soluzione di errori - fagor automation · 0004 'errore di checksum nei dati di plc'...
TRANSCRIPT
(Ref: 1308)
8065CNCSoluzione di errori

Tutti i diritti sono riservati. La presente documentazione, interamente o in parte,non può essere riprodotta, trasmessa, trascritta, memorizzata in un sistema diregistrazione dati o tradotta in nessuna lingua, senza autorizzazione espressadi Fagor Automation. È vietata la copia, parziale o totale, o uso non autorizzatodel software.
L'informazione di cui al presente manuale può essere soggetta a variazionidovute a eventuali modifiche tecniche. La Fagor Automation si riserva il diritto dimodificare il contenuto del manuale senza preavviso.
Tutti i marchi registrati o commerciali riportati nel manuale appartengono airispettivi proprietari. L’uso di tali marchi da parte di terzi a fini privati può vulnerarei diritti dei proprietari degli stessi.
È possibile che il CNC possa eseguire più funzioni di quelle riportate nella relativadocumentazione; tuttavia Fagor Automation non garantisce la validità di taliapplicazioni. Pertanto, salvo dietro espressa autorizzazione della FagorAutomation, qualsiasi applicazione del CNC non riportata nella documentazione,deve essere considerata "impossibile". FAGOR AUTOMATION non si renderesponsabile degli infortuni alle persone, o dei danni fisici o materiali di cui possaessere oggetto o provocare il CNC, se esso si utilizza in modo diverso a quellospiegato nella documentazione connessa.
È stato verificato il contenuto del presente manuale e la sua validità per il prodottodescritto. Ciononostante, è possibile che sia stato commesso un erroreinvolontario e perciò non si garantisce una coincidenza assoluta. In ogni caso,si verifica regolarmente l’informazione contenuta nel documento e si provvedea eseguire le correzioni necessarie che saranno incluse in una successivaeditazione. Si ringrazia per i suggerimenti di miglioramento.
Gli esempi descritti nel presente manuale sono orientati all’apprendimento.Prima di utilizzarli in applicazioni industriali, devono essere appositamenteadattati e si deve inoltre assicurare l’osservanza delle norme di sicurezza.
SICUREZZA DELLA MACCHINA
È responsabilità del costruttore della macchina che le sicurezze della stessasiano abilitate, allo scopo di evitare infortuni alle persone e prevenire danni alCNC o agli elementi collegati allo stesso. Durante l'avvio e la conferma deiparametri del CNC, si verifica lo stato delle seguenti sicurezze. Se uno di essiè disabilitato, il CNC riporta un messaggio di avviso.
• Allarme di retroazione per assi analogici.• Limiti di software per assi lineari analogici e sercos.• Monitoraggio dell'errore di inseguimento per assi analogici e sercos (eccetto
il mandrino), sia sul CNC che sui regolatori.• Test di tendenza sugli assi analogici.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili all'annullamento di alcune delle sicurezze.
AMPLIANTI DI HARDWARE
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili a una modifica dell'hardware da parte di personale non autorizzatodalla Fagor Automation.
La modifica dell'hardware del CNC da parte di personale non autorizzato dallaFagor Automation implica la perdita della garanzia.
VIRUS INFORMATICI
FAGOR AUTOMATION garantisce che il software installato non contiene nessunvirus informatico. È responsabilità dell'utente mantenere l'apparecchiaturaesente da virus, allo scopo di garantirne il corretto funzionamento.
La presenza di virus informatici sul CNC può provocarne il cattivo funzionamento.Se il CNC si collega direttamente ad un altro PC, è configurato all'interno di unarete informatica, o si utilizzano dischetti od altri supporti informatici ditrasmissione dati, si raccomanda di installare un software antivirus.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili alla presenza di virus informatici nel sistema.
La presenza di virus informatici nel sistema implica la perdita della garanzia.
Soluzione di errori
CNC 8065
(REF: 1308)
·3·
I N D I C E
0000-0999.......................................................................................5
1000-1999.....................................................................................17
2000-2999...................................................................................101
3000-3999...................................................................................108
4000-4999...................................................................................124
5000-5999...................................................................................132
6000-6999...................................................................................135
7000-7999...................................................................................143
8000-8999...................................................................................148
9000-9999...................................................................................176
23000-23999...............................................................................180
Tabella degli utensili e del magazzino....................................181
Editor di profili ..........................................................................183

Soluzione di errori
CNC 8065
(REF: 1308)
·5·
0000-0999
0001 'ERRORE DEL SISTEMA'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errori di software o hardware che provocano dati corrotti e/o risultati incongruenti.
SOLUZIONE Questo tipo di errori forzano in genere l’uscita del CNC. Se l'errore persiste, rivolgersial proprio fornitore.
0002 'WARNING DI SISTEMA'
RILEVAMENTO Durante l’esecuzione.
CAUSA Avviso di situazioni interne che possono provocare errori del sistema.SOLUZIONE Normalmente il CNC si recupera chiudendo il warning. Se l'errore persiste, rivolgersi
al proprio fornitore.
0003 'Errore nella richiesta di memoria. Reinizializza Windows e CNC'
RILEVAMENTO Durante l’avviamento del CNC.CAUSA Il CNC non dispone di sufficiente memoria o la memoria è troppo frammentata.
SOLUZIONE Riaccendere l’apparecchiatura e riavviare il CNC. Se la memoria è troppoframmentata, nell’accendere l’apparecchiatura e riavviare il CNC scompariràl’errore. Se l’errore si ripete in successivi avvii, contattare il rivenditore.
0004 'Errore di checksum nei dati di PLC'
RILEVAMENTO Durante l’avviamento del CNC.CAUSA I dati del PLC relativi a indicatori, contatori, timer e registri salvati su disco non sono
validi. Il file plcdata.bin contenente questi dati non esiste, non è accessibile o ècorrotto.
DI CONSEGUENZAI dati del PLC relativi a indicatori, contatori, timer e registri si sono persi.SOLUZIONE Se l’errore si ripete in successivi avvii del CNC, contattare il rivenditore.
0005 'Il CNC non è stato spento correttamente, è necessario effettuare il riferimento'
RILEVAMENTO Durante l’avviamento del CNC.
CAUSA I dati del CNC relativi alle quote, spostamenti d'origine, ecc. salvati su disco non sonovalidi. Il file orgdata.tab contenente questi dati non esiste, non è accessibile o ècorrotto.
DI CONSEGUENZAI dati del CNC relativi alle quote, spostamenti d’origine, contapezzi, cinematiche,ecc., si sono persi.
SOLUZIONE Se l’errore si ripete in successivi avvii del CNC, contattare il rivenditore.
0006 'La preparazione supera la metà del tempo di ciclo'
RILEVAMENTO Durante l’avviamento del CNC o durante l'esecuzione.CAUSA La preparazione di dati nel CNC per ciclo di PLC ha una durata eccessiva.
DI CONSEGUENZAIl parametro PREPFREQ non ha l'effetto desiderato.
SOLUZIONE Diminuire il valore del parametro PREPFREQ del canale.
0007 'Per terminare il reset è necessario riavviare il CNC'
RILEVAMENTO Dopo un reset del CNC.CAUSA L’utente ha eseguito due reset del CNC consecutivi e nessuno di essi si è concluso
correttamente.SOLUZIONE Reinizializzare il CNC. Se l’utente preme il tasto [RESET] per la terza volta,
l’applicazione CNC si chiude.
·6·
Soluzione di errori
CNC 8065
(REF: 1308)
0008 'Il tasto è stato respinto'
RILEVAMENTO Durante l’avviamento del CNC o durante l'esecuzione.CAUSA Il CNC ha rilevato che due tasti incompatibili sono stati premuti allo stesso tempo.
Il tasto [START], i tasti di avvio del mandrino ed il tasto di arresto orientato delmandrino devono sempre essere premuti da soli; se si premono simultaneamentecon altri tasti, entrambi vengono annullati.
SOLUZIONE Se è stato un atto involontario dell’utente, ignorare l’errore. Se l’errore persiste oavviene in fase d’avvio, controllare sulla tastiera che non vi sia nessun tasto premuto(intoppato). Se l’errore si ripete in successivi avvii del CNC, contattare il rivenditore.
0010 'Errore in test di RAM con batteria'
RILEVAMENTO Durante l’avviamento del CNC.CAUSA Il test di avvio ha rilevato un errore di checksum nei dati dell’NVRAM e quindi un errore
nella stessa.DI CONSEGUENZAI dati salvati possono non essere corretti (dati relativi alle quote, spostamenti
d’origini, contapezzi, cinematiche, ecc.).SOLUZIONE Se l’errore si ripete in successivi avvii del CNC, contattare il rivenditore.
0011 'Errore di checksum nei dati della ricerca di blocco'
RILEVAMENTO Durante l’avviamento del CNC.
CAUSA Errore di cheksum dei dati necessari para eseguire una ricerca di blocco automatica.
DI CONSEGUENZANon è possibile eseguire una ricerca di blocco automatica.SOLUZIONE Se l’errore si ripete in successivi avvii del CNC, contattare il rivenditore.
0020 'Accesso a variabile errato'
RILEVAMENTO Durante l'avviamento del CNC o nel cambiare la pagina.
CAUSA Il CNC sta accedendo ad una variabile di interfaccia non esistente.
SOLUZIONE Contattare il costruttore della macchina o il progettista delle pagine della relativainterfaccia per eliminare o correggere l’accesso alla variabile.
0022 'Variabile non consentita nell’ambiente di messa a punto'
RILEVAMENTO Nella definizione di variabili nell’ambiente di messa a punto.
CAUSA Nell’ambito della messa a punto è definita una variabile non consentita.SOLUZIONE Consultare nel manuale di funzionamento la lista di variabili consentite.
0023 'Occorre arrestare il programma per iniziare la poligonale per la prima volta'
RILEVAMENTO Nell'iniziare una poligonale nell'oscilloscopio.
CAUSA È la prima volta che l’oscilloscopio inizia una poligonale e vi è un programma inesecuzione. La poligonale utilizza variabili del regolatore che o non sono nella tabellaparametri macchina oppure sono in tale tabella ma sono asincrone.
SOLUZIONE Arrestare il programma in esecuzione.
0024 'Errore nell’iniziare la poligonale'
RILEVAMENTO Nell'iniziare una poligonale nell'oscilloscopio.CAUSA Non vi è nessuna variabile definita nei canali dell’oscilloscopio, vi sono più di due
variabili Sercos dello stesso regolatore o la sintassi di una delle variabili non ècorretta.
SOLUZIONE Controllare le variabili definite nei canali dell’oscilloscopio. L’oscilloscopio puòaccedere solo a due variabili Sercos di ogni regolatore.
0025 'Errore nel registrare dati di PLC'
RILEVAMENTO Durante la registrazione delle variabili associate ai simboli esterni PDEF definiti nelprogramma di PLC.
CAUSA Il file plc_prg.sym contenente l’informazione necessaria per creare le variabiliassociate ai simboli esterni PDEF è corrotto.
SOLUZIONE Cancellare il file plc_prg.sym e compilare il programma PLC per creare di nuovoquesto file. Se l'errore persiste, rivolgersi al proprio fornitore.
0026 'Variabile non consentita nell'ambiente del oscilloscopio'
RILEVAMENTO Nella definizione di variabili in un canale del oscilloscopio.
CAUSA La variabile assegnata al canale dell’oscilloscopio è di simulazione, è asincrona oè una string.
SOLUZIONE Consultare nel manuale di funzionamento la lista di variabili consentite.
Soluzione di errori
CNC 8065
(REF: 1308)
·7·
0040 'M Prima-Prima o Prima-Dopo con sottoprogramma non ammette movimenti nel blocco'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Nella tabella di funzioni M, vi è una funzione con sottoprogramma associato e tipo
di sincronizzazione Prima-Prima o Prima-Dopo.SOLUZIONE Il CNC esegue sempre il sottoprogramma associato ad una funzione M alla fine del
blocco in cui è programmata la funzione. Definire la funzione M senzasincronizzazione oppure con sincronizzazione Dopo-Dopo.
0041 'M duplicata nella tabella'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nella tabella di funzioni M, vi è una funzione ripetuta.SOLUZIONE Correggere la definizione delle funzioni. Nella tabella non vi possono essere due
funzioni M con lo stesso numero.
0042 'Valore parametro macchina non valido'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Il parametro macchina ha un valore non valido.
SOLUZIONE Assegnare al parametro macchina un valore dentro dei limiti consentiti. Nella finestrad’errore si riporta qual è il parametro errato ed il valore massimo e minimo consentito.
0043 'Per assumere nuovo valore è necessario riavviare il CNC'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA L’utente ha modificato un parametro macchina ed è necessario riavviarel’applicazione CNC affinché il parametro assuma il suo nuovo valore.
SOLUZIONE Reinizializzare il CNC.
0044 'Nome di asse non valido o nome di asse non impostato'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Il parametro macchina non è definito o ha un nome di asse errato.SOLUZIONE Correggere i parametri macchina. I nomi di asse validi sono quelli definiti nel
parametro AXISNAME.Nel parametro AXISNAME, il nome dell’asse sarà definito da 1 o 2 caratteri. Il primocarattere deve essere una delle lettere X-Y-Z-U-V-W-A-B-C. Il secondo carattere èopzionale e sarà un suffisso numerico da 1 a 9. In questo modo il nome degli assipotrà essere uno qualsiasi nell’intervallo X, X1…X9,...C, C1…C9.
0045 'Nome mandrino non valido'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA L’utente ha definito il parametro macchina con un nome di mandrino errato.
SOLUZIONE Correggere i parametri macchina. I nomi di mandrino validi sono quelli definiti nelparametro SPDLNAME.
Nel parametro SPDLNAME, il nome del mandrino sarà definito da 1 o 2 caratteri. Ilprimo carattere deve essere la lettera S. Il secondo carattere è opzionale e sarà unsuffisso numerico da 1 a 9. In questo modo il nome dei mandrini potrà essere unoqualsiasi nell’intervallo S, S1…S9.
0046 'Asse inesistente'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA L’utente ha assegnato a un parametro macchina che rappresenta il nome di un asse,un nome che non esiste nel parametro AXISNAME.
SOLUZIONE Correggere i parametri macchina. I nomi di asse validi sono quelli definiti nelparametro AXISNAME.
0047 'Un asse principale non può essere impostato come slave'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA L'asse slave di un asse gantry è l'asse maestro in un altro asse gantry.SOLUZIONE Correggere la tabella degli assi gantry. L'asse maestro di un asse gantry non può
essere slave in un altro asse gantry.
0048 'Un asse non può essere slave di più maestri'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA L'asse slave di un asse gantry è già definito come asse slave in un altro asse gantry.
SOLUZIONE Correggere la tabella degli assi gantry. Un asse non può essere slave di più maestri.

·8·
Soluzione di errori
CNC 8065
(REF: 1308)
0049 'Un asse maestro non può essere a sua volta slave e viceversa'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA L'asse maestro di un asse gantry è l'asse slave in un altro asse gantry o viceversa.
SOLUZIONE Correggere la tabella degli assi gantry. L'asse maestro di un asse gantry non puòessere slave in un altro asse gantry e viceversa.
0050 'Gli assi maestro e slave devono essere dello stesso tipo (AXISTYPE)'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Entrambi gli assi di una coppia gantry non sono dello stesso tipo; lineari o rotativi.
SOLUZIONE Gli assi di una coppia gantry devono essere dello stesso tipo, lineari o rotativi(parametro AXISTYPE). Controllare la tabella assi gantry e/o il parametro AXISTYPEdi entrambi gli assi.
0051 'Gli assi maestro e slave devono avere determinati parametri con lo stesso valore'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Entrambi gli assi di un asse gantry non hanno le stesse proprietà.
SOLUZIONE Controllare la tabella assi gantry e/o i seguenti parametri macchina degli assi.• Gli assi lineari devono avere i parametri AXISMODE, FACEAXIS e LONGAXIS
uguali.• Gli assi rotativi devono avere i parametri AXISMODE, SHORTESTWAY e CAXIS
uguali.
0052 'Differenza di moduli troppo piccola'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA La differenza fra i parametri macchina MODUPLIM e MODLOWLIM è minore dellarisoluzione dell'asse.
SOLUZIONE Controllare la risoluzione dell'asse; se è corretta, aumentare MODUPLIM o diminuireMODLOWLIM.
0053 'Parametro MPGAXIS ripetuto in più volantini'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nella tabella di parametri manuale, vi sono due o più volantini assegnati allo stessoasse.
SOLUZIONE A un asse può essere assegnato un solo volantino.
0054 'Gli assi MOVAXIS e COMPAXIS devono essere diversi'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA In una delle tabelle di compensazione incrociata coincidono l'asse compensato el'asse il cui spostamento altera l’asse che si compensa.
SOLUZIONE In ogni tabella di compensazione incrociata, entrambi gli assi devono essere diversi(parametri MOVAXIS e COMPAXIS).
0055 'Uno stesso asse è a la volta causa ed effetto di compensazione incrociata'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nelle tabelle di compensazione incrociata, seguendo le varie associazioni di assicompensati (parametro COMPAXIS) e assi i cui spostamenti alterano gli assi che sicompensano (parametro MOVAXIS), vi è un asse il cui spostamento dipende da sestesso.
SOLUZIONE Controllare la relazione fra le compensazioni incrociate definite. Controllare iparametri MOVAXIS e COMPAXIS delle compensazioni incrociate definite.
0056 'Posizioni della tabella di compensazione non ascendenti'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nelle tabelle di compensazione, i punti da compensare non sono ordinaticorrettamente o il valore da compensare in tutti i punti hanno valore zero.
SOLUZIONE Il parametro POSITION nelle tabelle di compensazione deve prendere valoriascendenti. Il valore da compensare non può essere zero in tutti i punti.
0057 'Tabella di compensazione con pendente d'errore superiore a 1'
RILEVAMENTO Durante la convalidazione dei parametri macchina (tabella di compensazione vite).
CAUSA Nelle tabelle di compensazione di vite, la differenza fra due errori consecutivi èmaggiore della distanza che separa entrambi i punti.
SOLUZIONE Nelle tabelle di compensazione di vite la rampa dell’errore non può essere maggioredi 1. Aumentare la distanza fra punti; se ciò non è possibile, l’errore immesso per lavite dell'asse è talmente grande che non è possibile compensarlo.
Soluzione di errori
CNC 8065
(REF: 1308)
·9·
0058 'Per assumere i cambiamenti sulla tabella HMI è necessario riavviare il CNC'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Affinché i cambiamenti eseguiti nella tabella di HMI abbiano effetto, occorre riavviare
l’applicazione CNC.SOLUZIONE Reinizializzare il CNC.
0059 'Per assumere i cambiamenti sulla tabella del magazzino è necessario riavviare il CNC'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Affinché i cambiamenti eseguiti nella tabella del magazzino abbiano effetto occorreriavviare l’applicazione CNC.
SOLUZIONE Reinizializzare il CNC.
0060 'La velocità massima in manuale supera la velocità massima dell'asse'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Il parametro MAXMANFEED è superiore a G00FEED.SOLUZIONE Diminuire il valore del parametro MAXMANFEED; deve essere inferiore a G00FEED.
0061 'La velocità rapida in manuale supera la velocità massima dell'asse'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Il parametro JOGRAPFEED è superiore a G00FEED.
SOLUZIONE Diminuire il valore del parametro JOGRAPFEED; deve essere inferiore a G00FEED.
0062 'La velocità di Jog Continuo supera la velocità massima dell'asse'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Il parametro JOGFEED è superiore a G00FEED.
SOLUZIONE Diminuire il valore del parametro JOGFEED; deve essere inferiore a G00FEED.
0063 'La velocità di Jog incrementale supera la velocità massima dell'asse'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Il parametro INCJOGFEED è superiore a G00FEED.SOLUZIONE Diminuire il valore del parametro INCJOGFEED; deve essere inferiore a G00FEED.
0064 'Gli assi maestro e slave devono avere la stessa modalità I0TYPE'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Non coincidono il tipo di I0 in entrambi gli assi della coppia gantry.
SOLUZIONE Entrambi gli assi devono avere lo stesso tipo di I0 (parametro I0TYPE).
0065 'Un asse Hirth non può essere Gantry'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Un asse hirth non può far parte di un asse gantry.
SOLUZIONE L'asse non può essere hirth (parametro HIRTH). Utilizzare un altro tipo di asse percostruire l'asse gantry.
0066 'Un asse Gantry non può avere REFSHIFT''
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Uno degli assi che formano l'asse gantry, in uno dei set di parametri, ha definito il
parametro REFSHIFT con un valore diverso da 0.SOLUZIONE Definire il parametro REFSHIFT di tutte le gamme con valore 0.
0067 'Un asse Gantry non può essere unidirezionale'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Un asse rotativo unidirezionale non può far parte di un asse gantry.
SOLUZIONE L'asse non può essere unidirezionale (parametro UNIDIR). Utilizzare un altro tipo diasse per costruire l'asse gantry.
0068 'Assi Gantrys/Tandem: Lo slave non può precedere il maestro in AXISNAME'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nelle tabelle di assegnazione dei nomi degli assi (parametro AXISNAME), l'asseslave è definito prima dell'asse maestro.
SOLUZIONE Definire nella tabella l'asse maestro prima dell'asse slave o scambiare l'asse maestroe slave nella coppia gantry o tandem.
·10·
Soluzione di errori
CNC 8065
(REF: 1308)
0069 'Assi Gantry: Lo slave non può avere DECINPUT (micro di riferimento) se il maestro nonl’ha'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA L'asse maestro di un asse gantry ha micro e l'asse maestro non.SOLUZIONE In un asse gantry potranno avere micro di riferimento l'asse maestro, entrambi gli assi
o nessuno (parametro DECINPUT).
0070 'Assi Gantrys/Tandem: LIMIT+ e LIMIT- non possono essere diversi nel maestro e nelloslave'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA In una coppia gantry o tandem, i limiti di software di entrambi gli assi sono diversi.SOLUZIONE Definire entrambi gli assi con gli stessi di software (parametri LIMIT+ e LIMIT-).
0071 'Monitoraggio dell'errore d'inseguimento non attiva nel CNC'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA In un set di parametri, non è attivo il monitoraggio dell’errore di inseguimento. Questasituazione dovrebbe essere consentita solo durante la messa a punto; una voltaconclusa la messa a punto, il monitoraggio deve essere abilitato.
SOLUZIONE Attivare il monitoraggio dell'errore di inseguimento in tutti i set di parametri (parametroFLWEMONITOR).
0072 'Allarme di retroazione senza attivare'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA In un set di parametri di un asse o mandrino analogico, non è attivo l’allarme di
retroazione. Questa situazione dovrebbe essere consentita solo durante la messaa punto; una volta conclusa la messa a punto, il monitoraggio deve essere abilitato.
SOLUZIONE Negli assi e nei mandrini analogici, attivare l’allarme di retroazione in tutti i set(parametro FBACKAL).
0073 'Limiti di soft senza attivare'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA In un asse, i limiti di software non sono attivati. I parametri LIMIT+ e LIMIT- dell'assehanno valore 0.
SOLUZIONE Definire i limiti di software di tutti gli assi (parametri LIMIT+ e LIMIT-).
0074 'Test di tendenza senza attivare'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA In un asse o mandrino, il test di tendenza è disattivato. Questa situazione dovrebbe
essere consentita solo durante la messa a punto; una volta conclusa la messa apunto, il test di tendenza deve essere abilitato.
SOLUZIONE Negli assi e nei mandrini, attivare il test di tendenza (parametro TENDENCY).
0075 'Tabella di configurazione di IO non valida'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA I parametri NDIMOD e NDOMOD devono essere uguali al numero di moduli diingressi e uscite rilevati dall’hardware.
SOLUZIONE Correggere i parametri NDIMOD e NDOMOD.
0076 'La somma di assi o mandrini per canale supera il numero totale di assi o mandrini'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Il valore del parametro CHNAXIS è maggiore del valore del parametro NAXIS o il
valore del parametro CHNSPDL è maggiore del valore del parametro NSPDL.SOLUZIONE Correggere i parametri macchina.
0077 'Asse o mandrino assegnato a più di un canale'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Asse o mandrino assegnato a più di un canale.
SOLUZIONE Correggere i parametri macchina CHAXISNAME e CHSPDLNAME in tutti i canali.Un asse o un mandrino può appartenere solo a un canale o non appartenere anessuno.
0078 'Gli assi maestro e slave devono appartenere allo stesso canale'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Uno degli assi gantry è formato da assi di canali diversi.
SOLUZIONE In un asse gantry, entrambi gli assi devono appartenere allo stesso canale.
Soluzione di errori
CNC 8065
(REF: 1308)
·11·
0079 'Un asse slave Gantry non può essere parcheggiato'
RILEVAMENTO Durante l’avvio del CNC o la convalidazione dei parametri macchina.CAUSA Il CNC ha rilevato che l'asse slave di una coppia gantry è parcheggiato; il segnale
PARKED dell'asse slave è attivo.SOLUZIONE Sparcheggiare l'asse o annullare l'asse gantry.
0080 'Per confermare l'asse, occorre confermare la tabella di PARAMETRI GENERALI'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA L’utente ha aggiunto un asse al sistema (parametro NAXIS) e, senza convalidare latabella di parametri generali, ha cercato di convalidare la tabella di parametri di unodei nuovi assi.
SOLUZIONE Convalidare la tabella di parametri generali prima di convalidare la tabella diparametri dell'asse.
0081 'La zona in posizione non può essere minore della risoluzione dell'asse'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA La zona in posizione è minore della risoluzione dell'asse.
SOLUZIONE Aumentare la zona in posizione dell'asse (parametro INPOSW).
0082 'Compensazione della vite o incrociata impossibile per tutte le gamme dell'asse'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA In una compensazione, l'asse che si sposta (parametro MOVAXIS) è rotativo e nonha gli stessi limiti di modulo in tutti i set di parametri.
SOLUZIONE Assegnare gli stessi limiti del modulo (parametri MODUPLIM e MODLOWLIM) in tuttii set di parametri.
0083 'Gli assi maestro e slave devono essere dello stesso tipo (DRIVETYPE)'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Entrambi gli assi di una coppia gantry non hanno lo stesso tipo di regolatore;analogico, Sercos o Mechatrolink.
SOLUZIONE Gli assi di una coppia gantry devono avere lo stesso tipo di regolatore (parametroDRIVETYPE).
0084 'Un asse o un mandrino non intercambiabile non può non essere assegnato a un canale'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Vi è un asse o mandrino senza permesso di scambio che non è assegnato a nessuncanale.
SOLUZIONE I mandrini o gli assi che non sono di scambio (parametro AXISEXCH) devono essereobbligatoriamente assegnati ad un canale.
0085 'Non vi è nessun asse digitale (Sercos/Mechatrolink)'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nella tabella di parametri OEM vi sono definite variabili di regolatore (DRV) e non visono assi digitali (Sercos/Mechatrolink) nel sistema.
SOLUZIONE Eliminare le variabili di regolatore (DRV) definite o definire gli assi digitali adeguati.
0086 'Non è un asse digitale (Sercos/Mechatrolink)'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA È definita una variabile di regolatore (DRV) per un asse che non è digitale(Sercos/Mechatrolink).
SOLUZIONE Eliminare la variabile dell'asse.
0087 'Numero massimo di variabili DRV superato'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Nella tabella di parametri OEM vi sono definite più variabili di regolatore (DRV) di
quelle consentite.SOLUZIONE Nella tabella di parametri OEM vi possono essere 100 variabili di regolatore.
0088 'Poligonale di variabili interne attivata'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Il CNC sta eseguendo la poligonale di una variabile interna.
SOLUZIONE Rivolgersi alla Fagor Automation.

·12·
Soluzione di errori
CNC 8065
(REF: 1308)
0089 'Si avvia con un solo canale dovuto a errori nei parametri macchina'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA La convalidazione di parametri macchina ha rilevato errori o warning relativi agli assi
o ai mandrini di un canale. Ad esempio, a un canale è associato un asse che nonsi trova nella lista di assi del sistema.
SOLUZIONE Essendo impossibile avviare con le impostazioni dell'utente, il CNC si avvia con leimpostazioni di default. Correggere la configurazione di parametri macchina pereliminare il resto di errori e warning. Questo warning si elimina senza dover cambiareil parametro NCHANNEL (numero di canali).
0090 'Si avvia con la configurazione assi di default dovuto a errori in parametri macchina'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA La convalidazione di parametri macchina ha rilevato errori o warning relativi agli assi
o ai mandrini di un canale. Ad esempio, il numero di assi nel sistema è maggiore delnumero di assi definiti nel parametro AXISNAME.
SOLUZIONE Essendo impossibile avviare con le impostazioni dell'utente, il CNC si avvia con leimpostazioni di default. Correggere la configurazione di parametri macchina pereliminare il resto di errori e warning.
0091 'Variabili DRV con uguale identificatore (ID) non possono avere diversi mnemonico'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nei parametri macchina OEM, vi sono variabili di regolatore (DRV) aventi lo stessoidentificatore (ID) e diverso mnemonico.
SOLUZIONE Le variabili DRV con lo stesso identificatore devono avere lo stesso mnemonico.
0092 'Variabili DRV con uguale identificatore (ID) non possono avere diversi MODE o TYPE'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nei parametri macchina OEM, vi sono variabili di regolatore (DRV) aventi lo stessoidentificatore Sercos (ID) e diverso tipo di accesso (sincrono o asincrono) o diversamodalità d’accesso (lettura o scrittura).
SOLUZIONE Le variabili DRV con lo stesso identificatore devono avere lo stesso tipo d’accesso(parametro TYPE) e la stessa modalità d’accesso (parametro MODE).
0093 'Variabili DRV con uguale nome (MNEMONIC) non possono avere diversi ID, MODE oTYPE'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Nei parametri macchina OEM, vi sono variabili di regolatore (DRV) aventi lo stesso
mnemonico e diverso identificatore Sercos (ID), diverso tipo d’accesso (sincrono oasincrono) o diversa modalità d’accesso (lettura o scrittura).
SOLUZIONE Le variabili DRV con lo stesso mnemonico devono avere lo stesso identificatoreSercos (parametro ID), lo stesso tipo d’accesso (parametro TYPE) e la stessamodalità d’accesso (parametro MODE).
0094 'Alcuni di questi canali devono avere il parametro HIDDENCH = Non'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Tutti i canali del sistema sono definiti nascosti.
SOLUZIONE Il CNC non consente che tutti i canali del sistema siano nascosti; alcuni di essi deveessere visibile (parametro HIDDENCH).
0095 'Un asse non può essere MASTERAXIS a varie coppie di gantrys'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Vi sono due assi gantry con lo stesso asse maestro.
SOLUZIONE Correggere la configurazione degli assi gantry.
0096 'Un asse tandem deve essere Sercos velocità'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Uno degli assi tandem non è Sercos velocità.
SOLUZIONE Entrambi gli assi tandem devono essere Sercos velocità.
Soluzione di errori
CNC 8065
(REF: 1308)
·13·
0097 'Coppia tandem\gantry eliminata perché preceduta da coppia vuota'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Le coppie di assi gantry o tandem non occupano posizioni consecutive nelle relative
tabelle; esiste un vuoto o una posizione non definita in una di esse.SOLUZIONE Le coppie di assi gantry o tandem devono occupare posizioni consecutive nelle
tabelle. Se vi è un posto libero nella tabella, cioè una posizione non assegnata, il CNCannulla le coppie definite di seguito.
0098 'L’asse maestro e quello slave hanno parametro AXISEXCH diverso'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Vi è una coppia gantry o tandem i cui assi maestro e slave hanno il parametroAXISEXCH con diverso valore.
SOLUZIONE Assegnare lo stesso valore al parametro AXISEXCH di entrambi gli assi.
0099 'Il valore del PROBEFEED è troppo alto per frenare rispettando DECEL e JERK'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA L’avanzamento massimo di tastatura (parametro PROBEFEED) è superiore
all’avanzamento necessario per frenare nello spazio definito in PROBERANGE,rispettando i valori di accelerazione e di jerk dell'asse.
SOLUZIONE Il valore di questo parametro deve essere inferiore all’avanzamento necessario perfrenare nello spazio definito in PROBERANGE con i valori di accelerazione e jerkdell'asse. La finestra del warning informa del massimo avanzamento che è possibileraggiungere.
0100 'Troppe variabili in attesa di essere riportate'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di variabili modificate nel CNC e che occorre riportare verso l’interfaccia
supera il massimo consentito.SOLUZIONE Se l'errore persiste, rivolgersi al proprio fornitore.
0104 'Time out di comunicazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non conclude con successo la lettura o la scrittura di una variabile esterna.
SOLUZIONE Se l'errore persiste, rivolgersi al proprio fornitore.
0105 'Non è possibile confermare i parametri durante l'esecuzione di un programma'
RILEVAMENTO Durante l’esecuzione.CAUSA L’utente ha cercato di convalidare una tabella di parametri macchina mentre vi è un
programma pezzo in esecuzione o interrotto.SOLUZIONE Attendere che concluda l’esecuzione del programma o annullare l’esecuzione del
programma in tutti i canali.
0106 'Non è possibile confermare i parametri: Mandrino o asse in spostamento'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA L’utente ha cercato di convalidare una tabella di parametri macchina mentre vi è unmandrino o un asse in spostamento. Un asse può essere in spostamento in seguitoad un comando di asse indipendente.
SOLUZIONE Arrestare lo spostamento dell'asse o mandrino.
0107 'Errore nel registrare variabili DRV'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Il CNC ha generato un errore nel cercare di registrare le variabili definite nella tabelladi parametri OEM.
SOLUZIONE Rivolgersi alla Fagor Automation.
0108 'Oscillo: Non è possibile reimpostare il tempo di campionatura con il nuovo LOOPTIME'
RILEVAMENTO Durante l’esecuzione.CAUSA L’utente ha utilizzato l’oscilloscopio senza convalidare una poligonale, ha modificato
il parametro LOOPTIME e ha convalidato i parametri macchina.SOLUZIONE Il warning non sarà più visualizzato quando l’utente eseguirà una poligonale
nell’oscilloscopio. La regolazione del tempo di campionamento di una poligonaledell’oscilloscopio dipende del parametro LOOPTIME. Affinché il CNC possaeseguire tale regolazione, necessita di una poligonale dell’oscilloscopio convalidata;e cioè che la poligonale sia stata eseguita almeno una volta.
·14·
Soluzione di errori
CNC 8065
(REF: 1308)
0109 'Non è possibile convalidare parametri: mandrino in sincronizzazione'
RILEVAMENTO Durante la convalida dei parametri macchina o compilazione del programma PLC.CAUSA Il CNC non ammette questo tipo di azioni con mandrini sincronizzati attivi, dato che
implicano un reset del sistema.SOLUZIONE La convalida di parametri o compilazione del programma PLC deve essere previa alla
sincronizzazione dei mandrini, o desincronizzare i mandrini momentaneamente perrealizzare l’azione desiderata.
0110 'Non è stato possibile caricare cinematica d'utente'
RILEVAMENTO Durante l’avviamento del CNC.
CAUSA Il CNC non trova il file \windows\system32\drivers\kinematic.sys.SOLUZIONE Controllare che nel fare il make di cinematica d’utente non si verifichino errori e che
il driver kinematic.sys si generi correttamente.
0111 'Errore nell'inizializzazione di dati della cinematica d'utente'
RILEVAMENTO Durante l’avviamento del CNC.CAUSA Errore nella funzione di inizializzazione e caricamento dati della cinematica d’utente
(UserTrasforDataInit) implementata nel file Kin_iniData.c.SOLUZIONE Analizzare e correggere gli eventuali motivi per cui la funzione dà errore.
0112 'Errore nell'inizializzazione della cinematica d'utente'
RILEVAMENTO Nell'attivare una cinematica d'utente.
CAUSA Errore nella funzione di inizializzazione della cinematica (UserTrasforInit)implementata nel file Kin_impl.c.
SOLUZIONE Analizzare e correggere gli eventuali motivi per cui la funzione dà errore.
0113 'Errore nell'inizializzazione di parametri della cinematica d'utente'
RILEVAMENTO Nell'attivare una cinematica d'utente.
CAUSA Errore nella funzione di inizializzazione della cinematica (UserTrasforParamInit)implementata nel file Kin_impl.c.
SOLUZIONE Analizzare e correggere gli eventuali motivi per cui la funzione dà errore.
0150 'Numero massimo di file aperti superato'
RILEVAMENTO Durante l’esecuzione di un programma pezzo con sottoprogrammi globali.CAUSA Il numero di file aperti (programma principale più sottoprogrammi esterni) è superiore
a 20.SOLUZIONE Ridurre il numero di sottoprogrammi esterni aperti simultaneamente nel programma
pezzo.
0151 'Accesso di scrittura respinto'
RILEVAMENTO Nell'accedere a un file.CAUSA Il CNC ha cercato di scrivere un file che non ha permesso di scrittura.
SOLUZIONE Permesso di scrittura per il file.
0152 'Impossibile aprire il file'
RILEVAMENTO Nell'accedere a un file.
CAUSA Il CNC non ha potuto aprire un file per la sua lettura o scrittura. Il file non ha i permessiadeguati, non è accessibile o è corrotto.
SOLUZIONE Controllare che il file esista e che abbia i permessi idonei per l’azione che si desiderarealizzare (lettura/scrittura). Se il file è corrotto, i relativi dati si sono persi.
0153 'Accesso di lettura respinto'
RILEVAMENTO Nell'accedere a un file.
CAUSA Il CNC ha cercato di leggere un file che non ha permesso di lettura.
SOLUZIONE Permesso di lettura per il file.
0154 'Programma o routine protetto'
RILEVAMENTO Durante l’accesso ad un file.CAUSA Il CNC ha cercato di leggere un file crittato, senza avere permesso d’accesso.
SOLUZIONE Contattare il fabbricante della macchina per ottenere i codici di crittatura del file.
Soluzione di errori
CNC 8065
(REF: 1308)
·15·
0160 'Asse/Set non disponibile nel sistema'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• Le sentenze #SET AX o #CALL AX stanno cercando di aggiungere al canale unasse inesistente o che è in un altro canale.
• Nella funzione G112 è programmato un set di parametri inesistente.SOLUZIONE Controllare la programmazione. Se l'asse è in un altro canale, liberarlo mediante la
sentenza #FREE AX.
0165 'RT IT Overflow'
RILEVAMENTO Durante il funzionamento del CNC.CAUSA Le interruzioni di tempo reale superano il tempo consentito. Una delle possibili cause
può essere l’installazione di un dispositivo, driver o applicazione incompatibile conil CNC.
SOLUZIONE Se l'errore si ripete con frequenza, è necessario impostare il parametro LOOPTIME.Analizzare i casi in cui avviene l'errore e contattare il rivenditore.
0166 'Limite di jerk superato'
RILEVAMENTO Durante l’esecuzione di un programma pezzo.
CAUSA L’asse sta superando il suo limite jerk consentito.SOLUZIONE Analizzare i casi in cui accade e contattare il fabbricante della macchina.
0167 'Non RT IT'
RILEVAMENTO Durante il funzionamento del CNC.
CAUSA Non entra l’interruzione di tempo reale.
SOLUZIONE Reinizializzare il CNC. Se l'errore persiste, rivolgersi al proprio fornitore.
0168 'LR Overflow'
RILEVAMENTO Durante il funzionamento del CNC.CAUSA Il tempo dell’anello di posizione degli assi Sercos supera il tempo consentito.
SOLUZIONE Regolare il parametro LOOPTIME.
0169 'La temperatura di sicurezza e superata'
RILEVAMENTO Durante il funzionamento del CNC.
CAUSA L'integrità dell’apparecchiatura è in rischio. Il CNC esegue ogni minuto un controllodella temperatura ambiente dell’attrezzatura; se in tre campioni di seguito latemperatura supera i 60ºC (140ºF), il CNC visualizza questo avviso ed attival’indicatore OVERTEMP. La causa dell’aumento di temperatura può essere un errorenel sistema di raffreddamento dell’hardware o una temperatura ambiente molto alta.Il warning visualizza la temperatura corrente.
SOLUZIONE Rispettare le dimensioni raccomandate per l’abitacolo e la distanzia minimaraccomandata fra le pareti dell’abitacolo e l’unità centrale. Se necessario, installareventilatori per arieggiare l’abitacolo. Se l’errore persiste, spegnere il CNC e contattareil servizio di assistenza tecnica.
0170 'Tensione bassa della pila'
RILEVAMENTO Durante l’avviamento del CNC o dopo un reset.
CAUSA Il CNC verifica la tensione della pila nella procedura d’avvio e ad ogni reset. La pilaè scarica; ha concluso il suo ciclo di vita utile.
SOLUZIONE Contattare il costruttore per cambiare la pila. Quando il CNC è spento, la pila ha ilcompito di mantenere i dati necessari per il CNC (ad esempio le quote).
0171 'Superamento del LOOPTIME'
RILEVAMENTO In condizioni di CNCREADY.
CAUSA Le interruzioni di tempo reale superano il tempo consentito.
SOLUZIONE Se l'errore si ripete con frequenza, può essere necessario impostare il parametroLOOPTIME. Analizzare i casi in cui accade e contattare il fabbricante della macchina.

·16·
Soluzione di errori
CNC 8065
(REF: 1308)
0172 'Ventilatore della CPU fermo'
RILEVAMENTO Durante il funzionamento del CNC.CAUSA Pericolo di surriscaldamento dell’attrezzatura. Il CNC ha rilevato che il ventilatore
della CPU è fermo.Quando la CPU è dotata di ventilatore, durante il regime normale di funzionamentodel CNC, esso monitora e verifica che tale ventilatore sia avviato. Tale monitoraggioviene eseguito ogni minuto, così come la verifica della temperatura.
SOLUZIONE Se l’errore persiste, contattare il servizio di assistenza tecnica.
0173 '[START] non consentito per superamento della temperatura di sicurezza'
RILEVAMENTO Durante il funzionamento del CNC.CAUSA Ogni volta che si preme [START], il CNC verifica che la temperatura ambiente non
superi i 65ºC (149ºF) e, se superato tale valore, annulla lo [START] e visualizzaquesto errore. L’errore visualizza la temperatura corrente.
SOLUZIONE Se l’errore persiste, spegnere il CNC e contattare il servizio di assistenza tecnica.
0200 'Errore richiesta VxD'
RILEVAMENTO Nel leggere lo stato della batteria.CAUSA Il CNC non può collegare con VcompciD.
SOLUZIONE Contattare il rivenditore.
0201 'Interruzione alimentazione. PC alimentato con batteria'
RILEVAMENTO Nel leggere lo stato della batteria.
CAUSA Vi è un’interruzione nell’alimentazione del CNC e la batteria d’emergenza alimentail CNC.
SOLUZIONE Sia se l’interruzione è fortuita sia se è provocata dall’utente, lasciar concludere alCNC la sequenza automatica di spegnimento. Se l’interruzione nell’alimentazione èstata fortuita, controllare le possibili cause.
Soluzione di errori
CNC 8065
(REF: 1308)
·17·
1000-1999
1000 'La funzione o la sentenza richiede programmazione degli assi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la programmazione degli assi su cui deve agire la sentenza o funzione Gprogrammata.
SOLUZIONE Controllare la programmazione.
1004 'Velocità di mandrino nulla'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino utilizzato con la funzione G63 ha velocità zero.SOLUZIONE Programmare una velocità di mandrino.
1005 'Blocco di spostamento con avanzamento nullo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non vi è avanzamento attivo nel canale.
SOLUZIONE Programmare l'avanzamento F.
1006 'G20: non si ammette mandrino'
RILEVAMENTO Durante l’esecuzione.CAUSA Non è consentita la funzione G20 con la programmazione del mandrino.
SOLUZIONE Controllare la programmazione.
1007 'La funzione programmata richiede un asse principale non esistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione programmata necessita di uno o due assi principali e questi non esistononel canale.
SOLUZIONE Controllare la programmazione. Le funzioni G11, G12, G13 e G14 necessitano di unodei due assi del piano principale. Le funzioni G2, G3, G8, G9, G30, G36, G37, G38,G39, G73 necessitano dei due assi del piano principale. Sono anche necessari i dueassi del piano principale per attivare il rilevamento di collisioni (#CD) e per la funzioneG20 quando il rilevamento di collisioni è attivo.
1008 'Coordinate fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• La quota programmata per l'asse è troppo grande. • La funzione G101 cerca di includere sull'asse un offset troppo grande.
SOLUZIONE Controllare la programmazione.
1009 'G4: è stato programmato due volte il tempo d'attesa, direttamente e mediante K'
RILEVAMENTO Durante l’esecuzione.CAUSA Nello stesso blocco, la funzione G4 ha programmato due volte il tempo d’attesa,
direttamente con un numero e con il parametro K.SOLUZIONE Programmare una sola volta il tempo d’attesa della funzione G4.
1010 'Programmare G4 K'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G4 occorre programmare il tempo di sosta.
SOLUZIONE Programmare funzione G4 nel modo G4 <time> o G4 K<time>, dove ilparametro<time> sarà il tempo d'attesa in secondi. In entrambi i casi, il tempo d’attesasi programma dopo la funzione G4.
1011 'G4: tempo d'attesa fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il tempo d’attesa programmato nella funzione G4 è troppo grande.
SOLUZIONE Il massimo valore ammesso per il tempo di attesa è 2147483646.
·18·
Soluzione di errori
CNC 8065
(REF: 1308)
1012 'G4: impossibile programmare il tempo d'attesa con K'
RILEVAMENTO Durante l’esecuzione.CAUSA La lettera K va associata al terzo asse del canale e in questo caso non esiste terzo
asse.SOLUZIONE Se non si desidera avere il terzo asse nel canale, si può programmare il tempo
d’attesa direttamente con un numero.
1013 'G4: non è ammesso tempo d'attesa negativo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il tempo d’attesa nella funzione G4 è negativo.
SOLUZIONE Programmare un valore superiore o uguale a zero.
1014 'Non si ammette programmazione in diametri con immagine speculare sull'asse frontale'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'asse frontale (parametro FACEAXIS) non può avere attiva simultaneamentel’immagine speculare e la programmazione in diametri.
SOLUZIONE Controllare la programmazione.
1015 'Coordinate del centro fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Uno dei valori I, J, K è troppo alto come centro di un'interpolazione circolare o centro
di una rotazione del sistema di coordinate.SOLUZIONE Programmare un valore inferiore.
1016 'Non si ammettono valori negativi nella programmazione di un asse in diametri'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile programmare quote negative in coordinate assolute (G90) e laprogrammazione in diametri attiva (parametro DIAMPROG).
SOLUZIONE La programmazione in coordinate assolute e in diametri non ammette quotenegative.
1017 'G198: limite di software negativo fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il limite di software negativo ha un valore troppo alto.
SOLUZIONE Controllare la programmazione.
1018 'G199: limite di software positivo fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il limite di software positivo ha un valore troppo alto.
SOLUZIONE Controllare la programmazione.
1019 'Non è stata effettuata misura sull'asse(i) richiesto'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione G101 cerca di includere l’offset di misura in un asse che non è intervenutonella misura o l’offset è stato cancellato (G102).
SOLUZIONE Per includere un offset di misura (G101), l'asse deve avere eseguito una misura.
1020 'Tempo di rampa negativo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il tempo di rampa della funzione G132 è negativo.SOLUZIONE Programmare un valore superiore o uguale a zero.
1021 'Tempo di rampa fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il tempo di rampa della funzione G132 è troppo alto.
SOLUZIONE Controllare la programmazione.
1022 'Percentuale di Feed-Forward fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA La percentuale di feed forward (G134) o AC forward (G135) è troppo alto.
SOLUZIONE La percentuale di feed forward o AC forward deve essere maggiore di zero e minoredi 120.

Soluzione di errori
CNC 8065
(REF: 1308)
·19·
1023 'Numero di gamma non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di gamma (set) dell'asse è errato.
SOLUZIONE La gamma (set) programmata per l'asse deve essere maggiore di zero e minore ouguale al parametro macchina NPARSETS dell'asse.
1024 'Numero di gamma fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di gamma (set) dell'asse è troppo alto.
.SOLUZIONE La gamma (set) programmata per l'asse deve essere maggiore di zero e minore ouguale al parametro macchina NPARSETS dell'asse.
1025 'Distanza programmata uguale a zero'
RILEVAMENTO Durante l’esecuzione.
CAUSA Spostamento nullo nel blocco di G63.SOLUZIONE Controllare la programmazione.
1026 'Traiettoria circolare errata con il raggio programmato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Raggio troppo piccolo per l’interpolazione circolare.
SOLUZIONE Controllare la programmazione.
1027 'Punto iniziale e finale di traiettoria circolare identici (infinite soluzioni)'
RILEVAMENTO Durante l’esecuzione.CAUSA Raggio nullo per l’interpolazione circolare; le soluzioni sono infinite.
SOLUZIONE Controllare la programmazione.
1028 'Differenza fra il centro programmato e quello calcolato troppo grande'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un’interpolazione circolare con la funzione G265 attiva, la differenza fra raggioiniziale e finale supera i parametri macchina CIRINERR e CIRINFACT.
SOLUZIONE Controllare la programmazione.
1029 'Raggio nullo in traiettoria circolare'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• Raggio nullo in un'interpolazione circolare.• Con la funzione G265 attiva, il CNC calcola un raggio nullo a partire dalle
coordinate del centro programmate nell’interpolazione circolare.• Con la funzione G264 attiva, entrambe le coordinate del centro sono zero.
SOLUZIONE Il raggio di un’interpolazione circolare non può essere nullo. Entrambe le coordinatedel centro di un’interpolazione circolare non possono essere nulle.
1030 '#AXIS programmato senza G200/202/202'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nello stesso blocco della sentenza #AXIS occorre programmare G200, G201 oG202.
SOLUZIONE Controllare la programmazione.
1031 'In attesa di #AXIS'
RILEVAMENTO Durante l’esecuzione.CAUSA Nello stesso blocco della funzione G201 occorre programmare la sentenza #AXIS.
SOLUZIONE Controllare la programmazione.
1032 'Manca posizione del mandrino per M19'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nello stesso blocco della funzione M19 occorre programmare la posizione delmandrino.
SOLUZIONE Controllare la programmazione.
1035 '#SLOPE: 'parametro fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #SLOPE vi è qualche parametro con un valore troppo alto.
SOLUZIONE Programmare valori minori.
·20·
Soluzione di errori
CNC 8065
(REF: 1308)
1037 'Coordinate del centro ignorate con G0/G1/G100/G63 attive'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha trovato i parametri I, J, K con la funzione G0, G1, G100 o G63 attiva. Il CNC
ignora questi parametri.SOLUZIONE Tali funzioni non hanno bisogno di questi parametri.
1038 'Non si ammette compensazione di raggio attiva in misura'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di eseguire la funzione G100 con la compensazione di raggio attiva(G41/G42).
SOLUZIONE Controllare la programmazione.
1039 'Esiste un valore di misura preventiva per l'asse(i)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di effettuare una misura (G100) in un asse che ha un offset di misuraprecedente.
SOLUZIONE Utilizzare la funzione G102 per annullare l'offset di misura compreso nell'asse.
1040 'Non è ammessa ricerca zero di un asse attivo in G201'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non può realizzare la ricerca di riferimento di un asse che è in modalità
manuale addizionale (G201).SOLUZIONE Annullare la modalità manuale addizionale dell'asse mediante la funzione G202 per
realizzare la ricerca di riferimento. Dopo la ricerca di riferimento, attivare di nuovo lamodalità manuale addizionale (G201).
1041 'Centro della traiettoria circolare corretta fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un’interpolazione circolare programmata sia mediante il raggio e le coordinate delpunto finale, sia mediante le coordinate del punto medio, del punto finale e con lafunzione G265 attiva.
Le coordinate del centro dell’interpolazione calcolate dal CNC sono troppo grandi.Le coordinate programmate per il centro, il punto medio o il raggio sono troppo grandi.
SOLUZIONE Controllare la programmazione.
1043 'Il terzo asse del piano non può coincidere con il primo o il secondo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G20 (cambio piano), il parametro 5 coincide con l'1 o con il 2.SOLUZIONE Se l'asse longitudinale dell’utensile (parametro 3) coincide con il primo o secondo
asse del piano (parametri 1 e 2) è necessario programmare il terzo asse con ilparametro 5. Tale parametro non dovrà coincidere né con il primo né con il secondo.
1044 'Il primo ed il secondo asse del piano non possono coincidere'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G20 (cambiamento piano), il primo asse del piano (parametro 1) edil secondo (parametro 2) sono lo stesso asse.
SOLUZIONE Controllare la programmazione.
1045 'Programmazione errata del primo asse del piano'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G20 (cambiamento piano) il primo asse del piano (parametro 1) èerrato.
SOLUZIONE Il primo asse del piano deve essere uno dei primi tre assi del canale.
1046 'Programmazione errata del secondo asse del piano'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G20 (cambiamento piano) il secondo asse del piano (parametro 2)
è errato.SOLUZIONE Il secondo asse del piano deve essere uno dei primi tre assi del canale.
Soluzione di errori
CNC 8065
(REF: 1308)
·21·
1047 'È necessario un terzo asse per il piano (indice 5)'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G20 (cambiamento piano) manca il terzo asse del piano o è errato.
SOLUZIONE Se l'asse longitudinale dell’utensile (parametro 3) coincide con il primo o secondoasse del piano (parametri 1 e 2) è necessario programmare il terzo asse con ilparametro 5. Il parametro non dovrà coincidere né con il primo né con il secondo edovrà essere uno dei primi tre assi del canale.
1048 'Compensazione di lunghezza utensile con raggio fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le dimensioni dell’utensile eccedono i valori massimi.SOLUZIONE Modificare le dimensioni dell'utensile.
1049 'Asse frontale (FACEAXIS) definito due volte sul piano attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA I due assi del piano principale sono frontali (parametro FACEAXIS).
SOLUZIONE Nel piano di lavoro può esistere solo un asse frontale.
1050 'Considerati gli offset utensili, superato l'intervallo di dati'
RILEVAMENTO Durante l’esecuzione.CAUSA Le dimensioni dell’utensile eccedono i valori massimi.
SOLUZIONE Modificare le dimensioni dell'utensile.
1051 'Asse inesistente o non disponibile sul canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• Il CNC ha cercato di eseguire uno spostamento indipendente in un mandrino.• L'asse programmato in una variabile non è disponibile.
SOLUZIONE Controllare la programmazione. Per potere interpolare il mandrino come asseindipendente, esso deve essere attivo come asse C.
1052 'Valori risultanti dalla misura fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha effettuato una misura con la funzione G100 e la quota o l’offset ottenuto
è troppo grande.SOLUZIONE Il valore ottenuto nella tastatura deve essere fra -2147483647 e 2147483646.
1054 'Pinza inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di pinze programmato non esiste.
SOLUZIONE Il numero di pinze deve essere un valore fra 0 e 10 .
1055 'Non è consentito di modificare D ed il raggio dell'utensile nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non consente di modificare il raggio dell’utensile (variabile (V.)G.TOR) eprogrammare un cambio utensile e/o un correttore nello stesso blocco.
SOLUZIONE Programmare entrambe istruzioni in blocchi diversi.
1056 'Numero di variabili esterne superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha raggiunto il numero di variabili esterne ammesse.
SOLUZIONE Controllare la programmazione. Il CNC ammette 500 variabili esterne.
1057 'Variabile senza permesso di lettura'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di leggere dal programma pezzo o MDI una variabile che non hapermesso di lettura per programma.
SOLUZIONE Non è possibile leggere la variabile dal programma pezzo o MDI. Consultare nelladocumentazione i permessi della variabile.
1058 'Variabile d’utente non inizializzata'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile d’utente V.P.name o V.S.name non è stata definita.SOLUZIONE Controllare la programmazione. Definire in modo adeguato a variabile.
·22·
Soluzione di errori
CNC 8065
(REF: 1308)
1059 'Variabile senza permesso di scrittura'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di scrivere dal programma pezzo o MDI una variabile che non ha
permesso di scrittura per programma.SOLUZIONE Non è possibile scrivere questa variabile dal programma pezzo o MDI. Consultare
nella documentazione i permessi della variabile.
1060 'Valore etichetta N fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di blocco "N" non è valido.
SOLUZIONE Il numero di blocco deve essere un valore positivo e minore di 2147483646.
1061 'Funzione G inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione G programmata non esiste.SOLUZIONE Controllare la programmazione.
1062 'Funzioni G incompatibili'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nel blocco sono programmate due funzioni G contrarie fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1063 'Funzioni G incompatibili (G108/G109/G193)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1064 'Funzioni G incompatibili (G196/G197)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.SOLUZIONE Programmare le funzioni in blocchi diversi.
1065 'Funzioni G incompatibili (G17/G18/G19/G20)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1066 'Funzioni G incompatibili (G136/G137)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1067 'Funzioni G incompatibili (G40/G41/G42)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1068 'Funzioni G incompatibili (G151/G152)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1069 'Funzioni G incompatibili (G54-G59/G159)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.SOLUZIONE Programmare le funzioni in blocchi diversi.
1070 'Funzioni G incompatibili (G5/G7/G50/G60/G61)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
Soluzione di errori
CNC 8065
(REF: 1308)
·23·
1071 'Funzioni G incompatibili (G70/G71)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1072 'Funzioni G incompatibili (G80-G88/G160-G166/G281-G286/G287-G297)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.SOLUZIONE Programmare le funzioni in blocchi diversi.
1073 'Funzioni G incompatibili (G90/G91)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1074 'Funzioni G incompatibili (G93/G94/G95)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1075 'Funzioni G incompatibili (G96/G97/G192)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.SOLUZIONE Programmare le funzioni in blocchi diversi.
1076 'Funzioni G incompatibili (G100/G101/G102)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1077 'Funzioni G incompatibili (G115/G116/G117)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1078 'Funzioni G incompatibili (G134/G135)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.SOLUZIONE Programmare le funzioni in blocchi diversi.
1079 'Funzioni G incompatibili (G138/G139)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1080 'Funzioni G incompatibili (G6/G261/G262)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.SOLUZIONE Programmare le funzioni in blocchi diversi.
1081 'Funzioni G incompatibili (G264/G265)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1082 'Funzioni G incompatibili (G200/G201/G202)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
·24·
Soluzione di errori
CNC 8065
(REF: 1308)
1083 'Funzioni G incompatibili (G36/G37/G38/G39)'
RILEVAMENTO Durante l’esecuzione.CAUSA In un blocco sono programmate due o più funzioni G incompatibili fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1084 'Non è ammesso cambiamento di piano con compensazione di raggio attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di cambiare il piano di lavoro o gli assi del piano, con lacompensazione di raggio attiva.
SOLUZIONE Annullare la compensazione per definire il nuovo piano di lavoro.
1085 'Non è ammessa G41/G42 se manca il primo o il secondo asse del piano attivo'
RILEVAMENTO Durante l’esecuzione.CAUSA È impossibile compensare il raggio d’utensile se manca uno dei due assi del piano
attivo nel canale.SOLUZIONE Definire il piano di lavoro. Se il canale ha ceduto i propri assi ad un altro canale,
recuperare l'asse mancante mediante le sentenze #CALL AX o #SET AX.
1087 'In attesa "="'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza o la funzione programmata non è corretta.
SOLUZIONE Controllare la programmazione.
1088 'G159: numero di offset non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G159, lo spostamento d’origine programmato non esiste.SOLUZIONE Controllare la programmazione.
1089 'Funzioni M incompatibili (M3/M4/M5/M19)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate per lo stesso mandrino due o più funzioni Mincompatibili fra loro.
SOLUZIONE Programmare le funzioni M dello stesso mandrino in blocchi diversi.
1090 'Funzione H inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione H non esiste.SOLUZIONE Il numero della funzione deve essere compreso tra 1 e 65534.
1091 'Funzione T programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Ci sono varie funzioni T sullo stesso blocco.
SOLUZIONE Vi può essere solo una funzione T in ogni blocco. Programmare le funzioni in blocchidiversi.
1093 'Funzione D programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Ci sono varie funzioni D sullo stesso blocco.
SOLUZIONE Vi può essere solo una funzione D in ogni blocco. Programmare le funzioni in blocchidiversi.
1094 'Velocità F programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Ci sono varie funzioni F sullo stesso blocco.SOLUZIONE Vi può essere solo una funzione F in ogni blocco. Programmare le funzioni in blocchi
diversi.
1095 'Non è ammesso programmare velocità F negativa o zero'
RILEVAMENTO Durante l’esecuzione.CAUSA L'avanzamento (F) deve essere un valore positivo e non nullo.
SOLUZIONE Controllare la programmazione.
Soluzione di errori
CNC 8065
(REF: 1308)
·25·
1096 'Non è ammesso programmare la velocità con E'
RILEVAMENTO Durante l’esecuzione.CAUSA L'avanzamento è stato programmato con la funzione E.
SOLUZIONE Programmare l'avanzamento con la funzione F.
1097 'Nome mandrino sconosciuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il nome del mandrino non è valido, il mandrino non esiste nel sistema o il mandrinonon appartiene al canale.
SOLUZIONE I nomi di mandrino validi sono S, S1, …, S9. Il mandrino programmato nel blocco deveesistere nella configurazione del sistema, e secondo la sentenza anche nellaconfigurazione del canale. Un canale può controllare solo i relativi mandrini.
1098 'Velocità S programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un blocco sono programmate per lo stesso mandrino due o più funzioni S.
SOLUZIONE In uno stesso blocco vi può essere una sola velocità per ogni mandrino.
1100 'Indice di parametro fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il parametro aritmetico non esiste; non è entro l’intervallo consentito dai parametri
macchina.SOLUZIONE Controllare la programmazione. Controllare nei parametri macchina l’intervallo di
parametri aritmetici valido.
1101 'Sentenza #SET IPOPOS mal programmata'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1102 'Non è ammesso indice per R diversa da 1'
RILEVAMENTO Durante l’esecuzione.
CAUSA È possibile programmare il raggio solo con R o R1.SOLUZIONE Controllare la programmazione.
1103 'Funzione O inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione O non esiste.
SOLUZIONE Controllare la programmazione.
1104 'Non è ammesso il carattere "%" nel programma principale'
RILEVAMENTO Durante l’esecuzione.
CAUSA È possibile utilizzare il carattere "%" solo come primo carattere nella definizione delnome del programma principale o di un sottoprogramma locale.
SOLUZIONE Eliminare questo carattere del programma.
1105 'In attesa di operatore di assegnazione'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca un operatore d’assegnazione dopo la variabile o parametro.
SOLUZIONE Gli operatori validi di assegnazione sono "=", "+=", "-=", "*=", "/=".
1106 'In attesa "]"'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nell’espressione o sentenza programmata manca la parentesi quadra di chiusura "]".SOLUZIONE Controllare la programmazione.
Parametri macchina Intervallo valido.
MINLOCP - MAXLOCP Parametri aritmetici locali.
MINGLBP - MAXGLBP Parametri aritmetici globali.
MINCOMP - MAXCOMP Parametri aritmetici comuni.
·26·
Soluzione di errori
CNC 8065
(REF: 1308)
1107 'Asse inesistente o non disponibile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC cerca di spostare un asse che non esiste o che non è disponibile nel sistema
o nel canale. L'asse programmato in una sentenza o variabile non esiste nel sistemao nel canale.
SOLUZIONE Controllare che l'asse programmato esista nel canale e che sia disponibile (che nonsia parcheggiato).
1108 'Doppia programmazione asse'
RILEVAMENTO Durante l’esecuzione.
CAUSA In una delle seguenti funzioni è programmato un asse più di una volta.• Spostamento degli assi in G0, G1, G2, G3, G8 o G9.• Filettatura G33 o G63.• Sentenze #FACE o #CYL.• Selezione di piano, G20.
Con le funzioni che rappresentano uno spostamento degli assi, la dupliceprogrammazione di un asse può essere dovuta al fatto di aver programmato l'assein coordinate cartesiane e in coordinate polari.
SOLUZIONE Controllare la programmazione.
1109 'Indice asse errato'
RILEVAMENTO Durante l’esecuzione.CAUSA Nelle funzioni G20 e G74, l’indice programmato insieme al nome dell'asse è errato.
SOLUZIONE L’indice dell'asse deve essere un valore fra 1 ed il numero massimo di assi del sistemao del canale.
1110 'Duplice programmazione dei valori I, J, K'
RILEVAMENTO Durante l’esecuzione.
CAUSA Uno dei parametri I, J, K è programmato più di una volta nello stesso blocco.
SOLUZIONE Controllare la programmazione.
1111 'Le sentenze di controllo $ si programmano da sole nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Una delle sentenze non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco. L'unica eccezione èprogrammare $IF e $GOTO sullo stesso blocco.
1112 'La sentenza $IF <condizione> può essere seguita solo da $GOTO'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco e l’informazione addizionale non
è un $GOTO.SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nel
blocco, è possibile solo aggiungere l’etichetta del blocco. L'unica eccezione èprogrammare $IF e $GOTO sullo stesso blocco.
1113 'Non attesa $ELSE'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $ELSE senza un'istruzione $IF preventiva.
SOLUZIONE Controllare la programmazione.
1114 'La sentenza $ELSE si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1115 'Non attesa $ELSEIF'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $ELSEIF senza un'istruzione $IF preventiva. SOLUZIONE Controllare la programmazione.
Soluzione di errori
CNC 8065
(REF: 1308)
·27·
1116 'La sentenza $ELSEIF <condizione> si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1117 'Non attesa $ENDIF'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $ENDIF senza un'istruzione $IF preventiva. SOLUZIONE Controllare la programmazione.
1118 'La sentenza $ENDIF si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1119 'La sentenza $SWITCH <espressione> si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1120 'Non attesa $CASE'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $CASE senza un'istruzione $SWITCH preventiva. SOLUZIONE Controllare la programmazione.
1121 'La sentenza $CASE <espressione> si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1122 'Non attesa $DEFAULT'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha rilevato un'istruzione $DEFAULT senza un'istruzione $SWITCH preventiva.
SOLUZIONE Controllare la programmazione.
1123 'La sentenza $DEFAULT si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
1124 'Non attesa $ENDSWITCH'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $ENDSWITCH senza un'istruzione $SWITCHpreventiva.
SOLUZIONE Controllare la programmazione.
1125 'La sentenza $ENDSWITCH si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1126 '$FOR: variabile contatore non valida'
RILEVAMENTO Durante l’esecuzione.CAUSA Il contatore dell'istruzione $FOR non è valido.
SOLUZIONE Il contatore dell’istruzione $FOR potrà essere una variabile o parametro aritmetico.
1127 'La sentenza $FOR <condizione> si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
·28·
Soluzione di errori
CNC 8065
(REF: 1308)
1128 '$FOR: troppi caratteri nella condizione'
RILEVAMENTO Durante l’esecuzione.CAUSA Il blocco contenente l’istruzione $FOR ha più di 5100 caratteri.
SOLUZIONE Scrivere il blocco contenente l’istruzione $FOR più breve.
1129 'Non attesa $ENDFOR'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $ENDFOR senza un'istruzione $FOR preventiva. SOLUZIONE Controllare la programmazione.
1130 'La sentenza $ENDFOR si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1131 'La sentenza $WHILE <condizione> si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1132 '$WHILE: troppi caratteri nella condizione'
RILEVAMENTO Durante l’esecuzione.
CAUSA La condizione dell’istruzione $WHILE supera il massimo numero di carattericonsentiti.
SOLUZIONE Il massimo numero di caratteri consentiti è 5000.
1133 'Non attesa $ENDWHILE'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha rilevato un'istruzione $ENDWHILE senza un'istruzione $WITCH
preventiva. SOLUZIONE Controllare la programmazione.
1134 'La sentenza $ENDWHILE si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1135 'La sentenza $DO si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1136 'Non attesa $ENDDO'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $ENDDO senza un'istruzione $DO preventiva.
SOLUZIONE Controllare la programmazione.
1137 'La sentenza $ENDDO <espressione> si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1138 'La sentenza $BREAK si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
1139 'Non attesa $BREAK'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato un'istruzione $BREAK ma non c'è nessun un loop di controlloaperto $IF, $ELSE, $FOR, $WHILE, $DO o $CASE.
SOLUZIONE Controllare la programmazione. Il CNC utilizza l'istruzione $BREAK per concludere$CASE o per uscire di un loop $IF, $ELSE, $WHILE, $FOR o $DO prima di terminare.
Soluzione di errori
CNC 8065
(REF: 1308)
·29·
1140 'Non attesa $CONTINUE'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha rilevato un'istruzione $CONTINUE ma non c'è nessun un loop di controllo
aperto $FOR, $WHILE o $DO.SOLUZIONE Controllare la programmazione. Il CNC utilizza l'istruzione $CONTINUE per tornare
al punto iniziale di un loop $FOR, $WHILE o $DO.
1141 'La sentenza $CONTINUE si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1142 'La sentenza #TIME si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
1146 'La traiettoria precedente di G37 deve essere lineare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il blocco di spostamento precedente all'ingresso tangenziale non è lineare.
SOLUZIONE Controllare la programmazione.
1147 'La traiettoria dopo G38 deve essere lineare'
RILEVAMENTO Durante l’esecuzione.CAUSA Il blocco di spostamento successivo all’uscita tangenziale non è lineare.
SOLUZIONE Controllare la programmazione.
1149 'Impossibile eseguire G36/G37/G38/G39 programmata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non può effettuare la traiettoria di unione con il raggio programmato.SOLUZIONE Rivedere il raggio programmato. Controllare che l’unione sia veramente possibile fra
i blocchi iniziale e finale.
1150 'Le funzioni G36/G37/G38/G39 devono essere seguite da un blocco di spostamento'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non dispone di un secondo blocco di spostamento per effettuare la traiettoria
d’unione.SOLUZIONE Non programmare nessun blocco fra la funzione G che definisce la traiettoria di
unione ed il secondo blocco di spostamento.
1151 'Le funzioni G8/G36/G37/G38/G39 devono essere precedute da un blocco di spostamen-to'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non dispone di un primo blocco di spostamento per effettuare la traiettoriad’unione.
SOLUZIONE Non programmare nessun blocco fra la funzione G che definisce la traiettoria diunione ed il primo blocco di spostamento.
1152 'Annidamento sottoprogrammi superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha superato il numero di livelli di imbricazione consentito.
SOLUZIONE Correggere il programma riducendo il numero di chiamate di sottoprogrammi (localie globali) che implicano un nuovo livello di imbricazione. Il CNC consente 20 livellidi annidamento.
1153 'Troppi sottoprogrammi locali definiti nel programma'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il programma ha più sottoprogrammi locali di quelli consentiti dal CNC.
SOLUZIONE Ridurre il numero di sottoprogrammi locali; raggruppare vari sottoprogrammi in unoo utilizzare sottoprogrammi globali. Il CNC consente 100 sottoprogrammi daprogramma.
·30·
Soluzione di errori
CNC 8065
(REF: 1308)
1154 'Nome di file troppo lungo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il nome del file supera il numero di caratteri consentito dal CNC. Il nome di un
programma o sottoprogramma può avere un massimo di 63 caratteri ed il path 120caratteri. Se si programma il nome di un programma o sottoprogramma con il path,il numero massimo di caratteri sarà la somma di entrambi i valori.
SOLUZIONE Ridurre il numero di caratteri nel nome di programma o sottoprogramma. Cambiarel’ubicazione del programma o sottoprogramma per ridurre il numero di caratteri nelpath.
1155 'Accesso a file impossibile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non può accedere al programma o sottoprogramma.
SOLUZIONE Controllare che i file siano validi e che non siano corrotti. Nel caso delle chiamate asottoprogrammi controllare che il nome ed il path siano corretti. Se nella chiamataal sottoprogramma non è definito il path, il CNC applicherà il criterio di ricerca didefault (consultare il manuale di programmazione).
1156 'Programma principale non trovato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non trova il programma principale.SOLUZIONE In un programma con sottoprogrammi locali, il programma principale deve avere un
nome (%nome).
1157 'Sottoprogramma globale non trovato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non trova il sottoprogramma globale.
SOLUZIONE Controllare che il nome ed il path del sottoprogramma siano corretti. Se nellachiamata al sottoprogramma non è definito il path, il CNC applicherà il criterio diricerca di default (consultare il manuale di programmazione).
1159 'Nome di sottoprogramma locale troppo lungo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il nome del sottoprogramma supera il numero di caratteri consentito dal CNC. Il nome
di un sottoprogramma può avere un massimo di 63 caratteri.SOLUZIONE Controllare la programmazione.
1160 'Sottoprogramma locale non trovato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non trova il sottoprogramma locale.
SOLUZIONE Controllare che il nome del sottoprogramma locale nel blocco di chiamata sia identicoal nome che appare nella relativa definizione. I sottoprogrammi locali saranno definitiall’inizio del programma.
1161 'Blocchi di controllo $ aperti'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha trovato un blocco di controllo "$" che non ha la corrispondente istruzione
di chiusura.SOLUZIONE Controllare la programmazione.
1162 'Non attesa M17/M29/#RET'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato una funzione M17, M29 o #RET come fine programma.
SOLUZIONE Programmare M30/M02 come fine programma principale. Se l’errore persiste,controllare che tutti i sottoprogrammi locali finiscano con M17, M29 o #RET.
1163 'Non attesa M30/M02'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato una funzione M02 o M30 come fine programma.SOLUZIONE Controllare che tutti i sottoprogrammi locali e globali finiscano con M17, M29 o #RET.
1164 'Termine sconosciuto in espressione matematica'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'espressione matematica è errata.
SOLUZIONE Controllare tutti i termini dell’espressione; variabili, parametri, operatori, ecc.
Soluzione di errori
CNC 8065
(REF: 1308)
·31·
1165 'Variabile inesistente'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• La variabile richiesta non esiste.• Errore sintattico nel nome della variabile.• La variabile è un array e non si è indicato l’indice di array.• Si è persa una variabile generale per un asse determinato o l’inverso.
SOLUZIONE Controllare la programmazione.
1166 'Radice di un numero negativo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nell’espressione matematica vi è una radice quadrata (SQRT) di un numeronegativo.
SOLUZIONE Controllare la programmazione.
1167 'Logaritmo di un numero negativo o zero'
RILEVAMENTO Durante l’esecuzione.CAUSA Nell’espressione matematica vi è un logaritmo (LOG/LN) di un numero negativo o
zero.SOLUZIONE Controllare la programmazione.
1168 'Indice di variabile fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Uno degli indici definiti nella variabile di array è errato.
SOLUZIONE L’indice minimo ammesso per una variabile di array è 1 ed il massimo dipende dallavariabile in questione. Vi sono alcuni casi particolari in cui l’indice 0 è ammesso:G.GS, G.MS, G.LUP1 ad G.LUP7, G.LUPACT e MTB.P.
1170 'La sentenza #SYNC POS si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1171 'Le sentenze # si programmano da sole nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nel
blocco, è possibile solo aggiungere l’etichetta del blocco. L’unica eccezione è lasentenza #AXIS, che deve essere programmata nello stesso blocco della funzioneG201.
1172 'Sentenza non consentita con compensazione di raggio utensile attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di eseguire una sentenza incompatibile con la compensazione di
raggio.SOLUZIONE Disattivare la compensazione di raggio per eseguire la sentenza.
1173 'La sentenza #UNLINK si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1174 '#LINK: non è consentito definire un nuovo accoppiamento con uno precedente attivo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di attivare un secondo accoppiamento d’assi senza disattivare il
primo.SOLUZIONE Controllare la programmazione. Disattivare il primo accoppiamento prima di attivare
il secondo. Per avere entrambi gli accoppiamenti, disattivare il primo accoppiamentoe attivarli entrambi con una sola sentenza #LINK.
·32·
Soluzione di errori
CNC 8065
(REF: 1308)
1175 '#LINK: 'non è stato definito l'accoppiamento'
RILEVAMENTO Durante l’esecuzione.CAUSA Non vi è nessun accoppiamento assi definito nella sentenza #LINK.
SOLUZIONE Programmare gli assi maestro e slave nella sentenza #LINK.
1176 '#LINK: l'asse maestro non appartiene alla configurazione assi corrente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• L'asse maestro dell’accoppiamento non esiste o non è disponibile nel canale.• Il CNC ha cercato di annullare un accoppiamento il cui asse maestro non esiste
o non è disponibile nel canale.
SOLUZIONE Gli assi maestro e slave devono esistere nel canale che esegue la sentenza.
1177 '#LINK: l'asse slave non appartiene alla configurazione assi corrente'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• L'asse slave dell’accoppiamento non esiste o non è disponibile nel canale.• Il CNC ha cercato di annullare un accoppiamento il cui asse slave non esiste o
non è disponibile nel canale.SOLUZIONE Gli assi maestro e slave devono esistere nel canale che esegue la sentenza.
1178 '#LINK: l'asse slave non può essere un asse del piano principale'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'asse slave dell’accoppiamento è uno dei tre assi principali.
SOLUZIONE Controllare la programmazione.
1179 '#LINK: gli assi maestro e slave devono essere dello stesso tipo (AXISTYPE)'
RILEVAMENTO Durante l’esecuzione.CAUSA Gli assi maestro e slave dell’accoppiamento non sono dello stesso tipo, lineare o
rotativo.SOLUZIONE Entrambi gli assi di un accoppiamento devono essere dello stesso tipo (parametro
AXISTYPE).
1180 '#LINK: gli assi maestro e slave devono avere lo stesso tipo (AXISMODE)'
RILEVAMENTO Durante l’esecuzione.CAUSA Gli assi maestro e slave dell’accoppiamento sono rotativi ma non sono dello stesso
tipo, linearlike o modulo.SOLUZIONE Entrambi gli assi di un accoppiamento devono essere dello stesso tipo (parametro
AXISMODE).
1181 '#LINK: non è possibile definire come slave un asse attivo in G201'
RILEVAMENTO Durante l’esecuzione.CAUSA L'asse slave di un accoppiamento è in modalità manuale addizionale (G201).
SOLUZIONE Annullare la modalità manuale addizionale per potere accoppiare l'asse.
1182 '#LINK: troppi accoppiamenti programmati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il massimo numero di accoppiamenti definiti supera il massimo consentito.
SOLUZIONE Il massimo numero di accoppiamenti che possono essere attivi in un canale è ugualeal numero di assi del canale meno tre.
1183 'La sentenza #LINK si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
1184 '#LINK: l'asse maestro e slave coincidono'
RILEVAMENTO Durante l’esecuzione.
CAUSA Gli assi maestro e slave dell'accoppiamento sono lo stesso asse.
SOLUZIONE Gli assi maestro e slave devono essere diversi.
Soluzione di errori
CNC 8065
(REF: 1308)
·33·
1185 '#LINK: un asse non può essere slave di più maestri'
RILEVAMENTO Durante l’esecuzione.CAUSA Un asse è slave di più maestri.
SOLUZIONE Un asse può essere solo slave di un maestro.
1186 '#LINK: un asse maestro non può essere slave in un altro accoppiamento e viceversa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un asse non può essere slave in un accoppiamento e maestro in un altro.SOLUZIONE Un asse non può essere maestro in un accoppiamento e slave in un altro.
1187 '#AXIS: nome di asse ripetuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Lo stesso asse è stato programmato più di una volta nella sentenza.
SOLUZIONE Controllare la programmazione.
1188 'Non attesa "["'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nella sintassi della sentenza.
SOLUZIONE Controllare la programmazione.
1189 '#MPG: troppi parametri'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza ha più parametri di quelli consentiti.SOLUZIONE La sentenza #MPG ammette un massimo di tre parametri. Ognuno di essi
rappresenta lo spostamento per impulso del volantino in ogni posizione delcommutatore.
1190 '#MPG: non sono consentite risoluzioni di volantino negative o zero'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza #MPG cerca di definire una risoluzione di volantino negativa o nulla.SOLUZIONE Lo spostamento ad impulso del volantino deve essere un valore positivo e non nullo.
1191 '#INCJOG: non sono consentite distanze di jog incrementale negative o zero'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza #INCJOG cerca di definire una distanza negativa o nulla.
SOLUZIONE Lo spostamento incrementale dell'asse in ogni posizione del commutatore deveessere un valore positivo e non nullo.
1192 '#INCJOG: non sono consentite velocità di jog incrementale negative o zero'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza #INCJOG cerca di definire un avanzamento negativo o nullo.SOLUZIONE L’avanzamento dell'asse in ogni posizione del commutatore deve essere un valore
positivo e non nullo.
1193 '#CONTJOG/#INCJOG: avanzamento programmato fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'avanzamento programmato è troppo alto.SOLUZIONE Controllare la programmazione.
1194 '#INCJOG: troppi parametri'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza ha più parametri di quelli consentiti.
SOLUZIONE La sentenza #INCJOG ammette un massimo di cinque gruppi di parametri. Ognunodi essi rappresenta l’avanzamento e lo spostamento dell'asse per ogni posizione delcommutatore in jog incrementale.
1195 '#CONTJOG: troppi parametri'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza ha più parametri di quelli consentiti.
SOLUZIONE La sentenza #CONTJOG ammette un solo parametro, che rappresental’avanzamento dell'asse quando il commutatore è in jog continuo.
·34·
Soluzione di errori
CNC 8065
(REF: 1308)
1196 '#CONTJOG: non sono consentite velocità di jog continuo negative o zero'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza #CONTJOG cerca di definire un avanzamento negativo o nullo.
SOLUZIONE L’avanzamento dell'asse in jog continuo deve essere un valore positivo e non nullo.
1197 '#SET OFFSET: offset inferiore positivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il limite di corsa inferiore dell'asse per lo spostamento manuale ha un valore positivo.SOLUZIONE Il limite di corsa inferiore per lo spostamento manuale sarà un valore negativo o zero.
1198 '#SET OFFSET: limite negativo fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il valore del limite di corsa inferiore è troppo basso
SOLUZIONE Controllare la programmazione.
1199 '#SET OFFSET: offset superiore negativo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il limite di corsa superiore dell'asse per lo spostamento manuale ha un valore
negativo.SOLUZIONE Il limite di corsa superiore per lo spostamento manuale sarà un valore positivo o zero.
1200 '#SET OFFSET: limite positivo fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il valore del limite di corsa superiore è troppo alto.
SOLUZIONE Controllare la programmazione.
1201 '#SET OFFSET: offset superiore e inferiore nulli'
RILEVAMENTO Durante l’esecuzione.CAUSA I limiti di corsa dell'asse per lo spostamento manuale sono nulli.
SOLUZIONE Controllare la programmazione.
1203 'La sentenza #SET IPOPOS si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
1204 'Sentenza mal programmata o inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non esiste o è mal programmata.
SOLUZIONE Controllare la programmazione.
1205 '#CALL AX/#SET AX: tipo di offset sconosciuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il tipo di offset programmato nella sentenza non esiste.SOLUZIONE I tipi di offset sono ALL, LOCOF, FIXOF, TOOLOF, ORGOF, MEASOF, MANOF.
1206 'In attesa ","'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la programmazione di "," nella sentenza o nella funzione.
SOLUZIONE Controllare la programmazione.
1209 'Indice di asse fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• Nelle sentenze #CALL AX/#SET AX la posizione per alcuni degli assi non ècorretta; la posizione è occupata, la posizione supera il massimo consentito o nonvi è posto per l'asse.
• Programmazione del nome dell'asse con un carattere jolly errato.
SOLUZIONE Le eventuali soluzioni sono le seguenti:• La sentenza può situare gli assi in qualsiasi posizione libera compresa fra 1 e un
numero uguale al totale degli assi più i mandrini del sistema.• I possibili caratteri jolly sono @1 a @6 e @SM.
Soluzione di errori
CNC 8065
(REF: 1308)
·35·
1210 '#CALL AX/#SET AX: nome di asse ripetuto'
RILEVAMENTO Durante l’esecuzione.CAUSA Lo stesso asse è stato programmato più di una volta nella sentenza.
SOLUZIONE Controllare la programmazione.
1211 '#CALL AX/#SET AX: indice asse ripetuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Due assi cercano di occupare la stessa posizione nel canale.SOLUZIONE Controllare la programmazione.
1213 '#CALL AX/#SET AX: non è ammesso con G63 attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è consentito di programmare #CALL AX con la funzione G63 attiva.
SOLUZIONE Disattivare la filettatura G63 prima di modificare la configurazione assi.
1214 '#CALL AX/#SET AX: troppi assi richiesti'
RILEVAMENTO Durante l’esecuzione.CAUSA Troppi assi programmati; il numero di assi supera il numero di assi del sistema.
SOLUZIONE Ripassare la configurazione assi definita per il canale. Il numero di assi di un canalenon può superare il numero di assi del sistema.
1215 'La sentenza #CALL AX/#SET AX si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.
SOLUZIONE Controllare la programmazione.
1216 '#CALL AX/#CAX: nome asse in uso'
RILEVAMENTO Durante l’esecuzione.CAUSA Il nome di uno degli assi è in uso da un asse C.
SOLUZIONE Controllare la programmazione.
1217 '#CALL AX: indice in uso'
RILEVAMENTO Durante l’esecuzione.
CAUSA Una delle posizioni è occupata da un altro asse.SOLUZIONE Ripassare la configurazione assi definita per il canale; due assi non possono essere
nella stessa posizione. Un asse può utilizzare qualsiasi posizione libera compresafra 1 e un numero uguale al massimo di assi più mandrini consentito dal sistema.
1218 'La sentenza #FREE AX si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
1219 'In attesa "," o "]"'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nella sintassi della sentenza.
SOLUZIONE Controllare la programmazione.
1220 '#FREE AX: non è consentito di eliminare un asse attivo in modalità manuale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un asse in modalità manuale addizionale (G201) non può essere eliminato dalcanale.
SOLUZIONE Annullare la modalità manuale addizionale dell'asse mediante la funzione G202 pereliminare l'asse del canale.
1221 'La sentenza #SET AX si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza non è programmata da sola nel blocco.SOLUZIONE Controllare la programmazione.
·36·
Soluzione di errori
CNC 8065
(REF: 1308)
1222 'Non attesa #COMMENT END'
RILEVAMENTO Durante l’esecuzione.CAUSA Vi è un blocco di fine commento (#COMMENT END) ma manca il blocco di apertura
commento (#COMMENT BEGIN).SOLUZIONE Controllare la programmazione.
1223 'Carattere di fine file nel blocco commento'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non trova la fine del programma. È probabile che esista un blocco di aperturacommento (#COMMENT BEGIN) ma manca il blocco di fine commento(#COMMENT END).
SOLUZIONE Controllare la programmazione.
1224 'Manca operatore, oppure operatore sconosciuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca un operatore d’assegnazione dopo la variabile o parametro.
SOLUZIONE Gli operatori validi di assegnazione sono "=", "+=", "-=", "*=", "/=".
1225 'Divisione per zero'
RILEVAMENTO Durante l’esecuzione.CAUSA Una delle operazioni programmate esegue una divisione per zero.
SOLUZIONE Controllare la programmazione. Se si sta lavorando con parametri, è probabile chenello storico del programma, questo parametro abbia acquisito valore zero.Controllare che il parametro non giunga all’operazione con tale valore.
1226 'Non esiste asse frontale (FACEAXIS) sul piano attivo per compensazione raggio'
RILEVAMENTO Durante l’esecuzione.CAUSA Nessun asse del piano è definito come asse frontale.
SOLUZIONE Definire uno degli assi del piano come asse frontale (parametro FACEAXIS).
1227 'Non esiste asse laterale (LONGAXIS) sul piano attivo per compensazione raggio'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nessun asse del piano è definito come asse longitudinale.SOLUZIONE Definire uno degli assi del piano come asse longitudinale (parametro LONGAXIS).
1233 'Lo spostamento programmato eccede l'intervallo di dati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Lo spostamento d’origine definito supera il massimo consentito.
SOLUZIONE Controllare la programmazione.
1236 'Nome di macro troppo lungo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il nome della macro supera il massimo numero di caratteri consentiti.
SOLUZIONE Il massimo numero di caratteri consentiti è 30.
1237 'In attesa di "\" nel testo associato alla macro'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nel testo di sostituzione di una macro, è stata inclusa una macro che non inizia conil carattere "\".
SOLUZIONE Il testo di sostituzione di una macro deve essere fra parentesi e può includere altremacro, le qual i devono essere del imitate dai caratter i \" ; ad esempio"macro"="\"macro1\" \"macro2\"".
1238 'Testo di sostituzione della macro troppo lungo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di caratteri del testo di sostituzione della macro supera il massimo
consentito.SOLUZIONE Il massimo numero di caratteri consentiti è 140.
1239 'Numero massimo di macro superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Superato il massimo numero di macro nel CNC.
SOLUZIONE Il massimo è 50 macro. si può cancellare la tabella di macro mediante la sentenza#INIT MACROTAB.
Soluzione di errori
CNC 8065
(REF: 1308)
·37·
1240 'Macro inesistente'
RILEVAMENTO Durante l’esecuzione.CAUSA La macro non è definita nel programma.
SOLUZIONE Definire la macro prima di utilizzarla. La macro può essere definita nel programma.
Il CNC memorizza in una tabella le macro definite da un programma o dalla modalitàMDI/MDA, in modo che siano disponibil i per tutti i programmi eseguitisuccessivamente. Il CNC inizializza la tabella di macro all'avvio o mediante lasentenza #INIT MACROTAB.
1241 'Manca il testo di sostituzione della macro'
RILEVAMENTO Durante l’esecuzione.CAUSA Il testo di sostituzione associato alla macro è una stringa di caratteri vuota.
SOLUZIONE Associare alla macro il testo di sostituzione adeguato a seconda della funzionalitàche si desidera assegnare alla stessa. Il testo di sostituzione deve essere scritto fravirgolette.
1244 'Asse frontale vicino al centro: la velocità del mandrino in G96 è stata limitata'
RILEVAMENTO Durante l’esecuzione.CAUSA Lavorando a velocità di taglio costante (G96), il CNC ha limitato la velocità del
mandrino a causa della vicinanza dell'asse frontale al centro di rotazione.SOLUZIONE Aumentare il limite di velocità (G192) o accettare la limitazione.
1245 'G96: non vi è asse frontale (FACEAXIS) definito sul piano attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nessun asse del piano è definito come asse frontale.
SOLUZIONE Definire uno degli assi del piano come asse frontale (parametro FACEAXIS).
1246 'Non è ammessa filettatura con avanzamento in G95'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di eseguire una maschiatura (G63) essendo attiva la funzione G95
(avanzamento per giro del mandrino).SOLUZIONE Attivare l'avanzamento in funzione del tempo (G94).
1247 'Non è ammessa filettatura con G96 attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire una maschiatura (G63) essendo attiva la funzione G96(velocità di taglio costante).
SOLUZIONE Attivare la modalità di velocità di rotazione costante (G97).
1248 'Non è ammessa filettatura e G192 nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non consente di programmare le funzioni G63 (maschiatura) e G192(limitazione della velocità di rotazione) nello stesso blocco.
SOLUZIONE Programmare entrambe istruzioni in blocchi diversi.
1249 'Non è ammesso cambiamento di gamma con G96 attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di cambiare la gamma del mandrino (G112) con la funzione G96attiva.
SOLUZIONE Disattivare la funzione G96 per effettuare il cambiamento di gamma del mandrino.
1251 'Non è ammessa modalità manuale con G96 attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di accedere alla modalità manuale con la funzione G96 attiva.
SOLUZIONE Disattivare la funzione G96 per accedere alla modalità manuale.
1252 '#FREE AX: non è consentito di eliminare l'asse di rotazione frontale con G96 attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eliminare l'asse frontale della configurazione del canale(#FREE AX) con la funzione G96 attiva.
SOLUZIONE Disattivare la funzione G96 per eliminare l'asse frontale della configurazione delcanale.
·38·
Soluzione di errori
CNC 8065
(REF: 1308)
1254 'Non è consentito G192 e M19 nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non consente di programmare le funzioni M19 (posizionamento del mandrino)
e G192 (limitazione della velocità di rotazione) nello stesso blocco.SOLUZIONE Programmare entrambe istruzioni in blocchi diversi.
1255 'Percentuale di accelerazione negativa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G130, la percentuale di accelerazione programmata è negativa.
SOLUZIONE La percentuale di accelerazione deve essere maggiore o uguale a zero.
1256 'Percentuale di accelerazione fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G130, la percentuale di accelerazione programmata è troppo alta.
SOLUZIONE Controllare la programmazione.
1257 'Doppia programmazione del passo di vite'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G33, il passo della filettatura è programmato più di una volta.SOLUZIONE Controllare la programmazione. Definire il passo del filetto una sola volta nel blocco.
1258 'Passo di vite uguale a zero'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G33, il passo del filetto ha valore 0.
SOLUZIONE Controllare la programmazione. Programmare il passo del filetto con i parametri I J K.
1259 'Passo di vite fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G33, il passo della filettatura programmato è troppo alto.
SOLUZIONE Controllare la programmazione.
1261 'Tipo di cinematica sconosciuta'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare la funzione RTCP, TLC o una trasformazione dicoordinate (CS/ACS) in modalità 6 senza avere una cinematica attiva.
SOLUZIONE Attivare prima la cinematica e quindi la funzione desiderata.
1262 'Il gruppo di assi è insufficiente per la trasformazione'
RILEVAMENTO Durante l’esecuzione.CAUSA Il canale non ha assi sufficienti per attivare la funzione RTCP, TLC o la trasformazione
di coordinate. Il numero di assi necessario dipenderà dalla cinematica da attivare.SOLUZIONE Correggere la configurazione assi del canale (sentenza #SET AX) per potere
attivare la cinematica.
1263 'Manca asse(i) rotativo per la trasformazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una sentenza #TOOL ORI, ma non vi è nessun asse rotativo per potersituare l’utensile perpendicolare al piano inclinato definito.
SOLUZIONE Non programmare la sentenza #TOOL ORI o attivare una cinematica che consentadi situare l’utensile perpendicolare al piano inclinato.
1264 'Programmazione non consentita con CS/ACS attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non consente di eseguire la funzione programmata se è attiva latrasformazione di coordinate. Alcune funzioni incompatibili sono G74, G198, G199,#LINK, cicli di tastatura, ecc.
SOLUZIONE Disattivare la trasformazione di coordinate per potere eseguire il resto delle funzioni.
1265 'Programmazione non consentita con RTCP/TLC attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non consente di eseguire la funzione programmata se è attiva la funzioneRTCP o TLC. Alcune funzioni incompatibili sono G74, G198, G199, #KIN ID.
LINK.SOLUZIONE Disattivare la funzione RTCP o TLC per potere eseguire il resto di funzioni.
Soluzione di errori
CNC 8065
(REF: 1308)
·39·
1266 'La funzionalità TLC si disattiva con la sentenza #TLC OFF'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di modificare la funzione TLC mentre era attiva.
SOLUZIONE Il CNC non consente di modificare la funzione TLC mentre è attiva. Per modificarela funzione TLC, occorre disattivarla e riattivarla di nuovo.
1267 'La funzionalità RTCP si disattiva con la sentenza #RTCP OFF'
RILEVAMENTO Durante l’esecuzione.
CAUSA Con il RTCP attivo, è programmata una sentenza #RTCP differente a #RTCP OFF.
SOLUZIONE Per disattivare la funzione RTCP programmare #RTCP OFF. Per poter modificare ivalori dell’RTCP, occorre prima disattivarla.
1268 '#CS ON/#ACS ON: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare la programmazione.
1269 '#CS ON/#ACS ON: l'angolo programmato non è valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'angolo programmato non è valido.
SOLUZIONE Programmare un angolo fra ±360º.
1270 'Calcolo della trasformazione di coordinate impossibile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non ha potuto risolvere una trasformazione di coordinate pezzo in coordinate
macchina o viceversa.SOLUZIONE Disattivare la trasformazione, cambiare la posizione degli assi ed attivare di nuovo
la trasformazione.
1271 'Gli assi della cinematica attiva non possono essere esclusi o modificati'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di modificare la configurazione assi di una cinematica mentre è
attiva.SOLUZIONE Disattivare la cinematica per modificare la configurazione assi del canale.
1272 'Gli assi della trasformazione attiva non possono essere esclusi o modificati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di modificare la configurazione assi di un piano inclinato mentreesso era attivo.
SOLUZIONE Disattivare la trasformazione di piano inclinato per modificare la configurazione assidel canale
1275 'Posizione calcolata per la trasformata cinematica inversa fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di fare una trasformazione da coordinate macchina a coordinate
pezzo non risolta.SOLUZIONE Disattivare la trasformazione, cambiare la posizione alla quale si vuole accedere e
attivare di nuovo la trasformazione. Controllare quella trasformata in caso ditrasformazione d’utente.
1277 'Lo spostamento risultante eccede l'intervallo di dati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Lo spostamento calcolato a partire dalle quote programmate nella funzione G92 ètroppo grande.
SOLUZIONE Controllare la programmazione.
1278 'G131/G133: valore non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G131 o G133, la percentuale di accelerazione o jerk programmata non
è valida.SOLUZIONE Programmare una percentuale d’accelerazione o jerk positiva e minore o uguale a
100.
·40·
Soluzione di errori
CNC 8065
(REF: 1308)
1279 'In attesa "'
RILEVAMENTO Durante l’esecuzione.CAUSA Nell’espressione o sentenza programmata mancano le virgolette.
SOLUZIONE Controllare la programmazione.
1281 'Non coincidono il numero di parametri e di specificatori di formato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di identificatori di dati (%D o %d) indicati nella sentenza #MSG, #ERROREo #WARNING non coincide con il numero di parametri da visualizzare.
SOLUZIONE Controllare la programmazione.
1282 'Messaggio troppo lungo'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #MSG, #ERROR o #WARNING, il testo del messaggio è troppo
lungo. SOLUZIONE Il massimo numero di caratteri consentiti è 69, compresi i caratteri che sostituiscono
gli identificatori di dati.
1283 'Limite di specificatori di formato superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #MSG, #ERROR o #WARNING, vi sono più di 5 identificatori di dati
(%D o %d).SOLUZIONE Ridurre il numero di identificatori di dati.
1284 'In attesa di espressione aritmetica'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #MSG, #ERROR o #WARNING vi sono identificatori di datiprogrammati (%D o %d) ma mancano i parametri da visualizzare.
SOLUZIONE Controllare la programmazione.
1285 'Doppia scrittura del raggio d'utensile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il raggio dell’utensile è programmato più di una volta nel blocco.SOLUZIONE Programmare il raggio dell’utensile una sola volta nel blocco.
1286 'Doppia scrittura della lunghezza d'utensile'
RILEVAMENTO Durante l’esecuzione.
CAUSA La lunghezza dell’utensile è programmata più di una volta nel blocco.
SOLUZIONE Programmare la lunghezza dell’utensile una sola volta nel blocco.
1287 'In attesa "["'
RILEVAMENTO Durante l’esecuzione.CAUSA Nell’espressione o sentenza programmata manca la parentesi quadra di apertura "[".
SOLUZIONE Controllare la programmazione.
1288 'Troppi parametri programmati nella sentenza'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare la programmazione.
1290 'Programmazione di coordinate I, J, K incorretta'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• I valori programmati per il centro di un’interpolazione circolare, origine polare ocentro di rotazione del sistema di coordinate sono troppo alti.
• I valori programmati per il centro di un’interpolazione circolare, con la funzioneG264 attiva, sono errati.
SOLUZIONE Controllare la programmazione.
1291 'Non sono ammesse più funzioni S'
RILEVAMENTO Durante l’esecuzione.CAUSA In uno stesso blocco vi sono più funzioni S di quelle consentite.
SOLUZIONE Il massimo numero di funzioni S ammesso in uno stesso blocco è 4.
Soluzione di errori
CNC 8065
(REF: 1308)
·41·
1292 'Funzione M programmata due volte'
RILEVAMENTO Durante l’esecuzione.CAUSA La stessa funzione M è programmata più di una volta nel blocco.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1293 'Funzione H programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA La stessa funzione H è programmata più di una volta nel blocco.SOLUZIONE Programmare le funzioni in blocchi diversi.
1301 'La trasformazione di lunghezza utensile eccede il formato numerico valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA La trasformazione di lunghezza utensile eccede il formato numerico valido.
SOLUZIONE Modificare i valori della trasformazione di lunghezza o quelli dell’utensile.
1302 'Carattere non valido nel nome'
RILEVAMENTO Durante l’esecuzione.CAUSA Carattere non valido nel nome di un’etichetta, sottoprogramma o variabile.
SOLUZIONE Controllare la programmazione.
1303 'Nome di variabile troppo lungo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Superato il massimo numero di caratteri consentito per il nome della variabile.SOLUZIONE Il massimo numero di caratteri consentiti è 13.
1304 'Velocità di mandrino non valida'
RILEVAMENTO Durante l’esecuzione.
CAUSA La velocità programmata è troppo bassa.
SOLUZIONE Controllare la programmazione.
1305 'Programmazione non consentita con #MCS attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non consente di eseguire la funzione programmata se è attiva la funzione
MCS. Alcune funzioni incompatibili sono:• Attivazione / disattivazione di spostamenti d'origine (G54-G59, G159, G92,
G158, G53).• Attivazione / disattivazione dell'offset di misura (G101, G102)• Attivazione / disattivazione di pinze (variabile "V.G.FIX").• Attivazione / disattivazione dell'immagine speculare (G11/G12/G13/G14).• Programmazione in raggi/diametri (G151/G152).• Attivazione della programmazione incrementale (G91).• Programmazione in pollici/millimetri (G70/G71).• Fattore scala (G72).• Spostamento G0, G1, G2, G3, G8 o G9 in polari.• Filettatura G63 o G33 in polari.• Origine polare (G30).• Rotazione del sistema (G73).• Sentenze #FACE, #CYL e #RTCP.
SOLUZIONE Controllare la programmazione.
1306 'Non è ammesso cambiamento di cinematica con compensazione di raggio attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di cambiare la cinematica con la compensazione di raggio attiva.SOLUZIONE Annullare la compensazione per definire il nuovo piano di lavoro.
1308 'Un asse della trasformazione cinematica attiva non può essere slave'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'asse slave di un accoppiamento fa parte della cinematica attiva.
SOLUZIONE Disattivare la cinematica per potere accoppiare l'asse. L'asse partecipante allacinematica attiva può invece essere asse maestro di un accoppiamento.
·42·
Soluzione di errori
CNC 8065
(REF: 1308)
1309 'In attesa di nome di file'
RILEVAMENTO Durante l’esecuzione.CAUSA Non vi è nessun programma selezionato da eseguire.
SOLUZIONE Selezionare il programma da eseguire.
1310 'Riga di programma troppo lunga'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di caratteri nella sentenza #EXBLK supera il massimo consentito.SOLUZIONE Il massimo numero di caratteri consentiti è 128.
1311 'Offset di misura non incluso in asse(i) programmato'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione G102 cerca di escludere l’offset di misura di un asse che non ha inclusonessun offset di misura.
SOLUZIONE La funzione G102 non ha senso per un asse senza offset di misura.
1314 '#CS ON/#ACS ON: identificatore non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA In queste sentenze, il numero del sistema di coordinate non è valido.SOLUZIONE Programmare un valore fra 1 e 5.
1315 '#CS ON/#ACS ON: sistema non definito'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le sentenze non hanno parametri e non è memorizzato nessun sistema dicoordinate. Nel programmare una di queste sentenze senza parametri, il CNC cercadi attivare l'ultima trasformazione memorizzata.
SOLUZIONE Controllare la programmazione. Definire e memorizzare un sistema di coordinate.
1316 '#CS/#ACS DEF: mancano parametri'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la programmazione di uno o più parametri obbligatori.
SOLUZIONE Controllare la programmazione. Queste sentenze richiedono la programmazione delnumero del sistema di coordinate, la modalità di definizione, i componenti del vettoredi spostamento e gli angoli di rotazione.
1318 '#CS ON/#ACS ON: 'non sono ammessi cambiamenti con il sistema di coordinate attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di cambiare i parametri di un sistema di coordinate attivo.
SOLUZIONE Controllare la programmazione. Il CNC non consente di modificare i parametri di unsistema di coordinate attivo; consente di modificare i parametri di un sistema dicoordinate già definito ma non attivo.
1319 'Annidamento di sentenze #CS ON/#ACS ON superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha superato il limite di combinazioni di sistemi di coordinate.
SOLUZIONE Il CNC consente di combinare vari sistemi di coordinate fra loro per costruirne deinuovi. Il CNC consente di combinare 10 sistemi di coordinate.
1320 'Numero massimo di etichette superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il programma ha più etichette di blocco di quelle consentite. Le etichette peridentificare un blocco possono essere di tipo:
SOLUZIONE Il massimo numero di etichette consentite di ogni tipo è 128. Le etichette si possonorappresentare mediante la lettera N seguita dal numero di blocco o medianteetichette del tipo [nome].
1321 'Nome di etichetta troppo lungo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il nome dell’etichetta supera il numero di caratteri consentiti.
SOLUZIONE Il massimo numero di caratteri consentiti è 15.
Soluzione di errori
CNC 8065
(REF: 1308)
·43·
1322 'Etichetta definita più volte'
RILEVAMENTO Durante l’esecuzione.CAUSA L’etichetta del blocco è ripetuta nel programma.
SOLUZIONE Eliminare le etichette ripetute.
1323 '$GOTO: Etichetta non valida'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un'etichetta può essere definita solo con una stringa di caratteri fra parentesi quadreo con il carattere "N" seguito da un numero positivo e minore di 2147483646.
SOLUZIONE Controllare la programmazione.
1324 'Etichetta non definita'
RILEVAMENTO Durante l’esecuzione.CAUSA L’etichetta di blocco definita nell’istruzione $GOTO o #RPT non esiste nel
programma.SOLUZIONE Definire l’etichetta di salto in un punto del programma.
1325 'Numero di blocco definito varie volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di blocco "N" è ripetuto nel programma.
SOLUZIONE Non ripetere il numero di blocco.
1326 'Valore sbagliato da assegnare a una variabile'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile ha un valore troppo alto.
SOLUZIONE Controllare la programmazione.
1327 'Velocità di posizionamento del mandrino programmata in modo duplice'
RILEVAMENTO Durante l’esecuzione.
CAUSA La velocità di posizionamento del mandrino (M19) è stata programmata più di unavolta nel blocco.
SOLUZIONE Controllare la programmazione. Programmare la velocità di posizionamento una solavolta nel blocco.
1328 'Sentenza $FOR senza $ENDFOR'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata un'istruzione $FOR ma manca il suo $ENDFOR.SOLUZIONE Controllare la programmazione.
1330 'Programmazione di immagine speculare errata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmazione errata della funzione G14 (immagine speculare).
SOLUZIONE Controllare la programmazione.
1331 '#TANGFEED RMIN: raggio negativo non consentito'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il raggio programmato è minore o uguale a zero.SOLUZIONE Controllare la programmazione.
1332 '#TOOL AX: in attesa di orientamento +/- dopo la designazione dell'asse'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la programmazione orientamento dell'utensile.
SOLUZIONE Controllare la programmazione.
1333 'Cambiamento del primo e/o del secondo asse del piano con compensazione di raggioattiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Con la compensazione di raggio attiva, il CNC ha cercato di cambiare le impostazioniassi del canale ed il cambiamento interessa i primi due assi del piano di lavoro.
SOLUZIONE Disattivare la compensazione di raggio per effettuare cambiamenti nellaconfigurazione assi del canale che interessano il piano di lavoro.
·44·
Soluzione di errori
CNC 8065
(REF: 1308)
1334 'G200: non ammette spostamento nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato uno spostamento d’assi nello stesso blocco della funzione G200.
SOLUZIONE Controllare la programmazione.
1336 'Configurazione erronea: due assi CAXIS'
RILEVAMENTO Durante l’esecuzione.
CAUSA I due assi programmati nella sentenza #FACE/#CYL sono asse C.SOLUZIONE Solo uno dei due assi programmati può essere asse C (parametro CAXIS).
1337 'Non è stato impostato asse CAXIS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nessuno degli assi programmati nella sentenza #FACE/#CYL è asse C.
SOLUZIONE Uno dei due assi programmati deve essere asse C (parametro CAXIS).
1339 'La selezione non ha effetto'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza programmata non ha effetto perché è già attiva, la stessa sentenza con
gli stessi parametri è programmata in un blocco precedente.SOLUZIONE Controllare la programmazione.
1340 'La deselezione non ha effetto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire la sentenza #CAX OFF senza mandrino lavorandocome asse C.
SOLUZIONE Controllare la programmazione.
1342 'Non è ammesso #CAX OFF se qualche trasformazione è attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non consente di disattivare l'asse C con la funzione RTCP o TLC attiva.SOLUZIONE Controllare la programmazione.
1343 'Non è ammesso #FACE OFF con il tipo di cinematica attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire la sentenza #FACE OFF e non è attiva o nessunalavorazione sulla superficie frontale.
SOLUZIONE Controllare la programmazione.
1344 'Non è ammesso cambiamento del piano durante la lavorazione su superficie laterale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di cambiare il piano di lavoro (G17-G20) mentre è attiva lalavorazione sulla superficie laterale.
SOLUZIONE Controllare la programmazione.
1345 'G20: programmazione errata degli assi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G20 (cambiamento piano), i primi due assi del piano (parametri 1 e2) sono errati.
SOLUZIONE Entrambi gli assi devono essere diversi ed essere fra i primi tre assi del canale.
1347 'Non è ammesso #CYL OFF con il tipo di cinematica attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di eseguire la sentenza #CYL OFF e non è attiva o nessuna
lavorazione sulla superficie cilindrica.SOLUZIONE Controllare la programmazione.
1348 '#CYL: raggio non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il raggio programmato nella sentenza #CYL è negativo o zero. Se il raggio è variabile,è vicino a passare dal centro del cilindro generando un raggio nullo.
SOLUZIONE Controllare la programmazione. Il raggio deve essere positivo e nel caso di un raggiovariabile, esso non può passare dal centro del cilindro.
Soluzione di errori
CNC 8065
(REF: 1308)
·45·
1349 'Quota dell'asse negativa in attivazione #FACE'
RILEVAMENTO Durante l’esecuzione.CAUSA L’asse lineare che fa parte della trasformazione di asse C frontale, è posizionato nella
parte negativa rispetto al centro di rotazione. Il CNC consente questa opzione(parametro ALINGC).
SOLUZIONE Posizionare l’asse nella parte positiva rispetto al centro di rotazione prima di attivarela lavorazione sull’asse frontale.
1350 'Carattere non valido fra le sentenze #VAR/#ENDVAR'
RILEVAMENTO Durante l’esecuzione.
CAUSA In uno dei blocchi compresi fra queste sentenze è programmato un carattere nonvalido.
SOLUZIONE Fra queste sentenze si ammette solo la dichiarazione di variabili d’utente (separateda virgola se sono varie in una stessa riga) o la programmazione del numero diblocco.
1351 '#VAR/#ENDVAR/#DELETE: tipo di variabile non consentito'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di definire o cancellare una variabile che non è d’utente.
SOLUZIONE Controllare la programmazione.
1352 '#VAR/#ENDVAR: la variabile definita è già esistente'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile d'utente è già esistente.
SOLUZIONE Controllare la programmazione.
1353 'Troppi valori per inizializzare l'array'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nell'inizializzazione di una variabile di array d’utente, il CNC inizializza più posizionidi quelle disponibili.
SOLUZIONE Controllare la programmazione.
1354 'Errore in lettura della variabile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non può leggere la variabile.
SOLUZIONE Controllare la programmazione.
1355 'Non è possibile cancellare la variabile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di cancellare una variabile del sistema.SOLUZIONE Il CNC può cancellare solo le variabili d’utente (prefissi P e S).
1356 'In attesa di variabile o parametro'
RILEVAMENTO Durante l’esecuzione.CAUSA Programmazione errata della sentenza $IF EXIST.
SOLUZIONE L’istruzione $IF EXIST consente solo parametri aritmetici o variabili.
1357 '#DELETE: carattere non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nel blocco è stato rilevato un carattere non valido.SOLUZIONE Verificare la sintassi del blocco. La sentenza si deve programmare da sola nel blocco
o insieme all’etichetta del blocco. Questa sentenza consente solo variabili d'utente.
1358 '#DELETE: la variabile da cancellare non esiste'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile d'utente non esiste.
SOLUZIONE Controllare la programmazione.
1360 'Non è ammesso G33/G63/G95/G96/G97 con asse C attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire una funzione G33/G63/G95/G96/G97 con l'asse Cattivo.
SOLUZIONE Disattivare l'asse C per eseguire la funzione.
·46·
Soluzione di errori
CNC 8065
(REF: 1308)
1362 'Dimensioni array errate'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile è di array ma il numero di array programmati è errato.
SOLUZIONE Verificare la sintassi della variabile.
1363 'Dichiarazione errata di variabili di array'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le variabili d’utente che sono array devono essere dichiarate fra le sentenze #VARe #ENDVAR.
SOLUZIONE Controllare la programmazione.
1364 'Numero di indici in variabile di array superato'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile d’utente è un array multidimensionale con più di 4 dimensioni.
SOLUZIONE Controllare la programmazione.
1365 'Non è ammessa velocità del mandrino negativa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Velocità di mandrino negativa'SOLUZIONE La velocità di mandrino deve essere positiva; è ammesso un valore negativo solo se
si programma nello stesso blocco della funzione G63.
1367 'Non è consentito un cambiamento di gamma e spostamento del mandrino simultanei'
RILEVAMENTO Durante l’esecuzione.CAUSA Nello stesso blocco è programmata una funzione M di spostamento mandrino e la
funzione G112 di cambio del set di parametri.SOLUZIONE Controllare la programmazione.
1368 'Non è consentito programmare centro e raggio del cerchio simultaneamente'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’interpolazione circolare è definita con il raggio ed il centro.
SOLUZIONE In un’interpolazione circolare occorre programmare le quote del punto finale edinoltre il raggio o il centro del cerchio.
1369 '#HSC: programmazione non consentita'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare la programmazione.
1370 '#HSC: doppia programmazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA In uno stesso blocco è programmata l’attivazione e disattivazione della modalitàHSC.
SOLUZIONE Controllare nel manuale di programmazione la sintassi delle sentenze.
1371 '#HSC: modalità non valida'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare la modalità HSC con un parametro sconosciuto o hacercato di cambiare la modalità di lavoro senza prima disattivarlo.
SOLUZIONE Controllare la programmazione.
1373 '#HSC: parametro errato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro FAST o il parametro CORNER della sentenza #HSC hanno un valoreincorretto.
SOLUZIONE Controllare la programmazione.
1374 'In attesa M02/M30'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca la programmazione di M02 o M30 alla fine del programma principale.
SOLUZIONE Controllare la programmazione.
Soluzione di errori
CNC 8065
(REF: 1308)
·47·
1375 'In attesa M17/M29/#RET'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca la programmazione di M17, M29 o #RET alla fine del sottoprogramma.
SOLUZIONE Controllare la programmazione.
1376 'Non è stato impostato nome di default per l'asse C'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #CAX occorre indicare il nome dell’asse C e nei parametri macchinanon è indicato il nome di default (parametro CAXIS).
SOLUZIONE Indicare nella sentenza #CAX il nome con cui si identificherà l’asse C.
1377 'Scrittura di parametro con indice non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Il parametro aritmetico non esiste o è protetto contro scrittura.
SOLUZIONE Controllare la programmazione. Controllare nei parametri macchina l’intervallo diparametri aritmetici valido.
I parametri globali protetti contro scrittura sono quelli definiti dai parametri macchinaROPARMIN - ROPARMAX.
1378 'Lettura di parametro con indice non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro aritmetico non esiste; non è entro l’intervallo consentito dai parametrimacchina.
SOLUZIONE Controllare la programmazione. Controllare nei parametri macchina l’intervallo diparametri aritmetici valido.
1380 'Ciclo fisso mal programmato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nel blocco di definizione di un ciclo fisso, non si può programmare nulla dopo iparametri del ciclo.
SOLUZIONE Controllare la programmazione.
1381 'Ciclo fisso inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il ciclo fisso programmato non esiste.SOLUZIONE Controllare la programmazione.
1382 'Parametro non consentito in ciclo fisso'
RILEVAMENTO Durante l’esecuzione.
CAUSA Uno dei parametri programmati non è consentito per tale ciclo fisso.
SOLUZIONE Controllare nel manuale di programmazione i parametri obbligatori e consentiti perogni ciclo fisso.
1383 'Nella definizione del ciclo manca un parametro obbligatorio'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la programmazione di un parametro obbligatorio del ciclo fisso.SOLUZIONE Controllare nel manuale di programmazione i parametri obbligatori e consentiti per
ogni ciclo fisso.
Parametri macchina Intervallo valido.
MINLOCP - MAXLOCP Parametri aritmetici locali.
MINGLBP - MAXGLBP Parametri aritmetici globali.
MINCOMP - MAXCOMP Parametri aritmetici comuni.
Parametri macchina Intervallo valido.
MINLOCP - MAXLOCP Parametri aritmetici locali.
MINGLBP - MAXGLBP Parametri aritmetici globali.
MINCOMP - MAXCOMP Parametri aritmetici comuni.
·48·
Soluzione di errori
CNC 8065
(REF: 1308)
1384 'Funzione M non consentita con spostamento'
RILEVAMENTO Durante l’esecuzione.CAUSA Nello stesso blocco è stato programmato uno spostamento e una funzione M con
sottoprogramma associato ed esecuzione pr ima dello spostamento. Isottoprogrammi si eseguono sempre alla fine del blocco e pertanto non si eseguiràmai la funzione M prima dello spostamento programmato.
SOLUZIONE Programmare la funzione M in un altro blocco o definire la funzione M nei parametrimacchina con esecuzione dopo lo spostamento.
1385 'Non è ammesso modificare D e la lunghezza dell'utensile nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di scrivere la variabile "V.G.TOL" nello stesso blocco in cui è statoprogrammato un cambio utensile o correttore.
SOLUZIONE Controllare la programmazione.
1386 'Non è ammesso modificare D e gli offset dell'utensile nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di scrivere la variabile "V.G.TOFL.xn" nello stesso blocco in cui èstato programmato un cambio utensile o correttore.
SOLUZIONE Controllare la programmazione.
1387 'Limite di funzioni M in uno stesso blocco superato'
RILEVAMENTO Durante l’esecuzione.CAUSA In uno stesso blocco vi sono più funzioni M di quelle consentite.
SOLUZIONE A partire dalla versione V2.00, il CNC consente fino a 14 funzioni M per blocco; inversioni precedenti, il limite era di 7 funzioni per blocco.
1388 'Non sono ammesse più funzioni H'
RILEVAMENTO Durante l’esecuzione.
CAUSA In uno stesso blocco vi sono più funzioni H di quelle consentite.
SOLUZIONE Il massimo numero di funzioni H ammesso in uno stesso blocco è 7.
1389 'Funzioni G incompatibili (G10/G11/G12/G13/G14)'
RILEVAMENTO Durante l’esecuzione.CAUSA Nel blocco sono programmate due funzioni G contrarie fra loro.
SOLUZIONE Programmare le funzioni in blocchi diversi.
1390 'Funzioni G incompatibili (G98/G99)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nel blocco sono programmate due funzioni G contrarie fra loro.SOLUZIONE Programmare le funzioni in blocchi diversi.
1392 'Doppia programmazione parametro'
RILEVAMENTO Durante l’esecuzione.CAUSA Lo stesso parametro è programmato più di una volta nella sentenza o nella funzione.
SOLUZIONE Controllare la programmazione.
1393 'L'utensile e correttore correnti non coincidono con quelli programmati'
RILEVAMENTO Durante la ricerca di blocco.
CAUSA Dopo un’ispezione utensile, il correttore D attivo non coincide con il correttore Dprogrammato prima di arrestare l’esecuzione. Il CNC ha i blocchi di spostamentopreparati, con cui lavorerà il pezzo dopo il riposizionamento, con il raggio dell’utensileprogrammato. Se l’utensile che è sul mandrino è diverso e nel programma non sicompensa il raggio dell’utensile, il CNC lavorerà un pezzo diverso.
SOLUZIONE Cambiare l’utensile del mandrino affinché coincida con quello programmato.
1394 'Non esiste il sottoprogramma associato alla funzione G'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmata una funzione G180 a G189 e non esiste il sottoprogramma associato.
È programmata una funzione G74 da sola nel blocco e non esiste il sottoprogrammaassociato.
SOLUZIONE Programmare insieme alla funzione G74 gli assi da riferimentare o definire ilsottoprogramma associato (parametro REFPSUB). Per le funzioni da G180 a G189definire il sottoprogramma associato (parametro OEMSUB).
Soluzione di errori
CNC 8065
(REF: 1308)
·49·
1395 'La funzione G74 con subroutine associata si programma da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Se la funzione G74 ha un sottoprogramma associato, si deve programmare da sola
nel blocco o insieme all’etichetta del blocco.SOLUZIONE Controllare la programmazione.
1396 'Programmazione non consentita in MDI'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile eseguire questo ordine in MDI.
SOLUZIONE Eseguire questo ordine all'interno di un programma.
1397 'La posizione programmata per l'asse Hirth è errata'
RILEVAMENTO Durante l’esecuzione.CAUSA La quota programmata per l’asse Hirth non corrisponde ad un passo intero.
SOLUZIONE L'asse hirth ammette solo quote multiplo del suo passo.
1398 'Non è ammesso attivare come Hirth un asse con il parametro HIRTH = NO'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare (G171) o disattivare (G170) come asse hirth un asseche non lo è (parametro HIRTH).
SOLUZIONE Controllare la programmazione. L'asse non si può attivare come asse hirth.
1399 'Non si può attivare l'asse come Hirth'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• L’asse hirth è uno degli assi del piano ed è attiva la compensazione di raggio e/oil rilevamento di collisioni.
• L'asse hirth fa parte della trasformazione attiva di coordinate.• L’asse hirth fa parte della cinematica attiva ed inoltre è attiva una sentenza
#RTCP, #TLC o #TOOL ORI.
SOLUZIONE Controllare la programmazione.
1400 'Non è ammesso cambiamento di lunghezza utensile con RTCP attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di fare un cambio utensile con la funzione RTCP attiva.
SOLUZIONE Disattivare la funzione RTCP per fare il cambio utensile.
1401 'Non è ammesso #TLC ON senza preventiva deselezione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare la funzione TLC ed è già attiva.SOLUZIONE Controllare la programmazione.
1402 '#LINK: gli assi maestro e slave devono avere gli stessi parametri HIRTH e HPITCH'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di accoppiare due assi hirth ma uno di essi non è hirth o entrambi
gli assi hanno passo diverso.SOLUZIONE Per potere includere un asse hirth in un accoppiamento, entrambi gli assi devono
essere hirth (parametro HIRTH) ed avere lo stesso passo (parametro HPITCH).
1403 '#LINK: non è possibile definire un accoppiamento con un asse Hirth disattivato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di accoppiare due assi hirth ma uno di essi è disattivato.
SOLUZIONE Per potere accoppiare due assi hirth, entrambi gli assi devono essere attivi (G171).
1404 'La gamma associata alla M programmata non esiste'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di effettuare un cambio gamma mandrino mediante una funzioneda M41 a M44 e la gamma non esiste.
SOLUZIONE Il numero di gamme disponibili nel mandrino è definito nei parametri macchina(parametro NPARSETS). Il CNC accetterà solo le funzioni da M41 a M44 dellegamme di mandrino esistenti.
·50·
Soluzione di errori
CNC 8065
(REF: 1308)
1405 'Il valore della S supera la gamma massima'
RILEVAMENTO Durante l’esecuzione.CAUSA Il mandrino ha un cambio gamma automatico (parametro AUTOGEAR) ed è
programmata una velocità superiore a quella massima di qualsiasi delle gammeesistenti per tale mandrino.
SOLUZIONE Programmare una velocità di mandrino minore che sia raggiungibile con una dellegamme esistenti per tale mandrino. Verificare che la velocità massima definita in ognigamma sia corretta.
1406 '#CALL: non ammette programmazione di parametri'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza #CALL non ammette programmazione di parametri.
SOLUZIONE Controllare la programmazione.
1407 'Errore nella lettura dei dati della tasca'
RILEVAMENTO Durante l’esecuzione.CAUSA Nell'eseguire una tasca 2D o 3D, il CNC non ha potuto decodificare uno o più dati.
Ciò può accadere quando sono stati editati manualmente i dati della tasca ed è statosostituito un valore numerico con una variabile, è stata eliminata la parentesi quadraalla fine delle istruzioni #DATAP2D, #DATAP3D, ecc.
SOLUZIONE Editare di nuovo la tasca con l'editor di cicli.
1408 'Programmazione non consentita senza mandrino controllato in posizione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non può eseguire la funzione o la sentenza programmata se il mandrino nonè controllato in posizione.
SOLUZIONE È necessario encoder nel mandrino.
1409 'Annidamento di funzioni T con sottoprogramma non consentito'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di eseguire un cambio utensile e nel sottoprogramma associato
alla funzione T (parametro TOOLSUB) è programmato un altro cambio utensile.SOLUZIONE Non è possibile programmare una funzione T all’interno del sottoprogramma
associato al cambio utensile.
1411 '#CD: numero di blocchi non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di blocchi programmato nella sentenza è errato.
SOLUZIONE Il numero massimo di blocchi da analizzare è 200.
1412 '#DGWZ: zona di visualizzazione per grafici mal definita'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza i limiti degli assi sono mal definiti.
SOLUZIONE Entrambi i limiti possono essere positivi o negativi ma i limiti inferiori di un assedovranno sempre essere minori dei limiti superiori di quello stesso asse.
1413 'Non è ammessa velocità zero per posizionamento mandrino'
RILEVAMENTO Durante l’esecuzione.
CAUSA La velocità di posizionamento programmata per la funzione M19 è zero.SOLUZIONE Programmare una velocità di posizionamento maggiore di zero mediante il comando
"S.POS".
1414 '#PARK: la sentenza ammette un solo asse'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza #PARK consente di parcheggiare solo un asse.
SOLUZIONE Programmare un blocco #PARK per cada asse da parcheggiare.
1417 'Path di file troppo lungo'
RILEVAMENTO Durante l’esecuzione.
CAUSA È stato superato il numero massimo di caratteri consentiti per il path di un programmao sottoprogramma.
SOLUZIONE Il path di un programma o sottoprogramma può avere un massimo di 120 caratteri.Cambiare la directory del programma o sottoprogramma per ridurre il numero dicaratteri nel path.
Soluzione di errori
CNC 8065
(REF: 1308)
·51·
1418 'Non è consentito mettere in sosta un assi della cinematica o trasformate attivi'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di parcheggiare un asse che fa parte della cinematica attiva o delle
trasformate #CS, #ACS, #ANGAX, #TANGCTRL.SOLUZIONE Controllare la programmazione. Se si desidera parcheggiare tale asse, occorre
disattivare la cinematica o la trasformazione attiva.
1419 'Non è consentito parcheggiare assi accoppiati, Gantry o Tandem'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di parcheggiare un asse che fa parte di una coppia gantry o di un
accoppiamento attivo (#LINK).SOLUZIONE Controllare la programmazione. Se si desidera parcheggiare tale asse si deve
disattivare l’accoppiamento. Gli assi che fanno parte di una coppia gantry o tandemnon si possono parcheggiare.
1420 'Blocchi di controllo aperti alla fine del programma'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un’istruzione $IF, $FOR, ecc., non ha la corrispondente istruzione di chiusura.SOLUZIONE Controllare la programmazione.
1421 'Gli assi della trasformazione attiva non possono essere slave o essere in sosta'
RILEVAMENTO Durante l’esecuzione.
CAUSA Uno degli assi partecipanti alla trasformazione di coordinate programmata èparcheggiato, è slave di una coppia gantry o è slave di un accoppiamento attivo.
SOLUZIONE Sparcheggiare, disattivare l’accoppiamento attivo o annullare la coppia gantry perpotere utilizzare l’asse nella trasformazione di coordinate.
1422 '#CS ON/#ACS ON: modalità programmata non valida'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro MODE programmato non è valido.
SOLUZIONE Il valore del parametro MODE deve essere compreso fra 1 e 6.
1423 '#CS ON/#ACS ON: il parametro di asse allineato deve essere 0 o 1'
RILEVAMENTO Durante l’esecuzione.CAUSA Il valore programmato come modalità per allineare il piano non è valido.
SOLUZIONE Controllare la programmazione.
1424 'Funzione G non consentita con MCS attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile eseguire la funzione G programmata con #MCS attivo.SOLUZIONE Controllare la programmazione.
1425 'Il salto di blocco è ammesso solo all'inizio della riga'
RILEVAMENTO Durante l’esecuzione.CAUSA Il carattere "/" si ammette solo all’inizio della riga di programma.
SOLUZIONE Controllare la programmazione.
1426 'La tasca è stata risolta con raggio d'utensile diverso'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha generato la tasca con un raggio d’utensile diverso da quello corrente.SOLUZIONE Generare la tasca di nuovo.
1427 'Asse mal programmato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nella sintassi di programmazione della sentenza o funzione G; in unospostamento è ripetuto un asse, nella funzione G74 manca la programmazione dil ’ordine della r icerca di zero degli assi o nella funzione G20 manca laprogrammazione di l’ordine degli assi nel sistema.
SOLUZIONE Controllare la programmazione.
·52·
Soluzione di errori
CNC 8065
(REF: 1308)
1428 'Lo spostamento sul piano principale essere programmato prima della G del ciclo'
RILEVAMENTO Durante l’esecuzione.CAUSA Le coordinate del punto iniziale del ciclo sono definite dopo la funzione G che
definisce il ciclo. Il ciclo considera le coordinate del punto iniziale come parametripropri.
SOLUZIONE Programmare le quote degli assi prima della funzione G del ciclo.
1429 'Limite di sottoprogrammi in uno stesso blocco superato'
RILEVAMENTO Durante l’esecuzione.CAUSA È stato superato il numero massimo di sottoprogrammi che possono eseguiti in uno
stesso blocco.SOLUZIONE Il massimo numero di sottoprogrammi che è possibile eseguire in uno stesso blocco
è 5. Programmare i sottoprogrammi in blocchi diversi o utilizzare l’imbricazione disottoprogrammi, a seconda dei casi.
1430 'Formato numerico superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il valore assegnato a un dato, variabile o parametro è superiore al formato stabilito.SOLUZIONE Controllare la programmazione.
1431 'Posizione di mandrino in M19 non valida'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il valore programmato per la posizione di mandrino in M19 è troppo alto.
SOLUZIONE Programmare un valore inferiore.
1432 'Non è possibile programmare un asse slave di un accoppiamento o Gantry'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza è programmato l’asse slave di un accoppiamento attivo o di una
coppia Gantry.SOLUZIONE Per potere operare con l’asse in tali sentenze è necessario disattivare
l’accoppiamento attivo (#UNLINK) o annullare la coppia Gantry (da parametromacchina).
1433 'Un asse parcheggiato non può far parte del piano principale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di includere (#CALL / #SET) fra i primi tre assi del canale un asseparcheggiato.
SOLUZIONE Un asse parcheggiato non può far parte dei primi tre assi del canale; sparcheggiarel’asse (#UNPARK).
1434 'Non è stato possibile includere nelle impostazioni un asse slave associato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di includere nelle impostazioni del canale (#CALL o #SET) l’assemaestro di un accoppiamento attivo o di una coppia Gantry. Nell’includere l’assemaestro, il CNC include anche l’asse slave, che non può mai occupare una delle treposizioni principali del canale. Il CNC dà errore perché non esiste una posizionelibera per l’asse slave diversa delle tre principali.
SOLUZIONE Per potere includere solo l’asse maestro occorre disattivare prima l’accoppiamentoattivo (#UNLINK) o annullare la coppia Gantry. Per potere includere gli assi maestroe slave occorre eliminare dal canale un altro asse oppure aumentare il numero di assidel canale.
1435 'Non è stato possibile assegnare nome a un asse slave associato perché ripetuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di includere nelle impostazioni del canale (#CALL o #SET) l’assemaestro di un accoppiamento attivo o di una coppia Gantry. Nell’includere l’assemaestro, il CNC include anche l’asse slave, che non può mai occupare una delle treposizioni principali del canale. Il CNC dà errore perché il nome dell’asse slave è giàoccupato da un altro asse nella configurazione corrente del canale.
SOLUZIONE Rinominare l’asse slave a includere quello già esistente nella configurazione.
Soluzione di errori
CNC 8065
(REF: 1308)
·53·
1436 'Non è stato programmato blocco d'arresto in ricerca di blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca di definire il blocco d'arresto della ricerca di blocco'
SOLUZIONE Una volta selezionata l'opzione di ricerca blocco, nel menu di softkey comparel'opzione per selezionare il blocco fermata. selezionare il blocco in cui si desideraterminare la ricerca di blocco.
1439 'Gli assi della trasformazione attiva non possono essere Hirth'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di attivare una trasformazione di coordinate (#TLC, #RTCP, #TOOL
ORI, #CS o #ACS) e uno degli assi che intervengono nella trasformazione è Hirth.SOLUZIONE Un asse hirth non può far parte della trasformazione di coordinate. Affinché l’asse
possa intervenire nella trasformazione è necessario che non sia più Hirth (G170).
1440 'Utensile o filo non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA L’utensile e/o il correttore indicato nella variabile non esiste.
SOLUZIONE Controllare la programmazione. Consultare gli utensili e i correttori esistenti.
1441 'Non è stata attivata la cinematica'
RILEVAMENTO Durante l’avvio del CNC o la convalidazione dei parametri macchina.
CAUSA La cinematica che applica il CNC di default (parametro KINID) è sconosciuta o gliassi necessari per la cinematica non sono quelli idonei.
SOLUZIONE Verificare che il tipo di cinematica sia corretto e che gli assi che intervengono nellastessa siano ben definiti e facciano parte del canale. Gli assi devono essere semprei primi del canale, non essere assi hirth, non essere parcheggiati e non essere slavedi un accoppiamento o di un gantry.
1442 'È stata disattivata la cinematica'
RILEVAMENTO Dopo un reset del CNC, nell'iniziare l'esecuzione di un programma pezzo.CAUSA Il CNC ha disattivato una cinematica, o perché è una cinematica sconosciuta oppure
perché gli assi necessari per tale cinematica non sono quelli idonei.SOLUZIONE Verificare che il tipo di cinematica sia corretto e che gli assi che intervengono nella
stessa siano ben definiti e facciano parte del canale. Gli assi devono essere semprei primi del canale, non essere assi hirth, non essere parcheggiati e non essere slavedi un accoppiamento o di un gantry.
1443 'È stato disattivato #CS/ACS'
RILEVAMENTO Dopo un reset del CNC, nell’iniziare l’esecuzione di un programma pezzo o durantela ricerca di riferimento.
CAUSA Gli assi utilizzati sul piano inclinato non sono quelli idonei. Il CNC ha cercato di fareuna ricerca di riferimento con la funzione #CS/ACS attiva.
SOLUZIONE Per costruire un piano inclinato, i primi tre assi del canale devono essere definiti,essere lineari, non essere parcheggiati e non essere slave di un accoppiamento odi un gantry. Per eseguire una ricerca di riferimento occorre disattivare le funzioni#CS/ACS.
1444 'I tre assi principali della trasformazione devono essere lineari'
RILEVAMENTO Durante l’esecuzione.CAUSA Uno dei primi tre assi partecipanti alla trasformazione o alla cinematica programmata
non è lineare.SOLUZIONE I primi tre assi della trasformazione o della cinematica devono essere lineari
(parametro AXISTYPE).
1445 'Valore parametro non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA In un ciclo fisso, uno dei parametri ha un valore non valido.
SOLUZIONE Controllare la programmazione.
1446 'Blocco d'inizio non consentito in sottoprogramma locale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il blocco d’inizio non può essere un blocco di un sottoprogramma locale.SOLUZIONE Selezionare un altro blocco iniziale.
·54·
Soluzione di errori
CNC 8065
(REF: 1308)
1447 'Opzione software non consentita'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non dispone dell’opzione di software necessaria per eseguire l’ordine
programmato.SOLUZIONE Nella modalità diagnosi è possibile consultare le opzioni di software disponibili nel
CNC.
1448 'Non è possibile collocare l'utensile perpendicolare al piano attivo'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• Il tipo di mandrino non consente di situare l’utensile perpendicolare al piano, comenel caso dei mandrini angolari.
• Situare l’utensile perpendicolare al piano attivo significa superare i limiti.SOLUZIONE Definire un altro piano o situare l’utensile in un altro punto. Se è possibile, utilizzare
un altro mandrino.
1449 'Sentenza #PATH mal programmata'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza #PATH non è corretta.
SOLUZIONE Controllare la programmazione.
1450 'Soluzione non valida di mandrino perpendicolare al piano attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il valore della variabile V.G.TOOLORIF1 o V.G.TOOLORIF2 non è valido perché ilCNC non può situare l’utensile perpendicolare al piano attivo. Le eventuali causesono le seguenti:
• Il tipo di mandrino non consente di situare l’utensile perpendicolare al piano, comenel caso dei mandrini angolari.
• Situare l’utensile perpendicolare al piano attivo significa superare i limiti.SOLUZIONE Definire un altro piano o situare l’utensile in un altro punto. Se è possibile, utilizzare
un altro mandrino.
1451 'Variabile inesistente per il tipo di asse'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile non esiste per il tipo di asse programmato (lineare, rotativo o mandrino).
SOLUZIONE Controllare la programmazione.
1452 'Variabile inesistente per il tipo di regolatore'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile non esiste per il tipo di regolatore programmato (analogico, simulato oSercos).
SOLUZIONE Controllare la programmazione.
1453 'Nome di asse troppo lungo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il nome dell’asse supera la lunghezza massima consentita di due caratteri.SOLUZIONE Il nome dell’asse sarà definito da 1 o 2 caratteri. Il primo carattere deve essere una
delle lettere X-Y-Z-U-V-W-A-B-C. Il secondo carattere è opzionale e sarà un suffissonumerico da 1 a 9. In questo modo il nome degli assi potrà essere uno qualsiasinell’intervallo X, X1…X9,...C, C1…C9.
1455 'PROFILO: Profilo nullo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• Nel ciclo di profilo dell'editor di cicli non è stato indicato il file contenente il profilo.• Il file indicato nel ciclo di profilo dell’editor di cicli è vuoto.
SOLUZIONE Nel ciclo di profilo dell'editor di cicli occorre indicare il file contenente il profilo.
1456 '#POLY: Mancano parametri'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella programmazione della sentenza #POLY manca qualche parametro
obbligatorio.SOLUZIONE Controllare la programmazione.
Soluzione di errori
CNC 8065
(REF: 1308)
·55·
1457 '#POLY: 'Valore parametro non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• I parametri d’interpolazione del polinomio non sono corretti.• Il raggio di curvatura è minore o uguale a zero.
SOLUZIONE I parametri d’interpolazione del polinomio devono essere positivi, il parametro inizialedell’interpolazione (SP) deve essere minore del parametro finale (EP) ed il raggio dicurvatura deve essere maggiore di zero.
1458 '#POLY: Troppi assi programmati'
RILEVAMENTO Durante l’esecuzione.CAUSA Vi sono più di tre assi nel polinomio.
SOLUZIONE Nell’interpolazione polinomica possono intervenire solo tre assi.
1459 '#POLY: 'Punto iniziale non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il punto iniziale del polinomio non coincide con la posizione corrente.SOLUZIONE Modificare il termine indipendente del polinomio per ogni asse, in modo che il punto
iniziale del polinomio coincida con la posizione finale del blocco precedente.
1461 'G9: Programmazione errata del punto intermedio dell’arco'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca la programmazione di una o delle due coordinate del punto intermedio
dell’arco.SOLUZIONE La funzione G9 richiede la programmazione delle due coordinate del punto
intermedio dell’arco.
1462 'G8: Calcolo della traiettoria tangente impossibile'
RILEVAMENTO Durante l’esecuzione.CAUSA Non è possibile eseguire un arco tangente alla traiettoria precedente con il raggio
e punto finale programmati.SOLUZIONE Controllare la programmazione.
1463 'G9: 'Traiettoria circolare mal programmata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile eseguire un arco che passi dai tre punti disponibili.
SOLUZIONE Definire due punti nel blocco con G9 che, insieme al punto finale dello spostamentoprecedente, definiscano un arco. Occorre tener conto del fatto che i tre punti devonoessere diversi e non devono essere allineati.
1464 'Asse rotativo programmato fuori intervallo del modulo'
RILEVAMENTO Durante l’esecuzione.
CAUSA La quota assoluta (G90) programmata per l’asse rotativo tipo MODULO non è valida.
SOLUZIONE La quota programmata per l’asse deve trovarsi fra i limiti fissati dai relativi parametrimacchina MODUPLIM e MODLOWLIM.
1465 'Le funzioni RTCP e TLC sono incompatibili'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare una delle funzioni mentre era attiva l’altra.
SOLUZIONE Non è possibile avere entrambe le funzioni attive simultaneamente.
1466 'Non è possibile programmare G8 come secondo blocco di movimento perG36/G37/G38/G39'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile che un blocco G8 sia il secondo blocco di spostamento di una dellefunzioni G36/G37/G38/G39. Da una parte, queste funzioni non dispongono di unblocco intermedio per eseguire la traiettoria d’unione fra due blocchi e dall’altra lafunzione G8 non dispone di un blocco precedente al quale essere tangente.
SOLUZIONE Il secondo blocco di spostamento di una delle funzioni G36/G37/G38/G39 deveessere G0/G1/G2/G3.
·56·
Soluzione di errori
CNC 8065
(REF: 1308)
1467 'POSLIMIT/NEGLIMIT non può superare il valore del parametro macchina'
RILEVAMENTO Durante l’esecuzione.CAUSA Il valore da scrivere nelle variabili V.A.POSLIMIT.xn e V.A.NEGLIMIT.xn non deve
superare il valore del parametro macchina POSLIMIT e NEGLIMIT di tale asse.SOLUZIONE Controllare la programmazione.
1468 'G30: Programmazione errata dell'origine polare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G30 occorre programmare una delle due coordinate di origine polare.
SOLUZIONE Controllare la programmazione. È necessario programmare le coordinate di originepolare sui due assi principali.
1469 'Raggio negativo o nullo non consentito'
RILEVAMENTO Durante l’esecuzione.
CAUSA In uno spostamento in coordinate polari, il raggio polare è negativo o nullo.SOLUZIONE Il raggio polare sempre deve essere maggiore di zero' Se si programma in quote
incrementali, il valore programmato potrà essere negativo o nullo ma non così ilraggio polare assoluto.
1470 'Asse rotativo UNIDIR con programmazione incrementale errata'
RILEVAMENTO Durante l’esecuzione.
CAUSA La quota incrementale programmata per l’asse rotativo unidirezionale (parametroUNIDIR) non è valida.
SOLUZIONE Se il parametro macchina UNIDIR dell’asse rotativo è POSITIVO la quotaincrementale programmata deve essere positiva o nulla. Se il parametro macchinaUNIDIR dell’asse rotativo è NEGATIVO la quota incrementale programmata deveessere negativa o nulla.
1471 'G73: programmazione errata del centro di rotazione'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G73 occorre programmare una delle due coordinate del centro di
rotazione.SOLUZIONE Controllare la programmazione. È necessario programmare le coordinate del centro
di rotazione sui due assi principali.
1472 'G73: occorre programmare l'angolo di rotazione'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G73 occorre programmare l'angolo di rotazione.
SOLUZIONE Controllare la programmazione. È necessario programmare l’angolo di rotazione delsistema di coordinate insieme alle coordinate del centro di rotazione sui due assiprincipali.
1473 'Programmazione #POLY non consentita con rotazione attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire la sentenza #POLY con una rotazione del sistema dicoordinate attiva (G73).
SOLUZIONE Controllare la programmazione.
1475 'Doppia programmazione raggio'
RILEVAMENTO Durante l’esecuzione.CAUSA Il raggio ("R" o "R1") è programmato più di una volta nello stesso blocco.
SOLUZIONE Definire nel blocco un solo raggio.
1476 'La tasca è stata risolta con diverso raggio della punta utensile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha generato la tasca con un raggio d’utensile diverso da quello corrente.SOLUZIONE Generare la tasca di nuovo.
1477 'La tasca è stata risolta con diversa lunghezza di taglio dell'utensile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha generato la tasca con una lunghezza di taglio utensile diversa da quellacorrente.
SOLUZIONE Generare la tasca di nuovo.
Soluzione di errori
CNC 8065
(REF: 1308)
·57·
1478 'La tasca è stata risolta con diverso angolo di ingresso dell'utensile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha generato la tasca con un angolo d’ingresso utensile diverso da quello
corrente.SOLUZIONE Generare la tasca di nuovo.
1479 'G74: manca associazione di sottoprogramma'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una funzione G74 da sola nel blocco e non esiste il sottoprogrammaassociato.
SOLUZIONE Programmare insieme alla funzione G74 gli assi da riferimentare o definire ilsottoprogramma associato (parametro REFPSUB).
1480 'Programmare: #EXEC ["path+programma",canale]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1481 'Numero di canale non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Numero di canale non valido nella sentenza #EXEC, #MEET o #WAIT.SOLUZIONE Il numero di canale deve essere compreso tra 1 e 4.
1483 'Programmare: #WAIT/#MEET [segnale, canale, canale, ...]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1484 'Numero di segnale fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di segnale programmato nella sentenza #WAIT, #MEET o #SIGNAL nonè corretto.
SOLUZIONE Controllare la programmazione.
1485 '#WAIT/#MEET non effettivo'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza #WAIT o #MEET non genererà nessuna attesa, perché l’indicatore di
sincronizzazione è programmato per lo stesso canale delle sentenze.SOLUZIONE Controllare la programmazione.
1486 'Programmare: #SIGNAL [segnale, segnale, segnale, ...]'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1487 'Programmare: #CLEAR [segnale, segnale, segnale, ...]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1489 'Nome di asse ripetuto nel gruppo risultante'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza #RENAME ha cercato di rinominare più di un asse con lo stesso nome.SOLUZIONE Rinominare gli assi in modo che nel canale non ve ne siano due con lo stesso nome.
1490 'G63 occorre programmare prima M19'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di fare una filettatura G63 con un mandrino Sercos senza primaposizionarlo con M19.
SOLUZIONE Programmare M19 prima di effettuare la filettatura.
·58·
Soluzione di errori
CNC 8065
(REF: 1308)
1491 'Numero di sonda errato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di sonda selezionato con la sentenza #SELECT PROBE non è corretto.
SOLUZIONE Il numero di sonda selezionato deve essere 1 o 2.
1492 'Nessun ingresso digitale associato alla sonda (PRBDI1/2)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di selezionare una sonda (#SELECT PROBE) o realizzare unospostamento di tastatura (G100) e non esiste nessun ingresso digitale associato allasonda.
SOLUZIONE Associare un ingresso digitale alla sonda (parametro PRBDI1 o PRBDI2).
1493 'Programmazione simultanea di SPLINE ON, G41/G42 e G136 non consentita'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di avere simultaneamente le funzioni #SPLINE ON, G41, G42 eG136.
SOLUZIONE Disattivare alcune di queste funzioni.
1494 'Indice errato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di errore indicato nella sentenza #ERROR o #WARNING non esiste.
SOLUZIONE Controllare la programmazione.
1495 '#PROBE1: asse non valido per ciclo di sonda'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il ciclo PROBE1 dà errore perché i primi tre assi della configurazione corrente noncoincidono con i primi tre assi della configurazione iniziale.
SOLUZIONE Ripristinare le impostazioni iniziali dei primi tre assi del canale.
1496 '#PROBE1: programmazione non consentita con #TOOL AX[-] attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di eseguire il ciclo PROBE1 tenendo l’utensile orientato nel senso
negativo dell’asse.SOLUZIONE Programmare #TOOL AX[+] prima di eseguire il ciclo PROBE1 per orientare l’utensile
nel senso positivo dell’asse.
1497 'Operatore errato per il tipo di variabile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di modificare tramite operatori "+=", "-=", "*=" e "/=" una variabile
non numerica.SOLUZIONE Controllare la programmazione.
1499 'Numero di annidamenti di #RPT e sottoprogrammi superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Si considera annidamento quando la sentenza #RPT si programma fra due etichette
che definiscono il raggio d’azione di un’altra sentenza #RPT. Il CNC dà errore quandosupera il numero di annidamenti di sentenze RPT e sottoprogrammi, se esistenti.
SOLUZIONE Il massimo numero di annidamenti consentiti è 20.
1500 '#EXEC: non è possibile eseguire il programma sul canale indicato'
RILEVAMENTO Durante l’esecuzione.CAUSA Mediante la sentenza #EXEC, il CNC ha cercato di eseguire un programma in un
canale che è in errore, che sta eseguendo un altro programma o che è in modalitàmanuale e non può passare in modalità automatico.
SOLUZIONE Attendere che concluda il programma nell’altro canale o fare un reset.
1501 'Etichette ripetute in #RPT'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #RPT l'etichetta iniziale e quella finale è la stessa.
SOLUZIONE Definire etichette iniziale e finale diverse.

Soluzione di errori
CNC 8065
(REF: 1308)
·59·
1502 'La variabile richiede programmazione d'indice array'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile è d'array e non si è indicato l’indice.
SOLUZIONE Consultare la lista di variabili nei manuali.
1503 'La variabile richiede programmazione di asse'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile è di asse e non si è indicato il nome dell'asse.SOLUZIONE Consultare la lista di variabili nei manuali.
1504 'La variabile non consente programmazione di indice array'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della variabile è errata.
SOLUZIONE Consultare la lista di variabili nei manuali.
1505 'La variabile non consente programmazione di asse'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della variabile è errata.
SOLUZIONE Consultare la lista di variabili nei manuali.
1506 'Etichetta non definita o etichette del comando #RPT scambiate'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• Manca di definire la seconda etichetta.• È stato programmato M30 fra la prima e la seconda etichetta.• Nella sentenza #RPT è stata programmata prima la seconda etichetta e quindi
la prima.
SOLUZIONE Controllare la programmazione.
1507 'La seconda etichetta del #RPT deve essere programmata da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA In una ripetizione di blocchi (#RPT), la seconda etichetta deve essere programmata
da sola nel blocco, senza nessun altro tipo di informazione.SOLUZIONE L'etichetta finale deve essere programmata da sola nel blocco. Programmare il
comando nella riga precedente se si desidera che si esegua con #RPT o nella rigainferiore se non si desidera che si esegua con #RPT.
1508 'Non si ammettono G201 ed asse C attivo negli assi del piano principale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• Uno degli assi coinvolti nella funzione G201 è asse C e fa parte dei primi tre assi
del canale.• Uno degli assi programmati nella sentenza #FACE è in modalità manuale
addizionale, G201.SOLUZIONE Annullare l'asse C o la modalità manuale addizionale.
1509 '#SET AX/#CALL AX: la programmazione di offset non ha effetto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Tutti gli assi programmati nella sentenza appartenevano già alle impostazioni correntie pertanto la sentenza rappresenta solo un cambiamento d’ordine. In questo casol'opzione di offsets programmata no ha effetto.
SOLUZIONE Controllare la programmazione.
1510 'Asse inesistente o non disponibile sul canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• Il CNC ha cercato di spostare un asse che non esiste o che non è disponibile nel
canale.• Il CNC ha cercato di eseguire una sentenza che coinvolge a un asse che non
esiste o che non è disponibile nel canale.• Il CNC ha cercato di leggere o scrivere una variabile di un asse che non esiste
o che non è disponibile nel canale.
SOLUZIONE Controllare la programmazione.
·60·
Soluzione di errori
CNC 8065
(REF: 1308)
1511 'L'utensile non è nel magazzino'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di leggere mediante la variabile V.TM.P la posizione nel magazzino
di un utensile che non è presente nello stesso.SOLUZIONE È possibile leggere solo la posizione degli utensili che esistono nel magazzino.
1512 'Posizione del magazzino libera o inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di leggere mediante la variabile V.TM.T il numero d'utensile situatoin una posizione che non esiste.
SOLUZIONE È possibile leggere solo l’utensile che è in una posizione valida del magazzino.
1513 'Errore nella scrittura della variabile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• La variabile non esiste.• La variabile è di asse ma l'asse non esiste.• La variabile è di asse ma non esiste per il tipo di asse (lineare o rotativo).• La variabile è di asse ma non esiste per il tipo di regolatore dell’asse.• L'operatore composto (+= -= *= /=) non è consentito per tale variabile.• Il valore della variabile non è valido.
SOLUZIONE Controllare la programmazione.
1514 'Non è possibile eseguire una tasca 2D-3D con G72 attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire la tasca con un fattore di scala attivo.
SOLUZIONE Annullare il fattore scala.
1515 'Uno o vari assi della configurazione originaria non sono disponibili'
RILEVAMENTO Durante l’esecuzione.CAUSA Un canale ha ceduto un asse con permesso di cambio temporaneo (parametro
AXISEXCH) e non è possibile recuperarlo con il reset o all'inizio programma perchéil canale che lo ha preso non lo ha ancora liberato.
SOLUZIONE Il un altro canale cederà l'asse con reset o con l’inizio di un altro programma. È anchepossibile programmare esplicitamente la liberazione dell’asse con la sentenza#FREE AX.
1516 'In attesa di valore'
RILEVAMENTO Durante l’esecuzione.
CAUSA È stata programmata in modo errato la lista di parametri di chiamata di unasottoprogramma con #PCALL o G180-189.
SOLUZIONE Controllare la programmazione.
1518 'NR richiede di programmare spostamento nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una ripetizione di blocchi (NR) in un blocco che non implicaspostamento.
SOLUZIONE La programmazione della ripetizione di blocchi con NR è valida solo con blocchi cheimplicano uno spostamento. La ripetizione di un altro tipo di blocchi dovrà essereeseguita mediante le istruzioni di controllo di flusso richieste dal controllo.
1519 'NR: non è consentito di programmare M/T/D/H nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmata una ripetizione di blocchi (NR) in un blocco contenente la funzione
M, T, D o H.SOLUZIONE La programmazione della ripetizione di blocchi con NR è valida solo con blocchi che
implicano uno spostamento. La ripetizione di un altro tipo di blocchi dovrà essereeseguita mediante le istruzioni di controllo di flusso richieste dal controllo.
Soluzione di errori
CNC 8065
(REF: 1308)
·61·
1520 'NR: non è consentito di programmare $GOTO nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmata una ripetizione di blocchi (NR) in un blocco contenente l’istruzione
$GOTO.SOLUZIONE La programmazione della ripetizione di blocchi con NR è valida solo con blocchi che
implicano uno spostamento. La ripetizione di un altro tipo di blocchi dovrà essereeseguita mediante le istruzioni di controllo di flusso richieste dal controllo.
1521 'NR: non è consentito di programmare chiamata a sottoprogramma nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una ripetizione di blocchi (NR) in un blocco contenente una chiamatadi un sottoprogramma (L, LL, #CALL, #PCALL, #MCALL o G180-G189).
SOLUZIONE La programmazione della ripetizione di blocchi con NR è valida solo con blocchi cheimplicano uno spostamento. La ripetizione di un altro tipo di blocchi dovrà essereeseguita mediante le istruzioni di controllo di flusso richieste dal controllo.
1522 'Non è ammesso valore negativo'
RILEVAMENTO Durante l’esecuzione.
CAUSA È stato programmato un numero negativo di ripetizioni di blocco (NR).
SOLUZIONE Controllare la programmazione.
1523 'Occorre programmare POS e T nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Non è stato programmato l’utensile T e la posizione POS nello stesso blocco.
SOLUZIONE L’utensile T e la posizione che esso deve occupare nel magazzino devono essereprogrammati nello stesso blocco.
1525 'Non è consentito scambiare l'asse'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di cambiare un asse di canale (#CALL, #SET o #FREE) e l’assenon ha permesso di cambio (parametro AXISEXCH).
SOLUZIONE Affinché il CNC possa cambiare canale agli assi e ai mandrini, essi devono avere ilpermesso. Il parametro AXISEXCH stabilisce se l’asse o il mandrino hanno ilpermessi per cambiare canale e, in caso affermativo, se il cambiamento ètemporaneo o permanente; e cioè se il cambiamento si mantiene quando si inizia dinuovo il programma pezzo, dopo un reset o quando si inizializza di nuovo il CNC.
1526 '#EXEC: il canale indicato non è di CNC'
RILEVAMENTO Durante l’esecuzione.
CAUSA Mediante la sentenza #EXEC, il CNC ha cercato di eseguire un programma in uncanale che non è di CNC, ma di PLC.
SOLUZIONE Controllare la programmazione.
1527 'Identificatore non valido dopo %'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #MSG, #ERROR o #WARNING è programmato un carattere nonvalido.
SOLUZIONE Gli identificatori validi sono %D o %d per visualizzare un numero e %% pervisualizzare il carattere "%".
1529 'In attesa di identificatori o "]" fra virgolette finali'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #MSG, #ERRORE o #WARNING è programmato un carattere nonvalido dopo il messaggio da visualizzare.
SOLUZIONE Controllare la programmazione. Dopo le virgolette finali del messaggio davisualizzare è consentita solo la lista di variabili o parametri da includere nel testo.
1530 'Non è consentito programmare G53 con coordinate polari'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G53, le quote del punto finale sono definite in coordinate polari ocilindriche.
SOLUZIONE Programmando rispetto allo zero macchina, si possono definire solo quote incoordinate cartesiane.
·62·
Soluzione di errori
CNC 8065
(REF: 1308)
1531 'Programmare: #EXBLK [blocco, canale]'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1532 'Programmare: #MASTER <nome di mandrino>'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1533 'Programmare: #FREESP [sp1, sp2, ..]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nel
blocco, è possibile solo aggiungere l’etichetta del blocco.
1534 'Programmare: #CALLSP [sp1, sp2, ..]'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1535 'Programmare: #SETSP [sp1, sp2, ..]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1538 'Non è possibile recuperare mandrino del canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un canale ha ceduto un mandrino con permesso di cambio temporaneo (parametroAXISEXCH) e non è possibile recuperarlo con il reset o all'inizio programma perchéil canale che lo ha preso non lo ha ancora liberato.
SOLUZIONE Il un altro canale cederà il mandrino con reset o con l’inizio di un altro programma.È anche possibile programmare esplicitamente la liberazione del mandrino con lasentenza #FREE SP.
1539 'Nome di mandrino ripetuto nel gruppo risultante'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza #RENAME ha cercato di rinominare più di un mandrino con lo stesso
nome.
SOLUZIONE Rinominare i mandrini in modo che nel canale non ve ne siano due con lo stessonome.
1540 'Programmazione non consentita senza mandrino maestro nel canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• Il CNC cerca di leggere o scrivere una variabile del mandrino master e questo
non esiste nel canale.• La funzione G o sentenza non si può eseguire se nel canale non esiste un
mandrino maestro.
SOLUZIONE Definire un mandrino maestro per il canale.
1541 'Non è consentito eliminare il mandrino con asse C attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eliminare dal canale (#FREE o #SET) un mandrino che stalavorando come asse C.
SOLUZIONE Prima di eliminare il mandrino dal canale disattivare l’asse C.

Soluzione di errori
CNC 8065
(REF: 1308)
·63·
1542 'Non è consentito scambiare il mandrino'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di cambiare un mandrino di canale (#CALL, #SET o #FREE) ed
il mandrino non ha permesso di cambio (parametro AXISEXCH).SOLUZIONE Affinché il CNC possa cambiare canale agli assi e ai mandrini, essi devono avere il
permesso. Il parametro AXISEXCH stabilisce se l’asse o il mandrino hanno ilpermessi per cambiare canale e, in caso affermativo, se il cambiamento ètemporaneo o permanente; e cioè se il cambiamento si mantiene quando si inizia dinuovo il programma pezzo, dopo un reset o quando si inizializza di nuovo il CNC.
1544 'Non sono ammesse G63 e M3/M4/M5/M19/M41-M44 nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Non è ammessa nessuna funzione M associata al mandrino nello stesso blocco in
cui si programma una maschiatura G63.SOLUZIONE Si può fare nel blocco precedente o in quello successivo a seconda del risultato che
si desidera ottenere. Se si fa nel successivo, tali funzioni M disattivano la filettaturamodale G63 e se si desidera continuare a filettare occorre programmare di nuovo laG63 nel successivo spostamento.
1545 'Non è ammesso cambiamento di gamma sul mandrino con G63 o #CAX attivi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non può cambiare la gamma del mandrino se è attiva la filettatura G63 o ilmandrino sta lavorando come asse C.
SOLUZIONE Per cambiare la gamma del mandrino, disattivare la filettatura e l’asse C.
1546 'Non è ammessa G63 senza gamma preventiva sul mandrino'
RILEVAMENTO Durante l’esecuzione.
CAUSA Tale situazione è possibile solo se dopo l’avvio del sistema o un reset, il PLC nonindica nessuna gamma con GEAR1 a GEAR4 per il mandrino. Quindi il mandrino nonha nessuna gamma attiva e se non si opera con esso prima di programmare G63,il CNC avrà comunque generato una gamma in modo automatico.
SOLUZIONE Prima di iniziare una filettatura G63 il mandrino deve avere una gamma attivata. Seil mandrino ha un cambio gamma automatico (parametro AUTOGEAR), il CNCgenera la gamma nel programmare una velocità; altrimenti occorre programmare lagamma (M41-M44) insieme alla velocità.
1547 'Non è ammessa #CAX con G63 attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non si può attivare un mandrino come asse C se lo stesso è in uso dalla funzione G63.
SOLUZIONE Disattivare G63 prima di disattivare l’asse C o utilizzare un altro mandrino del canaleper l’asse C.
1548 'Non è ammesso cambiare il mandrino master con G33/G63/G95/G96 attive'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le funzioni G63 e G96 utilizzano il mandrino maestro del canale. Il canale non puòeliminare tale mandrino mentre le funzioni sono attive.
SOLUZIONE Disattivare G63 o G96 prima di accedere al mandrino.
1549 'Nome di programma nullo o errato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Quando si è definita una tasca 2D o 3D con l’editor di cicli, non si è definito il nomedella tasca o il nome è errato. Non sono ammesse come nome di tasca le istruzioni#DATAP2D e #DATAP3D generate dall’editor di cicli.
SOLUZIONE Assegnare alla tasca un nome diverso.
1550 'Non è ammesso programmare due assi C nello stesso canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare un asse C con un altro attivo.SOLUZIONE Disattivare un asse C prima di attivare un'altro.
·64·
Soluzione di errori
CNC 8065
(REF: 1308)
1551 'Imbricazione di parametri locali superato'
RILEVAMENTO Durante l’esecuzione.CAUSA L’annidamento di chiamate a sottoprogrammi mediante la sentenza #PCALL o
mediante la funzione G180-G189 aumenta il livello di imbricazione di parametri locali.L’errore avviene perché si supera il massimo livello d’imbricazione di parametri locali,che è 7.
SOLUZIONE Ridurre l’annidamento di sottoprogrammi o utilizzare le sentenze #CALL, L o LL perchiamarli, che non aumentano il livello di imbricazione di parametri locali.
1552 'Il nome della variabile deve iniziare con "V."'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dal programma pezzo o MDI si è scritto il nome di una variabile senza il prefissoiniziale "V."
SOLUZIONE Aggiungere il prefisso "V." al nome della variabile.
1553 'Numero di variabili d’utente superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha superato il massimo numero di variabili d’utente (prefissi P e S) consentite.SOLUZIONE Il massimo numero di variabili d'utente consentito è 20.
1554 'Il PLC non ha riconosciuto lo START in un'istruzione #EXEC'
RILEVAMENTO Durante l’esecuzione.
CAUSA Quando si dà l’ordine di esecuzione di un programma in un altro canale, il PLC deveconfermare l’avvio programma (START). Se non esiste l'ordine sarà generato questoerrore.
SOLUZIONE Controllare il programma del PLC.
1555 'Programmare #MOVE / #MOVE ABS/ADD/INF[...]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza #MOVE è errata.
SOLUZIONE Controllare la programmazione. Insieme alla sentenza occorre programmare uno deicomandi ABS/ADD/INF e quindi parametri di chiamata fra parentesi quadre.
1556 'Programmare tipo di collegamento: PRESENT, NEXT, NULL, WAITINPOS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #MOVE, il tipo di collegamento fra spostamenti è errato.SOLUZIONE Controllare la programmazione.
1557 'Programmare #CAM ON/OFF/SELECT/DESELECT[...]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza #CAM è errata.
SOLUZIONE Controllare la programmazione. Insieme alla sentenza occorre programmare uno deicomandi ON, OFF, SELECT o DESELECT e quindi i parametri di chiamata fraparentesi quadre.
1558 'Numero di camma errato'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #CAM, il numero della camma è errato.
SOLUZIONE Il numero di camma deve essere compreso tra 1 ed il parametro NLEVAS.
1559 'Programmare tipo di camma: ONCE o CONT'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #CAM, il tipo di leva è errato; il tipo di leva si definisce con i comandiONCE (camma non periodica) e CONT (camma periodica).
SOLUZIONE Controllare la programmazione.
1560 'Programmare #FOLLOW ON/OFF[...]'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza #FOLLOW è errata.
SOLUZIONE Controllare la programmazione. Insieme alla sentenza occorre programmare uno deicomandi ON/OFF e quindi parametri di chiamata fra parentesi quadre.
Soluzione di errori
CNC 8065
(REF: 1308)
·65·
1561 'Asse maestro non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Nelle sentenze #CAM o #FOLLOW, l'asse maestro è errato.
SOLUZIONE L'asse deve appartenere al canale.
1562 'Asse slave non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nelle sentenze #CAM o #FOLLOW, l'asse slave è errato.SOLUZIONE L'asse deve appartenere al canale.
1563 'La funzione G74 si programma con assi o da sola nel blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmazione errata della funzione G74.
SOLUZIONE La funzione G74 si può programmare o con gli assi la cui ricerca di zero si desideraeseguire oppure da sola nel blocco. Se la funzione G74 si programma da sola nelblocco, il CNC esegue il relativo sottoprogramma associato (parametro REFPSUB).
1564 'Non è possibile programmare un asse parcheggiato'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’istruzione programmata non si può eseguire su un asse parcheggiato.
SOLUZIONE Controllare la programmazione.
1565 'Il mandrino non può funzionare come asse C, CAXIS = Non'
RILEVAMENTO Durante l’esecuzione.CAUSA Nell'istruzione #CAX è programmato un mandrino che non ha permesso di lavorare
come asse C (parametro CAXIS).SOLUZIONE Controllare la programmazione.
1566 'Non è ammessa immagine speculare con assi UNIDIR'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non si può programmare immagine speculare su un asse rotativo unidirezionale(parametro UNIDIR), dato che questo tipo di assi non può girare in senso contrarioa quello definito per lo stesso.
SOLUZIONE Cambiare il tipo di asse o non programmare l'immagine speculare.
1567 'Il raggio polare può essere programmato solo con R'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il raggio di uno spostamento in coordinate polari è programmato con il parametro R1o con la funzione G263.
SOLUZIONE Programmare il raggio polare con il parametro R.
1568 'Numero di magazzino errato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di magazzino programmato sul comando MZ non è valido.
SOLUZIONE Il numero di magazzino deve essere un valore fra 1 e 4 .
1569 'Esecuzione non consentita, il canale è esclusivo di PLC'
RILEVAMENTO Durante l’esecuzione.CAUSA Quando il canale è solo di PLC, il CNC non ha permesso per eseguire nello stesso
programmi, blocchi di MDI, spostamenti di jog o qualsiasi un’altra azione dallamodalità manuale.
SOLUZIONE Se si desidera eseguire le azioni su tale canale, dovrà essere impostato come canaledi CNC o di CNC+PLC (parametro CHTYPE).
1570 'Non è consentito G74 e spostamento del mandrino simultaneamente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nello stesso blocco è programmata una funzione M di spostamento mandrino e lafunzione G74 di ricerca zero.
SOLUZIONE Controllare la programmazione.
·66·
Soluzione di errori
CNC 8065
(REF: 1308)
1571 'Non è ammesso il carattere "%" in un sottoprogramma globale'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato il carattere "%" in un sottoprogramma globale, in una riga diversa da
quella della definizione del nome del sottoprogramma.SOLUZIONE Controllare la programmazione.
1572 'Variabile accessibile solo per il suo canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di accedere ad una variabile di preparazione utensile di un altrocanale (prefisso "G" o "A").
SOLUZIONE Le uniche variabili d’utensili accessibili da un altro canale sono quelle associate algestore (prefisso "TM").
1573 'Errore in cattura campioni della variabile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Si è verificato un errore mentre l’oscilloscopio cercava di leggere il valore dellavariabile assegnata ad uno dei propri canali.
SOLUZIONE Risettare il controllo e catturare di nuovo la poligonale.
1574 'Parametro non modificabile dall’oscillo'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'utente ha cercato di modificare, dalla schermata dell'oscilloscopio un parametromacchina che non ha permesso di scrittura.
SOLUZIONE Tale parametro si può modificare solo dalla tabella di parametri macchina.
1575 'Sentenza valida solo in programmi con estensione FBS'
RILEVAMENTO Durante l’esecuzione.CAUSA Programmazione delle sentenze #SPLINE o #BSPLINE.
SOLUZIONE Tali sentenze sono valide solo in programmi con estensione fbs.
1576 'Non attesa "]"'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nella sintassi della sentenza.SOLUZIONE Controllare la programmazione.
1577 'Programmare tipo di sincronizzazione: VEL o POS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro che definisce il tipo di sincronizzazione nella sentenza #FOLLOW èerrato.
SOLUZIONE Controllare la programmazione. Il parametro può prendere i valori VEL (velocità) ePOS (posizione).
1578 '#LINK: Un asse slave UNIDIR deve essere dello stesso tipo di quello maestro (UNIDIR).
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di attivare un accoppiamento (#LINK) con due assi rotativi
unidirezionali che non sono uguali.SOLUZIONE Quando gli assi sono unidirezionali, entrambi gli assi devono avare lo stesso senso
di rotazione predeterminato (parametro UNIDIR).
1579 'Non è consentita ricerca di zero in asse maestro con vari assi slave'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha eseguito una funzione G74 sull’asse maestro di un accoppiamento con
vari slave.SOLUZIONE Annullare l’accoppiamento assi e realizzare la ricerca di riferimento degli assi uno
per uno.
1580 '#CAX: È necessaria programmazione preventiva di M in sercos di posizione'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di fare attivare un mandrino Sercos come asse C senza prima
posizionarlo con M19.SOLUZIONE Programmare M19 prima di attivare il mandrino come asse C.
Soluzione di errori
CNC 8065
(REF: 1308)
·67·
1581 'Non è consentito eliminare un asse C attivo'
RILEVAMENTO Durante l’esecuzione.CAUSA Le sentenze #SET AX e #FREE AX non possono eliminare l'asse C della
configurazione se è attivo.SOLUZIONE Disattivare l’asse C prima di eliminarlo dalla configurazione.
1582 'NR: doppia programmazione del numero di ripetizioni'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’istruzione NR è programmata più di una volta nello stesso blocco.
SOLUZIONE Controllare la programmazione.
1583 '#FOLLOW ON: l’asse maestro e lo slave non possono essere uguali'
RILEVAMENTO Durante l’esecuzione.CAUSA Gli assi maestro e slave sono lo stesso asse.
SOLUZIONE Controllare la programmazione.
1584 '#FOLLOW ON: il numeratore ed il denominatore devono essere numeri interi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numeratore e/o denominatore sono programmati con decimali.SOLUZIONE Programmare numeri interi nei parametri che definiscono il numeratore ed il
denominatore del rapporto di trasmissione.
1585 'Gli assi della trasformazione attiva non possono essere assi di scambio temporaneo'
RILEVAMENTO Durante l’esecuzione.CAUSA Gli assi della trasformata non possono essere assi di scambio temporaneo, dato che
la trasformata definita si mantiene una volta attivata.SOLUZIONE Se possibile, definire gli assi come di scambio mantenuto; altrimenti utilizzare altri
assi per la trasformata. Gli assi di scambio temporaneo si possono utilizzare solo nelrelativo canale, e quando gli assi sono nelle loro posizioni originali nel canale.
Nelle trasformate #FACE e #CYL si possono utilizzare assi di scambio temporaneo,perché tali trasformate si annullano con M30 e dopo un reset.
1586 'Manca programmazione del numero di magazzino (MZ)'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un sistema con vari magazzini, è programmato nello stesso blocco l’utensile e laposizione, ma non il magazzino in cui si desidera portare l’utensile.
SOLUZIONE In un sistema multimagazzino, occorre programmare nello stesso blocco l’utensile,la posizione ed il magazzino.
1587 'Parametro non modificabile dalla messa a punto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro macchina non ha permesso di scrittura dall’ambiente di messa a punto.SOLUZIONE Il parametro macchina si potrà modificare direttamente nella tabella di parametri
macchina.
1588 'Il mandrino slave da sincronizzare deve appartenere al canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino master di una sincronizzazione può essere di qualsiasi canale, ma ilmandrino slave deve essere del canale in cui si programma la sincronizzazione.
SOLUZIONE Sincronizzare il mandrino slave dal relativo canale, aggiungerlo alle impostazioni delcanale corrente o utilizzare un altro mandrino del canale come slave.
1589 'Lo slave non può coincidere con il maestro'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sincronizzazione, il mandrino slave è lo stesso del maestro.SOLUZIONE Controllare la programmazione.
1590 'Programmare #SYNC[Sm,Ss,Nx,Dx,Ox,CLOOP/OLOOP,CANCEL/NOCANCEL]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione.

·68·
Soluzione di errori
CNC 8065
(REF: 1308)
1591 'Numeratore non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sincronizzazione di mandrini, il valore del numeratore del rapporto di
trasmissione non è valido; ad esempio, è zero.SOLUZIONE Il valore può essere positivo o negativo, non necessariamente intero, ma diverso da
zero.
1592 'Denominatore non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sincronizzazione di mandrini, il valore del denominatore del rapporto di
trasmissione non è valido; ad esempio, è zero.SOLUZIONE Il valore può essere positivo o negativo, non necessariamente intero, ma diverso da
zero.
1593 'Il mandrino slave da desincronizzare deve appartenere al canale'
RILEVAMENTO Durante l’esecuzione.CAUSA Un canale non può annullare la sincronizzazione di un mandrino slave che appartiene
ad un altro canale.SOLUZIONE Annullare la sincronizzazione dal canale al quale appartiene il mandrino.
1594 'Il mandrino slave sta sincronizzato ad un altro mandrino'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino slave sta sincronizzato ad un altro mandrino.
SOLUZIONE Un mandrino può essere solo slave di un maestro. Annullare la sincronizzazioneprecedente o sincronizzare un altro mandrino che sia disponibile.
1595 'Un mandrino non può essere contemporaneamente maestro e slave di unasincronizzazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino slave di una sincronizzazione è il mandrino maestro di un’altra.
SOLUZIONE Controllare la programmazione.
1596 'Il mandrino non è sincronizzato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di desincronizzare un mandrino slave che non è attualmente
sincronizzato.SOLUZIONE Controllare la programmazione.
1597 'Non è possibile sincronizzare lo stesso mandrino slave con due maestri'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile sincronizzare in modo simultaneo un mandrino slave a due maestridiversi.
SOLUZIONE Decidere quale delle due sincronizzazioni si vuole attivare.
1598 'Non è consentito di programmare un mandrino slave durante la sincronizzazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una velocità S o una funzione M per il mandrino slave di unasincronizzazione.
SOLUZIONE Eliminare questa programmazione o desincronizzare il mandrino.
1599 'Non è ammesso cambiamento di gamma in mandrini sincronizzati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Durante la sincronizzazione di due mandrini, il CNC non consente il cambio gammain nessuno di essi.
SOLUZIONE Annullare la sincronizzazione per cambiare la gamma del mandrino.
1600 'Un mandrino non può funzionare come asse C o in G63'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di sincronizzare un mandrino e questo sta lavorando come asse
C o ha la funzione G63 attiva. Il CNC ha cercato di attivare il mandrino come asseC o la funzione G63 ed il mandrino è sincronizzato.
SOLUZIONE Disattivare l’asse C o la funzione G63 per sincronizzare i mandrini. Per lavorare conl’asse C o con la funzione G63, annullare la sincronizzazione mandrini.
Soluzione di errori
CNC 8065
(REF: 1308)
·69·
1601 'Non è consentito di liberare un mandrino sincronizzato'
RILEVAMENTO Durante l’esecuzione.CAUSA Le sentenze #SET SP e #FREE SP non possono eliminare un mandrino se esso è
sincronizzato.SOLUZIONE Annullare la sincronizzazione per eliminare il mandrino dalla configurazione.
1602 'Per parcheggiare un mandrino deve essere fermo (M5)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di parcheggiare un mandrino non fermo.
SOLUZIONE Arrestare il mandrino prima di parcheggiare.
1603 'FOLLOW OFF: Programmare un asse slave'
RILEVAMENTO Durante l’esecuzione.CAUSA L'asse programmato non è slave in nessuna sincronizzazione.
SOLUZIONE Controllare la programmazione.
1604 'G31 richiede G02/G03 attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione G31 si può programmare solo se esiste un’interpolazione circolare attiva.SOLUZIONE Programmare G02/G03 nel blocco di G31.
1605 'G31 richiede programmazione d’angolo polare e centro di interpolazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G31 occorre programmare l'angolo polare o una delle coordinate delcentro.
SOLUZIONE Controllare la programmazione.
1606 '#ANGAX: Gli assi angolare e ortogonale devono appartenere allo stesso canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare una trasformazione angolare con due assi che nonappartengono allo stesso canale.
SOLUZIONE Gli assi di una trasformazione angolare devono appartenere allo stesso canale.
1607 'Per eseguire un ciclo di fresatura sono necessari tre assi sul canale'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato un ciclo di fresatrice in un canale con meno di tre assi o non esiste
l’asse longitudinale.SOLUZIONE Per eseguire i cicli di fresatrice sono necessari tre assi nel canale.
1608 'Non è possibile consultare questa variabile Assegnare il valore di variabile a Pn econsultare Pn'
RILEVAMENTO Durante l’esecuzione.CAUSA Determinati comandi e istruzioni di CNC non ammettono la lettura di variabili che
implicano una sincronizzazione fra la preparazione e l’esecuzione di blocchi.
SOLUZIONE Per evitare questo errore, assegnare il valore della variabile ad un parametroaritmetico locale e leggere il parametro quando sarà necessario.
1609 'Per eseguire un ciclo di tornio sono necessari due assi sul canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmato un ciclo di tornio in un canale con meno di due assi oppure il primoasse non è longitudinale (parametro LONGAXIS) o il secondo asse non è frontale(parametro FACEAXIS).
SOLUZIONE Per eseguire i cicli di tornio sono necessari due assi nel canale.
1610 'Un mandrino master SERCOS in POSIZIONE non ammette CLOOP'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un mandrino impostato come Sercos posizione non si può sincronizzare in anellochiuso.
SOLUZIONE Utilizzare un altro mandrino come maestro.
·70·
Soluzione di errori
CNC 8065
(REF: 1308)
1611 'Nel modello TORNIO XZ non vi è cambiamento di disegno attivo'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di cambiare il piano di lavoro in un tornio con configurazione di assi
tipo piano.SOLUZIONE In un tornio con configurazione d’assi tipo piano, il piano attivo è sempre G18. Se si
desidera solo cambiare l’asse longitudinale, utilizzare la funzione G20.
1612 'Gli assi della trasformazione angolare attiva, #ANGAX, non si possono escludere'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di eliminare dal canale gli assi che formavano la trasformazione
angolare.SOLUZIONE Disattivare la trasformazione angolare prima di eliminare gli assi dal canale.
1613 'È stata disattivata la trasformazione angolare #ANGAX'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha eliminato dal canale gli assi che formavano la trasformazione angolare edessa si è disattivata.
SOLUZIONE La trasformazione angolare è disattivata; per attivarla, porre di nuovo nel canale gliassi che formano la trasformazione angolare.
1614 'Programmazione non consentita con la trasformazione angolare #ANGAX attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire una funzione incompatibile con la trasformazioneangolare, ad esempio una ricerca di zero (G74), modifica dei limiti di software (G198- G199), sentenza #OSC.
SOLUZIONE Disattivare la trasformazione angolare attiva per eseguire le funzioni incompatibili.
1615 'Non è possibile attivare l’asse come Hirth, perché fa parte della trasformazione #ANGAX'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare un asse hirth che fa parte della trasformazione angolareattiva.
SOLUZIONE Disattivare la trasformazione angolare per attivare l'asse hirth.
1616 'G31 non consente la programmazione del raggio polare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Per la funzione G31 è definito un raggio polare.SOLUZIONE Non è consentita la funzione G31 con il raggio polare. La funzione G31 ammette solo
coordinate polari nella modalità G31 Q I J; e cioè programmando l'angolo e una oentrambe le coordinate del centro.
1617 'Indice di Q non consentito'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’indice del parametro Q è errato; si ammette solo Q o Q1.
SOLUZIONE Controllare la programmazione. Per la programmazione in polari utilizzare ilparametro Q. Per la funzione G33 utilizzare il parametro Q1.
1618 'Valore Q programmato due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro Q è programmato più di una volta nello stesso blocco.SOLUZIONE Controllare la programmazione.
1619 'Valore Q1 programmato due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro Q1 è programmato più di una volta nello stesso blocco.
SOLUZIONE Controllare la programmazione.
1620 'Non è ammesso #SERVO ON per assi o mandrino SERCOS POSIZIONE'
RILEVAMENTO Durante l’esecuzione.CAUSA L'asse o mandrino è Sercos posizione.
SOLUZIONE Questa sentenza consente solo assi Sercos velocità.
Soluzione di errori
CNC 8065
(REF: 1308)
·71·
1621 'Non è ammesso Q1 senza G33 nel blocco o G63 attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato un parametro Q1 senza G33 nel blocco o senza la funzione G63
attiva.SOLUZIONE Il parametro Q deve stare nello stesso blocco di G33. Il parametro Q deve essere da
solo nel blocco soltanto se è attiva la funzione G63.
1622 'Un mandrino di scambio temporaneo non può funzionare come asse C mantenuto'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC può attivare come asse C mantenuto (parametro PERCAX) un mandrino a
scambio temporaneo.SOLUZIONE Se possibile, definire il mandrino come di scambio mantenuto; altrimenti utilizzare
un altro mandrino come asse C.
1623 'Gamma per sincronizzazione SYNCSET non valida'
RILEVAMENTO Durante l’esecuzione.CAUSA Il parametro SYNCSET ha un valore non valido.
SOLUZIONE Assegnare al parametro un valore corretto.
1624 'Programmare #TANGCTRL ON/OFF/SUSP [ ]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.SOLUZIONE Controllare la programmazione. Insieme alla sentenza occorre programmare uno dei
comandi ON/SUSP/OFF e quindi i parametri di chiamata fra parentesi quadre. Èanche possibile la programmazione di uno dei comandi SUSP/OFF senza parametridi chiamata.
1625 'Un asse in controllo tangenziale attivo deve essere rotativo non HIRTH e non appartenereal triedro attivo'
RILEVAMENTO Durante l’esecuzione.CAUSA Gli assi da attivare nel controllo tangenziale devono essere rotativi, non hirth e non
devono far parte del triedro attivo né essere l’asse longitudinale.SOLUZIONE Controllare la programmazione.
1626 'Programmare assi per #TANGCTRL ON/OFF/SUSP/RESUME'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la programmazione dell'asse o assi nella sentenza.
SOLUZIONE Controllare la programmazione.
1627 '#TANGCTRL: programmare valori d'angolo fra 0 e +/-359.9999'
RILEVAMENTO Durante l’esecuzione.CAUSA L'angolo programmato nella sentenza è errato.
SOLUZIONE Controllare la programmazione. Il valore dell’angolo deve essere fra 0 e ±359.9999.
1628 'Non è possibile eliminare dalla configurazione un asse con controllo tangenziale attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non può eliminare l’asse tangenziale dalle impostazioni se il controllotangenziale è attivo.
SOLUZIONE Per eliminare questo asse dalle impostazioni, annullare il controllo tangenziale.
1629 'Non è possibile programmare un asse in controllo tangenziale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Con il controllo tangenziale attivo, è programmato uno spostamento o un’altraoperazione per l’asse tangenziale.
SOLUZIONE Con il controllo tangenziale attivo, non è consentito di programmare spostamentidell’asse tangenziale; il CNC ha il compito di orientare questo asse. Per utilizzarequesto asse, annullare il controllo tangenziale.
1630 'Programmazione profilo mediante etichette errata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella chiamata al ciclo sono stati designati in modo errato i parametri che definisconol’inizio e la fine del profilo (parametri S ed E).
SOLUZIONE Assegnare ai parametri S e E un valore corretto.
·72·
Soluzione di errori
CNC 8065
(REF: 1308)
1631 'Programmazione profilo non consentita: [S,E,<Q>] o [P,<Q>]'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella chiamata al ciclo sono stati designati in modo errato i parametri che definiscono
l’inizio e la fine del profilo (parametri S ed E), la sottoprogramma che contiene il profilo(parametro P) o il file contenente il profilo (parametro Q).
SOLUZIONE Controllare la programmazione.
1632 'Un asse in controllo tangenziale attivo deve essere rotativo con modulo 360º'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di attivare il controllo tangenziale in un asse rotativo di modulo
diverso da 360º.SOLUZIONE Il controllo tangenziale si può attivare solo negli assi rotativi con tipo modulo 360º.
Il limite superiore del modulo è definito dal parametro MODUPLIM ed il limite inferioredal parametro MODLOWLIM.
1633 'Programmare: #DGSPSL <nome mandrino>'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.SOLUZIONE Controllare la programmazione.
1634 'La sentenza #MOVE ammette un solo asse e deve appartenere al canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è stato programmato un nome di asse corretto, l’asse è in un altro canale o nonè un asse del sistema. Non è ammessa la programmazione di mandrini, eccettoquando stanno lavorando come asse C, nel qual caso si deve programmare con ilnome dell’asse C.
SOLUZIONE Controllare la programmazione.
1635 'Il numero di assi nella trasformazione è maggiore a quello consentito'
RILEVAMENTO Durante l’esecuzione.CAUSA La trasformazione di coordinate ha definito nel parametro NKINAX più assi di quelli
consentiti nel CNC.SOLUZIONE Correggere il parametro macchina NKINAX.
1636 'Non è possibile avere attive le quote trasformate FACE e CYL allo stesso tempo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare la sentenza #FACE o #CYL con una di esse attiva.
SOLUZIONE Disattivare una di queste sentenze prima di attivare l'altra.
1637 'Senso di rotazione del mandrino incompatibile con l'utensile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il senso di rotazione predeterminato dell’utensile è incompatibile con il senso di
rotazione corrente del mandrino.
SOLUZIONE Cambiare senso di rotazione del mandrino o correggere il senso di rotazione definitoper l’utensile.
1638 'Gli assi che configurano la trasformazione angolare, #ANGAX, devono essere lineari'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di attivare una trasformazione angolare con un asse rotativo.SOLUZIONE Gli assi della trasformazione angolare devono essere lineari.
1639 'Il mandrino programmato non appartiene al canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di utilizzare un mandrino di un altro canale
SOLUZIONE Un canale può controllare solo i relativi mandrini. Utilizzare un mandrinoappartenente al canale o includere nelle impostazioni del canale il mandrino che dàerrore.
1640 'Non si ammettono programmare mandrini parcheggiati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di utilizzare un mandrino parcheggiato.
SOLUZIONE Utilizzare un mandrino che non sia parcheggiato o sparcheggiare il mandrino.
Soluzione di errori
CNC 8065
(REF: 1308)
·73·
1641 '#CYL: Si attende la programmazione del raggio di sviluppo del cilindro.
RILEVAMENTO Durante l’esecuzione.CAUSA Manca il valore del raggio di sviluppo nella sentenza #CYL.
SOLUZIONE Controllare la programmazione. Per un raggio variabile, definire valore zero affinchéil CNC calcoli il raggio in funzione di dove si trova l’utensile.
1642 'Non si ammettono programmare mandrini slave TANDEM'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'utente ha cercato di spostare o fare riferimento al mandrino slave di una coppiatandem.
SOLUZIONE Il mandrino slave di una coppia tandem è controllato dal CNC, non si può spostaresingolarmente. Per spostare un mandrino slave, bisogna spostare il mandrinomaestro a cui si trova associato.
1643 'Non è consentito parcheggiare mandrini TANDEM'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di parcheggiare un mandrino che appartiene a una coppia tandem.
SOLUZIONE Non è consentito parcheggiare mandrini tandem.
1644 'Non è consentito parcheggiare mandrini in G33/G95'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di parcheggiare un mandrino con la funzione G33 o G95 attiva.SOLUZIONE Disattivare G33 e G95 prima di parcheggiare un mandrino.
1645 'Non è consentito #RET/M17/M29 fra le etichette di un #RPT'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato una funzione M17, M29 o #RET fra le etichette iniziale e finale diuna ripetizione di blocchi #RPT.
SOLUZIONE Non è possibile concludere un sottoprogramma all’interno di una ripetizione diblocchi.
1646 'Programmare: #ABORT [etichetta]/#ABORT Nxxxx/#ABORT OFF'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Le sentenze si devono programmare da sole nelblocco, è possibile solo aggiungere l’etichetta del blocco.
1647 'La gamma non esiste nel slave TANDEM'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmato un cambio gamma in un asse o in un mandrino tandem. La gammaesiste sull’asse o nel mandrino maestro ma non in quello slave.
SOLUZIONE Definire le stesse gamme negli assi e mandrini maestro e slave del tandem.
1649 'Funzione di trasformazione inversa d'utente non trovata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la funzione di coordinate PcsToMcs nel cercare di eseguire la trasformazionedi coordinate pezzo macchina in una cinematica d’utente.
SOLUZIONE Controllare la procedura di integrazione di cinematiche d'utente.
1650 'Funzione di trasformazione diretta d'utente non trovata'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca la funzione di coordinate McsToPcs nel cercare di eseguire la trasformazione
di coordinate macchina a pezzo in una cinematica d’utente.SOLUZIONE Controllare la procedura di integrazione di cinematiche d'utente.
1651 'Non è consentito LINK mantenuto con assi temporali di un altro canale'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non può accoppiare assi con permesso di scambio temporaneo (parametroAXISEXCH) se appartengono ad un altro canale e gli accoppiamenti del canale sonodefiniti come mantenuti (parametro LINKCANCEL).
SOLUZIONE Accoppiare assi nel relativo canale.
·74·
Soluzione di errori
CNC 8065
(REF: 1308)
1653 'Un asse della trasformazione del piano inclinato non può essere slave'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di definire come asse slave di un accoppiamento un asse che fa
parte del piano inclinato.SOLUZIONE Disattivare il piano inclinato per potere attivare l’accoppiamento. Un asse che fa parte
di un piano inclinato non può essere l’asse slave in un accoppiamento; ma può esserel’asse maestro di un accoppiamento.
1654 'Bus digitale (Sercos/Mechatrolink) non pronto per la lettura della variabile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Con bus Sercos, l'anello non è in fase 4. Con bus Mechatrolink, il bus non ha raggiuntola fase 3.
L'anello Sercos non è in fase 4.SOLUZIONE Condizionare la scrittura della variabile all’indicatore SERCOSRDY in Sercos o
all’indicatore MLINKRDY in Mechatrolink.
1655 'Bus digitale (Sercos/Mechatrolink) non pronto per la scrittura della variabile'
RILEVAMENTO Durante l’esecuzione.CAUSA Con bus Sercos, l'anello non è in fase 4. Con bus Mechatrolink, il bus non ha raggiunto
la fase 3.SOLUZIONE Condizionare la scrittura della variabile all’indicatore SERCOSRDY in Sercos o
all’indicatore MLINKRDY in Mechatrolink.
1656 'Uno degli assi del piano è in diametri'
RILEVAMENTO Simulando o eseguendo in un tornio un ciclo fisso di fresatrice che contienespostamenti sugli assi del piano.
CAUSA I dati delle quote dei cicli fissi di fresatrice si considerano in raggi. Se uno degli assidel piano è in diametri, il CNC interpreta i relativi dati come raggi, per cui avvisal’utente di un eventuale errore nella programmazione in diametri.
DI CONSEGUENZAIl ciclo può eseguire una geometria diversa da quella attesa.
SOLUZIONE Programmare i dati in raggi.
1657 'Variabile non valida per il mandrino che non è un asse C'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di leggere una variabile di asse ma il mandrino non è attivato come
asse C. SOLUZIONE La variabile esiste solo per assi e mandrini che lavorano come asse C.
1658 'Numero di magazzino non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di magazzino non è valido.
SOLUZIONE Controllare la programmazione. Il numero di magazzini è definito nel parametroNTOOLMZ.
1659 'Macro previamente definita mediante #DEF FIX'
RILEVAMENTO Durante l’esecuzione.
CAUSA La macro è già esistente, è stato definita con il comando #DEF FIX. Ricordare chela tabella di macro non si inizializza con l’inizio e la fine programma, ma solo con lasentenza #INIT MACROTAB.
SOLUZIONE Definire la macro con un nome diverso. Le macro definite mediante il comando #DEFFIX non si cancellano dopo un reset. Utilizzare il comando #INIT MACROTAB perriavviare la tabella di macro, e che cancella tutte le macro definite sia con #DEF siacon #DEF FIX.
1660 'Indice array errato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un indice array programmato nella variabile è fuori range.
SOLUZIONE Controllare la programmazione. Consultare la variabile ed il relativo range di valori.
1661 'Manca programmare "." dopo [numeroCanale]'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di canale deve essere fra parentesi quadra e seguito dal carattere ".".
SOLUZIONE Controllare la programmazione. Verificare la sintassi della variabile.
Soluzione di errori
CNC 8065
(REF: 1308)
·75·
1662 'Tipo di eccezione sconosciuta'
RILEVAMENTO Durante l’esecuzione.CAUSA Non esiste il tipo di variabile programmato.
SOLUZIONE Controllare la programmazione. Verificare la sintassi della variabile.
1663 '#DELETE: manca indicare variabile(ili) da cancellare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #DELETE occorre indicare le variabili da cancellare.SOLUZIONE Indicare insieme alla sentenza #DELETE le variabili da cancellare.
1665 'La funzione G174 ammette solo un asse o un mandrino'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella funzione G174 è programmato più di un asse o mandrino.
SOLUZIONE Programmare una funzione G174 per ogni asse o mandrino.
1666 'G174: non si ammettono assi accoppiati, GANTRY o TANDEM'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di inizializzare quota macchina (G174) di un asse che fa parte di
una coppia di assi gantry, tandem o di un accoppiamento attivo (#LINK).SOLUZIONE Per inizializzare la quota macchina su tale asse, disattivare l’accoppiamento. Non si
può inizializzare la quota macchina di assi gantry o tandem.
1667 'G174: non si ammettono di assi della cinematica o trasformate attive'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di inizializzare quota macchina (G174) di un asse che fa parte della
cinematica o trasformata attiva #CS, #ACS, #ANGAX, #TANGCTRL.SOLUZIONE Per inizializzare la quota macchina su tale asse, disattivare la cinematica o la
trasformazione attiva.
1668 'Gruppo multiasse fuori intervallo'
RILEVAMENTO Durante la lettura di variabili (V.)MPA.MULAXISNAMEn[grupo].CAUSA L’indice (gruppo) non corrisponde a nessun gruppo multiasse definito nei parametri
macchina.SOLUZIONE Controllare la programmazione. Programmare in modo adeguato il numero del
gruppo multiasse.
1669 'Programmare #ROTATEMZ1-4 Pn/+n/-n'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione. Programmare la posizione da selezionare sullatorretta o il numero di posizioni da girare.
1670 'Il magazzino indicato deve essere di tipo TORRETTA'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza #ROTATEMZ è valida solo per un magazzino di tipo torretta.
SOLUZIONE Controllare la programmazione. Controllare che il magazzino è di tipo torretta.
1672 'Non è ammessa G74-G174 per mandrini sincronizzati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Una volta eseguita la sincronizzazione dei mandrini, il CNC non consente diprogrammare una ricerca zero né di forzare una quota in nessuno di essi.
SOLUZIONE l CNC esegue il riferimento di mandrini prima della sincronizzazione. Per realizzareuna nuova ricerca di riferimento o forzare la quota, disattivare la sincronizzazione.
1673 'Variabile non accessibile da programma o MDI'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile programmata, pur esistendo, non ha permesso d’accesso dalprogramma.
SOLUZIONE Consultare nei manuali i permessi d’accesso delle variabili.
1674 'Programmare #SELECT PROBE [ Nº sonda, POS/NEG]'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta o vi è più informazione nel blocco.
SOLUZIONE Controllare la programmazione.
·76·
Soluzione di errori
CNC 8065
(REF: 1308)
1676 'Il piano inclinato attivo è recuperato'
RILEVAMENTO Durante l’esecuzione.CAUSA All’accensione, il CNC ha recuperato il piano inclinato che era attivo allo
spegnimento.SOLUZIONE Il piano inclinato si può disattivare con la sentenza #CS OFF.
1677 '#RTCP/TLC è stato disattivato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di fare una ricerca di riferimento con la funzione #RTCP o #TLCattiva.
SOLUZIONE Per eseguire una ricerca di riferimento occorre disattivare le funzioni #RTCP/TLC.
1678 'Variabile esistente solo per la retroazione analogica esterna'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile programmata esiste solo per assi con retroazione esterna analogica el’asse indicato non osserva tale condizione.
SOLUZIONE Controllare la programmazione. Consultare nei manuali le variabili secondo il tipo diasse.
1679 'Non è consentito #CAM SELECT con la camma in esecuzione o in procedura dicaricamento'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha richiesto il caricamento di una camma che è in esecuzione o in unaprocedura previa di caricamento.
SOLUZIONE Attendere la fine dell’esecuzione o del caricamento della camma.
1680 'Numero del pezzo non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #DGWZ è programmato un numero di pezzo non valido.SOLUZIONE Programmare il numero di pezzo entro il range P1-P4.
1681 'Troppi canali programmati nella sentenza'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #DGWZ è programmato più di un numero di canale.
SOLUZIONE Programmare un solo numero di canale C1-C4.
1682 'È consentito di programmare solo un numero del pezzo'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #DGWZ è programmato più di un numero di pezzo.
SOLUZIONE Programmare un solo numero di pezzo P1-P4.
1683 'L'istruzione #REPOS è ammessa solo nei sottoprogrammi di interruzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’istruzione #REPOS non è programmata in un sottoprogramma d’interruzione.
SOLUZIONE È possibile programmare solo la sentenza #REPOS nei sottoprogrammid’interruzione. Eliminare tale sentenza da ogni altro sottoprogramma o programma.
1684 'Sottoprogramma locale e M, T o G con sottoprogramma nello stesso blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Uno stesso blocco di programma sta eseguendo una chiamata di una
sottoprogramma locale ed una funzione M, T o G che hanno un sottoprogrammaassociato.
SOLUZIONE Programmare la chiamata del sottoprogramma locale in un altro blocco diprogramma.
1685 '$GOTO: Salto ai blocchi annidati in $IF, $FOR, $WHILE... non consentito'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’istruzione $GOTO non è all’interno di un loop, ma sta saltando ad un’etichettadefinita all’interno di un loop $IF, $FOR, ecc.
SOLUZIONE Controllare la programmazione. Non è consentito eseguire salti all'interno di un loop.
Soluzione di errori
CNC 8065
(REF: 1308)
·77·
1687 'Programmare: #REPOS <INT/INI> <sequenza di assi/mandrini>'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza #REPOS è mal programmata.
SOLUZIONE La sentenza #REPOS può comprendere un parametro opzionale INT o INI, seguitoda una sequenza di assi e/o mandrini del canale senza un determinato ordine.
1688 'Non si ammettono sentenze #REPOS di tipo diverso'
RILEVAMENTO Durante l’esecuzione.
CAUSA Sono programmate sentenze #REPOS di diverso tipo (INT/INI) nello stessosottoprogramma d’interruzione.
SOLUZIONE Tutte le sentenze #REPOS devono essere dello stesso tipo.
1689 'Non si ammettono i blocchi dopo #REPOS'
RILEVAMENTO Durante l’esecuzione.
CAUSA In un sottoprogramma d’interruzione è programmato un blocco fra le sentenze#REPOS e il blocco di fine sottoprogramma.
SOLUZIONE Le sentenze #REPOS devono essere gli ultimi blocchi del sottoprogrammad’interruzione, eccetto il blocco di fine sottoprogramma.
1690 'Asse multiplo programmato due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile programmare nello stesso blocco più di un asse dello stesso gruppomultiasse.
SOLUZIONE Controllare la programmazione. Programmare solo l’asse attivo del gruppo multiplo.
1691 'Sottoprogramma di G annidato'
RILEVAMENTO Durante l’esecuzione.CAUSA In un sottoprogramma associato a una funzione G non si può programmare la
funzione G che chiama quello stesso sottoprogramma.SOLUZIONE Controllare la programmazione. Non programmare la funzione G all’interno del
sottoprogramma. Nel caso di G74 è invece consentito di programmare la funzioneall’interno del sottoprogramma purché sia sempre seguita dagli assi da riferimentare.
1692 'Programmare #VOLCOMP ON/OFF [n]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sentenza e/o uno dei relativi parametri sono mal programmati.SOLUZIONE Controllare la programmazione.
1693 'Non è consentito di programmare #RTCP con la cinematica corrente. Programmare#FACE o #CYL'
RILEVAMENTO Durante l’esecuzione.CAUSA La sentenza non ammessa con l’attuale cinematica attiva.
SOLUZIONE Programmare la sentenza #FACE o #CYL per attivare tale trasformata.
1700 'CENTRATURA: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1701 'CENTRATURA: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1702 'CENTRATURA: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1703 'CENTRATURA: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
·78·
Soluzione di errori
CNC 8065
(REF: 1308)
1704 'CENTRATURA: ALFA = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro alfa ha valore 0. Non vi è angolo programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1705 'PCENTRATURA: DIAMETRO = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro per definire il diametro ha valore 0.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1706 'FORATURA 1: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1707 'FORATURA 1: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1708 'FORATURA 1: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1709 'FORATURA 1: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1710 'FORATURA 2: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1711 'FORATURA 2: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1712 'FORATURA 2: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1713 'FORATURA 2: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1714 'FORATURA 2: B = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro B ha valore 0. Non vi è passo di foratura programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1715 'FILETTATURA: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
Soluzione di errori
CNC 8065
(REF: 1308)
·79·
1716 'FILETTATURA: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1717 'FILETTATURA: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1718 'FILETTATURA: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1719 'ALESATURA: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1720 'ALESATURA: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1721 'ALESATURA: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1722 'ALESATURA: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1723 'BARENATURA 1: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1724 'BARENATURA 1: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1725 'BARENATURA 1: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1726 'BARENATURA 1: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1727 'FORATURA 3: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
·80·
Soluzione di errori
CNC 8065
(REF: 1308)
1728 'FORATURA 3: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1729 'FORATURA 3: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1730 'FORATURA 3: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1731 'BARENATURA 2: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro F ha valore 0. Non vi è avanzamento programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1732 'BARENATURA 2: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro S ha valore 0. Non vi è velocità programmata.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1733 'BARENATURA 2: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T ha valore 0. Non vi è utensile programmato.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1734 'BARENATURA 2: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1735 'TASCA RETTANGOLARE: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,finitura o ingresso in Z.
Un parametro F ha valore 0. Non vi è avanzamento programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1736 'TASCA RETTANGOLARE: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura o
la finitura.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1737 'TASCA RETTANGOLARE: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensileprogrammato.
SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazionenon ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1738 'TASCA RETTANGOLARE: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
Soluzione di errori
CNC 8065
(REF: 1308)
·81·
1739 'TASCA RETTANGOLARE: Diametro utensile minore di DELTA'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Nell'operazione di sgrossatura o finitura, il diametro dell'utensile è inferiore del passo
di fresatura (parametro Δ).SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1740 'TASCA RETTANGOLARE: Diametro utensile maggiore di tasca'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nell’operazione di sgrossatura o finitura, il diametro dell’utensile è maggiore delledimensioni della tasca (parametri L o H).
SOLUZIONE Scegliere un utensile con diametro inferiore.
1741 'TASCA RETTANGOLARE: Diametro utensile FINITURA minore di delta'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il diametro dell’utensile di finitura è minore dei sovrametalli sulle pareti laterali(parametro δ).
SOLUZIONE Scegliere un utensile di maggior diametro per la passata di finitura.
1742 'TASCA PRESVUOTATA: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,
finitura o ingresso in Z.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1743 'TASCA PRESVUOTATA: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura ola finitura.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1744 'TASCA PRESVUOTATA: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensileprogrammato.
SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazionenon ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1745 'TASCA PRESVUOTATA: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1746 'TASCA PRESVUOTATA: Diametro utensile minore di DELTA'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Nell'operazione di sgrossatura o finitura, il diametro dell'utensile è inferiore del passo
di fresatura (parametro Δ).SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1747 'TASCA PRESVUOTATA: Diametro utensile maggiore di tasca'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nell’operazione di sgrossatura o finitura, il diametro dell’utensile è maggiore delledimensioni della tasca (parametri L o H).
SOLUZIONE Scegliere un utensile con diametro inferiore.
1748 'TASCA PRESVUOTATA: Diametro utensile FINITURA minore di delta'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il diametro dell’utensile di finitura è minore dei sovrametalli sulle pareti laterali(parametro δ).
SOLUZIONE Scegliere un utensile di maggior diametro per la passata di finitura.
·82·
Soluzione di errori
CNC 8065
(REF: 1308)
1749 'TASCA PRESVUOTATA: R < r'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il raggio della tasca (parametro R) è minore del raggio di presvuotamento (parametro
r).SOLUZIONE Il raggio della tasca (raggio esterno ) deve essere maggiore del raggio di
presvuotamento (raggio interno).
1750 'SPORGENZA RETTANGOLARE: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,
finitura o ingresso in Z.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1751 'SPORGENZA RETTANGOLARE: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura ola finitura.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1752 'SPORGENZA RETTANGOLARE: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensileprogrammato.
SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazionenon ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1753 'SPORGENZA RETTANGOLARE: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1754 'SPORGENZA RETTANGOLARE: Diametro utensile minore di DELTA'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nell'operazione di sgrossatura o finitura, il diametro dell'utensile è inferiore del passodi fresatura (parametro Δ).
SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1755 'SPORGENZA RETTANGOLARE: Diametro utensile FINITURA minore di delta'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il diametro dell’utensile di finitura è minore dei sovrametalli sulle pareti laterali(parametro δ).
SOLUZIONE Scegliere un utensile di maggior diametro per la passata di finitura.
1756 'SPORGENZA CIRCOLARE: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,finitura o ingresso in Z.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1757 'SPORGENZA CIRCOLARE: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura o
la finitura.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1758 'SPORGENZA CIRCOLARE: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensileprogrammato.
SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazionenon ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
Soluzione di errori
CNC 8065
(REF: 1308)
·83·
1759 'SPORGENZA CIRCOLARE: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1760 'SPORGENZA CIRCOLARE: R = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro R ha valore 0. Non vi è raggio programmato.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1761 'SPORGENZA CIRCOLARE: Diametro utensile minore di DELTA'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nell'operazione di sgrossatura o finitura, il diametro dell'utensile è inferiore del passodi fresatura (parametro Δ).
SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1762 'SPORGENZA CIRCOLARE: Diametro utensile FINITURA minore di delta'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il diametro dell’utensile di finitura è minore dei sovrametalli sulle pareti laterali(parametro δ).
SOLUZIONE Scegliere un utensile di maggior diametro per la passata di finitura.
1763 'FRESATURA DI SUPERFICI: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,
finitura o ingresso in Z.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1764 'FRESATURA DI SUPERFICI: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura ola finitura.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1765 'FRESATURA DI SUPERFICI: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensileprogrammato.
SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazionenon ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1766 'FRESATURA DI SUPERFICI: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1767 'FRESATURA DI SUPERFICI : L = 0 e H = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA La lunghezza (parametro L) e/o la larghezza della fresatura di superfici (parametro
H) sono 0.SOLUZIONE Definire entrambe le dimensioni della fresatura di superfici con un valore diverso da
zero.
1768 'PROFILO A PUNTI: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,
finitura o ingresso in Z.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1769 'PROFILO A PUNTI: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura ola finitura.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
·84·
Soluzione di errori
CNC 8065
(REF: 1308)
1770 'PROFILO A PUNTI: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensile
programmato.SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazione
non ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1771 'PROFILO A PUNTI: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1772 'PROFILO A PUNTI: Profilo nullo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA I primi due punti del profilo (P1 e P2) sono uguali; il ciclo assume che non vi è un profilodefinito.
SOLUZIONE definire correttamente i punti del profilo. Due punti uguali indicano la fine del profilo.
1773 'PROFILO A PUNTI: Raggio utensile maggiore o uguale a raggio dell'ingresso/uscitatangenziale'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio di uno degli utensili usati nel ciclo è uguale o maggiore del raggiodell'ingresso tangenziale (raggio del punto P1) o dell'uscita tangenziale (raggio delpunto P12).
SOLUZIONE Aumentare il raggio dell’ingresso/uscita tangenziale o eseguire il ciclo con un utensiledi minor raggio.
1774 'PROFILO: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,finitura o ingresso in Z.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1775 'PROFILO: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura ola finitura.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1776 'PROFILO: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensile
programmato.
SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazionenon ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1777 'PROFILO: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1778 'PROFILO: (FINITURA): Lunghezza di taglio dell'utensile< P'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La lunghezza di taglio dell’utensile di finitura è minore della profondità del profilo(parametro P).
SOLUZIONE Scegliere come utensile di finitura un utensile di maggior lunghezza di taglio.
1779 'SCANALATURA: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,finitura o ingresso in Z.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
Soluzione di errori
CNC 8065
(REF: 1308)
·85·
1780 'SCANALATURA: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura o
la finitura.SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1781 'SCANALATURA: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensileprogrammato.
SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazionenon ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1782 'SCANALATURA: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1783 'SCANALATURA: L = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro ha il valore 0. La scanalatura non ha lunghezza.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1784 'SCANALATURA: Diametro utensile minore di DELTA'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nell'operazione di sgrossatura o finitura, il diametro dell'utensile è inferiore del passodi fresatura (parametro Δ).
SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1785 'SCANALATURA: Diametro utensile maggiore di tasca'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Nell’operazione di sgrossatura o finitura, il diametro dell’utensile è maggiore delle
dimensioni della scanalatura (parametri L o H).SOLUZIONE Scegliere un utensile con diametro inferiore.
1786 'SCANALATURA: Diametro utensile FINITURA minore di delta'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il diametro dell’utensile di finitura è minore dei sovrametalli sulle pareti laterali(parametro δ).
SOLUZIONE Scegliere un utensile di maggior diametro per la passata di finitura.
1787 'TASCA CIRCOLARE: F = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro F ha valore 0; occorre programmare l’avanzamento di sgrossatura,finitura o ingresso in Z.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1788 'TASCA CIRCOLARE: S = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un parametro S ha valore 0; occorre programmare la velocità per la sgrossatura ola finitura.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
1789 'TASCA CIRCOLARE: T = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro T delle operazioni di sgrossatura e finitura ha valore 0. Non vi è utensile
programmato.SOLUZIONE Programmare un utensile per l’operazione di sgrossatura o finitura. Se un’operazione
non ha utensile, il ciclo non la esegue; almeno un’operazione deve avere un utensile.
1790 'TASCA CIRCOLARE: P = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro P ha valore 0. Non vi è profondità programmata.
SOLUZIONE Assegnare al parametro un valore maggiore di 0.
·86·
Soluzione di errori
CNC 8065
(REF: 1308)
1791 'TASCA CIRCOLARE: Diametro utensile minore di DELTA'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Nell'operazione di sgrossatura o finitura, il diametro dell'utensile è inferiore del passo
di fresatura (parametro Δ).SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1792 'TASCA CIRCOLARE: Diametro utensile maggiore di tasca'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nell’operazione di sgrossatura o finitura, il raggio dell’utensile è maggiore del raggiodella tasca (parametro R).
SOLUZIONE Scegliere un utensile con diametro inferiore.
1793 'TASCA CIRCOLARE: Diametro utensile FINITURA minore di delta'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il diametro dell’utensile di finitura è minore dei sovrametalli sulle pareti laterali(parametro δ).
SOLUZIONE Scegliere un utensile di maggior diametro per la passata di finitura.
1794 'TASCA RETTANGOLARE: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.CAUSA L'utensile di sgrossatura o finitura ha raggio 0.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1795 'TASCA CIRCOLARE: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.
CAUSA L'utensile di sgrossatura o finitura ha raggio 0.SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1796 'TASCA PRESVUOTATA: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.
CAUSA L'utensile di sgrossatura o finitura ha raggio 0.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1797 'SPORGENZA RETTANGOLARE: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.CAUSA L'utensile di sgrossatura o finitura ha raggio 0.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1798 'SPORGENZA CIRCOLARE: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.
CAUSA L'utensile di sgrossatura o finitura ha raggio 0.SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1799 'FRESATURA DI SUPERFICI: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.CAUSA L'utensile di sgrossatura o finitura ha raggio 0.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1800 'SCANALATURA: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.
CAUSA L'utensile di sgrossatura o finitura ha raggio 0.SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1801 'TASCA RETTANGOLARE: Beta o theta < 0 o Beta o theta > 90'
RILEVAMENTO Durante l'esecuzione di una tasca.
CAUSA Nel ciclo di tasca, l'angolo d'ingresso laterale per la sgrossatura (parametro β) o perla finitura (parametro θ) non è compreso fra 0º e 90º.
SOLUZIONE Correggere l’angolo d’ingresso laterale; programmare un valore fra 0º e 90º.
1802 'TASCA CIRCOLARE: Beta o theta < 0 o Beta o theta > 90'
RILEVAMENTO Durante l'esecuzione di una tasca.
CAUSA Nel ciclo di tasca, l'angolo d'ingresso laterale per la sgrossatura (parametro β) o perla finitura (parametro θ) non è compreso fra 0º e 90º.
SOLUZIONE Correggere l’angolo d’ingresso laterale; programmare un valore fra 0º e 90º.
Soluzione di errori
CNC 8065
(REF: 1308)
·87·
1803 'TASCA PRESVUOTATA: Beta o theta < 0 o Beta o theta > 90'
RILEVAMENTO Durante l'esecuzione di una tasca.CAUSA Nel ciclo di tasca, l'angolo d'ingresso laterale per la sgrossatura (parametro β) o per
la finitura (parametro θ) non è compreso fra 0º e 90º.SOLUZIONE Correggere l’angolo d’ingresso laterale; programmare un valore fra 0º e 90º.
1804 'G87: Profondità = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La profondità risultante della tasca è zero. La profondità programmata (parametro I)coincide con la somma dei parametri Z e D; se non è stato programmato il parametroZ, la profondità programmata (parametro I) coincide con il parametro D.
SOLUZIONE Correggere la programmazione dei parametri I Z D.
1805 'G87: Diametro utensile maggiore di tasca'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile è maggiore delle dimensioni della tasca (parametri J e/o K).
SOLUZIONE Selezionare un utensile con diametro inferiore.
1806 'G87: Diametro utensile minore di L'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il diametro dell'utensile è inferiore al sovrametallo di finitura (parametro L).
SOLUZIONE Selezionare un utensile con diametro superiore.
1807 'G87: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L'utensile ha un diametro 0.SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1808 'G87: Non vi è utensile'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non vi è utensile sul mandrino.
SOLUZIONE Programmare un utensile prima del ciclo o caricare un utensile sul mandrino.
1809 'G87: Diametro utensile minore di C'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il diametro dell'utensile è inferiore del passo di fresatura (parametro C).
SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1810 'G88: Profondità = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La profondità risultante della tasca è zero. La profondità programmata (parametro I)coincide con la somma dei parametri Z e D; se non è stato programmato il parametroZ, la profondità programmata (parametro I) coincide con il parametro D.
SOLUZIONE Correggere la programmazione dei parametri I Z D.
1811 'G88: Diametro utensile maggiore di tasca'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile è maggiore delle dimensioni della tasca (parametro J).
SOLUZIONE Selezionare un utensile con diametro inferiore.
1812 'G88: Diametro utensile minore di L'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il diametro dell'utensile è inferiore al sovrametallo di finitura (parametro L).
SOLUZIONE Selezionare un utensile con diametro superiore.
1813 'G88: Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L'utensile ha un diametro 0.SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1814 'G88: Non vi è utensile'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non vi è utensile sul mandrino.
SOLUZIONE Programmare un utensile prima del ciclo o caricare un utensile sul mandrino.
·88·
Soluzione di errori
CNC 8065
(REF: 1308)
1815 'G88: Diametro utensile minore di C'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il diametro dell'utensile è inferiore del passo di fresatura (parametro C).
SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1816 'Il parametro X deve essere multiplo del parametro I'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA La lunghezza della lavorazione (parametro X) deve essere multiplo del passo fralavorazioni (parametro I).
SOLUZIONE Assegnare ai parametri un valore corretto.
1817 'Uno dei parametri I, K deve essere programmato'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.CAUSA Manca la programmazione del passo fra lavorazioni (parametro I) o il numero di
lavorazioni (parametro K).SOLUZIONE Assegnare al parametro un valore corretto.
1818 'J = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA In una lavorazione multipla, il parametro J (passo fra lavorazioni sull’asse delleordinate) ha valore 0.
SOLUZIONE Assegnare al parametro un valore corretto.
1819 'K = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA In una lavorazione multipla, il parametro K ( numero di lavorazioni) ha valore 0.SOLUZIONE Assegnare al parametro un valore corretto.
1820 'Due dei parametri X, I, K devono essere programmati'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA Manca la programmazione di due dei seguenti parametri; X (lunghezza dellalavorazione), I (passo fra lavorazioni), K (numero di lavorazioni).
SOLUZIONE Assegnare ai parametri un valore corretto.
1821 'B deve essere multiplo di I'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA La lunghezza angolare della lavorazione (parametro B) deve essere multiplo delpasso angolare fra lavorazioni (parametro I).
SOLUZIONE Assegnare ai parametri un valore corretto.
1822 'Il parametro Y deve essere multiplo del parametro J'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.CAUSA La lunghezza della lavorazione (parametro Y) deve essere multiplo del passo fra
lavorazioni (parametro J).
SOLUZIONE Assegnare ai parametri un valore corretto.
1823 'Due dei parametri Y, J, D devono essere programmati'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.CAUSA Manca la programmazione di due dei seguenti parametri; Y (lunghezza della
lavorazione), J (passo fra lavorazioni), D (numero di lavorazioni).SOLUZIONE Assegnare ai parametri un valore corretto.
1824 'Uno dei parametri I, K deve essere programmato'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA Manca la programmazione di uno dei seguenti parametri; I (passo fra lavorazioni),K (numero di lavorazioni).
SOLUZIONE Assegnare ai parametri un valore corretto.
1825 'Uno dei parametri I, A deve essere programmato'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA Manca la programmazione di due dei seguenti parametri; I (passo angolare fralavorazioni), A (numero di lavorazioni).
SOLUZIONE Assegnare al parametro un valore corretto.
Soluzione di errori
CNC 8065
(REF: 1308)
·89·
1826 'Il parametro I moltiplicato per K deve essere uguale a 360'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.CAUSA Il passo angolare fra lavorazioni (parametro I) per il numero di lavorazioni (parametro
K) deve essere 360º.SOLUZIONE Assegnare al parametro un valore corretto.
1827 'I parametri X e Y sono uguali a 0'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA I parametri X Y (centro dell’arco di lavorazione) hanno valore 0.
SOLUZIONE Assegnare al parametro un valore corretto.
1828 '360 deve essere multiplo del parametro I'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.CAUSA Il passo angolare (parametro I) deve essere sottomultiplo di 360º.
SOLUZIONE Assegnare al parametro un valore corretto.
1829 'I = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA In una lavorazione multipla, il parametro I (passo fra lavorazioni) ha valore 0.SOLUZIONE Assegnare al parametro un valore diverso da zero.
1830 'Diametro utensile = 0'
RILEVAMENTO Durante l'esecuzione di un ciclo.
CAUSA L'utensile ha un diametro 0.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1831 'G82: C = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro C (quota di accostamento) ha valore 0.
SOLUZIONE Assegnare al parametro un valore diverso da zero.
1832 'SGROSSATURA: I = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro I (passo massimo della profondità) ha valore 0.SOLUZIONE Assegnare al parametro un valore diverso da zero e minore della lunghezza di taglio
dell’utensile.
1833 'FINITURA: N = 0 e lunghezza di taglio utensile non impostata'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro N (numero di passate d’ingresso) ha valore 0 e l’utensile di finitura non
ha una lunghezza di taglio definita.SOLUZIONE Programmare il numero di passate d’ingresso (parametro N) o definire la lunghezza
di taglio nella tabella utensili.
1834 'FINITURA: Delta z maggiore di lunghezza di taglio utensile'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro δz (sovrametallo di finitura sul fondo) supera la lunghezza di tagliodell'utensile di finitura.
SOLUZIONE Programmare un sovrametallo di finitura minore (parametro δz) o utilizzare un altroutensile.
1835 'Tasca con isole: Z di sicurezza non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il piano di sicurezza (parametro Zs) si trova all'interno del pezzo.SOLUZIONE Assegnare al parametro un valore corretto.
1836 'Tasca con isole: Profilo in Z non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un profilo di profondità è chiuso o il ciclo non può lavorare un profilo di profondità conl’utensile programmato.
SOLUZIONE Controllare che i profili di profondità siano corretti.
·90·
Soluzione di errori
CNC 8065
(REF: 1308)
1837 'Tasca con isole: Profilo su XY si taglia da solo'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un profilo di superficie costituisce più di un profilo chiuso.
SOLUZIONE Verificare che i profili di superficie non si incrocino fra loro e che abbiano solo il puntoiniziale in comune.
1838 'Tasca con isole: Profilo in XY non è chiuso'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un profilo di superficie non è un profilo chiuso, i punti iniziale e finale non sono sullostesso punto.
SOLUZIONE Verificare che tutti i profili di superficie siano chiusi.
1839 'Tasca con isole: Intersezione dei profili su XY non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Due profili di superficie hanno un tratto, retto o curvo, in comune.SOLUZIONE Verificare che i profili di superficie non abbiano tratti in comune, l’intersezione dei
profili si deve avere su punti.
1840 'Tasca con isole: Memoria insufficiente per la risoluzione'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il sistema non dispone di memoria per continuare a risolvere la tasca.
SOLUZIONE Rivolgersi alla FAGOR AUTOMATION.
1841 'Posizione di partenza non valida nel ciclo fisso'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nell'eseguire il ciclo, la punta dell’utensile si trova fra il piano di riferimento e lasuperficie del pezzo.
SOLUZIONE Per eseguire il ciclo, situare l’utensile sopra il piano di riferimento.
1842 'Diametro utensile minore di DELTA'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il diametro dell'utensile di finitura è inferiore del passo di fresatura (parametro Δ).
SOLUZIONE Ridurre il passo di fresatura o utilizzare un utensile di diametro maggiore.
1843 'Tasca con isole: Raggio dell'utensile di sgrossatura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile di sgrossatura ha valore 0 o l’utensile è troppo grande per lageometria della tasca, tenendo conto del sovrametallo laterale (parametro δ).:
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.Verificare il valore del sovrametallo laterale.
1844 'Tasca con isole: Raggio dell'utensile di finitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile di finitura ha valore 0 o l’utensile è troppo grande per lageometria della tasca.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1845 'G165: Lunghezza della corda (I) maggiore di diametro'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA La lunghezza della corda (parametro) è superiore al diametro della circonferenza.SOLUZIONE Assegnare al parametro un valore corretto.
1846 'Raggio dell'arco nullo'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA Le eventuali cause sono le seguenti:• Nel profilo vi è un tratto curvo con raggio zero.• In una lavorazione multipla ad arco o circonferenza, entrambe le coordinate del
centro coincidono con il punto iniziale.
SOLUZIONE Controllare la programmazione.
1847 'FORO RETTANGOLARE: Q = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro Q (materiale da eliminare) ha valore 0.SOLUZIONE Assegnare al parametro un valore diverso da zero.
Soluzione di errori
CNC 8065
(REF: 1308)
·91·
1848 'FORO CIRCOLARE: Q = 0'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il parametro Q (materiale da eliminare) ha valore 0.
SOLUZIONE Assegnare al parametro un valore diverso da zero.
1849 'TASCA RETTANGOLARE: Sovrametallo di finitura DELTA maggiore di tasca'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Le dimensioni della tasca meno il diametro dell’utensile è minore dei sovrametalli difinitura laterali (due volte il parametro δ).
SOLUZIONE Assegnare al parametro un valore corretto.
1850 'Lx deve essere multiplo di Ix'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.CAUSA La lunghezza della lavorazione (parametro Lx) deve essere multiplo della distanza
fra lavorazioni (parametro Ix).SOLUZIONE Assegnare ai parametri un valore corretto.
1851 'Ly deve essere multiplo di Iy'
RILEVAMENTO Durante l'esecuzione di un ciclo di fresatura di lavorazione multipla.
CAUSA La lunghezza della lavorazione (parametro Ly) deve essere multiplo della distanzafra lavorazioni (parametro Iy).
SOLUZIONE Assegnare ai parametri un valore corretto.
1852 'Nessun utensile programmato'
RILEVAMENTO Durante l'esecuzione di un ciclo di sonda #PROBE.
CAUSA Non vi è utensile né sonda sul mandrino per potere eseguire il ciclo.SOLUZIONE Eseguire il ciclo con un utensile sul mandrino o con una sonda, a seconda del ciclo.
1853 'Non è arrivato il segnale del tastatore'
RILEVAMENTO Durante l'esecuzione di un ciclo di sonda #PROBE.
CAUSA La sonda non ha toccato il pezzo durante lo spostamento di tastatura.
SOLUZIONE Correggere la definizione del ciclo fisso.
1854 'Il diametro J deve essere maggiore di zero'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 2 o #PROBE 9.CAUSA Il parametro J (diametro teorico del foro) ha un valore errato.
SOLUZIONE Assegnare al parametro un valore positivo.
1855 'Diametro utensile maggiore del foro'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 2 o #PROBE 9.
CAUSA Il diametro della sonda è maggiore del diametro del foro da misurare o del foroutilizzato per calibrare la sonda.
SOLUZIONE Correggere la definizione del ciclo fisso.
1856 'Distanza di retrocessione E errata'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 2 o #PROBE 9.
CAUSA Il parametro E (distanza di ritorno) ha un valore errato.SOLUZIONE Assegnare al parametro un valore fra 0 ed il diametro del foro.
1857 'Nessun correttore selezionato'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 1 o #PROBE 2.
CAUSA Non vi è correttore d’utensile attivo per il ciclo di calibratura utensile.
SOLUZIONE Programmare il correttore (funzione D) prima del ciclo.
1858 'Programmare I = 0/1'
RILEVAMENTO Durante l'esecuzione di un ciclo di sonda #PROBE.CAUSA Il parametro I (tipo di calibratura) ha un valore errato.
SOLUZIONE Il parametro I ammette solo i valori 0 (calibratura semplice) o 1 (calibratura doppia).
1859 'Il piano attivo per calibratura sonda deve essere G17, G18 o G19'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 2.
CAUSA Nell’eseguire il ciclo, è attivo un piano di lavoro definito con G20.SOLUZIONE Attivare un piano principale G17, G18 o G19 per eseguire il ciclo.
·92·
Soluzione di errori
CNC 8065
(REF: 1308)
1860 'Programmare K = 0/1/2'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 3.CAUSA Il parametro K (asse di tastatura) ha un valore errato.
SOLUZIONE Il parametro K ammette solo i valori 0 (asse delle ascisse), 1 (asse delle ordinate)o 2 (asse longitudinale).
1861 'La distanza di sicurezza B deve essere maggiore di zero'
RILEVAMENTO Durante l'esecuzione di un ciclo di sonda #PROBE.
CAUSA Il parametro B ha valore negativo.
SOLUZIONE Assegnare al parametro un valore positivo.
1862 '#PROBE 1: non è ammesso con G20 attiva'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 1.CAUSA Nell’eseguire il ciclo, è attivo un piano di lavoro definito con G20.
SOLUZIONE Attivare un piano principale G17, G18 o G19 per eseguire il ciclo.
1863 'Utensile consumato'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 1.
CAUSA Il ciclo ha rilevato che l’utensile è consumato. L’usura misurata è maggiore dellatolleranza consentita (parametri L o M).
SOLUZIONE Cambiare utensile ed eseguire di nuovo il ciclo.
1864 '#PROBE 1: i parametri U, V, W devono essere maggiori di X, Y, Z'
RILEVAMENTO Durante l’esecuzione del ciclo di sonda #PROBE 1.CAUSA Nel ciclo è mal definita la posizione della sonda da tavola. Uno dei parametri X Y Z
è maggiore del suo corrispondente parametro U V W. I parametri X Y Z fannoriferimento alle quote minime della sonda e i parametri U V W fanno riferimento allequote massime.
SOLUZIONE Definire la posizione della sonda in modo che U > X, V > Y, W > Z.
1865 'Tasca con isole: Non c'è T di sgrossatura'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Utensile programmato non esiste nella tabella utensili.SOLUZIONE Definire l’utensile nella tabella o selezionare un altro utensile.
1866 'Tasca con isole: F di sgrossatura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L’avanzamento per l’operazione di sgrossatura ha valore 0.
SOLUZIONE Definire un avanzamento maggiore di 0.
1867 'Tasca con isole: S di sgrossatura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA La velocità per l’operazione di sgrossatura ha valore 0.
SOLUZIONE Definire una velocità maggiore di 0.
1868 'Tasca con isole: Non c'è T di finitura'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Utensile programmato non esiste nella tabella utensili.
SOLUZIONE Definire l’utensile nella tabella o selezionare un altro utensile.
1869 'Tasca con isole: F di finitura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA L’avanzamento per l’operazione di finitura ha valore 0.
SOLUZIONE Definire un avanzamento maggiore di 0.
1870 'Tasca con isole: S di finitura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La velocità per l’operazione di finitura ha valore 0.SOLUZIONE Definire una velocità maggiore di 0.

Soluzione di errori
CNC 8065
(REF: 1308)
·93·
1871 'Tasca con isole: Passo di sgrossatura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il passo di lavorazione per la sgrossatura (parametro Δ) è maggiore del diametro
dell’utensile.SOLUZIONE Correggere il passo di lavorazione o selezionare un altro utensile.
1872 'Tasca con isole: Passo di finitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA In una tasca 2D, il passo di lavorazione per la finitura (parametro Δ) è maggiore deldiametro dell’utensile. In una tasca 3D, il passo di lavorazione per la finitura(parametro ε) è zero.
SOLUZIONE Correggere il passo di lavorazione.
1873 'Tasca con isole: Sovrametallo laterale non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il sovrametallo laterale per la finitura (parametro δ) è maggiore del diametrodell’utensile.
SOLUZIONE Correggere il sovrametallo laterale per la finitura o selezionare un altro utensile.
1874 'Tasca con isole: Profondità non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il parametro P (profondità della tasca) ha valore 0.SOLUZIONE Assegnare al parametro un valore corretto.
1875 'Tasca con isole: Profilo in XY non esiste'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non esiste il profilo di superficie programmato.
SOLUZIONE Selezionare un profilo esistente o generare il profilo programmato.
1876 'Tasca con isole: Profilo in XY non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Geometria del profilo di superficie mal programmata.
SOLUZIONE Correggere la geometria del profilo dall’editor di profili.
1877 'Tasca con isole: Profilo in Z non esiste'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non esiste il profilo di profondità programmato.SOLUZIONE Selezionare un profilo esistente o generare il profilo programmato.
1878 'Tasca con isole: Raggio della punta dell'utensile di finitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio della punta (Rp) dell’utensile di finitura è maggiore del suo raggio (R).
SOLUZIONE Correggere il valore del raggio della punta.
1879 'Tasca con isole: Raggio dell'utensile di semifinitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile di semifinitura ha valore 0 o è troppo grande per la geometriadella tasca.
SOLUZIONE Definire l’utensile nella tabella o selezionare un altro utensile.
1880 'Tasca con isole: Non c'è T di semifinitura'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Utensile programmato non esiste nella tabella utensili.
SOLUZIONE Definire l’utensile nella tabella o selezionare un altro utensile.
1881 'Tasca con isole: F di semifinitura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L’avanzamento per l’operazione di semifinitura ha valore 0.SOLUZIONE Definire un avanzamento maggiore di 0.
1882 'Tasca con isole: S di semifinitura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La velocità per l’operazione di semifinitura ha valore 0.
SOLUZIONE Definire una velocità maggiore di 0.
·94·
Soluzione di errori
CNC 8065
(REF: 1308)
1883 'Tasca con isole: Tasca già in esecuzione'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il CNC non può simulare o eseguire la tasca perché essa è già in esecuzione o
simulazione.SOLUZIONE Attendere che il CNC termini la simulazione o l’esecuzione.
1884 'Tasca con isole: Arco mal programmato in profilo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA In un profilo della tasca vi è un arco mal definito o il profilo è stato modificato con unaltro programma diverso dall’editor di profili.
SOLUZIONE Correggere la geometria del profilo dall’editor di profili.
1885 'Tasca con isole: Geometria della tasca non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA In un profilo della tasca vi è un tratto mal definito (arrotondamenti, smussature, ecc).SOLUZIONE Correggere la geometria del profilo dall’editor di profili.
1886 'Tasca con isole: Angolo di profondità dell'utensile di sgrossatura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L’angolo d’ingresso per la sgrossatura (parametro β) non è compreso fra 0º e 90º.
SOLUZIONE Correggere l’angolo d’ingresso; programmare un valore fra 0º e 90º.
1887 'Tasca con isole: Angolo di profondità dell'utensile di semifinitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA L’angolo d’ingresso per la finitura (parametro θ) non è compreso fra 0º e 90º.
SOLUZIONE Correggere l’angolo d’ingresso; programmare un valore fra 0º e 90º.
1888 'Tasca con isole: Tipo di finitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il tipo di finitura (parametro Q) non è valido.SOLUZIONE Assegnare ai parametri un valore corretto.
1889 'Spostamento di oscillazione: Distanza percorsa troppo piccola'
RILEVAMENTO Esecuzione dello spostamento di oscillazione per la regolazione del momentod’inerzia.
CAUSA La distanza programmata nello spostamento di oscillazione è insufficiente.
SOLUZIONE Programmare una distanza maggiore.
1890 'Spostamento di oscillazione: Distanza percorsa troppo grande'
RILEVAMENTO Esecuzione dello spostamento di oscillazione per la regolazione del momentod’inerzia.
CAUSA La distanza programmata nello spostamento di oscillazione è troppo grande.
SOLUZIONE Programmare una distanza inferiore.
1900 'Dato obbligatorio non programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Manca la programmazione di uno o più parametri obbligatori. Il parametro errato saràindicato nel messaggio d’errore.
SOLUZIONE Programmare tutti i parametri obbligatori del ciclo.
1901 'Dato non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Un parametro del ciclo ha un valore errato. Il parametro errato sarà indicato nel
messaggio d’errore.SOLUZIONE Correggere la programmazione.
1902 'Posizione iniziale e fattore di forma dell’utensile incompatibili'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La posizione iniziale dell’utensile non è compatibile con il fattore di forma e lageometria dell’utensile.
SOLUZIONE Posizionare l’utensile in modo idoneo o cambiare utensile.
Soluzione di errori
CNC 8065
(REF: 1308)
·95·
1903 'Arco mal programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Arco mal definito nella geometria del ciclo fisso.
SOLUZIONE Correggere la programmazione.
1904 'Utensile non programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Nessun utensile programmato.SOLUZIONE Programmare un utensile prima del ciclo o caricare un utensile sul mandrino.
1905 'SCANALATURA: Larghezza della lama nulla'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La larghezza dell’utensile ha valore 0.
SOLUZIONE Correggere il valore della larghezza dell’utensile o selezionare un altro utensile.
1906 'Fattore di forma dell’utensile non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il fattore di forma non è valido per il ciclo programmato.
SOLUZIONE Correggere il fattore di forma o selezionare un altro utensile.
1907 'Avanzamento F nullo precedente al ciclo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L'avanzamento di lavorazione ha valore 0.SOLUZIONE Definire un avanzamento maggiore di 0.
1908 'Non è stato programmato sovrametallo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il sovrametallo per la finitura ha valore 0.
SOLUZIONE Definire un sovrametallo per la finitura maggiore di 0.
1909 'Passo di sgrossatura nullo'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il passo di lavorazione ha valore 0.
SOLUZIONE Definire un passo di lavorazione maggiore di 0.
1910 'Passo di sgrossatura maggiore della larghezza della lama'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il passo di sgrossatura è maggiore della larghezza della lama.SOLUZIONE Programmare un passo di sgrossatura minore o uguale alla larghezza della lama.
1911 'Fattore di forma non valido in ciclo di sgrossatura'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il fattore di forma non è valido per il ciclo programmato.
SOLUZIONE Correggere il fattore di forma o selezionare un altro utensile.
1912 'Angolo della lama non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L’angolo della lama non è valido per il ciclo programmato.SOLUZIONE Correggere l’angolo della lama o selezionare un altro utensile.
1913 'Angolo di taglio della lama non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L'angolo di taglio non è valido per il ciclo programmato.
SOLUZIONE Correggere l’angolo di taglio o selezionare un altro utensile.
1914 'F di sgrossatura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA L’avanzamento per l’operazione di sgrossatura ha valore 0.
SOLUZIONE Definire un avanzamento maggiore di 0.
·96·
Soluzione di errori
CNC 8065
(REF: 1308)
1915 'F di finitura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA L’avanzamento per l’operazione di finitura ha valore 0.
SOLUZIONE Definire un avanzamento maggiore di 0.
1916 'S di sgrossatura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La velocità per l’operazione di sgrossatura ha valore 0.SOLUZIONE Definire una velocità maggiore di 0.
1917 'S di finitura non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La velocità per l’operazione di finitura ha valore 0.
SOLUZIONE Definire una velocità maggiore di 0.
1918 'Profilo programmato è chiuso'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il profilo definito nel ciclo fisso non è valido perché è un profilo chiuso
SOLUZIONE Programmare un profilo che non sia chiuso.
1919 'Profilo programmato taglia se stesso'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il profilo definito nel ciclo fisso non è valido perché interseca se stesso.SOLUZIONE Programmare un profilo che non si taglia da solo.
1920 'Profilo non programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Manca la programmazione del profilo che definisce la geometria del ciclo fisso.
SOLUZIONE Impostare il profilo che definisce la geometria del ciclo.
1921 'Geometria programmata non esterna'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA La geometria programmata nel ciclo fisso non corrisponde ad una geometria esterna,
come indicato nel ciclo.SOLUZIONE Cambiare la geometria o definire nel ciclo che la geometria sia interna.
1922 'Geometria programmata non interna'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La geometria programmata nel ciclo fisso non corrisponde ad una geometria esterna,come indicato nel ciclo.
SOLUZIONE Cambiare la geometria o definire nel ciclo che la geometria sia esterna.
1923 'Geometria non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La geometria del ciclo fisso è errata.
SOLUZIONE Correggere la programmazione.
1924 'Memoria insufficiente'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il sistema non dispone di memoria per continuare a risolvere la tasca.
SOLUZIONE Rivolgersi alla FAGOR AUTOMATION.
1925 'Non programmata sgrossatura né finitura.
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non è definita nessuna operazione nel ciclo fisso.SOLUZIONE Nel ciclo fisso deve essere definita l’operazione di sgrossatura o finitura. Se
un’operazione non ha utensile, il ciclo non la esegue; almeno un’operazione deveavere un utensile.
1926 'Vertice mal programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La geometria del ciclo fisso è errata.SOLUZIONE Correggere la programmazione.
Soluzione di errori
CNC 8065
(REF: 1308)
·97·
1927 'Lama non valida per profilo programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA L’utensile non è valido per la geometria del ciclo programmato.
SOLUZIONE Selezionare un altro utensile.
1928 'Passo di scanalatura maggiore della larghezza della lama'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il passo di scanalatura è maggiore della larghezza della lama.SOLUZIONE Programmare un passo di scanalatura minore o uguale alla larghezza della lama.
1929 'Non è stato programmato avanzamento del mandrino'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La velocità del mandrino ha valore 0.
SOLUZIONE Definire un avanzamento maggiore di 0.
1930 'Programmato passo di foratura nullo'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il passo di foratura ha valore 0.
SOLUZIONE Definire un passo di foratura diverso da 0.
1931 'Profondità non programmata'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La profondità di lavorazione ha valore 0.SOLUZIONE Definire una profondità di lavorazione diversa da 0.
1932 'Non esiste mandrino per eseguire il ciclo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il canale che esegue il ciclo non dispone di mandrino.
SOLUZIONE Cedere un mandrino al canale o eseguire il ciclo in un canale con mandrino.
1933 'Non esiste utensile motorizzato per eseguire il ciclo'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il canale che esegue il ciclo non dispone di mandrino per l’utensile motorizzato.
SOLUZIONE Cedere un utensile motorizzato al canale o eseguire il ciclo in un canale con utensilemotorizzato.
1934 'Larghezza di lama non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La larghezza della lama è maggiore della scanalatura o il ciclo non può avere ilsovrametallo programmato.
SOLUZIONE Verificare che l’utensile selezionato possa lavorare la scanalatura programmata,lasciando il sovrametallo di finitura programmato.
1935 'Non è stato definito nessun asse come LONGAXIS in ciclo di asse C'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Non è definito nessun asse longitudinale nel canale.
SOLUZIONE Impostare il parametro macchina LONGAXIS a TRUE per l’asse che è l’asselongitudinale.
1936 'Non è stato definito nessun asse come FACEAXIS in ciclo di asse C'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non è definito nessun asse frontale nel canale.
SOLUZIONE Impostare il parametro macchina FACEAXIS a TRUE per l’asse che è l’asse frontale.
1949 'La lama non può lavorare il profilo completamente'
RILEVAMENTO Durante l’esecuzione di un ciclo fisso di sgrossatura inseguimento di profilo di tornio.CAUSA La geometria dell’utensile non consente che esso possa lavorare l’intero profilo
programmato.DI CONSEGUENZAIl ciclo non può lavorare completamente il profilo programmato.
SOLUZIONE Modificare il profilo o cambiare utensile affinché esso possa lavorare il profilo.
·98·
Soluzione di errori
CNC 8065
(REF: 1308)
1950 'Non programmata la quota Z della superficie del pezzo'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Manca la programmazione quota della superficie del pezzo (parametro Z).
SOLUZIONE Correggere la programmazione.
1951 'Non programmata la quota Z di sicurezza'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Manca la programmazione del piano di sicurezza (parametro Zs).SOLUZIONE Correggere la programmazione.
1952 'Non programmata la profondità del pezzo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Manca la programmazione della profondità del pezzo (parametro P).
SOLUZIONE Correggere la programmazione.
1953 'Non programmato il passo di profondità'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Manca la programmazione del passo d’ingresso (parametro I).
SOLUZIONE Correggere la programmazione.
1954 'Non programmato il passo di sgrossatura'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Manca la programmazione del passo di sgrossatura (parametro D).SOLUZIONE Correggere la programmazione.
1955 'Raggio dell'utensile di sgrossatura nullo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell'utensile di sgrossatura ha valore 0.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1956 'Raggio dell'utensile di finitura nullo'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il raggio dell'utensile di finitura ha valore 0.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1957 'Raggio dell'utensile di semifinitura nullo'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell'utensile di semifinitura ha valore 0.SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1958 'Raggio utensile di sgrossatura troppo grande'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile di sgrossatura è troppo grande per la geometria della tasca.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1959 'Raggio utensile di finitura troppo grande'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile di finitura è troppo grande per la geometria della tasca.SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1960 'Raggio utensile di semifinitura troppo grande'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il raggio dell’utensile di semifinitura è troppo grande per la geometria della tasca.
SOLUZIONE Correggere il valore del raggio nella tabella utensili o selezionare un altro utensile.
1961 'Raggio della punta dell’utensile di finitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il raggio della punta (Rp) dell’utensile di finitura è maggiore del suo raggio (R).
SOLUZIONE Correggere il valore del raggio della punta.
Soluzione di errori
CNC 8065
(REF: 1308)
·99·
1962 'Angolo d'approfondimento nella sgrossatura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA L’angolo d’ingresso per la sgrossatura non è compreso fra 0º e 90º.
SOLUZIONE Correggere l’angolo d’ingresso; programmare un valore fra 0º e 90º.
1963 'Angolo d'approfondimento nella semifinitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA L’angolo d’ingresso per la semifinitura non è compreso fra 0º e 90º.SOLUZIONE Correggere l’angolo d’ingresso; programmare un valore fra 0º e 90º.
1964 'Passo programmato di sgrossatura superiore al diametro dell’utensile'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il passo di lavorazione per la sgrossatura è maggiore del diametro dell’utensile.
SOLUZIONE Correggere il passo di lavorazione o selezionare un altro utensile.
1965 'Programmato passo di finitura superiore al diametro dell’utensile'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il passo di lavorazione per la finitura è superiore al diametro dell’utensile.
SOLUZIONE Correggere il passo di lavorazione o selezionare un altro utensile.
1966 'Tipo di finitura non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Il tipo di finitura non è valido.SOLUZIONE Assegnare ai parametri un valore corretto.
1967 'Quota Z del piano iniziale non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA La quota Z d'inizio del ciclo si trova all'interno del pezzo.
SOLUZIONE La quota Z d’inizio del ciclo deve essere al di sopra del piano di riferimento.
1968 'Quota Z di sicurezza non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Il piano di sicurezza si trova all’interno del pezzo.
SOLUZIONE Assegnare al parametro un valore corretto.
1969 'Non esiste il profilo in XY programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non esiste il profilo di superficie.SOLUZIONE Editare il profilo. Il CNC salva i profili nella cartella ..\Users\Profile.
1970 'Non esiste il profilo in Z programmato'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Non esiste il profilo di profondità.
SOLUZIONE Editare il profilo. Il CNC salva i profili nella cartella ..\Users\Profile.
1971 'Profilo programmato in XY aperto'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un profilo di superficie non è un profilo chiuso, i punti iniziale e finale non sono sullostesso punto.
SOLUZIONE Verificare che tutti i profili di superficie siano chiusi.
1972 'Profilo in XY non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Non esiste il profilo di superficie.
SOLUZIONE Editare il profilo. Il CNC salva i profili nella cartella ..\Users\Profile.
1973 'Profilo in Z non valido'
RILEVAMENTO Durante l'esecuzione del ciclo.
CAUSA Un profilo di profondità è chiuso o il ciclo non può lavorare un profilo di profondità conl’utensile programmato.
SOLUZIONE Controllare che i profili di profondità siano corretti.
·100·
Soluzione di errori
CNC 8065
(REF: 1308)
1974 'Intersezione di profili non valida'
RILEVAMENTO Durante l'esecuzione del ciclo.CAUSA Due profili di superficie generano un’intersezione non valida.
SOLUZIONE Verificare che i profili di superficie non abbiano tratti in comune, l’intersezione deiprofili si deve avere su punti.
1975 'Non si è verificato tastatura'
RILEVAMENTO Durante l'esecuzione di un ciclo di tastatura.
CAUSA La sonda non ha toccato il pezzo durante lo spostamento di tastatura.
SOLUZIONE Correggere la definizione del ciclo fisso.

Soluzione di errori
CNC 8065
(REF: 1308)
·101·
2000-2999
2000 'Raggio utensile maggiore di raggio dell'arco'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il raggio dell’utensile è maggiore del raggio dell’arco che si cerca di lavorare.
SOLUZIONE Utilizzare un utensile di raggio inferiore.
2001 'Profilo danneggiato da compensazione di raggio'
RILEVAMENTO Durante l’esecuzione.CAUSA Il raggio dell’utensile è troppo grande per il profilo programmato; l’utensile danneggia
il profilo.SOLUZIONE Utilizzare un utensile di raggio inferiore.
2002 'Il primo blocco di compensazione di raggio deve essere lineare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dopo aver attivato la compensazione di raggio (G41 o G42), il seguente blocco dispostamento è un blocco circolare. La compensazione di raggio non può iniziare inun blocco circolare.
SOLUZIONE La compensazione di raggio deve iniziare in un blocco di spostamento lineare.Pertanto il blocco di spostamento che va dopo G41-G42 deve essere un blocco dispostamento lineare.
2003 'Raggio utensile troppo grande in archi consecutivi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella lavorazione di due archi consecutivi che formano un loop (entrambi gli archis’intersecano), il raggio dell’utensile è troppo grande per poter lavorare all’interno delloop.
SOLUZIONE Utilizzare un utensile di raggio inferiore.
2004 'Troppi blocchi senza spostamento fra due blocchi con compensazione di raggio'
RILEVAMENTO Durante l’esecuzione.
CAUSA Con la compensazione di raggio attiva, vi sono troppi blocchi di non spostamento(assegnazioni di parametri P, variabili, ecc.) fra due blocchi di spostamento.
SOLUZIONE Ridurre il numero di blocchi di non spostamento programmati; ad esempio,raggruppare vari di questi blocchi in uno solo.
2005 'L'ultimo blocco di compensazione di raggio deve essere lineare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dopo aver disattivato la compensazione di raggio (G40), il seguente blocco dispostamento è un blocco circolare. La compensazione di raggio non può finire in unblocco circolare.
SOLUZIONE La compensazione di raggio deve finire in un blocco di spostamento lineare. Pertanto,il blocco di spostamento che va dopo G40 deve essere un blocco di spostamentolineare.
2006 'Il cambiamento di compensazione (G41/G42) deve essere fatto su una traiettoria lineare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il programma ha cambiato il tipo di compensazione di raggio (da G41 a G42 oviceversa) ed il seguente blocco di spostamento è un blocco circolare.
SOLUZIONE Non è consentito cambiare il tipo di compensazione di raggio se il seguente bloccodi spostamento è un arco. Cambiare il tipo di compensazione di raggio su unatraiettoria lineare.
·102·
Soluzione di errori
CNC 8065
(REF: 1308)
2007 'Con G138 non è ammessa G40 dopo il primo blocco di compensazione'
RILEVAMENTO Durante l’esecuzione.CAUSA Dopo avere attivato la compensazione di raggio con la modalità diretta (G138), è
programmato un annullamento della compensazione prima del primo blocco dispostamento.
SOLUZIONE Per attivare la compensazione di raggio con la modalità diretta (G138), il CNCnecessita di un blocco di spostamento addizionale sul piano, oltre al bloccod’attivazione. Dopo questo spostamento, il CNC consente di cancellare lacompensazione di raggio. Se non è possibile programmare il blocco, utilizzare lamodalità indiretta (G139) per attivare la compensazione di raggio.
2008 'Con G138 non è ammesso cambiamento G41/G42 dopo il primo blocco di compensa-zione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dopo avere attivato la compensazione di raggio con la modalità diretta (G138), èprogrammato un cambio del tipo di compensazione (di G41 a G42 o viceversa) primadel primo blocco di spostamento.
SOLUZIONE Per attivare la compensazione di raggio con la modalità diretta (G138), il CNCnecessita di un blocco di spostamento addizionale sul piano, oltre al bloccod’attivazione. Dopo questo spostamento, il CNC consente di cambiare il tipo dicompensazione di raggio. Se non è possibile programmare il blocco, utilizzare lamodalità indiretta (G139) per attivare la compensazione di raggio.
2009 'Differenza fra il raggio iniziale e finale dell'arco troppo grande'
RILEVAMENTO Durante l’esecuzione.CAUSA Nell’arco programmato, la differenza fra il raggio iniziale ed il raggio finale è maggiore
della tolleranza consentita.SOLUZIONE Controllare la programmazione del arco.
2010 'Raggio utensile troppo grande nel calcolo di compensazione fra archi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il raggio dell'utensile è troppo grande per il profilo programmato.
SOLUZIONE Programmare un raggio d’utensile minore per poter lavorare l’arco programmato,eliminare l’arco del profilo programmato o programmare un arco più grande.
2011 'Spostamento di compensazione in traiettoria circolare (profilo danneggiato)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il raggio dell'utensile è troppo grande per il profilo programmato.SOLUZIONE Programmare un raggio d’utensile minore per poter lavorare l’arco programmato,
eliminare l’arco del profilo programmato o programmare un arco più grande.
2013 'Raggio utensile diverso fra la traiettoria precedente e una circolare'
RILEVAMENTO Durante l’esecuzione.CAUSA Nel lavorare un arco con la compensazione di raggio attiva, il raggio dell’utensile è
cambiato rispetto al blocco precedente.
SOLUZIONE Con la compensazione di raggio attiva, non cambiare il raggio dell’utensile durantel’esecuzione di un arco.
2016 'È stato modificato il profilo per evitare una collisione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il rilevamento di collisioni durante la compensazione di raggio ha rilevato unatraiettoria che danneggia il profilo programmato e l’ha eliminata.
SOLUZIONE A seconda della collisione rilevata, la soluzione può essere quella di utilizzare unutensile dal raggio minore, programmare il profilo in un altro modo, o semplicementeaccettare la modifica proposta dalla procedura di rilevamento collisioni.
2017 'Programmazione non consentita con rilevamento di collisioni attiva'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il rilevamento di collisioni non ammette certe procedure quali ricerca zero,spostamento con sonda, ecc.
SOLUZIONE Non attivare il rilevamento di collisioni se è programmata una di queste procedure.
Soluzione di errori
CNC 8065
(REF: 1308)
·103·
2051 'Programmazione di splines e controllo tangenziale incompatibili'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non consente di attivare il controllo tangenziale con gli spline attivi e viceversa.
SOLUZIONE Disattivare gli spline prima di attivare il controllo tangenziale o viceversa.
2100 'Limite software positivo superato in G5, G60 o HSC'
RILEVAMENTO Durante l’esecuzione.
CAUSA La traiettoria che genera il CNC in G05, G60 o HSC è fuori dei limiti di corsa attivi.SOLUZIONE Verificare che la traiettoria programmata sia entro i limiti di software ed eseguirla in
G7 o G50 per evitare il superamento. Se necessario, disattivare la modalità HSC(#HSC OFF).
2101 'Limite software negativo superato in G5, G60 o HSC'
RILEVAMENTO Durante l’esecuzione.
CAUSA La traiettoria che genera il CNC in G05, G60 o HSC è fuori dei limiti di corsa attivi.SOLUZIONE Verificare che la traiettoria programmata sia entro i limiti di software ed eseguirla in
G7 o G50 per evitare il superamento. Se necessario, disattivare la modalità HSC(#HSC OFF).
2102 'Sentenza di programmazione #ROUNDPAR con parametro troppo piccolo'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’errore di contorno programmato è troppo piccolo per essere elaborato.SOLUZIONE Programmare la sentenza con un errore di contorno superiore a 20 micron.
2103 'Sentenza di programmazione #ROUNDPAR con parametro di tipo errato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il tipo di arrotondamento programmato non è valido.
SOLUZIONE Consultare nel manuale di programmazione il formato di questa sentenza.
2106 'Errore interno in modalità HSC'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel calcolo della traiettoria per lavorare in modalità HSC.
SOLUZIONE Disattivare la modalità HSC nel blocco o nei blocchi che provocano l’errore.
2108 'HSC: Cambiamento modalità non consentita'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non si può cambiare la modalità HSC senza disattivare la modalità precedente.SOLUZIONE Disattivare la modalità HSC prima di programmarne un’altra.
2109 'HSC: Errore di contorno troppo piccolo'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’errore di contorno programmato è troppo piccolo per essere elaborato.
SOLUZIONE Programmare la sentenza con un errore di contorno superiore a 20 micron.
2110 'Limite software positivo superato in modalità HSC'
RILEVAMENTO Durante l’esecuzione.
CAUSA La traiettoria che genera il CNC per lavorare in modalità HSC è fuori dei limiti di corsaattivi.
SOLUZIONE Disattivare la modalità HSC nel blocco o nei blocchi che provocano l’errore.
2111 'Limite software negativo superato in modalità HSC'
RILEVAMENTO Durante l’esecuzione.CAUSA La traiettoria che genera il CNC per lavorare in modalità HSC è fuori dei limiti di corsa
attivi.SOLUZIONE Disattivare la modalità HSC nel blocco o nei blocchi che provocano l’errore.
2112 'Tangente iniziale indeterminata in spline'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il punto iniziale dello spline coincide con il punto precedente e la tangente restaindeterminata, oppure è stato programmato solo un asse della tangente.
SOLUZIONE Programmare un punto prima del punto di ingresso allo spline o entrambi gli assi dellatangente.
·104·
Soluzione di errori
CNC 8065
(REF: 1308)
2113 'Tangente finale indeterminata in spline'
RILEVAMENTO Durante l’esecuzione.CAUSA Il punto finale dello spline coincide con il punto successivo e la tangente resta
indeterminata, oppure è stato programmato solo un asse della tangente.SOLUZIONE Programmare un punto d’uscita dopo il punto finale dello spline o entrambi gli assi
della tangente.
2114 'Comando di attivazione di spline non consentito'
RILEVAMENTO Durante l’esecuzione.CAUSA Non si può attivare la modalità spline senza terminare uno spline precedente.
SOLUZIONE Disattivare la modalità spline attiva prima di definirne una nuova.
2115 'Sentenza di programmazione #ASPLINE con parametro non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il tipo di tangenza non è valido.SOLUZIONE Consultare nel manuale di programmazione il formato corretto.
2116 'Errore nell'attivazione del spline'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non si può attivare una modalità spline senza disattivare la modalità precedente.
SOLUZIONE Disattivare la modalità spline attiva prima di attivarne un’altra.
2118 'SPLINE: Tipo di spline non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato un tipo di spline non consentito.
SOLUZIONE Consultare nel manuale di programmazione il formato corretto.
2119 'SPLINE: Non è ammesso cambiare il tipo con spline attivati'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmato un cambio di tipo di spline senza annullare lo spline.SOLUZIONE Disattivare la modalità spline attiva prima di attivarne un’altra.
2121 'Non sono ammesse traiettorie circolari con spline attivi'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmato uno spostamento circolare con la modalità spline attiva.
SOLUZIONE Disattivare la modalità spline prima di programmare l’arco.
2122 'Non sono ammessi blocchi polinomiali con spline attivi'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato uno spostamento polinomico con la modalità spline attiva.
SOLUZIONE Disattivare la modalità spline prima di programmare il polinomio.
2123 'Programmazione non consentita con spline attivi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Con la modalità spline attiva, è programmato un cambio di sistema di coordinate osentenze che arrestano la preparazione dei blocchi.
SOLUZIONE Disattivare la modalità spline prima di cambiare il sistema di coordinate oprogrammare sentenze che arrestino la preparazione dei blocchi.
2124 'SPLINE: Sono necessari almeno due assi principali'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non si può attivare la modalità spline con un asse solo nel canale.
SOLUZIONE Impostare il canale con due assi o programmare gli spostamenti senza modalitàspline.
2125 'SPLINE: Errore nel calcolo della tangente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Sono programmati punti ripetuti.SOLUZIONE Programmare punti diversi.
Soluzione di errori
CNC 8065
(REF: 1308)
·105·
2126 'Limite software positivo superato nello spline'
RILEVAMENTO Durante l’esecuzione.CAUSA La traiettoria che genera il CNC per lavorare in modalità spline è fuori dei limiti di corsa
attivi.SOLUZIONE Disattivare la modalità spline nel blocco o nei blocchi che provocano l’errore.
2127 'Limite software negativo superato nello spline'
RILEVAMENTO Durante l’esecuzione.
CAUSA La traiettoria che genera il CNC per lavorare in modalità spline è fuori dei limiti di corsaattivi.
SOLUZIONE Disattivare la modalità spline nel blocco o nei blocchi che provocano l’errore.
2128 'Traiettoria elicoidale mal programmata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca un parametro della traiettoria elicoidale oppure è errato. È programmato ilpasso e manca la profondità, manca il passo ed il punto finale, oppure non sonocompatibili la profondità, il passo ed il punto finale.
SOLUZIONE Programmare il punto finale compatibile con il passo e la profondità. Se la traiettoriaelicoidale sono dei giri interi, programmare il passo e la profondità.
2129 'Errore nella trasformazione RTCP'
RILEVAMENTO Durante l’esecuzione.
CAUSA È stata programmato una trasformazione RTCP e tutti gli assi necessari non sononel canale.
SOLUZIONE Prima di attivare la trasformazione RTCP, impostare il canale con gli assi necessari.
2130 'Errore nella trasformazione piano inclinato'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmato un piano inclinato e non vi sono tre assi nel canale.SOLUZIONE Prima di attivare il piano inclinato, impostare il canale con gli assi necessari.
2131 'Errore interno in modalità asse C'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è possibile la trasformazione di asse C per il blocco.
SOLUZIONE Eliminare il blocco o i blocchi che provocano l’errore.
2133 'Manca asse maestro'
RILEVAMENTO Durante l’esecuzione.CAUSA L’asse maestro dell’accoppiamento non è disponibile nel canale.
SOLUZIONE Programmare gli accoppiamenti con assi del canale.
2134 'Manca asse slave'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse slave dell’accoppiamento non è disponibile nel canale.
SOLUZIONE Programmare gli accoppiamenti con assi del canale.
2135 'Programmata velocità massima di mandrino nulla'
RILEVAMENTO Durante l’esecuzione.CAUSA A velocità di taglio costante non è stata programmata la velocità massima mandrino.
SOLUZIONE Programmare i giri massimi del mandrino.
2136 'Programmata velocità massima di taglio nulla'
RILEVAMENTO Durante l’esecuzione.
CAUSA A velocità di taglio costante non è stata programmata la velocità di taglio.SOLUZIONE Programmare la velocità di taglio.
2137 'Manca di definire FACEAXIS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è definito nessun asse frontale.
SOLUZIONE Impostare il parametro macchina FACEAXIS a TRUE per l’asse che è l’asse frontale.
·106·
Soluzione di errori
CNC 8065
(REF: 1308)
2138 'Manca asse di filettatura'
RILEVAMENTO Durante l’esecuzione.CAUSA L’asse di filettatura non è nel canale.
SOLUZIONE Programmare la filettatura con gli assi disponibili o impostare gli assi del canale perpotere eseguire la filettatura.
2139 'Spostamento non programmato in filettatura'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non vi è spostamento programmato per l’asse di filettatura.
SOLUZIONE Programmare lo spostamento per l’asse di filettatura.
2140 'Parametro non valido in sentenza di programmazione #SLOPE'
RILEVAMENTO Durante l’esecuzione.CAUSA Un parametro della sentenza di programmazione #SLOPE è errato.
SOLUZIONE Consultare nel manuale di programmazione il formato corretto.
2141 'Traiettoria circolare non consentita (meno di 2 assi)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non sono consentite traiettorie circolari se non vi sono almeno due assi nel canale.SOLUZIONE Impostare il canale con almeno due assi.
2142 'Programmazione non consentita con asse(i) Hirth'
RILEVAMENTO Durante l’esecuzione.
CAUSA È stato programmato un comando incompatibile con un asse hirth.
SOLUZIONE Controllare programmazione.
2143 'Non è possibile calcolare la tangente allo spline'
RILEVAMENTO Durante l’esecuzione.CAUSA Non si può calcolare la tangente per deselezionare lo spline.
SOLUZIONE Deselezionare lo spline in un altro punto o programmare un’altra tangente.
2144 'Errore nella generazione del spline'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è stato programmato il primo blocco per attivare lo spline.SOLUZIONE Programmare uno spostamento prima di attivare lo spline.
2145 'Fine del programma senza disattivare splines'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha raggiunto la fine del programma con la modalità spline attiva.
SOLUZIONE Annullare lo spline prima di concludere il programma.
2146 'Non è possibile la disattivazione dello spline'
RILEVAMENTO Durante l’esecuzione.
CAUSA Numero insufficiente di blocchi per disattivare lo spline.SOLUZIONE Non programmare lo spline per eseguire un solo blocco.
2147 'Programmazione di splines non consentita in modalità HSC'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è consentito attivare lo spline con la modalità HSC attiva.
SOLUZIONE Disattivare la modalità HSC per attivare la modalità spline.
2148 'Troppi blocchi senza movimento fra due blocchi in modalità spline'
RILEVAMENTO Durante l’esecuzione.CAUSA Con la modalità spline attiva, vi sono troppi blocchi di non spostamento (assegnazioni
di parametri P, variabili, ecc) fra due blocchi di spostamento.SOLUZIONE Ridurre il numero di blocchi di non spostamento programmati; ad esempio,
raggruppare vari di questi blocchi in uno solo.
2149 'Errore interno in controllo tangenziale'
RILEVAMENTO Durante l’esecuzione.CAUSA Non è possibile realizzare il controllo tangenziale.
SOLUZIONE Eliminare il blocco che provoca l'errore. Rivolgersi alla Fagor Automation.
Soluzione di errori
CNC 8065
(REF: 1308)
·107·
2150 'AVVISO: #TANGCTRL Blocco addizionale fra due polinomi'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC introduce un blocco addizionale di posizionamento per l’asse tangenziale, fra
due polinomi.SOLUZIONE Rivolgersi alla Fagor Automation.
2151 'Programmazione di splines e controllo tangenziale incompatibili'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è consentito attivare il controllo tangenziale con la modalità spline attiva eviceversa.
SOLUZIONE Non programmare spline con il controllo tangenziale.
2152 'Posizione teorica sul FACE per disallineamento dell'utensile'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse C non può raggiungere la posizione dovuto allo spostamento dell’utensilerispetto all’asse di rotazione.
SOLUZIONE Cambiare la traiettoria di lavorazione o lavorare senza deallineamento utensile.
·108·
Soluzione di errori
CNC 8065
(REF: 1308)
3000-3999
3000 'Non è possibile programmare una traiettoria circolare con un asse slave'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di spostare singolarmente l’asse slave di un accoppiamento o di un assegantry.
SOLUZIONE Un asse slave non si può spostare singolarmente. Per spostare un asse slave,bisogna spostare l'asse maestro a cui si trova associato.
3001 'Non è possibile spostare un asse in modalità visualizzatore'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di spostare un asse che si trova in modalità visualizzatore.
SOLUZIONE Il CNC non può spostare gli assi attivi in modalità visualizzatore. Per spostare l'asse,disattivare la modalità visualizzatore (indicatore DRO(axis) del PLC).
3002 'Limite positivo di software superato'
RILEVAMENTO Durante il riposizionamento di un asse.
CAUSA Durante lo spostamento di riposizionamento, l’asse ha raggiunto i limiti di software.Se il punto di riposizionamento è fuori dei limiti di software, l’asse non puòraggiungere tale punto.
SOLUZIONE Gli assi devono essere sempre entro dei limiti di software. Verificare che i limiti disoftware siano corretti, che non siano stati modificati dal programma pezzo o da PLC.
3003 'Limite negativo di software superato'
RILEVAMENTO Durante il riposizionamento di un asse.
CAUSA Durante lo spostamento di riposizionamento, l’asse ha raggiunto i limiti di software.Se il punto di riposizionamento è fuori dei limiti di software, l’asse non puòraggiungere tale punto.
SOLUZIONE Gli assi devono essere sempre entro dei limiti di software. Verificare che i limiti disoftware siano corretti, che non siano stati modificati dal programma pezzo o da PLC.
3005 'Errore del controllo di posizione nell'inizializzazione della procedura della sonda'
RILEVAMENTO Nell'inizializzazione della procedura di tastatura.CAUSA È una sicurezza di abilitazione della procedura di tastatura. Un asse programmato
non è valido o non è disponibile.SOLUZIONE Verificare la validità e disponibilità degli assi programmati.
3007 'Ricevuto segnale dalla sonda prima del movimento'
RILEVAMENTO Dopo aver rilevato il segnale di sonda.CAUSA Procedura di tastatura abilitata senza G100 programmata.
SOLUZIONE Contattare il rivenditore.
3008 'Errore nella procedura della sonda'
RILEVAMENTO Dopo aver rilevato il segnale di sonda.
CAUSA È una sicurezza di abilitazione della procedura di tastatura.SOLUZIONE Verificare la validità e disponibilità degli assi programmati.
3010 'L'asse non è stato definito come sonda (PROBEAXIS)'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmato uno spostamento di tastatura su un asse che non è definito comeasse partecipante ad uno spostamento con sonda.
SOLUZIONE Il parametro PROBEAXIS stabilisce se l’asse può partecipare a spostamenti consonda.
Soluzione di errori
CNC 8065
(REF: 1308)
·109·
3011 'Troppi assi programmati come sonda'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di assi programmati nello spostamento di tastatura supera il massimo di
assi del canale.SOLUZIONE Correggere la programmazione del blocco di tastatura.
3013 'Distanza di frenatura maggiore del parametro PROBERANGE'
RILEVAMENTO Durante l’esecuzione.
CAUSA La distanza necessaria per frenare con l’avanzamento attivo è maggiore delladistanza massima ammessa (parametro PROBERANGE), probabilmente a causadell’errore d’inseguimento.
SOLUZIONE Ridurre l’avanzamento di tastatura o ridurre l’errore d’inseguimento.
3015 'In ricerca di blocco la ricerca di riferimento macchina è omessa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Durante una ricerca di blocco, il CNC ha trovato una ricerca di riferimento e l’haignorata.
SOLUZIONE Eseguire la ricerca di riferimento macchina fuori del programma.
3016 'In ricerca di blocco la modalità manuale è omessa'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’utente ha cercato di attivare la modalità manuale durante una ricerca di blocco edil CNC l’ha ignorato.
SOLUZIONE Il CNC non consente di attivare la modalità manuale durante la ricerca di blocco.
3017 'Ricerca di blocco già attivata'
RILEVAMENTO Durante la ricerca di blocco.CAUSA Il CNC ha cercato di attivare una ricerca di blocco mentre ne era attiva un’altra.
SOLUZIONE Contattare il rivenditore.
3018 'Non è stata ancora raggiunta la velocità di taglio costante'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino non ha avuto tempo di raggiungere la velocità programmata.SOLUZIONE Ridurre l’avanzamento, ridurre la velocità del mandrino o programmare la velocità
prima per dar il tempo al mandrino di raggiungere la sua velocità.
3019 'Avanzamento programmato in G95 troppo piccolo'
RILEVAMENTO Durante l’esecuzione.CAUSA L’avanzamento risultante è molto piccolo per la velocità programmata.
SOLUZIONE Aumentare l’avanzamento o aumentare i giri del mandrino.
3020 'S in G96 non programmata'
RILEVAMENTO Durante l’esecuzione.
CAUSA La velocità del mandrino è uguale a zero.
SOLUZIONE Programmare una velocità.
3021 'Massima velocità di taglio costante uguale a zero'
RILEVAMENTO Durante l’esecuzione.CAUSA La velocità massima del mandrino è uguale a zero.
SOLUZIONE Programmare una velocità.
3022 'Errore nell'inizializzare le quote degli assi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le quote degli assi non coincidono.SOLUZIONE Rivolgersi alla Fagor Automation.
3023 'Manca asse(i) nel nuovo sistema di coordinate'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non esiste uno dei primi tre assi del nuovo sistema di coordinate.
SOLUZIONE Definire i primi tre del canale mediante la sentenza #SET AX.
·110·
Soluzione di errori
CNC 8065
(REF: 1308)
3025 'Limite positivo di software superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di spostare un asse in un punto che si trova fuori dei limiti di
software.SOLUZIONE Gli assi devono essere sempre entro dei limiti di software. Verificare che i limiti di
software siano corretti, che non siano stati modificati dal programma pezzo o da PLC.
3026 'Limite negativo di software superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di spostare un asse in un punto che si trova fuori dei limiti di
software.SOLUZIONE Gli assi devono essere sempre entro dei limiti di software. Verificare che i limiti di
software siano corretti, che non siano stati modificati dal programma pezzo o da PLC.
3027 'Errore nel calcolo della trasformata inversa di RTCP'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC non può eseguire la trasformazione da coordinate pezzo a coordinate
macchina.SOLUZIONE Rivolgersi alla Fagor Automation.
3029 'Errore nel calcolo della trasformata diretta di RTCP'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non può eseguire la trasformazione da coordinate macchina a coordinatepezzo.
SOLUZIONE Rivolgersi alla Fagor Automation.
3030 'Non è possibile mischiare assi simulati con non simulati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella procedura di misura con sonda vi sono assi simulati e non simulati.SOLUZIONE Tutti gli assi che intervengono in una procedura di misura con sonda devono essere
dello stesso tipo.
3031 'Compensazione (RTCP/TLC) non consentita nello stato corrente'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di attivare una delle compensazioni RTCP o TLC mentre era attiva
l’altra.SOLUZIONE Entrambe le compensazioni non possono essere attive simultaneamente; disattivare
una di esse (#RTCP OFF / TLC OFF) prima di attivare l’altra.
3032 'Non è ammessa ricerca zero in modalità visualizzatore'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di fare una ricerca di riferimento di un asse visualizzatore.
SOLUZIONE Il CNC non consente di eseguire una ricerca di riferimento di un asse visualizzatore.
3033 'Non è ammesso il passaggio a modalità manuale se l'asse è sul centro di rotazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di attivare la modalità manuale con la trasformazione di asse C frontaleattiva e gli assi al centro di rotazione.
SOLUZIONE Attivare la modalità manuale con gli assi in una posizione diversa da quella del centrodi rotazione.
3034 'Numero di gamma non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di accedere a un set di parametri che non esiste.
SOLUZIONE Il numero di set deve essere compreso tra 1 ed il parametro NPARSET.
3035 'Differenza di errori di inseguimento assi accoppiati troppo grande'
RILEVAMENTO Durante l’esecuzione.CAUSA In un asse gantry, la differenza fra l’errore d’inseguimento dell’asse maestro e dello
slave è superiore a quella definita nel parametro MAXCOUPE; in un accoppiamentodi assi, la differenza è superiore al valore definito.
SOLUZIONE Regolare in modo analogo il comportamento dinamico di entrambi gli assi oaumentare l’errore consentito.
Soluzione di errori
CNC 8065
(REF: 1308)
·111·
3036 'Procedura di cambiamento gamma errato'
RILEVAMENTO Durante l’esecuzione.CAUSA Non coincide la gamma di mandrino che è nello storico del CNC e la gamma indicata
dal PLC come gamma attiva.SOLUZIONE Controllare il programma del PLC.
3037 'Asse bloccato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di spostare un asse, ma il PLC non ha il segnale SERVO(axis)ON.
SOLUZIONE Verificare nel programma di PLC l’elaborazione del segnale SERVO(axis)ON oaumentare il valore del parametro DWELL dell’asse. Il CNC può riportare questoerrore quando lavora con unioni di blocchi (G50, G5 o HSC) ed è necessario forzarel’arresto dell’asse (con una M o una G7) prima dello spostamento dell’asse inposizione.
3038 'Troppi parametri ancora da riportare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il sistema è sovraccaricato.SOLUZIONE Chiudere le applicazioni che non sono relazionate con il CNC. Se l'errore persiste,
rivolgersi alla Fagor Automation.
3039 'Non è stato trovato blocco d'arresto in ricerca di blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA La ricerca di blocco non passa dal blocco d’arresto.
SOLUZIONE Cambiare il blocco d'arresto.
3040 'Asse Hirth non posizionato correttamente'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse hirth non è posizionato in un numero multiplo del suo passo.SOLUZIONE Posizionare correttamente l’asse hirth in una posizione valida o disattivarlo come
asse hirth.
3041 'Non è stato definito mandrino per G33/G95'
RILEVAMENTO Durante l’esecuzione.CAUSA Le funzioni G33 e G95 necessitano di un mandrino per lavorare. Questo mandrino
è di default il mandrino maestro del canale, ma se il registro SYNC del PLC indicaun altro mandrino, il canale utilizzerà quest’ultimo. Il CNC riporterà errore se non èdefinito nessuno dei due mandrini.
SOLUZIONE Definire un mandrino maestro nel canale o assegnare un mandrino al registro SYNCdel PLC.
3042 'Il mandrino indicato nel registro SYNC non esiste'
RILEVAMENTO Durante l’esecuzione.
CAUSA Vi è una funzione G33 o G95 attiva ed il valore del registro SYNC del PLC non è valido.
SOLUZIONE Il valore del registro SYNC del PLC deve essere un valore compreso fra 1 ed il numerodi mandrini del sistema. Può anche avere valore zero.
3043 'Mandrino in M5 nell'attivare filettatura elettronica'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino utilizzato per una filettatura elettronica (G33) è fermo o è stataprogrammata un’M5 nello stesso blocco di G33.
SOLUZIONE Il mandrino utilizzato per la filettatura elettronica deve essere avviato. Avviare ilmandrino in un blocco precedente o nello stesso blocco di G33.
3044 'Non è ammessa ricerca zero di un asse attivo come asse indipendente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di eseguire la ricerca di riferimento di un asse indipendente.
SOLUZIONE Se l’asse ha in sospeso uno spostamento indipendente, attendere che finisca oannullare lo spostamento dal PLC (indicatore IABORT) o con reset nel canale. Sel’asse è sincronizzato, annullare la sincronizzazione o eseguire un reset nel canale.
·112·
Soluzione di errori
CNC 8065
(REF: 1308)
3045 'Non è ammessa M6'
RILEVAMENTO Durante l’esecuzione.CAUSA Dopo l'interruzione di un programma e cambio in modalità MSF, l'utente ha editato
una funzione M6 non consentita.SOLUZIONE Il cambio utensile non consente di continuare l’esecuzione del programma interrotto.
Premere reset ed eseguire M6 dalla modalità MDI.
3046 'Il mandrino associato non appartiene al canale'
RILEVAMENTO Durante l’esecuzione.CAUSA Dopo avere interrotto un programma e aver cambiato in modalità MHFS, l’utente ha
editato una M o una S riferita a un mandrino che non esiste nel canale o nel sistema.SOLUZIONE Associare la funzione al mandrino corretto. Accedere al mandrino dal canale in cui
si trova.
3047 'Non sono ammesse M3/M4/M5/M19/M41-M44 con G63 attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA Dopo avere interrotto un programma con G63 attiva e aver cambiato in modalità
MHFS, l’utente ha editato una funzione M3, M4, M5, M19 o da M41 a M44 nonconsentita per G63.
SOLUZIONE Disattivare la funzione G63 o attendere la fine di questa funzione prima diinterrompere il programma.
3048 'La gamma programmata non esiste'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dopo avere interrotto un programma e aver cambiato in modalità MHFS, l’utente haeditato una funzione M associata a una gamma che non esiste nel mandrino.
SOLUZIONE Programmare la gamma corretta.
3050 'Non è ammesso cambiamento di S se il mandrino lavora come asse C'
RILEVAMENTO Durante l’esecuzione.CAUSA L’utente ha cercato di cambiare la velocità di un mandrino che è attivo come asse C.
SOLUZIONE Programmare un avanzamento F per l’asse C o disattivarlo per programmare unavelocità.
3051 'Ms incompatibile per lo stesso mandrino'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dopo avere interrotto un programma e aver cambiato in modalità MHFS, l’utente haeditato le funzioni M3, M4, M5, M19 o da M41 a M44 incompatibili per lo stessomandrino.
SOLUZIONE Decidere qual è la funzione M da eseguire o eseguirle entrambe in modo successivoma non simultaneo.
3052 'Lo stato del mandrino deve coincidere con quello del momento dell’interruzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dopo avere interrotto un programma e aver cambiato in modalità MHFS, l’utentecerca di uscire dalla modalità con il mandrino in uno stato M3, M4, M5 o M19 diversoda quello iniziale.
SOLUZIONE Programmare un nuovo cambio di stato del mandrino, in modo che esso resti nellostesso stato di prima dell’interruzione.
3056 'Errore nel calcolo della trasformata inversa dell’asse inclinato #ANGAX'
RILEVAMENTO Durante l’esecuzione.
CAUSA In una trasformazione angolare, l’asse inclinato e quello ortogonale forma un angolodi 90º.
SOLUZIONE Non è necessaria la trasformazione angolare; annullare la trasformazione mediantela sentenza #ANGAX OFF.
3057 'Errore nel calcolo della trasformata diretta dell’asse inclinato #ANGAX'
RILEVAMENTO Durante l’esecuzione.
CAUSA In una trasformazione angolare, l’asse inclinato e quello ortogonale forma un angolodi 90º.
SOLUZIONE Non è necessaria la trasformazione angolare. Annullare la trasformazione angolare#ANGAX OFF.
Soluzione di errori
CNC 8065
(REF: 1308)
·113·
3058 'Le funzioni M3/M4/M5/M19 e M41-M44 del mandrino devono essere inviate al PLC'
RILEVAMENTO Durante l’esecuzione.CAUSA Dopo una ricerca di blocco e prima di continuare l’esecuzione del programma, il CNC
ha rilevato che una funzione del mandrino non è stata inviata al PLC.SOLUZIONE Con il programma interrotto, cambiare al modalità MHFS e inviare le funzioni
necessarie al PLC.
3059 'Non sono ammesse M3/M4/M5/M19/M41-M44 con M19 o G74 attivi'
RILEVAMENTO Durante l’esecuzione.CAUSA L'utente ha interrotto il programma durante l'esecuzione di M19 o G74 su un
mandrino. Il CNC non può inviare le funzioni M3, M4, M5, M19 o M41 a M44 almandrino.
SOLUZIONE Continuare l’esecuzione fino alla conclusione della funzione M19 o G74. Quindiinterrompere il programma e inviare le funzioni desiderate al mandrino.
3060 'Non è consentita una S superiore alla gamma programmata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Dopo avere interrotto un programma e aver cambiato in modalità MHFS, l’utente haprogrammato una velocità e una gamma nuova, e la velocità supera quella massimadella gamma.
SOLUZIONE Cambiare la velocità o la gamma programmata, o programmare solo una di esse, inmodo da non risultare contraddittorie.
3061 'Un mandrino maestro non riferimentato non ammette CLOOP'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non può sincronizzare ad anello chiuso un mandrino maestro, se esso nonè stato prima riferimentato.
SOLUZIONE Eseguire una ricerca di riferimento del mandrino maestro prima di sincronizzare imandrini.
3062 'Il mandrino master della sincronizzazione non passa ad anello aperto'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’utente ha programmato una sincronizzazione ad anello aperto (OLOOP) per ilmandrino maestro, ma esso stava lavorando ad anello chiuso.
SOLUZIONE Il CNC informa del cambiamento; non è necessaria nessuna azione.
3063 'Il mandrino master della sincronizzazione non passa ad anello chiuso'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’utente ha programmato una sincronizzazione ad anello chiuso (CLOOP) per ilmandrino maestro, ma esso stava lavorando ad anello aperto.
SOLUZIONE Il CNC informa del cambiamento; non è necessaria nessuna azione.
3064 'Occorre eseguire il riferimento del mandrino da filettare con G33'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino utilizzato nella filettatura G33 non è riferimentato. Se il CNC utilizza ilmandrino maestro del canale, esegue sempre una ricerca di riferimento prima di G33.Se il PLC seleziona un altro mandrino (indicatore SYNC), il CNC deve eseguire ilriferimento.
SOLUZIONE Eseguire una ricerca di riferimento del mandrino.
3065 'Velocità di rotazione mandrino programmata per G33 supera la soglia dell’encoder'
RILEVAMENTO Durante l’esecuzione.
CAUSA La velocità programmata per la funzione G33 ha superato la soglia consentitadall’encoder installato sul mandrino. Superare la soglia di velocità dell’encodersignifica un errore nella lettura della retroazione del mandrino.
SOLUZIONE Il CNC non consente di eseguire la G33 con la velocità programmata, dato che nonpuò garantire la validità della filettatura. Se il mandrino ha superato la velocità soglia,il CNC necessita il riferimento del mandrino per recuperare la quota.
3066 'Errore nell'inseguimento dell'asse tangenziale sulla traiettoria'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse tangenziale non sta seguendo fedelmente la traiettoria del piano di lavoro.SOLUZIONE Rivolgersi alla FAGOR AUTOMATION.
·114·
Soluzione di errori
CNC 8065
(REF: 1308)
3067 'G33/G95: Programmazione non consentita senza mandrino controllato in posizione'
RILEVAMENTO Durante l’esecuzione.CAUSA La funzione programmata necessita che il mandrino sia controllato in posizione. Il
CNC non può controllare il mandrino in posizione perché esso non dispone diencoder.
SOLUZIONE Il mandrino ha bisogno di un encoder. Contattare il rivenditore.
3068 'RETRACE terminato, disattivare l'indicatore per continuare'
RILEVAMENTO Durante l’esecuzione.CAUSA Dopo aver concluso l’esecuzione in retrace, l’indicatore RETRACE del PLC è ancora
attivo.SOLUZIONE Il PLC deve disattivare l’indicatore RETRACE affinché il programma continuo.
3069 'Procedura di cambio di gamma incorretto, il regolatore non risponde'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non ha terminato correttamente il cambio gamma di un asse o mandrinoperché il regolatore non risponde alla richiesta di cambio gamma.
SOLUZIONE Verificare lo stato del regolatore.
3070 'Velocità del mandrino associato a G33/G95 nulla'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il mandrino associato alla funzione G33 o G95 è fermo.SOLUZIONE Verificare la velocità del mandrino associato a queste funzioni, che sarà il mandrino
maestro del canale o il mandrino indicato nel registro SYNC, associato al canale.
3071 'Non si ammettono S, funzioni M o H con processo di cambio di gamma attiva'
RILEVAMENTO Durante l’esecuzione.CAUSA L’utente ha interrotto il programma durante il cambio gamma. Il CNC non può
cambiare le funzioni S, M o H.SOLUZIONE Continuare l’esecuzione fino alla conclusione del cambio gamma. Quindi
interrompere il programma e inviare le funzioni desiderate al mandrino.
3072 'Passo e S di mandrino programmati per G33 superano avanzamento massimoconsentito'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nell’iniziare una filettatura G33, il CNC ha rilevato che il passo e la velocitàprogrammati implicano un avanzamento che supera il massimo consentito.L’avanzamento massimo può essere limitato dai parametri macchina o dal PLC.
SOLUZIONE Controllare la programmazione della funzione G33. Per mantenere il passoprogrammato, modificare la velocità programmata o, se possibile, aumentare dalPLC l’avanzamento massimo del canale. Se necessario, controllare i parametrimacchina relativi all’avanzamento massimo degli assi implicati nella filettatura.
3073 'Limite di velocità angolo superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha superato la dinamica di un asse durante la transizione fra due blocchi.
SOLUZIONE Rivolgersi alla Fagor Automation.
3074 'Funzione non compatibile con Motion Control'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di modificare il sistema di coordinate o la trasformazione di
coordinate, mentre era attiva una funzione di motion control ed il parametroIMOVEMACH disabilitato.
SOLUZIONE Disabilitare le funzioni di motion control prima di cambiare il sistema di coordinateo la trasformazione di coordinate.
3075 'Asse multiplo disattivato'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse non si può spostare perché appartiene ad un gruppo multiasse ed è disattivato.SOLUZIONE Attivare l’asse per poterlo spostare (indicatore SWITCH del PLC).
Soluzione di errori
CNC 8065
(REF: 1308)
·115·
3076 'Non è possibile uscire di MHFS con Retrace attivo. Disattivare'
RILEVAMENTO Durante l’esecuzione.CAUSA L’utente ha cercato di uscire dalla modalità MHFS mentre l’indicatore RETRACE del
PLC era attivoSOLUZIONE Disattivare l’indicatore RETRACE del PLC prima di uscire dalla modalità MHFS.
3077 'Non si ammette Blocco a Blocco in questa procedura di RETRACE'
RILEVAMENTO Durante l’esecuzione.
CAUSA In alcuni programmi con molti blocchi di spostamenti molto piccoli non è consentitoutilizzare la funzione blocco a blocco durante il retrace, per evitare di saturare lerisorse del sistema.
SOLUZIONE Questa procedura di retrace non consente la funzione blocco a blocco. Si consigliadi disattivare la funzione blocco a blocco.
3078 'Il mandrino master della sincronizzazione non passa ad anello aperto'
RILEVAMENTO Durante l’esecuzione.CAUSA L’utente ha programmato una sincronizzazione ad anello aperto (OLOOP) per il
mandrino maestro, ma stava lavorando ad anello chiuso per un’altra sincronizzazioneprevia e continuerà ad anello chiuso.
SOLUZIONE Porre il mandrino in anello chiuso o eliminare la sincronizzazione precedente affinchéil mandrino passi in anello aperto.
3079 'Il mandrino master della sincronizzazione non passa ad anello chiuso'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’utente ha programmato una sincronizzazione ad anello chiuso (CLOOP) per ilmandrino maestro, ma stava lavorando ad anello aperto per un’altra sincronizzazioneprevia e cambierà ad anello chiuso.
SOLUZIONE Affinché il mandrino continui ad anello aperto, programmare anche la secondasincronizzazione ad anello aperto.
3080 'Non è possibile assumere l'offset dell'asse non riposizionati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di spostare un asse che non era stato precedentementeriposizionato su una traiettoria circolare.
SOLUZIONE Non è possibile spostare un asse che non è stato riposizionato su una traiettoriacircolare.
3400 'Asse indipendente inesistente o non disponibile'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’utente ha programmato un’operazione di asse indipendente per un asse che nonè assegnato a nessun canale o sta cambiando canale.
SOLUZIONE Assegnare l’asse indipendente a qualsiasi canale o attendere che il CNC concludalo scambio di asse.
3401 'Camma inesistente o non disponibile'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di camma programmato nella sentenza #CAM non esiste.
SOLUZIONE Programmare una camma corretta o definire la camma nei parametri macchina.
3402 'Non sono ammesse più operazioni con assi indipendenti'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di eseguire un’operazione di asse indipendente ma vi sono dueoperazioni in sospeso.
SOLUZIONE Dal PLC annullare le sentenze in sospeso (indicatore ABORT) oppure attendere chevi sia spazio per registrarle in memoria (indicatore FREE). Per sapere sel’interpolatore indipendente ha terminato tutte le operazioni, consultare l’indicatoreBUSY.
3403 'Non sono ammesse più operazioni con assi indipendenti' In sincronizzazione'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC cerca di eseguire un'operazione di asse indipendente ma vi è un'operazione
attiva.SOLUZIONE Non programmare operazioni di asse indipendente con camme attive o due
sincronizzazioni di seguito. Dal PLC annullare le sentenze in sospeso (indicatoreABORT) oppure attendere fino alla sincronizzazione.
·116·
Soluzione di errori
CNC 8065
(REF: 1308)
3404 'Non è ammesso #FOLLOW OFF con un'altra operazione in sospeso'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC cerca di eseguire una sentenza #FOLLOW OFF ma vi è un’operazione in
sospeso.SOLUZIONE Dal PLC annullare le sentenze in sospeso (indicatore ABORT) oppure attendere che
vi sia spazio per registrarle in memoria (indicatore FREE).
3405 'Non è ammesso #MOVE INF per un asse con limiti'
RILEVAMENTO Durante l’esecuzione.CAUSA L’asse programmato nella sentenza #MOVE INF ha limiti di corsa definiti.
SOLUZIONE Eliminare i limiti di software o interrompere lo spostamento prima che l’asseraggiunga il limite.
3406 'La velocità necessaria per sincronizzare è superiore a quella massima'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sincronizzazione programmata implica di superare l’avanzamento massimodell’asse.
SOLUZIONE Programmare la sincronizzazione con l’asse maestro che si sposta ad unavanzamento minore o programmare un coefficiente di sincronizzazione minore.
3407 'Quota programmata per asse indipendente superiore al limite positivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA La quota programmata nella sentenza #MOVE è fuori dei limiti di software.
SOLUZIONE Gli assi devono essere sempre entro dei limiti di software. Verificare che i limiti disoftware siano corretti, che non siano stati modificati dal programma pezzo o da PLC.
3408 'Quota programmata per asse indipendente inferiore al limite negativo'
RILEVAMENTO Durante l’esecuzione.
CAUSA La quota programmata nella sentenza #MOVE è fuori dei limiti di software.SOLUZIONE Gli assi devono essere sempre entro dei limiti di software. Verificare che i limiti di
software siano corretti, che non siano stati modificati dal programma pezzo o da PLC.
3409 'L'asse non è valido come asse indipendente'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC cerca di eseguire un’operazione di asse indipendente in cui interviene un asse
che dipende da altri o da cui ne dipendono altri; ad esempio assi gantry, accoppiatio che fanno parte di una trasformazione.
SOLUZIONE Disattivare l’accoppiamento o le trasformazioni esistenti.
3410 'È stato superato il tempo massimo consentito per sincronizzazione'
RILEVAMENTO Durante l’esecuzione.CAUSA La sincronizzazione non raggiunge la posizione desiderata nel tempo definito.
SOLUZIONE Aumentare il tempo di sincronizzazione, iniziare la sincronizzazione a velocità piùsimili o aumentare l’accelerazione dello slave.
3411 'Si cerca di superare la velocità massima MAXFEED'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato uno spostamento di asse indipendente con una sincronizzazione
attiva e la somma di entrambi i componenti di velocità supera quella massimaconsentita dall’asse.
SOLUZIONE Se la velocità dell’asse maestro è alta, occorre programmare lo spostamentoaddizionale con una velocità più piccola.
3412 'Non è possibile programmare denominatore 0 in sincronizzazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sincronizzazione, il denominatore del coefficiente di trasmissione ha valorezero.
SOLUZIONE Il denominatore del coefficiente non può essere zero.
Soluzione di errori
CNC 8065
(REF: 1308)
·117·
3413 'Non è possibile sincronizzare in posizione con modulo e rapporto diverso da 1'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sincronizzazione in posizione, l’asse maestro ha un modulo ed il coefficiente
di trasmissione è diverso da 1.SOLUZIONE In una sincronizzazione in posizione dove l’asse maestro ha modulo, il coefficiente
di trasmissione deve avere valore 1. Programmare un coefficiente di trasmissione 1o una sincronizzazione in velocità.
3414 'Non è possibile programmare camma per assi con diverso valore di modulo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sincronizzazione della camma, l’asse maestro e slave hanno moduli diversi. SOLUZIONE Entrambi gli assi devono avere lo stesso modulo (parametri MODUPLIM e
MODLOWLIM uguali).
3415 'Ricerca dello zero indipendente non consentita in esecuzione'
RILEVAMENTO Durante l’esecuzione.CAUSA Il PLC cerca di eseguire una ricerca di riferimento mentre il CNC ne sta eseguendo
un’altra.SOLUZIONE Il PLC deve attendere che il CNC termini la sua ricerca di riferimento.
3500 'Accelerazione lineare del tratto 1 minore o uguale a zero'
RILEVAMENTO Durante l’avviamento o durante l'esecuzione.
CAUSA L'accelerazione programmata ha valore zero.
SOLUZIONE Programmare un valore positivo per l'accelerazione.
3501 'Accelerazione lineare del tratto 1 maggiore di quella massima'
RILEVAMENTO Durante l’avviamento o durante l'esecuzione.CAUSA L’accelerazione programmata è maggiore di quella massima.
SOLUZIONE Programmare un valore minore di quello massimo per l’accelerazione.
3502 'Accelerazione lineare del tratto 2 minore o uguale a zero'
RILEVAMENTO Durante l’avviamento o durante l'esecuzione.
CAUSA L'accelerazione programmata ha valore zero.SOLUZIONE Programmare un valore positivo per l'accelerazione.
3503 'Accelerazione lineare del tratto 2 maggiore di quella massima'
RILEVAMENTO Durante l’avviamento o durante l'esecuzione.
CAUSA L’accelerazione programmata è maggiore di quella massima.
SOLUZIONE Programmare un valore minore di quello massimo per l’accelerazione.
3504 'Velocità di cambio accelerazione maggiore di quella massima'
RILEVAMENTO Durante l’avviamento o durante l'esecuzione.CAUSA La velocità programmata per il cambio di accelerazione è maggiore di quella
massima.
SOLUZIONE Programmare una velocità minore di quella massima.
3505 'Limite di warning superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Superamento di jerk nella traiettoria.
SOLUZIONE Rivolgersi alla Fagor Automation.
3506 'Il limite di Jerk sarà superato'
RILEVAMENTO Durante l’esecuzione del comando di analisi frequenze.
CAUSA La frequenza è troppo grande per l’ampiezza programmata.SOLUZIONE Ridurre la frequenza massima o ridurre l’ampiezza.
3507 'Limite di accelerazione superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Superamento dell’accelerazione nella traiettoria.
SOLUZIONE Rivolgersi alla Fagor Automation.
·118·
Soluzione di errori
CNC 8065
(REF: 1308)
3508 'Frequenza troppo alta per la velocità programmata'
RILEVAMENTO Durante l’esecuzione del comando di analisi frequenze.CAUSA La velocità additiva è minore di quella risultante per la frequenza massima.
SOLUZIONE Ridurre la frequenza massima oppure programmare una velocità additiva superiore.
3600 'Velocità di mandrino nulla'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non esiste una velocità di posizionamento di mandrino programmata.SOLUZIONE Controllare la programmazione e che i parametri REFFEED2 e G00FEED della
gamma attiva del mandrino siano diversi da zero.
3601 'Velocità di mandrino programmata superiore al limite massimo'
RILEVAMENTO Durante l’esecuzione.CAUSA La velocità programmata per il mandrino supera la velocità massima definita nei
parametri macchina per la gamma attiva.SOLUZIONE Controllare il parametro G00FEED del mandrino.
3602 'Non è possibile spostare il mandrino in modalità visualizzatore'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC cerca di controllare un asse che è in modalità visualizzatore.
SOLUZIONE Il CNC non può controllare i mandrini attivi in modalità visualizzatore. Per spostarel’asse, disattivare la modalità visualizzatore (indicatore DRO(axis) del PLC) everificare lo stato dell’indicatore SERVOON del mandrino.
3603 'La posizione del mandrino comandata eccede l'intervallo del modulo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC sta cercando di posizionare il mandrino ad una quota fuori dall’intervalloconsentito (parametri MODUPLIM e MODLOWLIM).
SOLUZIONE Controllare i parametri MODUPLIM e MODLOWLIM.
3604 'Senso del posizionamento mandrino contrario a quello del parametro macchina'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il posizionamento programmato richiede uno spostamento del mandrino in sensocontrario a quello indicato dal parametro macchina con UNIDIR.
SOLUZIONE Controllare la programmazione ed il parametro macchina UNIDIR del mandrino.
3605 'Senso di rotazione del mandrino contrario a quello del parametro macchina'
RILEVAMENTO Durante l’esecuzione.CAUSA La rotazione programmata richiede uno spostamento del mandrino in senso
contrario a quello indicato da parametro macchina con UNIDIR.SOLUZIONE Controllare la programmazione ed il parametro macchina UNIDIR del mandrino.
3606 'Il posizionamento del mandrino richiede quota assoluta'
RILEVAMENTO Durante l’esecuzione.CAUSA Dopo una rotazione del mandrino ad anello aperto, il posizionamento deve essere
in quote assolute.SOLUZIONE Programmare il posizionamento in quote assolute.
3607 'Non è possibile sincronizzare il mandrino tenendo attivo PLCCNTL.
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire una sincronizzazione mentre l’indicatore PLCCNTL èattivo.
SOLUZIONE Disattivare l'indicatore PLCCNTL del PLC.
3608 'Non è consentito PLCCNTL se il mandrino è sincronizzato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il PLC ha attivato l’indicatore PLCCNTL in un mandrino che è sincronizzato, sia comemaestro sia come slave.
SOLUZIONE Disattivare l'indicatore PLCCNTL del PLC.
Soluzione di errori
CNC 8065
(REF: 1308)
·119·
3609 'Non è consentito #SERVO ON se non è stato trovato prima lo zero del mandrino'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmata una sentenza #SERVO ON per un mandrino che non è riferimentato.
SOLUZIONE Fare una ricerca di riferimento del mandrino, con M19 o G74, prima di utilizzarel’istruzione #SERVO ON.
3610 'Non è possibile aprire l’anello perché è in M19 o in sincronizzazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una sentenza #SERVO ON per un mandrino che è in M19.
SOLUZIONE La sentenza #SERVO OFF cancella la sentenza #SERVO ON e se può apre l’anello.Se il mandrino è in M19, la sentenza #SERVO OFF non può aprire l’anello; per aprirel’anello, programmare M3, M4, M5 o fare un reset.
3611 'Il mandrino master della sincronizzazione non è nella gamma adeguata (SYNCSET oCAXSET)'
RILEVAMENTO Durante l’esecuzione.CAUSA Il mandrino maestro o slave non sono nella gamma idonea, parametro SYNCSET
o parametro CAXSET se il mandrino maestro è come asse C.SOLUZIONE Cambiare la gamma del mandrino maestro e/o slave nel relativo canale o passare
il mandrino maestro al canale dello slave affinché il cambio gamma sia automatico.
3612 'Non è consentito SPDLEREV se il mandrino è sincronizzato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il PLC ha attivato l’indicatore SPDLEREV in un mandrino che è sincronizzato, sia
come maestro sia come slave.SOLUZIONE Disattivare l'indicatore SPDLEREV del PLC.
3700 'Limite di percorso dell'asse superato'
RILEVAMENTO Durante lo spostamento dell'asse.
CAUSA Il PLC ha cercato di superare i limiti di corsa.
SOLUZIONE Controllare la programmazione.
3701 'La posizione di riferimento supera i limiti di software'
RILEVAMENTO Durante la convalida di parametri macchina.CAUSA Il valore del parametro REFVALUE supera i limiti di software dell’asse.
SOLUZIONE Controllare il parametro REFVALUE e i limiti di software.
3702 'Errore di inseguimento dell'asse fuori limite'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse ha superato l’errore d’inseguimento consentito, definito nei parametrimacchina. Può essere dovuto ad una regolazione inadeguata dell’asse, alla mancataabilitazione l’asse, ad un errore nel motore, nel regolatore, nel sistema di retroazionee/o nella meccanica.
SOLUZIONE Controllare i parametri macchina, la regolazione dell’asse, i collegamenti, lo stato delregolatore ed il sistema retroazione -motore.
3703 'Limite di software positivo superato'
RILEVAMENTO Durante lo spostamento dell'asse.
CAUSA L’asse ha superato la quota definita dal parametro macchina LIMIT+ o dalla variabileV.A.RTPOSLIMIT.xn.
SOLUZIONE Controllare la programmazione.
3704 'Limite di software negativo superato'
RILEVAMENTO Durante lo spostamento dell'asse.CAUSA L’asse ha superato la quota definita dal parametro macchina LIMIT- o dalla variabile
V.A.RTNEGLIMIT.xn.SOLUZIONE Controllare la programmazione.
3705 È necessaria la ricerca dello zero'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha perso il riferimento del mandrino nella transizione da anello aperto adanello chiuso.
SOLUZIONE Contattare il rivenditore.
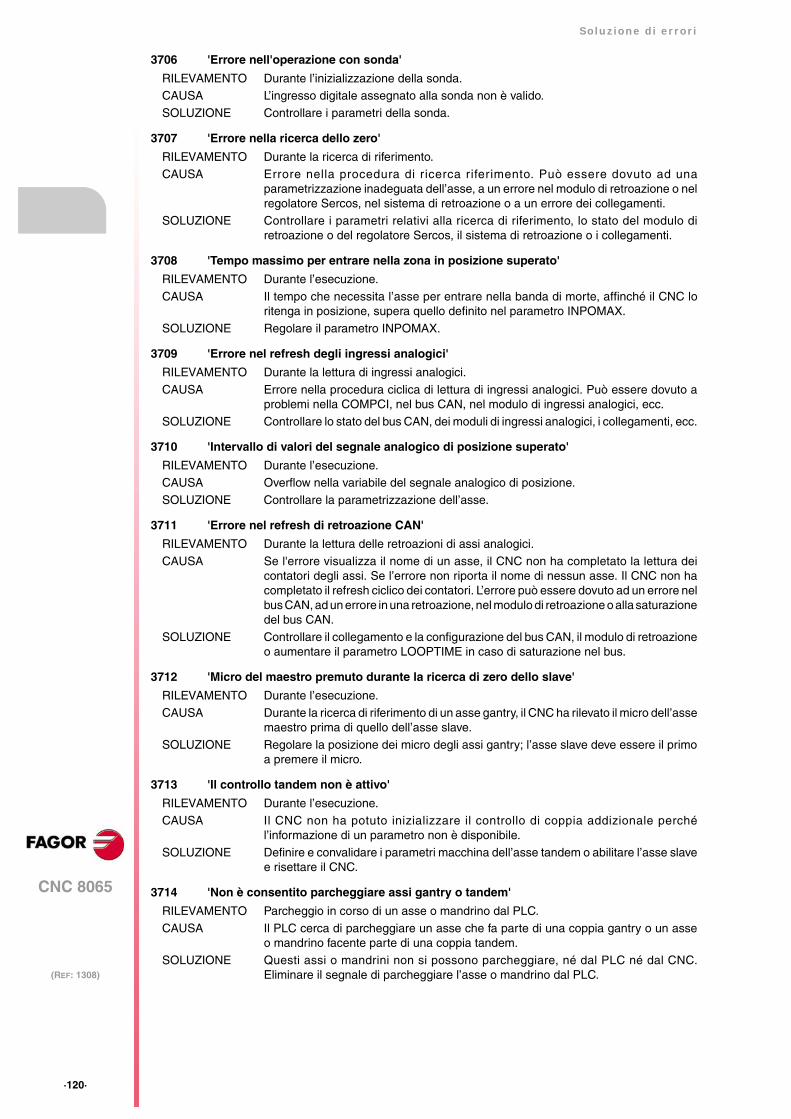
·120·
Soluzione di errori
CNC 8065
(REF: 1308)
3706 'Errore nell'operazione con sonda'
RILEVAMENTO Durante l’inizializzazione della sonda.CAUSA L’ingresso digitale assegnato alla sonda non è valido.
SOLUZIONE Controllare i parametri della sonda.
3707 'Errore nella ricerca dello zero'
RILEVAMENTO Durante la ricerca di riferimento.
CAUSA Errore nella procedura di ricerca riferimento. Può essere dovuto ad unaparametrizzazione inadeguata dell’asse, a un errore nel modulo di retroazione o nelregolatore Sercos, nel sistema di retroazione o a un errore dei collegamenti.
SOLUZIONE Controllare i parametri relativi alla ricerca di riferimento, lo stato del modulo diretroazione o del regolatore Sercos, il sistema di retroazione o i collegamenti.
3708 'Tempo massimo per entrare nella zona in posizione superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il tempo che necessita l’asse per entrare nella banda di morte, affinché il CNC loritenga in posizione, supera quello definito nel parametro INPOMAX.
SOLUZIONE Regolare il parametro INPOMAX.
3709 'Errore nel refresh degli ingressi analogici'
RILEVAMENTO Durante la lettura di ingressi analogici.
CAUSA Errore nella procedura ciclica di lettura di ingressi analogici. Può essere dovuto aproblemi nella COMPCI, nel bus CAN, nel modulo di ingressi analogici, ecc.
SOLUZIONE Controllare lo stato del bus CAN, dei moduli di ingressi analogici, i collegamenti, ecc.
3710 'Intervallo di valori del segnale analogico di posizione superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Overflow nella variabile del segnale analogico di posizione.
SOLUZIONE Controllare la parametrizzazione dell’asse.
3711 'Errore nel refresh di retroazione CAN'
RILEVAMENTO Durante la lettura delle retroazioni di assi analogici.
CAUSA Se l'errore visualizza il nome di un asse, il CNC non ha completato la lettura deicontatori degli assi. Se l’errore non riporta il nome di nessun asse. Il CNC non hacompletato il refresh ciclico dei contatori. L’errore può essere dovuto ad un errore nelbus CAN, ad un errore in una retroazione, nel modulo di retroazione o alla saturazionedel bus CAN.
SOLUZIONE Controllare il collegamento e la configurazione del bus CAN, il modulo di retroazioneo aumentare il parametro LOOPTIME in caso di saturazione nel bus.
3712 'Micro del maestro premuto durante la ricerca di zero dello slave'
RILEVAMENTO Durante l’esecuzione.
CAUSA Durante la ricerca di riferimento di un asse gantry, il CNC ha rilevato il micro dell’assemaestro prima di quello dell’asse slave.
SOLUZIONE Regolare la posizione dei micro degli assi gantry; l’asse slave deve essere il primoa premere il micro.
3713 'Il controllo tandem non è attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC non ha potuto inizializzare il controllo di coppia addizionale perchél’informazione di un parametro non è disponibile.
SOLUZIONE Definire e convalidare i parametri macchina dell’asse tandem o abilitare l’asse slavee risettare il CNC.
3714 'Non è consentito parcheggiare assi gantry o tandem'
RILEVAMENTO Parcheggio in corso di un asse o mandrino dal PLC.
CAUSA Il PLC cerca di parcheggiare un asse che fa parte di una coppia gantry o un asseo mandrino facente parte di una coppia tandem.
SOLUZIONE Questi assi o mandrini non si possono parcheggiare, né dal PLC né dal CNC.Eliminare il segnale di parcheggiare l’asse o mandrino dal PLC.
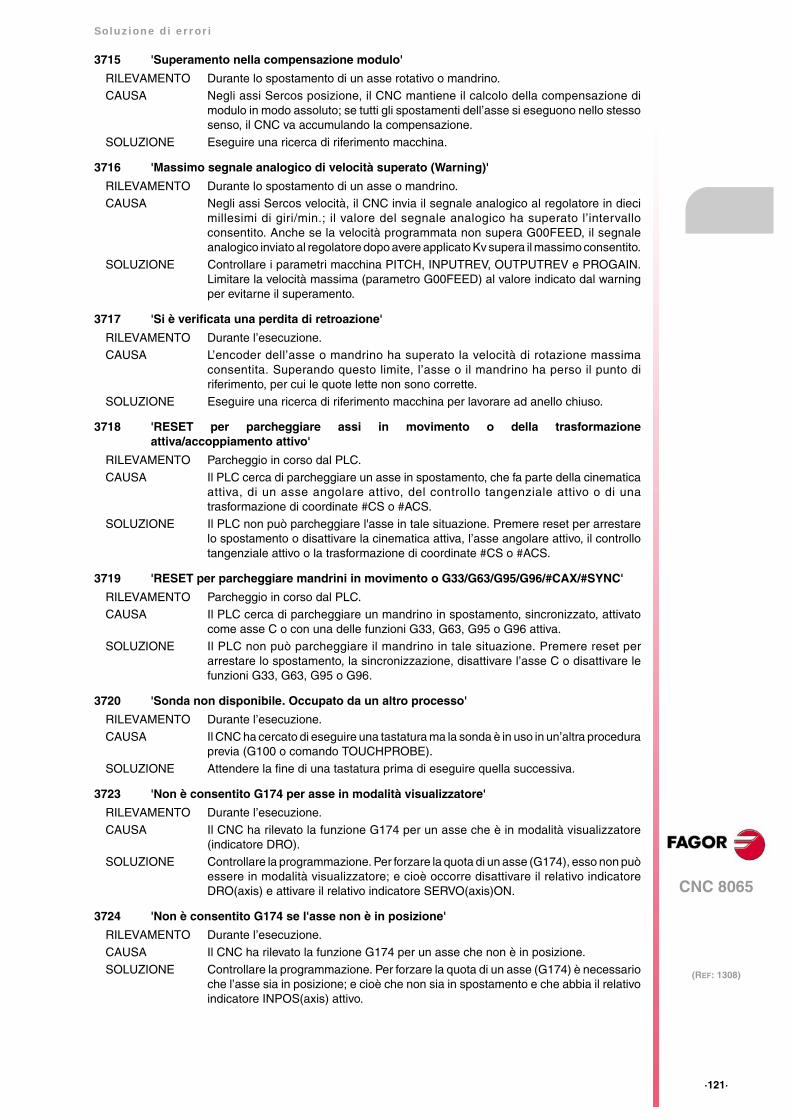
Soluzione di errori
CNC 8065
(REF: 1308)
·121·
3715 'Superamento nella compensazione modulo'
RILEVAMENTO Durante lo spostamento di un asse rotativo o mandrino.CAUSA Negli assi Sercos posizione, il CNC mantiene il calcolo della compensazione di
modulo in modo assoluto; se tutti gli spostamenti dell’asse si eseguono nello stessosenso, il CNC va accumulando la compensazione.
SOLUZIONE Eseguire una ricerca di riferimento macchina.
3716 'Massimo segnale analogico di velocità superato (Warning)'
RILEVAMENTO Durante lo spostamento di un asse o mandrino.CAUSA Negli assi Sercos velocità, il CNC invia il segnale analogico al regolatore in dieci
millesimi di giri/min.; il valore del segnale analogico ha superato l’intervalloconsentito. Anche se la velocità programmata non supera G00FEED, il segnaleanalogico inviato al regolatore dopo avere applicato Kv supera il massimo consentito.
SOLUZIONE Controllare i parametri macchina PITCH, INPUTREV, OUTPUTREV e PROGAIN.Limitare la velocità massima (parametro G00FEED) al valore indicato dal warningper evitarne il superamento.
3717 'Si è verificata una perdita di retroazione'
RILEVAMENTO Durante l’esecuzione.CAUSA L’encoder dell’asse o mandrino ha superato la velocità di rotazione massima
consentita. Superando questo limite, l’asse o il mandrino ha perso il punto diriferimento, per cui le quote lette non sono corrette.
SOLUZIONE Eseguire una ricerca di riferimento macchina per lavorare ad anello chiuso.
3718 'RESET per parcheggiare assi in movimento o della trasformazioneattiva/accoppiamento attivo'
RILEVAMENTO Parcheggio in corso dal PLC.
CAUSA Il PLC cerca di parcheggiare un asse in spostamento, che fa parte della cinematicaattiva, di un asse angolare attivo, del controllo tangenziale attivo o di unatrasformazione di coordinate #CS o #ACS.
SOLUZIONE Il PLC non può parcheggiare l'asse in tale situazione. Premere reset per arrestarelo spostamento o disattivare la cinematica attiva, l’asse angolare attivo, il controllotangenziale attivo o la trasformazione di coordinate #CS o #ACS.
3719 'RESET per parcheggiare mandrini in movimento o G33/G63/G95/G96/#CAX/#SYNC'
RILEVAMENTO Parcheggio in corso dal PLC.CAUSA Il PLC cerca di parcheggiare un mandrino in spostamento, sincronizzato, attivato
come asse C o con una delle funzioni G33, G63, G95 o G96 attiva.SOLUZIONE Il PLC non può parcheggiare il mandrino in tale situazione. Premere reset per
arrestare lo spostamento, la sincronizzazione, disattivare l’asse C o disattivare lefunzioni G33, G63, G95 o G96.
3720 'Sonda non disponibile. Occupato da un altro processo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha cercato di eseguire una tastatura ma la sonda è in uso in un’altra proceduraprevia (G100 o comando TOUCHPROBE).
SOLUZIONE Attendere la fine di una tastatura prima di eseguire quella successiva.
3723 'Non è consentito G174 per asse in modalità visualizzatore'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato la funzione G174 per un asse che è in modalità visualizzatore(indicatore DRO).
SOLUZIONE Controllare la programmazione. Per forzare la quota di un asse (G174), esso non puòessere in modalità visualizzatore; e cioè occorre disattivare il relativo indicatoreDRO(axis) e attivare il relativo indicatore SERVO(axis)ON.
3724 'Non è consentito G174 se l'asse non è in posizione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato la funzione G174 per un asse che non è in posizione.
SOLUZIONE Controllare la programmazione. Per forzare la quota di un asse (G174) è necessarioche l’asse sia in posizione; e cioè che non sia in spostamento e che abbia il relativoindicatore INPOS(axis) attivo.
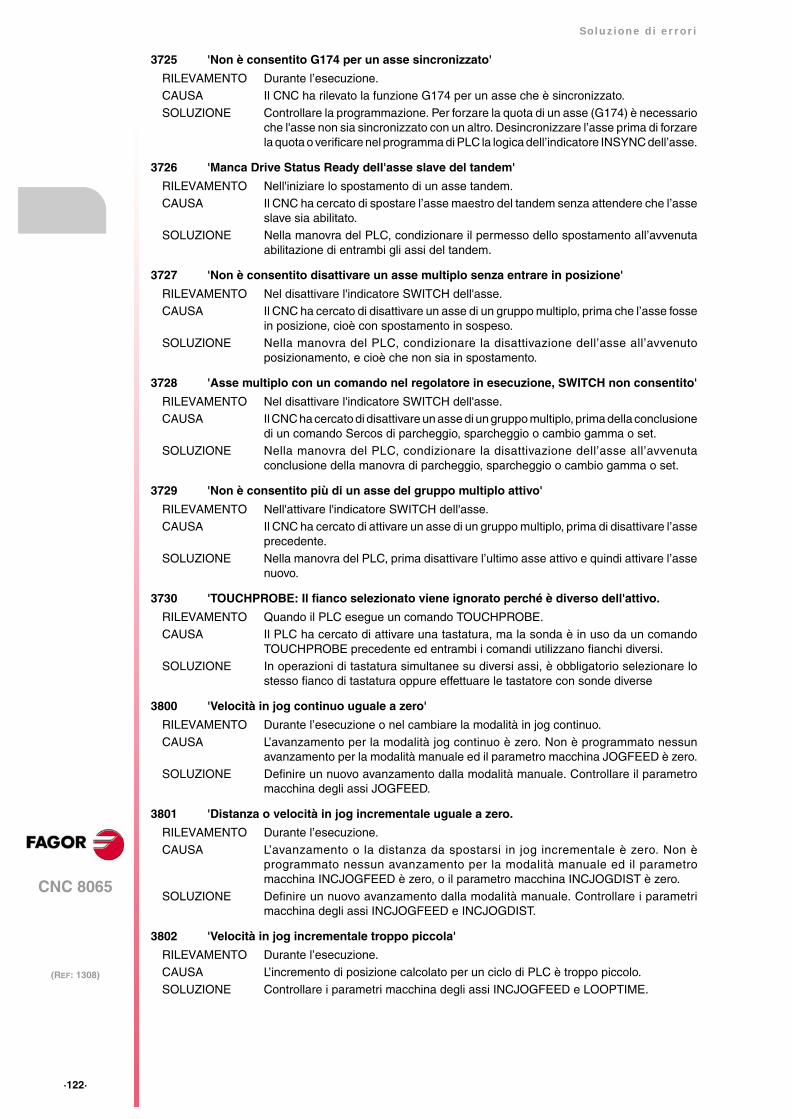
·122·
Soluzione di errori
CNC 8065
(REF: 1308)
3725 'Non è consentito G174 per un asse sincronizzato'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha rilevato la funzione G174 per un asse che è sincronizzato.
SOLUZIONE Controllare la programmazione. Per forzare la quota di un asse (G174) è necessarioche l'asse non sia sincronizzato con un altro. Desincronizzare l’asse prima di forzarela quota o verificare nel programma di PLC la logica dell’indicatore INSYNC dell’asse.
3726 'Manca Drive Status Ready dell'asse slave del tandem'
RILEVAMENTO Nell'iniziare lo spostamento di un asse tandem.CAUSA Il CNC ha cercato di spostare l’asse maestro del tandem senza attendere che l’asse
slave sia abilitato.SOLUZIONE Nella manovra del PLC, condizionare il permesso dello spostamento all’avvenuta
abilitazione di entrambi gli assi del tandem.
3727 'Non è consentito disattivare un asse multiplo senza entrare in posizione'
RILEVAMENTO Nel disattivare l'indicatore SWITCH dell'asse.CAUSA Il CNC ha cercato di disattivare un asse di un gruppo multiplo, prima che l’asse fosse
in posizione, cioè con spostamento in sospeso.SOLUZIONE Nella manovra del PLC, condizionare la disattivazione dell’asse all’avvenuto
posizionamento, e cioè che non sia in spostamento.
3728 'Asse multiplo con un comando nel regolatore in esecuzione, SWITCH non consentito'
RILEVAMENTO Nel disattivare l'indicatore SWITCH dell'asse.CAUSA Il CNC ha cercato di disattivare un asse di un gruppo multiplo, prima della conclusione
di un comando Sercos di parcheggio, sparcheggio o cambio gamma o set.SOLUZIONE Nella manovra del PLC, condizionare la disattivazione dell’asse all’avvenuta
conclusione della manovra di parcheggio, sparcheggio o cambio gamma o set.
3729 'Non è consentito più di un asse del gruppo multiplo attivo'
RILEVAMENTO Nell'attivare l'indicatore SWITCH dell'asse.CAUSA Il CNC ha cercato di attivare un asse di un gruppo multiplo, prima di disattivare l’asse
precedente.SOLUZIONE Nella manovra del PLC, prima disattivare l’ultimo asse attivo e quindi attivare l’asse
nuovo.
3730 'TOUCHPROBE: Il fianco selezionato viene ignorato perché è diverso dell'attivo.
RILEVAMENTO Quando il PLC esegue un comando TOUCHPROBE.CAUSA Il PLC ha cercato di attivare una tastatura, ma la sonda è in uso da un comando
TOUCHPROBE precedente ed entrambi i comandi utilizzano fianchi diversi. SOLUZIONE In operazioni di tastatura simultanee su diversi assi, è obbligatorio selezionare lo
stesso fianco di tastatura oppure effettuare le tastatore con sonde diverse
3800 'Velocità in jog continuo uguale a zero'
RILEVAMENTO Durante l’esecuzione o nel cambiare la modalità in jog continuo.
CAUSA L’avanzamento per la modalità jog continuo è zero. Non è programmato nessunavanzamento per la modalità manuale ed il parametro macchina JOGFEED è zero.
SOLUZIONE Definire un nuovo avanzamento dalla modalità manuale. Controllare il parametromacchina degli assi JOGFEED.
3801 'Distanza o velocità in jog incrementale uguale a zero.
RILEVAMENTO Durante l’esecuzione.
CAUSA L’avanzamento o la distanza da spostarsi in jog incrementale è zero. Non èprogrammato nessun avanzamento per la modalità manuale ed il parametromacchina INCJOGFEED è zero, o il parametro macchina INCJOGDIST è zero.
SOLUZIONE Definire un nuovo avanzamento dalla modalità manuale. Controllare i parametrimacchina degli assi INCJOGFEED e INCJOGDIST.
3802 'Velocità in jog incrementale troppo piccola'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’incremento di posizione calcolato per un ciclo di PLC è troppo piccolo.
SOLUZIONE Controllare i parametri macchina degli assi INCJOGFEED e LOOPTIME.

Soluzione di errori
CNC 8065
(REF: 1308)
·123·
3803 'Non è ammessa risoluzione di volantino zero'
RILEVAMENTO Durante un cambiamento nella risoluzione del volantino dal pannello di comando.CAUSA La posizione del volantino selezionata dal commutatore o PLC ha associata una
risoluzione zero.SOLUZIONE Controllare il parametro macchina degli assi MPGRESOL.
3804 'Indice di volantino fuori intervallo (posizioni del commutatore 1-3)'
RILEVAMENTO Durante un cambiamento nella risoluzione di volantino.
CAUSA Il PLC ha cercato di selezionare una posizione di volantino fuori dell’intervalloconsentito.
SOLUZIONE Controllare nel programma di PLC la scrittura della variabile (V.)PLC.MPGIDX.
3805 'Velocità o distanza zero in modalità jog incrementale'
RILEVAMENTO Durante un cambiamento nell’avanzamento o nella distanza da percorrere in jogincrementale.
CAUSA La posizione di jog incrementale selezionato dal commutatore o PLC è zero.
SOLUZIONE Controllare i parametri macchina degli assi INCJOGDIST e INCJOGFEED.
3806 'Velocità di jog incrementale maggiore del valore massimo'
RILEVAMENTO Durante l’esecuzione.CAUSA La velocità definita in parametri macchina per jog incrementale è maggiore di quella
massima consentita. SOLUZIONE Ripassare i parametri macchina MAXMANFEED, INCJOGFEED e G00FEED.
3807 'Indice di jog incrementale fuori intervallo (posizioni del commutatore 1-5)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il PLC ha cercato di selezionare una posizione di jog incrementale fuori dell’intervalloconsentito.
SOLUZIONE Controllare nel programma di PLC la scrittura della variabile (V.)PLC.INCJOGIDX.
3808 'Asse inesistente o non disponibile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• L’asse non era in modalità manuale nell’uscire da tale modalità.• Il CNC ha rilevato la funzione G101 o G102 per l’asse slave di una coppia gantry.
SOLUZIONE Premere reset per potere uscire dalla modalità manuale. Le funzioni G101 e G102si devono programmare per l’asse maestro della coppia gantry.
3809 'Velocità programmata di mandrino nulla in G95'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha cercato di spostare un asse in jog continuo o incrementale con la funzione
G95 attiva e velocità zero nel mandrino utilizzato per la sincronizzazione.SOLUZIONE Programmare una velocità per il mandrino maestro del canale o per il mandrino
utilizzato per la sincronizzazione (registro SYNC).
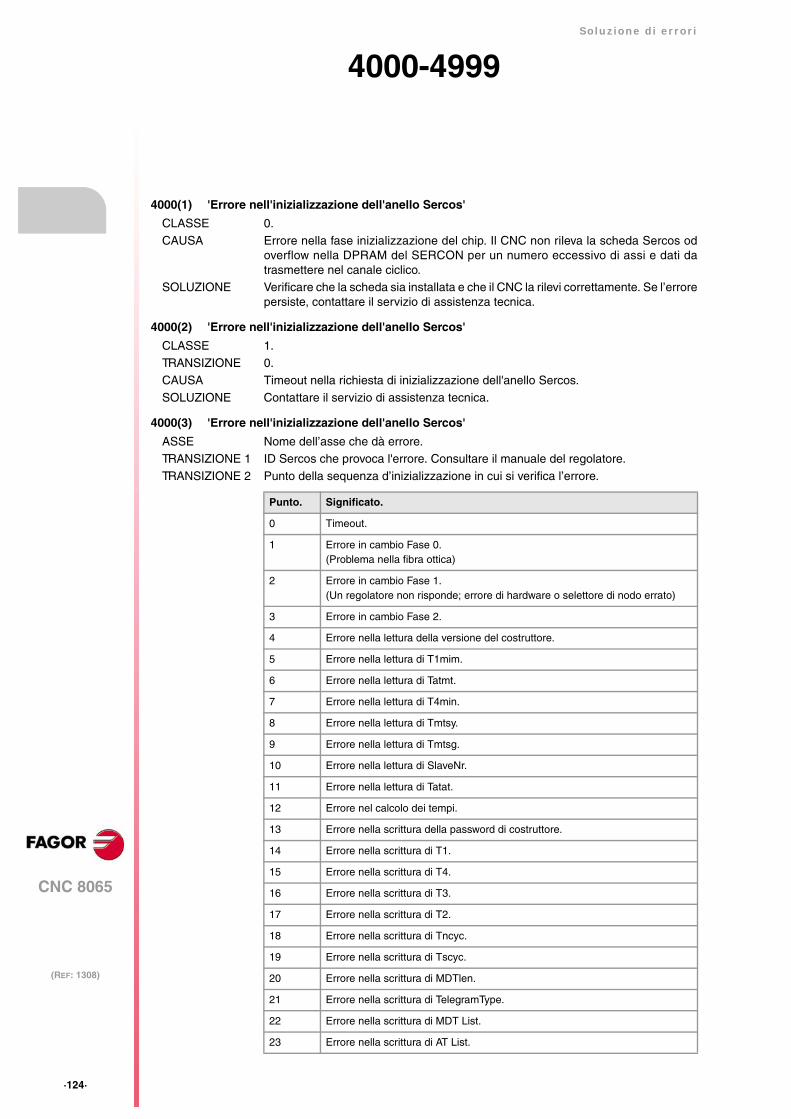
·124·
Soluzione di errori
CNC 8065
(REF: 1308)
4000-4999
4000(1) 'Errore nell'inizializzazione dell'anello Sercos'
CLASSE 0.
CAUSA Errore nella fase inizializzazione del chip. Il CNC non rileva la scheda Sercos odoverflow nella DPRAM del SERCON per un numero eccessivo di assi e dati datrasmettere nel canale ciclico.
SOLUZIONE Verificare che la scheda sia installata e che il CNC la rilevi correttamente. Se l’errorepersiste, contattare il servizio di assistenza tecnica.
4000(2) 'Errore nell'inizializzazione dell'anello Sercos'
CLASSE 1.TRANSIZIONE 0.
CAUSA Timeout nella richiesta di inizializzazione dell'anello Sercos.
SOLUZIONE Contattare il servizio di assistenza tecnica.
4000(3) 'Errore nell'inizializzazione dell'anello Sercos'
ASSE Nome dell’asse che dà errore.TRANSIZIONE 1 ID Sercos che provoca l'errore. Consultare il manuale del regolatore.
TRANSIZIONE 2 Punto della sequenza d’inizializzazione in cui si verifica l’errore.
Punto. Significato.
0 Timeout.
1 Errore in cambio Fase 0. (Problema nella fibra ottica)
2 Errore in cambio Fase 1. (Un regolatore non risponde; errore di hardware o selettore di nodo errato)
3 Errore in cambio Fase 2.
4 Errore nella lettura della versione del costruttore.
5 Errore nella lettura di T1mim.
6 Errore nella lettura di Tatmt.
7 Errore nella lettura di T4min.
8 Errore nella lettura di Tmtsy.
9 Errore nella lettura di Tmtsg.
10 Errore nella lettura di SlaveNr.
11 Errore nella lettura di Tatat.
12 Errore nel calcolo dei tempi.
13 Errore nella scrittura della password di costruttore.
14 Errore nella scrittura di T1.
15 Errore nella scrittura di T4.
16 Errore nella scrittura di T3.
17 Errore nella scrittura di T2.
18 Errore nella scrittura di Tncyc.
19 Errore nella scrittura di Tscyc.
20 Errore nella scrittura di MDTlen.
21 Errore nella scrittura di TelegramType.
22 Errore nella scrittura di MDT List.
23 Errore nella scrittura di AT List.
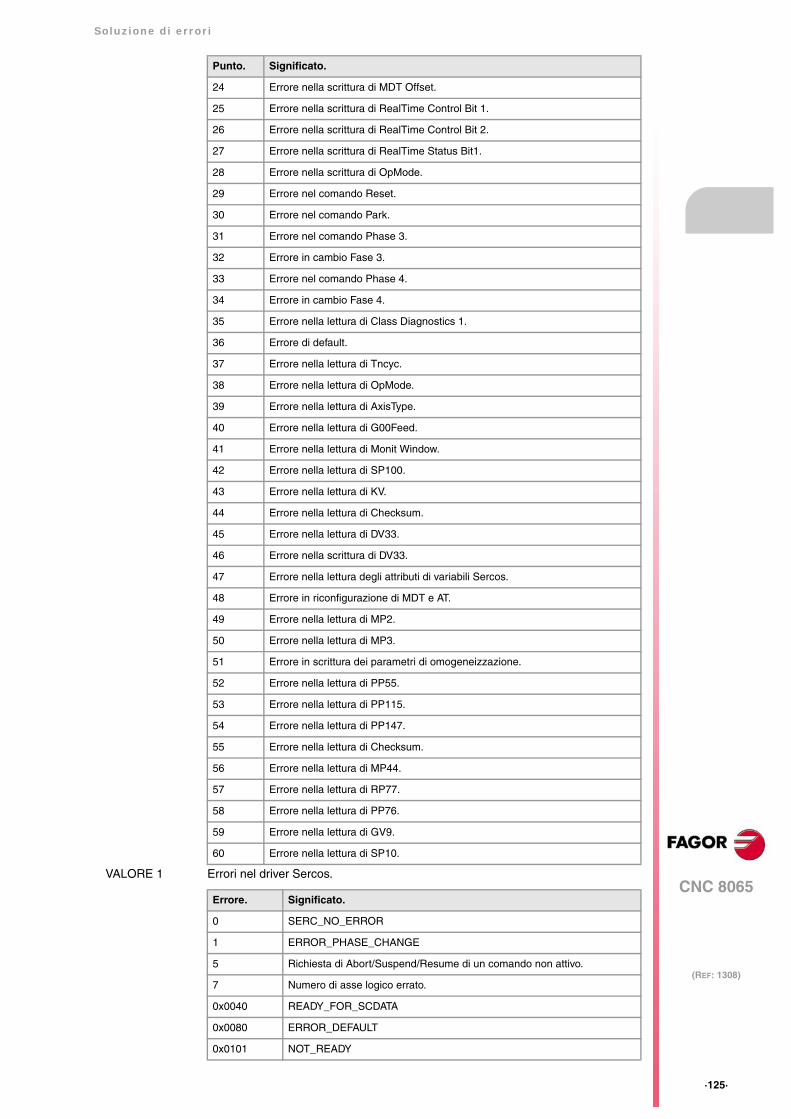
Soluzione di errori
CNC 8065
(REF: 1308)
·125·
VALORE 1 Errori nel driver Sercos.
24 Errore nella scrittura di MDT Offset.
25 Errore nella scrittura di RealTime Control Bit 1.
26 Errore nella scrittura di RealTime Control Bit 2.
27 Errore nella scrittura di RealTime Status Bit1.
28 Errore nella scrittura di OpMode.
29 Errore nel comando Reset.
30 Errore nel comando Park.
31 Errore nel comando Phase 3.
32 Errore in cambio Fase 3.
33 Errore nel comando Phase 4.
34 Errore in cambio Fase 4.
35 Errore nella lettura di Class Diagnostics 1.
36 Errore di default.
37 Errore nella lettura di Tncyc.
38 Errore nella lettura di OpMode.
39 Errore nella lettura di AxisType.
40 Errore nella lettura di G00Feed.
41 Errore nella lettura di Monit Window.
42 Errore nella lettura di SP100.
43 Errore nella lettura di KV.
44 Errore nella lettura di Checksum.
45 Errore nella lettura di DV33.
46 Errore nella scrittura di DV33.
47 Errore nella lettura degli attributi di variabili Sercos.
48 Errore in riconfigurazione di MDT e AT.
49 Errore nella lettura di MP2.
50 Errore nella lettura di MP3.
51 Errore in scrittura dei parametri di omogeneizzazione.
52 Errore nella lettura di PP55.
53 Errore nella lettura di PP115.
54 Errore nella lettura di PP147.
55 Errore nella lettura di Checksum.
56 Errore nella lettura di MP44.
57 Errore nella lettura di RP77.
58 Errore nella lettura di PP76.
59 Errore nella lettura di GV9.
60 Errore nella lettura di SP10.
Errore. Significato.
0 SERC_NO_ERROR
1 ERROR_PHASE_CHANGE
5 Richiesta di Abort/Suspend/Resume di un comando non attivo.
7 Numero di asse logico errato.
0x0040 READY_FOR_SCDATA
0x0080 ERROR_DEFAULT
0x0101 NOT_READY
Punto. Significato.
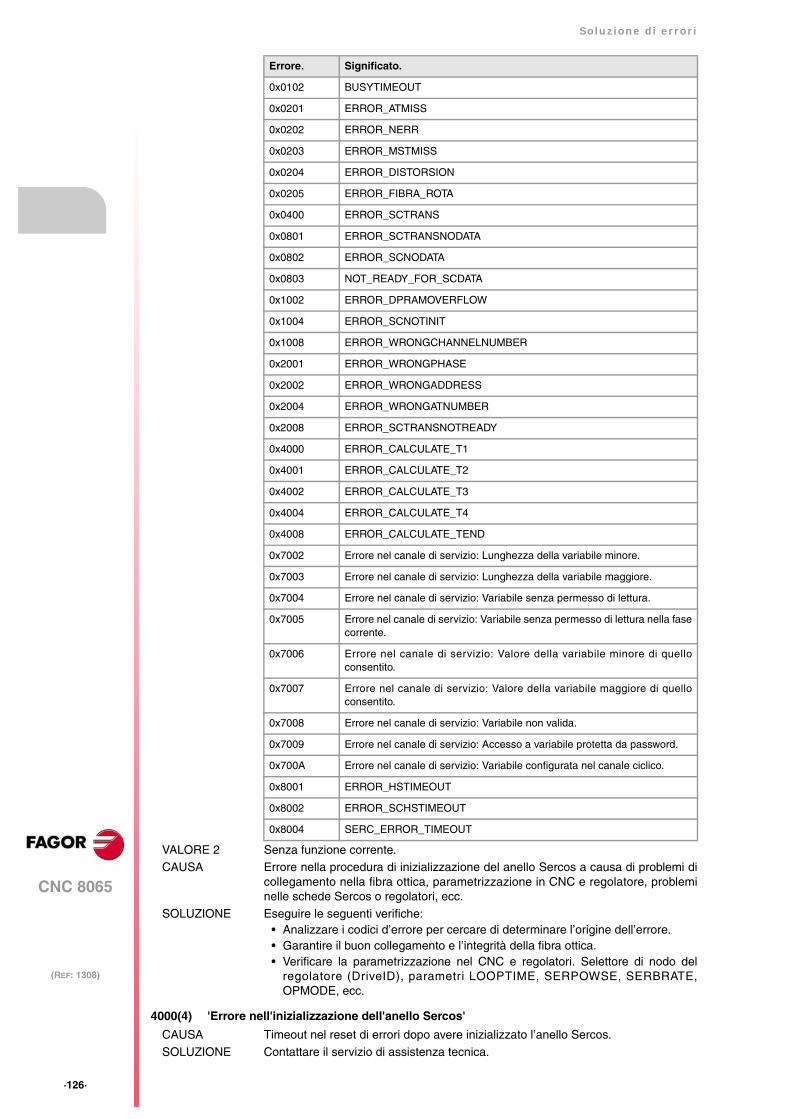
·126·
Soluzione di errori
CNC 8065
(REF: 1308)
VALORE 2 Senza funzione corrente.CAUSA Errore nella procedura di inizializzazione del anello Sercos a causa di problemi di
collegamento nella fibra ottica, parametrizzazione in CNC e regolatore, probleminelle schede Sercos o regolatori, ecc.
SOLUZIONE Eseguire le seguenti verifiche:• Analizzare i codici d’errore per cercare di determinare l’origine dell’errore.• Garantire il buon collegamento e l’integrità della fibra ottica.• Verificare la parametrizzazione nel CNC e regolatori. Selettore di nodo del
regolatore (DriveID), parametri LOOPTIME, SERPOWSE, SERBRATE,OPMODE, ecc.
4000(4) 'Errore nell'inizializzazione dell'anello Sercos'
CAUSA Timeout nel reset di errori dopo avere inizializzato l’anello Sercos.
SOLUZIONE Contattare il servizio di assistenza tecnica.
0x0102 BUSYTIMEOUT
0x0201 ERROR_ATMISS
0x0202 ERROR_NERR
0x0203 ERROR_MSTMISS
0x0204 ERROR_DISTORSION
0x0205 ERROR_FIBRA_ROTA
0x0400 ERROR_SCTRANS
0x0801 ERROR_SCTRANSNODATA
0x0802 ERROR_SCNODATA
0x0803 NOT_READY_FOR_SCDATA
0x1002 ERROR_DPRAMOVERFLOW
0x1004 ERROR_SCNOTINIT
0x1008 ERROR_WRONGCHANNELNUMBER
0x2001 ERROR_WRONGPHASE
0x2002 ERROR_WRONGADDRESS
0x2004 ERROR_WRONGATNUMBER
0x2008 ERROR_SCTRANSNOTREADY
0x4000 ERROR_CALCULATE_T1
0x4001 ERROR_CALCULATE_T2
0x4002 ERROR_CALCULATE_T3
0x4004 ERROR_CALCULATE_T4
0x4008 ERROR_CALCULATE_TEND
0x7002 Errore nel canale di servizio: Lunghezza della variabile minore.
0x7003 Errore nel canale di servizio: Lunghezza della variabile maggiore.
0x7004 Errore nel canale di servizio: Variabile senza permesso di lettura.
0x7005 Errore nel canale di servizio: Variabile senza permesso di lettura nella fasecorrente.
0x7006 Errore nel canale di servizio: Valore della variabile minore di quelloconsentito.
0x7007 Errore nel canale di servizio: Valore della variabile maggiore di quelloconsentito.
0x7008 Errore nel canale di servizio: Variabile non valida.
0x7009 Errore nel canale di servizio: Accesso a variabile protetta da password.
0x700A Errore nel canale di servizio: Variabile configurata nel canale ciclico.
0x8001 ERROR_HSTIMEOUT
0x8002 ERROR_SCHSTIMEOUT
0x8004 SERC_ERROR_TIMEOUT
Errore. Significato.
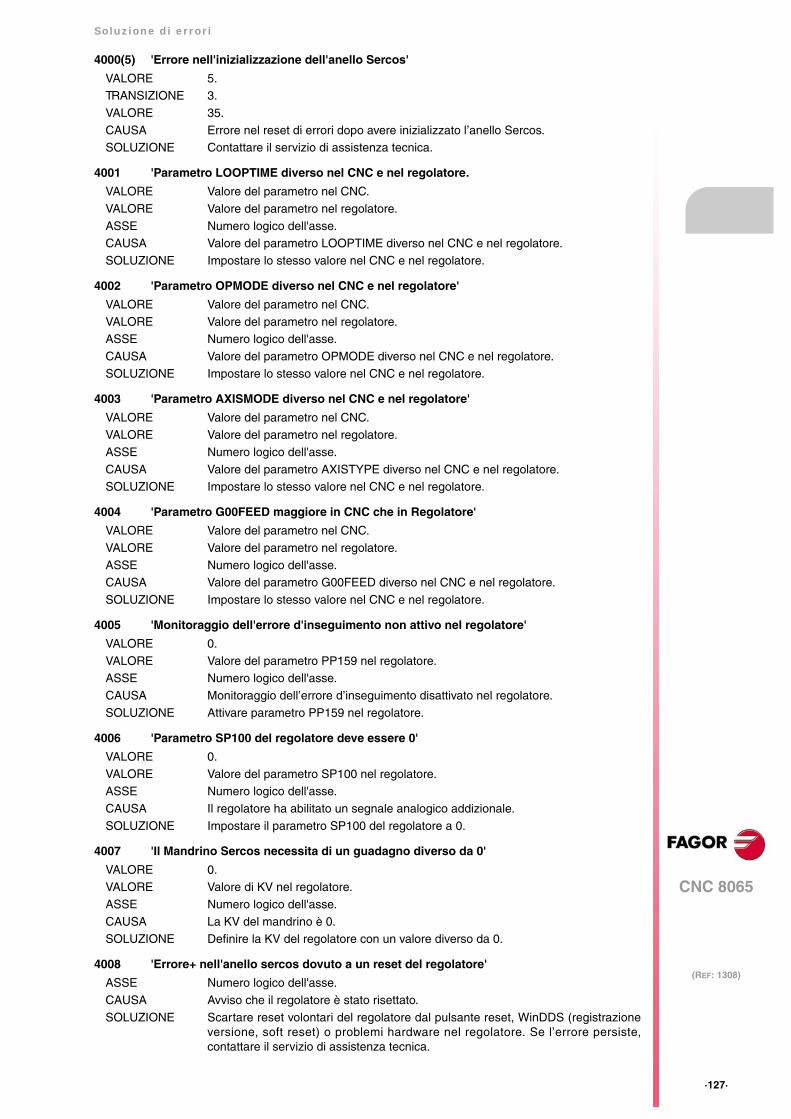
Soluzione di errori
CNC 8065
(REF: 1308)
·127·
4000(5) 'Errore nell'inizializzazione dell'anello Sercos'
VALORE 5.TRANSIZIONE 3.
VALORE 35.
CAUSA Errore nel reset di errori dopo avere inizializzato l’anello Sercos.SOLUZIONE Contattare il servizio di assistenza tecnica.
4001 'Parametro LOOPTIME diverso nel CNC e nel regolatore.
VALORE Valore del parametro nel CNC.
VALORE Valore del parametro nel regolatore.
ASSE Numero logico dell'asse.CAUSA Valore del parametro LOOPTIME diverso nel CNC e nel regolatore.
SOLUZIONE Impostare lo stesso valore nel CNC e nel regolatore.
4002 'Parametro OPMODE diverso nel CNC e nel regolatore'
VALORE Valore del parametro nel CNC.
VALORE Valore del parametro nel regolatore.ASSE Numero logico dell'asse.
CAUSA Valore del parametro OPMODE diverso nel CNC e nel regolatore.
SOLUZIONE Impostare lo stesso valore nel CNC e nel regolatore.
4003 'Parametro AXISMODE diverso nel CNC e nel regolatore'
VALORE Valore del parametro nel CNC.VALORE Valore del parametro nel regolatore.
ASSE Numero logico dell'asse.
CAUSA Valore del parametro AXISTYPE diverso nel CNC e nel regolatore.SOLUZIONE Impostare lo stesso valore nel CNC e nel regolatore.
4004 'Parametro G00FEED maggiore in CNC che in Regolatore'
VALORE Valore del parametro nel CNC.
VALORE Valore del parametro nel regolatore.
ASSE Numero logico dell'asse.CAUSA Valore del parametro G00FEED diverso nel CNC e nel regolatore.
SOLUZIONE Impostare lo stesso valore nel CNC e nel regolatore.
4005 'Monitoraggio dell'errore d'inseguimento non attivo nel regolatore'
VALORE 0.
VALORE Valore del parametro PP159 nel regolatore.ASSE Numero logico dell'asse.
CAUSA Monitoraggio dell’errore d’inseguimento disattivato nel regolatore.
SOLUZIONE Attivare parametro PP159 nel regolatore.
4006 'Parametro SP100 del regolatore deve essere 0'
VALORE 0.
VALORE Valore del parametro SP100 nel regolatore.ASSE Numero logico dell'asse.
CAUSA Il regolatore ha abilitato un segnale analogico addizionale.
SOLUZIONE Impostare il parametro SP100 del regolatore a 0.
4007 'Il Mandrino Sercos necessita di un guadagno diverso da 0'
VALORE 0.VALORE Valore di KV nel regolatore.
ASSE Numero logico dell'asse.
CAUSA La KV del mandrino è 0.SOLUZIONE Definire la KV del regolatore con un valore diverso da 0.
4008 'Errore+ nell'anello sercos dovuto a un reset del regolatore'
ASSE Numero logico dell'asse.
CAUSA Avviso che il regolatore è stato risettato.
SOLUZIONE Scartare reset volontari del regolatore dal pulsante reset, WinDDS (registrazioneversione, soft reset) o problemi hardware nel regolatore. Se l’errore persiste,contattare il servizio di assistenza tecnica.
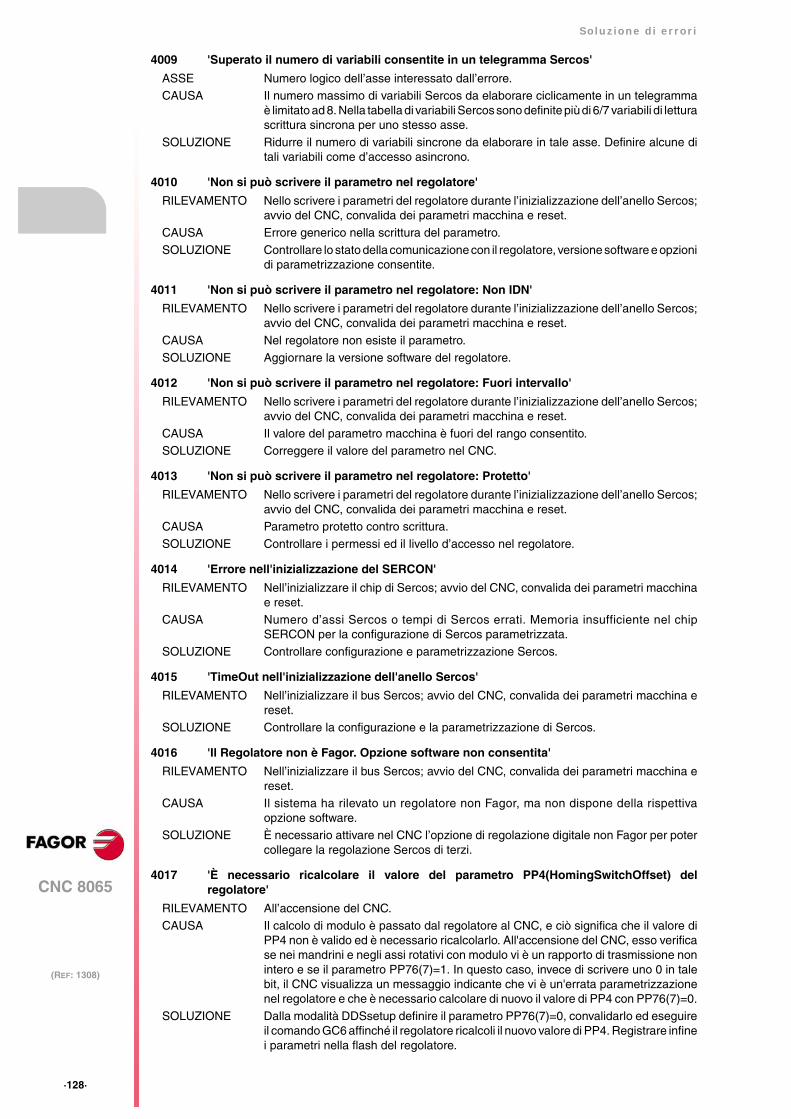
·128·
Soluzione di errori
CNC 8065
(REF: 1308)
4009 'Superato il numero di variabili consentite in un telegramma Sercos'
ASSE Numero logico dell’asse interessato dall’errore.CAUSA Il numero massimo di variabili Sercos da elaborare ciclicamente in un telegramma
è limitato ad 8. Nella tabella di variabili Sercos sono definite più di 6/7 variabili di letturascrittura sincrona per uno stesso asse.
SOLUZIONE Ridurre il numero di variabili sincrone da elaborare in tale asse. Definire alcune ditali variabili come d’accesso asincrono.
4010 'Non si può scrivere il parametro nel regolatore'
RILEVAMENTO Nello scrivere i parametri del regolatore durante l’inizializzazione dell’anello Sercos;avvio del CNC, convalida dei parametri macchina e reset.
CAUSA Errore generico nella scrittura del parametro.
SOLUZIONE Controllare lo stato della comunicazione con il regolatore, versione software e opzionidi parametrizzazione consentite.
4011 'Non si può scrivere il parametro nel regolatore: Non IDN'
RILEVAMENTO Nello scrivere i parametri del regolatore durante l’inizializzazione dell’anello Sercos;avvio del CNC, convalida dei parametri macchina e reset.
CAUSA Nel regolatore non esiste il parametro.
SOLUZIONE Aggiornare la versione software del regolatore.
4012 'Non si può scrivere il parametro nel regolatore: Fuori intervallo'
RILEVAMENTO Nello scrivere i parametri del regolatore durante l’inizializzazione dell’anello Sercos;avvio del CNC, convalida dei parametri macchina e reset.
CAUSA Il valore del parametro macchina è fuori del rango consentito.SOLUZIONE Correggere il valore del parametro nel CNC.
4013 'Non si può scrivere il parametro nel regolatore: Protetto'
RILEVAMENTO Nello scrivere i parametri del regolatore durante l’inizializzazione dell’anello Sercos;avvio del CNC, convalida dei parametri macchina e reset.
CAUSA Parametro protetto contro scrittura.
SOLUZIONE Controllare i permessi ed il livello d’accesso nel regolatore.
4014 'Errore nell'inizializzazione del SERCON'
RILEVAMENTO Nell’inizializzare il chip di Sercos; avvio del CNC, convalida dei parametri macchinae reset.
CAUSA Numero d’assi Sercos o tempi di Sercos errati. Memoria insufficiente nel chipSERCON per la configurazione di Sercos parametrizzata.
SOLUZIONE Controllare configurazione e parametrizzazione Sercos.
4015 'TimeOut nell'inizializzazione dell'anello Sercos'
RILEVAMENTO Nell’inizializzare il bus Sercos; avvio del CNC, convalida dei parametri macchina ereset.
SOLUZIONE Controllare la configurazione e la parametrizzazione di Sercos.
4016 'Il Regolatore non è Fagor. Opzione software non consentita'
RILEVAMENTO Nell’inizializzare il bus Sercos; avvio del CNC, convalida dei parametri macchina ereset.
CAUSA Il sistema ha rilevato un regolatore non Fagor, ma non dispone della rispettivaopzione software.
SOLUZIONE È necessario attivare nel CNC l’opzione di regolazione digitale non Fagor per potercollegare la regolazione Sercos di terzi.
4017 'È necessario ricalcolare il valore del parametro PP4(HomingSwitchOffset) delregolatore'
RILEVAMENTO All’accensione del CNC.
CAUSA Il calcolo di modulo è passato dal regolatore al CNC, e ciò significa che il valore diPP4 non è valido ed è necessario ricalcolarlo. All'accensione del CNC, esso verificase nei mandrini e negli assi rotativi con modulo vi è un rapporto di trasmissione nonintero e se il parametro PP76(7)=1. In questo caso, invece di scrivere uno 0 in talebit, il CNC visualizza un messaggio indicante che vi è un'errata parametrizzazionenel regolatore e che è necessario calcolare di nuovo il valore di PP4 con PP76(7)=0.
SOLUZIONE Dalla modalità DDSsetup definire il parametro PP76(7)=0, convalidarlo ed eseguireil comando GC6 affinché il regolatore ricalcoli il nuovo valore di PP4. Registrare infinei parametri nella flash del regolatore.
Soluzione di errori
CNC 8065
(REF: 1308)
·129·
4200 'Errore nel canale ciclico Sercos'
ASSE Numero logico dell'asse.CAUSA Errore nelle procedure di lettura o scrittura del canale ciclico (telegramma non valido
o fase diversa da 4).SOLUZIONE Contattare il servizio di assistenza tecnica.
4201 'Errore nel canale di servizio di Sercos'
ASSE Numero logico dell'asse.
VALORE 1 Errori nel driver Sercos. Visualizzare codici d’errore descritti nell’errore 4000.
VALORE 2 Errori nel driver Sercos. Visualizzare codici d’errore descritti nell’errore 4000.VALORE 3 Status del comando che ha provocato l’errore.
CAUSA Errore nel canale di servizio Sercos, nelle procedure derivanti dall’anello:• Lettura di variabili. Lista di errori.• Scrittura di variabili. Feedforward, ACforward, preselezione della gamma e KV.• Esecuzione di comandi. Parcheggiare asse o mandrino, cambio gamma.
SOLUZIONE Analizzare i codici d’errore per cercare di determinare l’origine dell’errore. Contattareil servizio di assistenza tecnica.
4202 'Manca Drive Enable (DRENA)'
ASSE Numero logico dell'asse.
CAUSA Durante lo spostamento di un asse, cade l’abilitazione DRENA di PLC.SOLUZIONE Analizzare la manovra di PLC per determinare cosa provoca la caduta del segnale
DRENA.
4203 'Manca Speed Enable (SPENA)'
ASSE Numero logico dell'asse.CAUSA Durante lo spostamento di un asse, cade l’abilitazione SPENA di PLC.
SOLUZIONE Analizzare la manovra di PLC per determinare cosa provoca la caduta del segnaleSPENA.
4204 'Errore in reset del driver SERCOS'
ASSE Numero logico dell'asse.
VALORE 1 Errori nel driver Sercos. Visualizzare codici d’errore descritti nell’errore 4000.
VALORE 2 Errori nel driver Sercos. Visualizzare codici d’errore descritti nell’errore 4000.CAUSA Errore nell’eseguire il comando reset di errori di un regolatore (ID 99). L’anello esegue
questo comando durante l’elaborazione di un reset del CNC se il regolatore stariportando degli errori.
SOLUZIONE Analizzare i codici d’errore per cercare di determinare l’origine dell’errore. Contattareil servizio di assistenza tecnica.
4205 'Errore nell’anello SERCOS'
VALORE Codici di errore che identificano l’origine o le origini del problema.
CAUSA Errore nel bus Sercos che provoca perdita di fase 4.
SOLUZIONE Analizzare i codici d’errore per cercare di determinare l’origine dell’errore. Contattareil servizio di assistenza tecnica.
4206 'Errore nel regolatore SERCOS'
ASSE Numero logico dell'asse.
CAUSA Il regolatore indica errore.
SOLUZIONE Analizzare i codici d'errore. Consultare il manuale del regolatore.
4207 'Manca Drive Status Ready (DRSTAF/DRSTAS)'
RILEVAMENTO Durante l’esecuzione.CAUSA Vigilanza DRSTAF, DRSTAS o del tandem, quando l’asse è in movimento.
SOLUZIONE Verificare i segnali di abilitazione e lo stato del regolatore.
Codice. Significato.
0x00000002 Rottura di fibra ottica.
0x00000100 Perdita di ATs.
0x00000200 Perdita di MSTs.
0x00008000 Errore nella trasmissione di ATs. (Fibra ottica o regolatore risettato)
0xFFFF0000 Errore in accesso alla RAM comune del SERCON.
·130·
Soluzione di errori
CNC 8065
(REF: 1308)
4209 'Errore nell'anello Sercos (fibra ottica)'
VALORE Codici di errore che identificano l’origine o le origini del problema.
CAUSA Rottura dell’anello Sercos, che provoca perdita di fase 4.
SOLUZIONE Eseguire le seguenti verifiche:• Garantire il buon collegamento e l’integrità della fibra ottica.• Verificare la parametrizzazione nel CNC e regolatori. Selettore di nodo del
regolatore (DriveID), parametri LOOPTIME, SERPOWSE, SERBRATE,OPMODE, ecc.
4210 'Errore nell’anello Sercos (MST perduto)'
VALORE Codici di errore che identificano l’origine o le origini del problema.
CAUSA Perdita di un messaggio di sincronismo, che provoca perdita di fase 4.SOLUZIONE Garantire la connettività attraverso l’intero anello (fibra ottica, maestro e slave).
4211 'Errore nell’anello Sercos (2 ATs perduti)'
ASSE Numero logico dell'asse.
VALORE Codici di errore che identificano l’origine o le origini del problema.
CAUSA Perdita di risposte di un regolatore, che provoca perdita di fase 4.
SOLUZIONE Determinare il regolatore difettoso e cambiare la scheda Sercos o lo stessoregolatore. Contattare il servizio di assistenza tecnica.
4212 'Errore nell’anello Sercos (ricezione di AT)'
ASSE Numero logico dell'asse.
VALORE Codici di errore che identificano l’origine o le origini del problema.
CAUSA Errore nel bus Sercos che provoca perdita di fase 4.
SOLUZIONE Garantire la connettività attraverso l’intero anello (fibra ottica, maestro e slave).
4300 'Non è registrato nessun server di variabili sercos'
RILEVAMENTO Nell'oscilloscopio.
CAUSA In un canale dell’oscilloscopio è definita una variabile Sercos, ma non vi è nessunserver di variabili Sercos per rispondere alla richiesta.
SOLUZIONE Verificare se il CNC si è avviato correttamente.
4303 'La variabile sercos non ha sets'
RILEVAMENTO Nell'oscilloscopio.
CAUSA In un canale dell’oscilloscopio è definita una variabile Sercos, nella cui sintassi èindicato il set ma la variabile non ha set.
SOLUZIONE Eliminare dal nome della variabile l’indicativo del set.
4500 'Errore nell'inizializzazione del Hw di Mechatrolink'
RILEVAMENTO Durante l’avviamento del CNC.CAUSA Non è stato possibile completare con successo la fase di inizializzazione della
comunicazione Mechatrolink.SOLUZIONE Verificare la parametrizzazione della comunicazione (protocollo, dimensioni dei dati,
numero di assi Mechatrolink, ecc.) e l’integrità fisica del bus (cablaggio, resistenzeterminatrici, assegnazione della numerazione di ogni stazione, ecc.).
Codice. Significato.
0x00000002 Rottura di fibra ottica.
Codice. Significato.
0x00000200 Perdita di MSTs.
Codice. Significato.
0x00000100 Perdita di ATs.
Codice. Significato.
0x00008000 Errore nella trasmissione di ATs. (Fibra ottica o regolatore risettato)
Soluzione di errori
CNC 8065
(REF: 1308)
·131·
4501 'Errore nel comando Mechatrolink'
RILEVAMENTO Durante l'esecuzione del CNC.CAUSA Errore nell’esecuzione di un comando Mechatrolink dal maestro a uno slave
determinato.SOLUZIONE Identificare il comando che ha prodotto l’errore ed il relativo slave. Verificare
eventualmente le condizioni affinché il comando possa essere completato consuccesso (stato del regolatore, alimentazione, potenza, collegamenti del motore,ecc.).
4502 'Time out nell'inizializzazione di Mechatrolink'
RILEVAMENTO Durante l’avviamento del CNC.
CAUSA Non è stata completata l’inizializzazione della comunicazione Mechatrolink.
SOLUZIONE Verificare la parametrizzazione della comunicazione (protocollo, dimensioni dei dati,numero di assi Mechatrolink, ecc.) e l’integrità fisica del bus (cablaggio, resistenzeterminatrici, assegnazione della numerazione di ogni stazione, ecc.).
4503 'Allarme del comando Mechatrolink'
RILEVAMENTO Durante l'esecuzione del CNC.
CAUSA L’esecuzione di un comando Mechatrolink dal maestro a un determinato slaveprovoca una situazione di allarme in tale dispositivo.
SOLUZIONE Identificare il codice dell’allarme riportato e consultare il manuale dello slaveMechatrolink per ottenere informazione più specifica.
4504 'Errore della comunicazione nel Bus Mechatrolink'
RILEVAMENTO Durante l'esecuzione del CNC.
CAUSA Errore nel trasferimento di informazione ciclica fra il maestro Mechatrolink e unoslave.
SOLUZIONE Controllare l’hardware del maestro e l’integrità fisica del bus (cablaggio, resistenzeterminatrici, assegnazione della numerazione di ogni stazione, ecc).
4505 'Avviso nel comando Mechatrolink'
RILEVAMENTO Durante l'esecuzione del CNC.
CAUSA L’esecuzione di un comando Mechatrolink dal maestro a un determinato slaveprovoca una situazione di warning in tale dispositivo.
SOLUZIONE Identificare il codice del warning riportato e consultare il manuale dello slaveMechatrolink per ottenere informazione più specifica.
4506 'Manca Power On in slave Mechatrolink'
RILEVAMENTO Durante l’esecuzione del CNC, dopo essere entrato in stato di spostamentointerpolato.
CAUSA Uno degli assi slave Mechatrolink non può completare un comando di spostamentoper mancanza di potenza.
SOLUZIONE Controllare i collegamenti di potenza dell’armadio e la manovra del PLC che ha ilcompito di abilitare i regolatori.
4507 'Allarme sul sottocomando Mechatrolink'
RILEVAMENTO Durante l'esecuzione del CNC.
CAUSA L’esecuzione di un sottocomando Mechatrolink dal maestro a un determinato slaveprovoca una situazione di allarme in tale dispositivo.
SOLUZIONE Identificare il codice dell’allarme riportato e consultare il manuale dello slaveMechatrolink per ottenere informazione più specifica.
4508 'Avviso sul sottocomando Mechatrolink'
RILEVAMENTO Durante l'esecuzione del CNC.
CAUSA L’esecuzione di un sottocomando Mechatrolink dal master a un determinato slaveprovoca una situazione di warning in tale dispositivo.
SOLUZIONE Identificare il codice del warning riportato e consultare il manuale dello slaveMechatrolink per ottenere informazione più specifica.
·132·
Soluzione di errori
CNC 8065
(REF: 1308)
5000-5999
5000 'Errore di PLC: Non esiste timer'
RILEVAMENTO Procedure di lettura dei dati di timer di PLC.
CAUSA Richiesta di lettura di un timer che non esiste.
SOLUZIONE Verificare il numero del timer; timer validi da T1 a T256.
5001 'Errore di PLC: Non esiste contatore'
RILEVAMENTO Procedure di lettura dei dati di contatori di PLC.CAUSA Richiesta di lettura di un contatore che non esiste.
SOLUZIONE Verificare il numero del contatore; contatori validi, da T1 a T256.
5002 'CNCRD: Variabile non identificata'
RILEVAMENTO Nell'eseguire un'istruzione CNCRD.
CAUSA La variabile non esiste. Se l’errore si verifica in fase d’avvio, è possibile che il PLCstia cercando di eseguire un’istruzione CNCRD prima che l’indicatore SERCOSRDYsia attivo.
SOLUZIONE Verificare la sintassi della variabile. Se l’errore si verifica in fase d’avvio, condizionarela lettura della variabile alla preventiva attivazione dell’indicatore SERCOSRDY.
5003 'CNCWR: Variabile non identificata'
RILEVAMENTO Nell'eseguire un'istruzione CNCWR.
CAUSA La variabile non esiste.
SOLUZIONE Verificare la sintassi della variabile.
5004 'Variabile senza permesso di lettura per PLC'
RILEVAMENTO Nell'eseguire un'istruzione CNCRD.CAUSA Lettura di una variabile che non ha permesso di lettura dal PLC.
SOLUZIONE Verificare i permessi della variabile.
5005 'Variabile senza permesso di scrittura per PLC'
RILEVAMENTO Nell'eseguire un'istruzione CNCWR.
CAUSA Scrittura di una variabile che non ha permesso di scrittura dal PLC.SOLUZIONE Verificare i permessi della variabile.
5006 'Scrittura di variabile da PLC fuori intervallo'
RILEVAMENTO Nell'eseguire un'istruzione CNCWR.CAUSA Il valore assegnato alla variabile non è valido.
SOLUZIONE Verificare la sintassi della variabile e i valori validi.
5007 'Errore sintattico nella scrittura di variabile da PLC'
RILEVAMENTO Nell'eseguire un'istruzione CNCWR.
CAUSA La variabile non esiste o non ha permesso di scrittura dal PLC.SOLUZIONE Verificare la sintassi e i permessi della variabile.
5008 'Impossibile eseguire la scrittura della variabile da PLC'
RILEVAMENTO Nell'eseguire un'istruzione CNCWR.
CAUSA Scrittura di un parametro aritmetico globale o locale che non esiste.
SOLUZIONE Verificare la parametrizzazione dei parametri globali e locali, così come il programmadi PLC.
5009 'Errore sintattico nella lettura di variabile da PLC'
RILEVAMENTO Nell'eseguire un'istruzione CNCRD.
CAUSA La variabile non esiste o non ha permesso di lettura dal PLC.SOLUZIONE Verificare la sintassi e i permessi della variabile.
Soluzione di errori
CNC 8065
(REF: 1308)
·133·
5010 'Divisione per zero nel PLC'
RILEVAMENTO Nell'eseguire un'istruzione DVS o MDS.CAUSA Il denominatore di un'operazione DVS o MDS è 0.
SOLUZIONE Rivedere il programma PLC. Non eseguire divisioni per 0.
5013 'Errore nella lettura di ingressi digitali del PLC'
RILEVAMENTO Nel leggere gli ingressi digitali del PLC.
CAUSA La tabella di configurazione I/O digitali non è valida.SOLUZIONE Controllare tabella di configurazione I/O digitali. Se l'errore persiste, rivolgersi alla
Fagor Automation.
5014 'Errore nella scrittura di uscite digitali del PLC'
RILEVAMENTO Nello scrivere le uscite digitali del PLC.CAUSA La tabella di configurazione I/O digitali non è valida o il PLC ha ricevuto una richiesta
di scrittura prima di concludere quella precedente.SOLUZIONE Controllare la tabella di configurazione I/O digitali, eseguire le verifiche opportune per
garantire l’integrità del bus CAN o aumentare il tempo di ciclo nel parametroPLCFREQ. Se l'errore persiste, rivolgersi alla Fagor Automation.
5015 'Impossibile eseguire la lettura della variabile da PLC'
RILEVAMENTO Nell'eseguire un'istruzione CNCRD.
CAUSA Lettura di un parametro aritmetico globale o locale che non esiste.SOLUZIONE Verificare la parametrizzazione dei parametri globali e locali, così come il programma
di PLC.
5016 'Valore di lettura fuori intervallo'
RILEVAMENTO Nell'eseguire un'istruzione CNCRD.CAUSA Dato letto fuori intervallo.
SOLUZIONE Verificare la sintassi dell’istruzione.
5017 'Blocco nullo di CNCEX'
RILEVAMENTO Nell'eseguire un'istruzione CNCEX.
CAUSA Il blocco programmato nell’istruzione CNCEX è nullo o il canale programmato nonè disponibile.
SOLUZIONE Controllare il blocco da eseguire e lo stato del canale.
5018 'Non è stata eseguita CNCEX perché l'indicatore di comunicazione è a "1"'
RILEVAMENTO Nell'eseguire un'istruzione CNCEX.CAUSA L’indicatore programmato nell’istruzione CNCEX è già attivo nell’eseguire
l’istruzione. Può essere dovuto ad un’errata programmazione dell’istruzione o perchéil canale è occupato con un’altra istruzione CNCEX.
SOLUZIONE Controllare nel programma di PLC la logica dell’istruzione CNCEX e degli indicatoriutilizzati.
5019 'CNCEX: Canale di esecuzione non disponibile'
RILEVAMENTO Nell'eseguire un'istruzione CNCEX.
CAUSA Il canale programmato nell’istruzione CNCEX non è disponibile. Il canale staeseguendo un altro blocco, un altro programma o è in uno stato non adeguato.
SOLUZIONE Verificare lo stato del canale programmato nell’istruzione CNCEX.
5020 'CNCEX: Esecuzione non terminata'
RILEVAMENTO Nell'eseguire un'istruzione CNCEX.
CAUSA L'istruzione CNCEX non può eseguire il blocco sul canale indicato.SOLUZIONE Verificare lo stato del canale programmato nell’istruzione CNCEX.
5021 'CNCEX: Il canale indicato non è di PLC'
RILEVAMENTO Nell'eseguire un'istruzione CNCEX.
CAUSA Il canale programmato nell’istruzione CNCEX non è di PLC..
SOLUZIONE Verificare la sintassi dell’istruzione. Controllare nei parametri macchina il tipo dicanale (parametro CHTYPE).
·134·
Soluzione di errori
CNC 8065
(REF: 1308)
5022 'PLC: Troppi CNCRD e CNCWR di variabili asincrone'
RILEVAMENTO Durante l’esecuzione di comandi CNCRD e CNCWR di variabili asincrone, così comedurante l’esecuzione di comandi CNCEX.
CAUSA Numero eccessivo di petizioni asincrone da PLC.• Comando CNCEX.• Comandi CNCRD e CNCWR di variabili asincrone dei regolatori.• Comando CNCWR di variabili d’utensili.• Comando CNCRD di variabili d’utensili che non si trovano nel magazzino.
SOLUZIONE I valori riportati nel warning sono i numeri delle indicatori di PLC che controllano leprocedure CNCRD, CNCWR e CNCEX che causano l’errore. Per eliminare l’errore,controllare la manovra del PLC affinché non avvengano tante petizioni asincrone allavolta.
5023 'Errore nella lettura di ingressi digitali locali'
RILEVAMENTO Nel leggere gli ingressi digitali locali (unità centrali ICU e MCU).
CAUSA La lettura è diretta nelle unità centrali ICU e MCU, quindi sarebbe un errore formalenella richiesta al driver.
SOLUZIONE Controllare l'installazione dei drivers del CNC.
5024 'Errore nella scrittura di uscite digitali locali'
RILEVAMENTO Nello scrivere le uscite digitali locali (unità centrali ICU e MCU).
CAUSA La scrittura è diretta nelle unità centrali ICU e MCU, e quindi sarebbe un erroreformale nella richiesta al driver.
SOLUZIONE Controllare l'installazione dei drivers del CNC.
5025 'Contatore di PLC disabilitato'
RILEVAMENTO Durante l’avviamento del CNC.CAUSA Il contatore è disabilitato dal programma di PLC o dal monitoraggio.
SOLUZIONE Dopo questo avviso, il PLC forza l’abilitazione del contatore (CEN = 1) in modoautomatico.
5026 'CNCWR: La variabile ammette solo il valore '0''
RILEVAMENTO Durante l’esecuzione di comandi CNCWR.
CAUSA Il PLC ha cercato di scrivere un valore diverso da 0 in una variabile che ammette soloil valore 0 (zero).
SOLUZIONE Rivedere il programma di PLC. Scrivere il valore 0 nella variabile o eliminare ilcomando CNCWR.
Soluzione di errori
CNC 8065
(REF: 1308)
·135·
6000-6999
6000 'Allarme di retroazione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Allarme di retroazione in un asse analogico (parametro FBACKAL).
Per segnale TTL differenziale.• Uno o più cavi rotti (segnali A, B o relativi negativi).• Ingresso di retroazione staccato nel contatore.
Per segnale sinusoidale differenziale.• Uno o più cavi rotti (segnali A, B o relativi negativi).• Ingresso di retroazione staccato nel contatore.• Ampiezza segnale d’ingresso al di sopra di 1,45 Vpp circa.• Ampiezza segnale d’ingresso al di sotto di 0,4 Vpp circa.• Eccessivo sfasamento fra segnali A e B (in quadratura, in teoria).
Per segnali non differenziali, l’allarme di retroazione deve essere disabilitato.
SOLUZIONE Controllare i cavi ed il collegamento degli ingressi di retroazione. Se l’errore persiste,contattare il servizio di assistenza tecnica.
6001 'Allarme del test di tendenza attivato'
RILEVAMENTO Quando un asse s’imballa ed è attiva il monitoraggio del test di tendenza.
CAUSA Rialimentazione positiva nell’asse per un tempo superiore a quello definito nelparametro ESTDELAY.
SOLUZIONE Impostare il segno del segnale analogico (parametro AXISCHG), la retroazione(LOOPCHG) e tempo assegnato al parametro ESTDELAY.
6002 'Il programma PLC non è avviato'
RILEVAMENTO Durante l’avvio del CNC o il monitoraggio del programma del PLC.
CAUSA Il programma di PLC non sta in funzionamento.• Installazione di una nuova versione software.• L’utente ha fermato il PLC, dimenticando di avviarlo.
SOLUZIONE Mettere in funzionamento il programma PLC. Se necessario, compilare il programmadi PLC.
6003 'Emergenza esterna attivata'
RILEVAMENTO Durante l’avvio del CNC o il monitoraggio del programma del PLC.
CAUSA L'indicatore _EMERGEN del PLC è disattivato.SOLUZIONE Verificare lo stato dei pulsanti d’emergenza. Verificare la logica del segnale
_EMERGEN nel programma di PLC.
6004 'Errore nell'inizializzazione del Bus CAN'
RILEVAMENTO Durante l’avviamento del CNC.CAUSA Errore nell’inizializzazione del bus CAN in fase d’accensione, allo scopo di avviare
la tastiera CAN. I codici d’errore sono diversi per i casi di bus CANfagor e del busCANopen.
Codici d'errore per il bus CANopen.
Codice. Significato.
14 Errore nel reset del micro della COMPCI (mal funzionamento del micro,contatti non adeguati, ecc).
15 Problemi nel collegamento o nella configurazione degli slave CANopen.
·136·
Soluzione di errori
CNC 8065
(REF: 1308)
Codici d'errore per il bus CANfagor.
SOLUZIONE Se l’errore persiste, contattare il servizio di assistenza tecnica.
6005 'Errore nel selezionare frequenza di lavoro del BUS CAN'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Uno o vari nodi non si sintonizzano alla frequenza parametrizzata.SOLUZIONE Eseguire le seguenti verifiche. Se l’errore persiste, contattare il servizio di assistenza
tecnica.• Verificare che la lunghezza del cavo CAN sia quella adeguata per la frequenza.• Verificare nella modalità diagnosi che il CNC riconosca tutti i moduli.• Utilizzare l’utensile itfcCAN.exe per verificare il bus CAN (solo servizio assistenza
tecnica).
6006 'Uno o più nodi CAN non rispondono'
RILEVAMENTO Durante l’esecuzione.
CAUSA Uno o vari nodi remoti non rispondono più per reset, cortocircuiti, mal funzionamento,ecc. I codici d’errore sono diversi per i casi di bus CANfagor e del bus CANopen. Peril bus CANopen, la finestra d’errore indica qual è il modulo che provoca l’errore.
Codici d'errore per il bus CANfagor.
Codici d'errore per il bus CANopen.
SOLUZIONE Verificare nella modalità diagnosi che il CNC riconosca tutti i moduli. Verificare ilpinout del cavo CAN. Se l’errore persiste, contattare il servizio di assistenza tecnica.
6007 'Watchdog nella COMPCI'
RILEVAMENTO Durante l’esecuzione.CAUSA La COMPCI non risponde; possibile mal funzionamento, contatti, ecc.
SOLUZIONE Se l’errore persiste, contattare il servizio di assistenza tecnica.
6008 'Watchdog in PC + COMPCI'
RILEVAMENTO Durante l’esecuzione.
CAUSA La COMPCI ed il PC non rispondono per mal funzionamento, contatti, perdite di RTIT, ecc.
SOLUZIONE Verificare nella modalità diagnosi la configurazione del bus CAN e se si verificanoperdite di ITs. Se l’errore persiste, contattare il servizio di assistenza tecnica.
Codice. Significato.
-1 / -2 / -3 165 in stato d’errore o non risponde (problema nella COMPCI).
-4 / -5 Struttura di memoria diversa per PC e COMPCI (possibili differenze diversioni).
-6 Errore in EnableCyclicRead(MD_JOG).
-7 Problemi nell’identificazione dei nodi (stesso gruppo e numero di nodo).
-8 Problemi nell'identificazione dei nodi (nodo extra rilevato).
-9 Password d'acceso a IniCan non valido.
-10 Errore in test hardware della COMPCI.
-11 Errore in test hardware del nodo remoto.
Codice. Significato.
-1 / -6 Più di tre nodi perduti.
-3 1 nodo perduto.
-4 2 nodo perduto.
-5 3 nodo perduto.
Codice. Significato.
2 Timeout (il nodo risponde).
3 Errore nel bit di toggle.
4 Il nodo risponde ma il suo stato non è corretto.
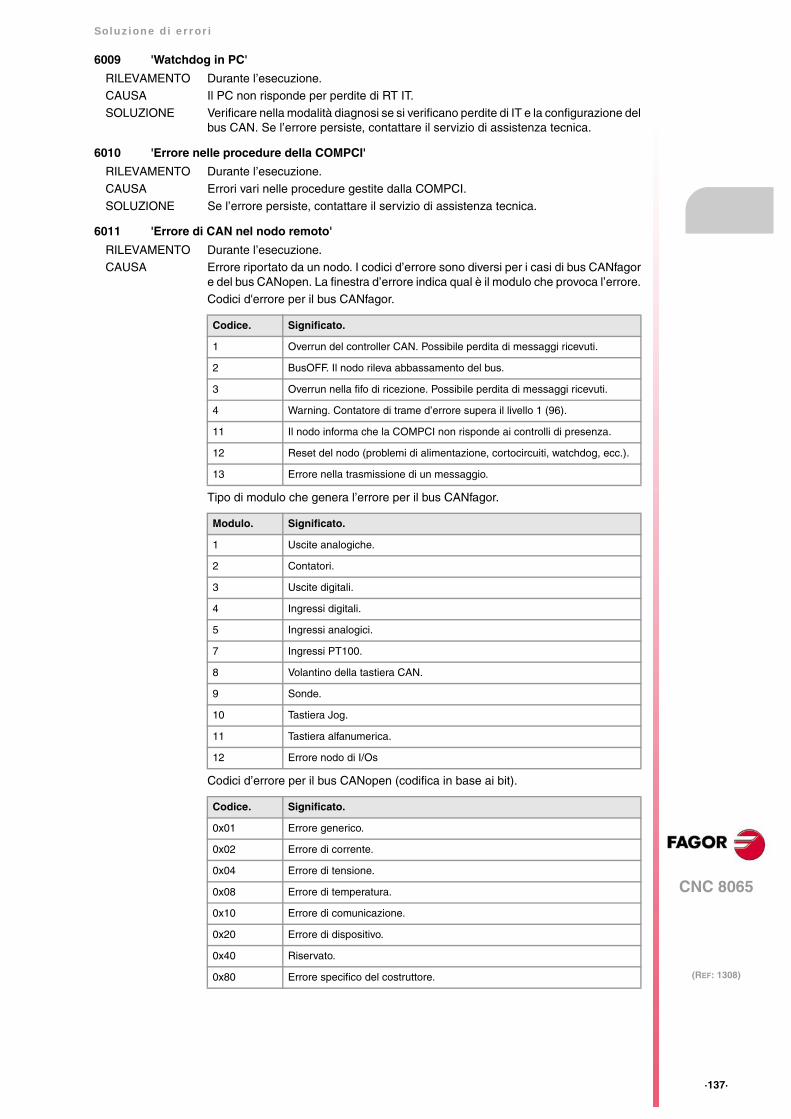
Soluzione di errori
CNC 8065
(REF: 1308)
·137·
6009 'Watchdog in PC'
RILEVAMENTO Durante l’esecuzione.CAUSA Il PC non risponde per perdite di RT IT.
SOLUZIONE Verificare nella modalità diagnosi se si verificano perdite di IT e la configurazione delbus CAN. Se l’errore persiste, contattare il servizio di assistenza tecnica.
6010 'Errore nelle procedure della COMPCI'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errori vari nelle procedure gestite dalla COMPCI.
SOLUZIONE Se l’errore persiste, contattare il servizio di assistenza tecnica.
6011 'Errore di CAN nel nodo remoto'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore riportato da un nodo. I codici d’errore sono diversi per i casi di bus CANfagor
e del bus CANopen. La finestra d’errore indica qual è il modulo che provoca l’errore.Codici d'errore per il bus CANfagor.
Tipo di modulo che genera l’errore per il bus CANfagor.
Codici d’errore per il bus CANopen (codifica in base ai bit).
Codice. Significato.
1 Overrun del controller CAN. Possibile perdita di messaggi ricevuti.
2 BusOFF. Il nodo rileva abbassamento del bus.
3 Overrun nella fifo di ricezione. Possibile perdita di messaggi ricevuti.
4 Warning. Contatore di trame d’errore supera il livello 1 (96).
11 Il nodo informa che la COMPCI non risponde ai controlli di presenza.
12 Reset del nodo (problemi di alimentazione, cortocircuiti, watchdog, ecc.).
13 Errore nella trasmissione di un messaggio.
Modulo. Significato.
1 Uscite analogiche.
2 Contatori.
3 Uscite digitali.
4 Ingressi digitali.
5 Ingressi analogici.
7 Ingressi PT100.
8 Volantino della tastiera CAN.
9 Sonde.
10 Tastiera Jog.
11 Tastiera alfanumerica.
12 Errore nodo di I/Os
Codice. Significato.
0x01 Errore generico.
0x02 Errore di corrente.
0x04 Errore di tensione.
0x08 Errore di temperatura.
0x10 Errore di comunicazione.
0x20 Errore di dispositivo.
0x40 Riservato.
0x80 Errore specifico del costruttore.
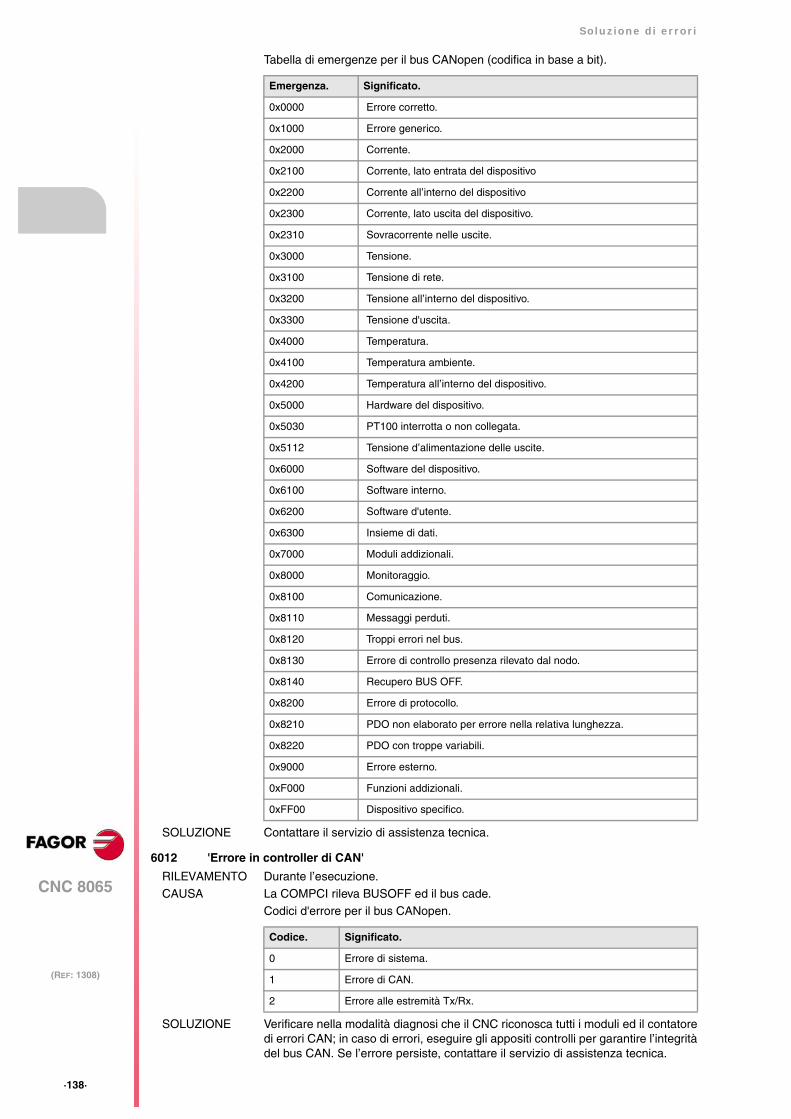
·138·
Soluzione di errori
CNC 8065
(REF: 1308)
Tabella di emergenze per il bus CANopen (codifica in base a bit).
SOLUZIONE Contattare il servizio di assistenza tecnica.
6012 'Errore in controller di CAN'
RILEVAMENTO Durante l’esecuzione.
CAUSA La COMPCI rileva BUSOFF ed il bus cade.Codici d'errore per il bus CANopen.
SOLUZIONE Verificare nella modalità diagnosi che il CNC riconosca tutti i moduli ed il contatoredi errori CAN; in caso di errori, eseguire gli appositi controlli per garantire l’integritàdel bus CAN. Se l’errore persiste, contattare il servizio di assistenza tecnica.
Emergenza. Significato.
0x0000 Errore corretto.
0x1000 Errore generico.
0x2000 Corrente.
0x2100 Corrente, lato entrata del dispositivo
0x2200 Corrente all’interno del dispositivo
0x2300 Corrente, lato uscita del dispositivo.
0x2310 Sovracorrente nelle uscite.
0x3000 Tensione.
0x3100 Tensione di rete.
0x3200 Tensione all’interno del dispositivo.
0x3300 Tensione d'uscita.
0x4000 Temperatura.
0x4100 Temperatura ambiente.
0x4200 Temperatura all’interno del dispositivo.
0x5000 Hardware del dispositivo.
0x5030 PT100 interrotta o non collegata.
0x5112 Tensione d’alimentazione delle uscite.
0x6000 Software del dispositivo.
0x6100 Software interno.
0x6200 Software d'utente.
0x6300 Insieme di dati.
0x7000 Moduli addizionali.
0x8000 Monitoraggio.
0x8100 Comunicazione.
0x8110 Messaggi perduti.
0x8120 Troppi errori nel bus.
0x8130 Errore di controllo presenza rilevato dal nodo.
0x8140 Recupero BUS OFF.
0x8200 Errore di protocollo.
0x8210 PDO non elaborato per errore nella relativa lunghezza.
0x8220 PDO con troppe variabili.
0x9000 Errore esterno.
0xF000 Funzioni addizionali.
0xFF00 Dispositivo specifico.
Codice. Significato.
0 Errore di sistema.
1 Errore di CAN.
2 Errore alle estremità Tx/Rx.
Soluzione di errori
CNC 8065
(REF: 1308)
·139·
6013 'Timeout nell'inizializzazione di CAN'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Errore nella procedura di inizializzazione del bus CAN per problemi nel bus.
Sequenza di spegnimento e accensione troppo rapida.SOLUZIONE Eseguire le seguenti verifiche e azioni per garantire l’integrità del bus CAN:
• Non vi sono gruppi CAN con lo stesso indirizzo selezionato.• Il selettore di nodo della COMPCI deve essere 0.• Terminale linea.• Collegamento a terra.• Continuità del cavo CAN.• Connettori del cavo CAN (se necessario, staccarli e rimontarli).• Collegamento del cavo piatto fra i nodi e la fonte.• Fonti d’alimentazione dei gruppi CAN (livelli, eventuali reset, ecc.).• Vedere nella modalità diagnosi se si riconoscono tutti i moduli.• Utilizzare l’utensile itfcCAN.exe per verificare il bus CAN (solo servizio assistenza
tecnica).Se l’errore persiste, contattare il servizio di assistenza tecnica.
6014 'Errore nel accesso a DPRAM nella COMPCI'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca l’accesso alla memoria RAM comune della COMPCI per errore di hardware,mal contatto, ecc. In fase d’avvio è ciclicamente, il CNC e la COMPCI eseguono testdi lettura e scrittura della RAM comune.
SOLUZIONE La modalità diagnosi offre informazione addizionale all’errore. Contattare il serviziodi assistenza tecnica.
6015 'Contapezzi di errori CAN supera livello 1'
RILEVAMENTO Durante l’esecuzione.CAUSA Il contatore di trame d’errore (Rx/Tx) supera il livello critico 1 (96).
SOLUZIONE Eseguire le apposite verifiche per garantire l’integrità del bus CAN. Se l’errorepersiste, contattare il servizio di assistenza tecnica.
6016 'Contapezzi di errori CAN in livello critico'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il contatore di trame d’errore (Rx/Tx) supera il livello critico (127).
SOLUZIONE Eseguire le apposite verifiche per garantire l’integrità del bus CAN. Se l’errorepersiste, contattare il servizio di assistenza tecnica.
6017 'Overrun in FIFO del controller CAN'
RILEVAMENTO Durante l’esecuzione.
CAUSA Overflow nella FIFO di ricezione del controller di CAN. Possibile perdita di messaggiricevuti.
SOLUZIONE Contattare il servizio di assistenza tecnica.
6018 'Overrun in FIFO CAN della COMPCI'
RILEVAMENTO Durante l’esecuzione.
CAUSA Overflow nella FIFO di ricezione della COMPCI. Possibile perdita di messaggiricevuti.
SOLUZIONE Contattare il servizio di assistenza tecnica.
6019 'Timeout in letture di CAN'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nelle procedure cicliche di lettura degli ingressi digitali, analogici, contatori e
volantini di tastiera. Uno dei nodi non ha inviato in tempo il messaggio.SOLUZIONE Verificare nella modalità diagnosi che il CNC riconosca tutti i moduli ed il contatore
di errori CAN; in caso di errori, eseguire gli appositi controlli per garantire l’integritàdel bus CAN. Se necessario, aumentare i tempi di ciclo (parametri LOOPTIME ePLCFREQ). Se l’errore persiste, contattare il servizio di assistenza tecnica.
·140·
Soluzione di errori
CNC 8065
(REF: 1308)
6020 'Sovrapposizione del ciclo di CAN'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nelle procedure cicliche di lettura degli ingressi digitali, analogici, contatori e
volantini di tastiera. Uno dei nodi non ha inviato in tempo il messaggio.SOLUZIONE Verificare nella modalità diagnosi che il CNC riconosca tutti i moduli ed il contatore
di errori CAN; in caso di errori, eseguire gli appositi controlli per garantire l’integritàdel bus CAN. Se necessario, aumentare i tempi di ciclo (parametri LOOPTIME ePLCFREQ). Se l’errore persiste, contattare il servizio di assistenza tecnica.
6021 'Problemi nella trasmissione di CAN'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nelle procedure di trasmissione di uscite digitali, analogiche, ecc. Possibilecollasso del bus.
SOLUZIONE Verificare nella modalità diagnosi che il CNC riconosca tutti i moduli ed il contatoredi errori CAN; in caso di errori, eseguire gli appositi controlli per garantire l’integritàdel bus CAN. Se necessario, aumentare i tempi di ciclo (parametri LOOPTIME ePLCFREQ). Se l’errore persiste, contattare il servizio di assistenza tecnica.
6022 'Errore nell’inizializzazione del contatore dell'asse'
RILEVAMENTO Durante l’avviamento del CNC.
CAUSA Il contatore non esiste. La finestra d’errore indica qual è il contatore che provocal’errore.
SOLUZIONE Controllare i parametri macchina. Se l’errore persiste, contattare il servizio diassistenza tecnica.
6023 'Errore nell’inizializzazione del contatore del volantino'
RILEVAMENTO Durante l’avviamento del CNC.
CAUSA Il contatore non esiste. La finestra d’errore indica qual è il contatore che provocal’errore.
SOLUZIONE Controllare i parametri macchina. Se l’errore persiste, contattare il servizio diassistenza tecnica.
6024 'Errore nell’inizializzazione del volantino della schermata'
RILEVAMENTO Durante l’avviamento del CNC.
CAUSA L'ingresso del volantino non esiste. La finestra d’errore indica qual è il volantino cheprovoca l’errore.
SOLUZIONE Controllare i parametri macchina. Se l’errore persiste, contattare il servizio diassistenza tecnica.
6025 'Errore di checksum nella COMPCI'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel cheksum dei dati delle uscite digitali o analogiche che sono stati inviati dalPC alla COMPCI, attraverso la memoria RAM comune.
Codici d'errore per il bus CANfagor.
SOLUZIONE Contattare il servizio di assistenza tecnica.
6026 'Errore di hardware nella COMPCI'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Errore nel test hardware della COMPCI. All’avvio si realizzato i seguenti test; Flash,RAM comune, RAM esterna, RAM interna e controller CAN.
SOLUZIONE Nella modalità diagnosi, si presenta informazione dettagliata sul tipo di errore.Verificare che la versione di software della COMPCI sia quella giusta. Contattare ilservizio di assistenza tecnica.
Codice. Significato.
1 Uscite analogiche.
3 Uscite digitali.

Soluzione di errori
CNC 8065
(REF: 1308)
·141·
6027 'Errore hardware nel nodo remoto CAN'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Errore nel test di hardware dei nodi remoti. All’avvio si realizzano i seguenti test;
Flash, RAM e controller CAN.SOLUZIONE Nella modalità diagnosi, si presenta informazione dettagliata sul tipo di errore.
Verificare che la versione di software della COMPCI sia quella giusta. Contattare ilservizio di assistenza tecnica.
6028 'Errore in accesso alla RAM del SERCON'
RILEVAMENTO Durante l’avviamento del sistema o durante l'esecuzione.
CAUSA Errore nel test della RAM comune del SERCON (accessi R/W in modalitàByte/Word). Il CNC esegue questo test all’avvio e in ogni ciclo di Sercos, durante lafase 4, per verificare l’integrità dei dati della memoria RAM del SERCON.
SOLUZIONE Problema di hardware della Sercos o collegamenti al Bus PCI. Contattare il serviziodi assistenza tecnica.
6029 'Limite di incremento di posizione superato nel CNC'
RILEVAMENTO Durante l’esecuzione.
CAUSA Incremento di posizione eccessivo in un asse analogico. Errore hardware del nodocontatore, accessi alla COMPCI (collegamenti), ecc.
SOLUZIONE Contattare il servizio di assistenza tecnica.
6030 'Limite di incremento di posizione superato nel nodo contatore di CAN'
RILEVAMENTO Durante l’esecuzione.
CAUSA Incremento di posizione eccessivo in un asse analogico. Errore hardware del nodocontatore.
SOLUZIONE Contattare il servizio di assistenza tecnica.
6031 'Versione di soft incompatibile in COMPCI/Noti remoti'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Versione di software incompatibile in CNC e COMPCI o moduli remoti.
SOLUZIONE Aggiornare il software della COMPCI e moduli remoti.
6032 'Errore nella configurazione della tastiera CAN'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’165 non risponde o vi sono problemi nella comunicazione CAN.SOLUZIONE Controllare il collegamento attraverso il bus CAN e la versione della COMPCI.
6033 'La configurazione di CAN non coincide con la configurazione salvata su file"
RILEVAMENTO Durante l’avviamento del sistema o durante l'esecuzione.
CAUSA La configurazione CAN salvate in disco non coincide con quella rilevata in avvio.Possibili cambiamenti nella configurazione CAN che non sono stati salvati,cambiamenti non desiderati nei parametri macchina o la configurazione CAN non harilevato correttamente tutti i nodi.
SOLUZIONE Nella modalità diagnosi, verificare se le impostazioni CAN rilevate coincidono conquelle reali; in tal caso salvare le impostazioni. Altrimenti verificare se è un errore nellaparametrizzazione o se vi è un errore nel rilevamento dei nodi.
6034 'Reset in nodo CAN'
RILEVAMENTO Durante l’esecuzione.CAUSA Nodo CAN risettato. La finestra d'errore indica il numero di nodo.
SOLUZIONE Verificare che l’alimentazione del nodo sia corretta. Se non vi sono problemi nel bus,sostituire il nodo. Contattare il servizio di assistenza tecnica.
6035 'Errore nell'inizializzazione di IO locali'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Nel CNC sono impostate più uscite digitali locali di quelle esistenti.
SOLUZIONE Definire un massimo di 8 uscite digitali locali.
6036 'Manca alimentazione di IOs locali'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca l’alimentazione negli I/O locali (unità centrali ICU e MCU).
SOLUZIONE Alimentare gli I/O locali con 24 V.
·142·
Soluzione di errori
CNC 8065
(REF: 1308)
6037 'Parametro LOOPTIME non è valido per la configurazione di CAN'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Il valore del parametro LOOPTIME è troppo piccolo non è valido.
SOLUZIONE Verificare che il valore assegnato al parametro LOOPTIME sia multiplo di 0,5, ms emaggiore di 1,5, ms. Aumentare il valore se la configurazione CAN lo consiglia.
6038 'Superato il limite massimo sugli elementi CAN nel sistema'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Un elemento del bus CAN supera il massimo consentito; numero ingressi o usciteanalogiche, ingressi o uscite digitali o contatori.
SOLUZIONE Spegnere il CNC e togliere elementi del bus sino ad entrare nei limiti.
6039 'Errore nell'abilitazione di ingresso PT100'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Parametrizzazione errata di uno degli ingressi PT100.SOLUZIONE Controllare i parametri macchina generali NPT100 e PT100.
6040 'Errore nella lettura del jog locale'
RILEVAMENTO Durante l'esecuzione del CNC.
CAUSA Errore ripetitivo nella lettura del modulo locale jog della unità centrale ICU MCU.
SOLUZIONE Controllare l’hardware e la comunicazione fra jog locale e unità centrale.
6041 'Rilevata tastiera configurata in modalità 15"'
RILEVAMENTO Dopo un reset del CNC.CAUSA Il CNC ha rilevato una tastiera 8065 (qwerty o jog) configurata per comunicare con
versioni precedenti alla V04.10.SOLUZIONE Identificare le tastiere 8065 (qwerty e jog) e configurarle correttamente. Contattare
il servizio di assistenza tecnica.
Soluzione di errori
CNC 8065
(REF: 1308)
·143·
7000-7999
7001 'Due Ts consecutive in magazzino ciclico (M6 necessaria)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il magazzino è ciclico e sono programmati due utensili consecutivi senza M06.
SOLUZIONE In un magazzino ciclico occorre programmare M06 dopo ogni utensile.
7002 'L'utensile non è nel magazzino e non sono consentiti utensili di terra'
RILEVAMENTO Durante l’esecuzione.CAUSA È stato programmato un utensile che è nella tabella utensili, ma non è nella tabella
del magazzino. In questo caso, il CNC intende che l’utensile è di terra, ma neiparametri macchina è specificato che non sono ammessi utensili di terra.
SOLUZIONE Configurare la macchina per accettare utensili di terra o includere l’utensile nellatabella del magazzino.
7003 'T non definita nella tabella'
RILEVAMENTO Durante l’esecuzione.
CAUSA L'utensile programmato non è definito nella tabella utensili.SOLUZIONE Tutti gli utensili devono essere definiti nella tabella utensili, compresi gli utensili di
terra.
7004 'Utensile di terra respinto o consumato'
RILEVAMENTO Durante l’esecuzione.CAUSA L'utensile programmato è consumato o è stato respinto dal PLC.
SOLUZIONE Riparare l'utensile o utilizzare un utensile simile.
7005 'Utensile respinto o consumato e senza sostituzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’utensile programmato è consumato o è stato respinto dal PLC e nel magazzino nonvi è un altro utensile della stessa famiglia.
SOLUZIONE Riparare l’utensile o abilitare nel magazzino un utensile della stessa famiglia chepossa essere utilizzato.
7006 'D non ammessa per questo utensile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Correttore d'utensile non valido. L’utensile ha meno correttori di quelli programmati.
SOLUZIONE Programmare un correttore esistente o aggiungere nuovi correttori all’utensile.
7007 'In modalità caricamento: T0 non ammessa'
RILEVAMENTO Durante l’esecuzione.CAUSA Magazzino in modalità caricamento. Non è consentito programmare T0.
SOLUZIONE Programmare l'utensile da caricare nel magazzino.
7008 'In modalità caricamento: Questo utensile è già caricato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità caricamento. L'utensile programmato è già nel magazzino.SOLUZIONE Programmare un utensile non caricato.
7009 'In modalità caricamento: M6 senza T'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità caricamento. Non è possibile programmare una M6 senzautensile.
SOLUZIONE Programmare l’utensile da caricare e quindi la funzione M6.

·144·
Soluzione di errori
CNC 8065
(REF: 1308)
7010 'In modalità caricamento: T con due M6'
RILEVAMENTO Durante l’esecuzione.CAUSA Magazzino in modalità caricamento. Sono programmate due M06 consecutive senza
utensile.SOLUZIONE Programmare l’utensile da caricare e quindi la funzione M6.
7011 'In modalità caricamento: D da sola non ammessa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità caricamento. Non è possibile programmare solo il correttore.
SOLUZIONE Non si ammette questa programmazione.
7012 'In modalità caricamento: L'utensile è consumato o respinto'
RILEVAMENTO Durante l’esecuzione.CAUSA Magazzino in modalità caricamento. L’utensile da caricare nel magazzino è
consumato o respinto.SOLUZIONE Programmare un utensile valido.
7013 'In modalità caricamento: Posizione non valida o nessun posto nel magazzino'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità caricamento. Il magazzino è pieno o la posizione specificataè occupata.
SOLUZIONE Se non vi è posto nel magazzino si dovrà scaricare prima qualche utensile. Se laposizione specificata è occupata, si dovrà selezionare un’altra ubicazione.
7014 'In modalità scaricamento: T non è nel magazzino'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità scarico. L'utensile non è nel magazzino.
SOLUZIONE Programmare un utensile valido.
7015 'In modalità scaricamento: D non ammessa insieme a T'
RILEVAMENTO Durante l’esecuzione.CAUSA Magazzino in modalità scarico. Non è possibile programmare il correttore insieme
all’utensile.SOLUZIONE Non si ammette questa programmazione.
7016 'In modalità scaricamento: D da sola non ammessa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità scarico. Non è possibile programmare solo il correttore.
SOLUZIONE Non si ammette questa programmazione.
7017 'In modalità scaricamento: M6 senza T'
RILEVAMENTO Durante l’esecuzione.CAUSA Magazzino in modalità scarico. Non è possibile programmare una M6 senza utensile.
SOLUZIONE Programmare l’utensile da scaricare e quindi la funzione M6.
7018 'In modalità scaricamento: T con due M6'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità scarico. Sono programmate due M06 consecutive per unostesso utensile.
SOLUZIONE Programmare l’utensile da scaricare e quindi la funzione M6.
7019 'In modalità setting: T0 non ammessa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità setting. Non è consentito programmare T0.SOLUZIONE Programmare un utensile diverso d 0.
7020 'In modalità setting: D obbligatoria'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità setting. Manca la programmazione di correttore.
SOLUZIONE Programmare il correttore.

Soluzione di errori
CNC 8065
(REF: 1308)
·145·
7021 'In modalità setting: D da sola non ammessa'
RILEVAMENTO Durante l’esecuzione.CAUSA Magazzino in modalità setting. Non è possibile programmare solo il correttore.
SOLUZIONE Non si ammette questa programmazione.
7022 'In modalità setting: M6 non ammessa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità setting. Non è consentito programmare M06.SOLUZIONE Non si ammette questa programmazione.
7023 'In modalità caricamento: M6 obbligatoria'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità caricamento. Sono programmate due utensili consecutivisenza M06.
SOLUZIONE Programmare M06 dopo l'utensile.
7024 'In modalità scaricamento: T0 non ammessa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità scarico. Non è consentito programmare T0.SOLUZIONE Programmare l'utensile da scaricare nel magazzino.
7025 'In modalità scaricamento: M6 obbligatoria'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità scarico. Sono programmate due utensili consecutivi senzaM06.
SOLUZIONE Programmare M06 dopo l'utensile.
7026 'In modalità scaricamento: Questo utensile è già scarico'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino in modalità scarico. L'utensile non è nel magazzino.SOLUZIONE Programmare l'utensile da scaricare nel magazzino.
7027 'M6 senza T'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una M06 senza il rispettivo utensile. Vi è un parametro macchina cheindica al CNC cosa fare in questa situazione, visualizzare un errore, un warning onon fare nulla.
SOLUZIONE Programmare un utensile e quindi la funzione M06 o modificare il parametromacchina per cambiare il comportamento del CNC.
7028 'T0 non ammessa'
RILEVAMENTO Durante l’esecuzione.CAUSA Il magazzino di tipo torretta non ammette T0. In un magazzino tipo torretta, il cambio
utensile si esegue girando la torretta; basta programmare l’utensile.
SOLUZIONE Non si ammette questa programmazione.
7029 'Non è stato possibile eseguire l’operazione: Gestore utensili in stato di errore'
RILEVAMENTO Durante l’esecuzione.CAUSA Magazzino in stato di emergenza. Il PLC ha attivato un indicatore non valido della
manovra, il PLC ha attivato l’indicatore SETTMEM o vi è un errore nella manovra.SOLUZIONE Correggere nel programma di PLC la manovra di cambio utensile. Se il PLC ha
attivato l’indicatore SETTMEM, correggere la causa per cui il PLC ha attivato ilsegnale d’emergenza.
7030 'M6 senza T'
RILEVAMENTO Durante l’esecuzione.
CAUSA È programmata una M06 senza il rispettivo utensile. Vi è un parametro macchina cheindica al CNC cosa fare in questa situazione, visualizzare un errore, un warning onon fare nulla.
SOLUZIONE Programmare un utensile e quindi la funzione M6 o modificare il parametro macchinaper cambiare il comportamento del CNC.
·146·
Soluzione di errori
CNC 8065
(REF: 1308)
7031 'T con due M6'
RILEVAMENTO Durante l’esecuzione.CAUSA Sono programmate due M06 consecutive per uno stesso utensile.
SOLUZIONE Programmare M06 per ogni utensile.
7032 'Errore nell'operazione del PLC'
RILEVAMENTO Durante l’esecuzione.
CAUSA Sequenza errata nel programma del PLC.SOLUZIONE Controllare il programma del PLC.
7033 'PLC ha generato emergenza nel magazzino utensili'
RILEVAMENTO Quando il PLC è in funzionamento.
CAUSA Il PLC attiva il segnale d’emergenza nel gestore utensili.
SOLUZIONE Togliere l’emergenza e analizzare le cause per cui il PLC l’ha attivata.
7034 'Errore di operazione: Impossibile trovare posto in magazzino'
RILEVAMENTO Durante l’esecuzione.CAUSA La manovra del PLC genera errore.
SOLUZIONE Controllare il programma del PLC.
7035 'Errore nella tabella di immagazzinamento'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel magazzino durante una manovra.SOLUZIONE Verificare lo stato del magazzino. È possibile che non vi sia posto libero nel
magazzino.
7036 'Non è ammesso cambiamento famiglia per utensili nel magazzino o sul mandrino'
RILEVAMENTO Durante l’editazione di tabelle o durante l’esecuzione.CAUSA Per motivi di sicurezza non si può cambiare la famiglia di un utensile che è nel
magazzino.SOLUZIONE Prima scaricare l'utensile.
7037 'Il mandrino deve essere vuoto per le modalità CARICAMENTO o SCARICAMENTO'
RILEVAMENTO Durante l’esecuzione.
CAUSA Per cambiare la modalità del magazzino in modalità caricamento o scaricamento, ilmandrino (e i bracci nei rispettivi magazzini) devono essere vuoti.
SOLUZIONE Svuotare il mandrino e i bracci.
7039 'Non vi può essere un utensile sul mandrino e sul braccio 2 simultaneamente'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino asincrono o sincrono con cambiautensili. Il magazzino chiede lo stessoutensile che è sul braccio 2.
SOLUZIONE Riportare l’utensile del braccio nel magazzino e proseguire normalmente con ilcambio utensile.
7040 'Errore nell'operazione: Svuotare primo il braccio 1'
RILEVAMENTO Durante l’esecuzione.
CAUSA Magazzino asincrono o sincrono con cambiautensili. Il magazzino chiede lo stessoutensile che è sul braccio 1.
SOLUZIONE Riportare l’utensile del braccio nel magazzino e proseguire normalmente con ilcambio utensile.
7041 'Nessun utensile attivo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Vi è un correttore programmato e non esiste utensile attivo nel mandrino.
SOLUZIONE Montare un utensile sul mandrino.
7042 'Programmata POS ed il magazzino non è in modalità CARICAMENTO'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmata una posizione di magazzino ed il gestore non è in modalità
caricamento.SOLUZIONE La programmazione della posizione di caricamento si ammette solo in modalità
caricamento.
Soluzione di errori
CNC 8065
(REF: 1308)
·147·
7043 'L'utensile richiesto è l'utensile attivo di un altro canale'
RILEVAMENTO Durante l’esecuzione.CAUSA È programmato un utensile che è l’utensile attivo in un altro canale.
SOLUZIONE Scaricare l’utensile del dell'altro canale.
·148·
Soluzione di errori
CNC 8065
(REF: 1308)
8000-8999
8000 'Il kernel di simulazione non è attivato'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Il kernel di simulazione è avviato ma non è attivato.
SOLUZIONE Verificare la corretta accensione del CNC. Spegnere ed accendere il CNC. Se l’errorepersiste, contattare il servizio di assistenza tecnica.
8001 'Il kernel di simulazione non è attivato'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Il kernel di simulazione è avviato ma non è attivato.SOLUZIONE Verificare la corretta accensione del CNC.
8002 'Errore in registrazione tasto'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Il CNC non ha potuto registrare uno o più softkey o tasti d’accesso rapido.
SOLUZIONE Verificare la corretta accensione del CNC.
8003 'Chiusura non consentita quando è in esecuzione o interrotto'
RILEVAMENTO Durante l’esecuzione.CAUSA Non è consentito chiudere il CNC se è in esecuzione, interrotto o tiene un asse
occupato in motion control.SOLUZIONE Fermare i programmi in esecuzione.
8004 'Chiusura non consentita quando un canale è in esecuzione o interrotto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è consentito chiudere il CNC se un canale è in esecuzione, interrotto o ha unasse occupato in motion control.
SOLUZIONE Fermare i programmi in esecuzione.
8005 'Cambiamento modalità non consentito mentre un canale del gruppo è in esecuzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è consentito di cambiare modalità se un canale del gruppo è in esecuzione.SOLUZIONE Fermare i programmi in esecuzione di tutti i canali del gruppo.
8006 'Errore durante la procedura di caricamento'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Errore nella preparazione del procedura di caricamento della COMPCI o dei moduli
remoti.SOLUZIONE Verificare il riconoscimento della COMPCI, il valore del parametro CANMODE e
l’installazione del driver di comunicazioni.
8007 'Errore in caricamento programma della COMPCI'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Errore durante la procedura di caricamento della COMPCI.
SOLUZIONE Verificare il riconoscimento e la corretta installazione della COMPCI. Contattare ilservizio di assistenza tecnica.
8008 'Errore in registrazione impostazioni del sistema'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Errore nella configurazione CAN durante la procedura di caricamento.
SOLUZIONE Dalla modalità diagnosi verificare la configurazione CAN e compararla con quellareale, per determinare se vi è un problema nel rilevamento dei nodi.
Soluzione di errori
CNC 8065
(REF: 1308)
·149·
8009 'Errore in caricamento software dei nodi IO'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Errore durante la procedura di caricamento dei nodi di I/Os.
SOLUZIONE Verificare la configurazione CAN, il collegamento del sistema e le versioni di boot deinodi remoti. Se l’errore persiste, contattare il servizio di assistenza tecnica.
8010 'Errore in caricamento software di tastiere'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Errore durante la procedura del nodo della tastiera di 12".
SOLUZIONE Verificare la configurazione CAN, il collegamento del sistema e le versioni di boot deinodi remoti. Se l’errore persiste, contattare il servizio di assistenza tecnica.
8011 'Errore in caricamento software dei contatori'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Errore durante la procedura di caricamento dei nodi contatore.SOLUZIONE Verificare la configurazione CAN, il collegamento del sistema e le versioni di boot dei
nodi remoti. Se l’errore persiste, contattare il servizio di assistenza tecnica.
8012 'Errore in caricamento software dei contatori'-{}-
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Errore durante la procedura di caricamento dei nodi contatore.
SOLUZIONE Verificare la configurazione CAN, il collegamento del sistema e le versioni di boot deinodi remoti. Se l’errore persiste, contattare il servizio di assistenza tecnica.
8013 'Errore in caricamento software di tastiere compatte'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Errore durante la procedura del nodo della tastiera di 10".
SOLUZIONE Verificare la configurazione CAN, il collegamento del sistema e le versioni di boot deinodi remoti. Se l’errore persiste, contattare il servizio di assistenza tecnica.
8014 'Errore in caricamento software di RIOS'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Errore durante la procedura di caricamento dei nodi RIOS (I/Os CANopen).SOLUZIONE Verificare la configurazione CAN, il collegamento del sistema e le versioni di boot dei
nodi remoti. Se l’errore persiste, contattare il servizio di assistenza tecnica.
8015 'Chiusura non consentita: Asse in movimento o in sincronizzazione'
RILEVAMENTO Nel cercare di chiudere il CNC.CAUSA L’utente ha cercato di spegnere il CNC mentre vi è un asse in movimento o
sincronizzato.SOLUZIONE Fermare lo spostamento degli assi o desincronizzare l’asse.
8016 'Chiusura non consentita: Mandrino avviato'
RILEVAMENTO Nel cercare di chiudere il CNC.CAUSA L’utente ha cercato di spegnere il CNC mentre vi è un mandrino in movimento.
SOLUZIONE Arrestare lo spostamento del mandrino.
8017 'Chiusura non consentita: Mandrino in sincronizzazione'
RILEVAMENTO Nel cercare di chiudere il CNC.
CAUSA L’utente ha cercato di spegnere il CNC mentre vi è un mandrino sincronizzato.SOLUZIONE Desincronizzare il mandrino.
8018 'Non è consentito generare il PLC quando è in esecuzione o interrotto'
RILEVAMENTO Nel cercare di compilare il PLC.
CAUSA Non è possibile compilare il PLC se il CNC è in esecuzione o interrotto.
SOLUZIONE Fermare i programmi in esecuzione.
8019 'Non è consentito generare il PLC quando un canale è in esecuzione o interrotto'
RILEVAMENTO Nel cercare di compilare il PLC.CAUSA Non è possibile compilare il PLC se un canale è in esecuzione o interrotto.
SOLUZIONE Fermare i programmi in esecuzione.
·150·
Soluzione di errori
CNC 8065
(REF: 1308)
8020 'Non è possibile generare il plc: Asse in movimento o in sincronizzazione'
RILEVAMENTO Nel cercare di compilare il PLC.CAUSA Non è possibile compilare il PLC se vi è un asse in movimento o sincronizzato.
SOLUZIONE Fermare lo spostamento degli assi o desincronizzare l’asse.
8021 'Non è possibile generare il plc: Mandrino avviato'
RILEVAMENTO Nel cercare di compilare il PLC.
CAUSA Non è possibile compilare il PLC se vi è un mandrino in movimento.SOLUZIONE Arrestare lo spostamento del mandrino.
8022 'Non è possibile generare il plc: Mandrino in sincronizzazione'
RILEVAMENTO Nel cercare di compilare il PLC.
CAUSA Non è possibile compilare il PLC se vi è un mandrino sincronizzato.
SOLUZIONE Desincronizzare il mandrino.
8023 'Memoria nel disco al di sotto dal valore minimo consigliato'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Il CNC ha rilevato meno di 50 MB di memoria libera su disco.
SOLUZIONE Verificare se è avviata un’applicazione di terzi che sta consumando risorse delsistema, e se così, chiuderla. Spegnere ed accendere il CNC. Se l’errore persiste,contattare il servizio di assistenza tecnica.
8024 'CNC lavorando in Modo Messa a Punto'
RILEVAMENTO Nell’avvio del sistema, in modalità messa a punto.CAUSA Il CNC ha avviato in modalità messa a punto e sta lavorando con il disco non protetto.
SOLUZIONE Se non si realizza la messa a punto del CNC, spegnerlo e utilizzare l’utilityDiskMonitor per passare in modalità utente e lavorare con il disco protetto. Avviaredi nuovo il CNC.
8025 'Si è rilevato un cambiamento di data ed è stato necessario restaurarla'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha rilevato un cambiamento di data ed ora e le ha ripristinate ai relativi valori
attesi.SOLUZIONE Verificare se la data e l’ora sono corrette. Se l’errore persiste, contattare il servizio
di assistenza tecnica.
8026 'Protezione OEM attivata: I cambiamenti avranno carattere temporaneo'
RILEVAMENTO Nell’editazione dei programmi, programma PLC o parametri macchina.CAUSA Il CNC è in modalità utente, con la protezione OEM attivata, per cui ogni cambiamento
avrà carattere temporaneo e si perderà allo spegnimento del CNC.SOLUZIONE Spegnere il CNC e utilizzare l’utility DiskMonitor per passare in modalità messa a
punto. Avviare di nuovo il CNC.
8027 'Errore avviando Kernel'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Il kernel è avviato ma non è attivato.SOLUZIONE Verificare la corretta accensione del CNC. Spegnere ed accendere il CNC. Se l’errore
persiste, contattare il servizio di assistenza tecnica.
8028 'Compilatore non disponibile'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Il CNC non ha trovato la cartella in cui è installato il compilatore PLC.
SOLUZIONE Contattare il servizio di assistenza tecnica.
8029 'Includes" dal PLC non sono disponibili'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Il CNC non ha trovato la cartella in cui sono installati gli includes necessari percompilare il PLC.
SOLUZIONE Contattare il servizio di assistenza tecnica.
Soluzione di errori
CNC 8065
(REF: 1308)
·151·
8030 'Librerie dal PLC non sono disponibili'
RILEVAMENTO Durante l’avviamento del sistema.CAUSA Il CNC non ha trovato la cartella in cui sono installati le documentazioni necessari
per compilare il PLC.SOLUZIONE Contattare il servizio di assistenza tecnica.
8031 'La cartella DRIVERS non esiste'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Il CNC non trovato la cartella in cui si ubicherà il PLC una volta generato(C:\CNC8070\Drivers).
SOLUZIONE Dalla modalità utility, utilizzare l’opzione "Nuova directory" del menu di softkey percreare la cartella.
8032 'La cartella USERS non esiste'
RILEVAMENTO Durante l’avviamento del sistema.
CAUSA Il CNC non ha trovato la cartella di lavoro dell’utente (C:\CNC8070\Users).
SOLUZIONE Dalla modalità utility, utilizzare l’opzione "Nuova directory" del menu di softkey percreare la cartella.
8034 'Messa a punto incompleta: Non è stata trovata nessuna copia di sicurezza'
RILEVAMENTO Nell’avvio del sistema, in modalità messa a punto.
CAUSA Il CNC non ha trovato nessuna copia di sicurezza della messa a punto.SOLUZIONE Nello spegnere il CNC, selezionare l’opzione "Chiudi e fai copia di sicurezza",
affinché il CNC faccia una copia di sicurezza della messa a punto.
8035 'Le seguenti password di accesso sono anche da definire'
RILEVAMENTO Durante l’avvio di un CNC aperto, in modalità messa a punto.CAUSA Le password d’accesso indicate nell’avviso non sono definite.
SOLUZIONE Con il CNC avviato, accedere alla modalità utility e dall’opzione "Codici d’accesso"del menu di softkey immettere le password indicate.
8036 'Passa a lavorare in modalità di utilizzatore o modalità Messa a Punto per lavorare conil CNC'
RILEVAMENTO All’avvio del sistema, in modalità setup.CAUSA È possibile lavorare solo con il CNC nelle modalità utente e modalità messa a punto.
SOLUZIONE Utilizzare l’utility DiskMonitor per passare in modalità utente o modalità messa apunto ed avviare di nuovo il CNC.
8037 'Memoria al di sotto dal valore minimo consigliato' È necessario riavviare'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il CNC ha rilevato che la memoria RAM disponibile è al di sotto del 10% della memoriaRAM totale.
SOLUZIONE Verificare se è avviata un’applicazione di terzi che sta consumando risorse delsistema, e se così, chiuderla. Spegnere ed accendere il CNC. Se l’errore persiste,contattare il servizio di assistenza tecnica.
8038 'Non è ammesso MDI in ISPEZIONE nello stato corrente'
RILEVAMENTO Nell’entrare in modalità MDI/MDA durante l’ispezione.
CAUSA Nello stato in cui è stato interrotto il programma non è possibile eseguire blocchi daMDI all’interno dell’ispezione.
8200 'Errore lexer riconoscimento interi'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA Errore nel convertire una stringa di caratteri in un valore numerico. Un valoreprogrammato nella sentenza o nella variabile non è corretto.
SOLUZIONE Controllare nel manuale di programmazione i valori ammessi per i parametri dellasentenza o gli indici della variabile.
8201 'Errore lexer riconoscimento flottanti'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA Errore nel convertire una stringa di caratteri in un valore numerico. Un valoreprogrammato nella sentenza o nella variabile non è corretto.
SOLUZIONE Controllare nel manuale di programmazione i valori ammessi per i parametri dellasentenza o gli indici della variabile.
·152·
Soluzione di errori
CNC 8065
(REF: 1308)
8203 'Manca apertura commenti'
RILEVAMENTO Durante l’esecuzione.CAUSA Programmato il carattere di chiusura commento senza aver programmato prima il
carattere d’inizio.SOLUZIONE Verificare che i commenti abbiano sia il carattere di apertura "(" sia quello di chiusura
")".
8204 'Manca '$' o '#''
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA Programmata una sentenza senza il carattere "#" o un’istruzione di controllo flusso
senza il carattere "$".SOLUZIONE Ogni sentenza deve iniziare con il carattere "#" ed ogni istruzione di controllo di flusso
deve iniziare con il carattere "$".
8205 'Manca '$''
RILEVAMENTO Durante l’esecuzione.CAUSA Programmata un’istruzione di controllo senza il carattere d’inizio "$".
SOLUZIONE Programmare "$" prima del nome dell’istruzione di controllo.
8206 'Manca '#''
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmata una sentenza senza il carattere d’inizio "#".SOLUZIONE Programmare "#" prima del nome della sentenza.
8207 'Nome di programma o sottoprogramma troppo lungo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Superato il massimo numero di caratteri consentito per il nome di programma osottoprogramma.
SOLUZIONE Il massimo numero di caratteri consentiti è 14.
8209 'Asse attivo non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato il nome dell’asse con un carattere jolly non valido.SOLUZIONE I nomi di asse validi con caratteri jolly sono @1 a @5.
8210 'Fuori limiti per interi'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato un numero intero troppo alto.
SOLUZIONE Il massimo valore ammesso per un valore intero è 4294967295.
8211 'Fuori limiti per parte intera'
RILEVAMENTO Durante l’esecuzione.CAUSA La parte intera del numero ha un valore non valido.
SOLUZIONE L’intervallo di valori validi per la parte intera di un numero è ±99999.
8212 'Fuori limiti per parte frazionale'
RILEVAMENTO Durante l’esecuzione.
CAUSA La parte decimale del numero ha un valore non valido.
SOLUZIONE L’intervallo di valori validi per la parte decimale di un numero è ±0,99999.
8213 'Fuori formato per parte frazionale'
RILEVAMENTO Durante l’esecuzione.CAUSA Superato il massimo numero di cifre consentito per la parte decimale di un numero.
SOLUZIONE Il massimo numero di cifre consentito per la parte decimale di un numero è 5 .
8214 'Istruzioni sconosciuta di controllo di flusso'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’istruzione programmata dopo il carattere "$" non è corretta.SOLUZIONE Controllare la sintassi dell’istruzione.
8215 'Fuori formato per funzione'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
Soluzione di errori
CNC 8065
(REF: 1308)
·153·
8217 'Superati i limiti per flottanti'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8218 'Carattere non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nel blocco è stato rilevato un carattere non valido.SOLUZIONE Verificare la sintassi del blocco.
8219' Stringa di errore vuota'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8220 'Stringa Warning vuota'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8221 'Errore sintattico'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sintassi della sentenza o variabile programmata non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza o variabile.
8222 'Funzione M inesistente'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione M programmata non esiste.
SOLUZIONE Controllare nel manuale di programmazione le funzioni M.
8223 'Esclusione reciproca o funzioni M uguali'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA Vi è una funzione M programmata più di una volta nello stesso blocco o vi sono due
funzioni M incompatibili nello stesso blocco.SOLUZIONE Una funzione M si deve programmare solo una volta nel blocco. Controllare il manuale
di programmazione per verificare la reciproca esclusività delle funzioni M.
8224 'Funzione M fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA La funzione M programmata non esiste.
SOLUZIONE Controllare nel manuale di programmazione le funzioni M.
8225 'Funzione G fuori intervallo'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La funzione G programmata non esiste.
SOLUZIONE Controllare nel manuale di programmazione le funzioni G.
8226 'Funzione H fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA La funzione H programmata non esiste.
SOLUZIONE Controllare nel manuale di programmazione le funzioni H.
8227 'È consetita una sola S negativa con G6'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmata una velocità di mandrino negativa senza aver programmato la funzioneG63 nel blocco.
SOLUZIONE La velocità di mandrino deve essere positiva; è ammesso un valore negativo solo sesi programma nello stesso blocco della funzione G63.
8228 'Numero d'utensile fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato un numero d’utensile negativo.SOLUZIONE Il numero d'utensile deve essere sempre positivo o zero.
·154·
Soluzione di errori
CNC 8065
(REF: 1308)
8229 'F o E fuori range'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8230 'Velocità F programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA La funzione F è programmata più di una volta nel blocco.SOLUZIONE Programmare la funzione F una sola volta nel blocco.
8232 'A programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato l’asse A più di una volta nel blocco.
SOLUZIONE Programmare l’asse A una sola volta nel blocco.
8233 'B programmata due volte'
RILEVAMENTO Durante l’esecuzione.CAUSA Programmato l’asse B più di una volta nel blocco.
SOLUZIONE Programmare l’asse B una sola volta nel blocco.
8234 'C programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato l’asse C più di una volta nel blocco.SOLUZIONE Programmare l’asse C una sola volta nel blocco.
8235 'U programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato l’asse U più di una volta nel blocco.
SOLUZIONE Programmare l’asse U una sola volta nel blocco.
8236 'V programmata due volte'
RILEVAMENTO Durante l’esecuzione.CAUSA Programmato l’asse V più di una volta nel blocco.
SOLUZIONE Programmare l’asse V una sola volta nel blocco.
8237 'W programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato l’asse W più di una volta nel blocco.SOLUZIONE Programmare l’asse W una sola volta nel blocco.
8238 'X programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato l’asse X più di una volta nel blocco.
SOLUZIONE Programmare l’asse X una sola volta nel blocco.
8239 'Y programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato l’asse Y più di una volta nel blocco.SOLUZIONE Programmare l’asse Y una sola volta nel blocco.
8240 'Z programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato l’asse Z più di una volta nel blocco.
SOLUZIONE Programmare l’asse Z una sola volta nel blocco.
8241 'Parametro fuori intervallo'
RILEVAMENTO Durante l’esecuzione.CAUSA Programmato un valore troppo alto per un parametro della sentenza.
SOLUZIONE Programmare un valore minore per il parametro nella sentenza.
Soluzione di errori
CNC 8065
(REF: 1308)
·155·
8242 'Manca parentesi quadra'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA La sentenza programmata richiede che i relativi parametri siano programmati fra
parentesi quadre. La variabile richiede programmazione di un indice fra parentesiquadre.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza o variabile.
8243 'I programmata due volte'
RILEVAMENTO Durante l’esecuzione.CAUSA Il parametro I è programmato più di una volta nel blocco.
SOLUZIONE Programmare il parametro I una sola volta nel blocco.
8244 'J programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro J è programmato più di una volta nel blocco.SOLUZIONE Programmare il parametro J una sola volta nel blocco.
8245 'K programmata due volte'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il parametro K è programmato più di una volta nel blocco.
SOLUZIONE Programmare il parametro K una sola volta nel blocco.
8247 'Solo R1 può essere utilizzato nelle espressioni'
RILEVAMENTO Durante l’esecuzione.CAUSA La programmazione del raggio è errata.
SOLUZIONE Il raggio si può programmare solo mediante "R" o "R1".
8250 'Variabile dell’asse senza permesso di scrittura'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile non ha permesso di scrittura.SOLUZIONE La variabile è di sola lettura.
8251 'Variabile globale senza permesso di scrittura'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile non ha permesso di scrittura.
SOLUZIONE La variabile è di sola lettura.
8253 'Mancano assi in G20'
RILEVAMENTO Durante l’esecuzione.CAUSA Non sono stati programmati tutti i parametri obbligatori nella funzione G20.
SOLUZIONE Controllare la sintassi di programmazione della funzione G20.
8254 'Troppi assi in G20'
RILEVAMENTO Durante l’esecuzione.
CAUSA Alcuni dei parametri programmati per la funzione G20 non sono consentiti.
SOLUZIONE Controllare la sintassi di programmazione della funzione G20.
8256 'Istruzione ciclo di interpolatore inesistente'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA L'istruzione programmata non esiste.
SOLUZIONE Controllare il manuale di programmazione.
8257 'Non vi può essere nulla dopo il nome del programma o sottoprogramma'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nel nome del programma principale o del sottoprogramma vi è un carattere errato.SOLUZIONE La definizione del nome del programma principale o sottoprogramma può essere
solo da un commento. I caratteri vietati sono:• Programma principale: \ / : * ? " < > | e spazio in bianco.• Sottoprogramma locale: / ? " < > | ) e spazio in bianco.
·156·
Soluzione di errori
CNC 8065
(REF: 1308)
8258 'In attesa di espressione dopo #TIME'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA Sentenza #TIME programmata incorrettamente.
SOLUZIONE Questa sentenza #TIME si programma nella forma #TIME [<time>] (le parentesiquadre sono opzionali), dove il parametro<time> può essere un numero intero, unparametro aritmetico o una variabile.
8265 'Parola sconosciuta o incompleta'
RILEVAMENTO Durante l’esecuzione.CAUSA Le eventuali cause sono le seguenti:
• La funzione, sentenza o espressione programmata non è valida.• Programmazione errata della funzione M per un determinato mandrino.• Programmazione errata della sentenza #TOOL AX.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza, funzione oespressione che si desidera programmare.
8267 'Variabile del ciclo senza permesso di scrittura'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile non ha permesso di scrittura.
SOLUZIONE La variabile è di sola lettura.
8268 'Argomento fuori dei limiti in funzione'
RILEVAMENTO Durante l’esecuzione.CAUSA L’argomento programmato nella funzione matematica non è valido.
SOLUZIONE Programmare un argomento corretto nella funzione matematica (LN, LOG, SQRT,EXP, DEXP, SIN, COS, TAN, ASIN, ACOS, ATAN)
8269 'Superamento al di sopra della funzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’argomento programmato nella funzione matematica non è valido.
SOLUZIONE Programmare un argomento corretto nella funzione matematica (LN, LOG, SQRT,EXP, DEXP, SIN, COS, TAN, ASIN, ACOS, ATAN)
8270 'Perdita parziale di funzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’argomento programmato nella funzione matematica non è valido.SOLUZIONE Programmare un argomento corretto nella funzione matematica (LN, LOG, SQRT,
EXP, DEXP, SIN, COS, TAN, ASIN, ACOS, ATAN)
8271 'Argomento non consentito in funzione'
RILEVAMENTO Durante l’esecuzione.CAUSA L’argomento programmato nella funzione matematica non è valido.
SOLUZIONE Programmare un argomento corretto nella funzione matematica (LN, LOG, SQRT,EXP, DEXP, SIN, COS, TAN, ASIN, ACOS, ATAN)
8272 'Perdita totale in funzione'
RILEVAMENTO Durante l’esecuzione.CAUSA L’argomento programmato nella funzione matematica non è valido.
SOLUZIONE Programmare un argomento corretto nella funzione matematica (LN, LOG, SQRT,EXP, DEXP, SIN, COS, TAN, ASIN, ACOS, ATAN)
8273 'Superamento limite inferiore in funzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’argomento programmato nella funzione matematica non è valido.
SOLUZIONE Programmare un argomento corretto nella funzione matematica (LN, LOG, SQRT,EXP, DEXP, SIN, COS, TAN, ASIN, ACOS, ATAN)
8274 'Tipo di eccezione sconosciuta'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’argomento programmato nella funzione matematica non è valido.SOLUZIONE Programmare un argomento corretto nella funzione matematica (LN, LOG, SQRT,
EXP, DEXP, SIN, COS, TAN, ASIN, ACOS, ATAN)
Soluzione di errori
CNC 8065
(REF: 1308)
·157·
8275 'Limite di funzioni M in uno stesso blocco superato'
RILEVAMENTO Durante l’esecuzione.CAUSA Superato il numero massimo di funzioni M consentite in uno stesso blocco.
SOLUZIONE Il numero massimo di funzioni M consentite in uno stesso blocco è 7.
8276 'Limite di funzioni H in uno stesso blocco superato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Superato il numero massimo di funzioni H consentite in uno stesso blocco.SOLUZIONE Il numero massimo di funzioni H consentite in uno stesso blocco è 7.
8279 'Immagine speculare ripetuta'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le funzioni G11, G12 o G13 sono programmate più di una volta nello stesso blocco.La funzione G10 o G14 è programmata insieme alle funzioni G11, G12 o G13 nellostesso blocco.
SOLUZIONE Le funzioni G11, G12 e G13 si possono combinare in uno stesso blocco ma ognunadi essere si può programmare una volta. Le funzioni G10 e G14 non si possonoprogrammare nello stesso blocco delle G11, G12 o G13.
8280 'Velocità di posizionamento mandrino negativa'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmata una velocità di posizionamento negativa in M19.SOLUZIONE La velocità di posizionamento "Sn.POS" deve essere positiva.
8281 'Velocità di posizionamento del mandrino programmata in modo duplice'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA In uno stesso blocco è programmata più di una volta la velocità di posizionamentodel mandrino in M19.
SOLUZIONE Programmare una sola volta la velocità di posizionamento del mandrino "Sn.POS".
8282 'Parametro di ciclo fisso ripetuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Un parametro del ciclo fisso è programmato più di una volta nel blocco.SOLUZIONE Ogni parametro del ciclo fisso si può programmare solo una volta nel blocco.
8283 'Parametro non valido in ciclo fisso'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmato un parametro non valido per tale ciclo fisso.
SOLUZIONE Controllare nel manuale di programmazione i parametri obbligatori e consentiti perogni ciclo fisso.
8284 'Variabile di PLC senza permesso di scrittura'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile non ha permesso di scrittura.
SOLUZIONE La variabile è di sola lettura.
8285 'G20: è ammesso segno negativo solo nell’asse longitudinale'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G20 è programmato un asse con segno negativo e non è quello
longitudinale.SOLUZIONE Nella funzione G20 solo l'asse longitudinale può avere segno negativo.
8287 'Fuori limiti per parte intera'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8288 'Fuori limiti per parte frazionale'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
·158·
Soluzione di errori
CNC 8065
(REF: 1308)
8290 'Variabile del gestore utensili senza permesso di scrittura'
RILEVAMENTO Durante l’esecuzione.CAUSA La variabile non ha permesso di scrittura.
SOLUZIONE La variabile è di sola lettura.
8291 'Variabile del parametro macchina senza permesso di scrittura'
RILEVAMENTO Durante l’esecuzione.
CAUSA La variabile non ha permesso di scrittura.SOLUZIONE La variabile è di sola lettura.
8295 'Elenco parametri vuoto'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8296 'Parametro ripetuto o incompleto'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8297 'Parametro ripetuto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Le eventuali cause sono le seguenti:• Nella sentenza #HSC è stato programmato il parametro CONTERROR più di una
volta.• Nella sentenza di chiamata a sottoprogramma #PCALL, #MCALL o funzione G
con sottoprogramma associato è stato programmato un parametro più di unavolta.
• Nella sentenza #PROBE o #POLY è stato programmato un parametro più di unavolta.
SOLUZIONE Programmare ogni parametro una sola volta nel blocco.
8299 'Mancano parentesi quadre della lista parametri'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA La sentenza programmata richiede che la relativa lista di parametri sia programmata
fra parentesi quadre.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8300 'Occorre almeno un asse per G170, G171 o G157'
RILEVAMENTO Durante l’esecuzione.
CAUSA Non è stato programmato nessun asse con la funzione G170, G171 o G157.
SOLUZIONE Programmare l’asse o gli assi che devono essere interessati dalla funzione G170,G171 o G157.
8302 'La coordinata X deve essere minore di quella massima'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #DGWZ, la coordinata X minima è maggiore o uguale a quellamassima.
SOLUZIONE La coordinata minima deve essere minore di quella massima.
8303 'La coordinata Y deve essere minore di quella massima'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza #DGWZ, la coordinata Y minima è maggiore o uguale a quellamassima.
SOLUZIONE La coordinata minima deve essere minore di quella massima.
8304 'La coordinata Z deve essere minore di quella massima'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #DGWZ, la coordinata Z minima è maggiore o uguale a quella
massima.SOLUZIONE La coordinata minima deve essere minore di quella massima.
Soluzione di errori
CNC 8065
(REF: 1308)
·159·
8306 'G201 richiede la programmazione della funzione speciale #AXIS'
RILEVAMENTO Durante l’esecuzione.CAUSA Non è stata programmata la sentenza #AXIS nello stesso blocco della funzione
G201.SOLUZIONE La funzione G201 richiede la programmazione nello stesso blocco della sentenza
#AXIS. In questa sentenza si devono indicare che assi sono interessati dalla funzioneG.
8307 'Programmazione errata del terzo asse primario'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nella sentenza G20, il parametro 5 è uguale a 1 o a 2.SOLUZIONE Il parametro 5 deve essere diverso da 1 e da 2.
8308 'In attesa di espressione o K espressione dopo G04'
RILEVAMENTO Durante l’esecuzione.
CAUSA Funzione G4 mal programmata.
SOLUZIONE La funzione G04 può essere programmata come G4 <time> o G4K<time>,dove<time> è il tempo d'attesa.
8309 'Troppi assi programmati'
RILEVAMENTO Durante l’esecuzione.
CAUSA Troppi assi programmati nella sentenza #POLY.SOLUZIONE Il numero massimo di assi che si possono programmare è 3.
8310 'Manca parametro obbligatorio'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca un parametro obbligatorio nella sentenza #POLY, #CS, #ACS o #PROBE
SOLUZIONE Controllare nel manuale di programmazione la sintassi delle sentenze.
8311 'Valore parametro non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Valore non valido in un argomento della sentenza #CS, #ACS, #HSC o #POLY. Valore
non valido per l’indice di un parametro aritmetico.SOLUZIONE Controllare nel manuale di programmazione la sintassi delle sentenze. L’indice di un
parametro aritmetico deve essere sempre positivo o nullo.
8312 '#CS/#ACS: modalità non valida'
RILEVAMENTO Durante l’esecuzione.CAUSA Valore non valido per il comando MODE nella sentenza #CS o #ACS.
SOLUZIONE Controllare nel manuale di programmazione la sintassi delle sentenze.
8313 '#CS/#ACS: numero di sistema di coordinate non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Valore non valido per il numero di sistema nella sentenza #CS o #ACS.
SOLUZIONE Il numero di sistema deve avere un valore fra 1 e 5, entrambi compresi.
8314 'Programmazione errata G30/G73'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella funzione G30/G73 è stato programmato solo uno dei parametri I, J.
SOLUZIONE Programmare entrambi i parametri I, J o nessuno.
8315 'Numero di ciclo sonda non valido'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA Il numero di ciclo della sonda non è valido.SOLUZIONE Consultare nella documentazione i cicli di sonda validi.
8316 'Parametro non consentito'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA Un parametro del ciclo o la sentenza non è valida.
SOLUZIONE Controllare nel manuale di programmazione i parametri validi per ogni ciclo esentenza.
·160·
Soluzione di errori
CNC 8065
(REF: 1308)
8317 'Funzione D negativa'
RILEVAMENTO Durante l’esecuzione.CAUSA Correttore utensile negativo.
SOLUZIONE Il correttore utensile deve essere positivo.
8318 'È consentito un solo asse attivo 1 per blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse @1 è programmato più di una volta nel blocco.SOLUZIONE Programmare l’asse @1 una sola volta nel blocco.
8319 'È consentito un solo asse attivo 2 per blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse @2 è programmato più di una volta nel blocco.
SOLUZIONE Programmare l’asse @2 una sola volta nel blocco.
8320 'È consentito un solo asse attivo 3 per blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA L’asse @3 è programmato più di una volta nel blocco.
SOLUZIONE Programmare l’asse @3 una sola volta nel blocco.
8321 'È consentito un solo asse attivo 4 per blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse @4 è programmato più di una volta nel blocco.SOLUZIONE Programmare l’asse @4 una sola volta nel blocco.
8322 'È consentito un solo asse attivo 5 per blocco'
RILEVAMENTO Durante l’esecuzione.
CAUSA L’asse @5 è programmato più di una volta nel blocco.
SOLUZIONE Programmare l’asse @5 una sola volta nel blocco.
8323 'In attesa di comparazione'
RILEVAMENTO Durante l’esecuzione.CAUSA È stato programmato "=" invece di "==".
SOLUZIONE Programmare "==" invece di "=".
8324 'Non si attende tabulato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Vi è un tabulatore errato. SOLUZIONE Eliminare il tabulatore.
8325 'Salto di riga non atteso'
RILEVAMENTO Durante l’esecuzione.
CAUSA Vi è un salto di riga errato.
SOLUZIONE Eliminare il salto di riga.
8326 'Spazio non atteso'
RILEVAMENTO Durante l’esecuzione.
CAUSA Vi è uno spazio in bianco errato. SOLUZIONE Eliminare lo spazio in bianco.
8327 'Manca qualche parentesi'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA Il numero di sintassi d’apertura non coincide con il numero di sintassi di chiusura.
SOLUZIONE Verificare che ogni sintassi di apertura abbia la rispettiva sintassi di chiusura.
8328 '#SET AX: è consentita solo posizione zero'
RILEVAMENTO Durante l’esecuzione.CAUSA Nella sentenza #SET AX è stato programmato un valore intero diverso da zero.
SOLUZIONE La sentenza #SET AX consente solo di programmare il valore zero per indicare chela posizione non è occupata da nessun asse.
Soluzione di errori
CNC 8065
(REF: 1308)
·161·
8329 'In attesa di V'
RILEVAMENTO Durante l’esecuzione.CAUSA È stato programmato un nome di variabile che non inizia con il prefisso "V.".
SOLUZIONE Ogni nome di variabile, sia nel programma pezzo sia da MDI, deve iniziare con ilprefisso "V.".
8330 'Si attendeva nome o numero di asse'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sentenza o la variabile programmata richiede un nome o numero di asse.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza o variabile.
8331 'Non si attendeva nome o numero di asse'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA La sentenza o la variabile programmata non accetta un nome o numero di asse.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza o variabile.
8332 '#WARNING/#ERROR["Testo <%d>"<,valore>]/[nºintero]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8333 '#MSG["Testo <%d>"<,valore>]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8334 '#FREE AX[asse, ...]'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8335 '#WAIT FOR[espressione]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8336 '#TANGFEED RMIN[raggio]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8337 '#CALL AX [asse, <posizione,> ...] <opzione>'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8338 '#SET AX [asse, ...] <opzione>'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8339 '#TOOL AX[asse +/-]'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8340 '#AXIS[asse, ...]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
·162·
Soluzione di errori
CNC 8065
(REF: 1308)
8341 '#MPG[valoreRisoluzione,...] nomeAsse'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8342 '#CONTJOG[valoreAvanzamento] nomeAsse'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8343 '#INCJOG[[valoreIncremento, valoreAvanzamento],..., [...]] nomeAsse'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8344 '#SET OFFSET[inferiore, superiore]asse'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8345 '#LINK[Maestro, Slave<,Errore>]...[...]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8346 '#ROUNDPAR[param, …]: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8347 '#ASPLINE MODE [<iniziale> <, finale>]: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8348 '#ASPLINE STARTTANG/ENDTANG assi: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8349 '#SLOPE[tipo <,jerk> <,accel> <,mov>]: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8350 '#TLC ON[n]’: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8351 '#KIN ID <[cinematica]>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8352 '#CS/ACS DEF <[n]> [MODE m, V1, V2, V3, j1, j2, j3, 0/1]: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
Soluzione di errori
CNC 8065
(REF: 1308)
·163·
8353 '#CS/ACS ON/NEW <[n]> <[MODE m, V1, V2, V3, j1, j2, j3, 0/1]>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8354 '#CS/ACS DEF ACT[n]: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8356 '#CAX <[mandrino, nome]>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8357 '#FACE [ascissa, ordinata <,longitudinale, asse, asse>]<[cinematica]>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8358 '#CYL [ascissa, ordinata, longitudinale raggio] <[cinematica]>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8359 '#HSC ON <[CONTERROR/FAST valore, CORNER valore]>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8360 '#DGWZ[Asse1min, Asse1max, Asse2min, Asse2max<, Asse3min, Asse3max>]'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8361 '#CD ON <[orizzonte]>'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8362 '#PATH["path"]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8363 '#POLY[asse[a,b,c,d,e] ... SP EP R]: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8364 '#PROBE num lista_parametri'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8365 '#SCALE[valore]'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
·164·
Soluzione di errori
CNC 8065
(REF: 1308)
8366 '#RPT[Ni, Nf <,ripetizione>]'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8378 '#SPLINE ON/OFF: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8379 '#RTCP ON/OFF: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8380 '#TLC OFF: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8381 '#TOOL ORI: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8382 '#CS/ACS OFF <ALL>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8383 '#ECS ON/OFF: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8384 '#MCS <ON/OFF>: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8385 '#INIT MACROTAB'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8386 '#ESBLK/DSBLK'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8387 '#CAX/FACE/CYL OFF: errore di sintassi'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8388 '#ESTOP/DSTOP'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
Soluzione di errori
CNC 8065
(REF: 1308)
·165·
8389 '#EFHOLD/DFHOLD'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8390 '#RET'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8391 '#CYCLE BEGIN/END'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8392 '#VAR/ENDVAR/DELETE'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8393 '#PARK/UNPARK asse'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8394 '#CALL nome_sottoprogramma'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8395 '#PCALL nome_sottoprogramma<param>'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8396 '#MCALL nome_sottoprogramma<param>'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8397 '#MASTER nome_mandrino'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8398 '#FREE SP/#CALL SP/#SET SP[nome_mandrino, ...]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8399 '#RENAME SP[nome_mandrino_precedente, nome_mandrino_nuovo][...][...]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8400 '#FREE SP ALL'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
·166·
Soluzione di errori
CNC 8065
(REF: 1308)
8401 '#EXBLK[blocco<,canale>]'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8402 'Numero di magazzino degli utensili non valido'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il numero di magazzino definito nella variabile non è valido.SOLUZIONE Il numero di magazzino deve essere un valore fra 1 e 4. Se non si indica il numero
di magazzino si presuppone il primo.
8403 '#MOVE<ABS>[asse_quota<,avanzamento><,PRESENT/NEXT/NULL/WAITINPOS>]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8404 '#MOVE ADD[asse_quota<,avanzamento> <,PRESENT/NEXT/NULL/WAITINPOS>]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8405 '#MOVE INF[asse+/- <,avanzamento> <,PRESENT/NEXT/NULL/WAITINPOS>]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8406 '#<T>CAM ON[l, maestro, slave, n, m, o, p <,ONCE/CONT>]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8407 '#<T>CAM OFF[slave]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8408 '#<T>FOLLOW ON[maestro, slave<, Nm, Dn, VEL/POS>]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8409 '#<T>FOLLOW OFF[slave]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8410 '#BSPLINE[asse]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8411 '#BSPLINEND'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8412 '#LATHECY/MILLCY ON/OFF'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
Soluzione di errori
CNC 8065
(REF: 1308)
·167·
8413 '#<T>SYNC[mandrino_master, mandrino_slave<,Nx, Dx, Ox>] <[...] ...>'
RILEVAMENTO Durante l’editazione e l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8414 '#UNSYNC[mandrino_slave <, mandrino_slave...>]'
RILEVAMENTO Durante l’editazione e l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8415 'Numeratore/denominatore: programmare entrambi o nessuno'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nelle sentenze #FOLLOW ON e #SYNC occorre programmare uno dei parametri Do N.
SOLUZIONE Programmare entrambi i parametri D e N o nessuno; non si può programmare solouno di essi.
8416 'Programmare il numeratore prima del denominatore'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nelle sentenze #FOLLOW ON e #SYNC, il parametro D è programmato prima delparametro N.
SOLUZIONE Programmare il parametro N prima del parametro D.
8418 '#ANGAX OFF/SUSP <[espressione1, espressione2, espressione3, ...]>'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8419 '#ANGAX ON [espressione1, espressione2, espressione3, ...]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8420 '#SERVO ON/OFF [asse/mandrino]'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8421 '#MDOFF'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8422 '#CD OFF'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8423 '#OSC asse1 asse2 ...'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8424 '#CLEAR<[indicatore, ...]>'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8425 '#HSC OFF'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
·168·
Soluzione di errori
CNC 8065
(REF: 1308)
8426 '#DEF "macro1" = "text1" "macro2" = "text2" ...'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8427 'Parametro FIRST/SECOND non consentito in questo MODE'
RILEVAMENTO Durante l’esecuzione.
CAUSA Nelle sentenze #CS e #ACS, i comandi FIRST e SECOND si possono programmaresolo in MODE 6 .
SOLUZIONE Controllare nel manuale di programmazione la sintassi delle sentenze.
8443 'Azione non consentita nella sentenza IF'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. Le azioni programmate nella
sentenza IF non sono valide; le azioni non possono essere IF né SUB.SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8445 'Numero di assi mal programmato'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Il numero di assi programmato pertale funzione G non è corretto.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8446 'Il blocco G2/G3 programmato non ammette parametri I, J, K'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Il blocco G2/G3 programmato nonammette i parametri I, J, K per definire il centro dell’interpolazione.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8447 'La funzione programmata richiede parametri I, J, K'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. La funzione G9 richiede di
programmare il punto intermedio (parametri I, J, K)SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8452 'Programmazione errata della filettatura'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Programmazione errata dellefunzioni G33/G34.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8454 'Valore parametro E incorretto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Valore errato del parametro E nellafunzione G49.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8455 'Valore parametro S incorretto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Valore errato del parametro S nellafunzione G.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8456 'Valore parametro L incorretto'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. Valore errato del parametro L nella
funzione G33/G34.SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8457 'Ordine degli assi incorretto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. L'ordine degli assi nel blocco non ècorretto.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
Soluzione di errori
CNC 8065
(REF: 1308)
·169·
8458 'Funzione o variabile inesistente in fresatrice'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. La funzione programmata esiste solo
in tornio ed il programma è di una fresatrice (file pim).SOLUZIONE Cambiare il nome del file o utilizzare il software corretto.
8459 'Funzione o variabile inesistente in tornio'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. La funzione programmata esiste soloin fresatrice ed il programma è di un tornio (file pim).
SOLUZIONE Cambiare il nome del file o utilizzare il software corretto.
8460 'Ciclo PROBE inesistente sul tornio'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Il ciclo PROBE non esiste.SOLUZIONE Consultare nel manuale del 8055 i cicli fissi disponibili.
8477 'Minuscole non permesse nel 8055'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Il linguaggio del 8055 non consentel'uso di minuscole.
SOLUZIONE Programmare le parole riservate in minuscola.
8479 '#TANGCTRL ON [<asse1 angolo1, asse2 angolo2, ...><, avanzamento>]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8480 '#TANGCTRL OFF/SUSP <[asse1, asse2, ...]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8482 'Manca informazione nel blocco'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. Il blocco programmato non è valido
blocco vuoto, blocco tipo N10, ecc.)SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8483 'Valore fuori intervallo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Il valore programmato per il numerodi blocco o il numero di ripetizioni non è valido.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8484 'Ordine dei dati incorretto'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. L'ordine dei dati nel blocco non ècorretto.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8485 '#DGSPDL nome_mandrino'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8486 'Programmazione non valida in fresatrice'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Programmazione errata dellefunzioni in fresatrice.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
·170·
Soluzione di errori
CNC 8065
(REF: 1308)
8487 'Programmazione non valida in tornio'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. Programmazione errata della
funzione G15 in tornio.SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8488 'Numero di ripetizioni non possibile'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. È possibile programmare il numerodi ripetizioni solo in un blocco di spostamento.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8489 '$FOR i = iniziale, finale, incremento'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8490 '$GOTO Nespressione/$GOTO [espressione]'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8491 '$IF condizione'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8492 '$ELSEIF condizione'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8493 '$SWITCH espressione'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8494 '$CASE espressione'
RILEVAMENTO Durante l’esecuzione.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8496 '$WHILE condizione'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8497 'Valore parametro K incorretto'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. Valore errato del parametro K nella
funzione G programmata.SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8498 'Parametro in più'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Vi è un parametro in più nellafunzione G24/G27.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8499 'Parametri incorretti in funzione'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Vi sono parametri non validi infunzione G programmata.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
Soluzione di errori
CNC 8065
(REF: 1308)
·171·
8502 'L'interpolazione circolare in polari non ammette raggio'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. L'interpolazione circolare in polari
non ammette la programmazione del raggio; ammette solo il parametro Q.SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8503 'Si deve programmare le quote finale dello spostamento'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Manca la quota finale di spostamentoin G8, G9 o G33.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8504 'Valore errato del numero di blocchi (0-50)'
RILEVAMENTO Durante l’esecuzione.
CAUSA Errore nel programmare in linguaggio del 8055. Valore errato del numero di blocchiin G41/G42.
SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8506 'Programmare solo parametro E'
RILEVAMENTO Durante l’esecuzione.CAUSA Errore nel programmare in linguaggio del 8055. Se nella funzione G si programma
il parametro E, la funzione non consente più parametri.SOLUZIONE Consultare nel manuale del 8055 la sintassi corretta.
8507 'Doppia programmazione carattere jolly'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il carattere jolly "?n" è programmato più di una volta nel blocco.
SOLUZIONE Programmare il carattere jolly una sola volta nel blocco.
8509 'Numero di carattere jolly non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero programmato nel jolly "?n" è negativo o maggiore del numero di assi del
canale.SOLUZIONE Il numero programmato nel jolly "?n" deve essere un numero di asse valido.
8525 '#CAM SELECT[<camma,>"path\file"]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8526 '#CAM DESELECT[camma]'
RILEVAMENTO Durante l'edizione ed esecuzione in MDI.CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza.
8527 '#REPOS <INT/INI> nomeAsse/nomeMandrino…'
RILEVAMENTO Durante l’esecuzione.
CAUSA La sintassi della sentenza non è corretta.
SOLUZIONE Controllare nel manuale di programmazione la sintassi della sentenza. Dopo#REPOS programmare una sequenza d’assi e/o mandrini del canale.
8701 'Manca risorsa o numero dopo simbolo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca risorsa dopo DFU, DFD, ERA o dopo il simbolo di DEF/PDEF.SOLUZIONE Programmare "DEF/PDEF simbolo risorsa" o "DFU/DFD/ERA risorsa".
8702 'Risorsa prima di simbolo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Comando DEF o PDEF. La risorsa è programmata prima del simbolo.
SOLUZIONE Programmare "DEF/PDEF simbolo risorsa".
·172·
Soluzione di errori
CNC 8065
(REF: 1308)
8703 'Numero prima di simbolo'
RILEVAMENTO Durante l’esecuzione.CAUSA Comando DEF o PDEF. Il numero è programmato prima del simbolo.
SOLUZIONE Programmare "DEF/PDEF simbolo numero".
8704 'In attesa di risorsa o numero invece di simbolo'
RILEVAMENTO Durante l’esecuzione.
CAUSA Comando DEF o PDEF. Vi sono simboli programmati.SOLUZIONE Programmare "DEF/PDEF simbolo risorsa" o "DEF/PDEF simbolo numero".
8705 'Non è possibile ridefinire risorse'
RILEVAMENTO Durante l’esecuzione.
CAUSA Comando DEF o PDEF. Vi sono due risorse programmate.
SOLUZIONE Programmare "DEF/PDEF simbolo risorsa" o "DEF/PDEF simbolo numero".
8706 'Non è possibile ridefinire numeri'
RILEVAMENTO Durante l’esecuzione.CAUSA Comando DEF o PDEF. Vi sono due numeri programmati.
SOLUZIONE Programmare "DEF/PDEF simbolo risorsa" o "DEF/PDEF simbolo numero".
8707 'Manca simbolo seguito da risorsa o numero'
RILEVAMENTO Durante l’esecuzione.
CAUSA Comando DEF o PDEF. Manca la programmazione del simbolo e della risorsa o delnumero.
SOLUZIONE Programmare "DEF/PDEF simbolo risorsa" o "DEF/PDEF simbolo numero".
8708 'Manca periodo di modulo periodico'
RILEVAMENTO Durante l’esecuzione.CAUSA Mancata programmazione del periodo del modulo periodico PE.
SOLUZIONE Programmare "PE periodo".
8709 'Manca primo operando della consultazione OR'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la prima consultazione del comando OR.SOLUZIONE Programmare "consultazione OR consultazione"
8710 'Manca secondo operando della consultazione OR'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la seconda consultazione del comando OR.
SOLUZIONE Programmare "consultazione OR consultazione"
8711 'Manca primo operando della consultazione AND'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la prima consultazione del comando AND.SOLUZIONE Programmare "consultazione ADN consultazione"
8712 'Manca secondo operando della consultazione AND'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la seconda consultazione del comando AND.
SOLUZIONE Programmare "consultazione ADN consultazione"
8713 'Manca primo operando della consultazione XOR'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca la prima consultazione del comando XOR.
SOLUZIONE Programmare "consultazione XOR consultazione"
8714 'Manca secondo operando della consultazione XOR'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la seconda consultazione del comando XOR.SOLUZIONE Programmare "consultazione XOR consultazione"
Soluzione di errori
CNC 8065
(REF: 1308)
·173·
8715 'Manca operando della consultazione NOT'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca la consultazione del comando NOT.
SOLUZIONE Programmare "NOT consultazione"
8716 'Manca parentesi di chiusura'
RILEVAMENTO Durante l’esecuzione.
CAUSA Vi è una sintassi d’apertura ma manca la sintassi di chiusura.SOLUZIONE Programmare (consultazione)"
8717 'Manca parentesi di apertura'
RILEVAMENTO Durante l’esecuzione.
CAUSA Vi è una sintassi di chiusura ma manca la sintassi d’apertura.
SOLUZIONE Programmare (consultazione)"
8718 'Parentesi non accoppiate'
RILEVAMENTO Durante l’esecuzione.CAUSA Il numero di sintassi d’apertura non coincide con il numero di sintassi di chiusura.
SOLUZIONE Verificare che ogni sintassi di apertura abbia la rispettiva sintassi di chiusura.
8719 'Manca risorsa DFU'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca risorsa dopo il comando DFU.SOLUZIONE Programmare "DFU risorsa".
8720 'Manca risorsa DFD'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca risorsa dopo il comando DFD.
SOLUZIONE Programmare "DFD risorsa".
8721 'In attesa di istruzione di azione dopo '='''
RILEVAMENTO Durante l’esecuzione.CAUSA Manca istruzione "=".
SOLUZIONE Programmare "condizione = istruzione".
8722 'Manca secondo operando del CPS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la seconda risorsa del comando CPS.SOLUZIONE Programmare "CPS risorsa operazione risorsa". Le risorse potranno essere un
registro, un simbolo o un numero. L’operazione potrà essere uno dei comandi GT, GE,EQ, NE, LE, LT.
8723 'Manca operando del CPS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca l'operazione del comando CPS.
SOLUZIONE Programmare "CPS risorsa operazione risorsa". Le risorse potranno essere unregistro, un simbolo o un numero. L’operazione potrà essere uno dei comandi GT, GE,EQ, NE, LE, LT.
8724 'Manca operatore e secondo operando CPS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca l’operatore e la seconda risorsa del comando CPS.
SOLUZIONE Programmare "CPS risorsa operazione risorsa". Le risorse potranno essere unregistro, un simbolo o un numero. L’operazione potrà essere uno dei comandi GT, GE,EQ, NE, LE, LT.
8725 'Manca primo operando del CPS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca la prima risorsa del comando CPS.
SOLUZIONE Programmare "CPS risorsa operazione risorsa". Le risorse potranno essere unregistro, un simbolo o un numero. L’operazione potrà essere uno dei comandi GT, GE,EQ, NE, LE, LT.

·174·
Soluzione di errori
CNC 8065
(REF: 1308)
8726 'Manca primo operando, operatore e secondo operando CPS'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca l’operatore e le due risorse del comando CPS.
SOLUZIONE Programmare "CPS risorsa operazione risorsa". Le risorse potranno essere unregistro, un simbolo o un numero. L’operazione potrà essere uno dei comandi GT, GE,EQ, NE, LE, LT.
8727 'Operatore di comparazione non valido'
RILEVAMENTO Durante l’esecuzione.CAUSA L’operazione programmata nel comando CPS non è valida.
SOLUZIONE Programmare "CPS risorsa operazione risorsa". Le risorse potranno essere unregistro, un simbolo o un numero. L’operazione potrà essere uno dei comandi GT, GE,EQ, NE, LE, LT.
8728 'Manca indice di timer in TEN'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca il timer nel comando TEN.
SOLUZIONE Programmare "TEN timer".
8729 'Manca indice timer in TRS'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca il timer nel comando TRS.SOLUZIONE Programmare "TRS timer".
8730 'Manca preselezione in TG'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca il valore di preselezione nel comando TG.
SOLUZIONE Programmare "TG timer preselezione". Il valore di preselezione potrà essere unregistro, un simbolo o un numero.
8731 'Manca indice di timer e preselezione in TG'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca il timer ed il valore di preselezione nel comando TG.SOLUZIONE Programmare "TG timer preselezione". Il valore di preselezione potrà essere un
registro, un simbolo o un numero.
8732 'Ordine di operandi invertiti in TG'
RILEVAMENTO Durante l’esecuzione.CAUSA Programmazione errata del comando TG.
SOLUZIONE Programmare "TG timer preselezione". Il valore di preselezione potrà essere unregistro, un simbolo o un numero.
8733 'In attesa di istruzione di azione dopo NOT'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca istruzione dopo NOT.
SOLUZIONE Programmare "NOT = istruzione".
8734 'Manca indice di contatore in CUP'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca il contatore nel comando CUP.SOLUZIONE Programmare "CUP contatore".
8735 'Manca indice di contatore in CDW'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca il contatore nel comando CDW.
SOLUZIONE Programmare "CDW contatore".
8736 'Manca indice di contatore in CEN'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca il contatore nel comando CEN.
SOLUZIONE Programmare "CEN contatore".
Soluzione di errori
CNC 8065
(REF: 1308)
·175·
8737 'Manca preselezione in CPR'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca il valore di preselezione nel comando CPR.
SOLUZIONE Programmare "CPR contatore preselezione". Il valore di preselezione potrà essereun registro, un simbolo o un numero.
8738 'Manca indice contatore e preselezione in CPR'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca il contatore ed il valore di preselezione nel comando CPR.
SOLUZIONE Programmare "CPR contatore preselezione". Il valore di preselezione potrà essereun registro, un simbolo o un numero.
8739 'Ordine di operandi invertiti in CPR'
RILEVAMENTO Durante l’esecuzione.
CAUSA Programmazione errata del comando CPR.SOLUZIONE Programmare "CPR contatore preselezione". Il valore di preselezione potrà essere
un registro, un simbolo o un numero.
8740 'Manca operando in SET'
RILEVAMENTO Durante l’esecuzione.CAUSA Manca risorsa nel comando SET.
SOLUZIONE Programmare "SET risorsa".
8741 'Manca operando in RES'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca risorsa nel comando RES.SOLUZIONE Programmare "RES risorsa".
8742 'Manca operando in CPL'
RILEVAMENTO Durante l’esecuzione.
CAUSA Manca risorsa nel comando CPL.
SOLUZIONE Programmare "CPL risorsa".
8894 'Istruzione precedente incorretta'
RILEVAMENTO Nel compilare il programma PLC.CAUSA L’analisi del programma PLC realizzata dal compilatore prima della relativa
conversione in C, ha rilevato un’istruzione errata. L’uscita di errori segnala l’istruzionesuccessiva a quella errata.
SOLUZIONE Correggere, eliminare o commentare l’istruzione errata.
8895 'Istruzione incorretta'
RILEVAMENTO Nel compilare il programma PLC.CAUSA L’analisi del programma PLC realizzata dal compilatore prima della relativa
conversione in C, ha rilevato un’istruzione errata. L’uscita di errori segnala l’istruzioneerrata.
SOLUZIONE Correggere, eliminare o commentare l’istruzione errata.
8896 'È consentito modulo vuoto solo in CY1'
RILEVAMENTO Nel compilare il programma PLC.
CAUSA Nel programma PLC è programmato un modulo PRG, PE o SUB vuoto.SOLUZIONE In caso di modulo vuoto vi sono due possibilità: eliminarlo o porre una sola istruzione
che sia “;”.
·176·
Soluzione di errori
CNC 8065
(REF: 1308)
9000-9999
9301 'Gli assi maestro e slave devono avere gli stessi REFFEED1 e REFFEED2'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Vi è una coppia gantry o tandem i cui assi maestro e slave hanno diversa velocitàdi ricerca zero in un set (parametri REFFEED1 e REFFEED2).
SOLUZIONE Controllare i parametri macchina. La velocità rapida e lenta di ricerca di riferimentomacchina (parametri REFFEED1 e REFFEED2) dovrà essere uguale in entrambi gliassi.
9302 'Per assumere il nuovo valore è necessario riavviare windows'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Un cambiamento nei parametri macchina richiede di riavviare windows per avere
effetto.SOLUZIONE Riavviare windows.
9303 'La sonda deve essere associata a ingresso digitale di nodo Fagor'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Il parametro PRBDI1 o PRBDI2 fa riferimento ad un ingresso digitale non valido. Sonovalidi solo gli ingressi digitali appartenenti a moduli Fagor o gli ingressi logici se sidesidera solo simulare la sonda.
SOLUZIONE Assegnare ai parametri PRBDI1 e PRBDI2 un ingresso digitale di un modulo Fagoro un ingresso logico.
9304 'Assi gantry: i due assi SERCOS devono avere uguale OPMODEP'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Vi è una coppia gantry o tandem i cui assi maestro e slave hanno diverso parametro
OPMODEP.SOLUZIONE Controllare i parametri macchina. Entrambi gli assi devono avere il parametro
OPMODEP uguale.
9305 'Si raccomanda di ridurre l'ordine del filtro'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Uno dei filtri passa-basso dell’asse ha un numero d’ordine troppo alto per la
frequenza definita, il che potrebbe causare un superamento.SOLUZIONE Controllare i parametri macchina. Ridurre l’ordine del filtro o aumentare la frequenza.
9306 'Filtro FAST incompatibile con il terzo filtro di asse'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA Il CNC non può attivare il filtro automatico della modalità HSC FAST perché vi sono
già tre filtri di frequenza attivi nell’asse.SOLUZIONE Eliminare un filtro di frequenza dell’asse o eliminare il filtro della modalità HSC FAST.
9307 'Con l'opzione di software Motion Control il tipo di canale "CHTYPE" deve essere di PLC'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA È un modello MC e un canale non è definito come canale di PLC.
SOLUZIONE Controllare i parametri macchina. Nel modello MC, tutti i canali devono essere di PLC(parametro CHTYPE).
9308 'Non sono consentite posizioni di compensazione fuori intervallo del modulo'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Nella tabella di compensazione della vite o di compensazione incrociata dell’assesono definite posizioni fuori dei limiti del modulo.
SOLUZIONE Definire tutte le posizioni entro i limiti di modulo.

Soluzione di errori
CNC 8065
(REF: 1308)
·177·
9309 'Se il numero di magazzini è 0, si devono permettere utensili di terra'
RILEVAMENTO Durante la conferma dei parametri macchina.CAUSA La macchina non ha nessun magazzino e non ammette utensili di terra.
SOLUZIONE Per poter cambiare utensile in una macchina senza magazzini, la macchina deveammettere utensili di terra (parametro GROUND).
9310 'Non è possibile variare override del mandrino durante filettatura se feedforward < 90%'
RILEVAMENTO Durante la convalida dei parametri macchina o l’esecuzione di una filettatura G33.
CAUSA Non è possibile modificare l’override del mandrino durante la filettatura se ilfeedforward è minore della 90%, per evitare di danneggiare il filetto.
SOLUZIONE Aumentare il feedforward del mandrino.
9311 'Un asse TANDEM non può essere in un gruppo MULTIAXIS'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Uno degli assi parte di una coppia tandem e di un gruppo MULTIAXIS.SOLUZIONE Correggere la tabella degli assi tandem e multiasse. Un asse può essere solo in una
delle due configurazioni.
9312 'Un asse GANTRY non può essere in un gruppo MULTIAXIS'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Uno degli assi parte di una coppia gantry e di un gruppo MULTIAXIS.
SOLUZIONE Correggere la tabella degli assi gantry e multiasse. Un asse può essere solo in unadelle due configurazioni.
9313 'DRIVEID dell'asse del gruppo MULTIAXIS non valido nel sistema'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Nessun asse nel sistema con lo stesso DRIVEID indicato nel definire un gruppoMULTIAXIS.
SOLUZIONE Assegnare nei gruppi MULTIAXIS un DRIVEID che sia associato agli assi delsistema.
9314 'Asse SERCOS del gruppo multiaxis ha diverso DRIVEID'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Non tutti gli assi di un gruppo MULTIAXIS sono associati allo stesso regolatore(parametro DRIVEID).
SOLUZIONE Tutti gli assi Sercos di un gruppo MULTIAXIS devono essere associati allo stessoregolatore e quindi devono avere uguale parametro DRIVEID.
9315 'Il numero di Sets del gruppo supera il numero di Sets del regolatore'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Il regolatore ammette 8 gamme ed il numero totale di set di parametri definiti in ungruppo MULTIAXIS supera tale valore.
SOLUZIONE Ridurre il numero di assi del gruppo MULTIAXIS o ridurre il numero di set di parametridegli assi del gruppo.
9316 'Gli assi del gruppo non hanno gli stessi OPMODEP: tutti velocità o tutti posizione'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Vi è un gruppo multiasse i cui assi hanno diverso parametro OPMODEP.
SOLUZIONE Controllare i parametri macchina. Tutti gli assi di un gruppo multiasse devono avereil parametro OPMODEP uguale.
9317 'Gruppo di assi con diversi retroazioni: tutti gli assi SERCOS devono essere velocità'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Vi è un gruppo multiasse i cui assi hanno diverso parametro COUNTERID e gli assinon sono Sercos velocità.
SOLUZIONE Controllare i parametri macchina. Tutti gli assi di un gruppo multiasse devono avereil parametro COUNTERID uguale; se il parametro non è uguale, gli assi devonoessere assi Sercos velocità.
9318 'Due assi in gruppi multiasse diversi con lo stesso COUNTERID in alcuni dei relativi SETs'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Vi sono assi in vari gruppi MULTIAXIS che condividono lo stesso ingresso di
retroazione.SOLUZIONE Cambiare il parametro CONTERID degli assi implicati in modo da non condividere
lo stesso ingresso di retroazione.
·178·
Soluzione di errori
CNC 8065
(REF: 1308)
9319 'Due assi in gruppi multiasse diversi con lo stesso ANAOUTID in alcuni dei relativi SETs'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Vi sono assi in vari gruppi MULTIAXIS che condividono la stessa uscita analogica.
SOLUZIONE Cambiare il parametro ANAOUTID degli assi implicati in modo da non condividerela stessa uscita analogica.
9320 'Gli assi maestro e slave devono avere la stessa modalità ABSFEEDBACK'
RILEVAMENTO Durante la conferma dei parametri macchina.
CAUSA Vi è un gruppo MULTIAXIS i cui assi hanno diverso parametro ABSFEEDBACK.
SOLUZIONE Controllare i parametri macchina. Tutti gli assi di un gruppo MULTIAXIS devono avereil parametro ABSFEEDBACK uguale.
9321 'Gli assi del gruppo multiaxis devono avere la stessa modalità DRIVETYPE'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Vi è un gruppo MULTIAXIS i cui assi hanno diverso parametro DRIVETYPE.SOLUZIONE Controllare i parametri macchina. Tutti gli assi di un gruppo MULTIAXIS devono avere
il parametro DRIVETYPE uguale; tutti gli assi analogici o tutti Sercos.
9322 'Non vi è Hardware per assi Mechatrolink'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Non si dispone dell’hardware necessario per lavorare con assi Mechatrolink.
SOLUZIONE Rivolgersi alla Fagor Automation.
9323 'Con assi Mechatrolink non si ammettono di assi Tandem'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Vi è un regolatore Mechatrolink che fa parte di una coppia tandem.SOLUZIONE Un regolatore Mechatrolink non può far parte di un asse tandem. Eliminare l’asse
Mechatrolink della coppia tandem o usare regolatori Sercos.
9324 'Con assi Mechatrolink non si ammettono gruppi MULTIAXIS'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Vi è un regolatore Mechatrolink che fa parte di un gruppo MULTIAXIS.
SOLUZIONE Un regolatore Mechatrolink non può far parte di un gruppo MULTIAXIS. Eliminarel’asse Mechatrolink del gruppo MULTIAXIS o usare regolatori Sercos.
9325 'Assi Mechatrolink: Gli inverter devono essere mandrini'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA In una configurazione Mechatrolink, gli inverter devono sempre essere mandrini.
SOLUZIONE Controllare i parametri macchina.
9326 'Mechatrolink I: Looptime 2 ms'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA La modalità Mlink-I di Mechatrolink ammette solo un tempo di ciclo di 2ms.
SOLUZIONE Per la modalità Mlink-I assegnare un tempo di ciclo di 2 ms (parametro LOOPTIME)o utilizzare la modalità Mlink II (parametro MLINK).
9327 'Mechatrolink: Numero massimo degli assi e dei mandrini superato'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA La configurazione Mechatrolink supera il numero massimo consentito di assi e
mandrini (servo e inverter). La modalità Mlink-I ammette un massimo di 14 elementie la modalità Mlink-II 30 elementi. Utilizzare una scanalatura di tempo (Slot Time)di 90 microsecondi invece di 60, riduce anche il numero massimo di regolatori.
SOLUZIONE Ridurre il numero di regolatori o utilizzare la modalità Mlink-II con uno slot time di 60microsecondi.
9328 'MECHATROLINK II: Massimo 2 variabili DRV per asse'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Nella tabella di parametri OEM sono assegnate più di due variabili DRV ad uno stessoasse.
SOLUZIONE Assegnare un massimo di due variabili DRV ad ogni asse.
Soluzione di errori
CNC 8065
(REF: 1308)
·179·
9329 'MECHATROLINK II: Non sono consentiti variabili e parametri nello stesso asse'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Nella tabella di variabili del regolatore (DRV) dei parametri OEM, sono assegnati
parametri e variabili ad uno stesso asse.SOLUZIONE La definizione di parametri e variabili per uno stesso asse è escludente, o si
definiscono parametri o variabili.
9330 'Con assi Mechatrolink non si ammettono di assi Sercos'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Bus digitali Sercos e Mechatrolink sono incompatibili.
SOLUZIONE Controllare i parametri macchina. • Con bus Sercos, definire in tutti gli assi il parametro MLINK = Nono ed inoltre
DRIVETYPE non può essere "Mlink". • Con bus Mechatrolink, definire in tutti gli assi il parametro MLINK diverso da "no"
ed inoltre DRIVETYPE non può essere "Sercos".
9331 'Non si ammettono variabili o parametri DRV con Mechatrolink I o Mechatrolink II a 17 byte'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA È possibile inviare solo i sottocomandi che risolvono le variabili e i parametri in
Mechatrolink II a 32 byte.SOLUZIONE Per potere accedere alle variabili ed ai parametri del regolatore (DRV) occorre
configurare il bus come Mechatrolink II a 32 byte (parametri MLINK e DATASIZE).
9332 'COUNTERTYPE remoto e COUNTERID 0 incompatibile'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.CAUSA Negli assi analogici con retroazione remota (parametro COUNTERTYPE), il
parametro COUNTERID non può avere valore 0 (zero).SOLUZIONE Controllare i parametri macchina. Verificare il tipo di retroazione assegnato all’asse
(parametro COUNTERTYPE). Negli assi analogici con retroazione remota, ilparametro COUNTERID indica la direzione logica del regolatore, che non può esserezero.
9333 'Hardware Sercos non è compatibile con assi Mechatrolink.
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA L’hardware dell’unità centrale è per il bus Sercos e i regolatori sono Mechatrolink.
SOLUZIONE Utilizzare regolatori Sercos. Verificare il tipo di regolatore definito nei parametrimacchina (parametro DRIVETYPE).
9334 'Hardware Mechatrolink non è compatibile con assi Sercos'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA L’hardware dell’unità centrale è per il bus Mechatrolink e i regolatori sono Sercos.SOLUZIONE Utilizzare regolatori Mechatrolink. Verificare il tipo di regolatore definito nei parametri
macchina (parametro DRIVETYPE).
9336 'Parametri macchina incompatibili'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Sono attive due prestazioni che sono incompatibili fra loro. I parametri macchinarelazionati appaiono nel messaggio d’errore (ad esempio, i parametri HBLS eMODBUSSVRRS non sono compatibili perché entrambi utilizzano la linea seriale).
SOLUZIONE Annullare uno dei due parametri indicati nel messaggio d’errore.
·180·
Soluzione di errori
CNC 8065
(REF: 1308)
23000-23999
23101 'Errore nell'analisi del file di definizione della compensazione volumetrica'
RILEVAMENTO Durante la convalida dei parametri macchina o l’avvio del CNC.
CAUSA Il file di definizione della compensazione volumetrica non contiene i dati idonei.
SOLUZIONE Selezionare un file idoneo.
23102 'Errore del sistema di compensazione volumetrica: compensazione disattivata'
RILEVAMENTO Durante l’esecuzione.CAUSA Il CNC ha rilevato un errore interno nel calcolo della compensazione volumetrica ed
ha annullato i valori della compensazione.SOLUZIONE Rivolgersi alla Fagor Automation.
23103 'Non è possibile attivare l'indicatore VOLCOMP senza una tabella confermata'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il PLC ha cercato di attivare una compensazione volumetrica che non è definita inmodo corretto e pertanto non è possibile la compensazione della macchina.
SOLUZIONE Definire una compensazione volumetrica idonea nei parametri macchina (parametriVOLCOMP).
23104 'Non si può attivare l’indicatore VOLCOMP con un’altra tabella attiva su assi comuni'
RILEVAMENTO Durante l’esecuzione.
CAUSA Il PLC ha cercato di attivare una compensazione volumetrica con un’altra attiva, euno degli assi utilizzati è comune in entrambe le compensazioni.
SOLUZIONE Non possono essere attive due compensazioni volumetriche aventi un asse incomune. Prima di attivare una compensazione, annullare quella attiva mediante ilrispettivo indicatore di PLC.
Soluzione di errori
CNC 8065
(REF: 1308)
·181·
TABELLA DEGLI UTENSILI E DEL MAGAZZINO.
'Non è possibile caricare l'utensile nella posizione %1'
RILEVAMENTO Durante il caricamento manuale di un utensile da una finestra di dialogo o dalla listadel magazzino. Caricamento in corso della tabella del magazzino.
CAUSA L’utensile non entra in tale posizione di magazzino, è già nel magazzino o non èdefinito nella tabella utensili.
SOLUZIONE Selezionare una posizione di magazzino con posto sufficiente. Verificare chel’utensile sia definito nella tabella.
'Non è possibile scaricare l'utensile %1'
RILEVAMENTO Durante lo scaricamento manuale di un utensile da un quadro di dialogo o dalla listadel magazzino. Caricamento in corso della tabella utensili o magazzino.
CAUSA L'utensile non è nel magazzino.
SOLUZIONE Selezionare un utensile che sia nel magazzino.
'Non è possibile eseguire la manovra. Verificare che il mandrino sia vuoto'
RILEVAMENTO Nell’eseguire un blocco di caricamento o scaricamento di un utensile di terra.CAUSA Il mandrino non è vuoto o vi è un canale in stato d’errore.
SOLUZIONE Scaricare l’utensile del mandrino. Verificare che lo stato di tutti i canali sia "READY".
'Tipo di tabella selezionata errata'
RILEVAMENTO Nel caricare la tabella utensili o magazzino.
CAUSA Il file con i dati non corrisponde alla tabella che si desidera caricare o è statomodificato esternamente.
SOLUZIONE Selezionare il file corrispondente alla tabella che si desidera caricare.
'L'utensile non esiste o è già caricato nel magazzino'
RILEVAMENTO Durante il caricamento di un utensile in magazzino, con o senza manovra.CAUSA L’utensile non esiste o è già nel magazzino, nel mandrino o nei cambiautensili (se
esistenti).SOLUZIONE Definire l'utensile. Se è sul mandrino o sui cambiautensili, caricarlo nel magazzino.
'L'utensile %1 non può essere eliminato'
RILEVAMENTO Nel cancellare un utensile o nel caricare la tabella utensili.CAUSA Il CNC non trova l'utensile.
SOLUZIONE L’utensile non c’è, quindi non può essere eliminato. Se si verifica nel caricare latabella, inizializzare la tabella mediante il softkey e ricaricare caricare la tabella.
'L'utensile %1 non esiste o non è caricato nel magazzino'
RILEVAMENTO Nello scaricare un utensile del magazzino, nel forzare la posizione di un utensile onel caricare la tabella magazzino.
CAUSA L'utensile non esiste o non è nel magazzino.
SOLUZIONE Definire l’utensile e caricarlo sul magazzino.
'Errore nella rinomina dell'utensile'
RILEVAMENTO Nel cercare di cambiare il nome di un utensile.
CAUSA Non è possibile creare l’utensile nella base dati (bd8070.mdb). La base di dati puòessere in uso da un’altra applicazione o non avere permesso di scrittura.
SOLUZIONE La base dati deve avere permesso di scrittura. Se la base dati degli utensili è in usoda un’altra applicazione, attendere che si liberi.
·182·
Soluzione di errori
CNC 8065
(REF: 1308)
'Non è possibile rinominare un utensile da mandrino, magazzino o bracci'
RILEVAMENTO Nel cercare di cambiare il nome di un utensile.CAUSA Il CNC ha cercato di cambiare il nome di un utensile ed è già esistente un utensile
con tale nome nel mandrino, nel magazzino o nei cambiautensili (se esistenti).SOLUZIONE Selezionare un altro numero o scaricare l’utensile in terra.
'Non è possibile montare un utensile sul mandrino se vi è già un utensile sul braccio 2'
RILEVAMENTO Nel forzare un utensile come utensile di mandrino.
CAUSA Vi è un utensile nel braccio cambiatore 2.
SOLUZIONE Rimuovere l'utensile del braccio cambiatore 2.
'Non è possibile montare sul mandrino l'utesile del braccio cambiautensile'
RILEVAMENTO Nel forzare un utensile come utensile di mandrino.CAUSA L'utensile è sul braccio cambiatore 1.
SOLUZIONE Rimuovere l'utensile del braccio cambiatore 1.
'Posizione inesistente'
RILEVAMENTO In caricamento o scaricamento di un utensile del magazzino, con o senza manovra.
CAUSA La posizione del magazzino non esiste.SOLUZIONE Selezionare una posizione esistente del magazzino.
'Path %1 non trovato'
RILEVAMENTO Nel caricare, salvare o stampare la tabella utensili o magazzino.
CAUSA Il path selezionato non esiste.
SOLUZIONE Definire il path correttamente o creare la cartella di destinazione.
'File %1 non trovato'
RILEVAMENTO Nel caricare la tabella utensili o magazzino.CAUSA Il file con i dati non esiste.
SOLUZIONE Selezionare file esistenti ed indicarne il path corretto.
'Errore nel salvare tutti i dati su %1'
RILEVAMENTO Nel salvare la tabella utensili o magazzino.
CAUSA Non è stato possibile creare il file con i dati; è già esistente e non si hanno permessidi scrittura, è in uso da un’altra applicazione o non vi è spazio nel disco.
SOLUZIONE Selezionare un altra directory in cui salvar le tabelle, dare permesso di scrittura,chiudere l’applicazione che li sta usando o liberare spazio nel disco.
'Errore nell’aprire file %1'
RILEVAMENTO Nel caricare, salvare o stampare la tabella utensili o magazzino.
CAUSA Le eventuali cause sono le seguenti:• Nel caricare una tabella. Il file con i dati non esiste, non ha permesso di lettura
o è in uso da un’altra applicazione.• Nel salvare una tabella o stampare una tabella in un file. Non è stato possibile
creare il file con i dati; è già esistente e non si hanno permessi di scrittura, è inuso da un’altra applicazione o non vi è spazio nel disco.
• Nello stampare una tabella in una stampante, quest’ultima non esiste o èimpostata in modalità errato.
SOLUZIONE Le eventuali soluzioni sono le seguenti:• Nel caricare una tabella. Selezionare file esistenti, indicarne il path corretto, dare
permesso di lettura o chiudere l’applicazione che li sta usando.• Nel salvare una tabella o stampare una tabella in un file. Selezionare un altra
directory in cui salvar le tabelle, dare permesso di scrittura, chiuderel’applicazione che li sta usando o liberare spazio nel disco.
• Nello stampare una tabella in una stampante, selezionare una stampanteesistente e correttamente impostata.
Soluzione di errori
CNC 8065
(REF: 1308)
·183·
EDITOR DI PROFILI
'Profilo non risolto'
CAUSA Il profilo da salvare non è risolto completamente.
SOLUZIONE Risolvere il profilo da salvare. Il CNC consente di salvare solo profili risolti.
'Memoria insufficiente'
CAUSA Memoria di sistema insufficiente per continuare con l’editor di profili.
SOLUZIONE Rivolgersi alla Fagor Automation.
'Errore di geometria'
CAUSA Il profilo selezionato ha una geometria non valida. Il profilo selezionato ha un datoerrato nella definizione delle traiettorie.
SOLUZIONE Correggere il profilo. Tutte le traiettorie che definiscono il profilo devono esserecorrettamente definite.
'Errori dei dati del elemento'
CAUSA I dati immessi in un elemento sono errati.
SOLUZIONE Correggere i dati del elemento.
'Errori dei dati del profilo'
CAUSA Dati non validi nell’editazione di un profilo "cerchio" o "rettangolo".SOLUZIONE Correggere i dati del elemento.
'L'arco non passa dalla sua coordinata iniziale'
CAUSA In un elemento arco non sono coerenti i dati del centro, del raggio e del punto iniziale.
SOLUZIONE Correggere i dati del elemento.
'L'arco non passa dalla sua coordinata finale'
CAUSA In un elemento arco non sono coerenti i dati del centro, del raggio e del punto finale.
SOLUZIONE Correggere i dati del elemento.
'Nessun arco adempie a tutti i dati'
CAUSA L’editor non può trovare un elemento arco coerente con tutti i dati conosciuti.SOLUZIONE Correggere i dati del elemento.
'Elemento non tangente al precedente'
CAUSA La tangenza di un elemento non è coerente con l’elemento precedente.SOLUZIONE Correggere i dati del elemento.
'Valore non valido'
CAUSA Il valore immesso per modificare uno spigolo (arrotondamento, smusso, ingressotangenziale o uscita tangenziale) non è valido.
SOLUZIONE Correggere i dati del elemento. Il valore dello spigolo deve essere minore delletraiettorie fra le quali è definito.
'Errore in asse del piano'
CAUSA Un asse del piano non è valido. Entrambi gli assi del piano sono lo stesso o uno degliassi del profilo selezionato non è definito nel CNC.
SOLUZIONE Il piano deve essere formato da due assi diversi. Entrambi gli assi devono esserepresenti nel CNC.
·184·
Soluzione di errori
CNC 8065
(REF: 1308)