng (piece number) được thể hiện như Bảng 8.2 dưới đây.
Bảng 8.2 Phân loại xác định vật tư Phân loại
vật tư Tiến trình sản xuất
Tần suất sử dụng
Phân loại
kiểm tra
Tiêu chuẩn
hoá
Mã số vật tư Mã số phụ
tùng
Theo kích thước
T.chuẩn theo tàu
Loại hợp
chuẩn đóng tàu
AS
T.chuẩn chung
Vật tư / Loại / Kích thước
Thân tàu
Khác Tham khảo Trang bị trên tàu
Tổng đoạn hoặc Phân đoạn / MS tổng thành
Độc lập Trống / Mô tả đủ AS & S Phụ thuộc Không có
Độc lập Trống / Mô tả đủ
Bình thường trên tàu A
Phụ thuộc Trống / Mô tả đủ Độc lập Mô tả đủ theo hệ thống AS &
S Phụ thuộc Không có Độc lập Mô tả đủ theo hệ thống
Trang bị
trên tàu & sơn tàu
Bất thường trên tàu A
Phụ thuộc Mô tả theo hệ thống
Tàu / Hệ thống / MS tổng thành / MS bộ phận
(trang bị)

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 13
Phân loại theo tiêu chuẩn hoá, “theo kích thước” là loại hợp chuẩn đóng tàu – kích thước theo bản vẽ quy định, “t.chuẩn theo tàu” là loại hợp chuẩn đóng tàu – kích thước thường dùng trên tàu chuyên dùng, “t.chuẩn chung” là loại hợp chuẩn đóng tàu – kích thước thường dùng trên tất cả các loại tàu, “độc lập” là được xác định từng trường hợp cụ thể với đầy đủ mô tả, thường được dùng trên tất cả các loại tàu, và “phụ thuộc” là được nhóm với nhau theo tiêu chí riêng (td. van với các loại, kích thước, áp suất làm việc đặc trưng riêng).
Mã số vật tư của phần thân được mô tả theo tên vật tư, loại hợp cách, và kích thước. Đối với trang bị trên tàu và sơn “bất thường trên tàu” trên tàu phải được mô tả đủ, riêng đối với “bình thường trên tàu” thì bỏ trống cho đến khi chúng được xác định được hệ thống mà chúng sẽ được lắp ráp lên. Mã số phụ tùng của tổng thành và bộ phận được xác định theo phạm vi (vị trí thực thể của sản phẩm trên con tàu) là cấp thấp nhất không thể phân nhỏ được nữa. Mã số phụ tùng phần thân được cấu trúc theo thứ bậc tàu / tổng đoạn / phân đoạn / tổng thành hình thành nên hệ thống cấu trúc phân rã công việc theo phương pháp sản xuất công trình PWBS. Mã số tổng thành9, tối thiểu, phải thể hiện được tổng đoạn mà nó sẽ được lắp ráp lên, trong hệ thống thiết bị chức năng nào trên tàu, số thứ tự riêng, loại vật tư, hình dáng tổng thành.

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 14
8.4.3.3 Việc kết hợp mã số phụ tùng của phần trang bị trên tàu10 theo cấu trúc thứ bậc tàu / hệ thống / tổng thành / bộ phận hình thành nên hệ thống cấu trúc phân rã công việc theo chức năng công trình SWBS như trong Hình 8.10 dưới đây. Việc kết hợp mã số vật tư PWBS và mã số phụ tùng SBWS như trên cho phép thể hiện được vị trí tương đối của phụ tùng (sản phẩm trung gian) trong sơ đồ xác định hệ thống chung. Các vị trí chính xác của phụ tùng được thể hiện trong các bản vẽ phạm vi, vùng & giai đoạn tương ứng. Qua đó tất cả vật tư được bố trí theo cả 02 nhóm kiểm tra theo hệ thống chức năng và kiểm tra theo phạm vi đối tượng sản phẩm. Mã số khối lượng công việc theo phạm vi đối tượng sản phẩm PWBS được sử dụng trong suốt tiến trình hoạch định, lập tiến độ, thực hiện, và đánh giá theo Hình 8.2 theo đây. Mã số phân loại chi phí vật tư kiểm soát cùng số vật tư đó, nhưng theo hệ thống trong suốt tiến trình đánh giá, dự báo, và hoạch định. Việc sử dụng kết hợp mã số vật tư và mã số phụ tùng trên đây cho phép chuyển đổi qua lại dữ liệu giữa hệ thống và phạm vi-vùng-giai đoạn.
Hình 8.10

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 15
8.4.4. Việc áp dụng các bộ mã số và các cách phân loại như nêu trên còn hỗ trợ đôn đốc và kiểm tra việc mua hàng như trong Hình 8.11 dưới đây. Mục đích của việc mua hàng là chuyển các dữ liệu thiết kế thành các yêu cầu kỹ thuật mua hàng, chuyển các dữ liệu của tàu/hệ thống/giai đoạn thành các yêu cầu vật tư và ngày giao hàng, hoạch định & lập tiến độ mua hàng, và duy trì tồn kho ở mức tối thiểu.
Tính công hiệu của việc mua hàng thể hiện qua các hợp đồng nguyên tắc dài hạn ký kết giữa doanh nghiệp với các nhà cung cấp. Điều quan tâm trước tiên là tổng chi phí có liên quan đến một bộ phận bao gồm các yếu tố chất lượng, thời gian giao hàng, tiêu chuẩn hoá trong thiết kế, nguyên vật liệu tồn kho, vận chuyển nguyên vật liệu, tiêu chuẩn hoá việc lắp đặt, và thử nghiệm. Đôi khi giá tuyệt đối của một bộ phận do nhà cung cấp này có thể cao hơn nhà cung cấp khác, nhưng bù lại tổng chi phí có thể thấp hơn do tiết kiệm được chi phí giờ công, chi phí sử dụng trang bị công cụ, và chồng lấn thời gian chế tạo và lắp ráp. Các doanh nghiệp trong ngành công nghiệp tàu thuỷ có thể xác định được các yếu tố tổng chi phí này ngay từ các bước thiết kế sơ bộ và chức năng để lập ra các MLS, đặc biệt là đối với các hệ thống mắc tiền như hệ thống động lực chính. Khi sang đến bước thiết kế chi tiết với các MLF, cũng cần quan tâm đến các chi tiết rẽ tiền nhưng có thể có chi phí lắp đặt cao do chúng không có sẵn cho việc hoạch định công việc theo phạm vi và giai đoạn. Việc sử dụng các bộ phận tiêu chuẩn hoá rất hữu ích do tiết kiệm được chi phí cho doanh nghiệp, kể cả đối với các bộ phận có yêu cầu kỹ thuật và chất lượng cao như hệ thống động lực chính. Việc sử dụng tiêu chuẩn hoá không chỉ áp dụng cho các chi tiết bình thường mà cả những bộ phận được chế tạo và lắp ráp nên tổng thành, nó hỗ trợ rất nhiều cho việc đặt gia công ngoài, đó cũng chính là tiện ích của công nghệ GT. Việc phân loại vật tư theo T/P/D, giúp việc mua hàng thuận tiện hơn, thí dụ như các loại D có thể được đặt gia công ngoài và doanh nghiệp có thể sử dụng thế lực của mình trong khi đàm phán với các nhà cung cấp11. Các danh mục MLP và MLC không những giúp xác định ngay các bộ phận cần gia công ngoài mà khi kết hợp với MLS còn giúp xác định loại vật tư nào cần phải dự trữ cho việc tự chế tạo tại doanh nghiệp. Đối với loại T&P, doanh nghiệp có thể chủ động đàm phán với các nhà cung cấp chịu phần lưu kho tại chổ của họ, nhờ đó mà doanh nghiệp có thể tiết kiệm được chi phí tồn kho, và chi phí đầu tư; qua đó cải thiện được lưu chuyển tiền mặt của mình.
8.4.5. Việc tồn kho là chức năng nối tiếp của kiểm soát vật tư, nó bao gồm tiếp nhận vật tư của mua hàng, nhập kho cho đến khi có lệnh xuất kho cho kiện hàng chung và giao đến vị trí thi công như trong Hình 8.12 dưới đây. Mục đích của việc tồn kho là duy trì số đo đếm chính xác, kiểm tra tình trạng thực thể vật tư, và duy trì chi phí bốc xếp và lưu kho ở mức tối thiểu.

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 16
Hình 8.11 Mua hàng
Hình 8.12 Tồn Kho

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 17
Việc kiểm soát tồn kho được hỗ trợ bởi các phương pháp mã số hoá và tiêu chuẩn hoá từ các bước thiết kế. Việc mã số hoá cho phép theo dõi cùng một loại vật tư nhưng được nhập kho theo nhiều đơn mua vật tư hoặc hợp đồng khác nhau, chúng sẽ được sắp xếp ở cùng một vị trí kho. Việc này giúp tiết kiệm chi phí lưu trữ và cung cấp số liệu chính xác. Việc kiểm soát tồn kho cũng bao gồm việc kết hợp các loại vật tư, có mã số vật tư riêng, vào một kiện hàng chung phù hợp với danh mục MLF để giao đến vị trí thi công. Khi tiếp nhận lệnh xuất kiện hàng chung, vật tư phải được chuyển từ vị trí trong kho đến vị trí tập trung, tại đó nó được đóng trong 01 hoặc nhiều thùng chứa để giao hàng như một kiện hàng chung như trong Bảng 8.3 dưới đây. Với số lượng lớn các chi tiết, một phần có thể được giao trực tiếp từ nơi gia công, các phần còn lại (trong cùng kiện hàng chung) được giao từ kho.
Bảng 8.3
Thân P. Máy Tầng trên Giai đoạn
Mô tả 1 2 3 4 1 2 3 4 1 2 3 4
1. Dùng để lắp trên tổng đoạn – sau khi tổng đoạn được quay lại, với vật tư l.ráp sẵn vào tổng thành.
2. Dùng để lắp trên tổng đoạn, với vật tư lắp ráp sẵn vào tổng thành.
Tại đơn vị
3. Dùng để lắp trên tàu, với vật tư l.ráp sẵn vào tổng thành.
4. Dùng để lắp trên tổng đoạn, với vật tư lắp ráp từng cái.
Trên Tổng đoạn 5. Dùng để lắp trên tổng đoạn –
sau khi tổng đoạn được quay lại, với vật tư l.ráp từng cái.
6. Dùng để lắp trên tàu trước khi các khu vực bị bít lại bởi tổng đoạn phía trên.
7. Dùng để lắp trên tàu trước khi thử nghiệm hệ thống.
8. Dùng để lắp trên tàu trước khi hạ thuỷ.
9. Dùng để lắp trên tàu sau khi hạ thuỷ.
Trên tàu
10. Dùng để lắp trên tàu với các chủng loại vật tư thông thường
Để phù hợp với việc xuất vật tư theo đúng thời điểm và giao hàng tại vị trí phù hợp, lệnh xuất kiện hàng chung phải được lập từ trước sao cho có đủ thời gian để đóng kiện. Nếu có số lượng không đủ để thực hiện theo MLF, cá nhân phụ trách phải thông báo ngay cho tổ chức nghiệp vụ mua hàng để đôn đốc đơn mua vật tư và đồng thời báo cáo với người giám sát nhằm điều chỉnh kế hoạch và tiến độ bù trừ.

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 18
8.5. Các vấn đề cần bàn thêm
8.5.1. Trình bày mục đích chính và nội dung của việc xác định vật tư
8.5.2. Trình bày thời gian chờ giao vật tư trong ngành công nghiệp tàu thuỷ từ khi phát hành phiếu yêu cầu cho đến khi có đủ vật tư theo yêu cầu, tham khảo thêm trong nội dung (8.4.3) trên đây và sử dụng phương pháp đường găng để minh hoạ.
8.5.3. Trình bày mục đích chính và nội dung chính của việc kiểm soát sản xuất.
8.5.4. Trình bày các giai đoạn kiểm soát sản xuất trong doanh nghiệp ngành công nghiệp tàu thuỷ.
8.5.5. Trình bày mục đích chính và nội dung chính của việc kiểm soát vật tư.
8.5.6. Trình bày các giai đoạn kiểm soát vật tư trong doanh nghiệp ngành công nghiệp tàu thuỷ.
8.5.7. Trình bày mục đích chính và nội dung chính của việc mua hàng.
8.5.8. Trình bày mục đích chính và nội dung chính của việc tồn kho.

VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 19
Tham khảo & Trích dẫn
Bình, N.X và Hải, H.V. (2004) “Giáo trình Kinh tế và Quản trị Doanh nghiệp”, NXB Giáo dục.
Chirillo, L.D., Chirillo, R.D., Okayama, Y. (1983) “Design for Zone Outfitting”, National Shipbuilding Research Program (NSRP).
Chirillo, L.D., Chirillo, R.D., Okayama, Y. (1983) “Integrated Hull Construction, Outfitting and Painting”, National Shipbuilding Research Program (NSRP).
Dĩnh, N.T. và Quý, P.T. (2003) “Giáo trình Lịch sử Kinh tế”, NXB Thống Kê.
Jonson, C.S & Chirillo, L.D. (1979) “Outfit Planning”, National Shipbuilding Research Program (NSRP).
Mansfield, E. (1968) “The Economics of Technological Change”, Longman London.
Mitrofanov, S.P., “Scientific Principles of Group Technology”. Bảng dịch từ tiếng Nga sang tiếng Anh của Harris, E. (1966), National Lending Library for Science and Technology, Boston.
Naval Sea Systems Command (1981) “Ship Workbreakdown Structue”, Washington DC.
Okayama, Y. & Chirillo, L.D. (1982) “Product Workbreakdown Structure”, National Shipbuilding Research Program (NSRP).
Phong, H.T. (2003) “Quản lý Sản xuất”, NXB Đại học Quốc gia Tp. Hồ Chí Minh.
Phụ, P. (1991) “Kinh tế Kỹ thuật Phân tích và lựa chọn Dự án đầu tư”, Trường ĐH Bách Khoa Tp. Hồ Chí Minh.
Pickering, J.F. (1974) “Industrial Concentration and Market Conduct”, Martin Robertson, London.
Porter, M.E. (1998) “Competitive Strategy: Techniques for Analysing Industries and Competitors”, Free Press New York.
Ranson, G.N. (1972) “Group Technology: A Foundation for Better Total Company Operation”, Mc GrawHill, London.
Silem A. (1999) “Bách Khoa Toàn Thư về Kinh tế học và Khoa học Quản lý”, NXB Lao động xã hội.
Storch, R.L, Hammon C.P, Bunch H.M, và Moore, R.C. (1988) “Ship Production”, 2nd E., Cornell Maritime Press.
Thanh Phương, Đ.T. (1994) “Quản trị Sản xuất & Dịch vụ”, NXB Thống Kê.
Thu Hằng, N.T & Hùng, Đ.V. (2005) “Hệ thống Sản xuất”, NXB Đại Học Quốc Gia Tp. Hồ Chí Minh.
VAD Kiểm soát Sản xuất và Vật tư SPMan-26 / 20
Chú thích 1 Hoạch định là quá trình đưa ra các quyết định của nhà quản lý dựa trên việc dự báo phân tích các sự kiện sẽ diễn ra và tác động của chúng đến các hoạt động của doanh nghiệp. 2 Tổ chức là quá trình xác định các công việc cần phải làm và những người làm các công việc đó, định rõ chức trách, nhiệm vụ, quyền hạn của mỗi bộ phận và cá nhân cũng như mối liên hệ giữa các bộ phận và cá nhân này trong khi tiến hành công việc. 3 Điều hành là quá trình tác động của nhà lãnh đạo và nhà quản lý đến nhân viên nhằm thúc đẩy họ tự nguyện và nhiệt tình thực hiện các hành động cần thiết nhằm đạt được mục tiêu của tổ chức. 4 Tham chiếu thêm bài 7. Hoạch định và Tiến độ sản xuất trong công nghiêp tàu thuỷ. 5 Tham chiếu thêm bài 6. Công nghệ nhóm (GT & WBS). 6 Tham chiếu thêm bài 5. Dự toán và Hợp đồng. 7 Mã số là các ký tự: chữ, số, ký hiệu để thể hiện sự phân loại. Mã số có thể dựa vào cấu trúc thứ bậc hoặc cấu trúc chuỗi hoặc kết hợp cả hai. 8 Phân loại là cách sắp xếp có hệ thống thành từng nhóm hoặc từng loại tuỳ theo tiêu chí ban đầu. Phân loại có thể dựa vào đặc tính thiết kế hoặc đặc tính sản xuất hoặc cả hai. 9 Tham chiếu thêm phần 6.4.6. ZOFM trong PWBS trong bài 6. Công nghệ nhóm (GT & WBS) 10 Tham chiếu thêm phần 6.4.3. SWBS trong bài 6. Công nghệ nhóm (GT & WBS) 11 Tham chiếu thêm bài 4. Cạnh tranh và Năng suất trong công nghiệp tàu thuỷ.