Техническая диагностика резцового исполнительного...
DESCRIPTION
Изложены теоретические основы создания систем технической диагностики резцовых исполнительных органов проходческих комбайнов. На основе модельных и экспериментальных исследований обоснованы, отвечающие условиям однозначности, воспроизводимости и чувствительности, параметры и критерии диагностирования поломок и износа резцов. Разработаны методики оперативного выявления поломок режущего инструмента и оценки интегрального показателя степени износа режущего инструмента на основе данных непрерывной регистрации тока двигателя привода резания. Предложена структура и алгоритм функционирования системы технической диагностики резцового исполнительного органа, позволяющая оперативно выявлять поломки режущего инструмента и степень его изношенности, адаптивная к горно-геологическим и горнотехническим факторам, а также к параметрам проходческого комбайна.TRANSCRIPT

ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
О.Е. Шабаев, И.И. Бридун, Н.В. Хиценко
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА РЕЗЦОВОГО ИСПОЛНИТЕЛЬНОГО ОРГАНА
ПРОХОДЧЕСКОГО КОМБАЙНА
Рекомендовано Учёным советом Донецкого национального технического университета
в качестве учебного пособия для студентов высших учебных заведений
Издание приурочено к 95-летию Донецкого национального технического университета
и 80-летию кафедры «Горные машины»
Донецк ООО «Технопарк ДонГТУ «УНИТЕХ»
2015

2
УДК 622.232.83.008.3
ББК 33.31
Ш 12
Р е ц е н з е н т ы: Кондрахин В.П. – заведующий кафедрой горнозаводского
транспорта и логистики Донецкого национального технического университета, доктор технических наук, профессор;
Синенко В.И. – кандидат технических наук,1-й заместитель по научной работе ПАО «Автоматгормаш им. В.А. Антипова» (г. Донецк)..
Рекомендовано Учёным советом
ГВУЗ "Донецкий национальный технический университет" (г. Донецк)
в качестве учебника для студентов высших учебных заведений,
протокол №9 от 18.12.2015 г.
Шабаев О.Е. Техническая диагностика резцового исполнительного органа
проходческого комбайна / О.Е. Шабаев, И.И. Бридун, Н.В. Хиценко; под общ. ред. О.Е. Шабаева. – Донецк: ООО «Технопарк ДонГТУ «УНИТЕХ» , 2015. – 200 с.: ил., табл.
В работе изложены теоретические основы создания систем технической диагностики резцовых исполнительных органов проходческих комбайнов. На основе модельных и экспериментальных исследований обоснованы, отвечающие условиям однозначности, воспроизводимости и чувствительности, параметры и критерии диагностирования поломок и износа резцов. Разработаны методики оперативного выявления поломок режущего инструмента и оценки интегрального показателя степени износа режущего инструмента на основе данных непрерывной регистрации тока двигателя привода резания. Предожена структура и алгоритм функционирования системы технической диагностики резцового исполнительного органа, позволяющая оперативно выявлять поломки режущего инструмента и степень его изношенности, адаптивная к горно-геологическим и горнотехническим факторам, а также к параметрам проходческого комбайна. Показано, что оптимальная стратегия замены режущего инструмента позволяет обеспечить существенное повышение темпов проведения выработок и ресурса комбайна.
УДК 622.232.83.008.3
ББК 33.31 © О.Е. Шабаев, И.И. Бридун, Н.В. Хиценко, 2015 © ДонНТУ 2015
ISBN 978-966-8248-67-2
3
СОДЕРЖАНИЕ стр.
ВВЕДЕНИЕ ...................................................................................................... 6
1 АКТУАЛЬНОСТЬ СОЗДАНИЯ СРЕДСТВ ТЕХНИЧЕСКОЙ
ДИАГНОСТИКИ РЕЗЦОВОГО ОРГАНА ПРОХОДЧЕСКОГО
КОМБАЙНА................................................................................................... 10
1.1 Состояние вопроса и обоснование объекта исследования................. 10
1.2 Краткий обзор работ по совершенствованию резцового органа
проходческого комбайна и диагностики его отказов............................... 15
1.3 Цель и задачи и методология исследования ....................................... 23
2 МАТЕМАТИЧЕСКАЯ МОДЕЛЬ РАБОЧЕГО ПРОЦЕССА
ПРОХОДЧЕСКОГО КОМБАЙНА................................................................ 25
2.1 Обоснование допущений и гипотез..................................................... 25
2.2 Математическая модель рабочего процесса проходческого комбайна
избирательного действия с поперечно-осевыми коронками ................... 27
2.3 Математическая модель формирования вектора внешнего
возмущения на исполнительном органе ................................................... 31
2.3.1 Формирование параметров среза.................................................. 31
2.3.2 Задание усилий на резцах с учетом затупления в процессе работы
................................................................................................................. 34
2.3.3 Моделирование поломки резца..................................................... 37
2.3.4 Приведение усилий на единичных резцах к вектору внешнего
возмущения............................................................................................. 39
2.3.5 Формализация поверхности забоя и структуры массива ............ 43
2.3.6 Математическая модель формирования вектора внешнего
возмущения на поперечно-осевой коронке как функционально-
законченный элемент ............................................................................. 46
4
2.4 Математические модели основных функционально законченных
элементов проходческого комбайна избирательного действия с
поперечно-осевыми коронками ................................................................. 48
2.4.1 Математическая модель пространственно перемещающейся
массы....................................................................................................... 48
2.4.2 Математическая модель цилиндрического шарнира с зазором.. 50
2.4.3 Математическая модель упора...................................................... 54
2.4.4 Математическая модель гидроцилиндра...................................... 56
2.4.5 Математическая модель гидрозажима ......................................... 59
2.4.6 Асинхронный электродвигатель................................................... 63
2.4.7 Гидрораспределитель .................................................................... 67
2.4.8 Сенсорная система......................................................................... 69
2.4.9 Система интеллекта горной машины ................................................... 72
2.5 Адекватность математической модели рабочего процесса
проходческого комбайна............................................................................ 79
2.5.1 Планирование и методика экспериментальных исследований... 79
2.5.2 Оценка адекватности математической модели рабочего процесса
проходческого комбайна........................................................................ 86
2.6 Выводы по разделу 2 ............................................................................ 91
3 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПОЛОМОК РЕЗЦОВ НА
ЭФФЕКТИВНОСТЬ РАБОЧЕГО ПРОЦЕССА КОМБАЙНА .................... 93
3.1 Планирование вычислительного эксперимента ................................. 93
3.2 Оценка изменения ресурса привода исполнительного органа при
поломках режущего инструмента ........................................................... 100
3.3 Оценка изменения производительности комбайна при поломках
режущего инструмента ............................................................................ 105
3.4 Обоснование диагностируемого показателя поломок режущего
инструмента.............................................................................................. 107
5
3.4.1 Теоретические исследования влияния поломки резца на
характеристики рабочего процесса ......................................................... 107
3.4.2 Экспериментальное подтверждение влияния поломки резца на
характеристики рабочего процесса ......................................................... 113
3.5 Выводы по разделу 3 .......................................................................... 117
4 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ИЗНОСА РЕЗЦОВ НА
ЭФФЕКТИВНОСТЬ РАБОЧЕГО ПРОЦЕССА КОМБАЙНА .................. 119
4.1 Экспериментальное исследование влияния износа резцов на
удельные энергозатраты процесса разрушения забоя............................ 120
4.2 Планирование вычислительного эксперимента ............................... 124
4.3 Исследование влияния износа резцов на теоретическую
производительность разрушения забоя комбайном ............................... 132
4.4 Исследование влияния износа резцов на ресурс трансмиссии
исполнительного органа комбайна.......................................................... 138
4.5 Оценка влияния износа резцов на точность диагностирования их
поломок..................................................................................................... 147
4.6 Выводы по разделу 4 .......................................................................... 153
5 РАЗРАБОТКА СИСТЕМЫ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО
СОСТОЯНИЯ РЕЗЦОВОГО ИСПОЛНИТЕЛЬНОГО ОРГАНА .............. 156
5.1 Математическая модель оптимизации технического обслуживания
резцового исполнительного органа ......................................................... 156
5.2 Оптимизация наработки до замены режущего инструмента ........... 166
5.3 Структура и алгоритм работы системы технической диагностики
состояния резцового исполнительного органа ....................................... 172
5.4 Выводы по разделу 5 .......................................................................... 180
ЗАКЛЮЧЕНИЕ ............................................................................................ 182
СПИСОК ЛИТЕРАТУРЫ............................................................................ 186
6
ВВЕДЕНИЕ Эффективная работа угольной промышленности как одно из
направлений обеспечения энергетической независимости, может быть обеспечена высоким техническим уровнем средств механизации и автоматизации технологических процессов горных работ. Анализ мировых тенденций развития угольной промышленности показывает, что одним из направлений снижения себестоимости добычи полезного ископаемого является концентрация горных работ. Это достигается на основе интенсификации процессов подземного производства с использованием современных технологий и максимального использования потенциальных возможностей техники за счет ее адаптации под горно-геологические и горнотехнические условия шахт.
Комбайновый способ проходки горных выработок является наиболее эффективным. Комбайны оснащаются продольно - и поперечно-осевыми резцовыми коронками. Темпы продвигания забоев с появлением современных проходческих комбайнов возросли с 70-80 м/мес. до 100-110 м/мес. и выше. Анализ перспектив применения высокоэффективных добычных комплексов с объемом добычи 3-6 тыс. т. в сутки показал, что темп проходки выработок должен быть существенно повышен, что может быть достигнуто только при эффективном использовании потенциальных возможностей проходческой техники.
Обработка забоя исполнительным органом проходческого комбайна сопровождается непрерывным износом резцов, что ведет к росту удельных энергозатрат разрушения забоя (до 2х раз между заменами резцов). При этом снижается теоретическая производительность комбайна, увеличивается длительность разрушения единицы объема горного массива и, как следствие, количество циклов нагружения, что приводит к снижению ресурса машины. Несвоевременная замена изношенных резцов приводит к существенным отклонениям показателей технического уровня

7
комбайна от нормативных значений согласно его технической характеристике. Также зачастую происходят поломки резцов в результате встречи с крепким препятствием, приводящие к повышению динамичности нагрузок на исполнительном органе и снижению ресурса комбайна.
Износ и поломки резцов зависят от многих факторов и не могут быть с достаточной точностью спрогнозированы до начала эксплуатации комбайна в конкретных условиях. Применяемая в настоящее время стратегия замены изношенных резцов на базе визуального осмотра малоэффективна, так как приводит к эксплуатации машины с чрезмерно изношенными или поломанными резцами. Поэтому актуальными являются исследования по обоснованию новых методов и разработке средств технической диагностики состояния рабочего инструмента проходческих комбайнов, а также эффективной стратегии замены резцов.
В основу содержания предлагаемой монографии положены материалы и результаты исследования рабочих процессов в силовых системах проходческих комбайнов избирательного действия, направленные на повышение эффективности их использования. Исследования были выполнены авторами данной работы под руководством доктора технических наук, профессора О.Е. Шабаева на кафедре «Горные машины» ДонНТУ и в ГП «Донгипроуглемаш».
Монография состоит из введения, пяти разделов и заключения, содержит список цитированных источников из 106 наименований.
В первом разделе выполнен анализ состояния проблемы, заключающейся в повышении технического уровня проходческих комбайнов с учетом эффективности процесса разрушения забоя режущим инструментом. Рассмотрены возможные пути наиболее эффективного повышения темпов проведения выработок без изменения мощности привода исполнительного органа комбайна. Первый раздел написан авторами совместно.
Второй раздел посвящен формализации процесса разрушения забоя проходческим комбайном с учетом постепенного износа и
8
возможных поломок режущего инструмента. Для установления закономерностей влияния технического состояния резцового рабочего инструмента на эффективность разрушения забоя была усовершенствована математическая модель процесса разрушения забоя проходческим комбайном, разработанная на кафедре горных машин ДонНТУ. Второй раздел монографии разработан авторами совместно под общим руководством О.Е. Шабаева.
Третий раздел посвящен установлению закономерностей влияния на ресурс элементов конструкции комбайна поломок резцов и обоснованию критерия их диагностирования. Исследования проводились на основе вычислительного эксперимента с учетом различных параметров режима разрушения забоя исполнительным органом, физико-механических свойств породных пластов забоя и параметров технического состояния комбайна. Экспериментальная проверка в условиях шахты «Добропольская» показала эффективность предложенного критерия. Третий раздел монографии разработан авторами совместно.
Четвертый раздел посвящен установлению закономерностей влияния износа резцов с учетом используемой стратегии их замены на темп проходки, энергоемкость процесса разрушения забоя и ресурс элементов конструкции комбайна. С помощью имитационного моделирования показано, что существенное влияние на эффективность работы проходческого комбайна оказывает стратегия замены изношенного режущего инструмента. Четвертый раздел монографии разработан авторами совместно.
Пятый раздел посвящен разработке математической модели оптимизации стратегии замены резцов и обоснованию структуры и алгоритма функционирования системы диагностики состояния коронки. Установлено наличие выраженного максимума темпа проходки выработки в зависимости от параметров стратегии замены резцов - периодичности замены, предельных удельных энергозатрат за цикл разрушения забоя и количества заменяемых резцов. При этом обеспечиваются затраты на оборудование и расходные материалы,

9
близкие к минимальным. Пятый раздел монографии разработан авторами совместно.
Введение и заключение написаны докт. техн. наук, профессором О.Е. Шабаевым, им же выполнено общее редактирование монографии.
Рекомендации по оптимизации стратегии замены режущего инструмента и созданию средств и методов диагностирования состояния исполнительного органа проходческих комбайнов были приняты ГП «Донгипроуглемаш» для использования при модернизации комбайнов КПД и КПА. Целесообразно использовать результаты выполненных исследований, выводы и рекомендации при разработке и совершенствовании очистных и проходческих комбайнов с резцовыми исполнительными органами.
Монография предназначена для инженерно-технических и научных работников, занятых проектированием, изготовлением и эксплуатацией современных выемочных машин.
Книга может быть полезной для студентов вузов направления подготовки «Машиностроение», специальности «Горные машины и комплексы», а также для других специальностей направления подготовки «Инженерная механика» и «Горное дело».
Авторы выражают глубокую признательность рецензентам проф., докт. техн. наук В.П. Кондрахину и канд. техн. наук В.В. Синенко, взявшим на себя труд прочесть рукопись и сделать ряд ценных замечаний, а также сотрудникам кафедры "Горные машины" ДонНТУ и ГП «Донгипроуглемаш» за оказанное содействие при проведении исследований, результаты которых послужили основой при написании данной работы.
Особую благодарность авторы монографии выражают докт. тех. наук, проф. Н.И. Стаднику за помощь в получении данных экспериментальных исследований.
Все замечания и советы по монографии, направленные на ее улучшение, будут приняты авторами с благодарностью.
10
1 АКТУАЛЬНОСТЬ СОЗДАНИЯ СРЕДСТВ ТЕХНИЧЕСКОЙ ДИАГНОСТИКИ РЕЗЦОВОГО ОРГАНА ПРОХОДЧЕСКОГО
КОМБАЙНА
1.1 Состояние вопроса и обоснование объекта исследования Эффективная работа угольной может быть обеспечена высоким
техническим уровнем средств механизации и автоматизации технологических процессов горных работ. Основным требованием для горно-шахтного оборудования становится повышение эффективности и безопасности его эксплуатации. При этом должно быть обеспечено снижение металлоемкости машин, энергоемкости процессов разрушения горного массива, а также экологического ущерба от ведения горных работ.
Анализ развития угольной промышленности в таких странах как Великобритания, Германия, Польша, Китай и др., занимающих лидирующие позиции в области технического оснащения производств, показывает [1-3], что одним из направлений снижения себестоимости добычи полезного ископаемого является концентрация горных работ. Это достигается на основе интенсификации процессов подземного производства с использованием современных техники и технологий. Также должно обеспечиваться максимальное использование потенциальных возможностей техники на основе ее адаптации под горно-геологические и горнотехнические условия шахт. В соответствии с указанными тенденциями, развитие добычи угля на Донбассе также характеризуется постоянным ростом нагрузки на добычной забой. Это в свою очередь требует повышения темпов проведения подготовительных выработок.
Комбайновый способ проходки горных выработок является наиболее эффективным. Темпы продвигания забоев с появлением современных проходческих комбайнов возросли с 70-80 м/мес. до

11
100-110 м/мес. и выше [4]. Вместе с тем, этот рост обеспечен в основном экстенсивным путем - за счет повышения энерговооруженности машин, что повлекло соответствующий рост их габаритов, массы и стоимости.
В настоящее время выпускается несколько типов проходческих комбайнов среднего класса (П110, КПД, КСП-32, см. табл. 1.1), отличающихся конструкцией исполнительного органа и отдельных узлов, общей мощностью и мощностью привода исполнительного органа, габаритами, массой и другими техническими параметрами. Комбайны оснащаются продольно - и поперечно-осевыми коронками, на которых устанавливаются тангенциальные поворотные резцы, рассчитанные на значительные усилия резания и обеспечивающие самозаточку в процессе работы.
Таблица 1.1 – Комбайны среднего класса, выпускаемые
отечественной промышленностью
В зависимости от условий применения комбайнов фактический
ресурс их силовых систем до капитального ремонта существенно отличается. При этом работа комбайна в тяжелых условиях

12
(повышенная крепость и абразивность пород) из-за значительных нагрузок на исполнительном органе и повышенного износа резцов приводит к существенному снижению ресурса ниже нормативных значений (см. табл.1.2), что может привести к снижению темпов проведения выработок.
Таблица 1.2 – Данные о наработке до капитального ремонта
комбайнов среднего класса
Как показано в [5], при применении современных
высокоэффективных добычных комплексов с объемом добычи 3-6 тыс. т. в сутки прогнозируемый требуемый темп проходки выработок повышается до 250-800 м/мес., что в настоящее время достижимо лишь за счет применения наиболее энерговооруженной техники зарубежного производства.
Возможными путями наиболее эффективного повышения темпов проведения выработок без повышения мощности привода исполнительного органа комбайна являются [6]:
- применение призабойной механизированной крепи, что позволит крепить кровлю выработки анкерной крепью за зоной работы комбайна параллельно с разрушением забоя;
- применение более стойкого инструмента, что позволит сократить затраты времени на замену резцов;
- снижение удельных энергозатрат процесса разрушения забоя; - повышение уровня использования мощности привода
исполнительного органа;
13
- минимизация перебора породы по контуру выработки. Первый путь требует дополнительных опытно-конструкторских
работ, связанных с созданием комплекса проходческого оборудования со щитовой призабойной крепью. Направления повышения использования мощности и минимизации перебора породы требуют внедрения мехатронной концепции горной машины, разработанной в [7]. Важное место в перспективных направлениях развития проходческих комбайнов занимают задачи обеспечения износостойкости режущего инструмента и повышения эффективности разрушения забоя за счет реализации рациональных режимов резания.
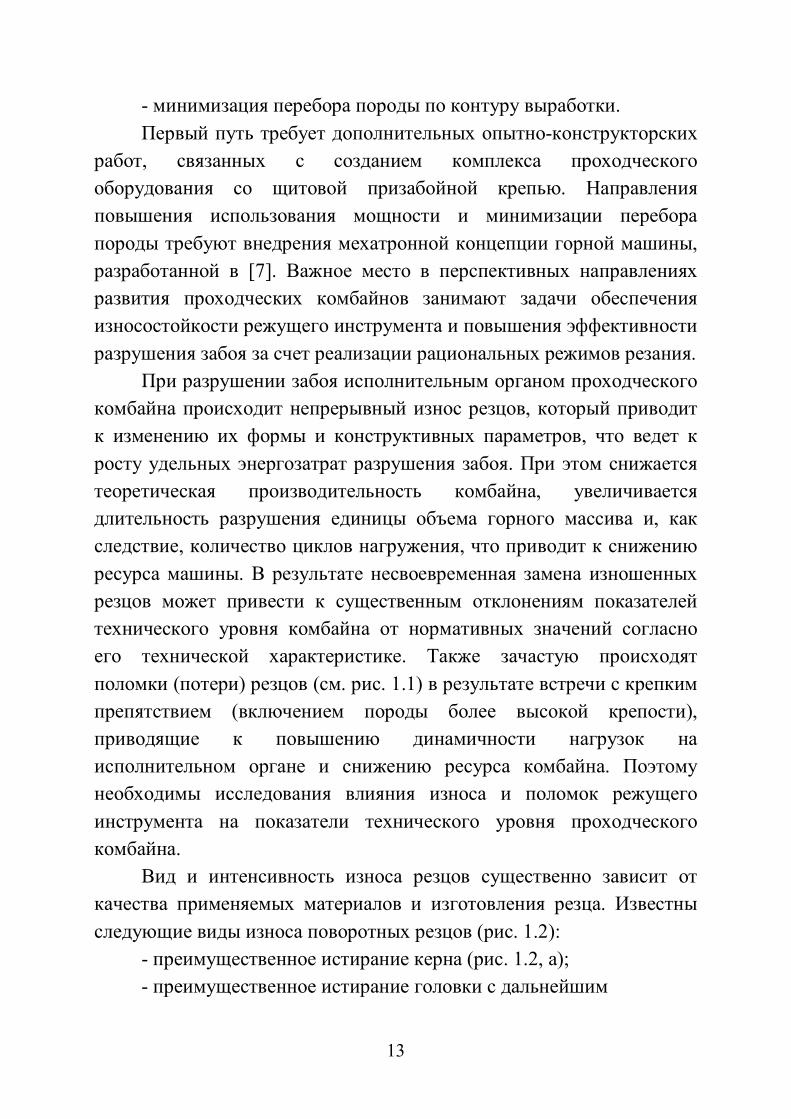
При разрушении забоя исполнительным органом проходческого комбайна происходит непрерывный износ резцов, который приводит к изменению их формы и конструктивных параметров, что ведет к росту удельных энергозатрат разрушения забоя. При этом снижается теоретическая производительность комбайна, увеличивается длительность разрушения единицы объема горного массива и, как следствие, количество циклов нагружения, что приводит к снижению ресурса машины. В результате несвоевременная замена изношенных резцов может привести к существенным отклонениям показателей технического уровня комбайна от нормативных значений согласно его технической характеристике. Также зачастую происходят поломки (потери) резцов (см. рис. 1.1) в результате встречи с крепким препятствием (включением породы более высокой крепости), приводящие к повышению динамичности нагрузок на исполнительном органе и снижению ресурса комбайна. Поэтому необходимы исследования влияния износа и поломок режущего инструмента на показатели технического уровня проходческого комбайна.
Вид и интенсивность износа резцов существенно зависит от качества применяемых материалов и изготовления резца. Известны следующие виды износа поворотных резцов (рис. 1.2):
- преимущественное истирание керна (рис. 1.2, а); - преимущественное истирание головки с дальнейшим

14
Рис. 1.1. Исполнительный орган комбайна КПД (ш.
«Добропольская»)
выламыванием керна (рис. 1.2, б); - несимметричное истирание при заклинивании резца в
резцедержателе (рис. 1.2, в); - выкрашивание керна. Скорость износа также зависит от режимов резания, крепости и
абразивности разрушаемой породы. Таким образом, износ резцов зависит от многих факторов и не может быть с достаточной точностью спрогнозирован до начала эксплуатации комбайна в конкретных условиях.
Применяемая в настоящее время стратегия замены изношенных резцов на базе визуального осмотра малоэффективна, так как приводит к эксплуатации машины с чрезмерно изношенными или поломанными резцами (см. рис. 1.2). Поэтому актуальными являются исследования по обоснованию новых методов и разработке средств технической диагностики состояния рабочего инструмента проходческих комбайнов, а также эффективной стратегии замены резцов.

15
а) б) в)
Рис. 1.2. Виды износа поворотных резцов
Таким образом, объектом исследования является процесс
разрушения забоя резцовым исполнительным органом проходческого комбайна; предметом исследования – закономерности влияния износа и поломки резцов, а также стратегии их замены на показатели эффективности работы проходческого комбайна.
1.2 Краткий обзор работ по совершенствованию резцового органа проходческого комбайна и диагностики его отказов
Вопросам создания и исследования работы проходческих
комбайнов посвящены работы многих научно-исследовательских институтов, проектно-конструкторских организаций, высших учебных заведений и заводов-производителей горного оборудования. В их числе следует отметить Донгипроуглемаш, ДонУГИ, ЦНИИПодземмаш, ИГД им. А.А. Скочинского, Донецкий национальный технический университет, Национальный горный университет, Южно-российский государственный политехнический университет, Московский государственный горный университет, Тульский, Кузнецкий, Карагандинский технические университеты, компании «Corum Group», «DBT», «Sandvik», Ясиноватский,
16
Новокраматорский, Горловский, Копейский и Юргинский машиностроительные заводы и многие другие.
Благодаря работам этих и других организаций и ученых создана теория рабочих процессов проходческих комбайнов, обеспечивающая повышение производительности и показателей надежности этих машин, компонентами которой являются:
- теория механического разрушения углей и пород резцовым рабочим инструментом;
- математические модели стружкообразования при разрушении горного массива и формирования нагруженности различных типов исполнительных органов комбайнов;
- математические модели рабочих процессов в силовых системах проходческих комбайнов как многомассовых пространственных динамических систем переменной структуры.
- теория функционирования проходческих комбайнов как мехатронных систем, оснащенных интеллектуальными системами управления для обеспечения адаптивности к условиям применения.
Основы теории разрушения горных пород [8-12] базируются на результатах многочисленных экспериментальных исследований, выполненных под руководством под руководством А.М. Терпигорьева, М.М. Протодьяконова, А.И. Берона, Е.З. Позина, Л.Б. Глатмана и других ученых в ИГД им. А.А. Скочинского и ДонУГИ. На основе этих исследований предложены методики описания составляющих сил резания при разрушении углей и пород, которые позволяют учесть основные прочностные и хрупко-пластические свойства разрушаемого массива, его напряженное состояние, а также геометрию резца и режимные параметры разрушения. Эти зависимости широко используются в научных исследованиях и инженерных расчетах для определения средних значений составляющих силы резания и пригодны для оценки мощности и удельных энергозатрат при резании пород и углей. Вместе с тем,
17
указанные зависимости получены для неповоротных радиальных резцов с плоской режущей гранью. Вместе с тем, современные комбайны оснащаются тангенциальными поворотными резцами, для которых использование предложенных в работах [8-12] зависимостей приводит к существенным погрешностям. Эти методики используют зависимости, в которых влияние износа резца учитывается величиной проекции площадки затупления на плоскость резания. Вместе с тем, на поперечно-осевых коронках в основном применяются поворотные резцы, для которых понятие «площадка затупления» неоднозначно, что затрудняет использование рассмотренных методик.
Дальнейшее развитие теория резания получила в работах [13-19] выполненных под руководством Бойко Н.Г., Гуляева В.Г., Докукина А.В., Кондрахина В.П., Красникова Ю.Д., Семенченко А.К. и других ученых. В этих работах было учтено, что процесс резания представляет собой последовательность случайных сколов отдельных элементов массива. На основе проведенных исследований был предложен экспериментально-статистический метод описания составляющих силы резания как случайных функций времени.
Нагруженность силовых систем комбайна во многом формируется в результате «внешнего» возмущения – сил резания горной породы на рабочем инструменте коронки, суммарное воздействие которых на исполнительный орган приводится к вектору внешнего возмущения. Математическому описанию формирования вектора внешнего возмущения посвящены работы [8, 16, 20-25], выполненные под руководством Ю.Д. Красникова, В.Г. Гуляева, А.К. Семенченко, Н.Г. Бойко, П.А Горбатова, В.П. Кондрахина и других ученых. На основе большого числа экспериментальных и теоретических исследований исполнительных органов очистных и проходческих комбайнов, оснащенных режущим инструментом, выявлены закономерности формирования составляющих вектора внешнего возмущения и предложены математические модели для его описания. Специфика наиболее эффективного исполнительного органа проходческих комбайнов – поперечно-осевой коронки –
18
учтена в работах [26-28]. Здесь предложено математическое описание образования поверхности забоя с учетом многообразия режимов обработки забоя, особенностей кинематики движения стреловидного исполнительного органа и формы коронки. Моделирование работы исполнительного органа в условиях сложной структуры забоя с учетом пространственных колебаний стрелы и корпуса комбайна рассмотрено в работах [29, 30]. Вместе с тем, существующие модели формирования вектора внешнего возмущения не учитывают постепенный износ и возможные внезапные поломки режущего инструмента.
Работы [31-35] посвящены имитационному моделированию динамических процессов в силовых системах проходческих комбайнов при разрушении забоя. Согласно системному представлению в комбайне выделены следующие подсистемы: привод резания, механизмы подачи и фиксации исполнительного органа. Математические модели разработаны с учетом обратных связей по перемещению и скорости движения в пространстве корончатого исполнительного органа [36]. В работах [37, 38] предложен метод разработки имитационных математических моделей рабочих процессов выемочных машин как пространственных многомассовых динамических систем переменной структуры на базе использования наборов функционально законченных элементов (ФЗЭ). При этом комплексная имитационная модель динамического функционирования комбайна представляет собой взаимоувязанную совокупность частных математических моделей ФЗЭ. Также разработано большое количество математических моделей рабочих процессов в основных силовых системах проходческих комбайнов: привода резания [39-45], подсистемы подачи исполнительного органа [46-48], подсистемы подвески исполнительного органа [49-52]. В этих работах установлены закономерности влияния параметров силовых систем на показатели эффективности функционирования проходческого комбайна (производительность и ресурс). Вместе с тем, не выявлены закономерности влияния износа и поломок
19
режущего инструмента на формирование нагруженности силовых систем комбайна, реализуемый темп проведения выработок и долговечность.
На основе установленных закономерностей функционирования силовых систем проходческих комбайнов были разработаны методы оптимизации параметров и режимов их работы по критериям производительности, энергопотребления и надежности [37, 53-61]. Также существенное влияние уделялось оптимизации адаптивного сервисного обслуживания горных машин по критериям минимальных затрат и обеспечения требуемых показателей надежности [37, 62-64]. Вместе с тем, отсутствуют сведения о методах оптимизации стратегии замены режущего инструмента проходческих комбайнов, в полной мере учитывающих особенности влияния технического состояния резцов на эффективность работы комбайна.
Исследованию механизмов изнашивания резцового рабочего инструмента проходческих комбайнов и его влиянию на формирование усилий резания посвящены работы ряда ученых [65-68]. В работах этих авторов классифицированы виды износа резцов, показано, что степень износа пропорциональна работе сил трения в контакте резец - горный массив, в результате чего скорость износа резцов наряду с параметрами режима резания определяется крепостью и абразивностью разрушаемой породы. При этом показано, что выбор рационального исполнения тангенциального поворотного резца применительно к заданным условиям эксплуатации необходимо производить на основе комплексного показателя эффективности, представляющего собой объем выработки, приведенный к затратам на изготовление и эксплуатацию инструмента.
Выполнены научные исследования и выработаны направления повышения износостойкости резцов за счет применения новых конструкционных материалов [68-71], более эффективной термообработки [68, 71-73], выбора рациональных конструктивных параметров [68, 74].

20
В работе [68] предложена классификация видов износа режущей части в зависимости от высот износа головки державки и твердосплавной вставки по их продольным осям. Вид износа обусловлен разной интенсивностью изнашивания головок державок и твердосплавных вставок, зависящей от абразивных и прочностных свойств разрушаемой среды, соотношения шага резания и толщины стружки, скорости резания, материала инструмента и условий внешней среды (наличие средств естественного охлаждения). Доказано, что выбор конструкции и параметров горных резцов для конкретных условий применения должен осуществляться исходя из физико-технических характеристик породного массива (прочностных, абразивных и хрупко-пластических свойств, наличия, размеров и процентного содержания твердых включений) и технических параметров проходческого комбайна (мощности привода исполнительного органа, размеров режущих коронок и частоты их вращения, типа резцедержателя). Также приведены практические рекомендации по предпочтительным характеристикам свойств пород и мощности привода исполнительного органа для применения твердосплавных вставок разных форм и размеров.
Предложена [72] усовершенствованная термическая обработка, предусматривающая закалку резцов после пайки твёрдого сплава без операции типовой термической обработки «подстуживание», что дает повышение твёрдости головной части державки до 42 НRС. В результате повышается износостойкость материала державки в зоне заделки керна в 1,6-2,6 раза в зависимости от абразивности разрушаемой породы.
В работе [73] ввыявлено, что серийный режущий инструмент имеет ограниченную область применения, обусловленную резким повышением расхода инструмента при разрушении прочных и абразивных горных пород. При этом эффективность разрушения прочных и абразивных горных пород может быть обеспечена повышением ресурса пластичности армирующего твердого сплава за счет использования для его армировки твердых сплавов WC-Co-Ni с
21
соотношением содержания кобальта и никеля 2:1, обладающих большей прочностью и пластичностью, чем сплавы WC-Co.
В работе [74] получена зависимость предельной величины оголения твердосплавной вставки резца по критерию статической прочности. Выведены зависимости интенсивности накопления усталостных повреждений и установлено, что поломки усталостного характера не свойственны для поворотных резцов.
Таким образом, для тангенциальных поворотных резцов научно обоснованы технические и технологические решения по созданию и освоению их производства, обеспечивающие снижение энергоемкости, повышение износостойкости, взрывобезопасности и производительности комбайнов. Вместе с тем, следует отметить, что износ резцов при любом качестве их изготовления неизбежен, приводит к ухудшению показателей работы комбайна, что требует учета при обосновании предельного состояния резцов.
Существующие методики технической диагностики состояния рабочего инструмента основаны на визуальном осмотре и непосредственных замерах его геометрических размеров. Например, фирма Sandvik для проходческих комбайнов предлагает использовать специальный измерительный прибор [75], принцип работы которого основан на прямом измерении длины головки резца. При уменьшении этой величины более чем на 15 мм резец следует заменить. Диагностика осуществляется вручную последовательно для каждого резца и требует остановки комбайна. Другие методы диагностики для проходческих комбайнов в настоящее время не применяются.
Значительно более развиты методы диагностики износа резцов металлорежущих станков [76]. При этом наибольший интерес представляют косвенные методы измерения износа, не требующие остановки оборудования. При использовании косвенных методов датчиками принимаются сигналы, поступающие от определенных участков инструмента, машины, заготовки и содержащие информацию о размерах и скорости износа инструмента. Среди них следует выделить:
22
- измерение размеров заготовки либо шероховатости обработанной поверхности;
- измерение температуры зоны резания; - виброакустические измерения на основании зависимостей
между вибрациями станков и износом инструмента; - измерение силы резания или крутящего момента; - измерение мощности резания. Достоинством последнего способа контроля является простота,
невысокая стоимость, доступность информативного параметра, отсутствие существенной модернизации оборудования.
Вместе с тем, как это будет показано в разделе 4, износ резцов в различных линиях резания коронки по-разному влияет на эффективность разрушения забоя. Величина допустимого износа резца должна определяться с учетом свойств разрушаемых пород на основе непрерывной регистрации и обработки комплексного показателя эффективности рабочего процесса.
Таким образом, возникает актуальная проблема выбора оптимальной стратегии технического обслуживания резцового исполнительного органа. Под стратегией замены режущего инструмента [77] понимается принцип, по которому производится оценка технического состояния и устанавливается необходимость замены изношенного режущего инструмента. Известны группы стратегий замены по наработке и по состоянию. Первая группа не может быть эффективно применена к резцам, так как не учитывает свойства разрушаемых пород, которые для резцов имеют существенный разброс и значительно влияют на износ резцов [78]. В настоящее время для резцов применяется стратегия замены «по результатам осмотра», при этом степень влияния износа отдельных резцов на эффективность разрушения забоя исполнительным органом различна [78], что затрудняет выработку критерия их предельного состояния. Кроме того, износ поворотного резца происходит без образования площадки затупления [79], что создает дополнительные сложности диагностирования. Более эффективной является стратегия
23
замены резцов на основе средств технической диагностики. Разработка средств диагностики технического состояния рабочего инструмента исполнительного органа требует обоснования диагностируемых параметров и их предельных состояний [80]. Современное состояние науки о горных машинах рассматривает задачу диагностики технического состояния как один из аспектов работы системы интеллекта мехатронной горной машины [81-83].
1.3 Цель и задачи и методология исследования На основе вышеприведенного анализа актуальности вопроса и
обзора литературных источников была сформулирована цель работы. Целью работы является повышение эффективности
использования проходческих комбайнов избирательного действия путем обоснованного выбора стратегии замены режущего инструмента на основе предложенных средств и методов диагностирования состояния исполнительного органа с учетом установленных закономерностей влияния выхода из строя резцов на характеристики рабочего процесса комбайна.
Для достижения указанной цели в работе поставлены и решены следующие основные задачи.
1. Разработать адекватную математическую модель рабочего процесса проходческого комбайна, учитывающую изменения технического состояния рабочего инструмента.
2. Выполнить теоретические и экспериментальные исследования влияния поломок резцов на производительность и ресурс элементов конструкции проходческого комбайна.
3. Теоретически и экспериментально оценить изменение ресурса и производительности проходческого комбайна при работе с изношенным рабочим инструментом.
24
4. Обосновать критерий диагностирования технического состояния рабочего инструмента в процессе работы проходческого комбайна.
5. Разработать структуру и алгоритм работы системы диагностики технического состояния резцового исполнительного органа.
6. Обосновать рациональную стратегию замен резцов, адаптивную к условиям эксплуатации и особенностям управления проходческим комбайном.
Решение указанных задач выполнено на основе системного подхода и рациональном сочетании теоретических и экспериментальных методов исследований. При разработке математической модели рабочего процесса проходческого комбайна использовались методы теоретической механики, аналитической геометрии и теории резания горных пород. Экспериментальные исследования по установлению закономерностей влияния износа и поломок резцов на формирование нагрузок и удельной энергоемкости процесса разрушения, а также выявлению критериев диагностирования отказов резцов реализованы на основе методов планирования эксперимента в представительных производственных условиях эксплуатации. Теоретические исследования выполнены методами имитационного моделирования. Обработка результатов натурных и вычислительных экспериментов осуществлялась методами теории вероятностей и математической статистики, спектрального анализа, теории случайных процессов. Оптимизация стратегии замены рабочего инструмента выполнена на базе методов математического программирования.
25
2 МАТЕМАТИЧЕСКАЯ МОДЕЛЬ РАБОЧЕГО ПРОЦЕССА ПРОХОДЧЕСКОГО КОМБАЙНА
Математическая модель (ММ) рабочего процесса проходческого
комбайна необходима для выполнения теоретических исследований по установлению закономерностей влияния технического состояния резцового исполнительного органа на показатели эффективности работы комбайна.
2.1 Обоснование допущений и гипотез Резцовый исполнительный орган является частью динамической
системы проходческого комбайна, приводится в движение подсистемами привода и подачи и обеспечивает разрушение горного массива. В процессе разрушения массива на исполнительном органе формируется вектор внешнего возмущения, характер которого существенно определяется наличием обратных связей по перемещениям и скоростям подачи и резания [54]. Характер и величина вектора внешнего возмущения определяет силовую и энергетическую нагруженность основных подсистем комбайна, напрямую связанную с эффективностью его функционирования. Поэтому для корректного моделирования рабочего процесса теоретические исследования должны выполняться с учетом закономерностей формирования рабочих режимов силовых систем, которые участвуют в процессе разрушения массива – системы привода, подвески и перемещения (гидропривод) исполнительного органа.
Разрушаемый горный массив, как правило, имеет сложную структуру, представленную несколькими пластами с различными физико-механическими свойствами [84]. Для корректного учета этого

26
фактора следует задать минимум 3 пласта с достаточно представительным разбросом прочностных характеристик [85].
При разрушении забоя для исполнительного органа с поперечно-осевыми коронками можно выделить режимы фронтальной и вертикальной зарубок, бокового реза [27]. Нагруженность исполнительного органа в этих режимах существенно отличается, что должно учитываться при исследованиях долговечности элементов его конструкции при формировании диаграммы нагружения за цикл обработки забоя.
Кроме того, как показано в работах [86, 87], эффективность рабочего процесса комбайна существенно зависти от выбранного алгоритма управления исполнительным органом в процессе обработки забоя. Для комбайна КПД предусмотрено ручное управление машинистом. Скорость вращения коронок при этом не изменяется, а скорость подачи может снижаться при обработке прочной породы за счет сброса рабочей жидкости через предохранительный клапан гидросистемы. При таком управлении эффективность работы во многом определяется квалификацией машиниста. Поэтому чтобы учесть неточность интуитивного управления комбайном, для исследований приняты полученные в работе [87] алгоритмы управления, соответствующие наивысшей квалификации машиниста с обеспечением эквивалентной мощности привода исполнительного органа за цикл обработки забоя на уровне 80% от номинальной.
Таким образом, в качестве основы для разработки ММ может быть принята модель, предложенная в работе [30]. Модель должна быть усовершенствована и обеспечить возможность теоретического описания рабочего процесса при постепенном износе и внезапных поломках резцового инструмента. При этом следует принять допущение, что износ резцов протекает равномерно пропорционально объему разрушенной породы [68].
27
2.2 Математическая модель рабочего процесса проходческого комбайна избирательного действия с поперечно-осевыми коронками
Разработанное в работе [30] математическое обеспечение
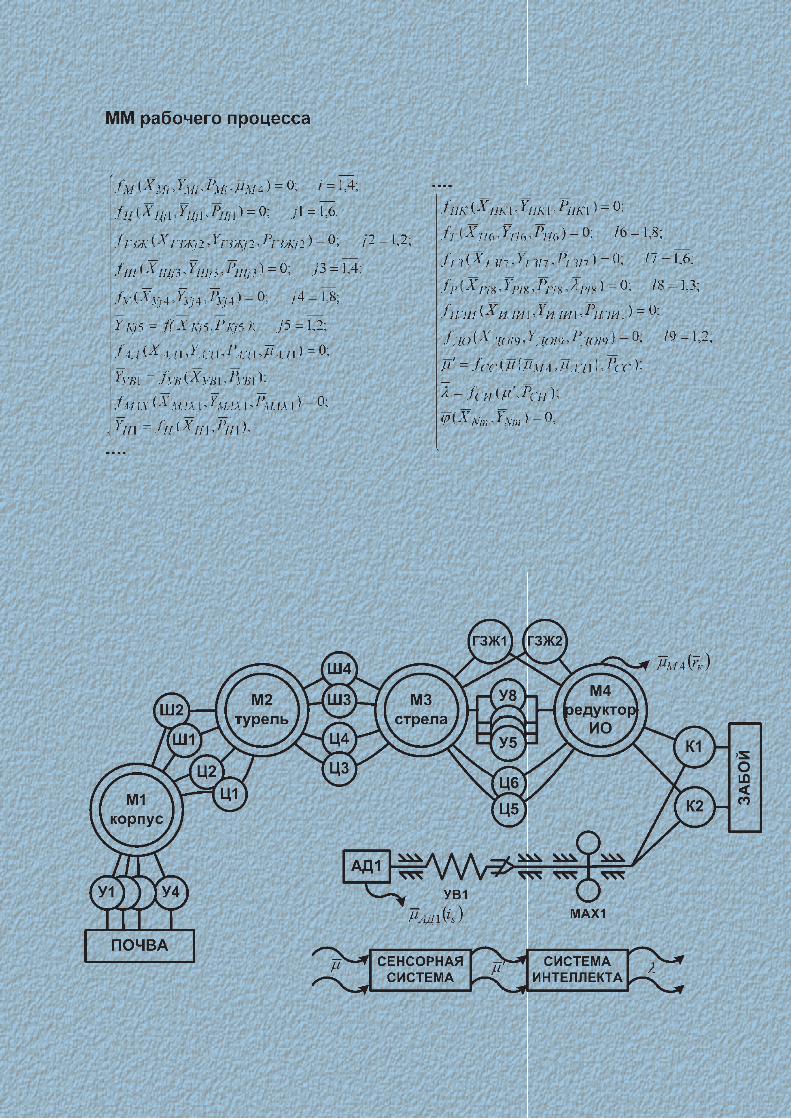
анализа рабочих процессов горной выемочной машины как мехатронного объекта позволяет на основе компоновки различных функционально законченных элементов (ФЗЭ) конструкции формировать ММ процессов функционирования горных выемочных машин различных конструкций. Для выполнения исследований по выявлению влияния технического состояния коронки на показатели эффективности комбайна была разработана ММ процесса разрушения забоя проходческим комбайном стреловидного типа с поперечно-осевыми коронками [88] на базе его структурной схемы, приведенной на рисунке 2.1. В структуре комбайна выделены подсистемы: металлоконструкции и привода резания (а), управления (б) и гидропривода подачи (в). Первая подсистема включает мехатронные ФЗЭ типа «пространственно перемещающаяся масса»: корпус комбайна М1, турель М2, стрела М3 и редуктор исполнительного органа М4. Кинематика движения редуктора исполнительного органа в пространстве характеризуются вектором 4М показаний интегрированных датчиков положения ( кr ). Эти показания могут быть использованы системой управления для оценки производительности разрушения забоя комбайном и точности отработки функциональных движений исполнительного органа. Корпус М1 на почве выработки установлен на четырех упорах У1..У4 по углам жесткой базы. Турель М2 закреплена на корпусе в цилиндрических шарнирах Ш1 (верхний) и Ш2 (нижний), обеспечивающих возможность поворота стрелы с помощью гидроцилиндров Ц1 (левый) и Ц2 (правый). Стрела М3 закреплена на турели М2 в цилиндрических шарнирах Ш3 (левый) и Ш4 (правый), обеспечивающих возможность подъема исполнительного органа с помощью гидроцилиндров Ц3 (левый) и Ц4 (правый). На стреле М3 в

28
клиновидных направляющих, поверхность которых задается упорами У5-У8 и гидрозажимами ГЗЖ1 и ГЗЖ2, установлен редуктор исполнительного органа М4.
Рис. 2.1. Структурная схема проходческого комбайна
а)
б)
в)

29
Выдвижение редуктора М4 обеспечивается гидроцилиндрами Ц5 и Ц6. На редукторе М4 установлены две поперечно-осевые коронки К1 и К2.
Расчетная схема подсистемы привода резания исполнительного органа представляет собой совокупность асинхронного электродвигателя АД1, упругого вала УВ1 и маховика МАХ1, к которому приведены моменты инерции коронок и вращающихся частей редуктора исполнительного органа. Рабочий процесс системы привода резания характеризуется показаниями датчика тока двигателя
Si . Эта информация может быть использована системой управления для оценки эффективности разрушения забоя и оценки режима работы двигателя.
Расчетная схема подсистемы гидропривода подачи исполнительного органа включает насос Н1, от которого рабочая жидкость через распределители Р1-Р3 по трубопроводам Т1-Т8 подается в рабочие полости гидроцилиндров Ц1-Ц6 и гидрозажимов ГЗЖ1 и ГЗЖ2. Также в расчетную схему включены гидрозамки ГЗ1-ГЗ6, предохранительный клапан ПК1, односторонние дроссели ОД1, ОД2, блок клапанов «или» ИЛИ1.
Подсистема управления комбайна включает в себя два ФЗЭ - «сенсорная система» и «система интеллекта». Первый осуществляет первичную обработку показаний интегрированных датчиков 1 с формированием вектора обработанных сигналов 2 . На основании этих данных ФЗЭ «система интеллекта» вырабатывает вектор , содержащий информацию для оператора о техническом состоянии резцового исполнительного органа и рекомендуемых системой интеллекта сроках устранения отказов.
Таким образом, ММ процесса разрушения забоя проходческим комбайном может быть записана:
30
,0),();,(
);},,{(
;2,19;0),,(
;0),,(;3,18;0),,,(
;6,17;0),,(
;8,16;0),,(
;0),,();,(
;0),,();,(
;0),,,(;2,15;
;8,14;0),,(
;4,13;0),,(
;2,12;0),,(
;6,11;0),,(
;4,1;0),,,(
14
999
111
8888
777
666
111
111
111
111
1111
555
444
333
222
111
4
NmNm
CИCИ
CCАДMCC
ДОlДОlДОlДО
ИЛИИЛИИЛИИЛИ
PlРlРlРlР
ГЗlГЗlГЗlГЗ
ТlТlТlТ
ПКПКПКПК
НННН
МАХМАХМАХМАХ
УВУВУВУВ
АДАДАДАДАД
КjКjКj
УjУjУjУ
ШjШjШjШ
ГЗЖjГЗЖjГЗЖjГЗЖ
ЦjЦjЦjЦ
MMiMiMiM
YXPf
Pf
lPYXf
PYXflPYXf
lPYXf
lPYXf
PYXfPXfY
PYXfPXfY
PYXfj)P,Xf(Y
jPYXf
jPYXf
jPYXf
jPYXf
iPYXf
где Nf – вектор-функция, задающая математическое описание
ФЗЭ N -го типа ( ,..."Ц","M"N ) ;
NmNmNm P,Y,X - соответственно векторы входных, выходных величин и вектор параметров для m -го ФЗЭ N -го типа;
() - вектор-функция, задающая связи входов и выходов отдельных ФЗЭ в комплексной ММ.
Математическая модель содержит 61 взаимоувязанные по входам и выходам частные ММ ФЗЭ 19 типов, из которых 6 – элементы металлоконструкции (пространственно перемещающаяся

31
масса – индекс «М», гидроцилиндр – «Ц», гидрозажим – «ГЗЖ», цилиндрический шарнир – «Ш», упор – «У», поперечно-осевая коронка – «К»); 1 – элементы электропривода (асинхронный электродвигатель – «АД»); 2 – элементы трансмиссии (упругий вал – «УВ», маховик – «МАХ»); 7 – элементы гидропривода (насос – «Н», предохранительный клапан – «ПК», трубопровод – «Т», гидрозамок – «ГЗ», гидрораспределитель – «Р», блок клапанов «или» - «ИЛИ», односторонний дроссель – «ДО»); 2 – элементы системы управления (сенсорная система – «СС», система интеллекта – «СИ»).
2.3 Математическая модель формирования вектора внешнего возмущения на исполнительном органе
В качестве исходной принята ММ формирования вектора
внешнего возмущения в составе ММ динамики проходческих комбайнов [29]. Коронка присоединяется к инерционным элементам: пространственно перемещающейся массе (ППМ) и маховику. Таким образом, при расчете вектора внешнего возмущения учитывается сложное пространственное движение корпуса редуктора исполнительного органа и колебания скорости вращения коронки.
2.3.1 Формирование параметров среза Резцовый исполнительный орган разрушает забой резцами в
определенной последовательности, в результате чего образуется схема стружкообразования, определяющая параметры среза – толщину стружки ih и шаг резания it - на каждом резце, контактирующем с забоем. Для их определения необходимо знать траектории движения резцов, образующих забой для рассматриваемого i-го резца (всего pn резцов на коронке). Расчетная
схема для определения параметров стружкообразования приведена на рис. 2.2, а, б. На схеме показан вид с торца на поперечно-осевую

32
коронку. Для резца с вершиной в т. iO4 показаны составляющие усилия на резце – сила резания ziP , сила подачи yiP и боковая сила
xiP . Угол поворота коронки составляет . O2X2Y2Z2 – система координат, связанная с корпусом редуктора коронки, начало координат - точка O2 - лежит в плоскости торца коронки, а ось O2Y2 совпадает с осью вращения коронки.
Параметры схемы набора описывают геометрию коронки и содержат следующую информацию для каждого i–го резца:
i0 – угол установки i-го резца на коронке, рад;
yiy , yir – расстояния от вершины i-го резца до оси вращения и
до торца коронки; tii – номер резца, расположенного для i-го резца в соседней
линии резания и минимально опережающего его при разрушении забоя;
hii – номер резца, расположенного в линии резания i-го резца и минимально опережающего его при разрушении забоя;
thii – номер резца, расположенного в линии резания резца tii и минимально опережающего его при разрушении забоя.
Для расчета параметров стружкообразования для резца с вершиной в точке iO4 необходимо рассмотреть траектории движения резцов с вершинами в точках hiO4 , tiO4 , thiO4 , которые образуют поверхность забоя для рассматриваемого резца и находятся в той же ( hiO4 ) и соседней ( tiO4 , thiO4 ) линиях резания. Отставание по углу рассматриваемого резца от указанных резцов составляет соответственно hi , ti , thi .
Для расчета параметров среза задается плоскость А-А, жестко связанная с забоем и в рассматриваемый момент времени проходящая через ось вращения коронки и вершину резца iO4 . Последовательность по времени прохода резцов через плоскость А-А следующая: thiO4 , hiO4 , tiO4 , iO4 . При вращении коронки без подачи
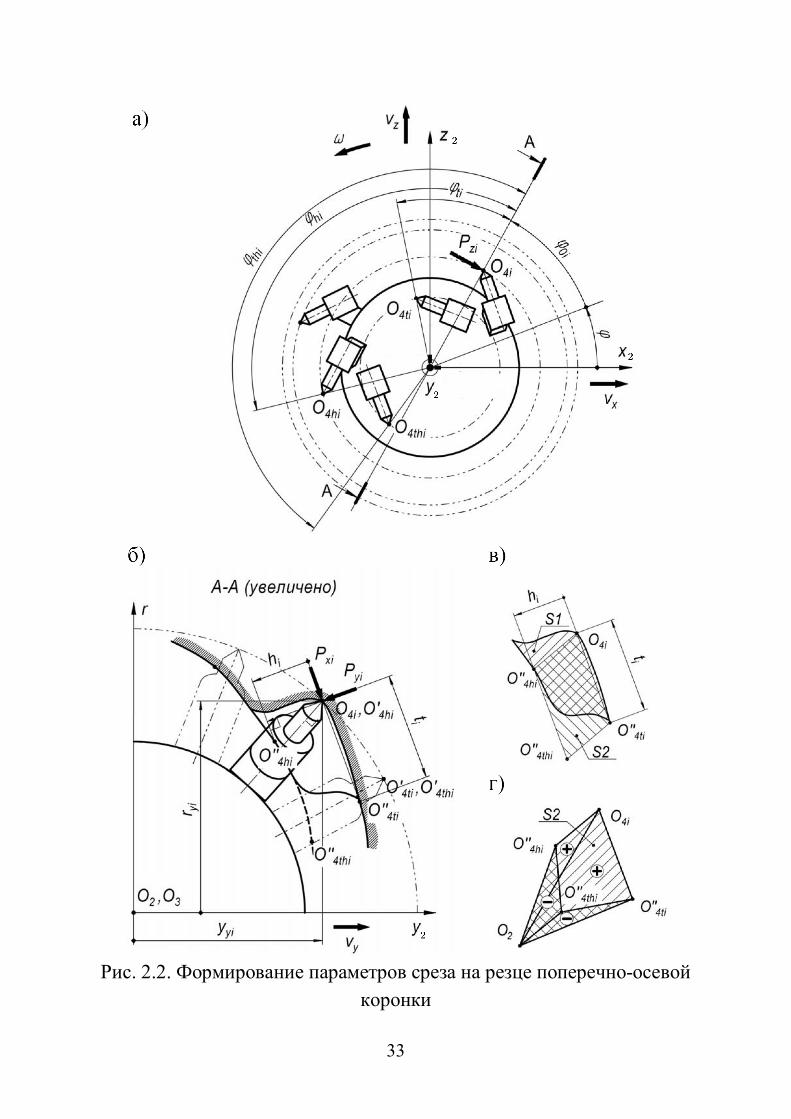
33
Рис. 2.2. Формирование параметров среза на резце поперечно-осевой
коронки
34
вершины указанных резцов пройдут через плоскость А-А в точках thiO4 , hiO4 , tiO4 . С учетом подачи коронки на забой с проекциями
скорости xV , yV , zV , а также вращения с угловой скоростью
вершины резцов будут в точках thiO4 , hiO4 , tiO4 . С учетом этого для резца iO4 площадь среза 1S (см. рис. 2.2, в). Ее вычисление требует задания хрупко-пластических свойств породы (угла развала борозды). Значительно проще расчет площади четырехугольника
thiO4 hiO4 tiO4 iO4 . Выполненная авторами оценка показала, что для коронок современных проходческих комбайнов разница между значениями 1S и 2S составляет менее 10%. Поэтому площадь среза может быть рассчитана методами векторной геометрии как разность площадей треугольников (см. рис. 2.2, г):
thihitithiitiihi OOOOOOOOOOOOi SSSSS442442442442 .
Таким образом, параметры стружкообразования определяются:
шаг резания it – как расстояние между точками iO4 и tiO4 , а толщина среза – по формуле iii tSh / .
Отличительной особенностью разработанной модели является алгоритм расчета толщины среза через шаг резания и площадь среза, который позволяет исключить некоторую неточность разработанных ранее моделей при оценке объемов породы, отделяемых резцами в процессе разрушения забоя.
2.3.2 Задание усилий на резцах с учетом затупления в процессе работы
Известные методики расчета составляющих усилия резания на
одиночном резце [89, 90] используют зависимости, в которых влияние износа резца учитывается величиной проекции площадки затупления на плоскость резания. Вместе с тем, на поперечно-осевых коронках в

35
основном применяются поворотные резцы, для которых понятие «площадка затупления» неоднозначно. Износ этих резцов приводит к изменению ряда их геометрических параметров, что ведет к изменению усилия резания. Как известно, величина износа пропорциональна работе сил трения и для i-го резца при неизменном на длине реза il среднем усилии подачи yiP может быть
представлена как
iyiai laPkm (2.1)
где
ak - коэффициент пропорциональности; a - абразивность породы. Учитывая корреляцию между усилиями резания и подачи
ziyzуi PkP , а также приближенно принимая усилие резания на резце
iкzzi SpkP (здесь zk - коэффициент пропорциональности), зависимость (2.1) можно представить в виде
iкyzzai Vapkkkm ,
или при переходе от степени износа к проекции площадке
затупления резца
iкyzzaFiFi VapkkkkmkF
где
Fk , yzk - коэффициенты пропорциональности;
iii lSV - объем породы, разрушаемый i-тым резцом, соответствующий длине реза il .
Сила резания на затупленном резце согласно [90] рассчитывается по зависимости:

36
,1 iFкzoizi FkpPP где
1Fk - коэффициент пропорциональности. После подстановки сюда выражения для iF , объединив все
коэффициенты в общий коэффициент Vk и выполнив соответствующие преобразования, получим
,100
iV
к
кzoizi Vk
aa
ppPP (2.2)
где
iV - объем породы, разрушенный i-тым резцом с момента замены;
0кp , 0a - контактная прочность и абразивность забоя в базовых условиях эксплуатации, для которых было экспериментально получено значение Vk .
Для использования приведенной зависимости в практических расчетах в ходе обработки результатов эксперимента, описанного в разделе 4, было получено значение 382.0 мkV для базовой контактной прочности 0кp =320 МПа.
Как показали экспериментальные исследования, выполненные авторами для поперечно-осевой коронки проходческого комбайна КПД, оснащенной резцами типа Р32-70, удельные энергозатраты также существенно возрастают (не менее 20% за сутки работы) пропорционально объему разрушаемой породы, что подтверждает корректность полученной формулы (2.2).
Средние значения усилий резания и подачи на остром i-том резце рассчитывались в соответствии с [90]. Случайная составляющая усилия на резце учитывается согласно рекомендациям работы [91].

37
2.3.3 Моделирование поломки резца
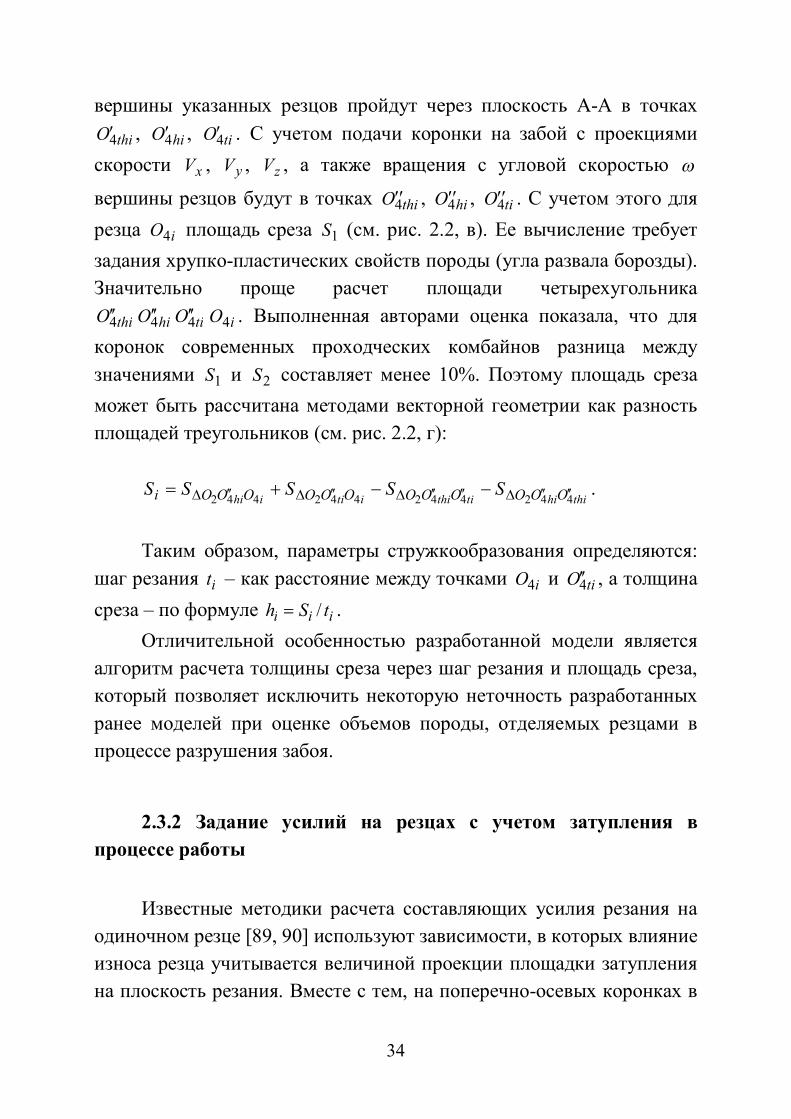
При выходе из строя одного из резцов схема набора коронки должна быть соответствующим образом преобразована. Для иллюстрации рассмотрим схему стружкообразования коронки конической формы (рис. 2.3, а). Последовательность разрушения забоя резцами коронки обозначена цифрами. При выходе из строя резца №5 сечение, которое должно быть разрушено резцом №6 увеличивается примерно в 2 раза (рис. 2.3, б). Вместе с тем, из-за нерационального соотношения толщины и шага среза весь объем породы, соответствующий сечению
6S не может быть разрушен, часть его остается неотделенной и будет разрушена резцом №8 (рис. 2.3, в). Таким образом, при выходе из строя одного из резцов схема набора коронки должна быть соответствующим образом преобразована (поломанный резец удаляется, переназначаются резцы, образующие забой для каждого i-го резца).
Для имитационного моделирования рабочего процесса комбайна с учетом возможных поломок резцов события выхода из строя для каждого i-го резца моделируются в соответствии с теорией надежности как для невосстанавливаемого объекта со случайными отказами как Пуассоновский поток, для которого характерны следующие свойства:
1. Стационарность, когда вероятность попадания того или иного числа событий в интервал времени Т зависит только от его длительности и не зависит от места расположения данного локального интервала на общем участке Т .
2. Ординарность, при которой вероятность попадания двух или более заявок на элементарный интервал времени (шаг моделирования) t →0 пренебрежимо мала по сравнению с вероятностью попадания одного события.
3. Отсутствие последствия, когда для любых двух неперекрывающихся участков времени число событий, попадающих на один из них, не зависит от числа событий, попадающих на другие.
38
а) б)
в)
Рис. 2.3. Схемы стружкообразования
Поток Пуассона характеризуется следующим выражением для
вероятности наступления K событий за интервал времени t :
.!)()( t
Ke
KtKP
где λ — интенсивность наступления событий, 1/с.

39
Из свойства ординарности при достаточно малом шаге моделирования условие поломки резца на каждом томi шаге моделирования имеет вид:
,)1( t
i etPn где in - случайное число, равномерно распределенное на
интервале от 0 до 1. Параметр λ принимается по данным статистики поломок резцов.
В случае выполнения условия поломки для наиболее нагруженного резца моделирование рабочего процесса комбайна приостанавливается и выполняется преобразование схемы набора коронки в соответствии с алгоритмом, описанным в начале данного пункта. Полученное условие необходимо для модельной оценки эффективности работы средств технической диагностики отказов резцов.
2.3.4 Приведение усилий на единичных резцах к вектору внешнего возмущения
Согласно приведенным в пунктах 2.3.1 – 2.3.3 выражениям
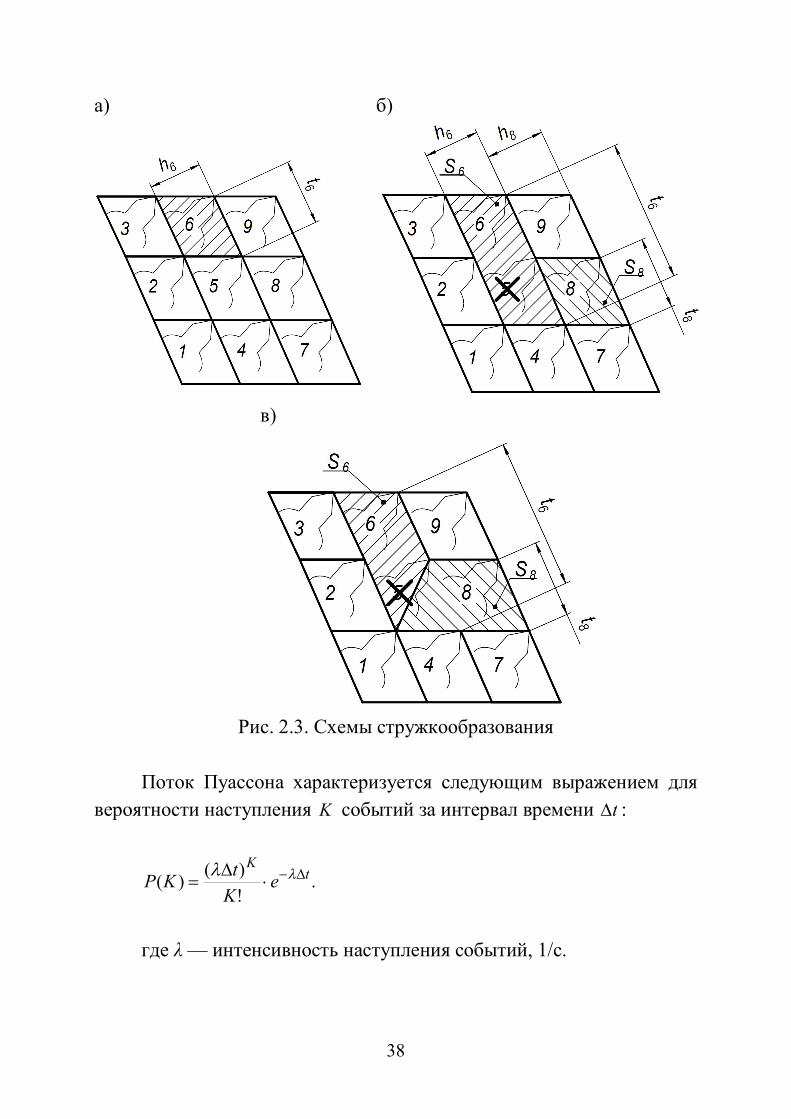
могут быть рассчитаны параметры среза и усилия на отдельных резцах коронки. Для приведения этих усилий к вектору внешнего возмущения на коронке была составлена расчетная схема (рис. 2.4) и приняты следующие системы координат:
OXYZ – неподвижная, связанная с горной выработкой, с вертикальной осью OZ.
O1X1Y1Z1 –жестко связанная с пространственно перемещающейся массой, на которой установлена коронка, ее оси совпадают с главными осями инерции массы;
O2X2Y2Z2 –связанная с корпусом редуктора коронки, начало координат - точка O2 - лежит в плоскости торца коронки, а ось O2Y2 совпадает с осью вращения коронки;
40
Рис. 2.4. Принятые системы координат (а) и схема приложения
нагрузки к резцу (б) O3X3Y3Z3 – система координат, оси O3X3 и O3Z3 которой лежат в
плоскости торца коронки, а ось O3Y3 совпадает с осью вращения коронки. Эта система, как и все последующие, жестко связана с коронкой и далее будет называться «система координат коронки».
O4iX4iY4iZ4i – система координат i-го резца, начало которой находится в его вершине, ось O4iX4i направлена по касательной к образующей коронки в направлении скорости резания, а ось O4iZ4i – по внешней нормали к образующей коронки.
Коронка присоединяется к инерционным элементам: пространственно перемещающейся массе (ППМ) и маховику, выходные вектора которых задают пространственное движение коронки:
(С1) – матрица направляющих косинусов системы координат ППМ O1X1Y1Z1 в неподвижной системе координат;
мr , мV – радиус-вектор и вектор скорости центра масс ППМ в неподвижной системе координат;
1.м – вектор угловой скорости ППМ в системе координат O1X1Y1Z1;

41
ω, φ – угловая скорость вращения и угол поворота коронки, приведенные к ротору приводного двигателя.
Модель допускает как положительное (указано на рис. 2.4), так и отрицательное (противоположное) направление вращения коронки. При этом вместо изменения знака ω и φ можно поменять знак передаточного числа редуктора привода резания u.
Положение коронки задается радиус-вектором начала координат системы координат O2X2Y2Z2 в неподвижной системе координат кr и матрицей направляющих косинусов системы координат O2X2Y2Z2 в неподвижной системе координат (С2):
1.1)( кмк rСrr ; ))(()( 1212 ССС ,
где 1.кr - радиус-вектор, задающий начало координат системы
координат коронки (O3X3Y3Z3) в системе координат пространственно-перемещающейся массы (O1X1Y1Z1);
)( 12С – матрица направляющих косинусов системы координат (O2X2Y2Z2) в системе координат пространственно-перемещающейся массы (O1X1Y1Z1). Эта матрица задает ориентацию коронки относительно редуктора исполнительного органа.
Радиус-вектор вершины i-го резца в неподвижной системе координат определится как:
)))(()(( 3.23121.1 ipкмpi rССrСrr ,
где (C3-2) – матрица направляющих косинусов системы координат
коронки в системе координат O2X2Y2Z2:
)/cos(0)/sin(010
)/sin(0)/cos()( 23
uu
uuC
;
ipr 3. – радиус-вектор вершины i-го резца в системе координат
коронки:

42
iyi
yi
iyi
ip
r
y
r
r
0
0
3.
cos
sin
.
Скорость вершины i-го резца в неподвижной системе координат:
.0
0))(())(()( 3.23123.23121.1.1
ipipкммpi ruССrССrCVV
С учетом вышеизложенного, математическая модель формирования вектора внешнего возмущения на поперечно-осевой коронке может быть записана в виде (в систему не включены расчет параметров среза и проверка контакта резца с массивом) [29]:
uM
M
PCCrМCCМ
PCrM
PCCCPPCP
PP
PPP
vv
arctgViVVkV
usignusignusign
usignusignC
VСССV
ум
мкмм
n
iipiipм
мм
n
iipiм
iziiyi
iуiizi
ip
ixp
izpiipiixpipiizp
iiiii
ii
iiiii
i
piTTT
ip
p
p
3.
3.23121.3.23121.
14.343.3.
3.231211
4.343.
4.
4.
4.3.3.44.3.3.44.
000
000
34
231213.
);))((())((
;))((
;))()((;)(
;))sin()cos((
0))sin()cos((
;;;
;)cos()cos()()sin()cos()()sin(
)sin()()cos(0)cos()sin()()sin()sin()()cos(
)(
;)()()(
где:

43
ipV 3. – скорость вершины i-го резца в системе координат
коронки; izpV 4. , ixpV 4. – проекции скорости вершины i-го резца на оси O4iZ4i и O4iX4i;
i – кинематическое изменение заднего угла i-го резца;
3.4i , 3.4k – единичные векторы в направлении осей O4iX4i и O4iZ4i
(первый и третий столбцы матрицы iC )( 34 );
ipP 4. – вектор силы на резце в СК O4iX4iY4iZ4i; iC )( 34 – матрица направляющих косинусов системы координат
O4iX4iY4iZ4i в системе координат коронки;
3.мM , 3.мP – главный момент и главный вектор усилий резания, приведенный к началу системы координат коронки в системе координат коронки;
1.мM – главный момент сил на резцах коронки относительно НК СК ППМ, на которой установлена коронка, в СК ППМ, Нм;
мP – главный вектор сил на резцах коронки, приведенный к НК СК ППМ, на которой установлена коронка, в НСК, Н;
М – момент сопротивления на коронке, приведенный к ротору приводного двигателя.
2.3.5 Формализация поверхности забоя и структуры массива Для обеспечения возможности учета влияния структуры пласта
на формирование вектора внешнего возмущения была разработана ММ разрушаемого массива.
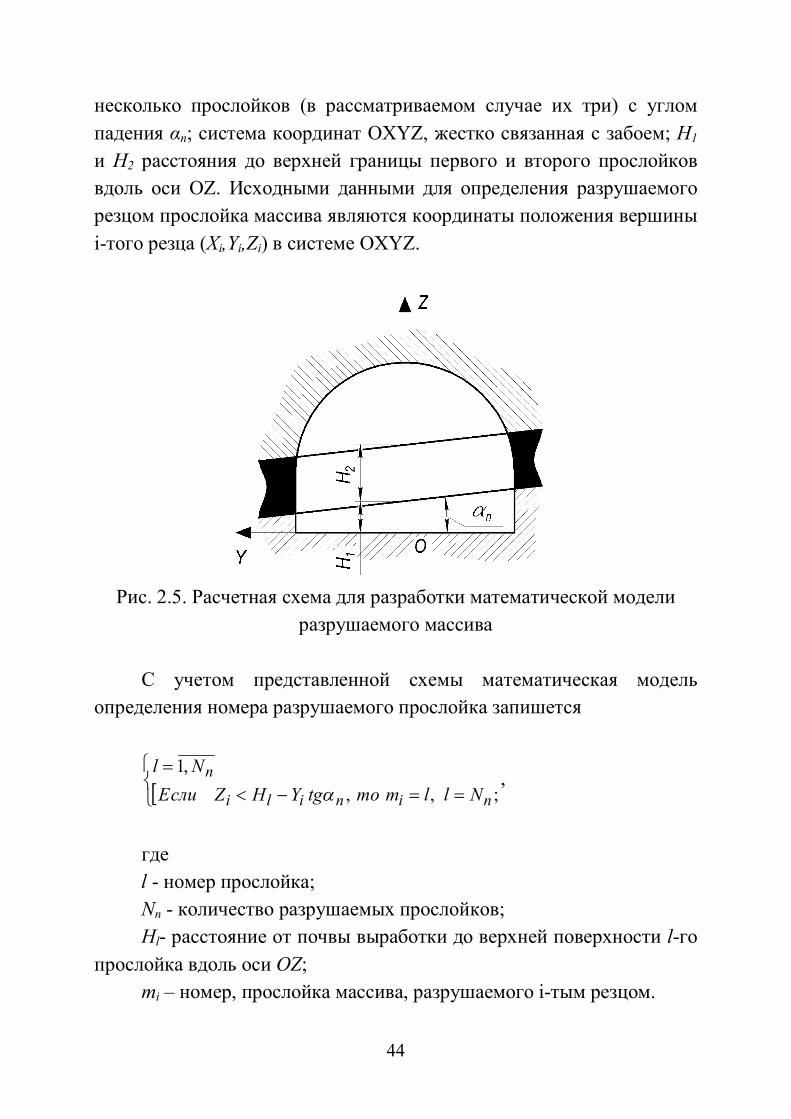
При разработке были приняты допущения, что прослойки расположены параллельными слоями и величина параметра сопротивляемости разрушению прослойка и его мощность не изменяется в пределах прослойка. С учетом принятых допущений была составлена расчетная схема, представленная на рис. 2.5. На рисунке показаны: сечение проходческого забоя, имеющего
44
несколько прослойков (в рассматриваемом случае их три) с углом падения αп; система координат ОXYZ, жестко связанная с забоем; Н1 и Н2 расстояния до верхней границы первого и второго прослойков вдоль оси OZ. Исходными данными для определения разрушаемого резцом прослойка массива являются координаты положения вершины i-того резца (Xi,Yi,Zi) в системе OXYZ.
Рис. 2.5. Расчетная схема для разработки математической модели
разрушаемого массива С учетом представленной схемы математическая модель
определения номера разрушаемого прослойка запишется
;,,,1
пiпili
пNllmтоtgYHZслиЕ
Nl
,
где l - номер прослойка; Nп - количество разрушаемых прослойков; Hl- расстояние от почвы выработки до верхней поверхности l-го
прослойка вдоль оси OZ; mi – номер, прослойка массива, разрушаемого i-тым резцом.
45
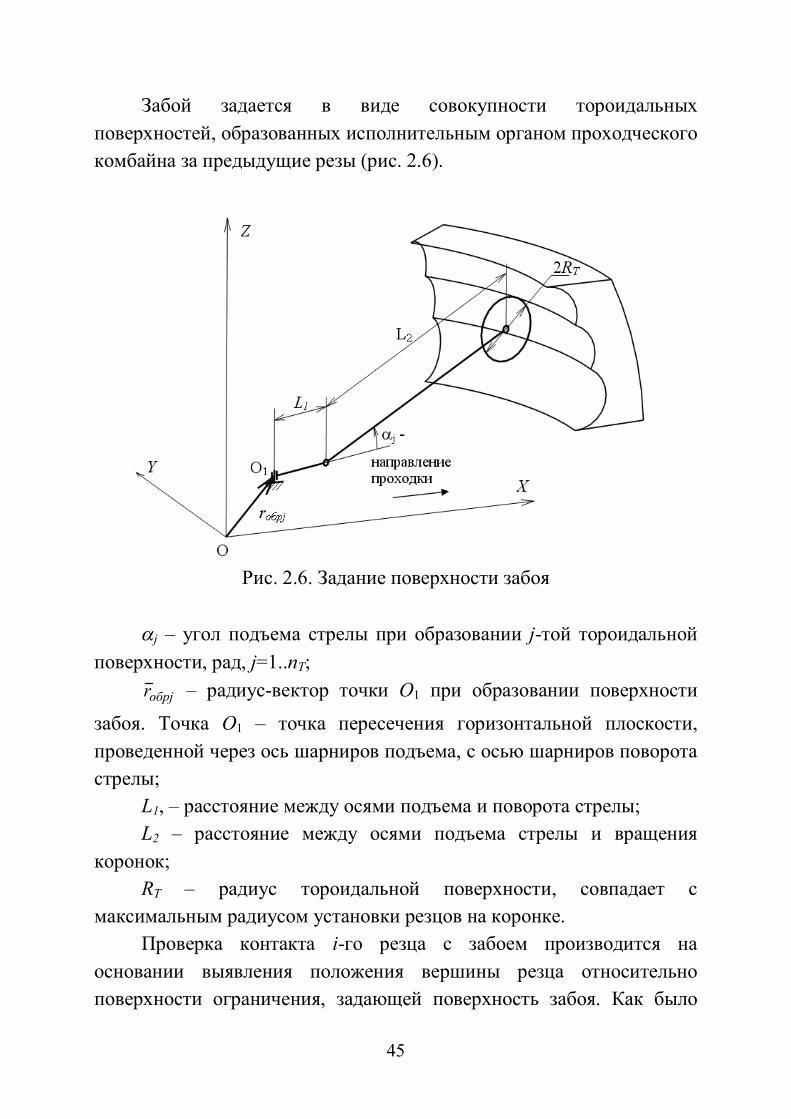
Забой задается в виде совокупности тороидальных поверхностей, образованных исполнительным органом проходческого комбайна за предыдущие резы (рис. 2.6).
Рис. 2.6. Задание поверхности забоя
j – угол подъема стрелы при образовании j-той тороидальной
поверхности, рад, j=1..nT; обрjr – радиус-вектор точки O1 при образовании поверхности
забоя. Точка О1 – точка пересечения горизонтальной плоскости, проведенной через ось шарниров подъема, с осью шарниров поворота стрелы;
L1, – расстояние между осями подъема и поворота стрелы; L2 – расстояние между осями подъема стрелы и вращения
коронок; RТ – радиус тороидальной поверхности, совпадает с
максимальным радиусом установки резцов на коронке. Проверка контакта i-го резца с забоем производится на
основании выявления положения вершины резца относительно поверхности ограничения, задающей поверхность забоя. Как было

46
отмечено выше, поверхность забоя для проходческого комбайна с аксиальными коронками может быть задана в виде совокупности тороидальных поверхностей (см. рис. 2.6). Таким образом, если выполняется условие
22
221 )sin(cossin)(cos)( jобрjiTjjiобрjijiобрji LzzRLLyyxx
для всех торов (j), для которых jобрjiT LzzR sin2 , то резец
контактирует с горным массивом. Здесь
,обрji
обрjiji xx
yyarctg
где xобрj, yобрj, zобрj – компоненты вектора обрr .
2.3.6 Математическая модель формирования вектора внешнего возмущения на поперечно-осевой коронке как функционально-законченный элемент
Путем объединения приведенных выше выражений была
получена комплексная математическая модель формирования вектора внешнего возмущения на поперечно-осевой коронке:
:;,,
,1
;/;
;;)1(
);,,,,,,),(,(},,{
44
01.11.
442442442442
пiпili
п
iiitiii
OOOOOOOOOOOOi
tiСНСН
yiyiiмммiipi
резцаконтактаУсловиеNllmтоtgYHZслиЕ
Nl
tShOOt
SSSSSetPnприPP
ryVCrFVr
thihitithiitiihi

47
),(},,{
);,,(},{);1(
sin
)sin(cos
sin)(cos)(
31.
2
2
22
221
iiмм
iyiziii
iVzoizi
обрjiT
jобрjiTj
jiобрjijiобрji
YZFMМP
rPPFYZVkPP
LzzRкоторыхдлярезцоввсехдля
LzzRLL
yyxx
где
)(1F - вектор-функция расчета положения резца; )(2F - вектор-функция расчета мгновенных значений усилия на
резце; )(3F - вектор-функция расчета вектора внешнего возмущения на
коронке. Математическая модель формирования вектора внешнего
возмущения на поперечно-осевой коронке в интегрированном виде может быть записана:
)P, Xf(Y ,
где Y { 1.мM , мP , М} – вектор выходных параметров;
X ={(С1), мr , 1.м , мV , φ, ω} – вектор входных параметров; P ={ ,СНP ЗP , ycP , ,CTP ПРP } – вектор параметров ФЗЭ,
}{uPПР - параметры привода; CTP { 1.кr , )( 12С } - вектор параметров, задающих положение
коронки на стреле; СНP { i0 , yiy , yir , tii , hii , thii , pn } - параметры схемы набора
усP ( кp , )(zPP , )(
yPP ) - параметры зависимости усилий на
резце от режима резания; кp – контактная прочность породы;
48
)(zPP , )(
yPP – векторы параметров, входящих в формулы
расчета усилий резания и подачи; ЗP (j, обрjr , L1, L2, RТ ) - параметры, задающие забой.
2.4 Математические модели основных функционально законченных элементов проходческого комбайна избирательного действия с поперечно-осевыми коронками
2.4.1 Математическая модель пространственно перемещающейся массы
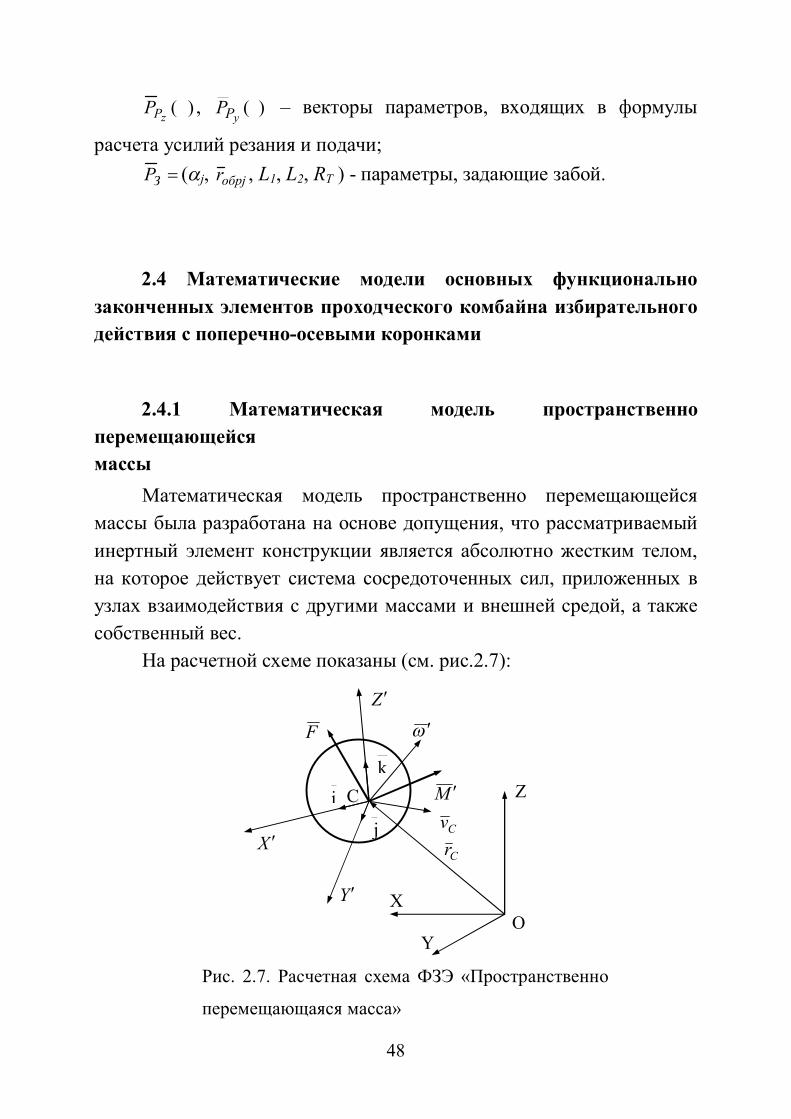
Математическая модель пространственно перемещающейся массы была разработана на основе допущения, что рассматриваемый инертный элемент конструкции является абсолютно жестким телом, на которое действует система сосредоточенных сил, приложенных в узлах взаимодействия с другими массами и внешней средой, а также собственный вес.
На расчетной схеме показаны (см. рис.2.7):
Z
O X
Y
Y
X
M
Z
F
ik
jCr
С
Рис. 2.7. Расчетная схема ФЗЭ «Пространственно
перемещающаяся масса»
Cv
49
OXYZ – неподвижная система координат, жестко связанная с забоем;
ZYXC - система координат, жестко связанная с пространственно перемещающейся массой, с началом координат в центре масс, оси которой направлены по главным осям инерции;
i , j ,k - единичные векторы направления осей XC , YC и ZC в системе координат OXYZ;
},,{ CCCC zyxr - радиус-вектор центра масс пространственно перемещающейся массы в системе координат OXYZ;
}v,v,v{v CZCYCXC - скорость центра масс пространственно перемещающейся массы в системе координат OXYZ;
},,{ ZYX - угловая скорость пространственно перемещающейся массы в системе координат ZYXC ;
},,{ ZYX FFFF , },,{ ZYX MMMM - главный вектор и главный момент системы внешних сил, приложенных к пространственно перемещающейся массе в узлах взаимодействия; центр приведения – центр масс С, главный вектор задан в системе координат OXYZ, главный момент – в ZYXC ;
Математическая модель имеет вид:
;),,()(
;
;
;
;)(;)(;)(
;
T
ZYXXYZZ
YXZZXYY
XZYYZXX
C
kjiC
kk
jj
ii
MJJJMJJJMJJJ
GFrm
где m – масса пространственно перемещающейся массы;

50
G - вес пространственно перемещающейся массы, заданный в системе координат OXYZ;
XJ , YJ , ZJ - главные моменты инерции пространственно перемещающейся массы;
)(C - матрица направляющих косинусов системы координат ZYXC в системе координат OXYZ. Математическая модель пространственно перемещающейся
массы как ФЗЭ может быть записана в виде неявной вектор-функции:
,0=)Y ,P ,X(f
где
},,{X GMF - входной вектор;
},,,{ ZYX JJJmP - вектор параметров; )}(,,,{ CvrY CC - выходной вектор.
2.4.2 Математическая модель цилиндрического шарнира с зазором
Известна математическая модель сферического шарнира, в
которой не учитывается наличие зазора и жесткость шарнирного соединения зависит от направления приложения нагрузки. Кроме того, данная модель не позволяет определить работу сил трения в шарнире. Для достижения поставленной в работе цели необходима разработка математической модели цилиндрического шарнира, учитывающей указанные особенности.
При разработке модели были приняты допущения: - есть радиальный (δр) и осевой (δо) зазоры; - длина шарнира мала, поэтому реакция-момент в шарнире не
возникает (для моделирования длинных шарниров следует использовать два ФЗЭ «Цилиндрический шарнир»);
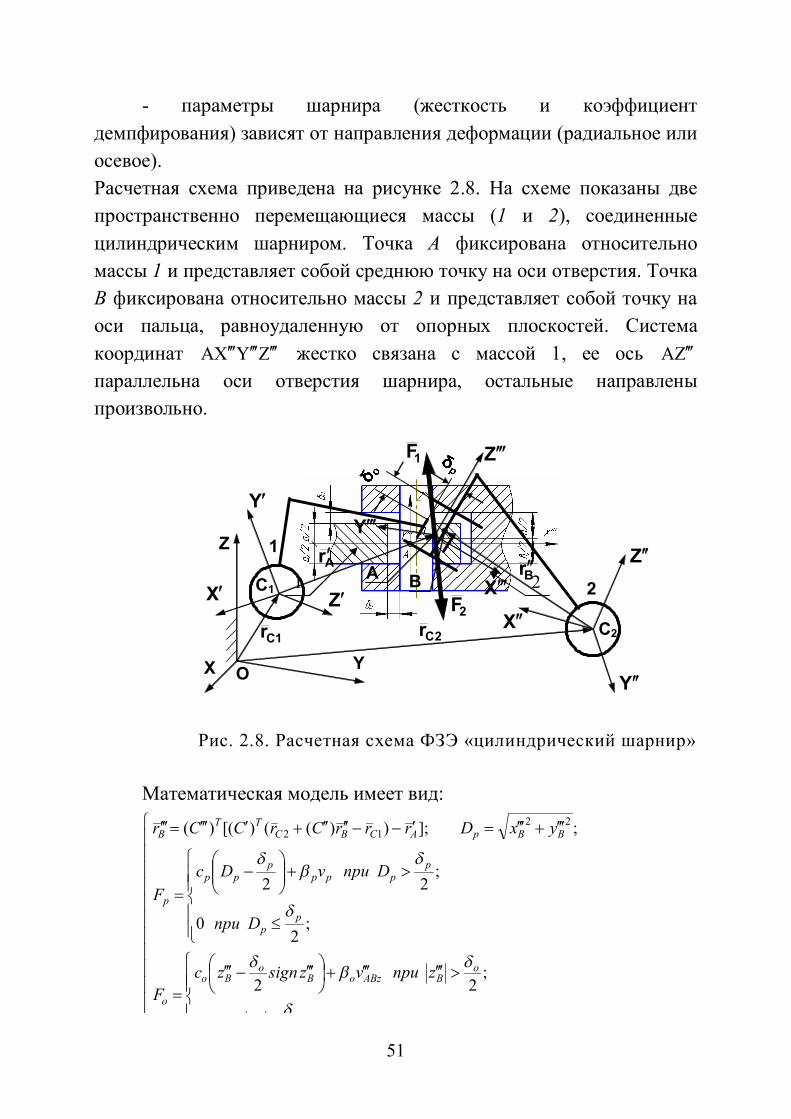
51
- параметры шарнира (жесткость и коэффициент демпфирования) зависят от направления деформации (радиальное или осевое). Расчетная схема приведена на рисунке 2.8. На схеме показаны две пространственно перемещающиеся массы (1 и 2), соединенные цилиндрическим шарниром. Точка А фиксирована относительно массы 1 и представляет собой среднюю точку на оси отверстия. Точка В фиксирована относительно массы 2 и представляет собой точку на оси пальца, равноудаленную от опорных плоскостей. Система координат ZYXA жестко связана с массой 1, ее ось ZA параллельна оси отверстия шарнира, остальные направлены произвольно.
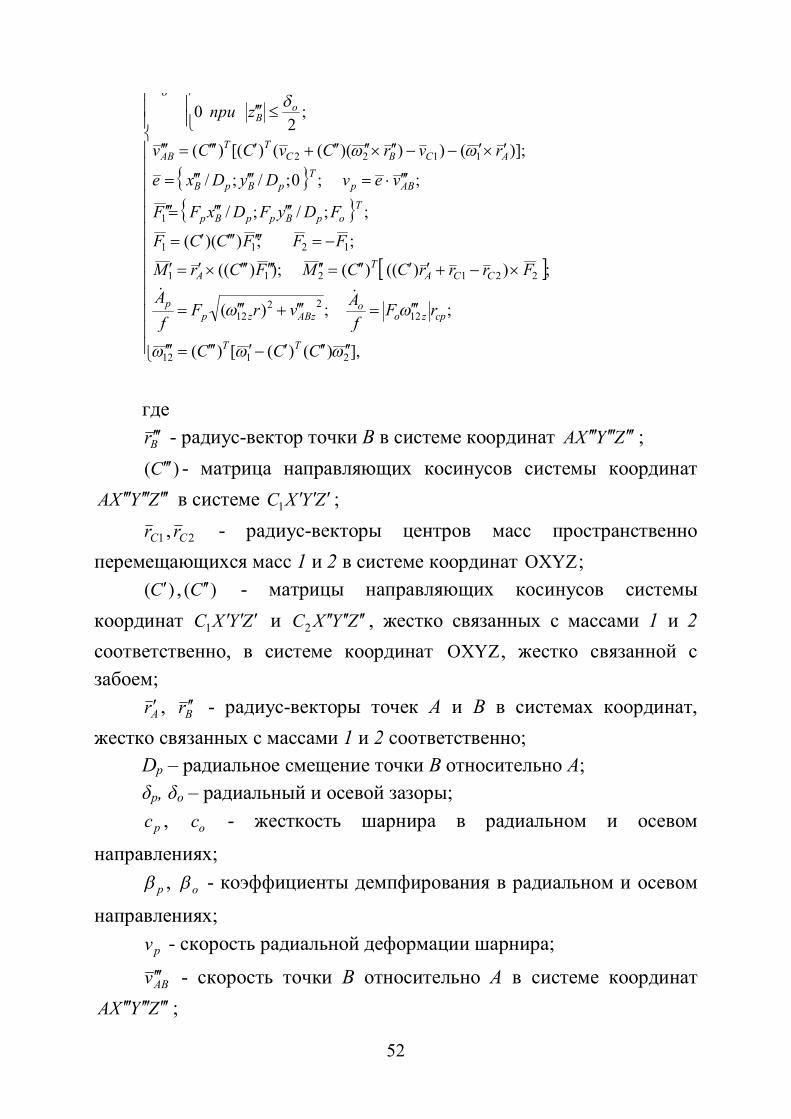
Математическая модель имеет вид:
;0
;22
;2
0
;22
;];))(()[()( 2212
zпри
zприvzsignzcF
Dпри
DприvDcF
yxDrrrCrCCr
o
oBABzoB
oBo
o
pp
pppp
ppp
p
BBpACBCTT
B
Рис. 2.8. Расчетная схема ФЗЭ «цилиндрический шарнир»
1 2
A Ar Br
1
C1
Z
X Y 1Cr 2Cr
О
X
Y
Z 2
C2
Y
X
Z
2F
1F
Y
Z
X B
52
],)()([)(
;;)(
;))(()();)((
;;))((
;;/;/
;;0;/;/
)];()))((()[()(
;2
0
2112
1222
12
221211
1211
1
1122
CCC
rFf
AvrFf
AFrrrCCMFCrM
FFFCCF
FDyFDxFF
vevDyDxe
rvrCvCCv
zприF
TT
cpzoo
ABzzpp
CCAT
A
TopBppBp
ABpT
pBpB
ACBCTT
AB
oB
o
где
Br - радиус-вектор точки В в системе координат ZYXA ; )(C - матрица направляющих косинусов системы координат
ZYXA в системе ZYXC 1 ;
1Cr , 2Cr - радиус-векторы центров масс пространственно перемещающихся масс 1 и 2 в системе координат OXYZ;
)(C , )(C - матрицы направляющих косинусов системы координат ZYXC 1 и ZYXC 2 , жестко связанных с массами 1 и 2 соответственно, в системе координат OXYZ, жестко связанной с забоем;
Ar , Br - радиус-векторы точек А и В в системах координат, жестко связанных с массами 1 и 2 соответственно;
Dp – радиальное смещение точки В относительно А; δр, δо – радиальный и осевой зазоры;
pc , oc - жесткость шарнира в радиальном и осевом
направлениях; p , o - коэффициенты демпфирования в радиальном и осевом
направлениях; pv - скорость радиальной деформации шарнира;
ABv - скорость точки B относительно А в системе координат ZYXA ;
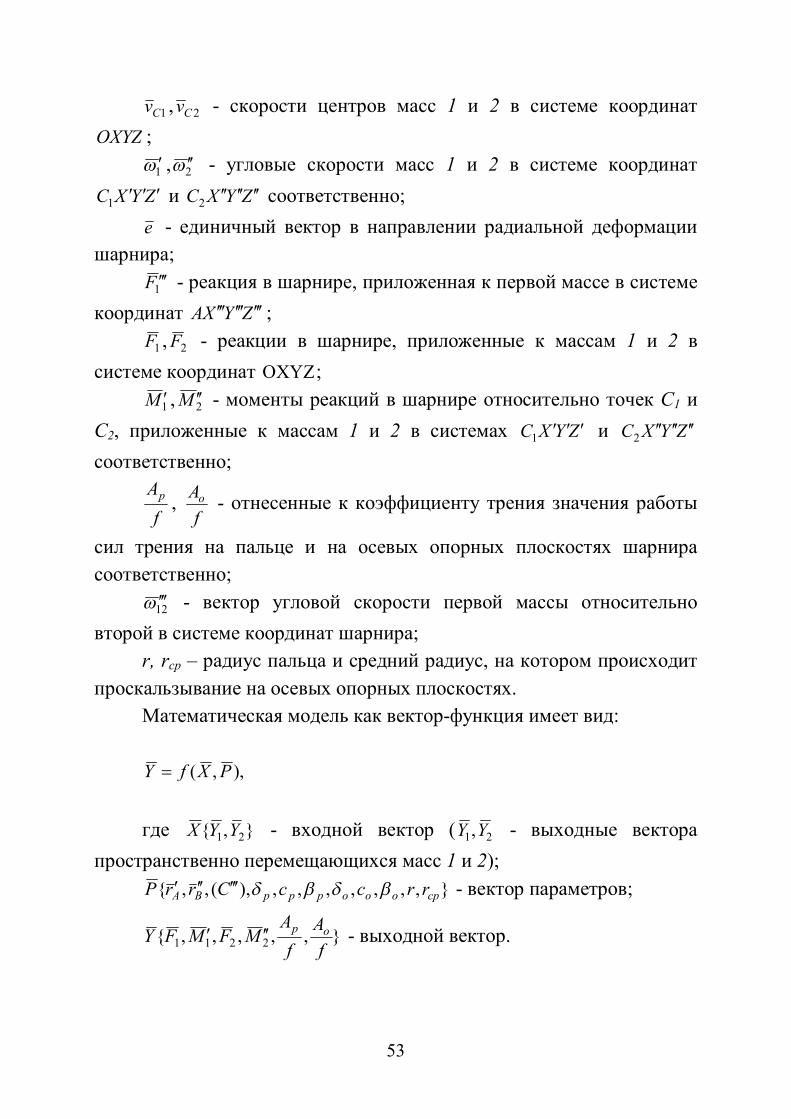
53
1Cv , 2Cv - скорости центров масс 1 и 2 в системе координат OXYZ ;
1 , 2 - угловые скорости масс 1 и 2 в системе координат ZYXC 1 и ZYXC 2 соответственно; e - единичный вектор в направлении радиальной деформации
шарнира; 1F - реакция в шарнире, приложенная к первой массе в системе
координат ZYXA ; 1F , 2F - реакции в шарнире, приложенные к массам 1 и 2 в
системе координат OXYZ; 1M , 2M - моменты реакций в шарнире относительно точек С1 и
С2, приложенные к массам 1 и 2 в системах ZYXC 1 и ZYXC 2 соответственно;
fAp ,
fAo - отнесенные к коэффициенту трения значения работы
сил трения на пальце и на осевых опорных плоскостях шарнира соответственно;
12 - вектор угловой скорости первой массы относительно второй в системе координат шарнира;
r, rcp – радиус пальца и средний радиус, на котором происходит проскальзывание на осевых опорных плоскостях.
Математическая модель как вектор-функция имеет вид:
),,( PXfY где },{ 21 YYX - входной вектор ( 21,YY - выходные вектора
пространственно перемещающихся масс 1 и 2); },,,,,,,),(,,{ cpooopppBA rrccCrrP - вектор параметров;
},,,,,{ 2211 fA
fA
MFMFY op - выходной вектор.
54
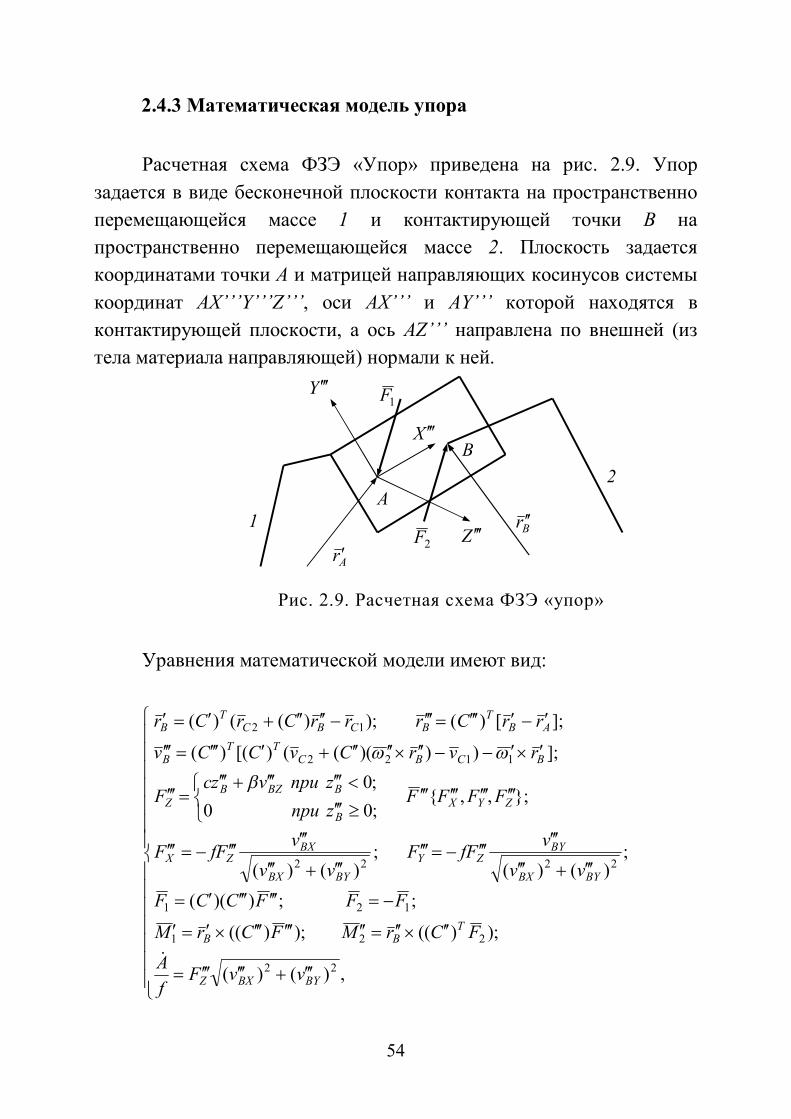
2.4.3 Математическая модель упора Расчетная схема ФЗЭ «Упор» приведена на рис. 2.9. Упор
задается в виде бесконечной плоскости контакта на пространственно перемещающейся массе 1 и контактирующей точки В на пространственно перемещающейся массе 2. Плоскость задается координатами точки А и матрицей направляющих косинусов системы координат АX’’’Y’’’Z’’’, оси AX’’’ и AY’’’ которой находятся в контактирующей плоскости, а ось AZ’’’ направлена по внешней (из тела материала направляющей) нормали к ней.
Уравнения математической модели имеют вид:
,)()(
);)(();)((
;;))((
;)()(
;)()(
};,,{;00;0
];)))((()[()(
];[)();)(()(
22
221
121
2222
1122
12
BYBXZ
TBB
BYBX
BYZY
BYBX
BXZX
ZYXB
BBZBZ
BCBCTT
B
ABT
BCBCT
B
vvFfA
FCrMFCrM
FFFCCFvv
vFfFvv
vFfF
FFFFzприzприvzc
F
rvrCvCCv
rrCrrrCrCr
Y
X
Z
1F
Ar
1
2
Br
B
A
2F
Рис. 2.9. Расчетная схема ФЗЭ «упор»
55
где Br - радиус-вектор точки В в системе координат ZYXA ;
Br - радиус-вектор точки В в системе координат, жестко связанной с массой 1;
)(C - матрица направляющих косинусов системы координат ZYXA в системе ZYXC 1 ;
1Cr , 2Cr - радиус-векторы центров масс пространственно перемещающихся масс 1 и 2 в системе координат OXYZ ;
)(C , )(C - матрицы направляющих косинусов систем координат ZYXC 1 и ZYXC 2 , жестко связанных с массами 1 и 2
соответственно, в системе координат OXYZ , жестко связанной с забоем;
Ar , Br - радиус-векторы точек А и В в системах координат, жестко связанных с массами 1 и 2 соответственно;
с, β - жесткость и коэффициент демпфирования упора; f – коэффициент трения в упоре;
Bv - скорость точки B относительно А в системе координат ZYXA ;
1Cv , 2Cv - скорости центров масс пространственно перемещающихся масс 1 и 2 в системе координат OXYZ ;
1 , 2 - угловые скорости масс 1 и 2 в системах координат ZYXC 1 и ZYXC 2 соответственно; F - реакция в упоре, приложенная к первой массе в системе
координат ZYXA ; 1F , 2F - реакции в упоре, приложенные к массам 1 и 2 в системе
координат OXYZ ; 1M , 2M - моменты реакций в упоре относительно точек С1 и С2,
приложенные к массам 1 и 2 в системах координат ZYXC 1 и ZYXC 2 соответственно;
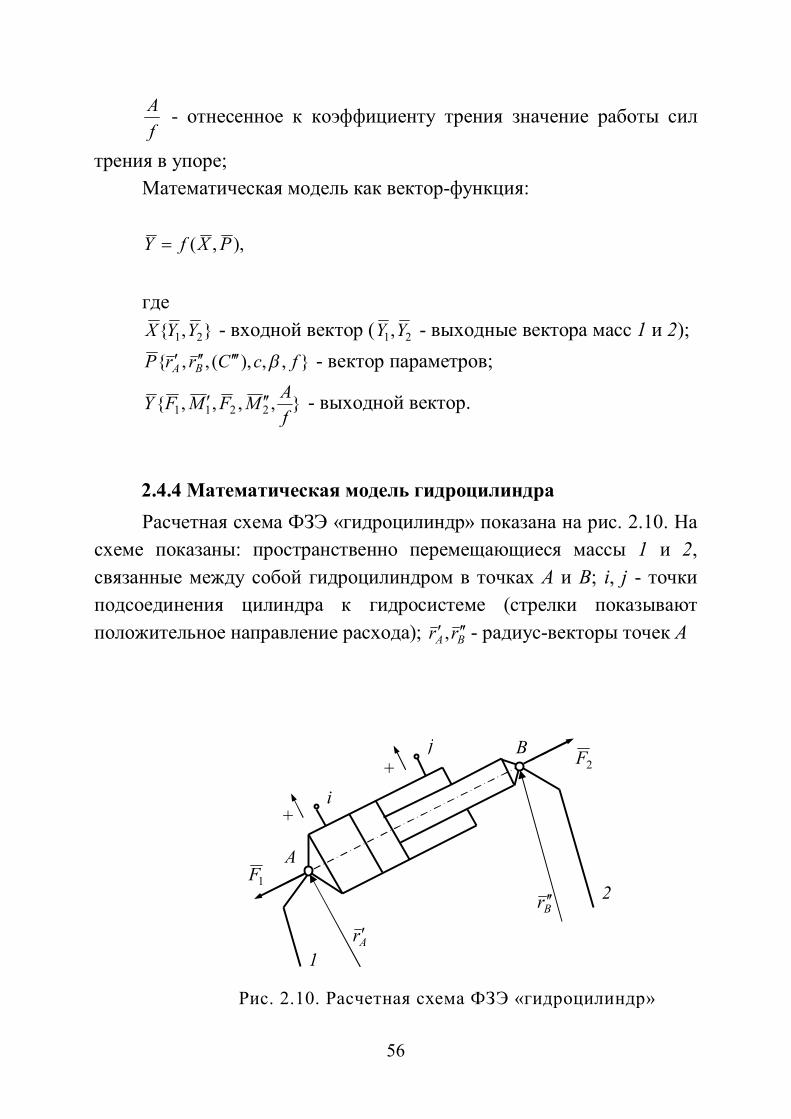
56
fA - отнесенное к коэффициенту трения значение работы сил
трения в упоре; Математическая модель как вектор-функция:
),,( PXfY где
},{ 21 YYX - входной вектор ( 21,YY - выходные вектора масс 1 и 2); },,),(,,{ fcCrrP BA - вектор параметров;
},,,,{ 2211 fAMFMFY - выходной вектор.
2.4.4 Математическая модель гидроцилиндра Расчетная схема ФЗЭ «гидроцилиндр» показана на рис. 2.10. На
схеме показаны: пространственно перемещающиеся массы 1 и 2, связанные между собой гидроцилиндром в точках А и В; i, j - точки подсоединения цилиндра к гидросистеме (стрелки показывают положительное направление расхода); BA rr , - радиус-векторы точек А
1
2
i
j
A
B
1F
2F
Ar Br
Рис. 2.10. Расчетная схема ФЗЭ «гидроцилиндр»
+
+

57
и В в системах координат, жестко связанных с массами 1 и 2 соответственно.
При составлении математической модели приняты следующие допущения:
- массой поршня гидроцилиндра можно пренебречь;
- гидроцилиндр соединяется с элементами конструкции машины беззазорными сферическими шарнирами;
- утечками жидкости можно пренебречь.
Математическая модель имеет вид:
);)((
);)((
;;
;),(;,;),(
);()();)(())((;
;;)()(
;)(
)(;
)()(
22
11
12121
maxmax
maxmin
minmin
12
0
1122
12
maxmin
FСrM
FCrM
FFLrFF
LLLLcFLLLFLLLLсF
F
vsignpkpkFhvpFpFFrCvrCvvLrvv
rLrCrrCrr
FLLVEQvF
pFLLV
ЕvFQp
TВ
TA
AB
рг
г
сг
шjjiiтршjjiiг
ACBCABABABш
ABACBCAB
jj
прjшjj
ii
пршiii
где:
ip , jp - давления в точках подключения;
iQ , jQ - расходы в точках подключения;
iF , jF - площади поршня в соответствующих полостях;
шv - скорость перемещения штока относительно стакана цилиндра;
прЕ - приведенный объемный модуль упругости полости с
жидкостью;
58
iV , jV - «мертвые» объемы полостей;
L, minL , maxL - текущая, минимальная и максимальная длина цилиндра (расстояние AB); L определяется взаимным расположением соединяемых масс, а minL и maxL - конструкцией гидроцилиндра;
1Cr , 2Cr - радиус-векторы центров масс пространственно перемещающихся масс 1 и 2 в системе координат OXYZ ;
)(C , )(C - матрицы направляющих косинусов систем координат ZYXC 1 и ZYXC 2 , жестко связанных с массой 1 и 2 соответственно,
в системе OXYZ , жестко связанной с забоем; ABv - скорость точки B относительно А в системе координат
OXYZ ; 1Cv , 2Cv - скорости центров масс пространственно
перемещающихся масс 1 и 2 в системе координат OXYZ ; 1 , 2 - угловые скорости масс 1 и 2 в системах координат
ZYXC 1 и ZYXC 2 соответственно; h - коэффициент демпфирования;
0трF - постоянная трения;
ik , jk - коэффициенты пропорциональности между давлениями в
соответствующих полостях и силой трения в манжетном уплотнении; сс , рc - жесткости полностью сдвинутого и полностью
раздвинутого цилиндра; 1F , 2F - реакции в гидроцилиндре, приложенные к массам 1 и 2 в
системе координат OXYZ ; 1M , 2M - моменты реакций в гидроцилиндре относительно точек
С1 и С2, приложенные к массам 1 и 2 в системах ZYXC 1 и ZYXC 2 соответственно.
Расчетные параметры:
;
4;
22
,2
,,, jшiпjijшiпji ddFddfHk
59
;
1ст
жп
жпр
ЕЕd
EE
где f – коэффициент трения манжеты по поверхности цилиндра; Н – ширина манжеты; dп – диаметр поршня; dшi, dшj – диаметры штоков в соответствующих полостях; Еж – модуль упругости жидкости; - толщина стенки цилиндра; Ест – модуль упругости материала цилиндра. Математическая модель гидроцилиндра как ФЗЭ может быть
записана в виде неявной вектор-функции: ,0,, YPXf
где },,,{ 21 ji QQYYX - входной вектор ( 21,YY - выходные вектора
пространственно перемещающихся масс 1 и 2); {P BA rr , , },,,,,,,,,,,,, 0
maxmin HccRhLLEVVfddd pcтрпрjiшjшiп - вектор
параметров; },,,,,{ 2211 ji ppMFMFY - выходной вектор.
2.4.5 Математическая модель гидрозажима Данный ФЗЭ описывает связь двух пространственно
перемещающихся масс через гидропатрон, стакан которого жестко закреплен к первой массе 1, а шток взаимодействует с клиновидной направляющей, жестко закрепленной на второй массе 2 (см. рис. 5). При отсутствии давления в гидропатроне его шток свободно перемещается в стакане и вдоль направляющей. Подача жидкости в гидропатрон приводит к выборке зазора и зажиму массы 2, исключая свободное проскальзывание штока вдоль оси направляющей.
На рисунке 2.11 показаны:
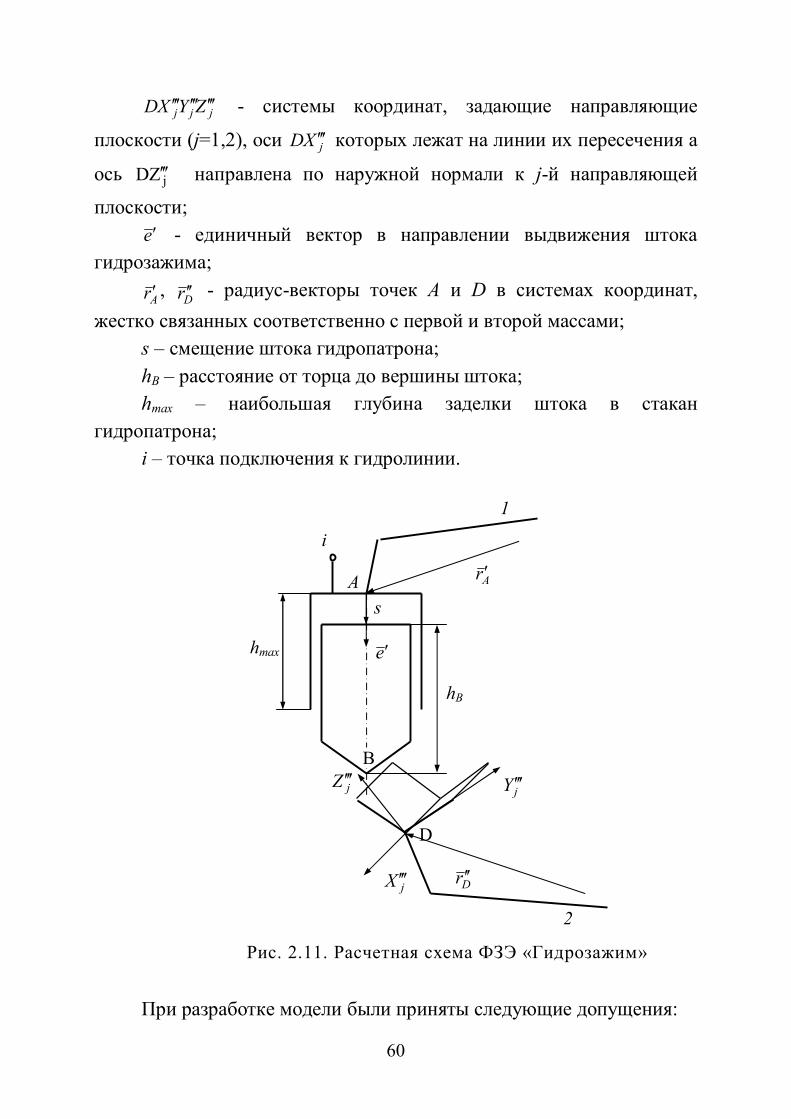
60
jjj ZYXD - системы координат, задающие направляющие
плоскости (j=1,2), оси jXD которых лежат на линии их пересечения а
ось jZD направлена по наружной нормали к j-й направляющей
плоскости; e - единичный вектор в направлении выдвижения штока
гидрозажима;
Ar , Dr - радиус-векторы точек A и D в системах координат, жестко связанных соответственно с первой и второй массами;
s – смещение штока гидропатрона; hB – расстояние от торца до вершины штока; hmax – наибольшая глубина заделки штока в стакан
гидропатрона; i – точка подключения к гидролинии. При разработке модели были приняты следующие допущения:
Рис. 2.11. Расчетная схема ФЗЭ «Гидрозажим»
2
jX
jY jZ
D
Dr
i
1
hВ
hmax
s A
B
Ar
e

61
1. Перемещением штока s при определении точек приложения реакции в гидрозажиме можно пренебречь, так как s мало по сравнению с остальными линейными размерами (порядка 1 мм).
2. Составляющими силы трения в зажиме, направленными не вдоль оси направляющей можно пренебречь, так как фиксация массы 2 в этом направлении осуществляется в основном нормальными реакциями к направляющим поверхностям.
Математическая модель ФЗЭ «гидрозажим» имеет вид:
;)(
;))((
;0,0
;0;0
;12
;||;;;)(
;;;)(;)(
;0;0
;00
;;)(
;)(;)(
;))(()();()(
];)[()();(
0max
22111111
2122
2
1222
22
11
21
sFVEsFQ
p
mssignFshFsиначеsтоFFиsЕсли
sприFFpsприscFFp
F
Fsh
hFfF
FFFFeFFrMFCF
FFFrMFCFFCF
R
vsignfRF
zприvzc
zприR
vvvvCv
vCrvvCv
serCvCvrrCr
rrrCCrhserr
прii
трдв
трдв
oi
coiдв
трB
pптр
opoBT
Bj
Bjj
j
BOXjнj
BjBjBOZjBj
Bjj
ВПjВjВOjВПT
jВПj
CT
BBПBT
jBj
BCT
BDВT
jBj
СCВT
ВвAB
где BjBB rrr ,, - радиус-векторы точки B в системах координат
ZYXC 1 , ZYXC 2 и jjj ZYXD ;
62
)( jC - матрица направляющих косинусов системы координат
jjj ZYXD в системе ZYXC 1 , жестко связанной с массой 1;
)(C , )(C - матрицы направляющих косинусов систем координат ZYXC 1 и ZYXC 2 , жестко связанных с массами 1 и 2
соответственно, в системе OXYZ , жестко связанной с забоем; 1Cr , 2Cr - радиус-векторы центров масс пространственно
перемещающихся масс 1 и 2 в системе координат OXYZ ; BjBB vvv ,, - векторы скорости точки B в системах координат
ZYXC 1 , ZYXC 2 и jjj ZYXD ;
1Cv , 2Cv - скорости центров масс пространственно перемещающихся масс 1 и 2 в системе координат OXYZ ;
1 2 - угловые скорости масс 1 и 2 в системах ZYXC 1 и ZYXC 2 соответственно;
BOjv , BOXjv , BOZjv - вектор скорости точки В относительно j-той
направляющей плоскости в системе jjj ZYXD и его проекции на оси
jXD и jZD ;
Rj – реакция на поверхности контакта штока с j-той направляющей;
с, β – жесткость и коэффициент демпфирования сопряжения направляющей и штока гидропатрона;
jBF - суммарная реакция в точке В штока со стороны j-той
направляющей плоскости в системе координат jjj ZYXD ;
нf , пf - коэффициенты трения в парах «шток-направляющая» и «шток-стакан» соответственно;
Fo, Fp – осевая и поперечная составляющие вектора силы, приложенного к штоку гидропатрона;
трF , двF - суммарные трения и движущая силы, приложенные к
штоку гидропатрона вдоль его оси; 0трF - постоянная составляющая силы трения в паре «шток-
стакан»;

63
ip - давление жидкости в гидропатроне;
cc - жесткость сдвинутого гидропатрона; F – активная площадь гидропатрона; m – масса штока гидропатрона;
V - «мертвый» объем гидропатрона; прE - приведенный объемный модуль упругости полости с
жидкостью; 1F , 2F - реакции в гидрозажиме, приложенные к массам 1 и 2 в
системах координат OXYZ ; Br - радиус-вектор точки В в системе координат ZYXC1 ;
1M , 2M - моменты реакций в гидрозажиме относительно точек С1 и С2, приложенные к массам 1 и 2 в системах координат ZYXC 1 и
ZYXC 2 соответственно. Математическая модель гидрозажима как ФЗЭ может быть
записана в виде неявной вектор-функции:
,0=)Y ,P ,X(f
где }Q,Y,Y{X 21 i - входной вектор, компонентами которого
являются: векторы состояния первой и второй масс (Y Y1 2, ), а также
величина расхода жидкости Qi в точке i;
{P Ar , Dr , )( jC ,с,β,hB,hmax, нf , пf , 0трF , cc ,F,m, V , прE } - вектор
параметров гидрозажима; },,,,{ 2211 ipMFMFY - выходной вектор.
2.4.6 Асинхронный электродвигатель Электродвигатель оснащается датчиками: - температуры;
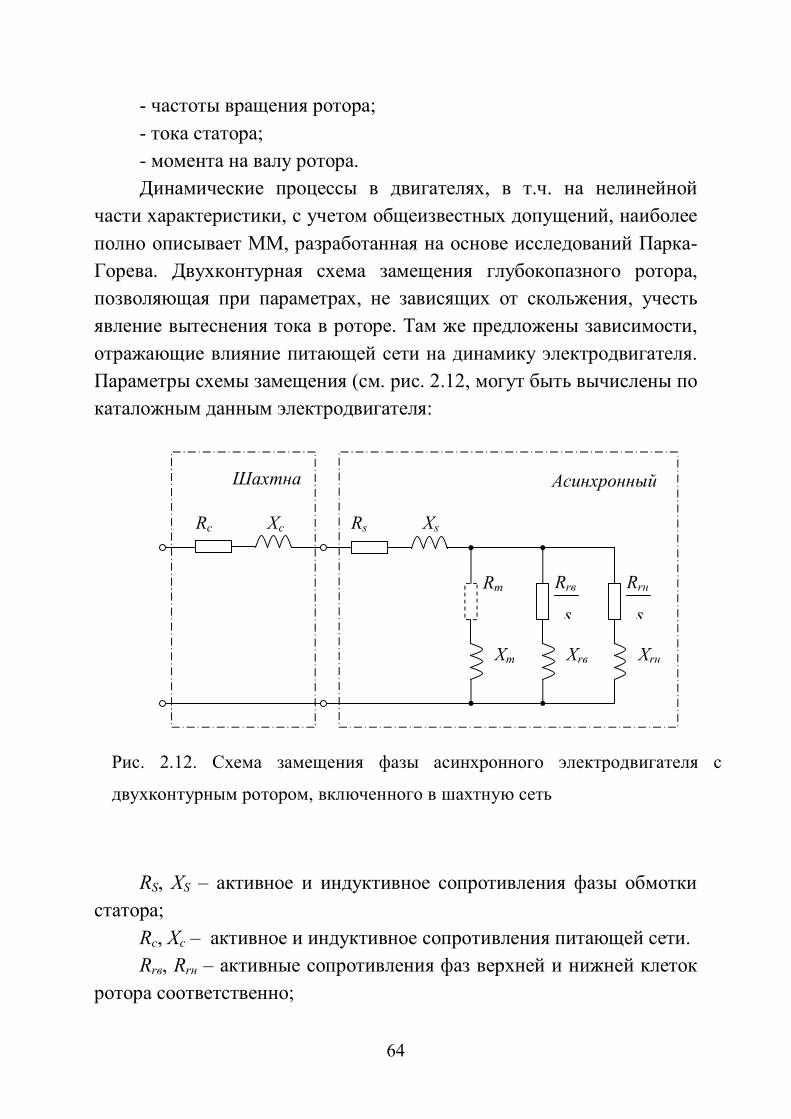
64
- частоты вращения ротора; - тока статора; - момента на валу ротора. Динамические процессы в двигателях, в т.ч. на нелинейной
части характеристики, с учетом общеизвестных допущений, наиболее полно описывает ММ, разработанная на основе исследований Парка-Горева. Двухконтурная схема замещения глубокопазного ротора, позволяющая при параметрах, не зависящих от скольжения, учесть явление вытеснения тока в роторе. Там же предложены зависимости, отражающие влияние питающей сети на динамику электродвигателя. Параметры схемы замещения (см. рис. 2.12, могут быть вычислены по каталожным данным электродвигателя:
RS, XS – активное и индуктивное сопротивления фазы обмотки
статора; Rс, Xс – активное и индуктивное сопротивления питающей сети. Rrв, Rrн – активные сопротивления фаз верхней и нижней клеток
ротора соответственно;
Rrв
s
Xrв
Rrн
s
Xrн
Rm
Xm
Rs Xs Rс Xс
Асинхронный Шахтна
Рис. 2.12. Схема замещения фазы асинхронного электродвигателя с
двухконтурным ротором, включенного в шахтную сеть

65
Xrв, Xrн – индуктивные сопротивления рассеяния соответственно верхней и нижней клеток ротора;
Rm, Xm – активное и индуктивное сопротивления взаимоиндукции (как правило, Rm пренебрегают, так как оно мало по сравнению с Xm).
bS, brв, brн – коэффициенты относительного активного сопротивления;
aS, arв, arн – коэффициенты относительного реактивного сопротивления;
Для применения модели следует вынести напряжения питания в фазах как входные переменные. При этом уравнения ММ примут вид:
;)sin()cos(23
;;)(1
;;
;;
;23
,;
;)1(
;)1(
;)1(
;)1(
;)1(;)1(
;21;
23
;;
22
SScmSScmд
SSSot
ScScSScScS
SS
cSS
S
cS
SSS
сд
нrнвrвSSнrнвrвSS
нpнrнвrвSSrнсн
вpнrнвrвSSrвсв
SнrнвrвSSScS
нpнrнвrвSSrнсн
вpнrнвrвSSrвсв
SнrнвrвSSScS
ppcдp
iUtUiUtUP
iiiTTFPmc
T
iXiRUiXiRU
BX
iAX
i
BAX
pM
aaaBaaaApaaab
paaabUUaaab
paaab
paaabUUaaab
UUUUUUU
MMJ
где pp , – угол поворота и угловая скорость вращения ротора;

66
J – момент инерции ротора двигателя; Мд – электромагнитный момент, развиваемый двигателем; Мс – момент нагрузки на валу двигателя;
U , U – проекции напряжения;
U , U , U – фазные напряжения на входе двигателя;
ΨSα, ΨSβ, Ψнα, Ψнβ, Ψвα, Ψвβ – составляющие векторов потокосцеплений;
с - угловая скорость магнитного поля; t – текущее время; ΔUSα, ΔUSβ – проекции вектора падения напряжения статора на
оси α и β, учитывающие влияние питающей сети; Rс, Xс - соответственно активное и индуктивное сопротивление
питающей сети; iS, iS - токи статора в проекции на оси и ; р – число пар полюсов электродвигателя; Рд – активная мощность, потребляемая электродвигателем;
tP – мощность, расходуемая на нагрев двигателя. Расчетные параметры модели:
;;;
;
;;;
111
11111
111
rнSrrнrвSrrвSSrS
rнrвSmSr
rнrнrнrвrвrвSSS
XXaXXaXXa
XXXXX
XRbXRbXRb
MM асинхронного электродвигателя как ФЗЭ может быть записана как неявная вектор-функция:
,0,,, YPXf
где },,,,{ сc MUUUX - входной вектор;
,R,X,R,J{P rвSS },,,,,, pXRXXRX ccmrнrнrв - вектор параметров; },,,{ ддрр PМY - выходной вектор;
},,,{ Sср iТМ - вектор сигналов с интегрированных датчиков.

67
2.4.7 Гидрораспределитель
В качестве энергораспределителей в гидроприводе горных машин применяются различные конструкции золотниковых распределителей. Преимущественно это трехпозиционные или двухпозиционные двухканальные распределители. Рассмотрим трехпозиционный двухканальный распределитель.
Модель распределителя (рис. 2.13) включает в себя 4 управляемых дросселя, соединяющих входы и выходы распределителя, которые могут быть соединены согласно его схеме в каком-либо режиме его работы. Режим работы (позиция) задает, какие из управляемых дросселей должны быть открыты, а какие – закрыты (см. табл. 2.1).
Таблица 2.1 – Карта режимов работы распределителя*
Номер управляемого дросселя 1 2 3 4
1 0 1 1 0 2 1 1 0 0
Номер режима работы 3 1 0 0 1
*0 – дроссель закрыт; 1 – дроссель открыт.
Рис. 2.13. Расчетная схема трехпозиционного двухканального
распределителя
1 2 3 4
i j
k l
+ +
+ +
f
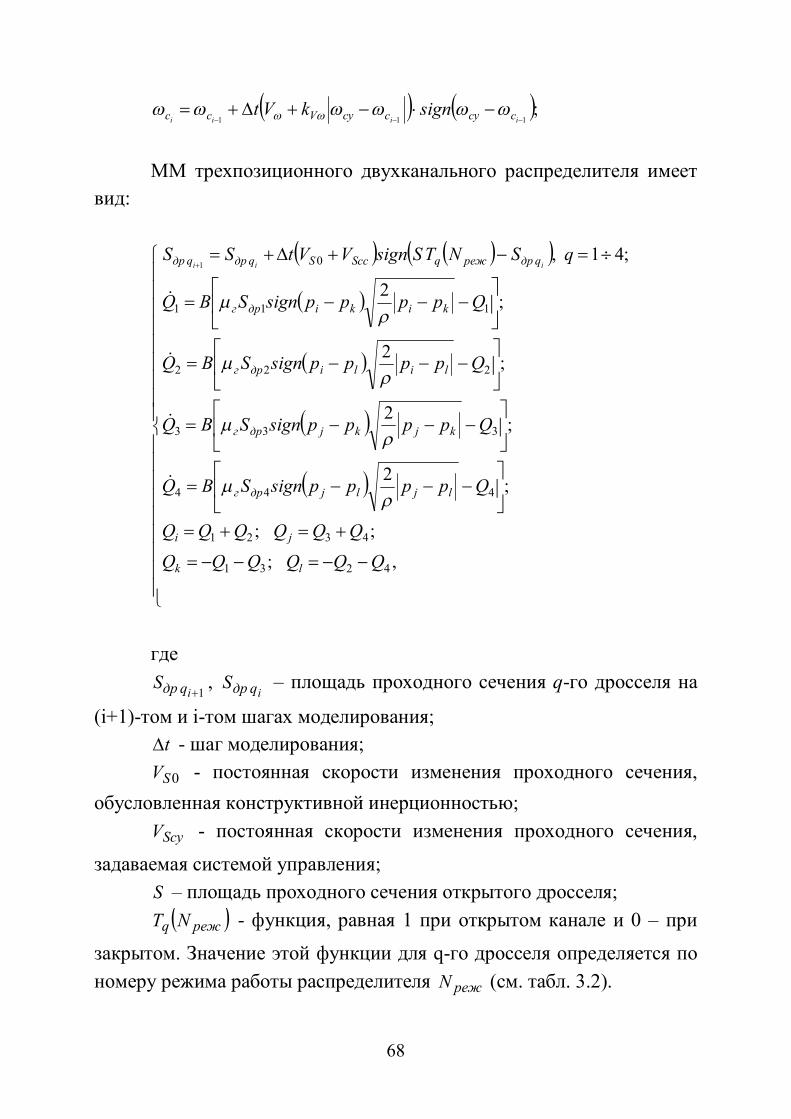
68
;111
iiii ccyccyVcc signkVt
ММ трехпозиционного двухканального распределителя имеет
вид:
,;
;;
;2
;2
;2
;2
;41,
4231
4321
444
333
222
111
01
QQQQQQQQQQQQ
QppppsignSBQ
QppppsignSBQ
QppppsignSBQ
QppppsignSBQ
qSNTSsignVVtSS
lk
ji
ljljдрг
kjkjдрг
liliдрг
kikiдрг
qдррежqSссSqдрqдр iii
где
1iqдрS , iqдрS – площадь проходного сечения q-го дросселя на
(i+1)-том и i-том шагах моделирования; t - шаг моделирования;
0SV - постоянная скорости изменения проходного сечения, обусловленная конструктивной инерционностью;
SсуV - постоянная скорости изменения проходного сечения,
задаваемая системой управления; S – площадь проходного сечения открытого дросселя; режq NT - функция, равная 1 при открытом канале и 0 – при
закрытом. Значение этой функции для q-го дросселя определяется по номеру режима работы распределителя режN (см. табл. 3.2).
69
Q1, Q2, Q3, Q4 – расходы через соответствующие дроссели; В – параметр, учитывающий инерционность столба жидкости;
г – коэффициент расхода, г =ζ-0,5; ζ – коэффициент гидравлического сопротивления; pi, pj, pk, pl – давления в точках подключения; Qi, Qj, Qk, Ql – расходы в точках подключения (стрелки
показывают положительные направления расходов). Модель трехпозиционного двухканального распределителя как
ФЗЭ может быть записана в виде неявной вектор-функции:
,,Y,P,Xf РРРРР 0 где
}p,p,p,p{X lkjiР - входной вектор;
SсурежР V,N - вектор управляющих воздействий;
},S,,B,T,V{P qSР 0 - вектор параметров;
}Q,Q,Q,Q{Y lkjiР - выходной вектор.
2.4.8 Сенсорная система Сенсорная система – совокупность устройств для
преобразования сигналов датчиков, предназначенная для ввода в бортовой компьютер информации о параметрах, характеризующих состояние элементов мехатронного объекта и свойства внешней среды. К функциям сенсорной системы следует отнести:
- усиление сигналов; - аналого-цифровое преобразование сигналов; - фильтрацию сигналов. Сенсорная система обрабатывает показания нескольких
датчиков по однотипному алгоритму, который удобно рассмотреть на примере одного датчика.

70
Поступающий от датчика аналоговый сигнал ix усиливается таким образом, чтобы АЦП обеспечил его оцифровку до предельного значения maxx (рис. 2.14). Точность аналого-цифрового преобразования определяется количеством разрядов n , которое определяет шаг оцифровки x .
При этом оцифрованное значение сигнала датчика ix можно
определить по формуле:
max
max 22 x
xxx in
ni .
Считывание показаний датчика происходит с шагом по времени
T (рис. 2.14). Считанные значения усредняются за период Ty, для чего производится сохранение nу последних считанных значений в кольцевом буфере.
Математическая модель сенсорной системы может быть представлена в виде (для одного датчика):
х max
Δx=хmax/2n х i
ti
х i’
х
Рис. 2.14. Алгоритм обработки показаний датчика
Δt
T
Ty
t

71
;jn
iприY
;jn
iприxnY
;njприn
;njприjn
;x
xxx
;n
jnjj
;n
ij
счi
сч
n
ll
yфi
yу
ууф
max
in
nmax
j
yу
сч
уф
1
1
1
2
2
1
где j – номер текущего считывания показаний датчика; i – номер шага моделирования;
t
Tnсч – количество шагов моделирования t , которое
приходится на шаг считывания Т; j – номер ячейки в кольцевом буфере, в которую записываются
показания с датчика; jx – оцифрованное значение считанного показания датчика;
maxx – предел измерения при оцифровке сигнала датчика; п – количество разрядов при оцифровке сигнала датчика;
ix – текущее значение показания датчика;
yn – количество последних значений показаний датчика,
хранимое в кольцевом буфере, по которым происходит усреднение сигнала датчика. На начальном этапе работы усреднение происходит по имеющемуся в буфере количеству значений yуф пn ;
72
iY , 1iY – обработанные сенсорной системой показания датчика на текущем i и предыдущем 1i шагах моделирования.
В интегрированной форме математическая модель сенсорной системы может быть записана в виде:
)P,(f CCCC ,
где
},...,{ 21 ДNxxx – вектор входных сигналов с датчиков ( ДN –
количество датчиков); },...,{ 21 ДNYYY – вектор обработанных сигналов с датчиков;
ДyCC NxnTTP ,,,, max – вектор параметров сенсорной системы.
Параметры CCP могут отличаться для сигналов с различных датчиков.
2.4.9 СИСТЕМА ИНТЕЛЛЕКТА ГОРНОЙ МАШИНЫ
Система интеллекта горной машины (СИ) – программное
обеспечение бортового компьютера для решения задачи многокритериальной оптимизации рабочего цикла горной машины по критериям производительности, энергопотребления и надежности ее работы с учетом ограничивающих факторов, а также прогнозирования отказов элементов на основе текущих данных о параметрах, характеризующих состояние элементов машины и свойства внешней среды, заданий, получаемых от оператора и внешней управляющей системы.
В соответствии с функциональным назначением система интеллекта выполняет следующие задачи:
73
1. Адаптивная оптимизация рабочих процессов подсистем горной машины. Например, для очистных и проходческих комбайнов решаются задачи оптимизации:
- режимов разрушения забоя исполнительным органом – выбор рациональных значений скоростей подачи и вращения исполнительного органа для различных зон забоя;
- получения забоя заданного сечения (точность обработки) – управление исполнительным органом, обеспечивающее минимальный перебор породы по контуру выработки;
- диаграммы формирования импульсов питающего напряжения для преобразователей частоты питающего напряжения – выбор формы и периодичности импульсов, обеспечивающих максимальный кпд системы и отсутствие резонансных явлений в силовых системах;
- схемы обработки забоя – определение рациональной траектории движения исполнительного органа при обработке забоя.
2. Оценка работоспособности исполнительных механизмов – анализ соответствия технической характеристике показателей выполняемых операций и технического состояния элементов конструкции машины.
3. Прогнозирование остаточного ресурса элементов конструкции горной машины на основании анализа нагрузок за все время ее функционирования и истории замен соответствующих узлов.
4. Накопление данных о параметрах рабочих процессов и отказах элементов конструкции горных машин – сбор, статистическая обработка и архивация информации о ходе рабочих процессов машины во времени. Эти данные необходимы для развития теории рабочих процессов и анализа причин отказов элементов конструкции машины.
5. Согласование рабочего процесса горной машины с функционированием другого оборудования комплекса машин. Механизм автоматического определения необходимых рабочих параметров разнотипных машин, работающих в комплексе.
6. Обеспечение безопасности эксплуатации машины.
74
На основе сформулированных задач, с учетом особенностей рабочего процесса горных машин, изложенных в подразделе 1.2, к системе интеллекта горной машины предъявляются требования:
- открытость – возможность дополнения и корректировки алгоритмов работы системы интеллекта в соответствии с решаемыми задачами;
- многозадачность – параллельное выполнение алгоритмов решения нескольких задач;
- устойчивость к конфликтам задач – корректная отработка противоречивых решений различных задач системы интеллекта;
- устойчивость к отказам датчиков – максимально возможное сохранение работоспособности машины при выходе из строя интегрированных в элементы ее конструкции датчиков;
- самообучение и адаптивность – корректировка действий системы интеллекта с учетом истории работы горной машины в условиях изменчивой внешней среды;
- модульная структура – алгоритм функционирования системы интеллекта должен состоять из максимально независимых функционально завершенных фрагментов (модулей), каждый из которых соответствует отдельной решаемой задаче;
- работа в реальном времени – взаимодействие с управляемыми силовыми системами горной машины в темпе процессов, протекающих в этих системах, своевременная (без задержек) подача команд управления;
- возможность выбора критериев и коэффициентов их весомости при оптимизации рабочих процессов горной машины.
На рис. 2.15 приведена структурная схема системы интеллекта горной машины. Согласно схеме, система интеллекта управляется оператором и МП САУ комплекса машин на основе вектора Д , который выдается системой интеллекта и содержит данные о рабочем процессе машины. Управляющее воздействие оператора о преобразуется информационной системой в вектор OK весомости критериев оптимизации рабочих процессов и вектор 0 команд
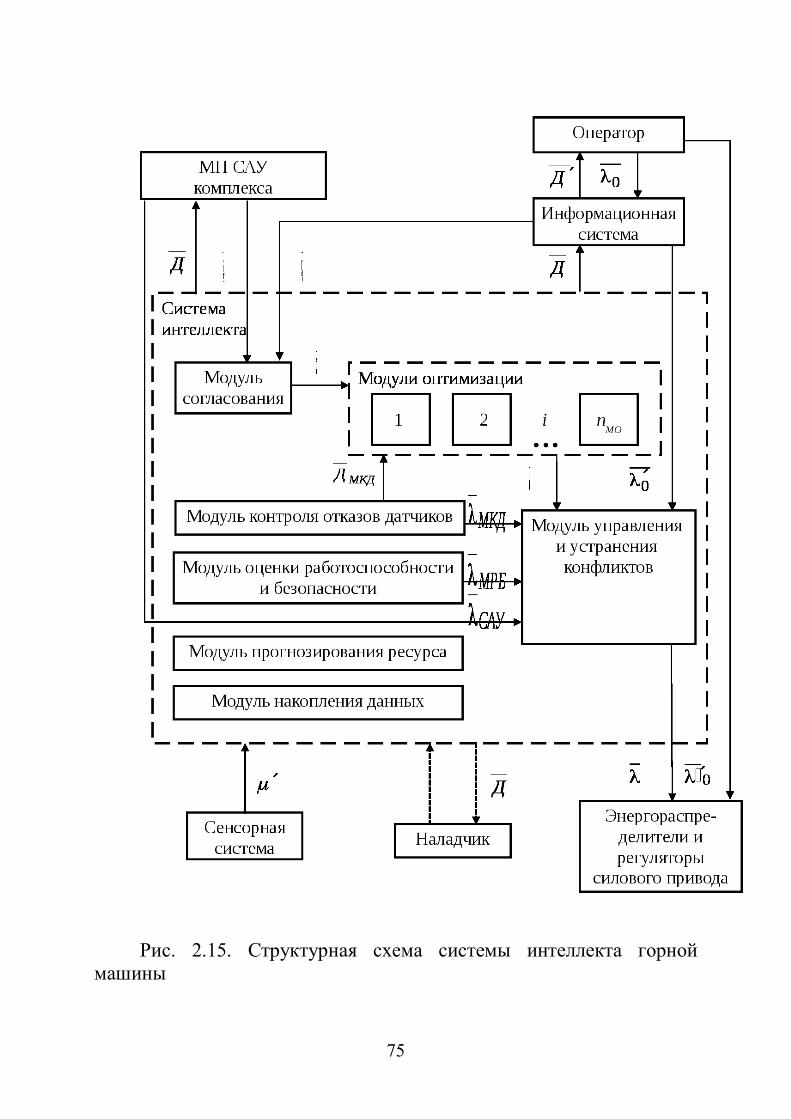
75
Рис. 2.15. Структурная схема системы интеллекта горной
машины
76
управления энергораспределителями и регуляторами силового
привода горной машины. Аналогичные вектора САУ и САУK поступают от МП САУ комплекса. Модуль согласования формирует вектор K весомости критериев оптимизации рабочих процессов
горной машины, при этом приоритет отдается вектору САУK . Помимо управляющих воздействий на все модули системы интеллекта сенсорной системой подается вектор показаний датчиков, прошедших первичную обработку. Эти данные используются:
- модулями оптимизации – для самообучения и оценки эффективности управления рабочими процессами;
- модулем контроля отказов датчиков – для непосредственной и косвенной оценки работоспособного состояния интегрированных в элементы конструкции горной машины датчиков;
- модулем оценки работоспособности и безопасности – для фиксирования отказов элементов конструкции машины и отключения машины в опасных и аварийных режимах работы;
- модулем прогнозирования ресурса – для оценки остаточного ресурса элементов конструкции горной машины с целью прогнозирования их плановых замен.
Прогнозирование остаточного ресурса может быть обеспечено на основе:
- известных методов технической диагностики элементов металлоконструкции и трансмиссии горных машин [240-247 и др.];
- методов оценки индивидуального остаточного ресурса по факторам многоцикловой усталости и износа (с использованием данных «модуля накопления данных») [169, 171];
- адаптивной оптимизации ремонтов горной машины как системы элементов различного ресурса (по данным «модуля накопления данных») [110, 248-251] с применением методик: определения времени диагностирования элементов машины с прогнозируемыми отказами, использования элементов машины с
77
непрогнозируемыми отказами и постановки горной машины на капитальный ремонт.
Данные и Д сохраняются и статистически обрабатываются в модуле накопления данных («черный ящик»). Сохраненные значения
и результаты обработки выдаются в виде векторов МДД по запросам З , поступающим от оператора, наладчика, МП САУ комплекса и других модулей системы интеллекта.
Модули оптимизации выполняют определение вектора РПP рациональных параметров режима работы горной машины. При этом выполняется многокритериальная оптимизация по интегральному критерию с учетом вектора K весомости частных критериев и ограничивающих факторов. Алгоритм оптимизации корректируется в соответствии с данными об отказах датчиков МКДД . В случае отказа
датчиков, без которых нормальное функционирование машины невозможно, подается сигнал на остановку машины МКД и выводится сообщение оператору.
Модуль управления принимает управляющие воздействия (возможно противоречивые) от различных модулей и, в соответствии с приоритетами модулей, выполняет управление энергораспределителями и регуляторами силового привода. В случае отказа системы интеллекта предусмотрена возможность непосредственного отключения силовых приводов оператором (управляющее воздействие 0 ).
Наладчиком по мере необходимости осуществляется настройка и корректировка программ и параметров, добавление модулей и т.д.
Таким образом, математическая модель системы интеллекта горной машины может быть представлена в виде:

78
,P,,,,,PXfД,Y
;P,З,Д,XfДY;P,XfДY
;P,XfД,Y
;P,XfД,Y
;n..i,P,Д,K,XfД,PY;P,K,K,XfД,KY
МУСАУМРБМКДРПМУМУМУМУ
МДМДМДМДМД
МПРМПРМПРМПРМПР
МРБМРБМРБМРБМРБМРБ
МКДМКДМКДМКДМКДМКД
MOiMOМКДiMOiMOiMOРПMO
MCCAУMCMCMCMC
i
jii
0
0
1
где
MCY , iMOY , МКДY , МРБY , МПРY , МДY , МУY – выходные вектора соответствующих модулей: модуля согласования, модулей оптимизации, модуля контроля отказов датчиков, модуля оценки работоспособности и безопасности, модуля прогнозирования ресурса, модуля накопления данных, модуля управления и устранения конфликтов;
MCД , … МУД – вектора данных о рабочих процессах соответствующих модулей;
MCf , … MУf – вектор-функции, отражающие алгоритмы функционирования соответствующих модулей;
MCX , … МУX – входные вектора соответствующих модулей;
MCP , … МУP – вектора параметров соответствующих модулей. В интегрированном виде математическая модель системы
интеллекта может быть записана в виде:
)Д,P,(f CИCИ , где

79
– вектор управляющего воздействия на энергораспределители и регуляторы силового привода (отрабатывается встроенными в них МП САУ);
()fCИ - вектор-функция, отражающая алгоритмы функционирования комбайна с учетом его структуры и требований горного производства;
CAУKK ,, 0 – вектор входных информационных и управляющих сигналов;
MУMДMПРMРБMКДMОMCCИ PPPPPPPPi
,,,,,, – вектор параметров системы интеллекта;
Д - вектор данных о рабочем процессе машины.
2.5 Адекватность математической модели рабочего процесса проходческого комбайна
2.5.1 Планирование и методика экспериментальных исследований
Целью экспериментальных исследований являлась проверка
адекватности разработанной математической модели рабочего процесса проходческого комбайна, установление закономерностей формирования нагруженности силовых систем комбайна от изменения технического состояния резцового исполнительного органа, а также подтверждение правильности выбора диагностируемых параметров его технического состояния. Достижение поставленной цели с одной стороны, требует достаточно длительной (несколько смен) регистрации показателей рабочего процесса, позволяющей оценить влияние износа резцов. В то же
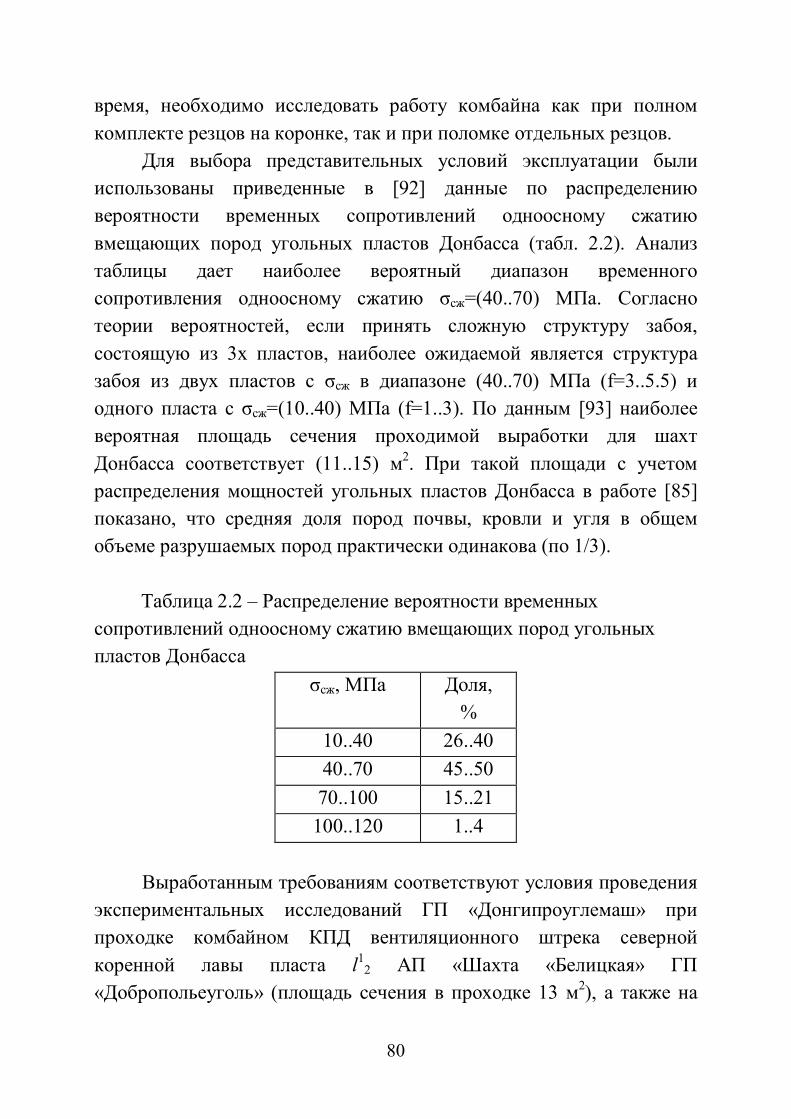
80
время, необходимо исследовать работу комбайна как при полном комплекте резцов на коронке, так и при поломке отдельных резцов.
Для выбора представительных условий эксплуатации были использованы приведенные в [92] данные по распределению вероятности временных сопротивлений одноосному сжатию вмещающих пород угольных пластов Донбасса (табл. 2.2). Анализ таблицы дает наиболее вероятный диапазон временного сопротивления одноосному сжатию σсж=(40..70) МПа. Согласно теории вероятностей, если принять сложную структуру забоя, состоящую из 3х пластов, наиболее ожидаемой является структура забоя из двух пластов с σсж в диапазоне (40..70) МПа (f=3..5.5) и одного пласта с σсж=(10..40) МПа (f=1..3). По данным [93] наиболее вероятная площадь сечения проходимой выработки для шахт Донбасса соответствует (11..15) м2. При такой площади с учетом распределения мощностей угольных пластов Донбасса в работе [85] показано, что средняя доля пород почвы, кровли и угля в общем объеме разрушаемых пород практически одинакова (по 1/3).
Таблица 2.2 – Распределение вероятности временных
сопротивлений одноосному сжатию вмещающих пород угольных пластов Донбасса
σсж, МПа Доля, %
10..40 26..40 40..70 45..50 70..100 15..21
100..120 1..4 Выработанным требованиям соответствуют условия проведения
экспериментальных исследований ГП «Донгипроуглемаш» при проходке комбайном КПД вентиляционного штрека северной коренной лавы пласта l1
2 АП «Шахта «Белицкая» ГП «Добропольеуголь» (площадь сечения в проходке 13 м2), а также на
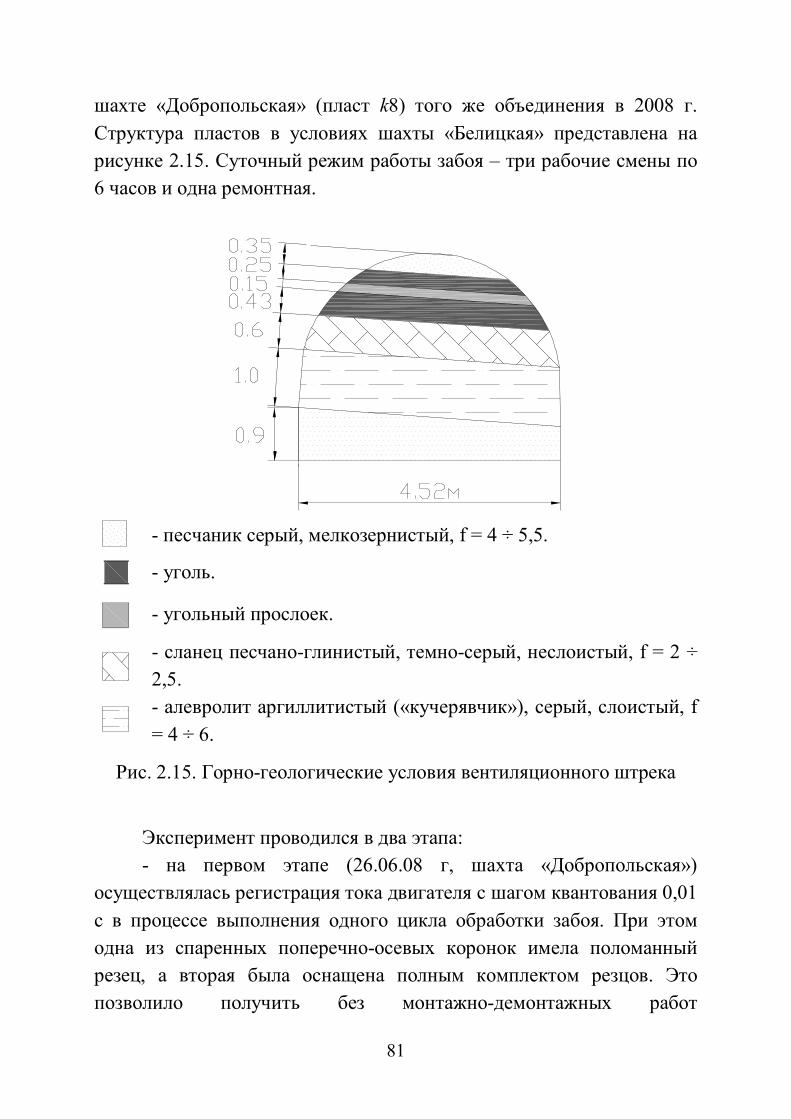
81
шахте «Добропольская» (пласт k8) того же объединения в 2008 г. Структура пластов в условиях шахты «Белицкая» представлена на рисунке 2.15. Суточный режим работы забоя – три рабочие смены по 6 часов и одна ремонтная.
- песчаник серый, мелкозернистый, f = 4 ÷ 5,5.
- уголь.
- угольный прослоек.
- сланец песчано-глинистый, темно-серый, неслоистый, f = 2 ÷ 2,5.
- алевролит аргиллитистый («кучерявчик»), серый, слоистый, f = 4 ÷ 6.
Рис. 2.15. Горно-геологические условия вентиляционного штрека
Эксперимент проводился в два этапа: - на первом этапе (26.06.08 г, шахта «Добропольская»)
осуществлялась регистрация тока двигателя с шагом квантования 0,01 с в процессе выполнения одного цикла обработки забоя. При этом одна из спаренных поперечно-осевых коронок имела поломанный резец, а вторая была оснащена полным комплектом резцов. Это позволило получить без монтажно-демонтажных работ
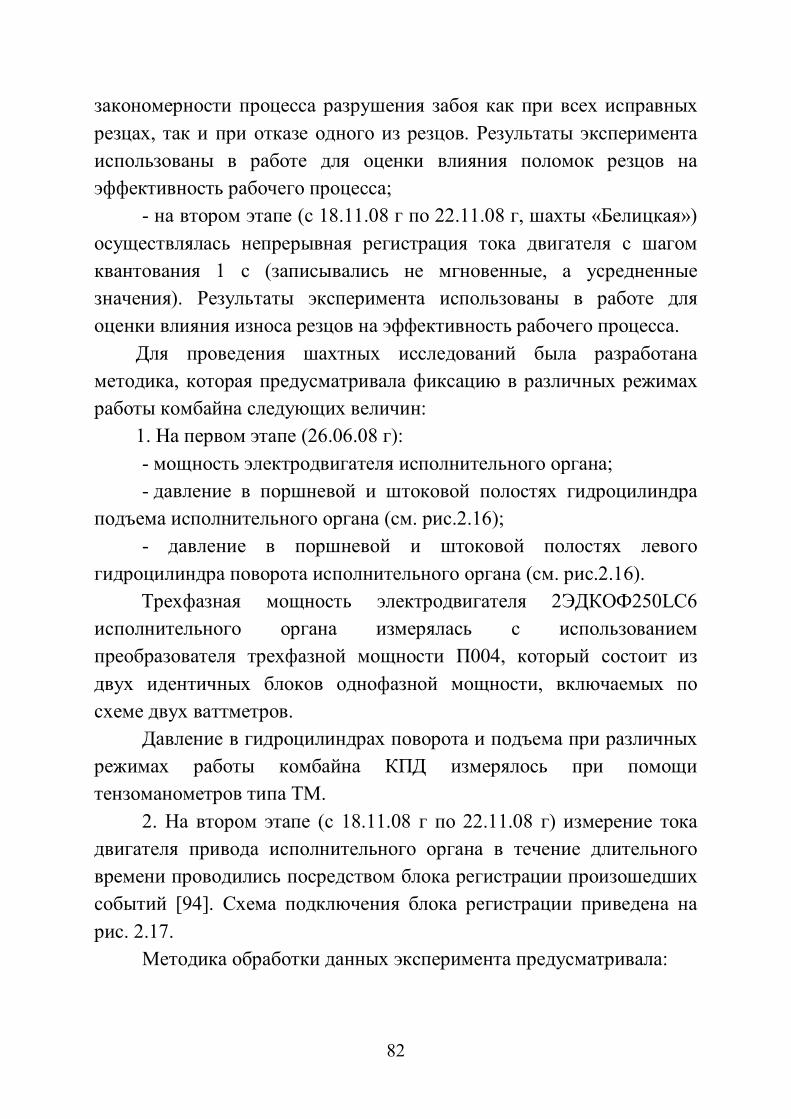
82
закономерности процесса разрушения забоя как при всех исправных резцах, так и при отказе одного из резцов. Результаты эксперимента использованы в работе для оценки влияния поломок резцов на эффективность рабочего процесса;
- на втором этапе (с 18.11.08 г по 22.11.08 г, шахты «Белицкая») осуществлялась непрерывная регистрация тока двигателя с шагом квантования 1 с (записывались не мгновенные, а усредненные значения). Результаты эксперимента использованы в работе для оценки влияния износа резцов на эффективность рабочего процесса.
Для проведения шахтных исследований была разработана методика, которая предусматривала фиксацию в различных режимах работы комбайна следующих величин:
1. На первом этапе (26.06.08 г): - мощность электродвигателя исполнительного органа; - давление в поршневой и штоковой полостях гидроцилиндра
подъема исполнительного органа (см. рис.2.16); - давление в поршневой и штоковой полостях левого
гидроцилиндра поворота исполнительного органа (см. рис.2.16). Трехфазная мощность электродвигателя 2ЭДКОФ250LС6
исполнительного органа измерялась с использованием преобразователя трехфазной мощности П004, который состоит из двух идентичных блоков однофазной мощности, включаемых по схеме двух ваттметров.
Давление в гидроцилиндрах поворота и подъема при различных режимах работы комбайна КПД измерялось при помощи тензоманометров типа ТМ.
2. На втором этапе (с 18.11.08 г по 22.11.08 г) измерение тока двигателя привода исполнительного органа в течение длительного времени проводились посредством блока регистрации произошедших событий [94]. Схема подключения блока регистрации приведена на рис. 2.17.
Методика обработки данных эксперимента предусматривала:
83
Рис. 2.16. Схема установки датчиков
Рис. 2.17. Схема включения блока регистрации в силовую цепь
84
1. Для первого этапа эксперимента - выделение отдельных режимов разрушения для каждого пласта забоя и расчет показателей:
а) оценка математического ожидания нагрузки
N
iix x
NM
1
1,
где
ix - i-тое значение нагрузки; N - объем выборки; б) оценка дисперсии нагрузки
N
ixix Mx
ND
1
21
1 .
в) коэффициент вариации нагрузки
x
xх M
D ;
г) коэффициентов динамичности нагрузки
x
iNi
Дх M
хk
)(max..1 ;
д) гистограмма распределения нагрузки; е) автокорреляционная функция нагрузки
xxx MtxMtxMk )()( , где

85
)(tx , )( tx – смещенные по времени на τ значения реализации случайного процесса.
С учетом того, что в машине реализации обрабатываемых величин представлены дискретно с некоторым шагом, можно записать:
mN
ixmixix MxMx
mNtmk
1
1 ,
где
t – шаг квантования реализации случайного процесса. ж) нормированная спектральная плотность дисперсии
0
cos2
dkD
s xx
x .
С учетом дискретной реализации автокорреляционной функции
n
mx
xх tmtmmk
Dts
0
* cos2
,
где n – количество точек построения зависимости
автокорреляционной функции. з) спектральное разложение нагрузки с использованием
быстрого преобразования Фурье. При этом рассчитывается дискретный ряд коэффициентов спектрального разложения для интервала времени T , содержащего mn 2 записанных с равным шагом по времени значений тока двигателя (m - положительное целое). Для каждой тойj частоты Tjf j / коэффициент
спектрального разложения рассчитывается как

86
2
1
2
1
2sin2cos1
n
kk
n
kkj n
jkxnjkx
nk , 2/...1 nj .
2. Для второго этапа эксперимента – выделение смен и циклов
обработки забоя и расчет показателей: а) удельные энергозатраты за тыйi цикл обработки забоя
цiT номномцi
номцi dt
ItItI
SBРW
coscos
3600,
где
номР - номинальная мощность двигателя привода исполнительного органа;
S - площадь сечения выработки; цiB - суммарная глубина зарубки исполнительного органа в i-
том цикле; цiT - длительность цикла обработки забоя;
tI , номI - мгновенное и номинальное значение тока двигателя; tIcos , номcos - мгновенное и номинальное значение
коэффициента мощности. б) объем разрушенной за тыйi цикл породы
цiцi SBV .
2.5.2 Оценка адекватности математической модели рабочего процесса проходческого комбайна
Для реализации модельных исследований большинство
параметров модели были приняты по данным работ [30, 95, 96]. Так
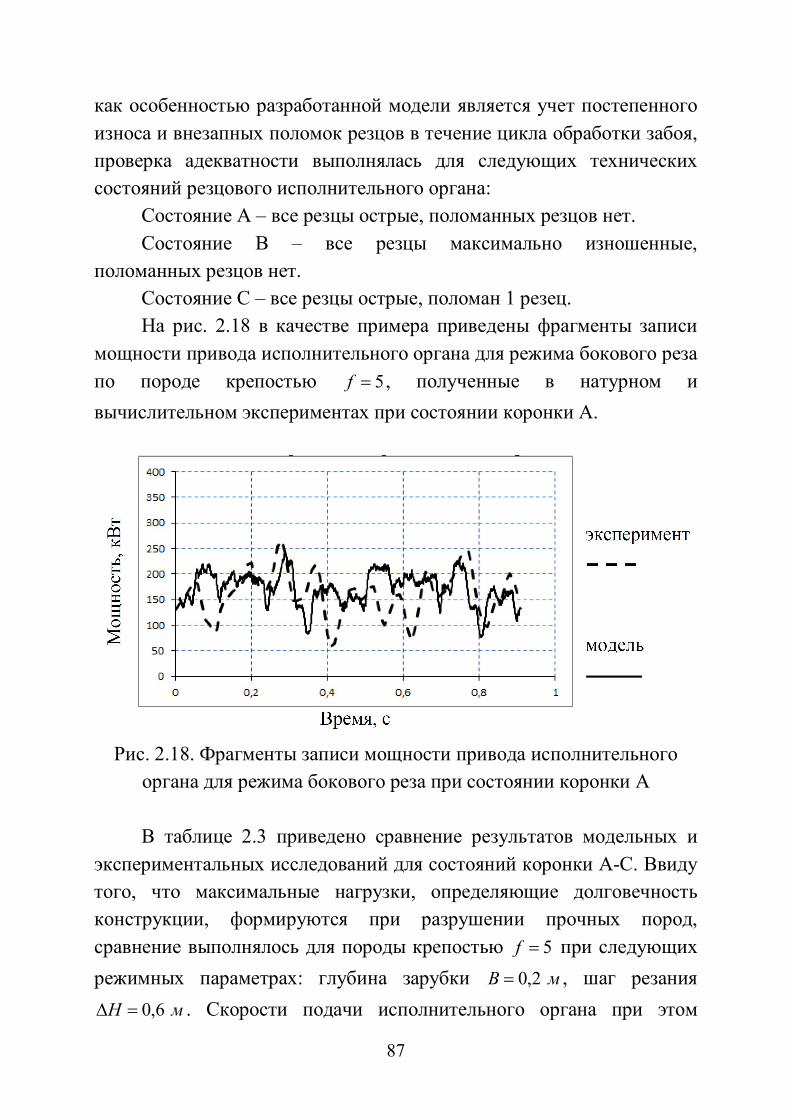
87
как особенностью разработанной модели является учет постепенного износа и внезапных поломок резцов в течение цикла обработки забоя, проверка адекватности выполнялась для следующих технических состояний резцового исполнительного органа:
Состояние А – все резцы острые, поломанных резцов нет. Состояние В – все резцы максимально изношенные,
поломанных резцов нет. Состояние С – все резцы острые, поломан 1 резец. На рис. 2.18 в качестве примера приведены фрагменты записи
мощности привода исполнительного органа для режима бокового реза по породе крепостью 5f , полученные в натурном и вычислительном экспериментах при состоянии коронки А.
Рис. 2.18. Фрагменты записи мощности привода исполнительного
органа для режима бокового реза при состоянии коронки А В таблице 2.3 приведено сравнение результатов модельных и
экспериментальных исследований для состояний коронки А-С. Ввиду того, что максимальные нагрузки, определяющие долговечность конструкции, формируются при разрушении прочных пород, сравнение выполнялось для породы крепостью 5f при следующих режимных параметрах: глубина зарубки мB 2,0 , шаг резания
мН 6,0 . Скорости подачи исполнительного органа при этом
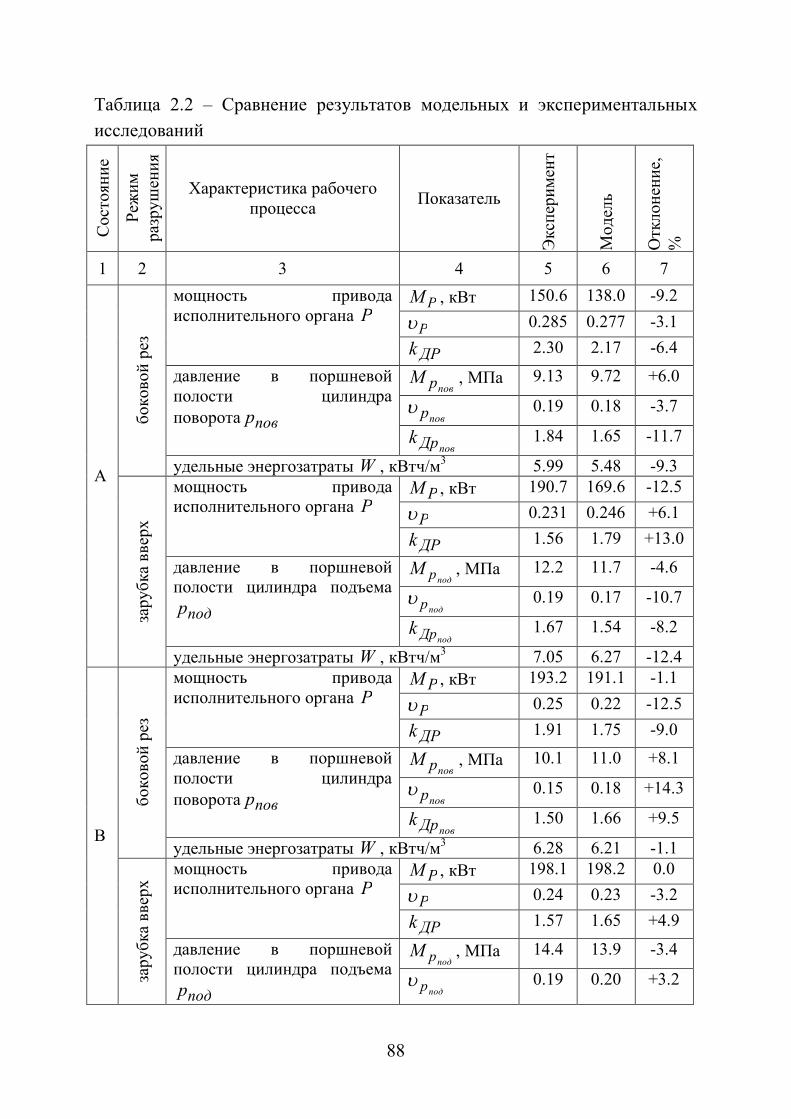
88
Таблица 2.2 – Сравнение результатов модельных и экспериментальных исследований
Сос
тоян
ие
Реж
им
разр
ушен
ия
Характеристика рабочего процесса Показатель
Экс
пери
мент
Мод
ель
Отк
лоне
ние,
%
1 2 3 4 5 6 7
PM , кВт 150.6 138.0 -9.2
P 0.285 0.277 -3.1 мощность привода исполнительного органа P
ДPk 2.30 2.17 -6.4
повpM , МПа 9.13 9.72 +6.0
повp 0.19 0.18 -3.7
давление в поршневой полости цилиндра поворота повp
повДpk 1.84 1.65 -11.7
боко
вой
рез
удельные энергозатраты W , кВтч/м3 5.99 5.48 -9.3 PM , кВт 190.7 169.6 -12.5
P 0.231 0.246 +6.1 мощность привода исполнительного органа P
ДPk 1.56 1.79 +13.0
подpM , МПа 12.2 11.7 -4.6
подp 0.19 0.17 -10.7
давление в поршневой полости цилиндра подъема
подp
подДpk 1.67 1.54 -8.2
А
зару
бка
ввер
х
удельные энергозатраты W , кВтч/м3 7.05 6.27 -12.4 PM , кВт 193.2 191.1 -1.1
P 0.25 0.22 -12.5 мощность привода исполнительного органа P
ДPk 1.91 1.75 -9.0
повpM , МПа 10.1 11.0 +8.1
повp 0.15 0.18 +14.3
давление в поршневой полости цилиндра поворота повp
повДpk 1.50 1.66 +9.5
боко
вой
рез
удельные энергозатраты W , кВтч/м3 6.28 6.21 -1.1 PM , кВт 198.1 198.2 0.0
P 0.24 0.23 -3.2 мощность привода исполнительного органа P
ДPk 1.57 1.65 +4.9
подpM , МПа 14.4 13.9 -3.4
В
зару
бка
ввер
х
давление в поршневой полости цилиндра подъема
подp подp 0.19 0.20 +3.2
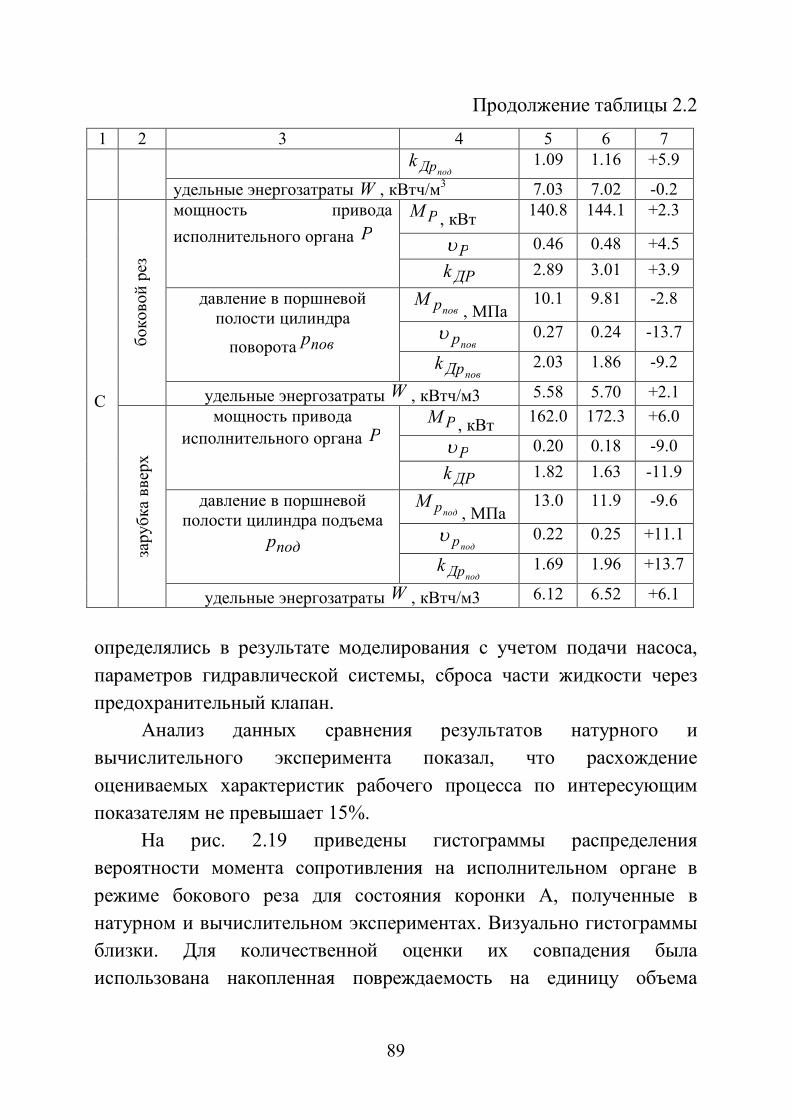
89
Продолжение таблицы 2.2
1 2 3 4 5 6 7
подДpk 1.09 1.16 +5.9
удельные энергозатраты W , кВтч/м3 7.03 7.02 -0.2 PM , кВт 140.8 144.1 +2.3
P 0.46 0.48 +4.5
мощность привода исполнительного органа P
ДPk 2.89 3.01 +3.9
повpM, МПа
10.1 9.81 -2.8
повp 0.27 0.24 -13.7
давление в поршневой полости цилиндра
поворота повp повДpk
2.03 1.86 -9.2
боко
вой
рез
удельные энергозатраты W , кВтч/м3 5.58 5.70 +2.1
PM , кВт 162.0 172.3 +6.0
P 0.20 0.18 -9.0
мощность привода исполнительного органа P
ДPk 1.82 1.63 -11.9
подpM, МПа
13.0 11.9 -9.6
подp 0.22 0.25 +11.1
давление в поршневой полости цилиндра подъема
подp подДpk
1.69 1.96 +13.7
С
зару
бка
ввер
х
удельные энергозатраты W , кВтч/м3 6.12 6.52 +6.1 определялись в результате моделирования с учетом подачи насоса, параметров гидравлической системы, сброса части жидкости через предохранительный клапан.
Анализ данных сравнения результатов натурного и вычислительного эксперимента показал, что расхождение оцениваемых характеристик рабочего процесса по интересующим показателям не превышает 15%.
На рис. 2.19 приведены гистограммы распределения вероятности момента сопротивления на исполнительном органе в режиме бокового реза для состояния коронки А, полученные в натурном и вычислительном экспериментах. Визуально гистограммы близки. Для количественной оценки их совпадения была использована накопленная повреждаемость на единицу объема
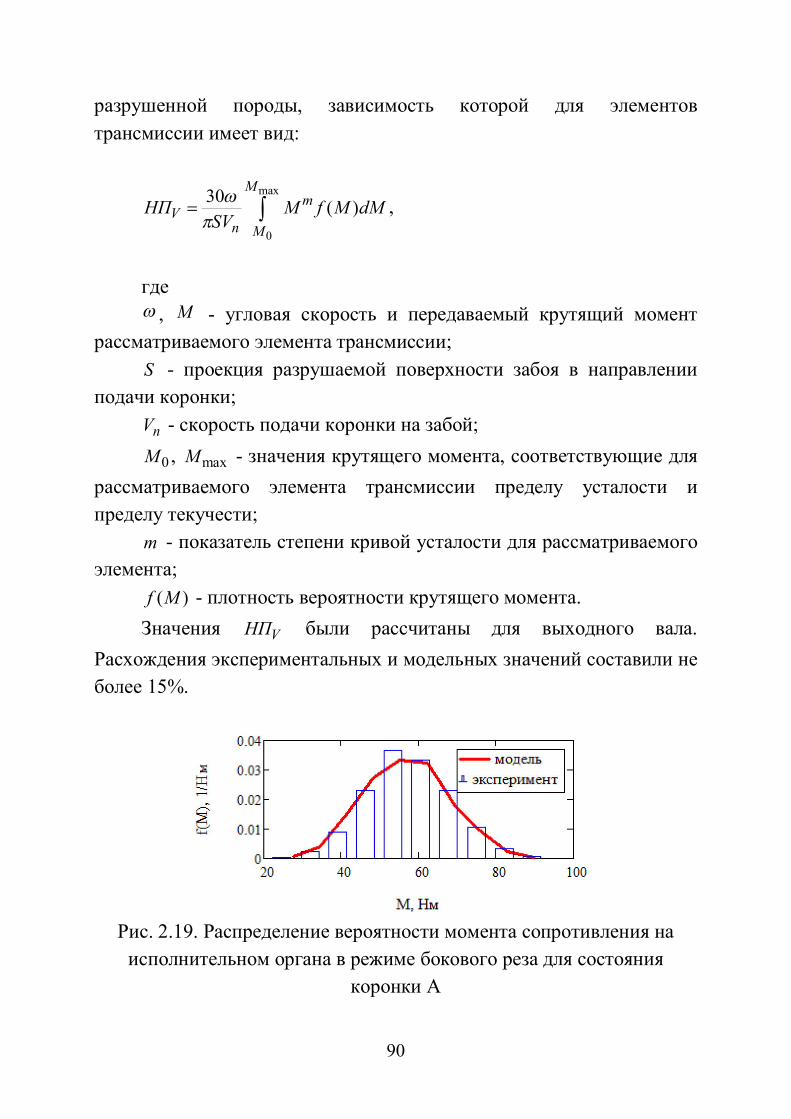
90
разрушенной породы, зависимость которой для элементов трансмиссии имеет вид:
max
0
)(30 M
M
m
пV dMMfM
SVНП
,
где , M - угловая скорость и передаваемый крутящий момент
рассматриваемого элемента трансмиссии; S - проекция разрушаемой поверхности забоя в направлении
подачи коронки; пV - скорость подачи коронки на забой;
0M , maxM - значения крутящего момента, соответствующие для рассматриваемого элемента трансмиссии пределу усталости и пределу текучести;
m - показатель степени кривой усталости для рассматриваемого элемента;
)(Mf - плотность вероятности крутящего момента. Значения VНП были рассчитаны для выходного вала.
Расхождения экспериментальных и модельных значений составили не более 15%.
Рис. 2.19. Распределение вероятности момента сопротивления на
исполнительном органа в режиме бокового реза для состояния коронки А

91
Таким образом, адекватность модели подтверждена
результатами натурного эксперимента, проведенного в условиях конвейерного штрека коренной северной лавы пласта k8 горизонта 450 м участка УПР2 ГОАО «Шахта «Добропольская» ГХК «Добропольеуголь» с регистрацией нагрузок силовых систем комбайна КПД в различных режимах разрушения забоя. Отклонения результатов моделирования мощности двигателя привода исполнительного органа и усилий на штоках гидроцилиндров составляют не более 15 %. Модель может быть использована для разработки средств и методик косвенной диагностики технического состояния режущего инструмента без остановки комбайна и обоснования эффективной стратегии замены изношенного инструмента.
2.6 Выводы по разделу 2
1. Разработана математическая модель процесса разрушения
забоя проходческим комбайном с учетом отказов рабочего инструмента, отличающаяся алгоритмом расчета толщины среза через шаг резания и площадь среза, который позволяет практически исключить погрешность оценки объемов породы, отделяемых резцами в процессе разрушения забоя. Математическая модель содержит 60 взаимоувязанных по входам и выходам частных ММ ФЗЭ 22 типов.
2. Адекватность модели подтверждена результатами натурного эксперимента, проведенного в условиях конвейерного штрека коренной северной лавы пласта k8 горизонта 450 м участка УПР2 ГОАО «Шахта «Добропольская» ГХК «Добропольеуголь» с регистрацией нагрузок силовых систем комбайна КПД в различных режимах разрушения забоя. Отклонения результатов моделирования мощности двигателя привода исполнительного органа и усилий на
92
штоках гидроцилиндров составляют не более 15 %. Модель может быть использована для разработки средств и методик косвенной диагностики технического состояния режущего инструмента без остановки комбайна и обоснования эффективной стратегии замены изношенного инструмента.
3. Предложены метод и зависимости, позволяющие учесть влияние затупления поворотных резцов типа Р32-70 на формирование усилия резания в функции от объема разрушенного горного массива и его контактной прочности. При моделировании рабочего процесса разрушения горного массива исполнительным органом проходческого комбайна необходимо рассматривать два состояния режущего инструмента, существенно влияющие на эффективность разрушения: резцы затуплены одинаково и резцы затуплены пропорционально объемам отделяемой от массива породы за цикл обработки забоя.
93
3 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПОЛОМОК РЕЗЦОВ НА ЭФФЕКТИВНОСТЬ РАБОЧЕГО ПРОЦЕССА КОМБАЙНА
В процессе эксплуатации проходческого комбайна возникают
случайные поломки резцов, которые приводят к изменению схемы набора резцов на коронке, схемы стружкообразования и в результате – вектора внешнего возмущения, приложенного к исполнительному органу. Это может привести к существенным отклонениям показателей технического уровня комбайна от соответствующих значений, приведенных в его технической характеристике. Поэтому необходимы исследования влияния поломок режущего инструмента на основные показатели технического уровня – производительность и ресурс. В случае выявления существенного влияния необходимо обоснование диагностируемого параметра, а также его предельного значения, при котором дальнейшая эксплуатация комбайна должна быть прекращена до устранения неисправности. При этом ввиду значительного количества факторов, которые следует учесть при исследованиях, необходима реализация вычислительного эксперимента. При исследованиях применялся метод имитационного моделирования, предусматривающий выполнение ряда вычислительных экспериментов в соответствии с разработанным планом и последующей обработкой результатов моделирования.
3.1 Планирование вычислительного эксперимента Целью модельных исследований - установление влияния
поломок резцов на основные показатели технического уровня комбайна – производительность и ресурс. Объектом, на котором выполнялись исследования, является проходческий комбайн КПД, оснащенный двумя поперечно-осевыми коронками диаметром 1000 мм. Для проведения исследований была использована разработанная

94
в разделе 2 математическая модель рабочего процесса проходческого комбайна, учитывающая возможность поломок режущего инструмента.
Основными факторами, влияющими на характеристики рабочего процесса проходческого комбайна являются:
- характеристики разрушаемого забоя – сечение, структура, крепость породных слоев;
- параметры технического состояния комбайна; - схема обработки забоя – последовательность режимов
разрушения, вид режимов (боковой рез, вертикальная зарубка и т.д.) и их параметры (скорости подачи и вращения коронки, глубина зарубки и шаг фрезерования).
Как показано в разделе 1, наиболее низкий ресурс имеют элементы трансмиссии комбайна. Поэтому интересующими параметрами для оценки их ресурса является крутящий момент в трансмиссии (ФЗЭ «Упругий вал» УВ1). При реализации эксперимента необходимо оценивать статистические характеристики момента, в том числе распределение вероятности, необходимое для расчета долговечности элементов трансмиссии по известным методикам [99-101]. Так как при расчете распределений имеет значение только длительность отдельных режимов разрушения забоя и не важна их последовательность, последнюю следует исключить из числа факторов эксперимента. Для оценки теоретической производительности в конкретном режиме разрушения забоя может быть использован объем разрушаемой коронкой породы и модельное время.
Для модельных исследований были приняты представительные условия эксплуатации комбайна, описанные в подразделе 2.4. В соответствии с поставленной целью параметрами технического состояния комбайна приняты схемы набора резцов на коронке (см. рис. 3.1, табл. 3.1).
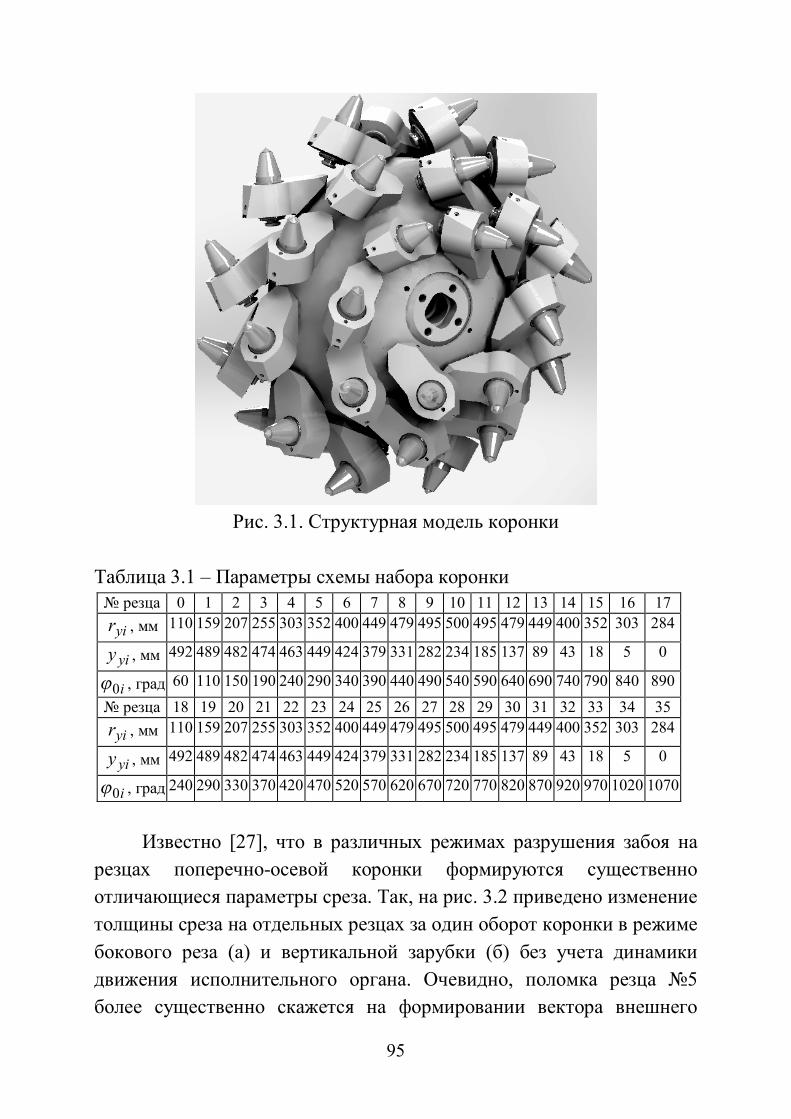
95
Рис. 3.1. Структурная модель коронки
Таблица 3.1 – Параметры схемы набора коронки
№ резца 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
yir , мм 110 159 207 255 303 352 400 449 479 495 500 495 479 449 400 352 303 284
yiy , мм 492 489 482 474 463 449 424 379 331 282 234 185 137 89 43 18 5 0
i0 , град 60 110 150 190 240 290 340 390 440 490 540 590 640 690 740 790 840 890 № резца 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
yir , мм 110 159 207 255 303 352 400 449 479 495 500 495 479 449 400 352 303 284
yiy , мм 492 489 482 474 463 449 424 379 331 282 234 185 137 89 43 18 5 0
i0 , град 240 290 330 370 420 470 520 570 620 670 720 770 820 870 920 970 1020 1070
Известно [27], что в различных режимах разрушения забоя на
резцах поперечно-осевой коронки формируются существенно отличающиеся параметры среза. Так, на рис. 3.2 приведено изменение толщины среза на отдельных резцах за один оборот коронки в режиме бокового реза (а) и вертикальной зарубки (б) без учета динамики движения исполнительного органа. Очевидно, поломка резца №5 более существенно скажется на формировании вектора внешнего

96
возмущения в режиме бокового реза, а резца №9 – вертикальной зарубки. Поэтому планом вычислительного эксперимента следует предусмотреть оба возможных варианта.
а)
б)
Рис. 3.2. Толщина стружки на резцах коронки при боковом резе (а) и
вертикальной зарубке (б) Таким образом, в качестве параметров технического состояния
приняты схемы набора: - с полным комплектом резцов; - без резца №5 (существенно нагружен при боковом резе); - без резца №7 (примерно одинаково нагружен при боковом резе
и зарубке);
97
- без резца №9 (существенно нагружен при зарубке). Кроме того, параметры реальной конструкции коронки ввиду
погрешностей технологии изготовления отличаются от заданных схемой набора. Эти отклонения были учтены в вычислительном эксперименте как дополнительный случайный фактор путем ввода в математическую модель (раздел 2) случайных величин, моделирующих отклонения координат резцов.
Параметры режима разрушения забоя коронками – глубина зарубки В, шаг фрезерования H , скорости подачи пV и вращения существенно влияют на нагруженность исполнительного органа. Поэтому при планировании вычислительного эксперимента задавались различные значения В и H (с учетом конструкции исполнительного органа), а значения скоростей подбирались с учетом физико-механических свойств породы для обеспечения максимальной производительности на основе рекомендаций работы [83].
В таблице 3.2 представлен план вычислительного эксперимента. Эксперимент реализовывался как полнофакторный с перебором всех сочетаний факторов. Регистрируемыми параметрами являлись момент в трансмиссии и мощность приводного двигателя.
Методика обработки данных вычислительного эксперимента соответствовала описанной в п. 2.4.1. Следует отметить, что в п. 2.4.1 для проверки адекватности модели использовались достаточно длительные реализации (не менее 30 с), обеспечивающие хорошую воспроизводимость вычислительного и натурного экспериментов. Таким образом, влияние случайных факторов на расчетные характеристики процесса разрушения забоя сводилось к минимуму. Вместе с тем, при диагностике поломок резцов в режиме реального времени столь длительный интервал наблюдений с учетом неоднородного строения забоя, достаточно небольшой длительности отдельных резов и особенностей управления комбайном может быть неэффективен. Поэтому при исследованиях рассматривались фрагменты реализаций длительностью, соответствующей 1-3 оборотам коронки (см. рис. 3.3).
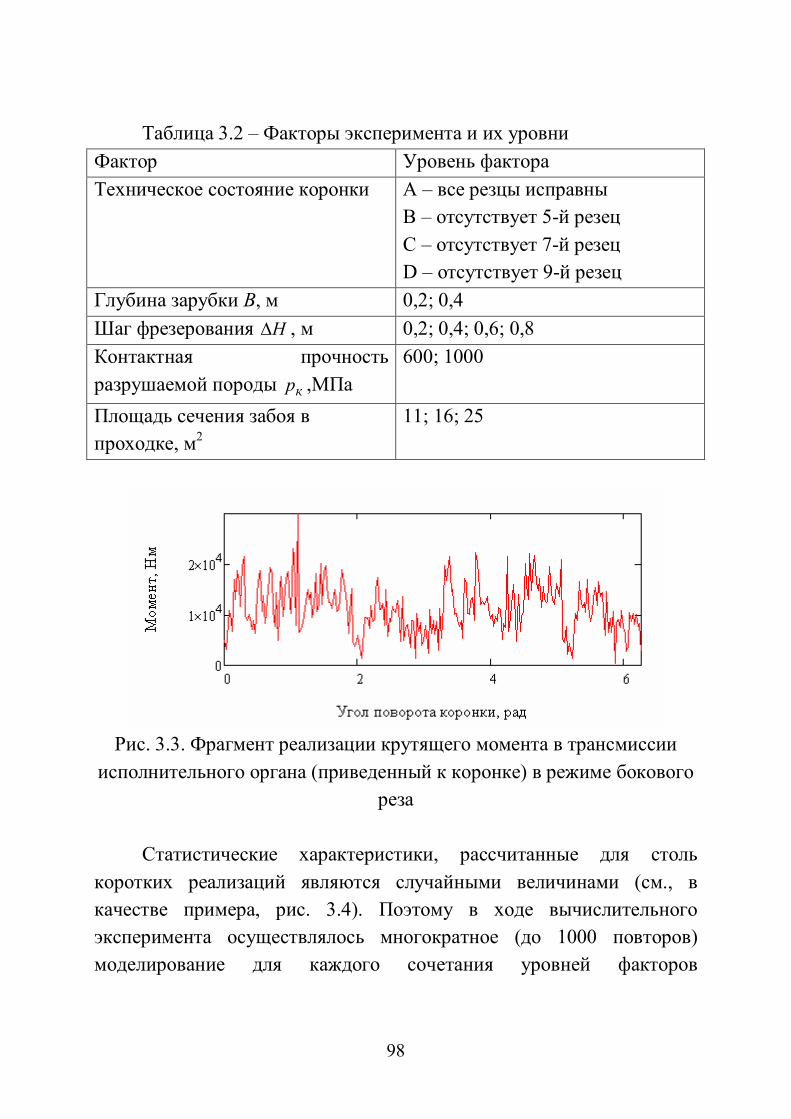
98
Таблица 3.2 – Факторы эксперимента и их уровни
Фактор Уровень фактора Техническое состояние коронки А – все резцы исправны
B – отсутствует 5-й резец C – отсутствует 7-й резец D – отсутствует 9-й резец
Глубина зарубки В, м 0,2; 0,4 Шаг фрезерования H , м 0,2; 0,4; 0,6; 0,8 Контактная прочность разрушаемой породы кp ,МПа
600; 1000
Площадь сечения забоя в проходке, м2
11; 16; 25
Рис. 3.3. Фрагмент реализации крутящего момента в трансмиссии
исполнительного органа (приведенный к коронке) в режиме бокового реза
Статистические характеристики, рассчитанные для столь
коротких реализаций являются случайными величинами (см., в качестве примера, рис. 3.4). Поэтому в ходе вычислительного эксперимента осуществлялось многократное (до 1000 повторов) моделирование для каждого сочетания уровней факторов

99
эксперимента с последующей статистической обработкой (расчет средних и гамма-процентных значений).
Рис. 3.4. Гистограмма распределения среднего значения мощности двигателя привода исполнительного органа в режиме бокового реза
В качестве количественной характеристики оценки ресурса
комбайна принималась накопленная повреждаемость. Накопленная повреждаемость на единицу объема разрушенной породы для элементов трансмиссии может быть рассчитана по формуле:
max
0)(30 M
m
пV dMMfM
SVНП
, (3.1)
где , M - угловая скорость и передаваемый крутящий момент
рассматриваемого элемента трансмиссии; S - проекция разрушаемой поверхности забоя в направлении
подачи коронки; пV - скорость подачи коронки на забой;
maxM - значение крутящего момента, соответствующее для рассматриваемого элемента трансмиссии пределу текучести;
m - показатель степени кривой усталости для рассматриваемого элемента;
)(Mf - плотность вероятности крутящего момента.
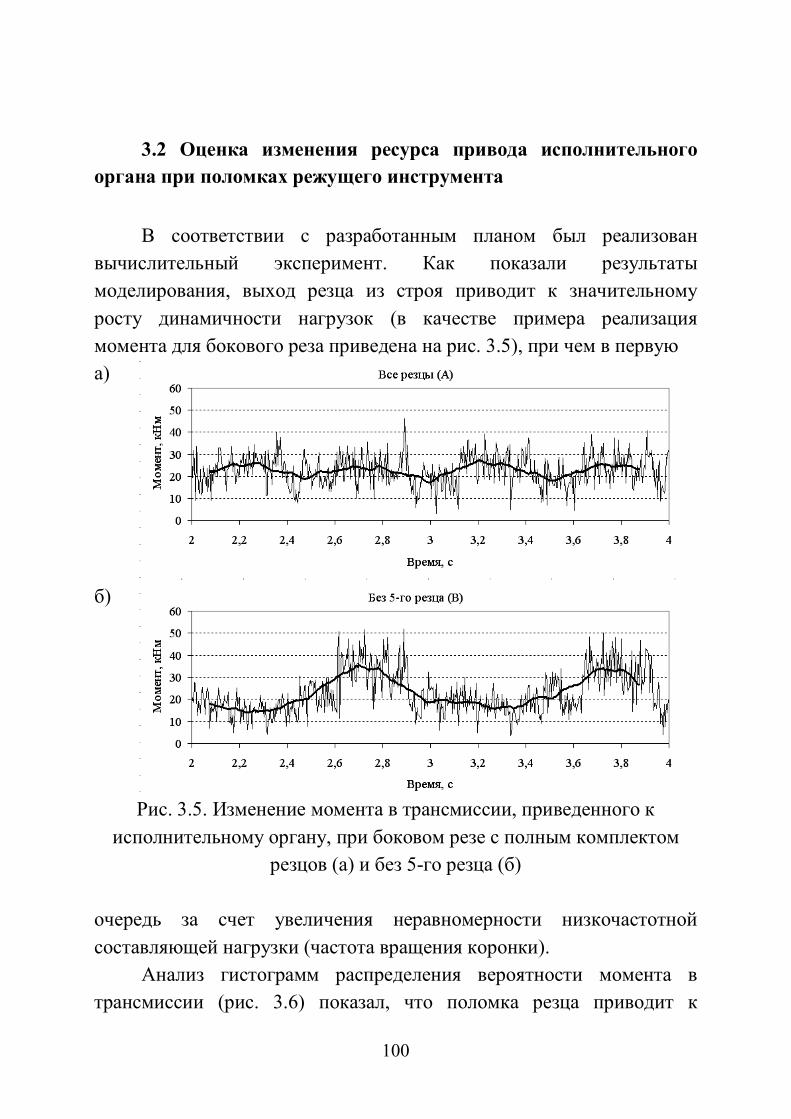
100
3.2 Оценка изменения ресурса привода исполнительного органа при поломках режущего инструмента
В соответствии с разработанным планом был реализован
вычислительный эксперимент. Как показали результаты моделирования, выход резца из строя приводит к значительному росту динамичности нагрузок (в качестве примера реализация момента для бокового реза приведена на рис. 3.5), при чем в первую а)
б)
Рис. 3.5. Изменение момента в трансмиссии, приведенного к
исполнительному органу, при боковом резе с полным комплектом резцов (а) и без 5-го резца (б)
очередь за счет увеличения неравномерности низкочастотной составляющей нагрузки (частота вращения коронки).
Анализ гистограмм распределения вероятности момента в трансмиссии (рис. 3.6) показал, что поломка резца приводит к

101
повышению вероятности максимальных и минимальных значений момента при некотором снижении вероятности средних значений. Это приводит к изменению накопленной повреждаемости в элементах трансмиссии и, соответственно, влияет на их ресурс.
Рис. 3.6. Гистограмма распределения вероятности нормированного
момента в трансмиссии при боковом резе коронкой с полным комплектом резцов (А) и при поломанном резце №5 (В)
Отличительной особенностью проходческого комбайна с
исполнительным органом, оснащенным поперечно-осевыми коронками, является большое число режимов разрушения забоя. Как показано в работе [27] при уточненном расчете таких режимов может быть более 5-6. Однако с точки зрения формирования нагруженности трансмиссии имеют значение лишь наиболее интенсивные режимы (см. рис. 3.7). При этом, например, фронтальная зарубка осуществляется в наиболее слабый пласт забоя (угольный) и при расчете может быть исключена. Вместе с тем, как показано в работе [85], если объемные доли разрушаемых платов с контактными

102
прочностями 321, ккк pиpp в забое составляют 321, dиdd , то длительности разрушения і–го пласта составят:
Рис. 3.7. Схема обработки забоя
в режиме бокового реза
брi.пi
iчкчбрi VН
d)HLS(t
260 , ;3..1i
в режиме вертикальной зарубки
взi.п
iчвзi V
dHt
60 , ,3..1i
где
чS , чH - площадь сечения и высота выработки в проходке;
кL - длина коронки;

103
брiпV . , взiпV . - скорость подачи коронки при боковом резе и
вертикальной зарубке по і–му пласту; iН - шаг фрезерования і–го пласта.
Накопленная повреждаемость на 1 м проходки выработки
3
1 002 i
M
взim
взi
M
брim
брiLmaxmax
dM)M(fMtdM)M(fMtB
НП .
Для модельных исследований были приняты представительные
условия эксплуатации комбайна, а именно: забой состоит из 3-х пластов с одинаковыми долями по объему: порода кровли со средневзвешенной контактной прочностью 400кp МПа, угольный пласт с сопротивляемостью резанию 250 Н/мм, порода почвы с
800кp МПа. Приняты 3 варианта сечения выработки в проходке в соответствии с технической характеристикой комбайна – 11; 16 и 25 м2. При этом параметры режима разрушения забоя (скорость подачи, глубина зарубки, шаг фрезерования) принимались таким образом, чтобы средняя мощность, развиваемая двигателем, равнялась номинальной мощности.
Снижение ресурса элементов трансмиссии при постоянной работе с поломанным резцом по сравнению с работой с полным комплектом резцов оценивалось в процентах:
,НП
ПННПT
L
LL1
11100
где
LL ПН,НП - накопленные за метр проходки выработки повреждаемости при работе с полным комплектом резцов и с поломанным резцом соответственно.
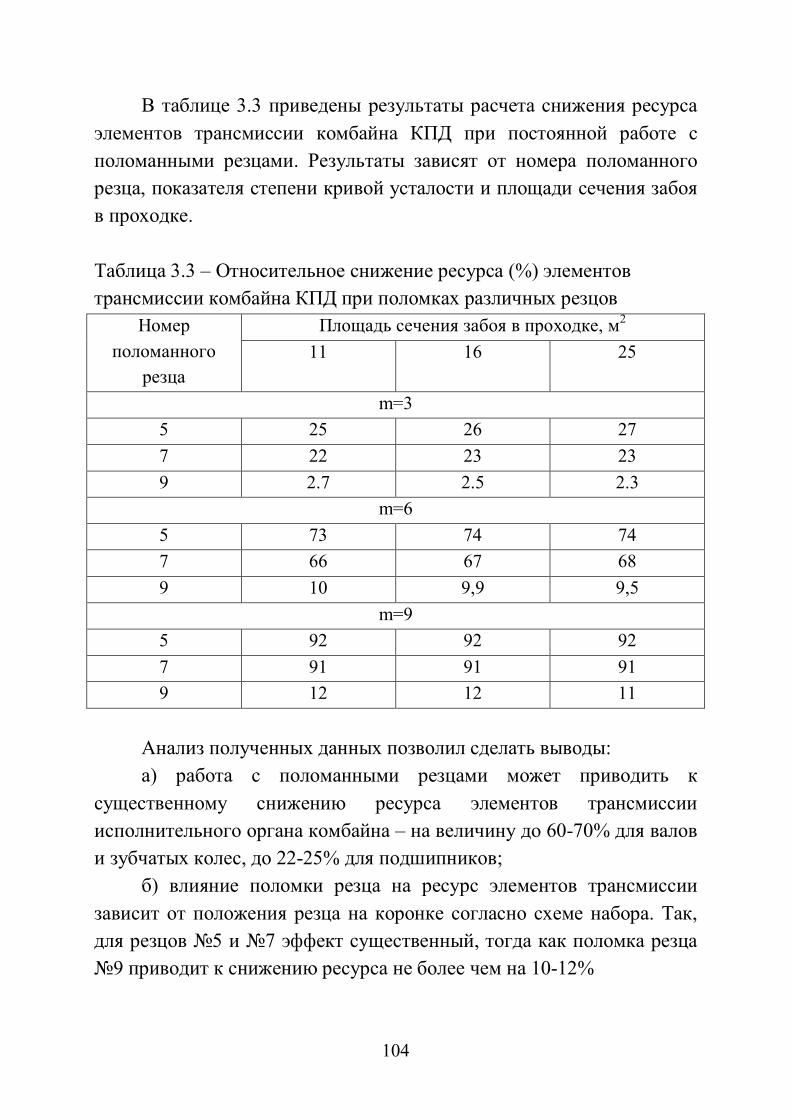
104
В таблице 3.3 приведены результаты расчета снижения ресурса элементов трансмиссии комбайна КПД при постоянной работе с поломанными резцами. Результаты зависят от номера поломанного резца, показателя степени кривой усталости и площади сечения забоя в проходке.
Таблица 3.3 – Относительное снижение ресурса (%) элементов трансмиссии комбайна КПД при поломках различных резцов
Площадь сечения забоя в проходке, м2 Номер поломанного
резца 11 16 25
m=3 5 25 26 27 7 22 23 23 9 2.7 2.5 2.3
m=6 5 73 74 74 7 66 67 68 9 10 9,9 9,5
m=9 5 92 92 92 7 91 91 91 9 12 12 11
Анализ полученных данных позволил сделать выводы: а) работа с поломанными резцами может приводить к
существенному снижению ресурса элементов трансмиссии исполнительного органа комбайна – на величину до 60-70% для валов и зубчатых колес, до 22-25% для подшипников;
б) влияние поломки резца на ресурс элементов трансмиссии зависит от положения резца на коронке согласно схеме набора. Так, для резцов №5 и №7 эффект существенный, тогда как поломка резца №9 приводит к снижению ресурса не более чем на 10-12%

105
в) площадь сечения забоя не оказывает существенного влияния на относительное снижение ресурса.
Таким образом, для существующих проходческих комбайнов поломка резца не может быть выявлена до остановки машины. Длительная работа проходческого комбайна с вышедшим из строя резцом может приводить к существенному снижению ресурса элементов трансмиссии исполнительного органа. Поэтому необходима разработка средств технической диагностики технического состояния режущего инструмента без остановки комбайна.
3.3 Оценка изменения производительности комбайна при поломках режущего инструмента
Теоретическая производительность разрушения забоя в томi
резе может быть оценена по формуле
iномтi WPQ / , где
номP - номинальная мощность двигателя привода резания;
iW - удельные энергозатраты в процессе гоi реза. С учетом неоднородности забоя и наличия различных режимов
его разрушения средневзвешенная теоретическая производительность может быть рассчитана как [102]
1
1.
n
i тi
iсвт Q
pQ ,
где
ip - объемная доля породы, разрушаемой в процессе гоi реза; n - число резов за цикл обработки забоя.
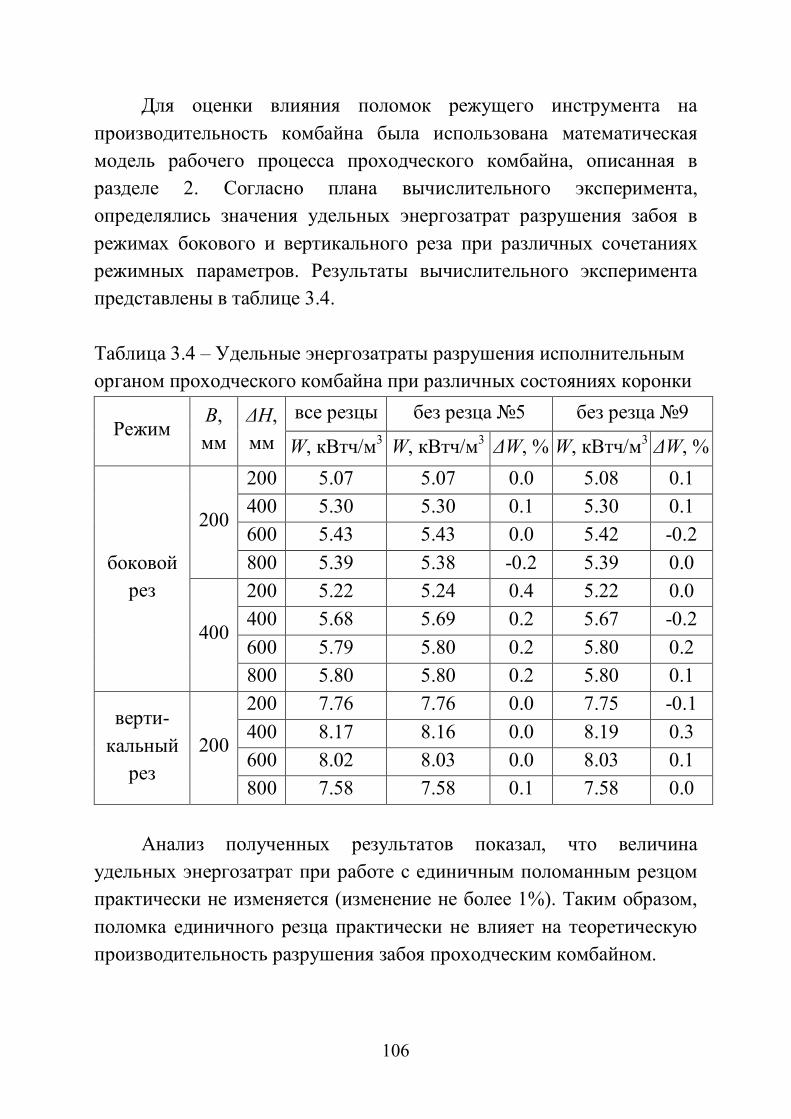
106
Для оценки влияния поломок режущего инструмента на производительность комбайна была использована математическая модель рабочего процесса проходческого комбайна, описанная в разделе 2. Согласно плана вычислительного эксперимента, определялись значения удельных энергозатрат разрушения забоя в режимах бокового и вертикального реза при различных сочетаниях режимных параметров. Результаты вычислительного эксперимента представлены в таблице 3.4.
Таблица 3.4 – Удельные энергозатраты разрушения исполнительным органом проходческого комбайна при различных состояниях коронки
все резцы без резца №5 без резца №9 Режим
В, мм
ΔН, мм W, кВтч/м3 W, кВтч/м3 ΔW, % W, кВтч/м3 ΔW, % 200 5.07 5.07 0.0 5.08 0.1 400 5.30 5.30 0.1 5.30 0.1 600 5.43 5.43 0.0 5.42 -0.2
200
800 5.39 5.38 -0.2 5.39 0.0 200 5.22 5.24 0.4 5.22 0.0 400 5.68 5.69 0.2 5.67 -0.2 600 5.79 5.80 0.2 5.80 0.2
боковой рез
400
800 5.80 5.80 0.2 5.80 0.1 200 7.76 7.76 0.0 7.75 -0.1 400 8.17 8.16 0.0 8.19 0.3 600 8.02 8.03 0.0 8.03 0.1
верти-кальный
рез 200
800 7.58 7.58 0.1 7.58 0.0 Анализ полученных результатов показал, что величина
удельных энергозатрат при работе с единичным поломанным резцом практически не изменяется (изменение не более 1%). Таким образом, поломка единичного резца практически не влияет на теоретическую производительность разрушения забоя проходческим комбайном.
107
3.4 Обоснование диагностируемого показателя поломок режущего инструмента
3.4.1 Теоретические исследования влияния поломки резца на характеристики рабочего процесса
Как было показано в подразделе 3.2, необходима разработка средств технической диагностики технического состояния режущего инструмента без остановки комбайна. Для этого необходимо обоснование диагностируемого параметра и его предельного состояния. Так как повышение неравномерности нагрузки происходит на достаточно низкой частоте (см. рис. 3.5), в качестве диагностируемого параметра могут быть приняты характеристики процесса изменения тока двигателя привода резания исполнительного органа. В пользу выбора тока двигателя также способствует сложность фиксации в производственных условиях альтернативных величин – виброускорений, сил и моментов. В качестве возможных характеристик процесса изменения (параметров) тока двигателя рассматривались: коэффициент неравномерности, коэффициент вариации, коэффициенты спектрального разложения.
Для обоснования используемого параметра был реализован полнофакторный вычислительный эксперимент согласно плана, приведенного в табл. 2.
При диагностике поломок резцов в режиме реального времени длительный интервал наблюдений для расчета параметров тока двигателя с учетом неоднородного строения забоя, достаточно небольшой длительности отдельных резов и особенностей управления комбайном может быть неэффективен. Поэтому при исследованиях рассматривались фрагменты реализаций длительностью, соответствующей 1-3 оборотам коронки. Характеристики процесса изменения тока двигателя, рассчитанные для столь коротких реализаций являются случайными величинами, поэтому в ходе вычислительного эксперимента осуществлялось многократное моделирование для каждого сочетания уровней факторов

108
эксперимента с последующим расчетом средних и 90-процентных значений. Коэффициенты спектрального разложения тока двигателя привода исполнительного органа рассчитывались в соответствии с методикой, приведенной в пункте 2.4.1. В качестве примера на рисунке 3.8 приведено спектральное разложение для режима бокового реза с наличием всех резцов на коронке. На рисунке приведены средние значения коэффициентов и диапазоны их 90%-ных значений. Коэффициент 1k при этом соответствует частоте вращения коронки, а
2k - частоте входа спирали схемы набора коронки в контакт с разрушаемым массивом (на коронке КПД 2 спирали).
Рис. 3.8. Коэффициенты спектрального разложения тока двигателя
при боковом резе с наличием всех резцов В качестве примера на рис. 3.9 приведены распределения
вероятности коэффициентов спектрального разложения 21, kk и их отношения 2112 / kkk при боковом резе с наличием всех резцов (а) и без 5-го резца (б). Значения получены при следующих условиях:
./3,8,0,2,0,600 минмVмHмВМПаp пк Анализ рисунка 3.9 показал, что диапазон значений
коэффициента 2k практически не изменяется при поломке резца (0,05..0,10). Диапазон значений коэффициента 1k при поломке резца существенно смещается в сторону увеличения – с (0,00..0,03) до (0,16..0,21). Это позволило выдвинуть гипотезу о возможности

109
а) б)
Рис. 3.9. Распределения вероятности коэффициентов спектрального
разложения 21, kk и их отношения 12k при боковом резе с наличием всех резцов (а) и без 5-го резца (б)
использования 1k в качестве диагностируемого параметра для выявления поломок резцов. Вместе с тем, значения 1k и 2k зависят не только от состояния резцов на коронке, но и от ее динамической нагруженности, определяемой также видом и параметрами режима обработки забоя, свойствами разрушаемого массива. Поэтому в качестве диагностируемого параметра можно принять отношение
2112 / kkk , что позволит снизить влияние динамической нагруженности на диагностирование поломок резцов.

110
В таблице 3.5 приведены некоторые результаты вычислительного эксперимента по обоснованию диагностируемого параметра для выявления поломок резцов, отвечающего требованиям воспроизводимости, чувствительности и однозначности. Рассчитаны средние, минимальные и максимальные (с вероятностью 90%) значения характеристик изменения тока двигателя: коэффициента неравномерности Mk , коэффициента вариации M и отношения коэффициентов спектрального разложения 12k , полученные при различных параметрах режима разрушения породы контактной прочностью 600 МПа боковым и вертикальным резами. Также в табл. 3.5 приведены отношения накопленных повреждаемостей на единицу объема разрушаемой породы VVi НПНП / , где накопленные повреждаемости VНП и ViНП рассчитывались по формуле (3.1) для одинаковых режимов разрушения забоя соответственно с полным комплектом резцов и при отсутствии i го резца. Анализ результатов вычислительного эксперимента показал:
1) коэффициенты неравномерности Mk и вариации M существенно зависят от режима разрушения забоя, его параметров
HB , и прочности разрушаемой породы. Поломки резцов приводят к существенному увеличению этих коэффициентов, но для их использования для оценки состояния коронки необходимо знание параметров режима разрушения забоя и прочности разрушаемой породы, что существенно усложняет аппаратуру и снизит точность диагностики;
2) параметр 12k значительно сильнее зависит от состояния коронки, чем от режима разрушения и прочности разрушаемой породы. Для каждого режима разрушения забоя коронкой с полным комплектом резцов можно выявить максимальные с 90%-ной вероятностью значения 12k (в таблице – 0,69 для бокового реза и 1,33 для вертикального реза). Эти значения в случае существенного влияния поломки резца на накопленную повреждаемость превышают минимальные с 90%-ной вероятностью значения 12k в соответству-

111
Таблица 3.5 – Результаты вычислительного эксперимента по обоснованию диагностируемого параметра
k12 kM νM VVi НПНП /
Реж
им
Сос
тоян
ие
коро
нки
В, мм
ΔН, мм сред-
нее min 90%
max 90%
сред-нее
min 90%
max 90%
сред-нее
min 90%
max 90% m=3 m=6
200 0.25 0.09 0.47 3.76 3.36 4.13 0.78 0.75 0.82 400 0.18 0.08 0.31 2.42 2.13 2.75 0.44 0.42 0.47 600 0.16 0.07 0.28 2.21 2.01 2.42 0.38 0.37 0.40 200
800 0.19 0.07 0.32 1.85 1.73 1.98 0.30 0.29 0.32 200 0.22 0.06 0.37 2.51 2.23 2.80 0.46 0.43 0.48 400 0.27 0.10 0.51 1.84 1.70 1.99 0.27 0.25 0.29 600 0.22 0.10 0.33 1.64 1.55 1.75 0.22 0.21 0.23
все
резц
ы
400
800 0.40 0.13 0.69 1.52 1.45 1.61 0.19 0.18 0.20 200 0.25 0.10 0.42 3.78 3.45 4.12 0.78 0.76 0.81 1.00 1.00 400 2.17 1.72 2.72 3.41 3.03 3.91 0.61 0.58 0.64 1.48 4.63 600 2.32 1.95 2.66 2.86 2.57 3.16 0.53 0.51 0.55 1.36 3.15 200
800 2.63 2.22 3.05 2.42 2.23 2.64 0.43 0.41 0.45 1.27 2.72 200 1.98 1.63 2.41 3.44 3.04 3.88 0.60 0.57 0.62 1.42 4.05 400 3.18 2.39 3.92 2.29 2.11 2.48 0.38 0.36 0.40 1.20 2.15 600 3.15 2.43 4.01 1.90 1.79 2.03 0.30 0.29 0.31 1.13 1.63 бе
з ре
зца
№5
400
800 5.27 3.50 7.72 1.76 1.65 1.88 0.26 0.25 0.27 1.10 1.50 200 1.56 1.08 2.20 4.12 3.60 4.70 0.82 0.79 0.85 1.08 1.35 400 0.80 0.57 1.08 2.51 2.23 2.82 0.46 0.43 0.48 1.04 1.14 600 0.60 0.41 0.79 2.23 2.05 2.42 0.39 0.37 0.41 1.01 1.05 200
800 0.74 0.50 1.02 1.91 1.76 2.07 0.31 0.30 0.32 1.01 1.06 200 1.03 0.72 1.34 2.58 2.30 2.91 0.48 0.46 0.50 1.05 1.17 400 0.99 0.69 1.42 1.84 1.71 1.99 0.28 0.27 0.30 1.01 1.04 600 0.76 0.48 1.11 1.65 1.55 1.75 0.22 0.21 0.24 1.01 1.04
боко
вой
рез
без
резц
а №
9
400
800 1.33 0.71 2.25 1.54 1.46 1.62 0.19 0.18 0.20 1.01 1.03 200 0.43 0.19 0.76 2.10 1.91 2.32 0.34 0.33 0.36 400 0.66 0.14 1.33 1.89 1.75 2.05 0.28 0.27 0.30 600 0.26 0.10 0.39 1.76 1.64 1.89 0.25 0.23 0.26
все
резц
ы
800 0.17 0.06 0.31 1.65 1.56 1.75 0.22 0.21 0.23 200 0.43 0.15 0.81 2.12 1.95 2.33 0.34 0.33 0.36 1.00 1.02 400 1.53 0.49 2.33 1.91 1.78 2.07 0.29 0.27 0.30 1.00 1.01 600 0.68 0.40 0.98 1.77 1.65 1.89 0.25 0.24 0.26 1.01 1.03
без
резц
а №
5
800 0.36 0.20 0.52 1.66 1.55 1.78 0.23 0.22 0.24 1.01 1.03 200 2.50 1.54 3.79 2.21 2.03 2.39 0.37 0.36 0.39 1.05 1.22 400 3.95 2.08 5.95 2.08 1.86 2.31 0.31 0.30 0.33 1.06 1.26 600 1.58 1.09 2.14 1.89 1.76 2.04 0.27 0.26 0.29 1.04 1.19
верт
икал
ьны
й ре
з бе
з ре
зца
№9
200
800 1.08 0.86 1.36 1.79 1.67 1.90 0.25 0.24 0.26 1.04 1.19
112
ющих режимах разрушения забоя коронкой с поломанным резцом. Вместе с тем, для некоторых случаев работы с поломанным резцом значения ik min12 составляют:
для бокового реза: 0,10 - поломанный резец №5 не участвует в процессе
разрушения забоя; 0,57; 0,41; 0,50; 0,69; 0,48 – при отсутствии резца №9, который в
режиме бокового реза имеет малую толщину стружки (см. рис. 3.2, а), поэтому не оказывает существенного влияния на нагруженность исполнительного органа. В результате при работе с поломанным резцом №9 в режиме бокового реза прирост накопленной повреждаемости составляет не более 14%. С учетом того, что боковым резом разрушается 60-70% забоя, а работа с поломанным резцом при традиционной стратегии замен составляет не более 50% времени работы комбайна, результирующее снижение ресурса для рассматриваемых случаев составит не более 5%;
для вертикального реза: 0,15; 0,49; 0,40; 0,20 – при отсутствии резца №5, который в
режиме вертикального реза имеет малую толщину стружки (см. рис. 3.2, б) и не оказывает существенного влияния на нагруженность исполнительного органа. Прирост накопленной повреждаемости составляет не более 3%;
1,09; 0,86 – при отсутствии резца №9. Не смотря на значительную толщину среза на этом резце при вертикальном резе, орган хорошо уравновешен (в том числе за счет совместной работы двух коронок), в результате чего поломка резца приводит к росту накопленной повреждаемости лишь на 19%. С учетом того, что вертикальным резом разрушается 30-40% забоя, а работа с поломанным резцом при традиционной стратегии замен составляет не более 50% времени работы комбайна, результирующее снижение ресурса для рассматриваемых случаев составит не более 5%.
Таким образом, в качестве критерия диагностирования поломки резца, отвечающего требованиям воспроизводимости,

113
чувствительности и однозначности для каждого r го вида режима работы может быть принято условие:
)(max max1212 jr
jr kk ,
где
rk12 - текущее значение 12k , рассчитанное за 1 оборот коронки;
jrk max12 - вектор максимальных с 90%-ной вероятностью
значений 12k для r го вида режима разрушения забоя с j тым сочетанием режимных параметров. Этот вектор получают в процессе самообучения комбайна, что позволяет учесть особенности конструкции комбайна и свойства забоя.
Для снижения вероятности ошибки выявления поломки резца в процессе работы комбайна анализируются несколько последовательно рассчитываемых в режиме реального времени значений rk12 .
3.4.2 Экспериментальное подтверждение влияния поломки резца на характеристики рабочего процесса
Для апробации предложенного метода диагностирования
состояния режущего инструмента были использованы результаты первого этапа шахтного эксперимента (см. пункт 2.4.1). В ходе эксперимента фиксировалось давление в гидроцилиндрах перемещения исполнительного органа и ток двигателя с шагом квантования 0,01 с в процессе выполнения одного цикла обработки забоя. При этом одна из спаренных поперечно-осевых коронок (правая) имела поломанный резец, а вторая (левая) была оснащена полным комплектом резцов. Это позволило получить без монтажно-демонтажных работ закономерности процесса разрушения забоя, как при всех исправных резцах, так и при отказе одного из резцов.
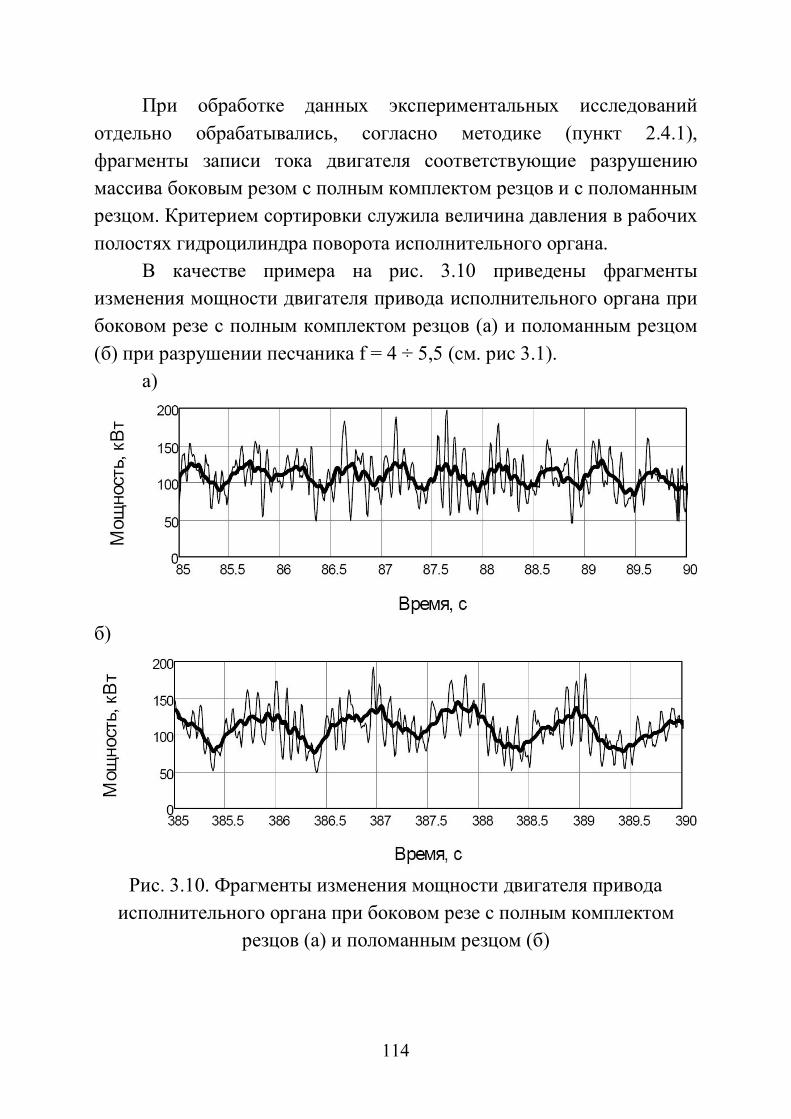
114
При обработке данных экспериментальных исследований отдельно обрабатывались, согласно методике (пункт 2.4.1), фрагменты записи тока двигателя соответствующие разрушению массива боковым резом с полным комплектом резцов и с поломанным резцом. Критерием сортировки служила величина давления в рабочих полостях гидроцилиндра поворота исполнительного органа.
В качестве примера на рис. 3.10 приведены фрагменты изменения мощности двигателя привода исполнительного органа при боковом резе с полным комплектом резцов (а) и поломанным резцом (б) при разрушении песчаника f = 4 ÷ 5,5 (см. рис 3.1).
а)
б)
Рис. 3.10. Фрагменты изменения мощности двигателя привода
исполнительного органа при боковом резе с полным комплектом резцов (а) и поломанным резцом (б)

115
Анализ данных натурного эксперимента подтверждает сделанный ранее вывод (подраздел 3.2), что выход резца из строя приводит к значительному росту динамичности нагрузок и первую очередь за счет увеличения неравномерности низкочастотной составляющей нагрузки.
Гистограммы распределения вероятности значений 12k , рассчитанные в результате обработки записи тока двигателя привода резания при разрушении всех пластов забоя исполнительным органом влево (распределение 1) и вправо (распределение 2) приведены на рис. 3.11. На рисунке выделено граничное значение 79.0max12 k , соответствующее предельному значению (с вероятностью 90%) диагностируемого параметра )(max max12 jr
jk (см. пункт 3.4.1).
Рис. 3.11. Гистограммы распределения вероятности 12k при боковом резе влево (1) и вправо (2)
Гистограмма 2, соответствующая работе коронки с поломанным
резцом, практически вся лежит правее этого значения, что подтверждает правильность предложенного критерия диагностики поломок резцов. Отклонение полученного в ходе обработки данных экспериментальных исследований граничного значения max12k (0,69)

116
отличается от соответствующего значения, определенного в ходе вычислительного эксперимента в пределах погрешности инженерных вычислений, что подтверждает адекватность модели. Вместе с тем, это значение, безусловно, будет меняться для различных забоев и комбайнов, что требует его определения на начальной стадии эксплуатации комбайна путем пробной работы в различных режимах разрушения забоя с полным комплектом резцов и последующей обработкой полученного массива данных [103].
Также в ходе эксперимента установлено наличие единичных «выбросов» значения 12k за граничное значение, что подтверждает необходимость использования нескольких (2-4) последовательных значений для однозначной диагностики. На рис. 3.12 в качестве примера представлены фрагменты синхронных записей изменения давления в поршневой пповp и штоковой шповp полостях гидроцилиндра поворота исполнительного органа и значения коэффициента 12k .
Рис. 3.12. Фрагмент изменения давления в полостях цилиндров
поворота исполнительного органа и рассчитанные значения коэффициента 12k
Таким образом, анализ результатов эксперимента подтвердил
правильность предложенной методики диагностирования отказов

117
резцов на основе обработки регистрируемых значений тока двигателя в режиме реального времени.
3.5 Выводы по разделу 3 1. Для исследования влияния поломок режущего инструмента на
основные показатели технического уровня – производительность и ресурс план вычислительного эксперимента должен учитывать различные параметры режима разрушения забоя исполнительным органом, физико-механические свойства породных пластов забоя и параметры технического состояния комбайна. Техническое состояние комбайна при этом описывается параметрами схемы набора и их возможными отклонениями от проектных значений вследствие поломок отдельных резцов и погрешностей изготовления.
2. Для существующих проходческих комбайнов поломка резца не может быть выявлена до остановки машины. Выход резца из строя приводит к значительному росту динамичности нагрузок в первую очередь за счет увеличения неравномерности низкочастотной составляющей нагрузки. Длительная работа проходческого комбайна с вышедшим из строя резцом может приводить к снижению ресурса элементов трансмиссии исполнительного органа на величину до 60-70% для валов и зубчатых колес, до 22-25% - для подшипников в зависимости от положения резца на коронке согласно схеме набора. Поэтому необходима разработка средств технической диагностики технического состояния режущего инструмента без остановки комбайна.
3. Поломка единичного резца практически не влияет на теоретическую производительность разрушения забоя проходческим комбайном, так как величина удельных энергозатрат разрушения забоя при этом практически не изменяется (изменение не более 1%).
4. Диагностика поломок резцов в режиме реального времени может быть реализована на основе спектрального разложения фрагментов реализаций тока двигателя привода резания исполнительного органа длительностью, соответствующей 1-3

118
оборотам коронки. Диагностируемым параметром, отвечающим требованиям воспроизводимости, чувствительности и однозначности, является 12k - отношение коэффициентов спектрального разложения, соответствующих частоте вращения коронки и ее удвоенному значению. Критерием диагностирования поломки резца для каждого вида режима работы является превышение этого отношения над полученным в процессе самообучения комбайна максимальным (с 90%-ной вероятностью) значением, соответствующим работе с полным комплектом резцов. Для снижения вероятности ошибки выявления поломки резца в процессе работы комбайна необходимо анализировать несколько последовательно рассчитываемых в режиме реального времени значений 12k .
119
4 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ИЗНОСА РЕЗЦОВ НА ЭФФЕКТИВНОСТЬ РАБОЧЕГО ПРОЦЕССА КОМБАЙНА
При разрушении забоя исполнительным органом проходческого
комбайна происходит непрерывный износ резцов, который приводит к изменению их формы и конструктивных параметров, что ведет к росту удельных энергозатрат разрушения забоя.
В проектировочных и эксплуатационных расчетах проходческой техники для обоснованного учета износа резцов используется понятие «нормально затупленный резец» и в формулы расчета усилий на резце вводится величина проекции площадки затупления резца на плоскость резания. Для радиальных и тангенциальных неповоротных резцов эта величина может быть достаточно просто оценена при визуальном осмотре задней грани головки резца и составляет для различных типов резцов от 20 до 50 мм2. Таким образом, решение о замене изношенного резца может быть принято на основе визуального осмотра исполнительного органа. Вместе с тем, практически вся современная проходческая техника оснащается тангенциальными поворотными резцами. Эти резцы не имеют ни передней, ни задней грани в силу конструктивных особенностей (биконическая головка резца) и постепенного вращения в процессе разрушения забоя. Вращение предусмотрено для компенсации износа керна резца, однако на практике часть резцов не вращаются из-за дефектов изготовления, деформаций и коррозии контактирующих поверхностей. Износ поворотных резцов происходит неравномерно – керн изнашивается медленнее, головка – быстрее. В результате степень износа поворотного резца значительно труднее оценить при визуальном осмотре, а понятие «площадка затупления» вообще не имеет физического смысла. Кроме того, одинаково изношенные резцы, находящиеся в различных линиях резания, оказывают различное влияние на формирование нагруженности исполнительного органа и энергозатраты разрушения забоя.
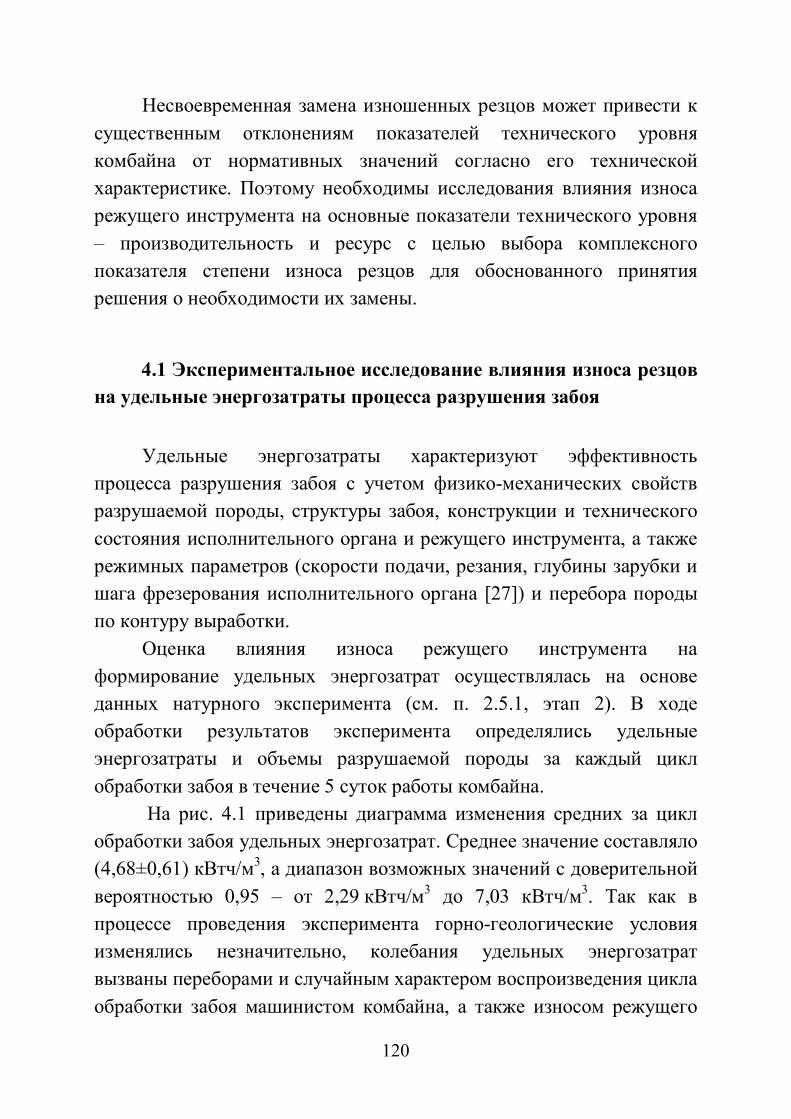
120
Несвоевременная замена изношенных резцов может привести к существенным отклонениям показателей технического уровня комбайна от нормативных значений согласно его технической характеристике. Поэтому необходимы исследования влияния износа режущего инструмента на основные показатели технического уровня – производительность и ресурс с целью выбора комплексного показателя степени износа резцов для обоснованного принятия решения о необходимости их замены.
4.1 Экспериментальное исследование влияния износа резцов на удельные энергозатраты процесса разрушения забоя
Удельные энергозатраты характеризуют эффективность
процесса разрушения забоя с учетом физико-механических свойств разрушаемой породы, структуры забоя, конструкции и технического состояния исполнительного органа и режущего инструмента, а также режимных параметров (скорости подачи, резания, глубины зарубки и шага фрезерования исполнительного органа [27]) и перебора породы по контуру выработки.
Оценка влияния износа режущего инструмента на формирование удельных энергозатрат осуществлялась на основе данных натурного эксперимента (см. п. 2.5.1, этап 2). В ходе обработки результатов эксперимента определялись удельные энергозатраты и объемы разрушаемой породы за каждый цикл обработки забоя в течение 5 суток работы комбайна.
На рис. 4.1 приведены диаграмма изменения средних за цикл обработки забоя удельных энергозатрат. Среднее значение составляло (4,68±0,61) кВтч/м3, а диапазон возможных значений с доверительной вероятностью 0,95 – от 2,29 кВтч/м3 до 7,03 кВтч/м3. Так как в процессе проведения эксперимента горно-геологические условия изменялись незначительно, колебания удельных энергозатрат вызваны переборами и случайным характером воспроизведения цикла обработки забоя машинистом комбайна, а также износом режущего
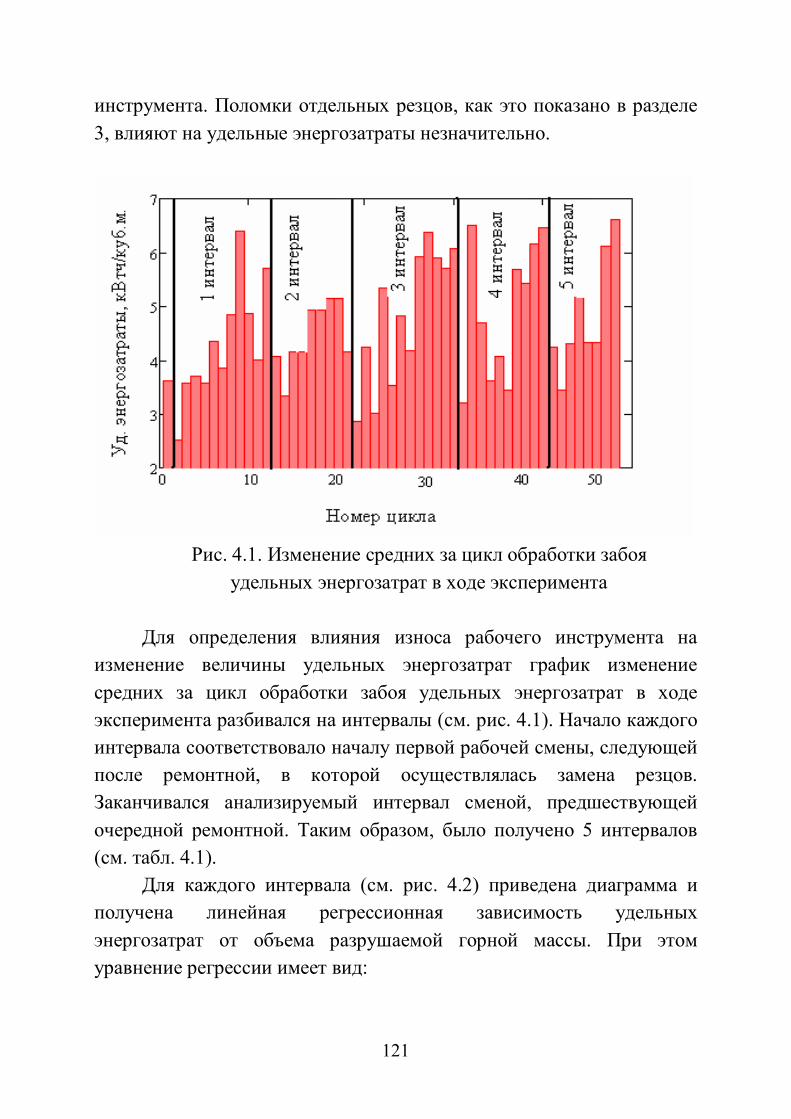
121
инструмента. Поломки отдельных резцов, как это показано в разделе 3, влияют на удельные энергозатраты незначительно.
Рис. 4.1. Изменение средних за цикл обработки забоя
удельных энергозатрат в ходе эксперимента
Для определения влияния износа рабочего инструмента на изменение величины удельных энергозатрат график изменение средних за цикл обработки забоя удельных энергозатрат в ходе эксперимента разбивался на интервалы (см. рис. 4.1). Начало каждого интервала соответствовало началу первой рабочей смены, следующей после ремонтной, в которой осуществлялась замена резцов. Заканчивался анализируемый интервал сменой, предшествующей очередной ремонтной. Таким образом, было получено 5 интервалов (см. табл. 4.1).
Для каждого интервала (см. рис. 4.2) приведена диаграмма и получена линейная регрессионная зависимость удельных энергозатрат от объема разрушаемой горной массы. При этом уравнение регрессии имеет вид:
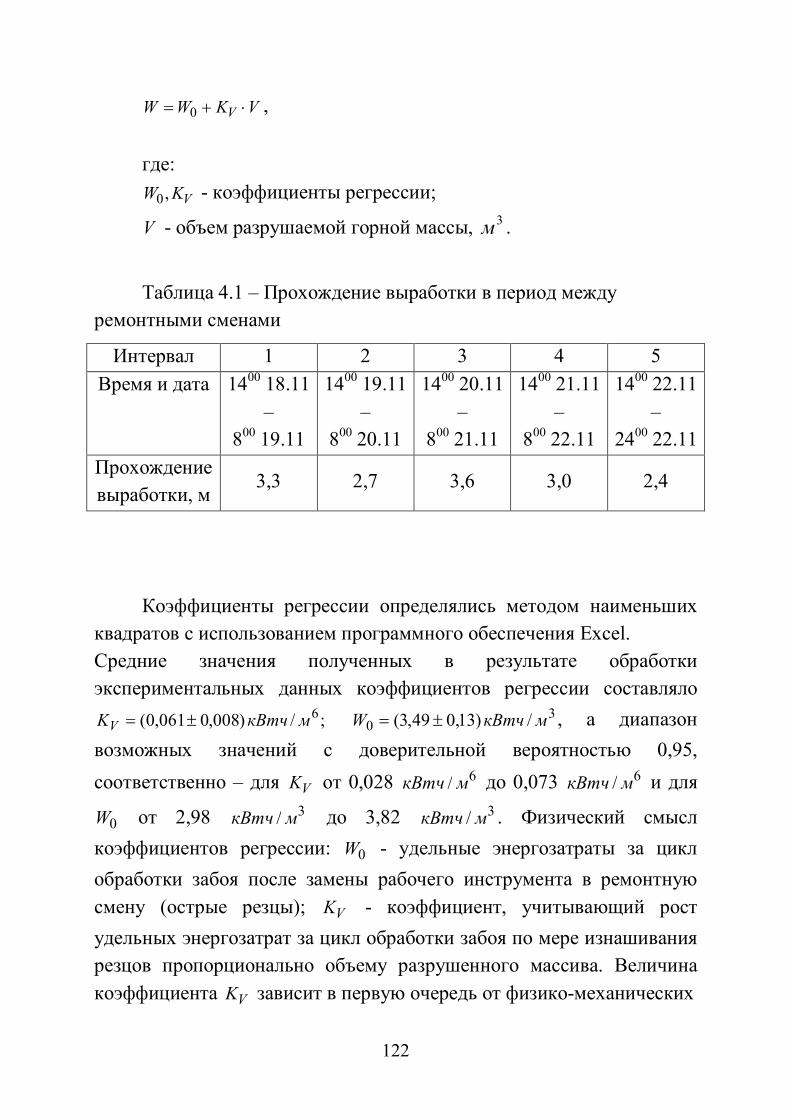
122
VKWW V 0 , где:
VKW ,0 - коэффициенты регрессии;
V - объем разрушаемой горной массы, 3м .
Таблица 4.1 – Прохождение выработки в период между ремонтными сменами
Интервал 1 2 3 4 5 Время и дата 1400 18.11
– 800 19.11
1400 19.11 –
800 20.11
1400 20.11 –
800 21.11
1400 21.11 –
800 22.11
1400 22.11 –
2400 22.11 Прохождение выработки, м
3,3 2,7 3,6 3,0 2,4
Коэффициенты регрессии определялись методом наименьших
квадратов с использованием программного обеспечения Excel. Средние значения полученных в результате обработки экспериментальных данных коэффициентов регрессии составляло
;/)008,0061,0( 6мкВтчKV 30 /)13,049,3( мкВтчW , а диапазон
возможных значений с доверительной вероятностью 0,95, соответственно – для VK от 0,028 6/ мкВтч до 0,073 6/ мкВтч и для
0W от 2,98 3/ мкВтч до 3,82 3/ мкВтч . Физический смысл коэффициентов регрессии: 0W - удельные энергозатраты за цикл обработки забоя после замены рабочего инструмента в ремонтную смену (острые резцы); VK - коэффициент, учитывающий рост удельных энергозатрат за цикл обработки забоя по мере изнашивания резцов пропорционально объему разрушенного массива. Величина коэффициента VK зависит в первую очередь от физико-механических

123
а)
3/, мкВтчW
3, мV
б) 3/, мкВтчW
3, мV
в) 3/, мкВтчW
3, мV
г) 3/, мкВтчW
3, мV
д) 3/, мкВтчW
3, мV
Рис. 4.2. Изменение удельных энергозатрат за периоды между
ремонтными сменами
124
свойств (абразивности) забоя и износостойкости рабочего инструмента. Для использования полученной регрессионной зависимости в других условиях эксплуатации, заданных средней контактной прочностью разрушаемой породы кp и абразивностью a ее можно преобразовать к виду:
VKaa
ppW
ppW V
к
к
к
к
0
2
00
0,
где
0кp , 0a - контактная прочность и абразивность забоя в базовых условиях эксплуатации, для которых были экспериментально получены значения 0W и VK . Средневзвешенная контактная прочность пород забоя в условиях проведения эксперимента для вентиляционного штрека северной коренной лавы пласта l1
2 АП «Шахта «Белицкая» составляла МПаpк 3200 .
Значения коэффициентов регрессии 0W и VK могут быть использованы для расчета коэффициента Vk , учитывающего рост усилия резания при затуплении резца (см. подраздел 2.2):
0WKk V
V .
Анализ рис. 4.1 и рис. 4.2 показывает, что после замены
рабочего инструмента во время ремонтной смены удельные энергозатраты резко падают, а затем по мере затупления рабочего инструмента в течение рабочих смен возрастают не менее чем на 20%.
4.2 Планирование вычислительного эксперимента Целью модельных исследований являлось установление
влияния износа резцов на производительность и ресурс элементов
125
трансмиссии комбайна. Для проведения исследований была использована разработанная в разделе 2 математическая модель рабочего процесса проходческого комбайна КПД, учитывающая износ режущего инструмента в зависимости от объема разрушенной породы.
Как было показано в подразделе 3.1, основными факторами, влияющими на характеристики рабочего процесса проходческого комбайна являются характеристики разрушаемого забоя (сечение, крепость породных слоев); вид и параметры режимов разрушения забоя (скорости подачи и вращения коронки, глубина зарубки и шаг фрезерования); параметры технического состояния комбайна.
В соответствии с поставленной целью техническое состояние комбайна определялось степенями затупления резцов исполнительного органа (схема набора см. в табл. 3.1). Известно [27], что в различных режимах разрушения забоя на резцах поперечно-осевой коронки формируются существенно разные параметры среза. В результате объемы породы, разрушаемые отдельными резцами могут существенно отличаться. В качестве примера на рис. 4.3 приведены гистограммы распределения объема породы, разрушаемого исполнительным органом в режимах бокового (рис. 4.3, а, в) и вертикального (рис. 4.3, б, г) резов. Гистограммы построены при параметрах режима разрушения забоя:
мHмB 4,0;2,0 - наиболее характерных при разрушении породного забоя с временным сопротивлением пород 40-80 МПа (рис. 4.3, в, г)
соответствующих максимально возможному внедрению коронки в массив: при боковом резе мHмB 8,0;4,0 (рис. 4.3, а); при вертикальном резе мHмB 4,0;8,0 (рис. 4.3, б).
Анализ гистограмм показывает, что в зависимости от режима разрушения забоя различные резцы отделяют от массива существенно отличающиеся объемы породы, что приводит к неравномерному изнашиванию режущего инструмента. Так, например, при максимальном заглублении коронки в массив в режиме бокового реза

126
а)
б)
в)
г)
Рис. 4.3. Гистограммы распределения объема породы, разрушаемого исполнительным органом в режимах бокового (а, в) и вертикального
(б, г) резов
127
наиболее нагружены резцы в 5-7 линиях резания (разрушают суммарно порядка 50% отделяемой от массива породы). При уменьшении глубины зарубки происходит перераспределение нагруженности резцов: наиболее нагружены резцы в 6-8 линиях резания (разрушают суммарно 70% породы). С другой стороны, в режиме вертикального реза нагруженность резцов также перераспределяется в сравнении с боковым резом (сравнить рис. 4.3 в и г) и также зависит от глубины зарубки (сравнить рис. 4.3 б и г). При вертикальном резе, в отличие от бокового, резцы нагружены более равномерно – максимальная доля на 1 резец до 10-15% вместо 20-30%.
Цикл обработки забоя включает различные режимы, что необходимо учитывать при анализе влияния износа резцов на показатели рабочего процесса комбайна. Средневзвешенная доля отделяемой от массива породы, приходящаяся на i-тую линию резания, с учетом удельного веса режимов бокового и вертикального резов в цикле обработки забоя определяется по формуле
брiбрврiврi
i ddSBV
21 ,
где
iV - объем отделяемой от массива породы за цикл обработки забоя, приходящийся на i-тую линию резания;
чS - площадь сечения выработки в проходке; B - глубина зарубки коронки;
брd , врd - удельный вес соответственно режимов бокового и
вертикального резов в цикле обработки забоя; брi , врi - доли отделяемой от массива породы, приходящиеся
на i-тую линию резания соответственно в режимах бокового и вертикального резов.
Здесь
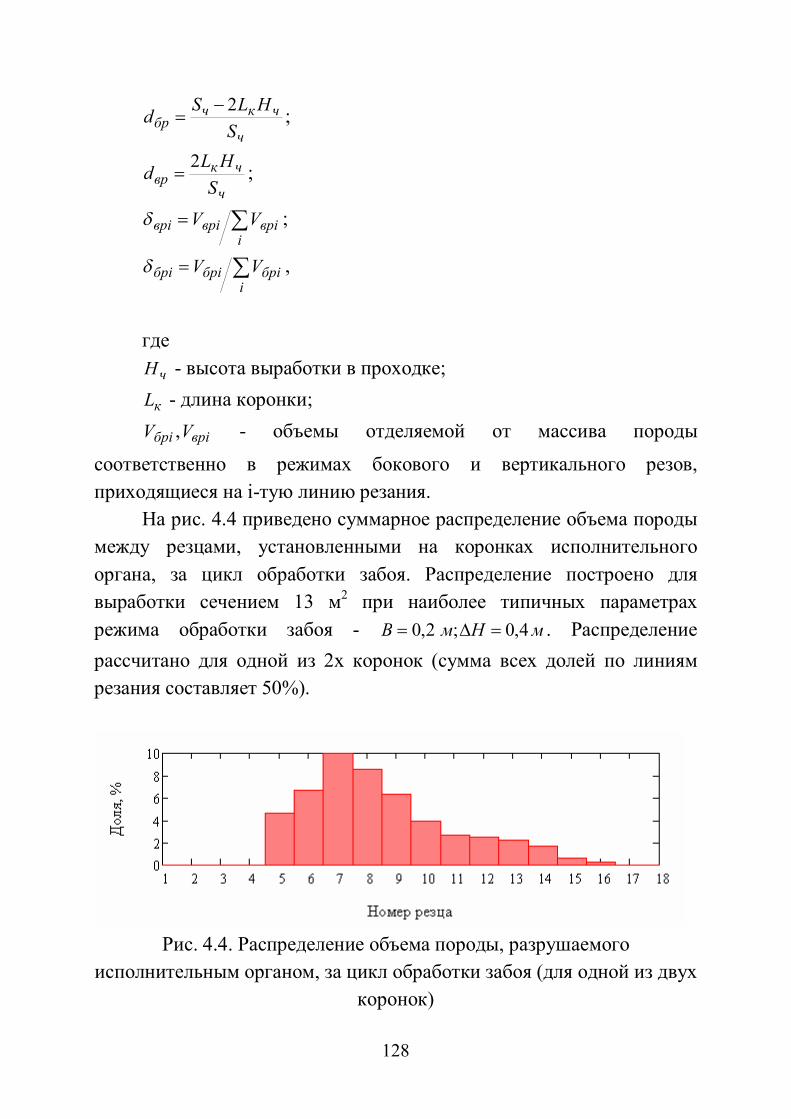
128
ч
чкчбр S
HLSd 2 ;
ч
чквp S
HLd 2 ;
i
врiврiврi VV ;
i
брiбрiбрi VV ,
где
чH - высота выработки в проходке;
кL - длина коронки;
брiV , врiV - объемы отделяемой от массива породы
соответственно в режимах бокового и вертикального резов, приходящиеся на i-тую линию резания.
На рис. 4.4 приведено суммарное распределение объема породы между резцами, установленными на коронках исполнительного органа, за цикл обработки забоя. Распределение построено для выработки сечением 13 м2 при наиболее типичных параметрах режима обработки забоя - мHмB 4,0;2,0 . Распределение рассчитано для одной из 2х коронок (сумма всех долей по линиям резания составляет 50%).
Рис. 4.4. Распределение объема породы, разрушаемого
исполнительным органом, за цикл обработки забоя (для одной из двух коронок)

129
Анализ распределения на рис. 4.4 показал, что неравномерность
нагруженности резцов усилилась. Так, резцы, установленные в 7й линии резания, разрушают в 2 раза больший объем породы по сравнению со средним по всем резцам коронки значением. Соответственно, резцы в 7й линии резания будут в 2 раза быстрее изнашиваться, что необходимо учесть при исследованиях. Отдельным перспективным направлением, выходящим за пределы данной работы, является оптимизация параметров коронок по критерию равномерного износа режущего инструмента.
На основании вышеизложенного, при вычислительном эксперименте следует рассмотреть следующие случаи состояния резцов коронки:
1) все резцы острые, что соответствует началу работы комбайна после замены всех резцов. Это состояние следует принять как базовое для сравнительной оценки;
2) резцы затуплены пропорционально средневзвешенным долям отделяемой от массива породы за цикл обработки забоя («пропорциональный износ»). При этом следует рассмотреть различные суммарные объемы породы, разрушенной исполнительным органом. Это состояние возможно при одновременной замене всех резцов на коронках;
3) резцы затуплены одинаково («равномерный износ»). При этом также принимаются различные суммарные объемы породы, разрушенной исполнительным органом, однако считается, что они делятся между контактирующими резцами в равных долях. Это состояние может быть рассмотрено как усредненное для случая замены резцов по мере затупления. Степень затупления резцов на коронке не зависит от распределения разрушаемого объема породы между резцами (рис. 4.4);
4) все резцы на коронках острые, кроме установленных в одной из линий резания. При этом затупление этих резцов соответствует случаю равномерного износа всех резцов коронки при достижении
130
заданной величины объема разрушенной породы. Сравнивая показатели рабочего процесса комбайна при этом состоянии исполнительного органа с показателями, полученными при базовом состоянии, можно оценить степень влияния затупления резцов в различных линиях резания на эффективность работы комбайна.
Состояния пропорционального и равномерного износа резцов требуют задания разрушенного исполнительным органом объема породы. При этом следует учитывать (см. ф-лу (2.2)), что износ резца пропорционален как разрушаемому объему породы, так и ее контактной прочности. В результате для получения сравнимых степеней износа при анализе работы комбайна по породам различной прочности следует задаваться значениями разрушенного исполнительным органом объемами породы, обратно пропорциональными принятым значениям контактной прочности.
Таким образом, план вычислительного эксперимента можно представить в виде таблицы 4.2.
Эксперимент реализовывался как полнофакторный с перебором всех сочетаний факторов. Регистрируемыми параметрами являлись момент в трансмиссии и мощность приводного двигателя. Эксперимент реализовывался для забоя сечением 13 м2 , состоящего из 3х пластов с одинаковыми объемными долями, при чем прочность пород почвы и кровли принималась одинаковой.
Методика обработки данных вычислительного эксперимента соответствовала описанным в п. 2.4.1 и 3.1. В качестве характеристик рабочего процесса (выходные данные) приняты:
скорости подачи исполнительного органа на забой, обеспечивающие в режимах бокового и вертикального резов интенсивные режимы разрушения с практически полным использованием мощности привода резания – соответственно пбрV и
пврV ;
средние мощности, развиваемые приводом исполнительного органа в режимах бокового брР и вертикального врР резов;
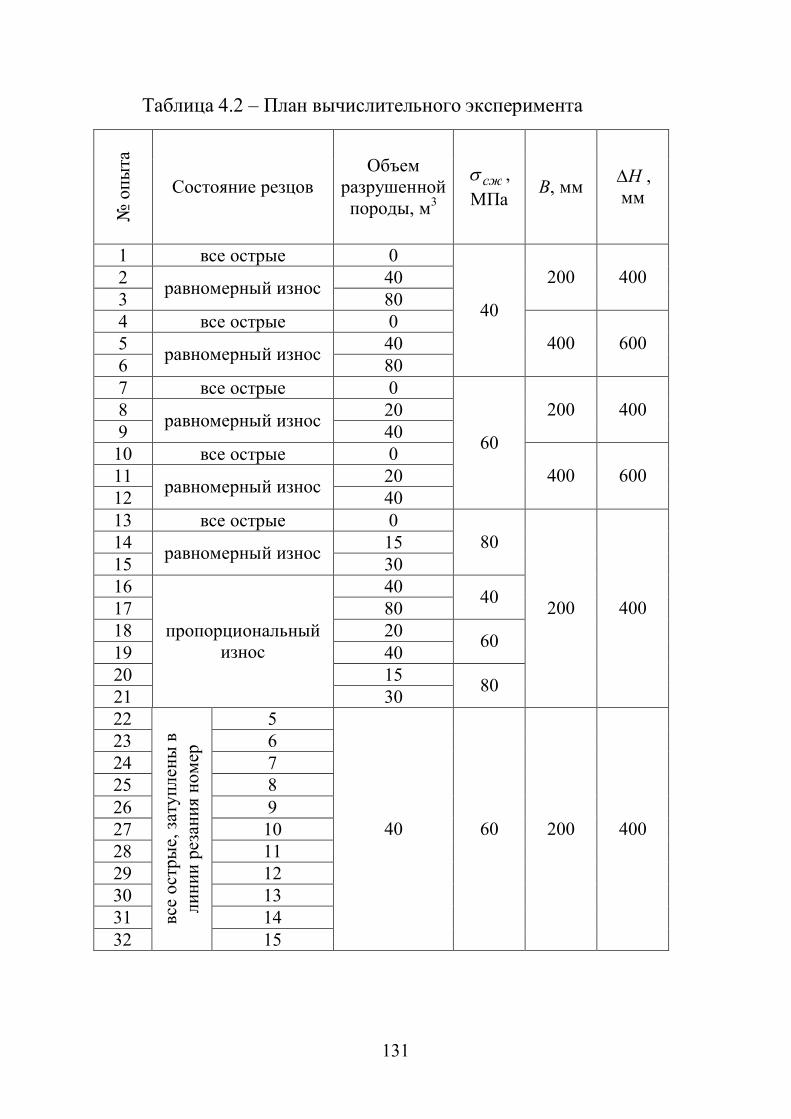
131
Таблица 4.2 – План вычислительного эксперимента №
опы
та
Состояние резцов Объем
разрушенной породы, м3
сж , МПа
В, мм Н , мм
1 все острые 0 2 40 3 равномерный износ 80
200 400
4 все острые 0 5 40 6 равномерный износ 80
40
400 600
7 все острые 0 8 20 9 равномерный износ 40
200 400
10 все острые 0 11 20 12 равномерный износ 40
60
400 600
13 все острые 0 14 15 15 равномерный износ 30
80
16 40 17 80 40
18 20 19 40 60
20 15 21
пропорциональный износ
30 80
200 400
22 5 23 6 24 7 25 8 26 9 27 10 28 11 29 12 30 13 31 14 32
все
остр
ые,
зат
упле
ны в
ли
нии
реза
ния
номе
р
15
40 60 200 400

132
удельные энергозатраты разрушения забоя исполнительным органом для режимов бокового брW и вертикального врW реза, а также
средние за цикл обработки забоя срW ;
накопленные повреждаемости в элементах трансмиссии исполнительного органа при показателях степени кривой усталости
m 3 и m 6 на единицу объема разрушаемой породы для режимов бокового VбрНП и вертикального реза VврНП , а также суммарные на 1
м проходки LНП ; отношения коэффициентов спектрального разложения 12k для
режимов бокового и вертикального реза.
4.3 Исследование влияния износа резцов на теоретическую производительность разрушения забоя комбайном
Для оценки влияния затупления режущего инструмента в
процессе эксплуатации на производительность комбайна была использована математическая модель рабочего процесса проходческого комбайна, описанная в разделе 2. Результаты моделирования приведены в табл. 4.3.
Анализ таблицы 4.3 показал, что практически во всех опытах вычислительного эксперимента удалось обеспечить режим работы привода резания с полным использованием установленной мощности (развиваемая средняя мощность 90-110 кВт). Исключение составил режим бокового реза по породе с сж =40 МПа с мHмB 4,0;2,0 , где комбайн работал с максимальной по технической характеристике скоростью подачи исполнительного органа пбрV =6 м/мин. С ростом
объема разрушенной породы удельные энергозатраты существенно возрастают – для рассмотренных диапазонов значений разрушенного объема примерно в 2 раза.
На рис. 4.5 приведены графики изменения относительного прироста средних за цикл обработки забоя удельных энергозатрат при
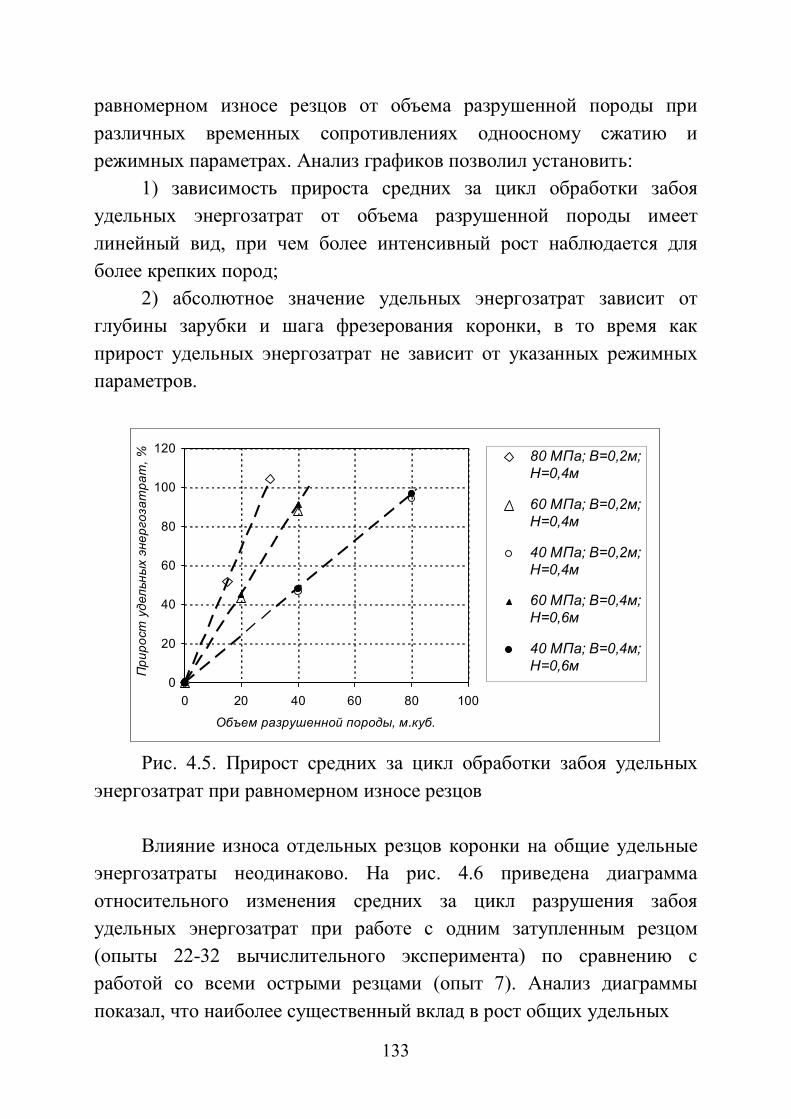
133
равномерном износе резцов от объема разрушенной породы при различных временных сопротивлениях одноосному сжатию и режимных параметрах. Анализ графиков позволил установить:
1) зависимость прироста средних за цикл обработки забоя удельных энергозатрат от объема разрушенной породы имеет линейный вид, при чем более интенсивный рост наблюдается для более крепких пород;
2) абсолютное значение удельных энергозатрат зависит от глубины зарубки и шага фрезерования коронки, в то время как прирост удельных энергозатрат не зависит от указанных режимных параметров.
0
20
40
60
80
100
120
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
При
рост
уде
льны
х эн
ерго
зат
рат
, % 80 МПа; В=0,2м;H=0,4м
60 МПа; В=0,2м;H=0,4м
40 МПа; В=0,2м;H=0,4м
60 МПа; В=0,4м;H=0,6м
40 МПа; В=0,4м;H=0,6м
Рис. 4.5. Прирост средних за цикл обработки забоя удельных
энергозатрат при равномерном износе резцов Влияние износа отдельных резцов коронки на общие удельные
энергозатраты неодинаково. На рис. 4.6 приведена диаграмма относительного изменения средних за цикл разрушения забоя удельных энергозатрат при работе с одним затупленным резцом (опыты 22-32 вычислительного эксперимента) по сравнению с работой со всеми острыми резцами (опыт 7). Анализ диаграммы показал, что наиболее существенный вклад в рост общих удельных
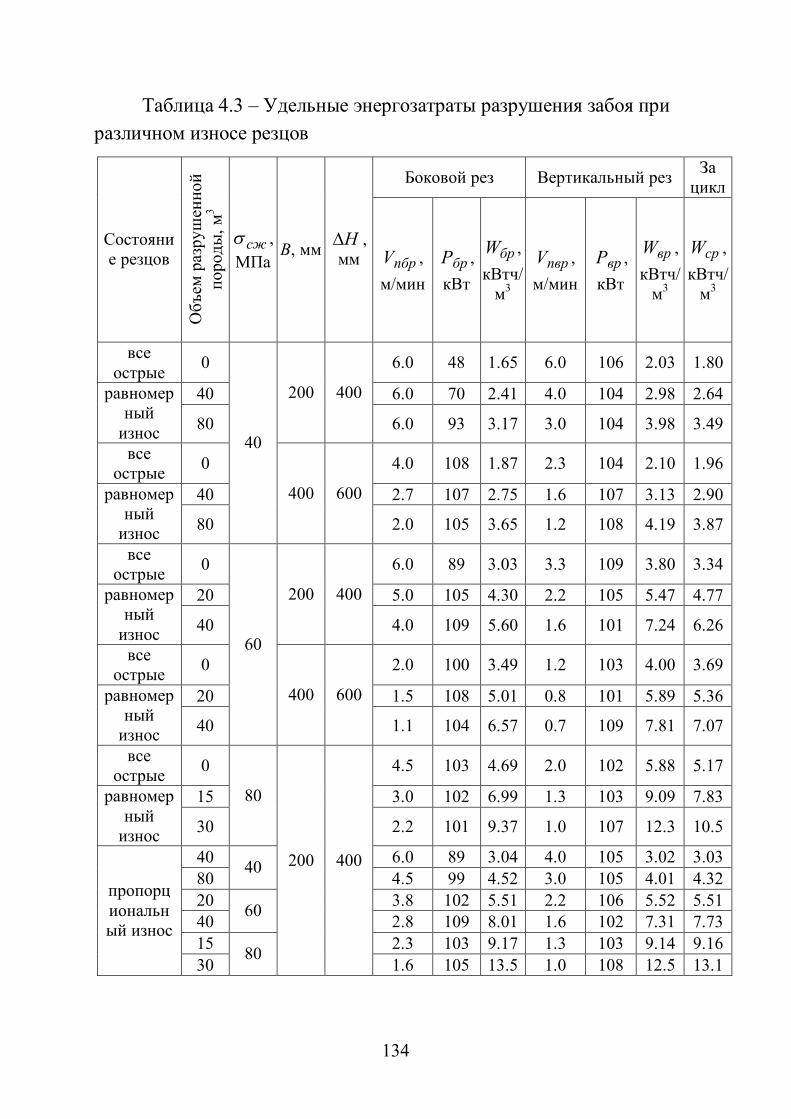
134
Таблица 4.3 – Удельные энергозатраты разрушения забоя при различном износе резцов
Боковой рез Вертикальный рез За цикл
Состояние резцов
Объ
ем р
азру
шен
ной
поро
ды, м
3 сж ,
МПа В, мм Н ,
мм пбрV , м/мин
брР , кВт
брW , кВтч/
м3
пврV , м/мин
врР , кВт
врW , кВтч/
м3
срW , кВтч/
м3
все острые 0 6.0 48 1.65 6.0 106 2.03 1.80
40 6.0 70 2.41 4.0 104 2.98 2.64 равномерный
износ 80
200 400
6.0 93 3.17 3.0 104 3.98 3.49
все острые 0 4.0 108 1.87 2.3 104 2.10 1.96
40 2.7 107 2.75 1.6 107 3.13 2.90 равномерный
износ 80
40
400 600
2.0 105 3.65 1.2 108 4.19 3.87
все острые 0 6.0 89 3.03 3.3 109 3.80 3.34
20 5.0 105 4.30 2.2 105 5.47 4.77 равномерный
износ 40
200 400
4.0 109 5.60 1.6 101 7.24 6.26
все острые 0 2.0 100 3.49 1.2 103 4.00 3.69
20 1.5 108 5.01 0.8 101 5.89 5.36 равномерный
износ 40
60
400 600
1.1 104 6.57 0.7 109 7.81 7.07
все острые 0 4.5 103 4.69 2.0 102 5.88 5.17
15 3.0 102 6.99 1.3 103 9.09 7.83 равномерный
износ 30
80
2.2 101 9.37 1.0 107 12.3 10.5
40 6.0 89 3.04 4.0 105 3.02 3.03 80
40 4.5 99 4.52 3.0 105 4.01 4.32
20 3.8 102 5.51 2.2 106 5.52 5.51 40 60 2.8 109 8.01 1.6 102 7.31 7.73 15 2.3 103 9.17 1.3 103 9.14 9.16
пропорциональный износ
30 80
200 400
1.6 105 13.5 1.0 108 12.5 13.1
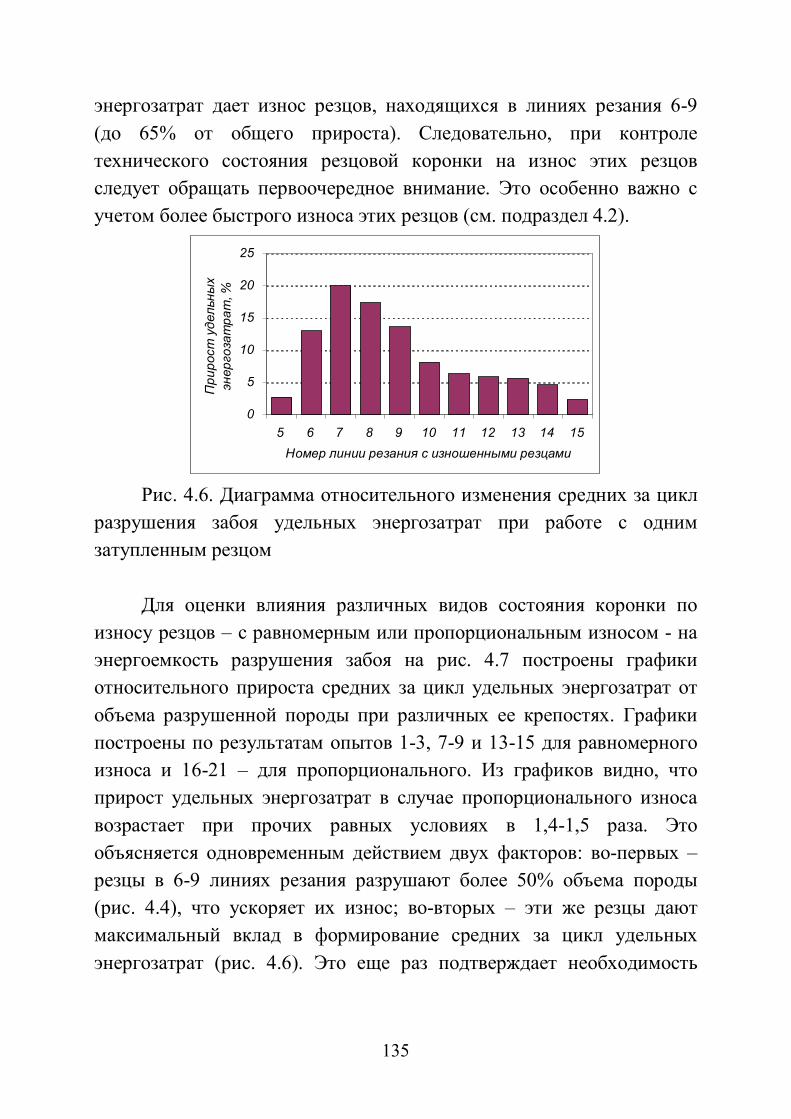
135
энергозатрат дает износ резцов, находящихся в линиях резания 6-9 (до 65% от общего прироста). Следовательно, при контроле технического состояния резцовой коронки на износ этих резцов следует обращать первоочередное внимание. Это особенно важно с учетом более быстрого износа этих резцов (см. подраздел 4.2).
0
5
10
15
20
25
5 6 7 8 9 10 11 12 13 14 15Номер линии резания с изношенными резцами
При
рост
уде
льны
х эн
ерго
зат
рат
, %
Рис. 4.6. Диаграмма относительного изменения средних за цикл
разрушения забоя удельных энергозатрат при работе с одним затупленным резцом
Для оценки влияния различных видов состояния коронки по
износу резцов – с равномерным или пропорциональным износом - на энергоемкость разрушения забоя на рис. 4.7 построены графики относительного прироста средних за цикл удельных энергозатрат от объема разрушенной породы при различных ее крепостях. Графики построены по результатам опытов 1-3, 7-9 и 13-15 для равномерного износа и 16-21 – для пропорционального. Из графиков видно, что прирост удельных энергозатрат в случае пропорционального износа возрастает при прочих равных условиях в 1,4-1,5 раза. Это объясняется одновременным действием двух факторов: во-первых – резцы в 6-9 линиях резания разрушают более 50% объема породы (рис. 4.4), что ускоряет их износ; во-вторых – эти же резцы дают максимальный вклад в формирование средних за цикл удельных энергозатрат (рис. 4.6). Это еще раз подтверждает необходимость
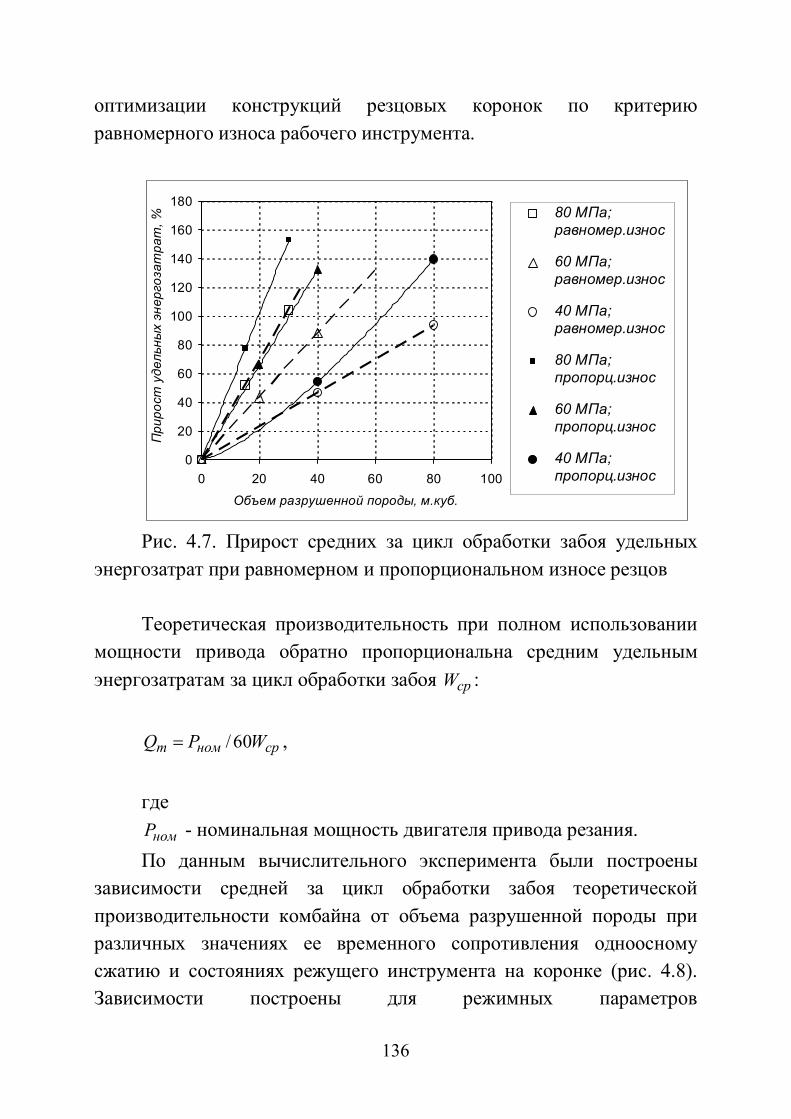
136
оптимизации конструкций резцовых коронок по критерию равномерного износа рабочего инструмента.
0
20
40
60
80
100
120
140
160
180
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
При
рост
уде
льны
х эн
ерго
зат
рат
, %
80 МПа;равномер.износ
60 МПа;равномер.износ
40 МПа;равномер.износ
80 МПа;пропорц.износ
60 МПа;пропорц.износ
40 МПа;пропорц.износ
Рис. 4.7. Прирост средних за цикл обработки забоя удельных
энергозатрат при равномерном и пропорциональном износе резцов Теоретическая производительность при полном использовании
мощности привода обратно пропорциональна средним удельным энергозатратам за цикл обработки забоя cpW :
cpномт WPQ 60/ ,
где
номP - номинальная мощность двигателя привода резания. По данным вычислительного эксперимента были построены
зависимости средней за цикл обработки забоя теоретической производительности комбайна от объема разрушенной породы при различных значениях ее временного сопротивления одноосному сжатию и состояниях режущего инструмента на коронке (рис. 4.8). Зависимости построены для режимных параметров
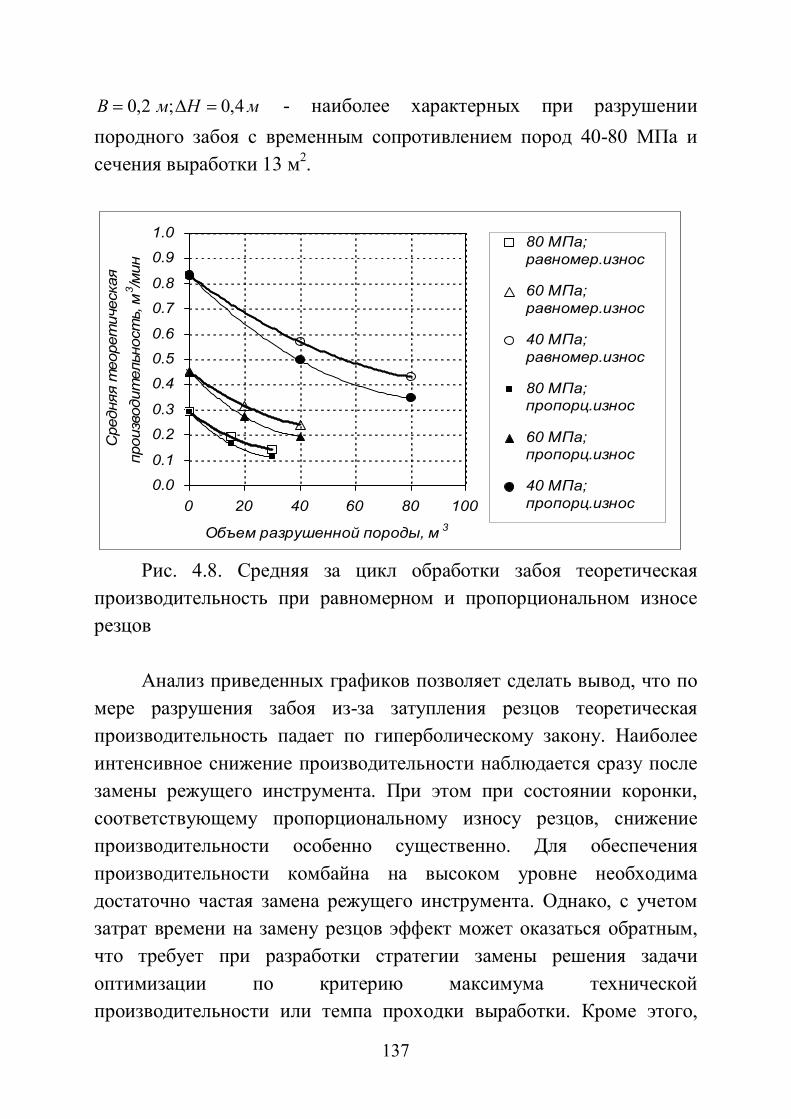
137
мHмB 4,0;2,0 - наиболее характерных при разрушении породного забоя с временным сопротивлением пород 40-80 МПа и сечения выработки 13 м2.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0 20 40 60 80 100
Объем разрушенной породы, м 3
Сре
дняя
тео
рет
ичес
кая
прои
звод
ител
ьнос
ть,
м3 /м
ин
80 МПа;равномер.износ
60 МПа;равномер.износ
40 МПа;равномер.износ
80 МПа;пропорц.износ
60 МПа;пропорц.износ
40 МПа;пропорц.износ
Рис. 4.8. Средняя за цикл обработки забоя теоретическая
производительность при равномерном и пропорциональном износе резцов
Анализ приведенных графиков позволяет сделать вывод, что по
мере разрушения забоя из-за затупления резцов теоретическая производительность падает по гиперболическому закону. Наиболее интенсивное снижение производительности наблюдается сразу после замены режущего инструмента. При этом при состоянии коронки, соответствующему пропорциональному износу резцов, снижение производительности особенно существенно. Для обеспечения производительности комбайна на высоком уровне необходима достаточно частая замена режущего инструмента. Однако, с учетом затрат времени на замену резцов эффект может оказаться обратным, что требует при разработки стратегии замены решения задачи оптимизации по критерию максимума технической производительности или темпа проходки выработки. Кроме этого,
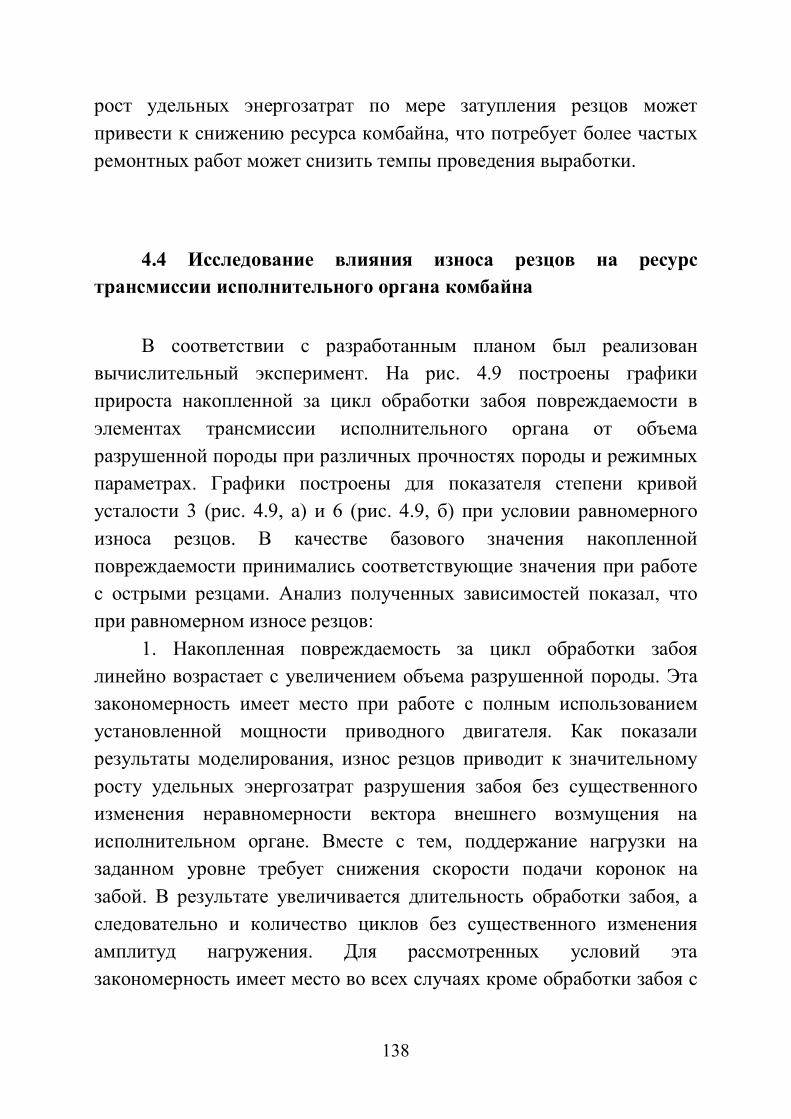
138
рост удельных энергозатрат по мере затупления резцов может привести к снижению ресурса комбайна, что потребует более частых ремонтных работ может снизить темпы проведения выработки.
4.4 Исследование влияния износа резцов на ресурс трансмиссии исполнительного органа комбайна
В соответствии с разработанным планом был реализован
вычислительный эксперимент. На рис. 4.9 построены графики прироста накопленной за цикл обработки забоя повреждаемости в элементах трансмиссии исполнительного органа от объема разрушенной породы при различных прочностях породы и режимных параметрах. Графики построены для показателя степени кривой усталости 3 (рис. 4.9, а) и 6 (рис. 4.9, б) при условии равномерного износа резцов. В качестве базового значения накопленной повреждаемости принимались соответствующие значения при работе с острыми резцами. Анализ полученных зависимостей показал, что при равномерном износе резцов:
1. Накопленная повреждаемость за цикл обработки забоя линейно возрастает с увеличением объема разрушенной породы. Эта закономерность имеет место при работе с полным использованием установленной мощности приводного двигателя. Как показали результаты моделирования, износ резцов приводит к значительному росту удельных энергозатрат разрушения забоя без существенного изменения неравномерности вектора внешнего возмущения на исполнительном органе. Вместе с тем, поддержание нагрузки на заданном уровне требует снижения скорости подачи коронок на забой. В результате увеличивается длительность обработки забоя, а следовательно и количество циклов без существенного изменения амплитуд нагружения. Для рассмотренных условий эта закономерность имеет место во всех случаях кроме обработки забоя с

139
породой с МПасж 40 и режимными параметрами мHмB 4,0;2,0 .
а)
0
50
100
150
200
250
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
При
рост
НП
ц (m
=3),
%
80 МПа; В=0,2м;H=0,4м
60 МПа; В=0,2м;H=0,4м
40 МПа; В=0,2м;H=0,4м
60 МПа; В=0,4м;H=0,6м
40 МПа; В=0,4м;H=0,6м
б)
0
50
100
150
200
250
300
350
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
При
рост
НП
ц (m
=6),
%
80 МПа; В=0,2м;H=0,4м
60 МПа; В=0,2м;H=0,4м
40 МПа; В=0,2м;H=0,4м
60 МПа; В=0,4м;H=0,6м
40 МПа; В=0,4м;H=0,6м
Рис. 4.9. Прирост накопленной за цикл обработки забоя
повреждаемости в элементах трансмиссии при равномерном износе резцов

140
2. При разрушении забоя, состоящего из слабых пород (для рассмотренных случаев МПасж 40 , мHмB 4,0;2,0 ), где не обеспечивается полная загрузка двигателя привода резания, накопленная повреждаемость за цикл обработки забоя растет по степенной зависимости. Это обусловлено тем, что исполнительный орган перемещается в процессе обработки забоя с максимальными скоростями подачи по технической характеристике комбайна, при чем износ резцов приводит к росту средней загруженности двигателя и амплитуд нагружения элементов трансмиссии без существенного роста числа циклов нагружения.
3. Глубина зарубки коронок в массив и шаг фрезерования влияют на прирост накопленной за цикл обработки забоя повреждаемости в элементах трансмиссии, что должно учитываться при оптимизации цикла обработки забоя с учетом изнашивания рабочего инструмента по критерию долговечности элементов привода исполнительного органа.
На рис. 4.10 построен график связи приростов накопленной за цикл обработки забоя повреждаемости ( 6m ) и средних за цикл удельных энергозатрат, полученных при равномерном износе резцов с различными объемами разрушенной породы. Зависимость построена по данным, использованным для построения графиков, приведенных на рис. 4.5 и 4.9, б. Из графика видно, что износ резцов, соответствующий приросту средних удельных энергозатрат на (20-25)%, приводит к повышению накопленной за цикл повреждаемости валов и зубчатых колес на (20-60)% (что соответствует объемам разрушенной породы для рассмотренных в модельном эксперименте случаев 20 м3 при МПасж 40 ; 10 м3 при МПасж 60 и 8 м3 при
МПасж 80 ). Такое существенное увеличение накопленной повреждаемости может быть решающим фактором при планировании стратегии замен рабочего инструмента.

141
0
50
100
150
200
250
300
350
0 50 100 150
Прирост удельных энергозатрат, %
При
рост
НП
ц (m
=6),
%80 МПа; В=0,2м;H=0,4м
60 МПа; В=0,2м;H=0,4м
40 МПа; В=0,2м;H=0,4м
60 МПа; В=0,4м;H=0,6м
40 МПа; В=0,4м;H=0,6м
Рис. 4.10. Связь приростов накопленной за цикл обработки забоя
повреждаемости ( 6m ) и средних за цикл удельных энергозатрат
Для оценки влияния износа отдельных резцов на формирование ресурса построена диаграмма (рис. 4.11) относительного изменения накопленной за цикл разрушения забоя повреждаемости элементов трансмиссии привода резания, для которых 6m , при работе с одним затупленным резцом (опыты 22-32 вычислительного эксперимента) по сравнению с работой со всеми острыми резцами (опыт 7).
Анализ диаграммы показал, что наиболее существенный вклад в рост накопленной повреждаемости (и, соответственно, снижение ресурса) дает износ резцов, находящихся в линиях резания 6-8 (до 65% от общего прироста). Следовательно, при контроле технического состояния резцовой коронки на износ этих резцов следует обращать первоочередное внимание, особенно с учетом ускоренного износа этих резцов (см. подраздел 4.2). Совместное влияние ускоренного износа и наибольшей значимости по влиянию на накопленную повреждаемость одних и тех же резцов приводит к более интенсивному росту накопленной повреждаемости
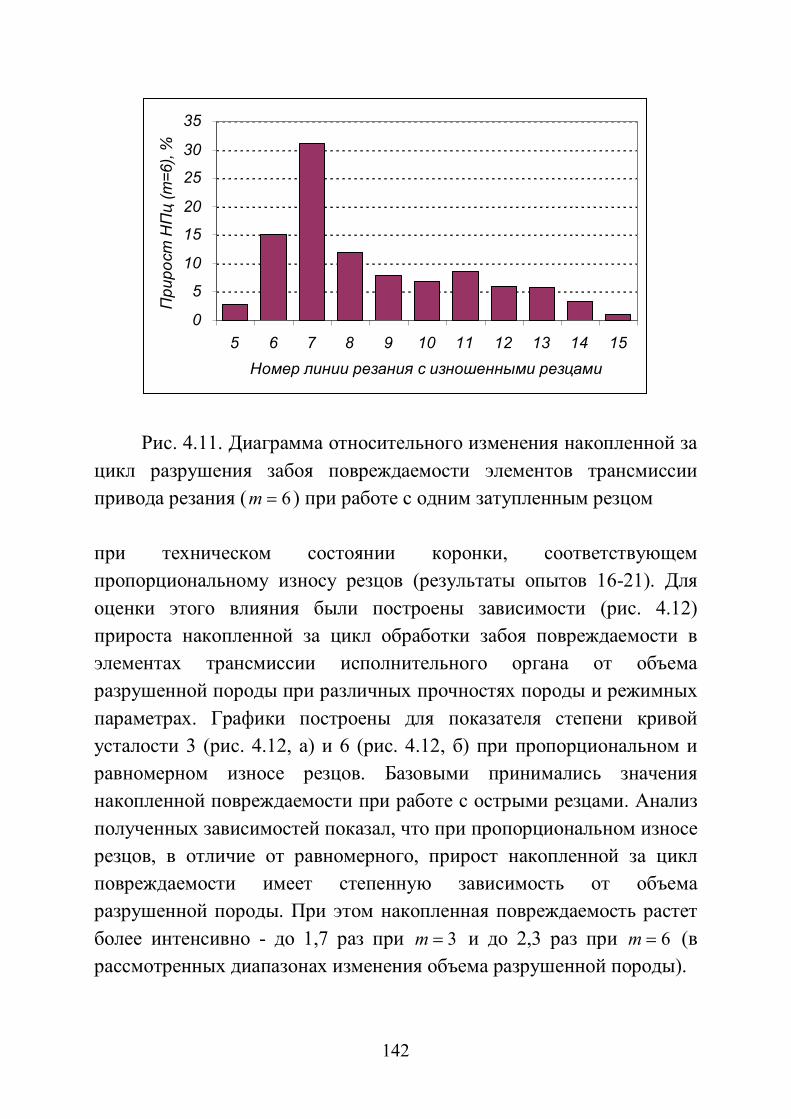
142
0
5
10
15
20
25
30
35
5 6 7 8 9 10 11 12 13 14 15Номер линии резания с изношенными резцами
При
рост
НП
ц (m
=6),
%
Рис. 4.11. Диаграмма относительного изменения накопленной за цикл разрушения забоя повреждаемости элементов трансмиссии привода резания ( 6m ) при работе с одним затупленным резцом
при техническом состоянии коронки, соответствующем пропорциональному износу резцов (результаты опытов 16-21). Для оценки этого влияния были построены зависимости (рис. 4.12) прироста накопленной за цикл обработки забоя повреждаемости в элементах трансмиссии исполнительного органа от объема разрушенной породы при различных прочностях породы и режимных параметрах. Графики построены для показателя степени кривой усталости 3 (рис. 4.12, а) и 6 (рис. 4.12, б) при пропорциональном и равномерном износе резцов. Базовыми принимались значения накопленной повреждаемости при работе с острыми резцами. Анализ полученных зависимостей показал, что при пропорциональном износе резцов, в отличие от равномерного, прирост накопленной за цикл повреждаемости имеет степенную зависимость от объема разрушенной породы. При этом накопленная повреждаемость растет более интенсивно - до 1,7 раз при 3m и до 2,3 раз при 6m (в рассмотренных диапазонах изменения объема разрушенной породы).
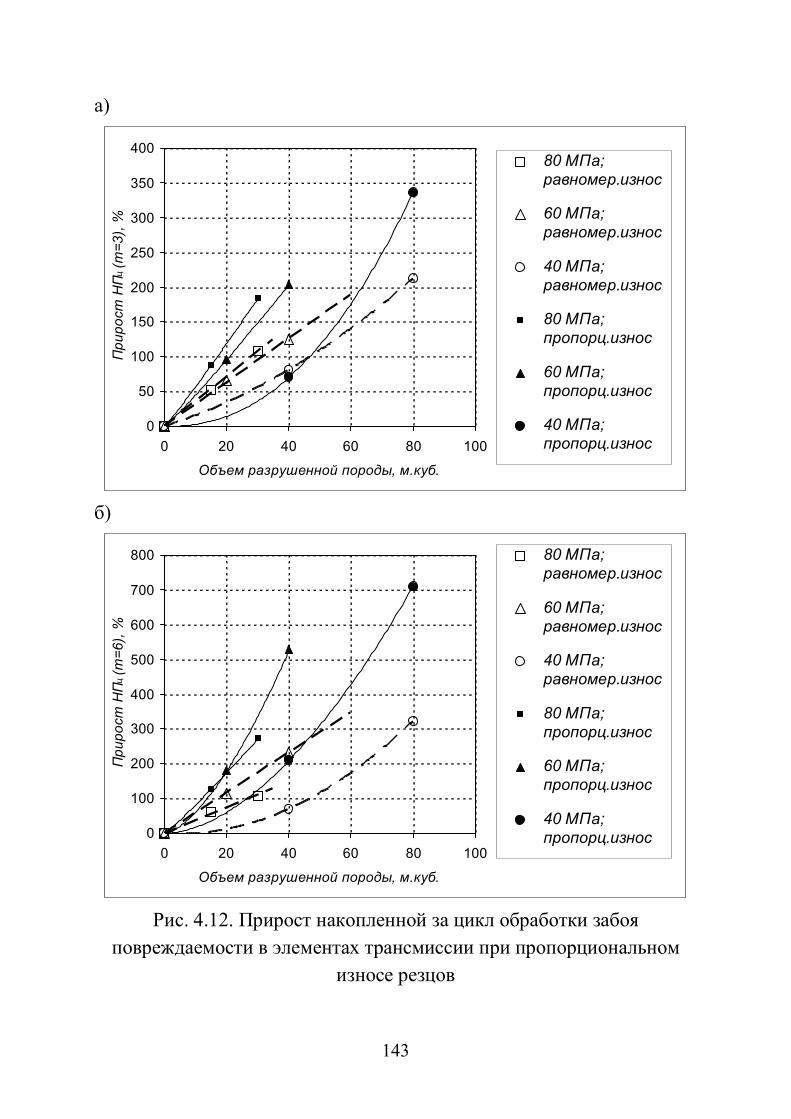
143
а)
0
50
100
150
200
250
300
350
400
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
При
рост
НПц
(m=3
), %
80 МПа;равномер.износ
60 МПа;равномер.износ
40 МПа;равномер.износ
80 МПа;пропорц.износ
60 МПа;пропорц.износ
40 МПа;пропорц.износ
б)
0
100
200
300
400
500
600
700
800
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
При
рост
НПц
(m=6
), %
80 МПа;равномер.износ
60 МПа;равномер.износ
40 МПа;равномер.износ
80 МПа;пропорц.износ
60 МПа;пропорц.износ
40 МПа;пропорц.износ
Рис. 4.12. Прирост накопленной за цикл обработки забоя
повреждаемости в элементах трансмиссии при пропорциональном износе резцов
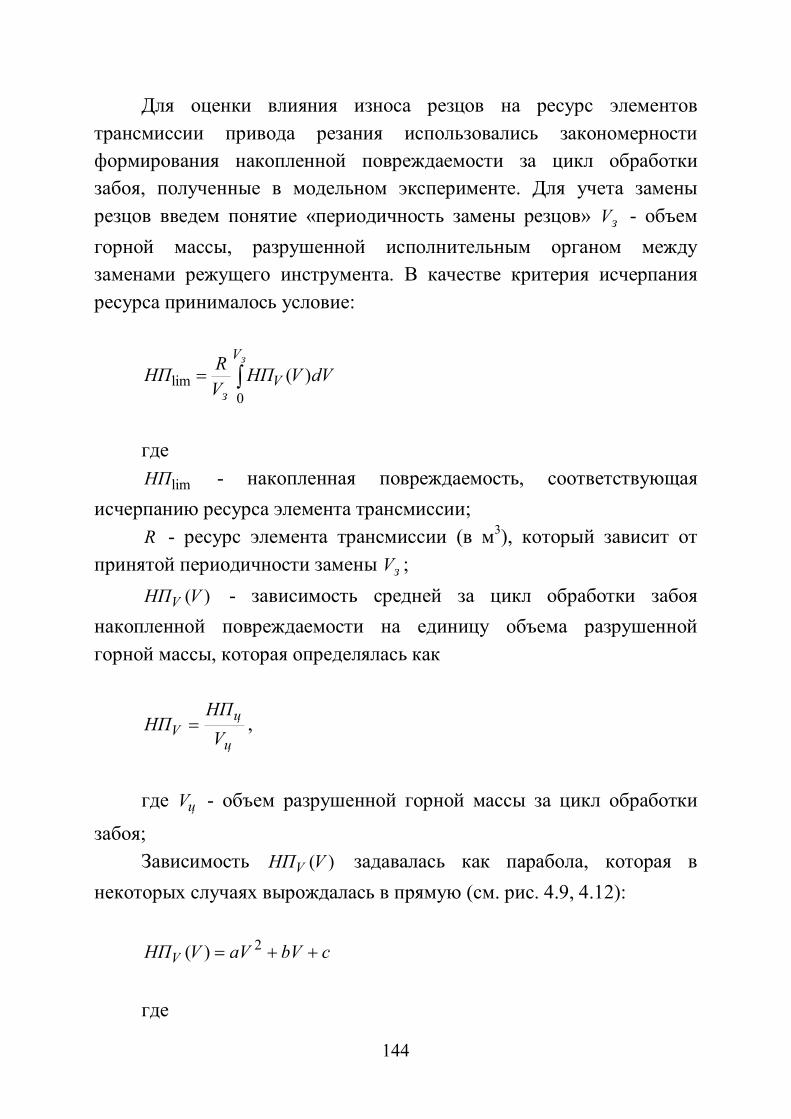
144
Для оценки влияния износа резцов на ресурс элементов трансмиссии привода резания использовались закономерности формирования накопленной повреждаемости за цикл обработки забоя, полученные в модельном эксперименте. Для учета замены резцов введем понятие «периодичность замены резцов» зV - объем горной массы, разрушенной исполнительным органом между заменами режущего инструмента. В качестве критерия исчерпания ресурса принималось условие:
зV
Vз
dVVНПVRНП
0lim )(
где
limНП - накопленная повреждаемость, соответствующая исчерпанию ресурса элемента трансмиссии;
R - ресурс элемента трансмиссии (в м3), который зависит от принятой периодичности замены зV ;
)(VНПV - зависимость средней за цикл обработки забоя накопленной повреждаемости на единицу объема разрушенной горной массы, которая определялась как
ц
цV V
НПНП ,
где цV - объем разрушенной горной массы за цикл обработки
забоя; Зависимость )(VНПV задавалась как парабола, которая в
некоторых случаях вырождалась в прямую (см. рис. 4.9, 4.12):
cbVaVVНПV 2)( где

145
cba ,, - коэффициенты регрессии. После преобразований была получена формула для оценки
ресурса элементов трансмиссии:
cVbVaНПR
зз
232
lim .
Непосредственный расчет величины ресурса затруднителен
ввиду того, что значение предельной накопленной повреждаемости limНП зависит от конструкции и свойств материала рассматриваемого
элемента трансмиссии. Поэтому для оценки принимаем относительный ресурс:
cVbVa
cVbVa
RR
зз
зз
23
232
020
0,
где
0R - ресурс элемента трансмиссии (в м3), соответствующий базовой периодичности замены 0зV . В качестве 0зV был принят объем породы, соответствующий приросту средних за цикл удельных энергозатрат разрушения забоя на 20%.
С использованием полученной зависимости были построены
графики относительного ресурса 0R
R от периодичности замены
режущего инструмента зV для случая равномерного износа резцов (рис. 4.13) для показателей степени кривой усталости 3m и 6m . Графики построены для различных временных сопротивлений одноосному сжатию пород, при этом соответствующие базовые периодичности замен принимались: 3
)40(0 20мVз при МПасж 40 ; 3
)60(0 15мVз при МПасж 60 ; 3)80(0 8мVз при МПасж 80 . Была
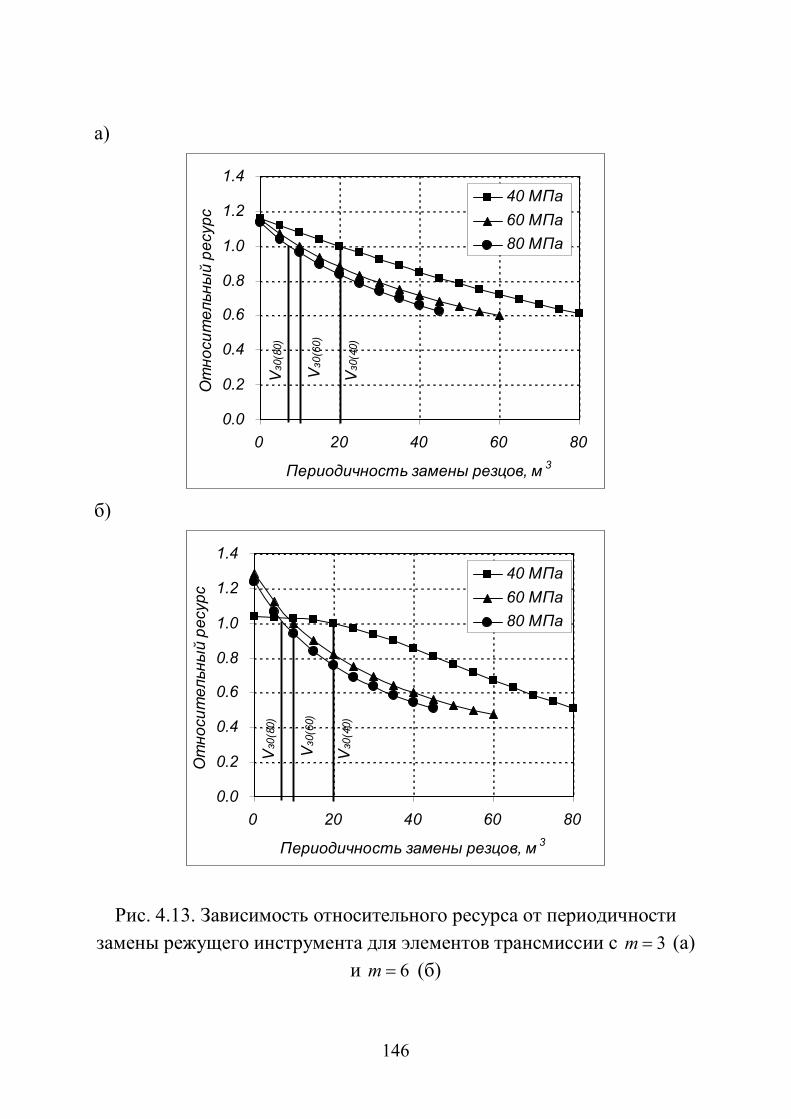
146
а)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0 20 40 60 80
Периодичность замены резцов, м 3
От
носи
тел
ьны
й ре
сурс
40 МПа60 МПа80 МПа
Vз0
(80)
Vз0
(60)
Vз0
(40)
б)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0 20 40 60 80
Периодичность замены резцов, м 3
От
носи
тел
ьны
й ре
сурс
40 МПа60 МПа80 МПа
Vз0
(80)
Vз0
(60)
Vз0
(40)
Рис. 4.13. Зависимость относительного ресурса от периодичности замены режущего инструмента для элементов трансмиссии с 3m (а)
и 6m (б)
147
принята схема обработки забоя с режимными параметрами мHмB 4,0;2,0 . Анализ полученных зависимостей показал:
1. При линейной зависимости )(VНПV ресурс гиперболически снижается с увеличением периодичности замены резцов (кривые для
МПаисж 8060 ). В этом случае более частая замена резцов позволяет повысить ресурс элементов трансмиссии не более чем на 20-30%.2. При степенной зависимости )(VНПV (кривые для
МПасж 40 ) на зависимости ресурса условно можно выделить два участка: на первом ресурс с увеличением периодичности замены резцов снижается менее интенсивно, на втором - более. Эта закономерность проявляется тем больше, чем сильнее зависимость
)(VНПV отличается от прямой. В этом случае более частая замена резцов может не приводить к заметному повышению ресурса элементов трансмиссии (кривая для МПасж 40 на рис. 4.13, б).
3. При предельной периодичности замен резцов, соответствующей росту удельных энергозатрат разрушения забоя в 2 раза, снижение ресурса элементов трансмиссии составит 40-60%.
Таким образом, износ режущего инструмента существенно влияет на ресурс элементов трансмиссии привода резания, что требует учета при обосновании стратегии замены изношенных резцов ввиду возможности более частых ремонтных работ, что обусловит снижение темпов проведения выработок.
4.5 Оценка влияния износа резцов на точность диагностирования их поломок
Как было показано в разделе 3, диагностирование поломок отдельных резцов может быть выполнено на основе анализа величины 12k - отношения коэффициентов спектрального разложения, соответствующих частоте вращения коронки и ее удвоенному значению. При этом показано, что критерием выявления поломки
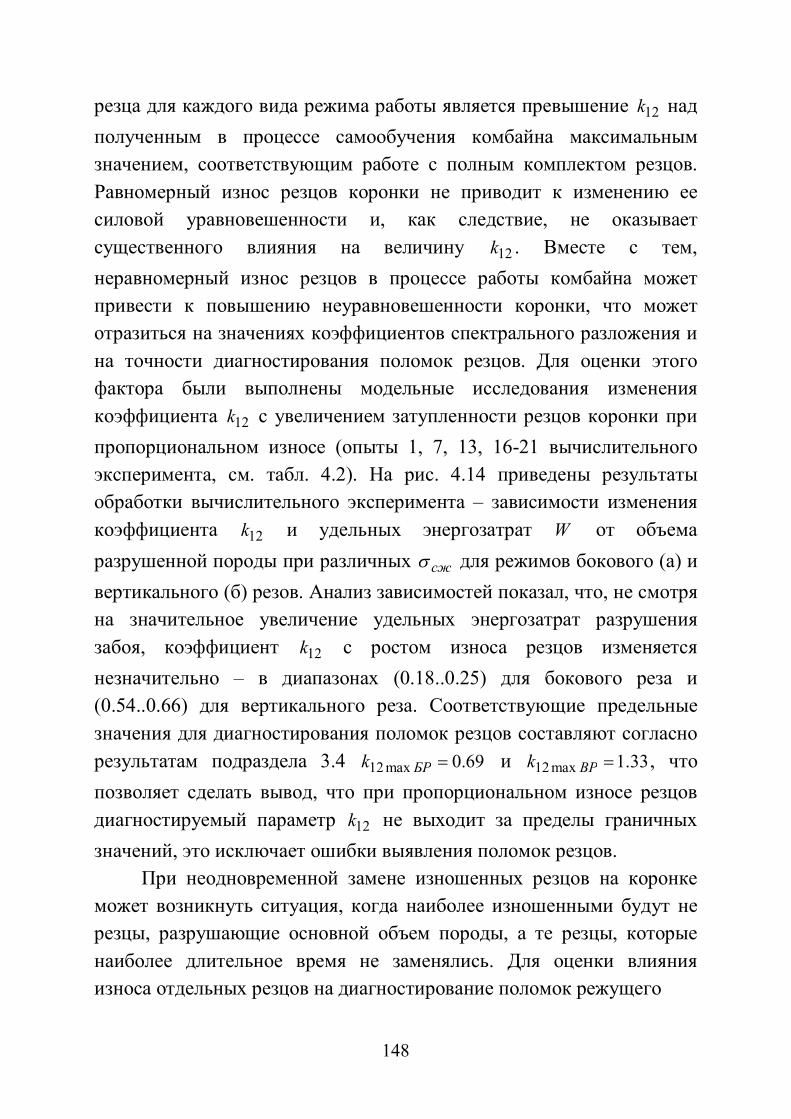
148
резца для каждого вида режима работы является превышение 12k над полученным в процессе самообучения комбайна максимальным значением, соответствующим работе с полным комплектом резцов. Равномерный износ резцов коронки не приводит к изменению ее силовой уравновешенности и, как следствие, не оказывает существенного влияния на величину 12k . Вместе с тем, неравномерный износ резцов в процессе работы комбайна может привести к повышению неуравновешенности коронки, что может отразиться на значениях коэффициентов спектрального разложения и на точности диагностирования поломок резцов. Для оценки этого фактора были выполнены модельные исследования изменения коэффициента 12k с увеличением затупленности резцов коронки при пропорциональном износе (опыты 1, 7, 13, 16-21 вычислительного эксперимента, см. табл. 4.2). На рис. 4.14 приведены результаты обработки вычислительного эксперимента – зависимости изменения коэффициента 12k и удельных энергозатрат W от объема разрушенной породы при различных сж для режимов бокового (а) и вертикального (б) резов. Анализ зависимостей показал, что, не смотря на значительное увеличение удельных энергозатрат разрушения забоя, коэффициент 12k с ростом износа резцов изменяется незначительно – в диапазонах (0.18..0.25) для бокового реза и (0.54..0.66) для вертикального реза. Соответствующие предельные значения для диагностирования поломок резцов составляют согласно результатам подраздела 3.4 69.0max12 БРk и 33.1max12 ВРk , что позволяет сделать вывод, что при пропорциональном износе резцов диагностируемый параметр 12k не выходит за пределы граничных значений, это исключает ошибки выявления поломок резцов.
При неодновременной замене изношенных резцов на коронке может возникнуть ситуация, когда наиболее изношенными будут не резцы, разрушающие основной объем породы, а те резцы, которые наиболее длительное время не заменялись. Для оценки влияния износа отдельных резцов на диагностирование поломок режущего
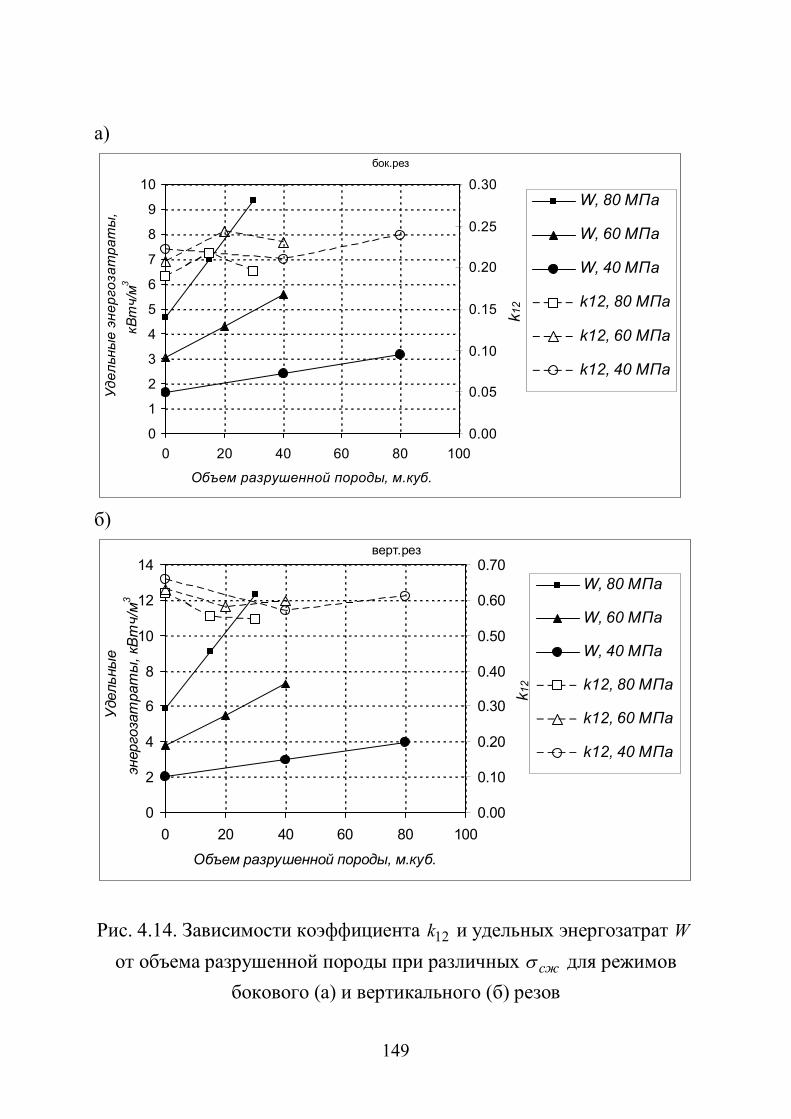
149
а)
бок.рез
0
1
2
3
4
5
6
7
8
9
10
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
Удел
ьны
е эн
ерго
зат
рат
ы,
кВт
ч/м3
0.00
0.05
0.10
0.15
0.20
0.25
0.30
k 12
W, 80 МПа
W, 60 МПа
W, 40 МПа
k12, 80 МПа
k12, 60 МПа
k12, 40 МПа
б)
верт.рез
0
2
4
6
8
10
12
14
0 20 40 60 80 100
Объем разрушенной породы, м.куб.
Уде
льны
е эн
ерго
зат
рат
ы, к
Вт
ч/м
3
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
k 12
W, 80 МПа
W, 60 МПа
W, 40 МПа
k12, 80 МПа
k12, 60 МПа
k12, 40 МПа
Рис. 4.14. Зависимости коэффициента 12k и удельных энергозатрат W от объема разрушенной породы при различных сж для режимов
бокового (а) и вертикального (б) резов

150
инструмента использовались результаты опытов 22-32 вычислительного эксперимента (см. табл. 4.2). С учетом того, что в линии резания у коронки комбайна КПД находятся 2 резца, одинаковый износ этих резцов должен был привести к изменению коэффициента 2k спектрального разложения, соответствующего гармонике удвоенной частоты вращения коронки, при неизменном коэффициенте 1k . Как следствие, износ резцов в линии резания мог повлиять на значение диагностируемой величины 12k . На рис. 4.15 построены диаграммы изменения коэффициента 12k в зависимости от номера линии резания, в которой находятся изношенные резцы, для режимов бокового реза (а) и вертикального реза (б) при сж =60 МПа, В=200 мм и Н =400 мм. Анализ диаграмм показал, что коэффициент
12k изменяется в диапазонах (0.11..0.28) для бокового реза и (0.11..0.39) для вертикального реза и не выходит за предельные значения для диагностирования поломок резцов 69.0max12 БРk и
33.1max12 ВРk . Также были рассмотрены случаи работы коронки с одним
изношенным резцом при его нахождении в различных линиях резания. Остальные резцы принимались острыми. Такое состояние коронки приводит к изменению ее силовой уравновешенности и должно приводить к увеличению коэффициента 1k спектрального разложения (см. подраздел 3.4), соответствующего гармонике на частоте вращения коронки. Результаты моделирования работы коронки с одним изношенным резцом показали, что в зависимости от степени износа и номера линии резания, в которой находится резец, величина 12k может превышать граничные значения max12k . В качестве примера в табл. 4.4 приведено влияние затупленности одного из резцов в 7-й и 11-й линиях резания на характеристики рабочего процесса комбайна. Как видно из таблицы, с учетом приведенных выше предельных значений max12k , износ резца в 11-й линии резания ( 21.012 БРk и 85.012 ВРk ) не приведет к ошибочному диагностированию поломки резца, тогда как износ резца в 7-й линии
151
а) боковой рез
0.00
0.05
0.10
0.15
0.20
0.25
0.30
5 6 7 8 9 10 11 12 13 14 15Номер линии резания с изношенными резцами
k 12
б)
вертикальный рез
0.000.050.100.150.200.250.300.350.400.45
5 6 7 8 9 10 11 12 13 14 15Номер линии резания с изношенными резцами
k 12
Рис. 4.15. Диаграммы изменения коэффициента 12k в зависимости от
номера линии резания с изношенными резцами для режимов бокового (а) и вертикального (б) резов
резания ( 76.012 БРk и 53.012 ВРk ) приведет к сообщению системы диагностики состояния коронки комбайна о поломке резца в режиме бокового реза. Как показывает анализ относительного изменения накопленной за цикл обработки забоя повреждаемости в элементах трансмиссии привода резания, по влиянию на ресурс комбайна

152
рассмотренное состояние коронки с изношенным единичным резцом в 7-й линии резания сравнимо с работой с поломанным резцом. Поэтому вопрос о необходимости замены изношенного резца в подобных случаях должен рассматриваться согласно стратегии замены поломанных резцов по величине 12k (см. раздел 5).
Таблица 4.4 – Влияние затупленности одного из резцов на характеристики рабочего процесса комбайна
Боковой рез Вертикальный рез За цикл
Зату
плен
ный
резе
ц в
лини
и но
мер
V, м3 пбрV ,
м/мин брР ,
кВт
брW ,
кВтч/м3
k12 пврV ,
м/ мин
врР ,
кВт
врW ,
кВтч/м3
k12 срW ,
кВтч/ м3
НПЦ/ НПЦ0 (m=3)
НПЦ/ НПЦ0 (m=6)
-* 0 6.0 89 3.03 0.21 3.3 109 3.80 0.63 3.34 1 1 7 40 6.0 100 3.41 0.76 3.3 111 3.86 0.53 3.59 1.45 3.69
11 40 6.0 89 3.04 0.21 3.3 111 3.88 0.85 3.37 1.06 1.22 *все резцы острые
Таким образом, при наиболее характерных случаях технического состояния резцов на коронке (равномерный, пропорциональный износ, одинаковый износ парных резцов в линиях резания) износ резцов не оказывает существенного влияния на величину отношения 12k коэффициентов спектрального разложения, соответствующих частоте вращения коронки и ее удвоенному значению, что позволяет однозначно диагностировать поломки резцов по этому показателю. Исключение составляют случаи существенного износа единичных резцов на коронке, которые по степени влияния на ресурс элементов трансмиссии привода резания сравнимы с работой с поломанным резцом. Вопрос о необходимости замены изношенного резца в подобных случаях должен рассматриваться согласно стратегии замены поломанных резцов.

153
4.6 Выводы по разделу 4 1. Экспериментально установлена линейная регрессионная
зависимость удельных энергозатрат за цикл обработки забоя от объема разрушенной горной массы V ( 3м ) вида VKWW V 0 . В условиях проходки комбайном КПД вентиляционного штрека северной коренной лавы пласта l1
2 АП «Шахта «Белицкая» ГП «Добропольеуголь» получены значения коэффициентов регрессии
;/)008,0061,0( 6мкВтчKV 30 /)13,049,3( мкВтчW и установлено,
что прирост удельных энергозатрат, обусловленный затуплением рабочего инструмента, составлял между заменами инструмента не менее чем 20%. Теоретически показано, что для крепких пород имеет место более интенсивный рост средних за цикл обработки забоя удельных энергозатрат в зависимости от объема разрушенной породы.
2. Существенное влияние на эффективность работы проходческого комбайна оказывает стратегия замены изношенного режущего инструмента – для групп резцов по мере затупления или одновременная для всех резцов на коронках. Во втором случае негативное влияние износа на производительность разрушения забоя и ресурс элементов трансмиссии привода резания исполнительного органа усиливается. Это объясняется неравномерным распределением объема разрушаемой породы между линиями резания коронки, что ускоряет износ групп резцов, которые в наибольшей мере формируют нагруженность исполнительного органа.
3. Теоретическая производительность комбайна по мере разрушения забоя из-за затупления резцов падает по гиперболическому закону. Наиболее интенсивное снижение производительности наблюдается сразу после замены режущего инструмента. Для обеспечения производительности комбайна на высоком уровне необходима достаточно частая замена режущего инструмента. Однако, с учетом затрат времени на замену резцов эффект может оказаться обратным, что требует при разработки стратегии замены решения задачи оптимизации по критерию
154
максимума технической производительности или темпа проходки выработки.
4. Накопленная в элементах трансмиссии привода резания повреждаемость за цикл обработки забоя возрастает с увеличением объема разрушенной породы по степенной зависимости )(VНПV , которая в частных случаях вырождается в линейную зависимость.
5. Износ режущего инструмента и принятая периодичность его замены существенно влияет на ресурс элементов трансмиссии привода резания:
при линейной функции )(VНПV ресурс гиперболически снижается с увеличением периодичности замены резцов. В этом случае более частая замена резцов по сравнению с принятой на практике позволяет повысить ресурс элементов трансмиссии не более чем на 20-30%;
при степенной функции )(VНПV ресурс с увеличением периодичности замены резцов снижается сначала менее интенсивно, затем - более. Эта закономерность проявляется тем больше, чем сильнее зависимость )(VНПV отличается от прямой. В этом случае более частая замена резцов может не приводить к заметному повышению ресурса;
при предельной периодичности замены резцов, соответствующей росту удельных энергозатрат разрушения забоя в 2 раза, снижение ресурса элементов трансмиссии составит 40-60%.
6. Диагностируемым параметром при обосновании необходимости замен изношенного режущего инструмента является не абсолютная величина износа отдельных резцов, а интегральный показатель, учитывающий их вклад в формирование нагруженности исполнительного органа комбайна в целом – удельные энергозатраты и (или) накопленная повреждаемость за цикл обработки забоя.
7. Износ режущего инструмента (для характерных случаев технического состояния коронки) не оказывает влияния на точность диагностирования его поломок: коэффициент 12k при износе резцов для бокового и вертикального резов не выходит за предельные

155
значения. Исключение составляют случаи существенного износа единичных резцов на коронке, которые по степени влияния на ресурс элементов трансмиссии привода резания сравнимы с работой с поломанным резцом. Вопрос о необходимости замены изношенного резца в подобных случаях должен рассматриваться согласно стратегии замены поломанных резцов.
156
5 РАЗРАБОТКА СИСТЕМЫ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РЕЗЦОВОГО
ИСПОЛНИТЕЛЬНОГО ОРГАНА Как показали выполненные исследования, техническое
состояние режущего инструмента на корончатом исполнительном органе проходческого комбайна существенно влияет на удельные энергозатраты разрушения забоя, теоретическую производительность и ресурс привода исполнительного органа машины. Показана возможность косвенного диагностирования степени износа режущего инструмента и поломок отдельных резцов путем анализа непрерывной регистрации тока двигателя привода исполнительного органа. Это позволяет разработать средства технической диагностики состояния резцового органа, эффективное применение которых возможно лишь на основе научно обоснованной стратегии технического обслуживания. Разработка этой стратегии является задачей оптимизации, решение которой требует обоснования целевой функции, переменных проектирования и ограничений на их значения.
5.1 Математическая модель оптимизации технического обслуживания резцового исполнительного органа
Задача оптимизации в общем виде [37] может быть сформулирована следующим образом: найти оптимальные значения переменных проектирования, при которых целевая функция качества достигает наилучшего показателя при использовании проходческого комбайна в заданной области горно-геологических условий эксплуатации с учетом ограничивающих факторов на возможные значения переменных проектирования.
В формализованном виде модель оптимизации технического обслуживания резцового исполнительного органа имеет вид:

157
,N1, = ,N1, = 0,)C ,X( g
R
C ,RX
)C ,X(Kmax =)C ,XK(
:которых при )1,(nXНайти
k21
iinx
nx
on
on
ki
kkk
n
XXXX
N
(5.1)
где
onX - n-тое оптимальное значение вектора параметров;
nN - число оптимальных решений;
)C ,XK( - целевая функция - месячный темп проходки выработки;
},{X maxWVз - вектор переменных проектирования – параметров, оптимальные значения которых должны быть найдены в процессе оптимизации;
уC{C , пкC , WC , трC } - вектор постоянных проектирования,
значения составляющих которого не меняются в процессе оптимизации;
уC - условия работы комбайна;
пкC - параметры комбайна;
WC - параметры зависимости средних за цикл удельных энергозатрат от объема разрушаемой породы;
трC - параметры принятой технологии работ; nxR - пространство проектирования, представляющее собой
множество возможных (с учетом ограничивающих факторов) значений вектора переменных проектирования, из которых надлежит выбрать оптимальные значения. Это пространство задается в виде

158
функций ограничения )C ,Xg( количество которых определяется факторами, ограничивающими возможные значения параметров проектирования.
)C ,X(gi - i-тая функция ограничения пространства проектирования ( iN - число функций ограничения).
kk 21 X ,X - минимальное и максимальное возможные значения k-й составляющей вектора переменных проектирования;
kN - число ограниченных компонент вектора .X Основной задачей при разработке математической модели
оптимизации является корректное задание целевой функции, которая должна достаточно точно отражать связь переменных проектирования с критериями качества машины. Как показали исследования, техническое состояние режущего инструмента оказывает существенное влияние на основные критерии эффективности проходческого комбайна - теоретическую производительность и ресурс. Эти критерии являются противоречивыми, однако как это показано в работе [87], могут быть приведены к единому показателю – месячный темп проходки выработки. Этот показатель учитывает как положительный эффект от роста теоретической производительности машины, так и отрицательное влияние простоев, связанных с текущими и капитальными ремонтами комбайна.
Средний месячный темп проходки выработки с учетом монтажно-демонтажных операций может быть выражен зависимостью
,
RLSkТТ
VL
LnV
sм-дпв
сут
рдмес
(5.2)
где

159
рдn - число рабочих дней в месяце (здесь и далее принято
25рдn );
L - проектная длина выработки, м; сутV - суточный темп проходки выработки, м/сут;
пвТ - время подготовки выработки к монтажу комбайна, сут;
д-мТ - длительность монтажа/демонтажа проходческого комбайна, сут;
S - сечение выработки в проходке без перебора, м2;
Sk - коэффициент перебора породы по контуру выработки, учитывающий превышение размера обрабатываемого сечения по сравнению с требуемым;
R - ресурс комбайна, м3.
В приведенной формуле величина R
LSks отражает количество
капитальных ремонтов комбайна, связанных с исчерпанием его ресурса, за время проходки выработки длиной L , отнесенное к 1 месяцу работы комбайна.
Суточный темп проходки выработки определяется зависимостью:
,s
pтсут Sk
TQV (5.3)
где
тQ - теоретическая производительность разрушения забоя исполнительным органом комбайна, м3/мин;
pT - время работы комбайна по разрушению забоя в течение
суток, мин/сут; эта величина может быть выражена
,пмзикрунсуторгр TTTTTkТ (5.4)
160
где оргk - коэффициент, учитывающий простои комбайна из-за
несовершенства организации работ; сутT - суточное плановое время работы по проходке выработки
комбайном, мин/сут; унT - время на устранение отказов в течение суток без учета
замены режущего инструмента, мин/сут; крT - суточные затраты времени на установку крепи в течение
рабочих смен, не совмещенные с разрушением забоя, мин/сут; зиT - суточные затраты времени на замену изношенного
режущего инструмента в течение рабочих смен, не совмещенные с разрушением забоя, мин/сут;
пмT - суточные затраты времени на подачу и маневрирование комбайна в течение рабочих смен, не совмещенные с разрушением забоя, мин/сут.
Суточные, не совмещенные с работой исполнительного органа, затраты времени могут быть рассчитаны по формулам:
)1( гpун kTT ;
суткрепкр VT ; (5.5)
сутманпм VT ,
где
гk - коэффициент готовности комбайна, рассчитанный без учета замен режущего инструмента;
креп , ман - удельные затраты времени: на крепление кровли (на
метр проходки, мин/м) и на маневры комбайна (на метр проходки, мин/м).
Суточные затраты времени на замену резцов
161
,0 зррзз
sсутзи q
VSkV
T (5.6)
где
0 - длительность подготовительно-заключительных операций за 1 замену резцов (остановка и блокировка привода, отгон комбайна от забоя, осмотр и контроль износа резцов, разблокировка привода и установка комбайна в рабочее положение), мин;
зV - периодичность замены резцов (см. раздел 4), м3;
зр - удельные затраты времени на замену резца, мин/шт.;
рзq - количество заменяемых резцов во время одной замены, шт.
Количество заменяемых резцов при их замене в случае предельного износа традиционно связывается с объемом разрушаемой породы, ее крепостью и абразивностью. Вместе с тем, как это показано в разделе 4, износ резцов приводит к линейному росту удельной энергоемкости разрушения забоя, снижению производительности и ресурса комбайна. Поэтому, возможно, более эффективной в результате оптимизации окажется упреждающая замена резцов до достижения ими предельного состояния. При этом критерием необходимости замены резцов будет достижение средними за цикл разрушения забоя удельными энергозатратами W (кВтч/м3) предельной величины maxW , в результате чего их зависимость от разрушенного объема породы будет иметь вид, показанный на рис. 5.1. В идеальном случае график имеет вид кривой 1. После замены всех резцов на коронке удельные энергозатраты минимальны и составляют 0W . По достижении удельными энергозатратами предельной величины maxW часть наиболее изношенных резцов заменяют новыми, в результате чего энергоемкость падает до величины minW . При этом количество заменяемых резцов может быть оценено по зависимости
,0max
minmaxWW
WWKnq зрpрз
(5.7)
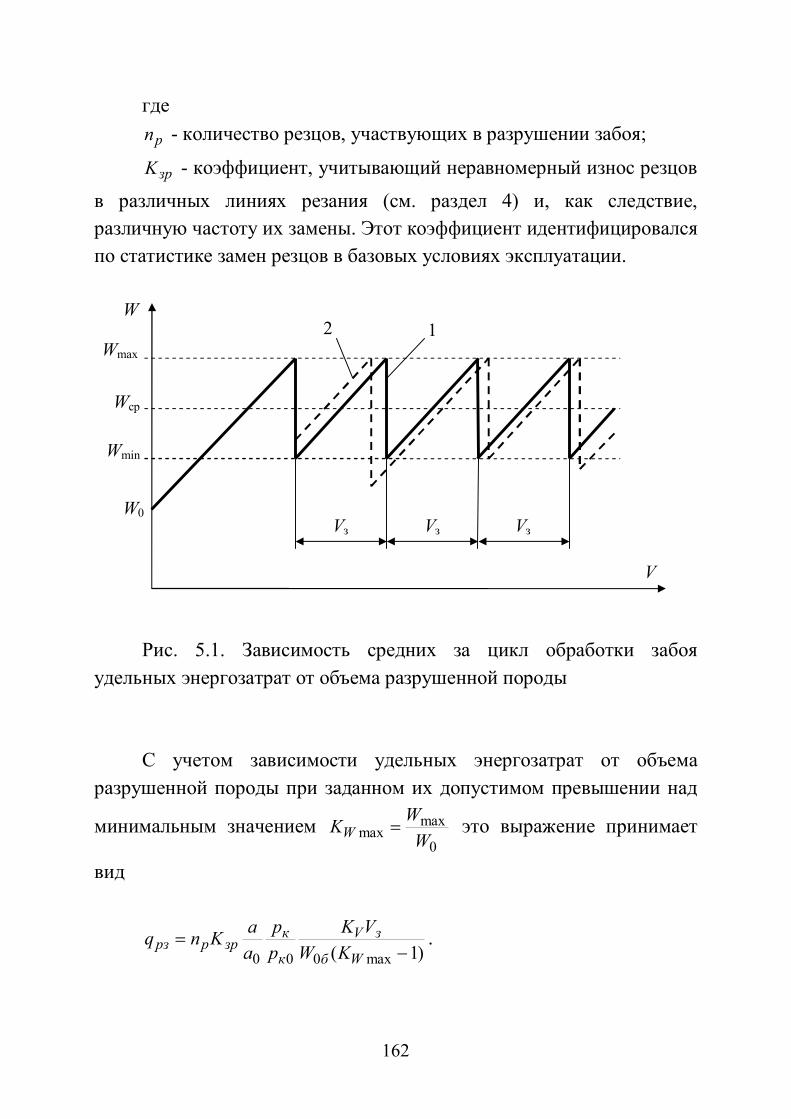
162
где pn - количество резцов, участвующих в разрушении забоя;
зрK - коэффициент, учитывающий неравномерный износ резцов
в различных линиях резания (см. раздел 4) и, как следствие, различную частоту их замены. Этот коэффициент идентифицировался по статистике замен резцов в базовых условиях эксплуатации.
Рис. 5.1. Зависимость средних за цикл обработки забоя
удельных энергозатрат от объема разрушенной породы С учетом зависимости удельных энергозатрат от объема
разрушенной породы при заданном их допустимом превышении над
минимальным значением 0
maxmax W
WKW это выражение принимает
вид
)1( max000
Wб
зV
к
кзрpрз KW
VKpp
aaKnq .
2 1 Wmax
Wmin
Wср
W0
W
V
Vз Vз Vз
163
В первую очередь должны обследоваться и заменяться резцы, дающие основной вклад в энергоемкость разрушения забоя. Резцы заменяются с заданной периодичностью зV либо (предпочтительно) по достижении предельной энергоемкости. Неравномерный износ резцов приводит к отклонениям фактической зависимости энергозатрат (рис. 5.1, линия 2) от теоретической (линия 1), однако средний уровень удельных энергозатрат срW остается неизменным.
Теоретическая производительность разрушения забоя (м3/мин) может быть выражена зависимостью
,60 ср
иPномт W
kPQ (5.8)
где
номP - номинальная мощность привода исполнительного органа, кВт;
иPk - коэффициент использования мощности привода. С использованием полученной в разделе 4 регрессионной
зависимости удельных энергозатрат от разрушенного объема породы
VK
pp
aaW
ppW V
к
к
к
к
000
0 была получена зависимость для оценки
средних энергозатрат разрушения забоя
,22 00
max00
maxmin
з
Vк
кWб
к
ксp
VKaa
ppKW
ppWWW
(5.9) где
кp , 0кp - средняя контактная прочность: для рассматриваемого и базового (экспериментального) забоя;
a , 0a - средняя абразивность: для рассматриваемого и базового (экспериментального) забоя;

164
VK - коэффициент линейной регрессии. Как это было показано в разделе 4, износ резцов приводит к
снижению долговечности привода комбайна. В результате коэффициент ресурс комбайна должен задаваться в функции от периодичности замены:
,0
0 зVRRRR (5.11)
где
зVRR0
- зависимость относительного ресурса от периодичности
замен резцов, полученная в разделе 4; 0R - ресурс комбайна при традиционном подходе к заменам
резцов. Коэффициент готовности комбайна
;1cут
унг Т
Тk (5.10)
где
сутT - длительность рабочего времени в сутки, час;
унТ - среднее время устранения отказов за сутки. Примем, что
оно изменяется пропорционально изменению ресурса
зунун VRRТТ0
0 ,
0унT - среднее время устранения отказов за сутки при
традиционном подходе к заменам резцов, )1( 00 гсутун kTT ;
0гk - коэффициент готовности комбайна при традиционном подходе к заменам резцов.
Таким образом, коэффициент готовности в зависимости от периодичности замены резцов может быть выражен:

165
з
гг VRR
kk0
0/11
.
На основании приведенных допущений модель расчета целевой
функции – месячного темпа проходки выработки имеет вид:
Здесь постоянные проектирования могут быть сгруппированы в
векторы:

166
Также в модель оптимизации следует включить ограничение на
количество заменяемых резцов:
рзр nq 0 .
Таким образом, решая задачу оптимизации, выраженную
математической моделью (5.1), можно получить рациональные значения периодичности замены, предельных удельных энергозатрат за цикл разрушения забоя, при достижении которых необходима замена резцов и количества заменяемых резцов.
5.2 Оптимизация наработки до замены режущего инструмента
Как было показано в разделе 4, существенное влияние на
эффективность работы проходческого комбайна оказывает стратегия замены изношенных резцов. Теоретическая производительность комбайна по мере разрушения забоя из-за затупления резцов падает по гиперболическому закону. Наиболее интенсивное снижение производительности наблюдается сразу после замены режущего инструмента. Чем больше периодичность замены, тем существеннее рост удельных энергозатрат и ниже производительность. Однако, с
167
учетом затрат времени на частую замену резцов повышение темпа проходки может быть не достигнуто. Кроме того, износ режущего инструмента и принятая периодичность его замены существенно влияет на ресурс элементов трансмиссии привода резания, что приводит к изменению коэффициента готовности комбайна и также сказывается на темпах проходки.
Разработанная в подразделе 5.1 математическая модель оптимизации технического обслуживания резцового исполнительного органа относится к задачам нелинейного математического программирования. Анализ модели осуществлялся в программной среде для реализации математических вычислений Mathcad с использованием метода наискорейшего спуска [108].
Целью модельных исследований являлось установление влияния стратегии технического обслуживания комбайна на темп проходки выработки в различных условиях эксплуатации проходческого комбайна КПД.
Оценка эффекта от оптимизации технического обслуживания резцового исполнительного органа осуществлялась в различных условиях эксплуатации комбайна:

168
Для исследования эффективности предлагаемой системы
технического обслуживания на базе разработанной модели были проведены исследования для следующих условий:
- разрушение породы средней ( МПаpк 320 ) и высокой ( МПаpк 800 ) крепости. При этом учитывалось изменение номинального ресурса комбайна по технической характеристике – 45 и 9 тыс. м3 соответственно;
- существующая в условиях шахты «Белицкая» организация работ ( 35,0оргk ) и высокоэффективная организация ( 8,0оргk ).
Пример оптимизации сервисного обслуживания для условий шахты «Белицкая» приведен на рис. 5.2. График на рис. 5.2, а отражает изменение месячного темпа проходки выработки от принятой периодичности замены резцов при различных значениях относительного прироста удельных энергозатрат за цикл разрушения забоя maxWK (сплошные кривые линии на графике). Для каждого
maxWK существует предельная периодичность замен, для которой выполняется ограничение по количеству заменяемых резцов (сплошные вертикальные линии на графике). Пунктирная огибающая линия показывает предельный месячный темп проходки, который может быть обеспечен в зависимости от периодичности замены резцов. Условия, принятые для расчетов, соответствовали условиям натурного эксперимента на шахте «Белицкая». Применяемая на
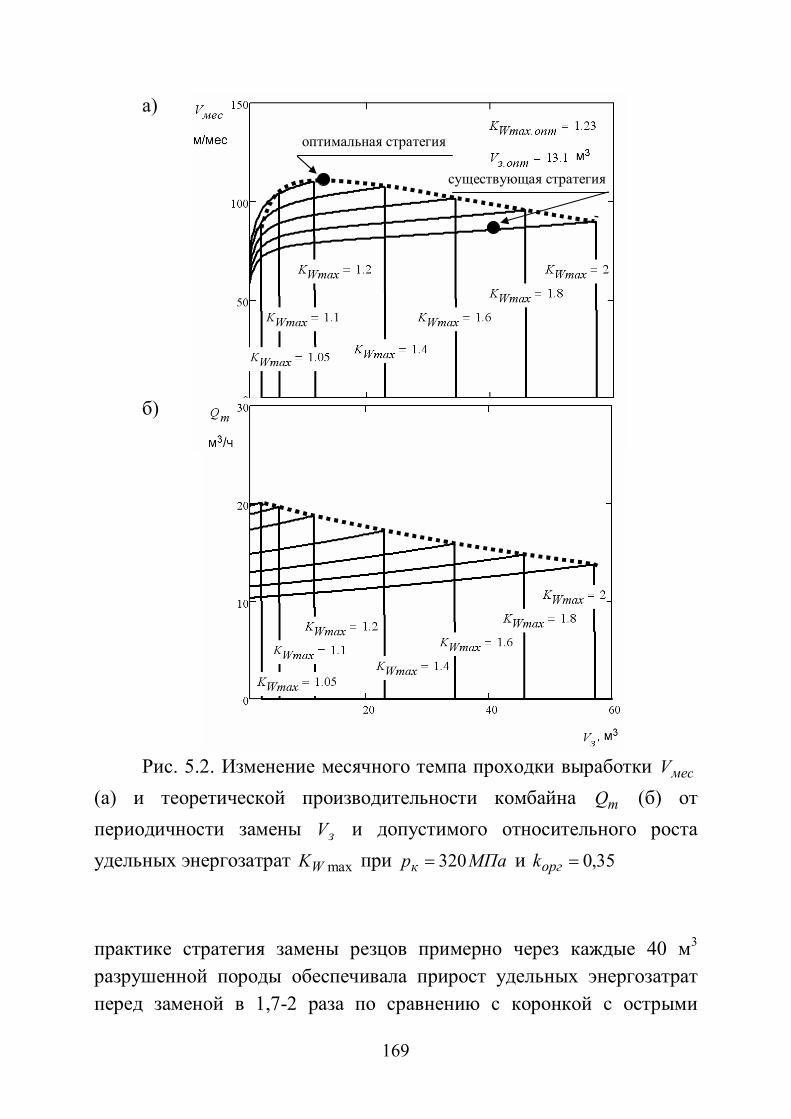
169
а) б) Рис. 5.2. Изменение месячного темпа проходки выработки месV
(а) и теоретической производительности комбайна тQ (б) от периодичности замены зV и допустимого относительного роста удельных энергозатрат maxWK при МПаpк 320 и 35,0оргk
практике стратегия замены резцов примерно через каждые 40 м3 разрушенной породы обеспечивала прирост удельных энергозатрат перед заменой в 1,7-2 раза по сравнению с коронкой с острыми
оптимальная стратегия
существующая стратегия
170
резцами обеспечивала месячный темп проходки 80-90 м/мес. Теоретическая производительность комбайна (рис. 5.2, б) при уменьшении периодичности замены резцов возрастает за счет снижения энергоемкости разрушения забоя при работе более острыми резцами. При этом снижение темпа проходки (рис. 5.2, а) в случае очень частых замен обусловлено увеличением потерь времени на замену резцов.
Полученная для условий шахты «Белицкая» оптимальная стратегия обслуживания предусматривает замену резцов через каждые 13 м3 разрушенной породы, при этом замена необходима при повышении удельных энергозатрат в 1,23 раза. Это позволяет повысить месячный темп проходки до 110 м/мес., то есть примерно на 30 %.
Изменение стратегии обслуживания коронки требует замены большего количества резцов (см. рис. 5.3). Так, принятая на шахте «Белицкая» стратегия требовала замены 63 резцов на тыс. м3 разрушенной породы. Оптимальная стратегия замены в этих условиях достигается при расходе резцов 274 шт./тыс.м3. Таким образом, предложенная оптимальная стратегия обслуживания обеспечивает существенный рост темпа проходки, но приводит к росту затрат на режущий инструмент. Это требует дополнительной оценки эффективности предлагаемой стратегии по экономическому критерию.
Экономическая эффективность проходческих работ выражается себестоимостью проведения 1 м выработки. Из всех затрат, формирующих себестоимость, большинство не зависит от стратегии замены резцов. Существенно изменяются такие компоненты как расходы на режущий инструмент, электроэнергию и амортизацию комбайна (вследствие изменения его срока службы). Эта составляющая себестоимости проходки выработки в расчете на 1 м3 разрушенной породы приближенно оценивалась по зависимости
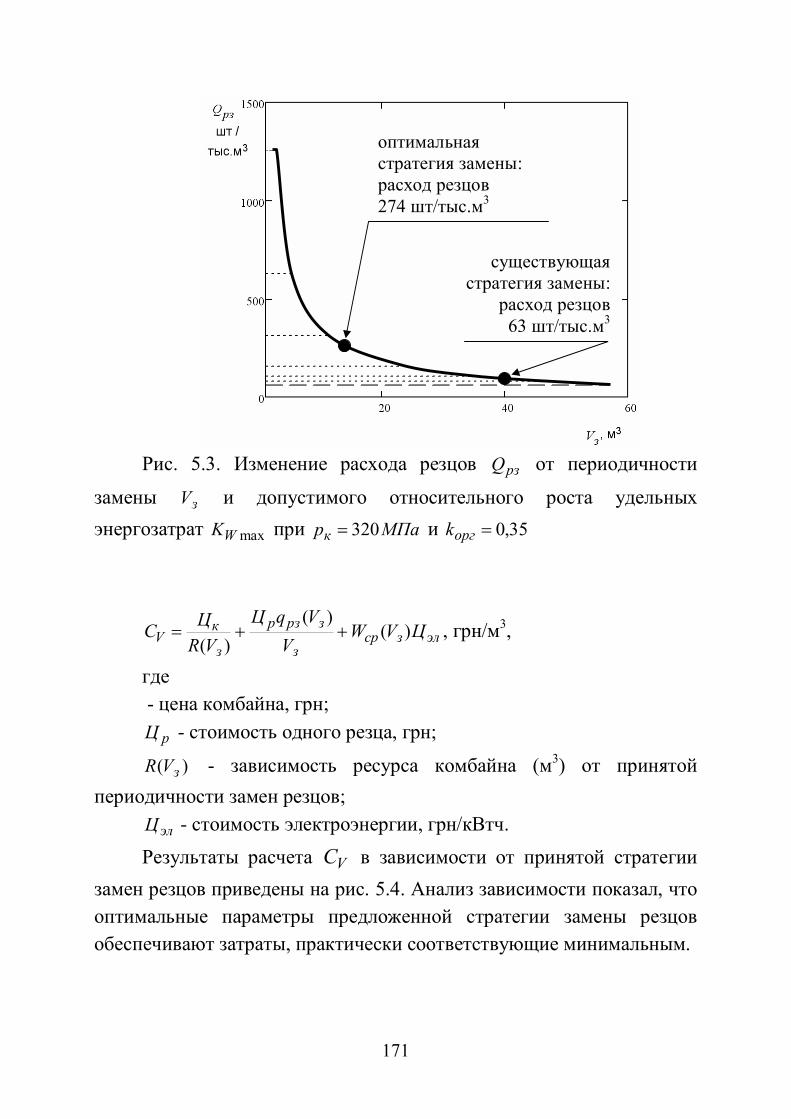
171
Рис. 5.3. Изменение расхода резцов рзQ от периодичности
замены зV и допустимого относительного роста удельных энергозатрат maxWK при МПаpк 320 и 35,0оргk
элзсрз
зpзр
з
кV ЦVW
VVqЦ
VRЦC )(
)()(
, грн/м3,
где - цена комбайна, грн;
рЦ - стоимость одного резца, грн;
)( зVR - зависимость ресурса комбайна (м3) от принятой периодичности замен резцов;
элЦ - стоимость электроэнергии, грн/кВтч. Результаты расчета VC в зависимости от принятой стратегии
замен резцов приведены на рис. 5.4. Анализ зависимости показал, что оптимальные параметры предложенной стратегии замены резцов обеспечивают затраты, практически соответствующие минимальным.
оптимальная стратегия замены: расход резцов 274 шт/тыс.м3
существующая стратегия замены:
расход резцов 63 шт/тыс.м3
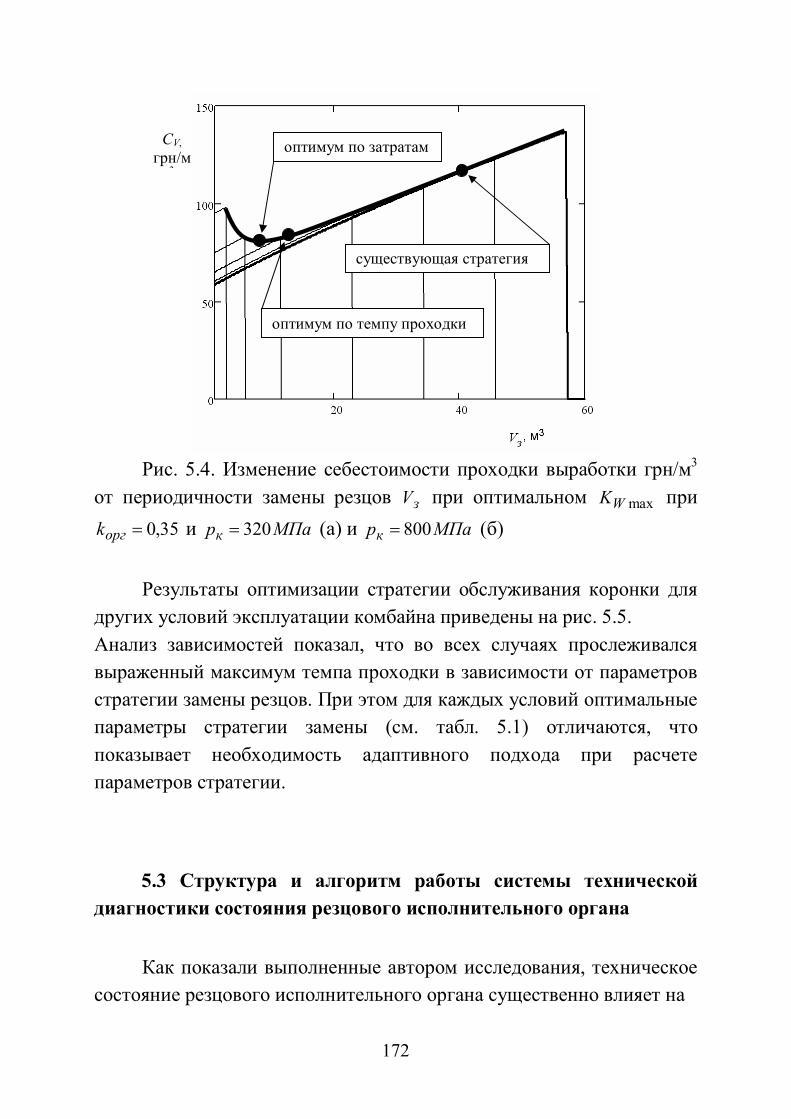
172
Рис. 5.4. Изменение себестоимости проходки выработки грн/м3
от периодичности замены резцов зV при оптимальном maxWK при 35,0оргk и МПаpк 320 (а) и МПаpк 800 (б)
Результаты оптимизации стратегии обслуживания коронки для
других условий эксплуатации комбайна приведены на рис. 5.5. Анализ зависимостей показал, что во всех случаях прослеживался выраженный максимум темпа проходки в зависимости от параметров стратегии замены резцов. При этом для каждых условий оптимальные параметры стратегии замены (см. табл. 5.1) отличаются, что показывает необходимость адаптивного подхода при расчете параметров стратегии.
5.3 Структура и алгоритм работы системы технической диагностики состояния резцового исполнительного органа
Как показали выполненные автором исследования, техническое
состояние резцового исполнительного органа существенно влияет на
оптимум по темпу проходки
оптимум по затратам СV, грн/м
3
существующая стратегия

173
а)
б)
в)
Рис. 5.5. Изменение месячного темпа проходки выработки месV
от периодичности замены зV и допустимого относительного роста удельных энергозатрат maxWK при МПаpк 800 и 35,0оргk (а);
МПаpк 320 и 8,0оргk (б); МПаpк 800 и 8,0оргk (в)
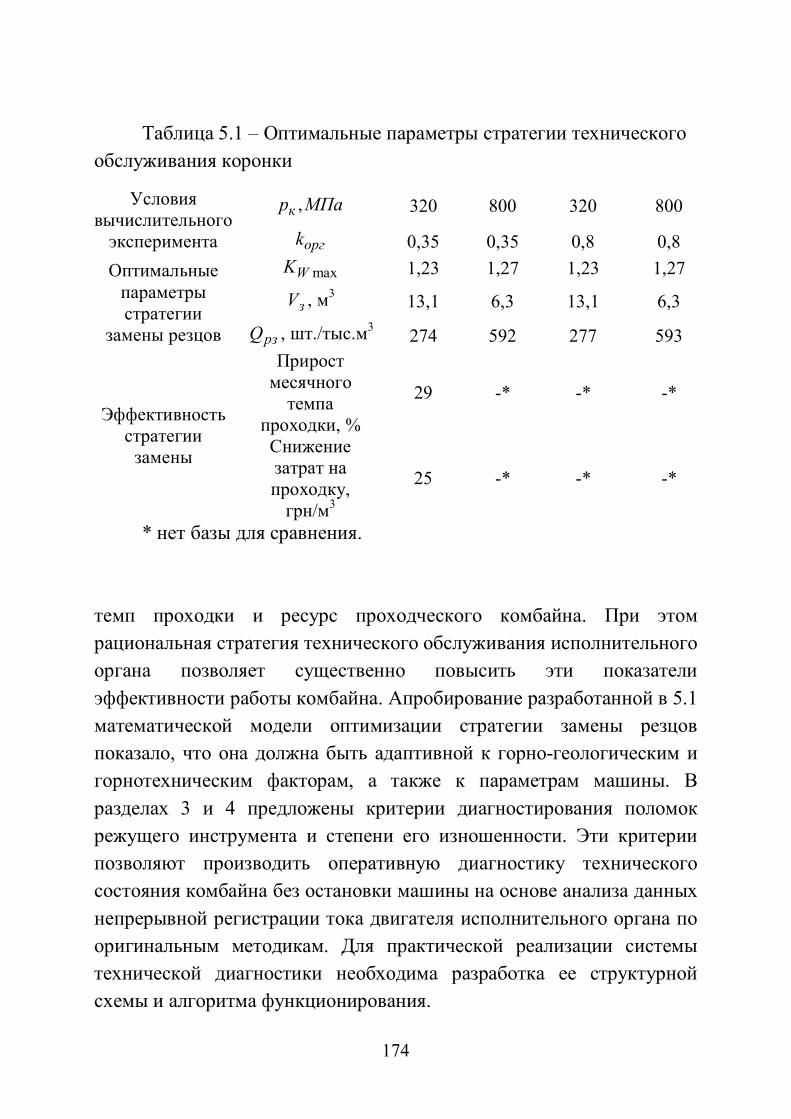
174
Таблица 5.1 – Оптимальные параметры стратегии технического
обслуживания коронки
МПаpк , 320 800 320 800 Условия вычислительного
эксперимента оргk 0,35 0,35 0,8 0,8 maxWK 1,23 1,27 1,23 1,27
зV , м3 13,1 6,3 13,1 6,3
Оптимальные параметры стратегии
замены резцов рзQ , шт./тыс.м3 274 592 277 593 Прирост
месячного темпа
проходки, %
29 -* -* -* Эффективность
стратегии замены Снижение
затрат на проходку,
грн/м3
25 -* -* -*
* нет базы для сравнения. темп проходки и ресурс проходческого комбайна. При этом рациональная стратегия технического обслуживания исполнительного органа позволяет существенно повысить эти показатели эффективности работы комбайна. Апробирование разработанной в 5.1 математической модели оптимизации стратегии замены резцов показало, что она должна быть адаптивной к горно-геологическим и горнотехническим факторам, а также к параметрам машины. В разделах 3 и 4 предложены критерии диагностирования поломок режущего инструмента и степени его изношенности. Эти критерии позволяют производить оперативную диагностику технического состояния комбайна без остановки машины на основе анализа данных непрерывной регистрации тока двигателя исполнительного органа по оригинальным методикам. Для практической реализации системы технической диагностики необходима разработка ее структурной схемы и алгоритма функционирования.
175
На рис. 5.6 предложена структура системы технической диагностики состояния резцового исполнительного органа. Основная информация для оценки состояния резцов содержится в токе двигателя привода резания. Ток статора двигателя фиксируется при помощи трансформаторов тока, установленных на каждую фазу. Как показано в разделе 3, критерий диагностирования поломки резца зависит от режима разрушения забоя исполнительным органом. Поэтому дополнительно необходимо получение сигналов с кнопочного пульта управления комбайном – «вверх-вниз», соответствующих режиму вертикального реза и «вправо-влево», соответствующих боковому резу. Кроме того, для расчета удельных энергозатрат за цикл обработки забоя необходимо задание временных границ между циклами, для чего на пульте управления предусмотрена кнопка «конец цикла». Сигналы с пульта управления комбайна, а также с датчика тока двигателя через усилитель и аналого-цифровой преобразователь подаются на бортовой компьютер и в блок хранения данных. Шаг дискретизации сигналов - 1/32 периода вращения исполнительного органа. При этом на каждом шаге ток двигателя должен усредняться. Бортовой компьютер согласно приведенному ниже алгоритму осуществляет диагностирование поломок резцов и оптимизацию периодичности замены резцов, сообщая через интерфейс оператору о необходимости ремонтного воздействия. Кроме того, указанная информация может передаваться в систему автоматизированного управления проходческим комплексом (САУ).
На рис. 5.7 предложен алгоритм функционирования системы технической диагностики резцового исполнительного органа.
Исходным моментом алгоритма является получение сигналов тока двигателя (блок 2), завершения цикла обработки забоя (блок 1) и определение режима разрушения забоя (блок 3).
С периодичностью, равной периоду вращения коронки, по 32 последним зарегистрированным значениям тока двигателя kI ( 32..1k ) определяется показатель диагностирования поломки резца (блок 6):
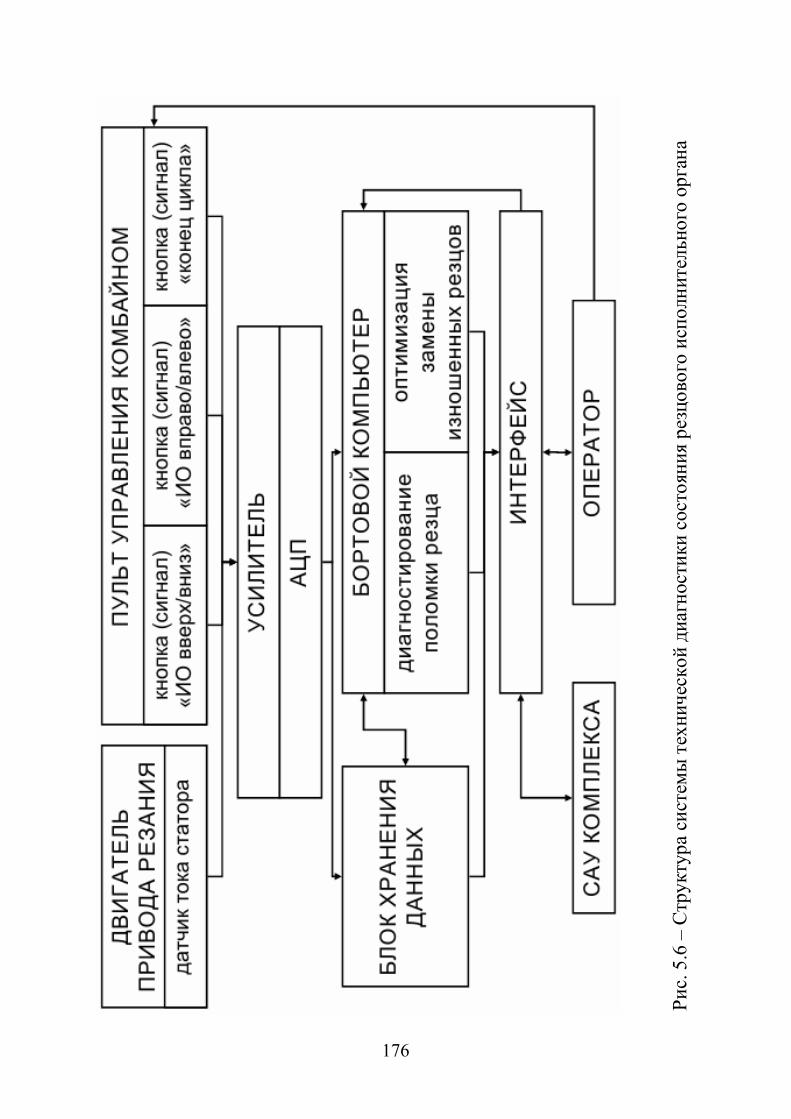
176
Рис.
5.6
– С
трук
тура
сис
темы
тех
ниче
ской
диа
гнос
тики
сос
тоян
ия р
езцо
вого
исп
олни
тель
ного
орг
ана
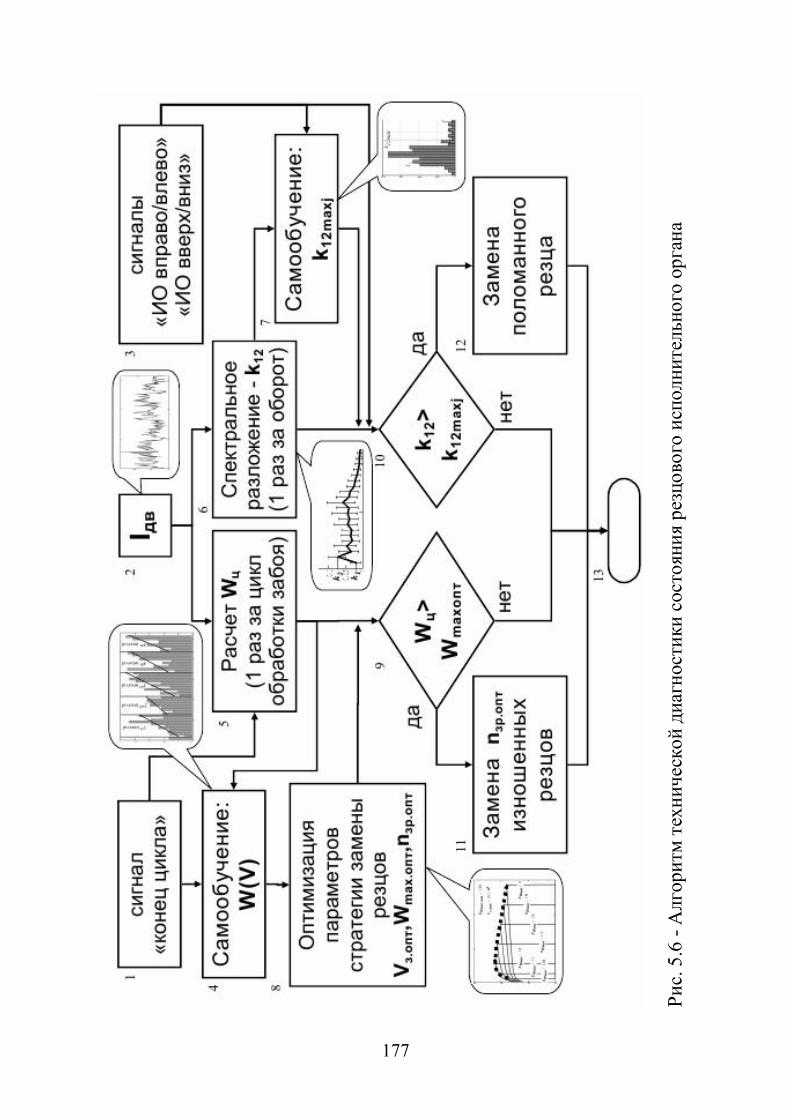
177
Рис.
5.6
- А
лгор
итм
техн
ичес
кой
диаг
ност
ики
сост
ояни
я ре
зцов
ого
испо
лнит
ельн
ого
орга
на
178
232
1
232
1
232
1
232
112
8sincos
8coscos
16sincos
16coscos
kkk
kkk
kkk
kkk
kIIkII
kIIkIIk
, .
где
cos - зависимость коэффициента мощности двигателя от тока.
Удельные энергозатраты за цикл обработки забоя рассчитываются после поступления сигнала «конец цикла» на основе последних n значений тока двигателя kI по зависимости (блок 5):
n
kkk
номном
номц II
ISBРW
1cos
cos57600
,
где n - количество записанных значений тока двигателя за
завершенный цикл обработки забоя; номР - номинальная мощность двигателя привода
исполнительного органа; S - площадь сечения выработки; B - глубина зарубки исполнительного органа; - угловая скорость вращения коронки;
номI - номинальный ток двигателя;
номcos - номинальное значение коэффициента мощности. На первоначальном этапе эксплуатации комбайна
осуществляется обучение системы управления с целью адаптации к конкретным условиям. При этом применяется традиционная стратегия замены изношенного инструмента (раз в сутки). В процессе самообучения за 3-5 суток получают регрессионную зависимость
179
удельной энергоемкости за цикл обработки забоя от объема разрушенной породы (блок 4) по методике, изложенной в подразделе 4.1. После получения этой зависимости осуществляется оптимизация параметров стратегии замены резцов по мере их износа (блок 8) согласно математической модели, приведенной в подразделе 5.1. Рассчитываются оптимальные значения периодичности замены оптзV . , максимальных удельных энергозатрат за цикл обработки забоя
оптW .max , по достижении которых необходима замена резцов, а также количество заменяемых резцов оптзрn . .
Также в процессе самообучения для режимов бокового ( 1j ) и вертикального ( 2j ) резов рассчитываются максимальные с 90% -ной вероятностью значения показателя диагностирования поломок резцов - jk max12 (см. подраздел 3.4).
После завершения самообучения система управления переходит в режим реализации оптимальной стратегии технического обслуживания исполнительного органа. При этом диагностика необходимости замены изношенных резцов реализуется путем сравнения полученного в результате самообучения значения максимальных удельных энергозатрат за цикл обработки забоя
оптW .max с текущим значением удельных энергозатрат за цикл обработки забоя цW (блок 9). Для снижения влияния случайных
факторов на цW при сравнении используется линейный прогноз по
значениям удельных энергозатрат цiW за последние 'n циклов
обработки забоя, прошедших после очередной замены резцов:
21 ' KnKWц ,
где
1K , 2K - коэффициенты регрессии:
180
''141
'121
2'
1
2
'
1
'
11
nni
WniWK n
i
n
i
n
iцiцi
;
'121
'1
1'
12 nКW
nK
n
iцi
.
Диагностика поломок резцов в режиме реального времени (блок
10) реализуется путем сравнения текущего значения 12k и максимального в текущем режиме разрушения забоя jk max12 .
Критерием диагностирования поломки резца является превышение
12k над jk max12 в течение 3х оборотов коронки.
При выявлении необходимости технического обслуживания коронки осуществляется сигнализация о необходимости замены резцов (блоки 11, 12).
5.4 Выводы по разделу 5 1. Разработана адаптивная к условиям эксплуатации
математическая модель оптимизации стратегии технического обслуживания резцового исполнительного органа проходческого комбайна по критерию максимального темпа проходки выработки, учитывающая затраты времени на все операции проходческого цикла, а также влияние затупления и периодичности замены режущего инструмента на формирование удельной энергоемкости процесса разрушения забоя и показателей надежности комбайна. Модель позволяет получить рациональные значения периодичности замены, предельных удельных энергозатрат за цикл разрушения забоя, при достижении которых необходима замена резцов, и количества заменяемых резцов.
2. Апробация математической модели оптимизации стратегии технического обслуживания резцового исполнительного органа
181
показала, что необходимым и достаточным условием интегрального диагностирования состояния режущего инструмента на коронке является удельная энергоемкость за цикл разрушения забоя, рассчитываемая на основе непрерывной регистрации тока двигателя привода исполнительного органа.
3. Установлено наличие выраженного максимума темпа проходки выработки в зависимости от параметров стратегии замены резцов - периодичности замены, предельных удельных энергозатрат за цикл разрушения забоя и количества заменяемых резцов. При этом обеспечиваются затраты на оборудование и расходные материалы, близкие к минимальным. Для условий проходки комбайном КПД на АП «Шахта «Белицкая» ГП «Добропольеуголь» оптимальная стратегия замены резцов позволяет повысить месячный темп проведения выработки до 30%.
4. Разработаны структура и алгоритм функционирования системы технической диагностики резцового исполнительного органа, позволяющая на основе анализа данных непрерывной регистрации тока двигателя исполнительного органа оперативно выявлять поломки режущего инструмента и степень его изношенности, адаптивная к горно-геологическим и горнотехническим факторам, а также к параметрам проходческого комбайна.
182
ЗАКЛЮЧЕНИЕ
В монографии представлено новое решение актуальной научно-технической задачи, имеющей важное народнохозяйственное значение, заключающейся в обосновании критериев и структуры средств технической диагностики резцового исполнительного органа проходческих комбайнов, позволяющих путем выбора стратегии замены режущего инструмента обеспечить повышение темпов проведения выработок и ресурса элементов конструкции комбайна.
Основные научные и практические результаты работы состоят в следующем:
1. Применение современных угледобывающих комплексов требует повышения темпа проведения подготовительных выработок до 250-500 м/мес., что может быть достигнуто только при эффективном использовании потенциальных возможностей проходческой техники. Эффективность работы проходческих комбайнов существенно зависит от технического состояния режущего инструмента на исполнительном органе: экспериментально установлен существенный (до 2х раз) прирост удельных энергозатрат разрушения забоя вследствие постепенного затупления резцов и значительный рост динамичности нагрузок в первую очередь за счет увеличения неравномерности низкочастотной составляющей при поломках резцов. Повышение темпов проведения выработок может быть обеспечено на основе рациональной стратегии технического обслуживания, базирующейся на эффективных средствах технической диагностики резцового исполнительного органа.
2. Разработана математическая модель процесса разрушения забоя проходческим комбайном избирательного действия, отличающаяся учетом внезапных поломок с уточненным алгоритмом расчета параметров стружкообразования, а также постепенного износа рабочего инструмента в функции от объема разрушенного горного массива и его контактной прочности. Модель может быть
183
использована при разработке методик косвенной диагностики технического состояния режущего инструмента без остановки комбайна и обосновании эффективной стратегии замены изношенного инструмента. Проверка адекватности модели по результатам эксперимента в условиях проходки комбайном КПД конвейерного штрека коренной северной лавы пласта k8 горизонта 450 м участка УПР2 ГОАО «Шахта «Добропольская» показала достаточную точность моделирования - отклонения результатов оценки статистических характеристик мощности двигателя привода резания и усилий на штоках гидроцилиндров подачи исполнительного органа составляют не более 15 %.
3. Теоретически обоснована необходимость оперативной диагностики поломок резцов, так как длительная работа проходческого комбайна с вышедшим из строя резцом может приводить к снижению ресурса элементов трансмиссии исполнительного органа на величину до (60..70)% для валов и зубчатых колес и до (22..25)% для подшипников в зависимости от положения резца на коронке согласно схеме набора.
4. Теоретически установлено и экспериментально подтверждено, что диагностика поломок резцов в режиме реального времени может быть реализована на основе спектрального разложения фрагментов реализаций тока двигателя привода резания исполнительного органа длительностью, соответствующей 1-3 оборотам коронки. Диагностируемым параметром, отвечающим требованиям воспроизводимости, чувствительности и однозначности, является 12k - отношение коэффициентов спектрального разложения, соответствующих частоте вращения коронки и ее удвоенному значению. Критерием диагностирования поломки резца для каждого вида режима работы является превышение 12k над полученным в процессе самообучения комбайна максимальным (с 90%-ной вероятностью) значением, соответствующим работе с полным комплектом резцов.
184
5. Экспериментально установлена линейная регрессионная зависимость удельных энергозатрат за цикл обработки забоя от объема разрушенной горной массы V ( 3м ) вида VKWW V 0 . В условиях проходки комбайном КПД вентиляционного штрека северной коренной лавы пласта l1
2 АП «Шахта «Белицкая» ГП «Добропольеуголь» получены значения коэффициентов регрессии
;/)008,0061,0( 6мкВтчKV 30 /)13,049,3( мкВтчW , а прирост
удельных энергозатрат, обусловленный затуплением рабочего инструмента, составлял между заменами инструмента от 20% до 100%. Теоретически установлено, что при предельной периодичности замены резцов, соответствующей росту удельных энергозатрат разрушения забоя в 2 раза, снижение ресурса элементов трансмиссии составляет 40-60%.
6. Диагностируемым параметром при обосновании необходимости замены изношенного режущего инструмента должна быть принята не абсолютная величина износа отдельных резцов, а интегральный показатель, учитывающий их вклад в формирование нагруженности исполнительного органа комбайна в целом – удельные энергозатраты за цикл обработки забоя, которые могут быть рассчитаны путем обработки данных непрерывной регистрации тока двигателя привода резания исполнительного органа.
7. Разработаны адаптивные к условиям эксплуатации математическая модель и метод оптимизации стратегии технического обслуживания резцового исполнительного органа проходческого комбайна по критерию максимального темпа проходки выработки, учитывающие влияние затупления и периодичности замены режущего инструмента на формирование удельных энергозатрат и показателей надежности комбайна, а также затраты времени на операции проходческого цикла. Модель позволяет получить рациональные значения периодичности замены, предельных удельных энергозатрат за цикл разрушения забоя, при достижении которых необходима замена резцов, и количества заменяемых резцов. Оптимальная стратегия замены резцов для условий проходки

185
комбайном КПД на АП «Шахта «Белицкая» ГП «Добропольеуголь» позволяет повысить месячный темп проведения выработки до 30%.
8. Разработаны структура и алгоритм функционирования адаптивной к горно-геологическим и горнотехническим факторам системы технической диагностики и оптимизации технического обслуживания резцового исполнительного органа, позволяющей на основе анализа данных непрерывной регистрации тока двигателя исполнительного органа оперативно выявлять поломки режущего инструмента и степень его изношенности. Результаты работы приняты ГП «Донгипроуглемаш» для использования при модернизации комбайнов КПД и КПА.
186
СПИСОК ЛИТЕРАТУРЫ
1. Нейенбург, В.Е. Об инновационной модели структурной перестройки угольной промышленности Украины / В.Е. Нейенбург, Ю.З.Драчук // Уголь Украины. – 2004. – №12. – С. 20–23.
2. Райт, Б.С. Тенденции в разработке средств механизации и управления в горнодобывающей промышленности / Б.С. Райт // Горная промышленность на пороге XXI века: всемир. конгресс. – София, 1994. – С. 1–15.
3. Минерально–сырьевые ресурсы в стратегии развития Донецкой области на период до 2020 года / Б.С. Панов, Н.В. Жикаляк, С.Н. Стрекозов, П.С. Тетянчук // Металл и литьё Украины, - № 7-8, 2002. - С. 19–23.
4. Косарев, В.В. Новая горная техника ГП «Донгипроуглемаш» для подземной добычи угля / В.В.Косарев // Решение научно–технических проблем при создании и внедрении современного горно–шахтного оборудования: сб. науч. работ. – Донецк, 2008. – Вип. 113. – С. 37–61.
5. Шабаев, О.Е. Обоснование значений макроуровневых параметров проходческого комбайна / О.Е. Шабаев, А.К. Семенченко, А.И. Хиценко // Уголь Украины. –2011. – № 5. – С. 49 - 52.
6. Перспективы создания проходческих комбайнов нового технического уровня / А.К. Семенченко, О.Е. Шабаев, Д.А. Семенченко, Н.В. Хиценко // Горная техника – 2005: каталог-справ. – СПб, 2005. – С. 60-69.
7. Шабаев, О.Е. Теоретические основы синтеза горных машин как мехатронных систем / О.Е. Шабаев, Н.В. Хиценко // Наукові праці Донецького національного технічного університету. Серія: Гірничо-електромеханічна.– Донецьк, 2011. – Вип. 21(189). - С. 173-183.
8. Разрушение углей выемочными машинами / под ред. Е. З. Позина.– М.: Недра, 1984.– 288 с.
187
9. Крапивин, М.Г. Горные инструменты / М.Г. Крапивин, И.Я. Раков, Н.И. Сысоев – М.: Недра, 1990. – 256 с.
10. Резание углей / под общ. ред. А. И. Берона. – М. : Изд–во лит. по горн. делу, 1962. – 439с.
11. Позин, Е.З. Разрушение сланцев инструментами выемочных маши / Е.З. Позин, А.П. Адамсон, В.А. Андреев – М.: Наука, 1984. – 144с.
12. Барон, Л.И. Разрушение горных пород проходческими комбайнами / Л.И. Барон, Л.Б. Глатман, Е.К. Губенков – М.: Наука. 1968.– 218 с.
13. Докукин, А.В. Статистическая динамика горных машин / А.В. Докукин, Ю.Д. Красников, З.Я. Хургин – М.: Машиностроение, 1978. – 239 с.
14. Докукин, А.В. Аналитические основы динамики выемочных машин / А.В. Докукин, Ю.Д. Красников, З.Я. Хургин. – М.: Наука, 1966. – 60 с.
15. Бойко, Н.Г. Формирование мгновенных усилий на передних гранях резцов / Н.Г. Бойко, В.И. Игнатов // Изв. вузов. Горн. журн. - 1983. –№7. – С.77–79.
16. Бойко, М.Г. Очисні комбайни для тонких пологих пластів / М.Г.Бойко. – Донецьк: ДВНЗ «ДонНТУ», 2010. – 476с.
17. Измерение составляющих усилий резания на резцах горных комбайнов / П.А. Горбатов, В.П. Кондрахин, Ю.А. Кривченко, Н.Н. Мотин // Механизация горных работ / Кузбас. политехн. ин-т. – Кемерово, 1988. – С.23–28.
18. Кондрахин, В.П. Имитационное моделирование процесса формирования нагрузок на резцах при резании горных пород / В.П. Кондрахин, А.И. Осипенко // Наукові праці Донецького державного технічного університету. Серія: Гірничо–електромеханічна. – Донецьк, 2000. – Вып27 – С 161–168.
19. Кондрахин, В.П. Идентификация усилия резания горных пород / В.П. Кондрахин, А.И. Хиценко // Наукові праці Донецького
188
державного технічного університету. Серія: Гірничо–електромеханічна. – Донецьк, 2001. – Вып.35. – С.38–47.
20. Формирование вектора возмущения на шнековых исполнительных органах угледобывающих комбайнов / Я. И. Альшиц, Г. В. Малеев, В. Г. Гуляев и др. // Изв. вузов, Горн. журн.- 1975.- № 10.- С. 103-107.
21. Горбатов, П.А. Методика экспериментального определения внешней нагрузки на исполнительные органы горного комбайна / П.А. Горбатов, В.П. Кондрахин // Изв. вузов. Горн. журн. – 1989. - № 9. – С. 88-91.
22. Кондрахин, В.П. Имитационная модель процесса разрушения породы рабочими органами породоразрушающих машин / В. П. Кондрахин // Cборник научных трудов национальной горной академии Украины. – Днепропетровск, 1998. - № 3, т.6. – С. 33-38.
23. Горбатов, П.А. Закономерности формирования толщины стружки, снимаемой резцом горного комбайна / П.А. Горбатов, В.П. Кондрахин // Изв. вузов. Горн. журн. – 1991. - № 10. – С. 75-78.
24. Бурдин, В.Е. Исследование и разработка метода моделирования действующих нагрузок на шнековом исполнительном органе при разрушении угольного пласта сложного строения: автореф. дис. … канд. техн. наук / В. Е. Бурдин. – М., 1981. – 17 с.
25. Кондрахин, В.П. О влиянии пространственных колебаний исполнительных органов комбайнов на измельчение угля / В.П. Кондрахин, В.Г. Гуляев, П.А. Горбатов // Уголь Украины. – 1996. - № 4. - C. 37-39.
26. Математическая модель вектора внешнего возмущения на аксиальной коронке проходческого комбайна / Семенченко А.К., Шабаев О.Е., Семенченко Д.А., Хиценко Н.В. // Наукові праці Донецького національного технічного університету. Серія: Гірничо–електромеханічна. – Донецьк, 2006. – Вип. 104. – С. 198–205.
27. Семенченко, Д.А. Обоснование параметров исполнительного органа проходческих комбайнов с аксиальными

189
коронками: дис. ... канд. техн. наук: 05.05.06: защищена 14.11.03 / Д. А. Семенченко. – Донецк, 2003. – 158 с.
28. Семенченко, Д.А. Влияние формы аксиальной коронки на формирование толщины стружки на резцах и энергозатраты разрушения при боковом резе // Перспективы развития угольной промышленности в ХХI веке: сб. науч. тр., посвящ. 45 – летию ДГМИ. - Алчевск, 2002. - С.268–273.
29. Математическая модель формирования вектора внешнего возмущения на аксиальной коронке мехатронного проходческого комбайна / А.К. Семенченко, О.Е. Шабаев, Н.В. Хиценко, Е.Ю. Степаненко // Наукові праці Донецького національного технічного університету. Серія: Гірничо–електромеханічна. – Донецьк, 2010. Вип. 18(172). – С. 3–12.
30. Математическая модель рабочего процесса горной выемочной машины как мехатронного объекта / О.Е. Шабаев, А.К. Семенченко, Н.В. Хиценко, Е.Ю. Степаненко // Вісті Донецького гірничого інституту. – Донецьк, 2010. – №2. – С. 253–264.
31. Горбатов, П.А. Имитационное моделирование динамических процессов в очистных комбайнах, функционирующих в автономных системах “комбайн – массив – конвейер” // Разработка месторождений полезных ископаемых: респ. межвед. науч.–техн. сб. – К.: Технiка, 1991. – Вып. 88. – С. 26 – 31.
32. Докукин, А.В. Динамические процессы горных машин / А.В. Докукин, Ю.Д. Красников, З.Я. Хургин и др. – М.: Наука, 1972. – 150 с.
33. Красникова, О.Ю. Совершенствование методов расчета и снижения нагруженности привода исполнительного органа проходческого комбайна со стреловидным исполнительным органом: автореф. дис. … канд. техн. наук: 05.05.06. – М., 1991. – 17 с.
34. Динамика проходческих комбайнов / В.А. Бренер, А.А. Каралюс, П.П. Палев, В.И. Солод. - М. Машиностроение, 1977. - 224 с.
190
35. Хургин, З.Я. Имитационная модель формирования нагруженности проходческого комбайна избирательного действия / З.Я. Хургин, А.Л. Крыловский // Научно–технические вопросы комплексной механизации горнопроходческих работ: науч. сообщ. / ИГД им. А.А. Скочинского. – М., 1981. – Вып. 202. – С. 60–65.
36. Бойко, Н.Г. Влияние неравномерности перемещения добычных комбайнов на толщину среза / Н.Г. Бойко, П.А. Горбатов, Г.В. Петрушкин // Изв. вузов. Горн. журн.– 1973.– № 1.– С. 65–68.
37. Семенченко, А.К. Теоретические основы анализа и синтеза горных машин и процесса их восстановления как динамических систем / А.К. Семенченко, В.М. Кравченко, О.Е. Шабаев – Донецк: РВА ДонНТУ, 2002. – 302с.
38. Математическая модель проходческого комбайна как пространственной многомассовой динамической системы переменной структуры / А.К. Семенченко, О.Е. Шабаев, Д.А. Семенченко, Э.В. Продедович // Горный информационно–аналитический бюллетень. – М., 2000. – №4. – С. 139–140.
39. Петрушкин, Г.В. Исследование и выбор параметров привода стреловидного исполнительного органа высокопроизводительного проходческого комбайна: дис. … канд. техн. наук: 05.05.06: защищена 19.11.76 / Г.В. Петрушкин. - Донецк, 1976, – 156 с.
40. Хиценко, А.И. Исследование влияния случайных составляющих усилий на резцах на нагруженность в подсистемах проходческого комбайна / А. П. Хиценко // Проблемы эксплуатации оборудования шахтных стационарных установок: сб. науч. тр. – Донецк, 2005. – С. 290–296.
41. Кондрахин, В.П. Имитационное моделирование процесса формирования нагрузок на резцах при резании горных пород / В.П. Кондрахин, А.И. Осипенко // Наукові праці Донецького державного технічного університету. Серія: Гірничо–електромеханічна. – Донецьк, 2000. – Вип. 27 – С. 161–168.

191
42. Палев, П.П. Нагруженность и усталостная долговечность привода исполнительного органа горнопроходческих комбайнов: автореф. дис. … докт. техн. наук: 05.05.06 / П. П. Палев. - Новосибирск, 1983.- 45 с.
43. Крыловский, А.Л. Исследование и определение нагруженности трансмиссий исполнительного органа проходческих комбайнов избирательного действия: автореф. дис. … канд. техн. наук: 05.05.06. – М., 1983. – 17 с.
44. Горбатов, П.А. Научные основы разработки мехатронических подсистем приводов исполнительных органов проходческих комбайнов / П. А. Горбатов // Горный информационно–аналитический бюллетень. – М., 2004. – С. 63–65.
45. Семенченко, А.К. Оценка эффективности способов регулирования нагрузки на привод резания комбайна типа П110 в условиях Донбасса / А.К. Семенченко, Н.В. Хиценко // Вісті Донецького гірничого інституту. – 2004. – №2 – С. 109–115.
46. Семенченко, А.К. Актуальность применения регулируемой системы подачи исполнительного органа проходческого комбайна / А.К. Семенченко, Н.В. Хиценко // Перспективы развития угольной промышленности в XXI веке: сб. науч. тр., посвящ. 45–летию ДГМИ. – Алчевск, 2002. – С. 180–185.
47. Хиценко, Н.В. Влияние кинематических изменений скорости подачи и глубины зарубки в массив исполнительного органа на эффективность работы проходческого комбайна / Н. В. Хиценко // Прогрессивные технологии и системы машиностроения. – Донецк, 2002. – Вып. 23. – С. 151–156.
48. Хиценко, Н.В. Влияние параметров аксиальной коронки проходческого комбайна на ее максимальную скорость подачи / Н.В. Хиценко, Д.А. Семенченко // Горная электромеханика и автоматика. – Днепропетровск, 2004. – Вып. 73. – С. 110–116.
49. Мизин, В.А. Оценка влияния зазоров в шарнирах направляющих исполнительного органа на ресурс проходческого комбайна / В. А. Мизин // Наукові праці Донецького національного

192
технічного університету. Серія: Гірничо – електромеханічна. – Донецьк, 2006. – Вип. 104. – С. 140–148.
50. К определению исходных данных для расчета элементов горной машины на выносливость / А.К. Семенченко, О.Е. Шабаев, А.А. Каплюхин и др..// Наукові праці Донецького національного технічного університету. Серія: Гірничо-електромеханічна. – Донецьк, 2006. – Вип. 104. – С. 176–182.
51. Моделирование рабочего процесса проходческого комбайна с учетом зазоров в системе подвески исполнительного органа / А.К. Семенченко, О.Е. Шабаев, Д.А. Семенченко и др. // Наукові праці Донецького національного технічного університету. Серія: Гірничо- електромеханічна. – Донецьк, 2006. – Вип. 113. – С. 231–237.
52. Мизин, В.А. Экспериментальные исследования нагруженности системы подвески исполнительного органа проходческого комбайна КПД / В. А. Мизин // Наукові праці Донецького національного технічного університету. Серія: Гірничо- електромеханічна. – Донецьк, 2006. – Вип. 113. – С. 192–198.
53. Оптимизация привода выемочных и проходческих машин. / под ред. А.В. Докукина. – М.: Недра, 1983, 264с.
54. Горбатов, П.А. Теория функционирования и совершенствования очистных комбайнов как нелинейных динамических систем: дис. ... докт. техн. наук: 05.05.06: защищена 15.11.91 / П. А. Горбатов. – Донецк, 1991. – 552 с.
55. Гуляев, В.Г. Научные основы оптимизации динамических свойств очистных комбайнов демпфирующими устройствами: дис. ...докт. техн. наук / В. Г. Гуляев. – М., 1985.– 498 с.
56. Семенченко, А.К. Научные основы мнокритериального синтеза горных машин как пространственных многомассовых динамических систем переменной структуры: дис. ...докт. техн. наук:05.05.06: защищена 03.10.97 / А. К. Семенченко. – Донецк, 1997.– 323с.

193
57. Кондрахин, В.П. Математическое моделирование рабочих процессов и оптимизация структуры и параметров породоразрушающих горных машин: автореф. дис. ... докт. техн. наук: 05.05.06 / В. П. Кондрахин. – Донецк, 1999. – 35с.
58. Силаев, В. И. Оптимизация надежности резервированных систем с двумя видами отказов / В. И. Силаев // Уголь Украины, 1998. - №11. – С. 47 – 50.
59. Гуляев, В.Г. Оптимизация динамических свойств очистных комбайнов демпфирующими устройствами в силовых системах / В.Г. Гуляев, П.А. Горбатов, В.П. Кондрахин // Изв. вузов. Горн. журн. – 1981. – № 5, – с. 79–83.
60. Позин, Е.З. Основы выбора и поддержания оптимальных режимов работы исполнительных органов угледобывающих комбайнов: автореф. дис. ... докт. техн. наук / Е.З. Позин. – М., 1968. – 48 с.
61. Нечепаев, В. Г. Основы теории функционирования и синтеза шнековых систем активной выгрузки угля очистных комбайнов: дис. ...докт. техн. наук: 05.05.06: защищена 06.12.02 / В. Г. Нечаев. – Донецк, 2002.– 380с.
62. Кравченко, В.М. Оптимизация времени проведения очередного ремонта машин и оборудования, обоснование вида ремонта и затрат для его реализации / В.М. Кравченко, А.К. Семенченко, О.Е. Шабаев // Прогрессивные технологии и системы машиностроения: междунар. сб. науч. тр. –Донецк, 1999. – Вып.8.– С.125–130.
63. Кравченко, В.М. Оптимизация времени наработки горного оборудования до капитального ремонта и технологии его проведения / В. М. Кравченко // Уголь Украины. – 2000. – № 4. – С. 34–36.
64. Кравченко, В.М. Определение оптимального времени диагностирования элементов с накопляемой повреждаемостью / В.М. Кравченко // Уголь Украины. – 2000. – № 6. – С. 41–42.
65. Курбатов, В.М. Исследование износа резцов РКС-1 / В.М. Курбатов, В.3. Нацвлишвили // Научные сообщения / Акад. наук
194
СССР. Ин-т горного дела им. А. А. Скочинского. - М., 1979. - Вып. 178: Комплексная механизация проведения горных выработок. - С. 7-11.
66. Нацвлишвили, В.3. Установление нагрузок на поворотных резцах в процессе их изнашивания при работе проходческих комбайнов: автореф. дис. ... канд. техн. наук / В.З.Нацвлишвили. – Тбилиси, 1982. – 15 с.
67. Чавчанидзе, К.Г. Разработка методов расчета износостойкости и нагруженности поворотных резцов проходческих комбайнов: автореф. дис. ... канд. техн. наук / К. Г. Чавчанидзе. – Тбилиси, 1989. – 24 с.
68. Леванковский, И.А. Научные основы создания высокоэффективных инструментов для разрушения горных пород и породосодержащих композитов: автореф. дис. ... докт. техн. наук / И. А. Леванковский. – M., 2000. – 34 с.
69. Сысоев, Н.И. Методы повышения прочности и долговечности режущих инструментов очистных и проходческих машин: автореф. дис. ... канд. техн. наук / Н. И. Сысоев. – Новочеркасск, 1992. – 18 с.
70. Крестовоздвиженский, П.Д. Повышение прочности тангенциальных поворотных резцов горных очистных комбайнов. автореф. дис. ... канд. техн. наук / П. Д. Крестовоздвиженский. – Новокузнецк, 2011. – 19 с.
71. Родионов, Н.С. Методология выбора оптимальных свойств твердых сплавов для создания горно-бурового инструмента / Н.С. Родионов, H.Л. Чернова // Уголь. – 2000. – №9. – С. 29.
72. Бобров, В.Л. Повышение износостойкости тангенциальных резцов проходческих комбайнов совершенствованием термической обработки при их изготовлении: автореф. дис. ... канд. техн. наук / В. Л. Бобров. – СПб, 2012. – 18 с.
73. Мультанов, А.С. Разработка твердосплавного режущего инструмента для разрушения прочных и абразивных горных пород: автореф. дис. ... канд. техн. наук / А.С.Мультанов. – M., 2004. – 18 с.
195
74. Талеров, М.П. Повышение эффективности применения поворотных резцов проходческих комбайнов выбором рациональных геометрических параметров инструмента: автореф. дис. ... канд. техн. наук. – СПб, 2012. – 19 с.
75. Инструкция по эксплуатации проходческого комбайна MR620. – Sandvik Mining and Constuction G.m.b.H.: 2009. – 366 c.
76. Шпур, Г. Справочник по технологии резания металлов. В 2 кн. Кн.1. / Г. Шпур, Т. Штаферле; под ред.Ю.М.Соломенцева. - М.: Машиностроение, 1985. – 616 с.
77. Зайков, В.И. Эксплуатация горных машин и оборудования / В. И. Зайков. – М.: Из-во.МГУ. – 1996. – 257 с.
78. Шабаев, О.Е. Формирование усилий резания на резцах исполнительного органа проходческого комбайна с учетом их затупления / О.Е. Шабаев, Н.В. Хиценко, И.И. Бридун // Прогрессивные технологии и системы машиностроения: междунар. сб. науч. тр. – Донецк, 2014. – №2 (48). – С.177 - 183.
79. Горбатов, П.А. Горные машины и оборудование. В 2 т.Т.1 / П.А. Горбатов, Г.В. Петрушкин, Н.М. Лысенко; под общ. ред. П.А. Горбатова. – Донецк: РИА ДонНТУ, 2003. – 295 с.
80. Биргер, И.А. Техническая диагностика. - М.: Машиностроение, 1978. – 240 с.
81. Шабаев, О.Е. Принципы интеллектуализации рабочих процессов мехатронной горной выемочной машины / О. Е. Шабаев, А. К. Семенченко, Н. В. Хиценко // Вісті Донецького гірничого інституту. - 2010. – №1. - С. 68 - 77.
82. Оценка эффективности проходческого комбайна с интеллектуальной системой «управление-подача» исполнительного органа / О. Е. Шабаев, А. К. Семенченко, Е. Ю. Степаненко, Н. В. Хиценко // Вісті Донецького гірничого інституту. - 2009. – №1. - С. 207-218.
83. Шабаев, О.Е. Адаптивная оптимизация цикла обработки и параметров режима разрушения забоя проходческим комбайном избирательного действия по критерию темпа проходки / О.Е. Шабаев,
196
А.К. Семенченко, Н.В. Хиценко // Прогрессивные технологии и системы машиностроения: междунар. сб. науч. тр. – Донецк, 2010. – Вып. 39. – С.210 - 219.
84. Экспериментальные исследования режимов работы исполнительного органа проходческого комбайна / О.Е. Шабаев, А.К. Семенченко, Н.В. Хиценко, Н.И. Стадник // Горное оборудование и электромеханика. – 2010. – №10. – С.49 – 56.
85. Хиценко, Н.В. Обоснование параметров системы подачи исполнительного органа проходческого комбайна с аксиальными коронками: дис. ... канд. техн. наук: 05.05.06: защищена 14.10.05 / Н. В. Хиценко. – Донецк, 2005. – 168 с.
86. Шабаев, О.Е. Адаптивная оптимизация цикла обработки и параметров режима разрушения забоя проходческим комбайном избирательного действия по критерию темпа проходки / О.Е. Шабаев, А.К. Семенченко, Н.В. Хиценко // Прогрессивные технологии и системы машиностроения: междунар. сб. науч. тр. – Донецк, 2010. – Вып. 39. – С.210 - 219.
87. Шабаев, О.Е. Адаптивная оптимизация цикла обработки и параметров режима разрушения забоя проходческим комбайном избирательного действия по критерию ресурса / О.Е. Шабаев, А.К. Семенченко, Н.В. Хиценко // Науковий вісник національного гірничого університету. – Дніпропетровськ, 2010. – Вип.6. - С. 36-42.
88. Моделирование рабочего процесса проходческого комбайна как мехатронного объекта / О.Е. Шабаев, Н.В. Хиценко, Н.И. Стадник, В.А. Мизин // Вісті Донецького гірничого ін–ту. – Донецьк, 2011. – №1. – С. 72–83.
89. ОСТ 12.44.258–84. Комбайны очистные. Выбор параметров и расчет сил резания и подачи на исполнительных органах. – Введ. 1986 – 01 – 01. – М.: Минуглепром СССР, 1984. – 107 с.
90. ОСТ 12.44.197–81. Комбайны проходческие со стреловидным исполнительным органом. Расчет эксплуатационной
197
нагруженности трансмиссии исполнительного органа. – Введ. 1982 – 07 - 01. – М.: Минуглепром СССР, 1981. – 48 с.
91. Кондрахин, В.П. Имитационное моделирование процесса формирования нагрузок на резцах при резании горных пород / В.П. Кондрахин, А.И. Осипенко // Наукові праці Донецького державного технычного уныверситету. Серія: Гірничо–електромеханічна. – Донецьк, 2000. – Вып. 27 – С 161–168.
92. Кошелев, К. В. Охрана и ремонт горных выработок / К. В. Кошелев, Ю. А. Петренко, А. О. Новиков – М.: Недра, 1990. – 218 с.
93. Провести анализ и исследование в области создания проходческих комбайнов нового поколения: отчет по НИОКР (промежуточный) / ЦБНТИ, рук. Стрельченко И.И. – Донецк, 2000. – 25 с. – Шифр: 0110003250–Ц04/1. - № ГР 0195U020477.- Инв. № 23/2000.
94. Кудлай, Р.А. Блок регистрации произошедших событий на проходческом комбайне / Р.А. Кудлай, А.В. Мезников, Н.И. Стадник // Решение научно–технических проблем при создании и внедрении современного горно–шахтного оборудования. – Донецк, 2008. – С. 647–660.
95. Оценка эффективности проходческого комбайна с интеллектуальной системой «управление-подача» исполнительного органа / О. Е. Шабаев, А К.Семенченко, Е. Ю. Степаненко, Н. В. Хиценко // Вісті Донецького гірничого інституту. –Донецьк, 2009. - №1.- С. 207-218.
96. Моделирование рабочего процесса проходческого комбайна как мехатронного объекта / О.Е. Шабаев, Н.В. Хиценко, Н.И. Стадник, В.А. Мизин // Вісті Донецького гірничого ін–ту. – Донецьк, 2011. – №1. – С. 72–83.
97. Шабаев, О.Е. Математическая модель процесса разрушения забоя проходческим комбайном с учетом отказов рабочего инструмента / О.Е. Шабаев, Н.В. Хиценко, И.И. Бридун // Наукові праці Донецького нац. техн. ун-ту. Серія: Гірничо-електромеханічна. – Донецьк, 2013. – Вип..2(26). - С. 287-304.
198
98. Шабаев, О.Е. Формирование усилий резания на резцах исполнительного органа проходческого комбайна с учетом их затупления / О.Е. Шабаев, Н.В. Хиценко, И.И. Бридун // Прогрессивные технологии и системы машиностроения: междунар. сб. науч. тр. – Донецк, 2014. – Вып. 2(48). – С. 177-183.
99. Болотин, В. В. Прогнозирование ресурса машин и конструкций / В. В.Болотин. – М.: Машиностроение, 1984. – 312с.
100. ГОСТ 25.101–83. Расчеты и испытания на прочность. Методы схематизации случайных процессов нагружения элементов машин и конструкций и статического представления результатов. – Введ. 1984 -07-01. – М.: Изд–во стандартов, 1983. – 29с.
101. К определению исходных данных для расчета элементов горной машины на выносливость / А.К. Семенченко, О.Е. Шабаев, А.А. Каплюхин, Д.А. Семенченко, В.А. Мизин // Наукові праці Донецького національного технічного університету. Серія: Гірничо-електромеханічна. – Донецьк, 2006. – Вип. 104. – С. 176–182.
102. Хиценко, Н.В. Определение производительности выемочных машин в забоях сложного строения / Н. В. Хиценко // Проблемы эксплуатации оборудования шахтных стационарных установок: сб. науч. тр. науч.-техн. конф., посвящ. 75-летию НИИГМ им. М.М. Федорова. - Донецк, 2004. - Вып. 98. - С. 111-114.
103. Алгоритм самообучения интеллектуальной системы управления проходческого комбайна / О.Е. Шабаев, А.К. Семенченко, Н.В. Хиценко, Е.Ю. Степаненко // Наукові праці Донецького національного технічного університету. Серія: Гірничо-електромеханічна. – Донецьк, 2010. – Вип. 20(176). - С. 140-145.
104. Assessment of influence of cutting tool breakage on drive life time of cutting unit of heading machine / О.Е. Shabaev, N.V. Khitsenko, I.I. Bridun, О.К. Moroz // Мanagement systems in production engineering / Politechnika Slaska. – Gliwice, 2014. - №1(13). – С. 33-36.
105. Диагностирование отказов резцов проходческого комбайна / О.Е. Шабаев, Н.И. Стадник, Н.В. Хиценко и др. // Вісті

199
Донецького гірничого інституту. – Донецьк, 2013. – №2(33). – С. 240-250.
106. Бридун, И.И. Исследование влияния степени затупленности резцов на удельные энергозатраты процесса разрушения забоя / И.И. Бридун, О.Е. Шабаев, Н.В. Хиценко // Современное состояние и направления развития информационных технологий: материалы молод. науч.-практ. конф., (Донецк, 30 сент. – 1 окт. 2013 г.) / ПАО «Науч.-исслед. ин - т горн. механики им. М.М.Федорова». – Донецк, 2013. – С. 28-30.
107. Energy consumption of face cutting by the heading machine taking into account cutting-tools’ blunting / О.Е. Shabaev, N.V. Khitsenko, I.I. Bridun, О.К. Moroz // Мanagement systems in production engineering / Politechnika Slaska. – Gliwice, 2014. - №2(14). – С. 200-209.
108. Монахов, В.М. Методы оптимизации / В. М. Монахов, Э.С. Беляева, Н. Я. Краснер. – М.: Просвещение, 1978. - 175 с.
109. Шабаев, О.Е. Оптимизация технического обслуживания резцового исполнительного органа проходческого комбайна / О. Е. Шабаев // Наукові праці Донецького національного технічного університету. Серія: Гірничо-електромеханічна. – Донецьк, 2014. – Вип. 1(27). - С. 233-246.
200
ШАБАЄВ Олег Євгенович БРИДУН Ігор Ігорович
ХІЦЕНКО Миколай Васильович
ТЕХНИЧНА ДІАГНОСТИКА РІЗЦЕВОГО ВИКОНАВЧОГО ОРГАНУ
ПРОХІДНИЦЬКОГО КОМБАЙНА
Монографія (російською мовою)
Редакційно-технічне оформлення, комп’ютерна верстка,
дизайн обкладинки О. Є. Шабаєв
Підписано до друку 18.12.2015 р. Формат 60×841/16. Папір крейдований. Гарнітура"Newton". Друк – лазерний. Обл.-вид. л. 12,5. Ум. друк. арк. 11,63. Замовлення №1215. Тираж 500 прим.
Видавництво: ТОВ "Технопарк ДонДТУ "УНІТЕХ"
Свідоцтво про внесення видавця до Державного реєстру суб'єктів видавничої діяльності – ДК 1017 від 21.08.2002
Тел.: +380 (66) 029-44-30 Ел. пошта: [email protected]
Віддруковано у друкарні ТОВ "Норд Комп’ютер"
на цифрових лазерних видавничих комплексах Rank Xerox DocuTech 135 і DocuColor 2060
Тел.: +380 (62) 389-73-82, 389-73-86 Ел. пошта: [email protected]