0923企業專題講座分享資料之2-汽車製造業zero defect實務推行經驗分享
DESCRIPTION
0923企業專題講座分享資料之2-汽車製造業Zero Defect實務推行經驗分享TRANSCRIPT

1
汽車製造業Zero Defect實務推行經驗分享
中華培訓中心:黃清亮顧問2014.09.04
2
簡 介●姓名 : 黃清亮●經歷:中華汽車品質管理部●學歷:澳洲國立南澳大學產業管理所國立台北工專機械工程科●資格:中華汽車培訓中心資深講師/輔導顧問勞動部勞動力發展署TTQS評核委員 / 教育訓練講師勞動部勞動力發展署3C共通核心職能課程講師2007~2014年管理雜誌500大企管講師中華民國品質管制學會CQT / CQE 認證合格BSI ISO 9001主任稽核員資格認證合格TUV VDA6.1 內部稽核員認證合格MA TRIZ LEVEL 2 認證合格
3
●講授/輔導經歷:中華汽車、中華台亞、山葉機車、上銀科技、西北電機、奇力新電子、技嘉科技、台虹科技、正峰工業、和大工業、化新工業、太陽光電、台灣百合、華擎公司、旭硝子公司、東元電機、國泰人壽、凱薩衛浴、坤遠科技、協欣金屬、台耀科技、堤維西、大銀微、台灣櫻花、百利通亞陶、台灣應材、楠梓電子、盛復工業、台技塑膠、寶成集團..等多家知名企業●主要輔導/授課課程:品管圈活動輔導、提案制度活動輔導、ISO/TS 16949輔導QCC圈長與輔導員訓練、課題達成型 QC Story實務訓練、新舊QC七大手法之實務運用訓練、8D問題發現/解決程序及手法的應用、TRIZ創新問題解決、QFD與FMEA之應用、統計製程管制(SPC) 、防呆防誤組訓練、如何落實進料檢驗與進料品質管制作業、工作計畫執行與檢核、基層幹部品質管理實務訓練、 ISO 9001內部稽核訓練、ISO/TS16949基礎知識訓練、6S活動推行實務、TWI-JI新人輔導員實務訓練、TWI-JM工作改善訓練、TWI-JR工作關係訓練、創新思考與工作改善訓練、變革管理
4
分享大綱1.什麼是零缺點2.品質管理系統與顧客的關係3.產品實現與顧客的關係4.汽車製造業產品實現管理手法與實務經驗分享---了解顧客要求,從品質機能展開做起---欲做好事前預防,先做好FMEA---製程變異的管制,需賴SPC統計製程管制---產品生產/出貨準備,4M+Q管理體制展開---推動實施QCC活動,持續改善---推動實施TPM活動,持續改善5.Q&A

5
• Zero Defect是一種工作的執行標準。• 於1970年由 Philip B. Crosby 所提出,旋即成為德、日公司品質管理的中心思想。• Crosby當時認為整個品質科學是建立在錯誤的假設上面,那就是: “任何事情都不可能沒有偏差”。• 常和 DIRAFT (Do It Right At First Time) “第一次就做對”相提並論。• 已成為全球汽車供應鏈的共通終極品質目標與方向。• 非為單一活動或單一功能單位所能達成,需要以系統面的宏觀整合,有效的產品實現流程方能確實做到。• 始於高階的承諾與決心,終於全體員工的高品質意識與強烈企圖心。
ㄧ、什麼是 Zero Defect
6
• 高階的承諾與決心• 健全的品質管理系統架構• 執行力與有效性 (產品實現的各階段)• 員工的認知,能力與企圖心。
Zero Defect 成功的關鍵
7
• JIT and less stock
• Quality assurance in supplier side
• No IQC & Warehouse
• For reliability and safety (recall is expensive)
汽車製造業為何要求 Zero Defect
8
• 汽車廠客戶要求與風險較高• 更嚴苛之耐候性與安全可靠度之要求• 汽車新產品認証期較久 (3-5年)• 零缺陷之要求 (zero defect v.s. 6 sigma?)• 更加重視產品設計開發階段 (80%的品質與70%的成本決定於此)• TPS & JIT的運用
汽車製造業與消費電子產業的不同
9
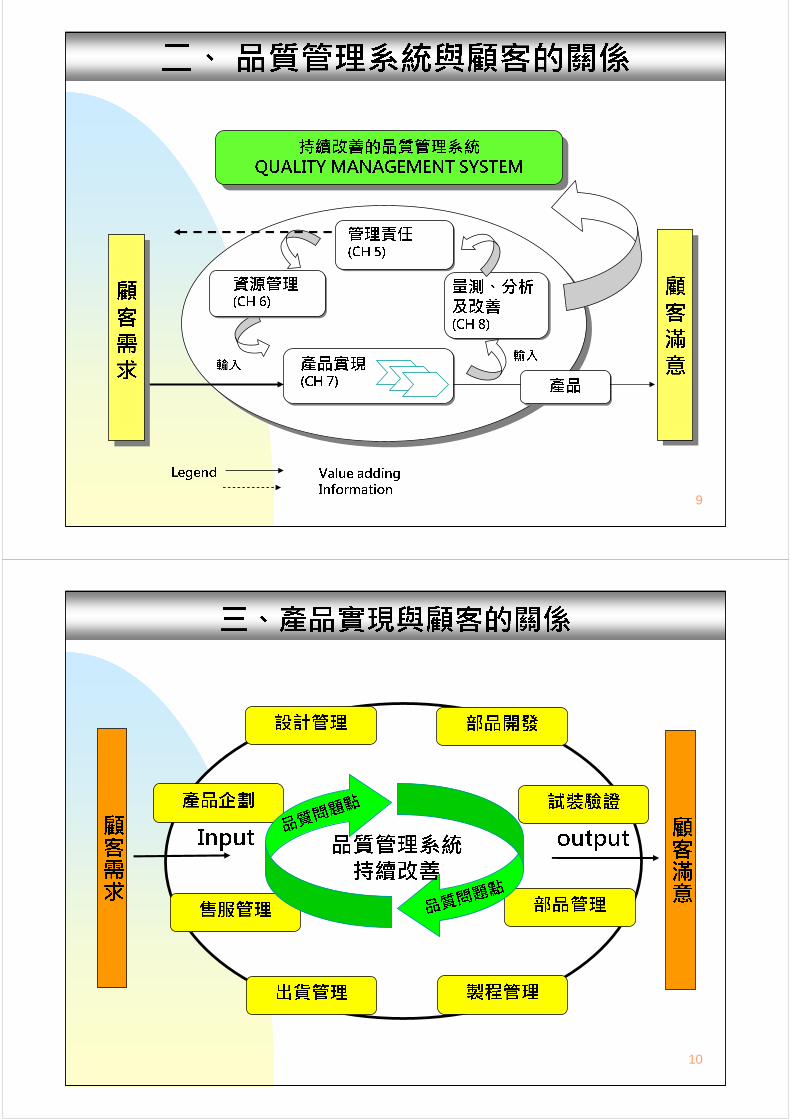
顧客滿意顧客滿意產品產品輸入
管理責任(CH 5)資源管理(CH 6) 量測、分析及改善(CH 8)產品實現(CH 7)顧客需求顧客需求 輸入
Legend
二、 品質管理系統與顧客的關係
Value addingInformation
持續改善的品質管理系統QUALITY MANAGEMENT SYSTEM持續改善的品質管理系統QUALITY MANAGEMENT SYSTEM
10
顧客需求產品企劃 output
售服管理出貨管理 製程管理
部品管理試裝驗證
部品開發設計管理Input 顧客滿意品質管理系統持續改善品質問題點
三、產品實現與顧客的關係
品質問題點

11
Zero DefectZero Defect
設計開發管理---QFD實施設計開發管理---QFD實施
製程品質管理---QCC實施製程品質管理---QCC實施製程品質管理---SPC實施製程品質管理---SPC實施
四、產品實現各階段之品質管理手法
設計開發管理---FMEA實施設計開發管理---FMEA實施
製程品質管理---倉儲/物流管理改善製程品質管理---倉儲/物流管理改善
製程品質管理---TPM實施製程品質管理---TPM實施
12
顧客需求 output售服管理出貨管理 製程管理部品管理試裝驗證部品開發設計管理
Input 顧客滿意品質管理系統持續改善品質問題點 品質問題點產品企劃
Zero DefectZero Defect
設計開發管理---QFD實施設計開發管理---QFD實施
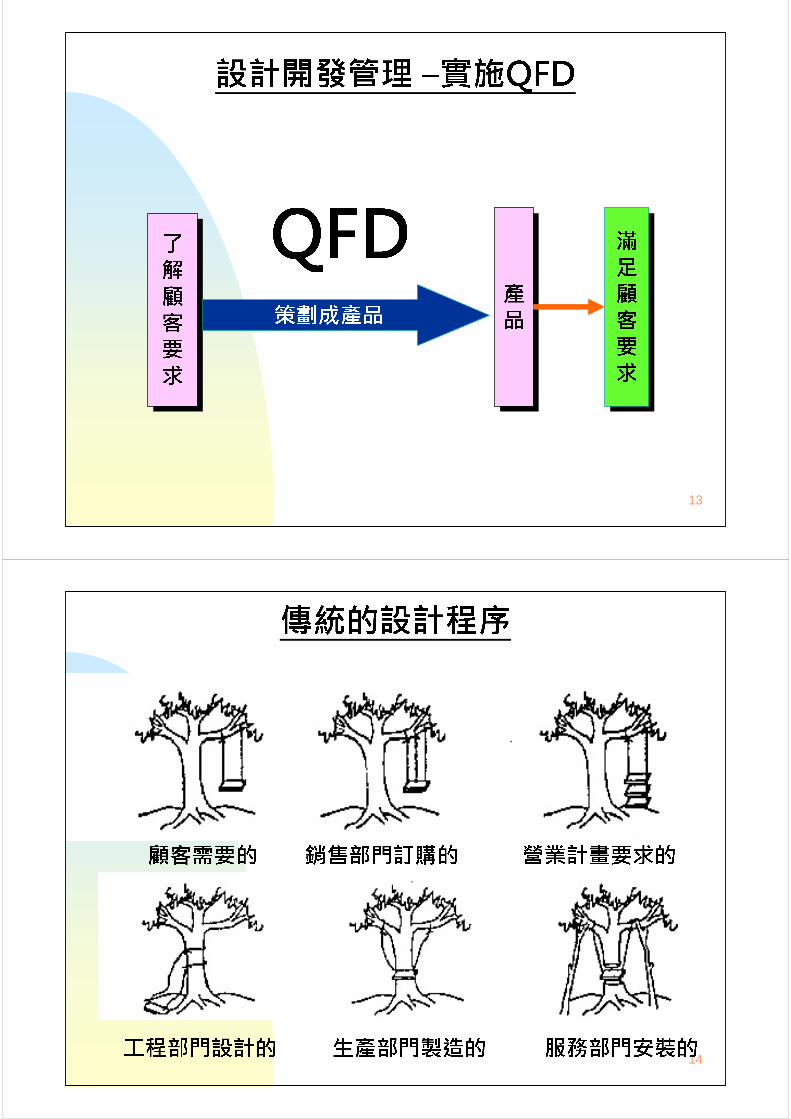
欲了解顧客要求,從品質機能展開做起Quality Function Deployment
13
了解顧客要求了解顧客要求
策劃成產品 產品產品滿足顧客要求滿足顧客要求
QFD
設計開發管理 –實施QFD
14
傳統的設計程序
顧客需要的
工程部門設計的
銷售部門訂購的 營業計畫要求的
生產部門製造的 服務部門安裝的

15
QFD設計程序
顧客需要的 銷售部門訂購的 營業計畫要求的
工程部門設計的 生產部門製造的 服務部門安裝的
16
QFD展開過程
17
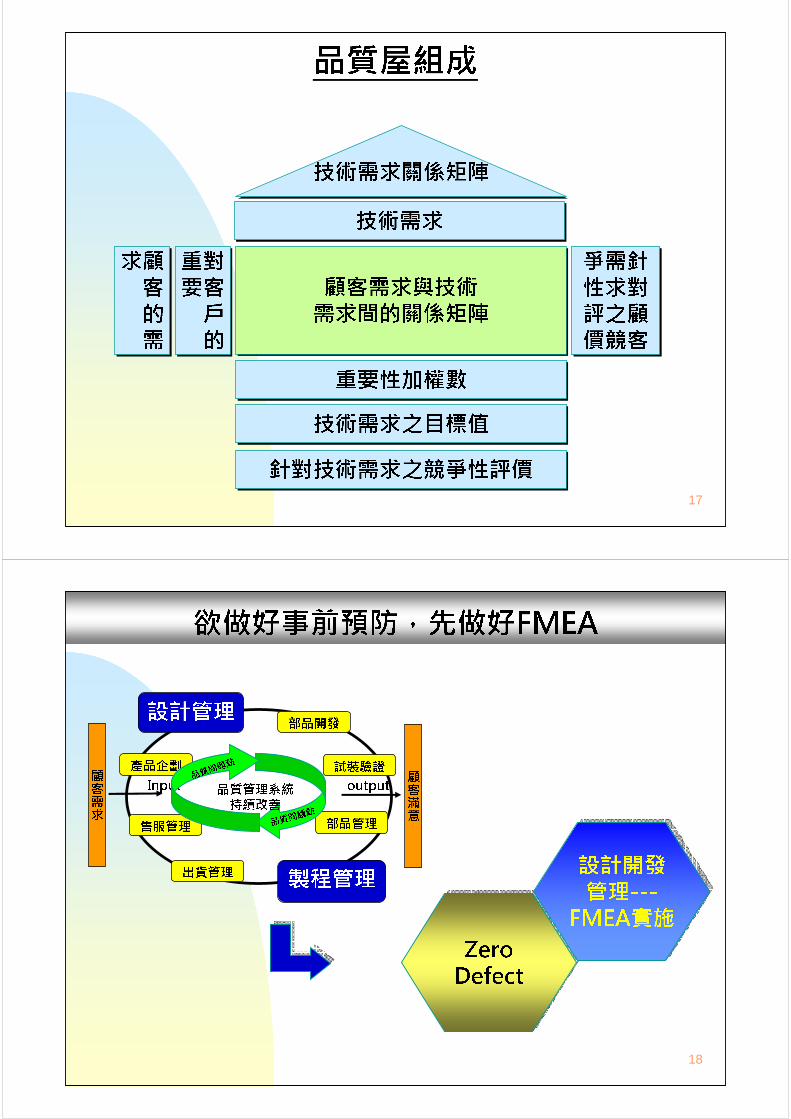
技術需求技術需求技術需求關係矩陣技術需求關係矩陣
重要性加權數重要性加權數技術需求之目標值技術需求之目標值針對技術需求之競爭性評價針對技術需求之競爭性評價
爭需針性求對評之顧價競客爭需針性求對評之顧價競客
重對要客戶的重對要客戶的
求顧客的需求顧客的需 顧客需求與技術需求間的關係矩陣顧客需求與技術需求間的關係矩陣
品質屋組成
18
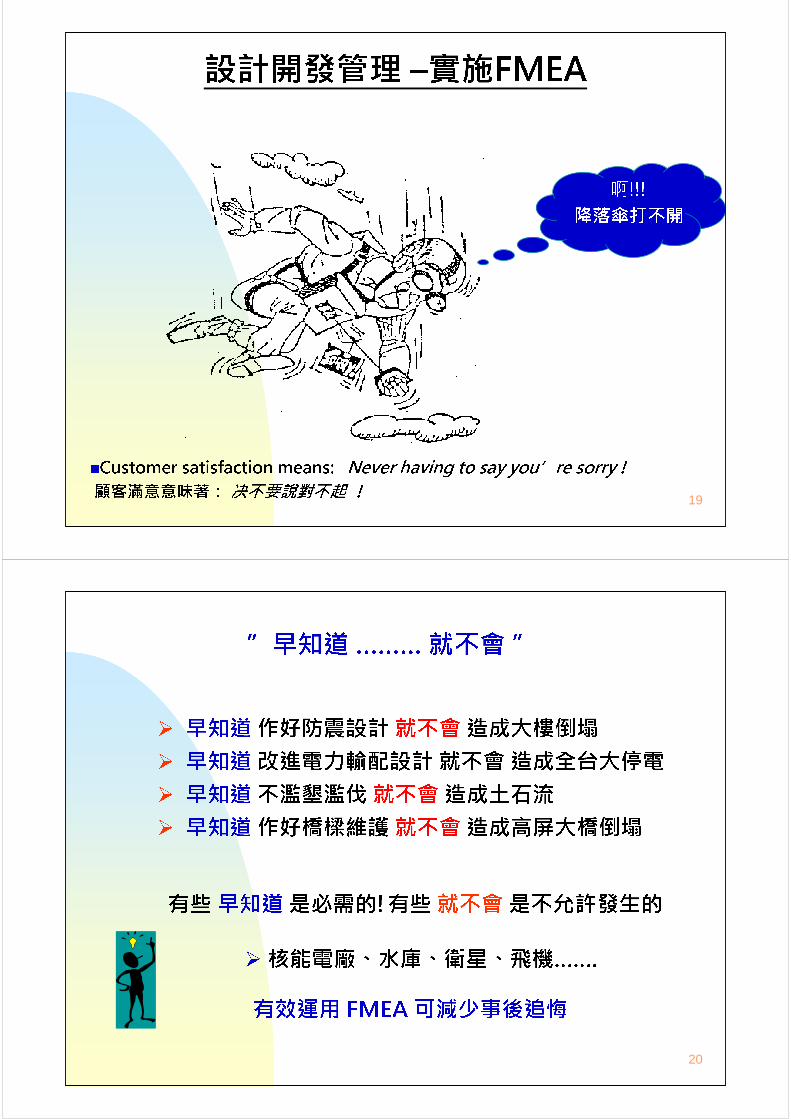
顧客需求 產品企劃 output售服管理出貨管理 製程管理部品管理
試裝驗證部品開發設計管理Input 顧客滿意品質管理系統持續改善品質問題點 品質問題點
Zero DefectZero Defect設計開發管理---FMEA實施設計開發管理---FMEA實施
欲做好事前預防,先做好FMEA
19
�Customer satisfaction means: Never having to say you’re sorry !顧客滿意意味著: 决不要說對不起 !
降落傘打不開啊!!!設計開發管理 –實施FMEA
20
”早知道 ……… 就不會 ”� 早知道 作好防震設計 就不會 造成大樓倒塌� 早知道 改進電力輸配設計 就不會 造成全台大停電� 早知道 不濫墾濫伐 就不會 造成土石流� 早知道 作好橋樑維護就不會 造成高屏大橋倒塌有些早知道是必需的!有些就不會是不允許發生的� 核能電廠、水庫、衛星、飛機…….有效運用 FMEA 可減少事後追悔
21
”我先 …… 所以沒有…… ”� 我先看了氣象預報所以沒有淋成落湯雞� 我先評估金融大樓高度所以沒有影響飛行安全� 我先設計電腦防火牆所以沒有被駭客入侵有些我先是必需的!有些所以沒有是預期可避免的� 核能電廠、水庫、衛星、飛機…….
有效運用 FMEA 可強化事先預防
22
FMEA 的意義在某一新產品設計開發前或某一新事物作業前,對曾經發生及預測未來將可能會發生的潛在失效,予以評估其影響的嚴重程度,並探討曾經發生及未來可能將會發生的所有可能原因,以及現行的預防或管制措施,以評估其風險,且針對高危險及高風險之因素,事先考慮防患措施的一種預防工具。
在某一新產品設計開發前或某一新事物作業前,對曾經發生及預測未來將可能會發生的潛在失效,予以評估其影響的嚴重程度,並探討曾經發生及未來可能將會發生的所有可能原因,以及現行的預防或管制措施,以評估其風險,且針對高危險及高風險之因素,事先考慮防患措施的一種預防工具。
23
FMEA 展開流程
是否
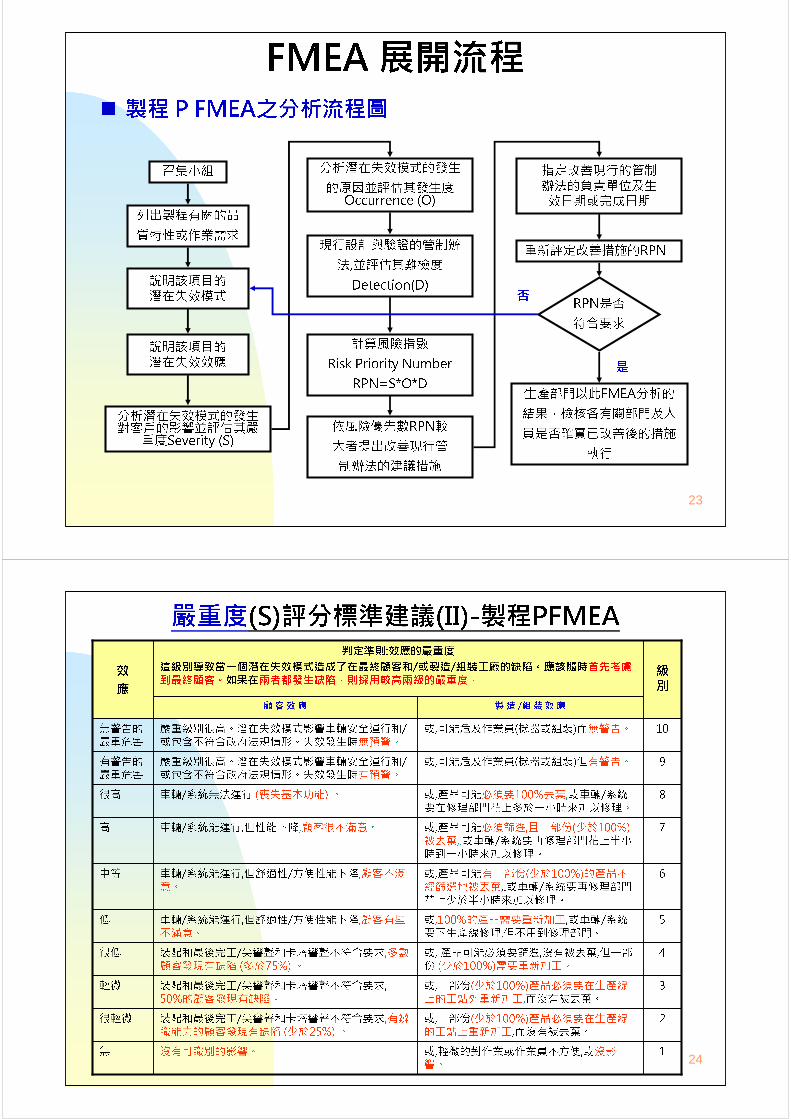
召集小組列出製程有關的品質特性或作業需求說明該項目的潛在失效模式說明該項目的潛在失效效應分析潛在失效模式的發生對客戶的影響並評估其嚴重度Severity (S)
分析潛在失效模式的發生的原因並評估其發生度Occurrence (O)現行設計與驗證的管制辦法,並評估其難檢度Detection(D)計算風險指數Risk Priority NumberRPN=S*O*D依風險優先數RPN較大者提出改善現行管制辦法的建議措施
指定改善現行的管制辦法的負責單位及生效日期或完成日期重新評定改善措施的RPNRPN是否符合要求生產部門以此FMEA分析的結果,檢核各有關部門及人員是否確實已改善後的措施執行
� 製程 P FMEA之分析流程圖
24
嚴重度(S)評分標準建議(II)-製程PFMEA製造 /組裝效應顧客效應
12345678910級別
或,輕微的對作業或作業員不方便,或沒影響。沒有可識別的影響。無 或,一部份(少於100%)產品必須要在生產線的工站上重新加工,而沒有被丟棄。裝配和最後完工/尖響聲和卡塔響聲不符合要求,有辨識能力的顧客發現有缺陷 (少於25%) 。很輕微 或,一部份(少於100%)產品必須要在生產線上的工站外重新加工,而沒有被丟棄。裝配和最後完工/尖響聲和卡塔響聲不符合要求,50%的顧客發現有缺陷。輕微 或, 產品可能必須要篩選,沒有被丟棄,但一部份 (少於100%)需要重新加工。裝配和最後完工/尖響聲和卡塔響聲不符合要求,多數顧客發現有缺陷 (多於75%) 。很低 或,100%的產品需要重新加工,或車輛/系統要下生產線修理,但不用到修理部門。車輛/系統能運行,但舒適性/方便性能下降,顧客有些不滿意。低 或,產品可能有一部份(少於100%)的產品不經篩選地被丟棄,.或車輛/系統要再修理部門花上少於半小時來加以修理。車輛/系統能運行,但舒適性/方便性能下降,顧客不滿意。中等 或,產品可能必須篩選,且一部份(少於100%)被丟棄,.或車輛/系統要再修理部門花上半小時到一小時來加以修理。車輛/系統能運行,但性能下降,顧客很不滿意。高 或,產品可能必須要100%丟棄,或車輛/系統要在修理部門花上多於一小時來加以修理。車輛/系統無法運行 (喪失基本功能) 。很高 或,可能危及作業員(機器或組裝)但有警告。嚴重級別很高。潛在失效模式影響車輛安全運行和/或包含不符合政府法規情形。失效發生時有預警。有警告的嚴重危害 或,可能危及作業員(機器或組裝)而無警告。嚴重級別很高。潛在失效模式影響車輛安全運行和/或包含不符合政府法規情形。失效發生時無預警。無警告的嚴重危害判定準則:效應的嚴重度這級別導致當一個潛在失效模式造成了在最終顧客和/或製造/組裝工廠的缺陷。應該隨時首先考慮到最終顧客。如果在兩者都發生缺陷,則採用較高兩級的嚴重度。效應

25
1≧1.67≦ 0.01件/每千件 2≧1.300.1件/每千件極低:失效不大可能發生 3≧1.200.5件/每千件 4≧1.101件/每千件低:相對較少失敗 5≧1.002件/每千件 6≧0.945件/每千件中等:偶爾發生失效 7≧0.8610件/每千件 8≧0.7820件/每千件高:經常失效 9≧0.5550件/每千件 10<0.55≧ 100件/每千件極高 : 失效幾乎不可避免 級別Ppk可能的失效率可能性發生率(O)評分標準建議
26
偵測度(D)評分標準建議(I)-設計 DFMEA
1設計控制幾乎肯定能夠找出潛在起因/機理及後續的失效模式幾乎肯定 2設計控制有很多的機會能夠找出潛在起因/機理及後續的失效模式很多 3設計控制有較多的機會能找出潛在起因/機理及後續的失效模式多 4設計控制有中上的機會能找出潛在起因/機理及後續的失效模式中上 5設計控制有中等的機會能找出潛在起因/機理及後續的失效模式中等 6設計控制有較少的機會能找出潛在起因/機理及後續的失效模式少 7設計控制有很少的機會能夠找出潛在起因/機理及後續的失效模式很少 8設計控制只有極少的機會能找出潛在起因/機理及後續的失效模式極少 9設計控制只有很極少的機會能找出潛在起因/機理及後續的失效模式很極少 10設計控制將不能和/或不可能找出潛在的起因/機理及後續的失效模式:或根本沒有設計控制絕對不肯定 級別評價準則:被設計控制偵測的可能性偵測度
27
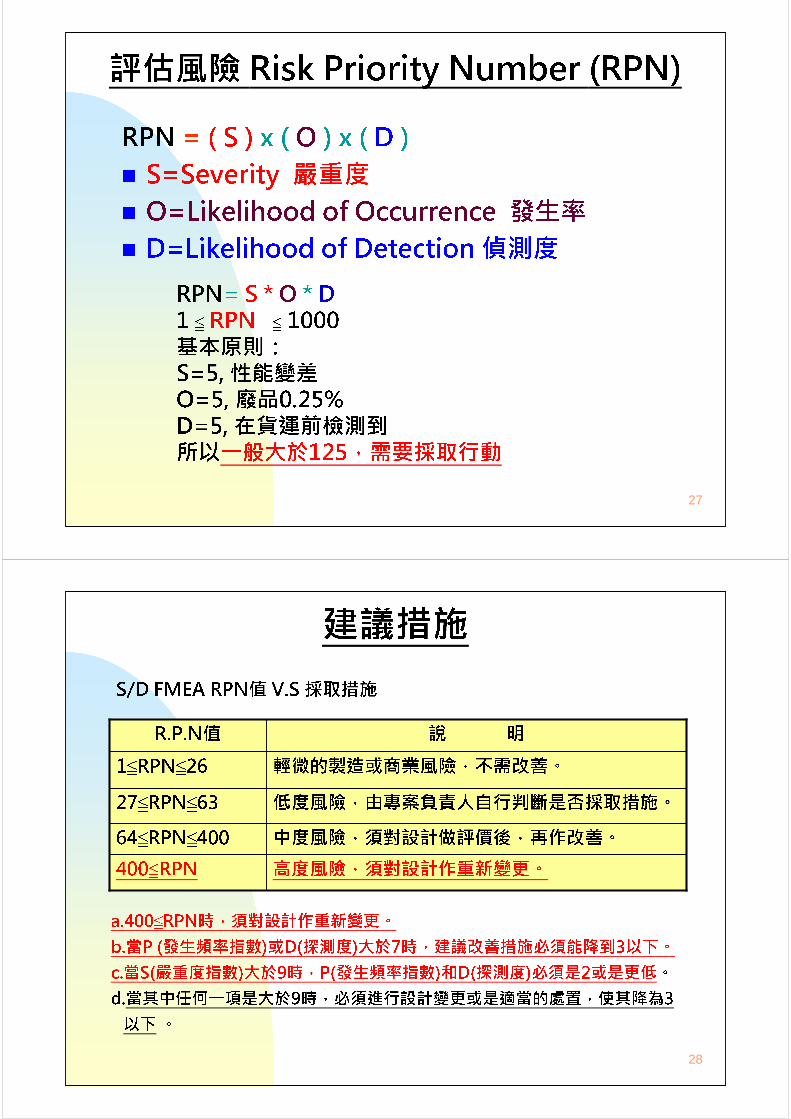
評估風險 Risk Priority Number (RPN)
RPN= S * O * D1 ≦ RPN ≦ 1000基本原則:S=5,性能變差O=5, 廢品0.25%D=5, 在貨運前檢測到所以一般大於125,需要採取行動
RPN = ( S ) x ( O ) x ( D )� S=Severity 嚴重度� O=Likelihood of Occurrence 發生率� D=Likelihood of Detection 偵測度
28
建議措施
a.400≦RPN時,須對設計作重新變更。b.當P (發生頻率指數)或D(探測度)大於7時,建議改善措施必須能降到3以下。c.當S(嚴重度指數)大於9時,P(發生頻率指數)和D(探測度)必須是2或是更低。d.當其中任何一項是大於9時,必須進行設計變更或是適當的處置,使其降為3以下 。
高度風險,須對設計作重新變更。400≦RPN 中度風險,須對設計做評價後,再作改善。64≦RPN≦400 低度風險,由專案負責人自行判斷是否採取措施。27≦RPN≦63 輕微的製造或商業風險,不需改善。1≦RPN≦26 說 明R.P.N值S/D FMEA RPN值 V.S 採取措施

29
(1)FMEA編號:P001頁碼:第 1 頁 共 25 頁(2)項目名稱:DVD系列 (3)過程責任部門:製造工程 (4)編制者 :白木-製造工程師(6)車型年型/車輛:200x/Y等全車系 (6)關鍵日期:200x,Jun.15 (7)日期:(編制)200x,Jun.15 (修訂):200x,Jul.7(8)核心小組:研發-隋仁; 品保-戚卡穿; 生產-魯四; 模具-袁旺; 客戶品保-仇丕; 供應商品保-竹本口木潛在失效模式及效應分析(過程 FMEA)
28417將模具架及模具編號標示牌依模具顏色噴漆或改用色紙.沖壓主管/Jun.301.1.2.1重新Layout,將同一顏色模具存放於同一架位,但不同顏色則分開不同區之架位存放.1684首件檢查模具底座顏色與工令單中品號列印顏色一致
61.1.2模具取錯←操作者誤認編號←類似編號之模具存放未分開←模具存放依編號順序←架位僅規劃一區
112827設定模具編號法則並納入模具管制程序設定模具單位之行政助理為編號之管控者模具主管/Jun.20模具主管/Jun.20
1.1.1.1設定模具編號法則1.1.1.2設定專人負責管理模具之編號3928由模具單位建立模具資料及總覽,並由沖壓單位依模具編號依序存放,籍以發現
無71.1.1模具取錯←不同模具相同編號←非同一人編號且無人控營7沖壓成類似產品→尺寸規格太大→與機組假固定→機組脫落→機組撞擊框架→車內異音且影像跳動
1.1產品錯誤1.沖壓/利用沖床將框架鐵材沖孔,成型
RPN探測度發生率嚴重度採取措施(21) 執行結果(22)責任和目標完成日(20)建議措施(19)風險指數RPN (18)探測度(D)(17)現行過程管制(16b)現行過程預防(16a)發生率(O)(15)潛在失效起因(14)分類(13)嚴重度(S)(12)潛在失效效應(11)潛在失效模式(10)過程/作業要求(9)
參考範例--- P FMEA範例
30
FMEA與管制計劃(Control Plan)關係
負責人員查檢表管制圖負責人員
量測工具抽樣方法
頻率異常判定管制項目
控制條件點檢項目
執行使用表格檢驗方法不良結果不良原因製程圖示製程名稱
異常處置管理方法管制點製程
31
顧客需求 產品企劃 output售服管理出貨管理 製程管理部品管理
試裝驗證部品開發設計管理Input 顧客滿意品質管理系統持續改善品質問題點 品質問題點
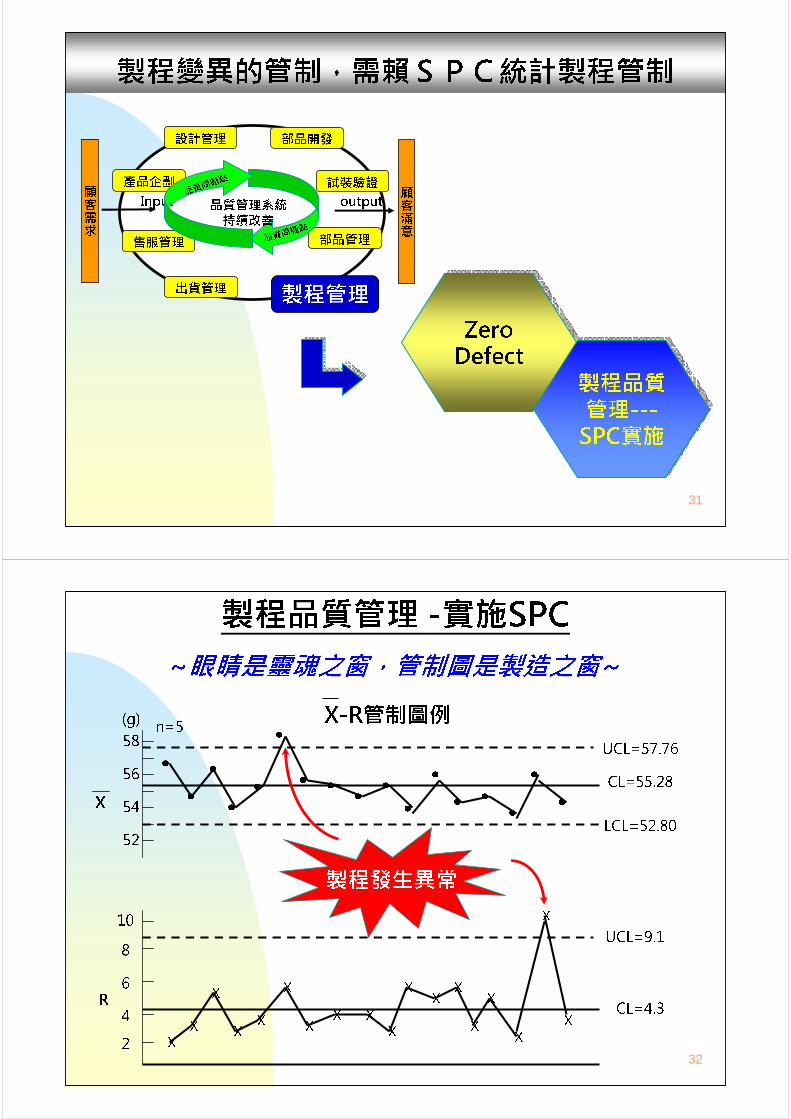
Zero DefectZero Defect 製程品質管理---SPC實施製程品質管理---SPC實施
製程變異的管制,需賴SPC統計製程管制
32
製程品質管理 -實施SPCX-R管制圖例
56585452(g) n=5 UCL=57.76
R
CL=55.28LCL=52.80X . . .. ... .. . . . .. ...
246810 UCL=9.1
CL=4.3X XX XX X XX XX X X XX
X X X X製程發生異常
~眼睛是靈魂之窗,管制圖是製造之窗~
33
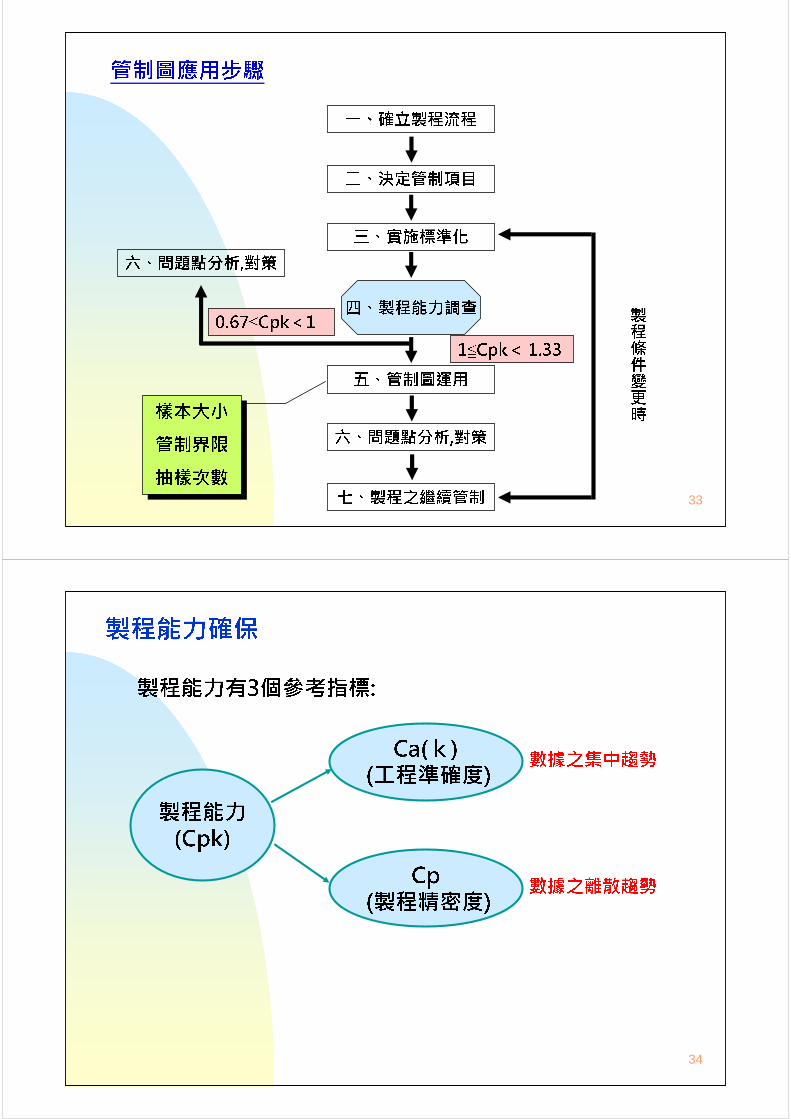
管制圖應用步驟
六、問題點分析,對策
一、確立製程流程二、決定管制項目三、實施標準化
五、管制圖運用七、製程之繼續管制六、問題點分析,對策
四、製程能力調查1≦Cpk< 1.33 0.67≦Cpk<1 製程條件變更時樣本大小管制界限抽樣次數樣本大小管制界限抽樣次數
34
製程能力確保
製程能力(Cpk)Ca(k)(工程準確度)
Cp(製程精密度)
製程能力有3個參考指標:數據之集中趨勢數據之離散趨勢
35
製程能力等級判斷及處置建議等級 Ca製程準確度 處置建議A |Ca | ≤≤≤≤12.5% 作業員遵守作業標準操作,並達到規格之要求,需繼續維持B 12.5%<<<< | Ca | ≤≤≤≤25% 有必要盡可能將其改進為A級C 25%<<<< | Ca | ≤≤≤≤50% 作業員可能看錯規格,不按作業標準操作,檢討規格,作業標準D 50%<<<< | Ca | 應採取緊急措施,全面檢討所有可能影響因素,必要停止生產等級 Cp製程精密度 處置建議A 1.33≤≤≤≤ Cp (T=8σσσσ) 此一製程穩定,可將規格許容差縮小或勝任更精密之工作B 1.00≤≤≤≤ Cp <<<<1.33 (T=6σσσσ) 有發生不良危險,須注意,並設法維持不要使其變壞,追查原因C 0.83≤≤≤≤ Cp <<<<1.00 (T=5σσσσ) 檢討規格及作業標準,可能本製程不能勝任如此精密之工作D Cp <<<<0.83 應採取緊急措施,全面檢討所有可能影響因素,必要停止生產等級 Cpk製程能力指數 處置建議A 1.33 ≤≤≤≤ Cpk 製程能力足夠B 1.0≤≤≤≤ Cpk<<<<1.33 製程能力尚可.應再努力C Cpk<<<<1.0 製制程應加以改善
36
顧客需求 產品企劃 output售服管理出貨管理 製程管理
部品管理試裝驗證部品開發設計管理
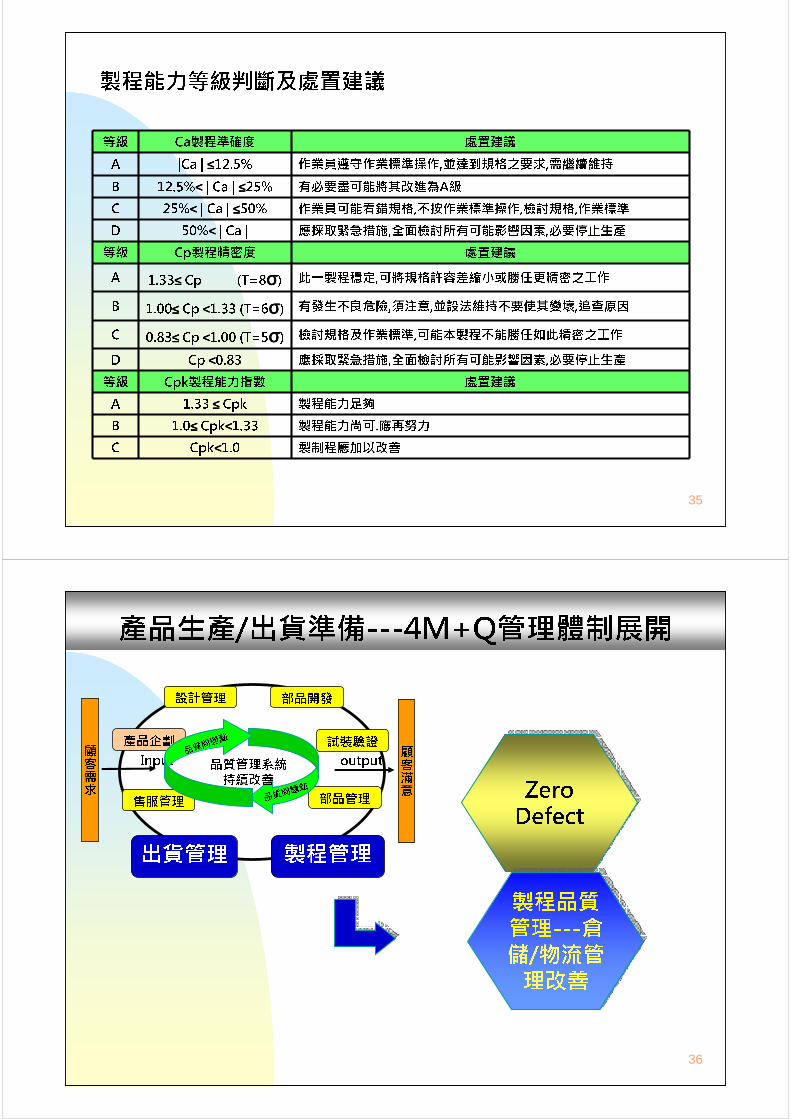
Input 顧客滿意品質管理系統持續改善品質問題點 品質問題點 Zero DefectZero Defect製程品質管理---倉儲/物流管理改善製程品質管理---倉儲/物流管理改善
產品生產/出貨準備---4M+Q管理體制展開
37
製程品質管理 - 倉儲/物流管理改善目標: 有效提昇庫房整體改善,達到一連流/先進先出/目視化/
透明化/集中化/庫存成本低減及LOSS消除等推動重點: 1.整體物料流程重點改善2.零件存區LAYOUT重整3.先進先出/集中化的管理活動4.庫存金額低減的推動(JIT生產指示看板管理)
38
JIT生產管理生產指示看板規劃
重點流程及步驟生產指示看板規劃
重點流程及步驟1.現狀庫存掌握2.包裝量降低3.生產批量降低4.換型工時低減
5.安全量合理化設定6.看板作業流程建立7.看板計算及發行8.改善目標擬定
39
Zero DefectZero Defect製程品質管理---QCC實施製程品質管理---QCC實施
顧客需求 產品企劃 output售服管理出貨管理 製程管理
部品管理試裝驗證部品開發設計管理
Input 顧客滿意品質管理系統持續改善品質問題點 品質問題點
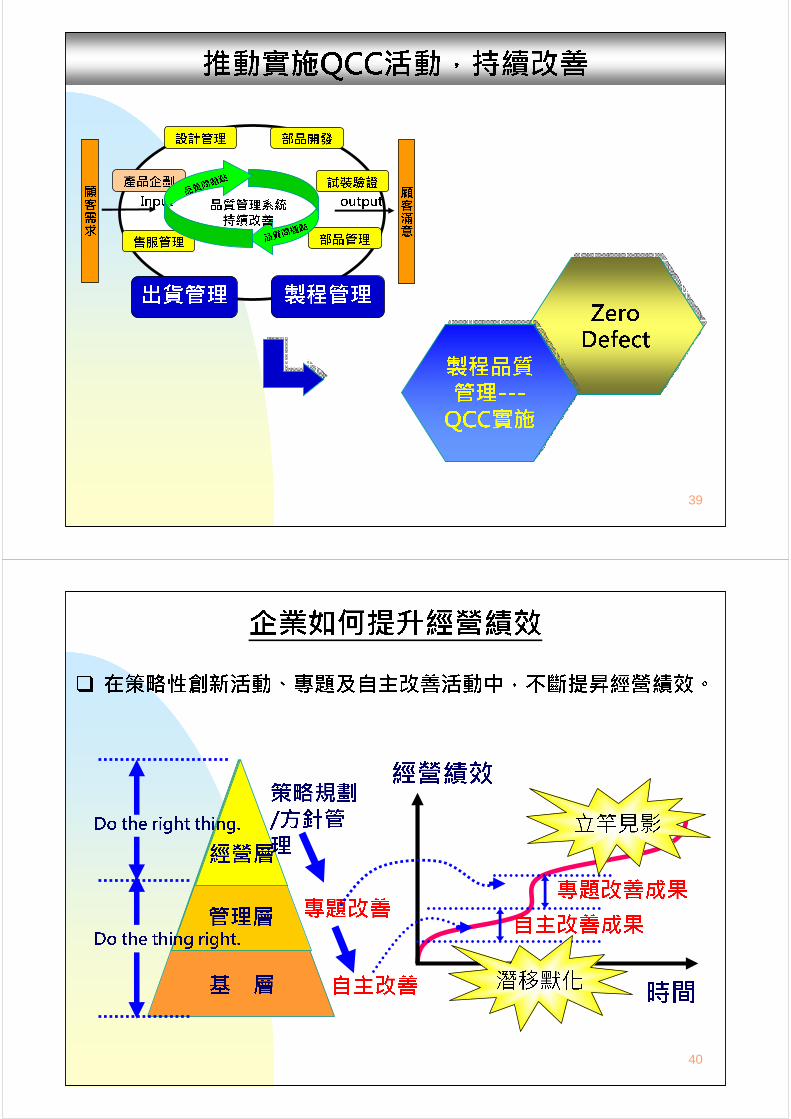
推動實施QCC活動,持續改善
40
經營層基 層管理層
Do the right thing. Do the thing right. 專題改善
策略規劃/方針管理
自主改善
� 在策略性創新活動、專題及自主改善活動中,不斷提昇經營績效。經營績效
專題改善成果自主改善成果時間
立竿見影
潛移默化
企業如何提升經營績效

41
動作浪費經營管理現場管理生產過剩浪費 等待浪費 運搬浪費
庫存浪費製造不良浪費
Seven Waste加工浪費動作浪費
精實生產精實生產
42
品管圈活動的基本理念和目標企業繁榮排除浪費 降低成本 提高品質 提高效率 創造利潤品管圈活動目標1.提高現場水準2.提高員工士氣3.提高品質意識4.提高改善意願 1.加強問題意識
2.發揮員工潛能3.現場成為品質管制重心4.品質保證的提高
品管圈基本理念1.尊重人性2.發揮人的潛能3.改善企業體
品管圈基本理念1.尊重人性2.發揮人的潛能3.改善企業體
品管圈作法1.自動自發2.自我啟發3.相互啟發4.全員參與
品管圈作法1.自動自發2.自我啟發3.相互啟發4.全員參與
全體品管圈團員全體品管圈團員
製程品質管理 - 品管圈活動實施

43
品管圈活動精神
品管圈活動團隊合作
流程導向標 準 化
持事實管理
續
改善持續
改 善
44
品管圈活動的改善範圍
企業文化 企業文化
提高品質 生產技術 管理行政降低成本 安全衛生提高產量 設計變更 福利士氣
設備工具
45
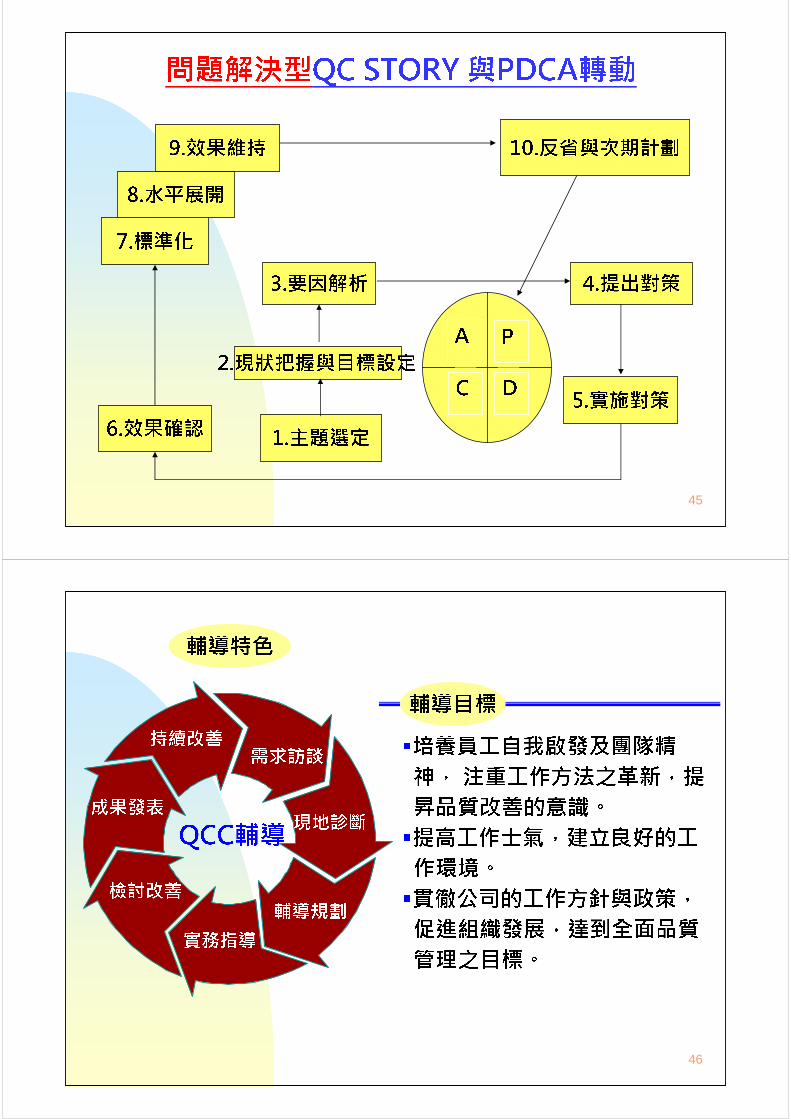
問題解決型QC STORY 與PDCA轉動
1.主題選定2.現狀把握與目標設定
3.要因解析 4.提出對策5.實施對策6.效果確認
7.標準化8.水平展開9.效果維持 10.反省與次期計劃
PDAC
46
成果發表持續改善 需求訪談
現地診斷輔導規劃檢討改善實務指導
輔導目標�培養員工自我啟發及團隊精神,注重工作方法之革新,提昇品質改善的意識。�提高工作士氣,建立良好的工作環境。�貫徹公司的工作方針與政策,促進組織發展,達到全面品質管理之目標。QCC輔導
輔導特色
47
推動實施TPM活動,持續改善顧客需求 產品企劃 output售服管理
出貨管理 製程管理部品管理
試裝驗證部品開發設計管理Input 顧客滿意品質管理系統持續改善品質問題點 品質問題點
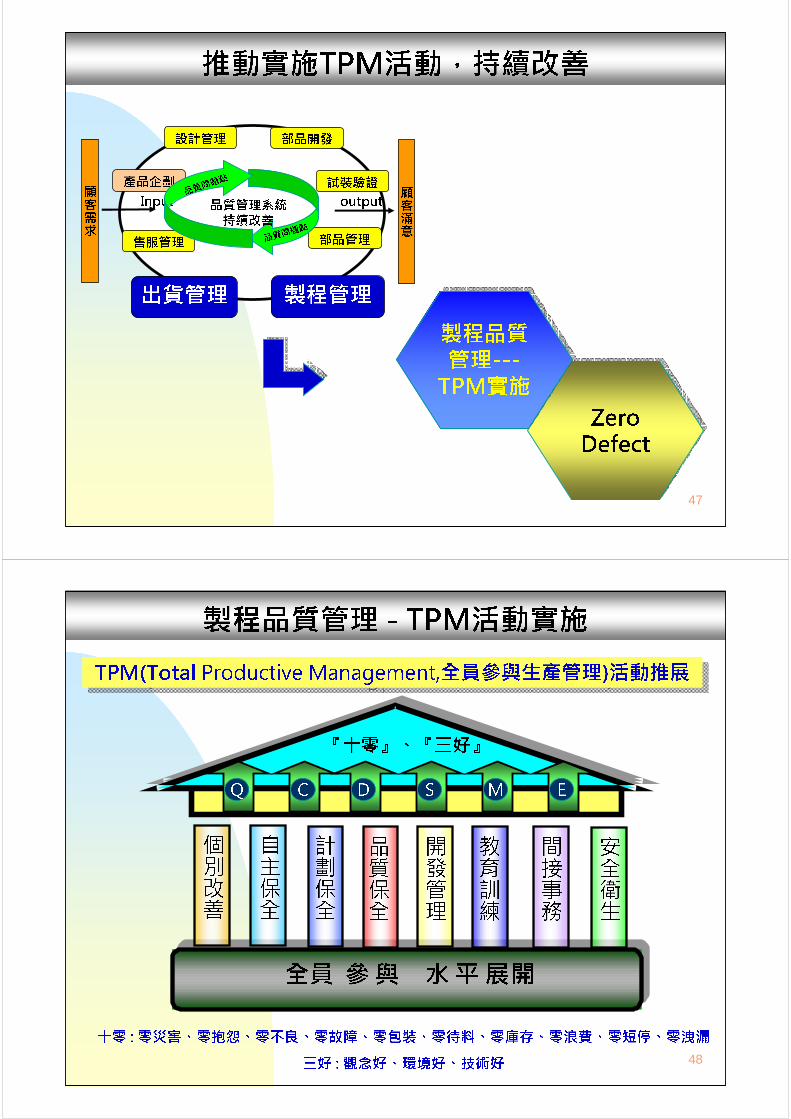
Zero DefectZero Defect製程品質管理---TPM實施製程品質管理---TPM實施
48
製程品質管理 - TPM活動實施TPM(Total Productive Management,全員參與生產管理)活動推展TPM(Total Productive Management,全員參與生產管理)活動推展
全員 參與 水平展開安全衛生
間接事務教育訓練
開發管理品質保全
計劃保全自主保全
個別改善
『十零』、『三好』
十零 : 零災害、零抱怨、零不良、零故障、零包裝、零待料、零庫存、零浪費、零短停、零洩漏三好 : 觀念好、環境好、技術好
Q C D S M E

49
TPM是將日常之各項管理活動,藉由八個支柱做系統面之展開,除了垂直推動外,相互間的橫向關係的展開。TPM是將日常之各項管理活動,藉由八個支柱做系統面之展開,除了垂直推動外,相互間的橫向關係的展開。八大支柱八大支柱個別改善個別改善自主保全自主保全計劃保全計劃保全品質保全品質保全開發管理開發管理教育訓練教育訓練安衛環保安衛環保間接事務效率化間接事務效率化
QCC.成本低減活動QCC.成本低減活動5S.定位5S.定位設備預防保養設備預防保養品質提昇改善.SOP品質提昇改善.SOP同步工程.APQP同步工程.APQP多能工.問題解析多能工.問題解析安全巡檢.指差呼喚安全巡檢.指差呼喚文件管理.降低庫存文件管理.降低庫存
現行管理活動現行管理活動 追求目的追求目的分科會與日常活動之結合分科會與日常活動之結合
生產損失之消除生產損失之消除設備應有狀態之遵守設備應有狀態之遵守設備零故障之達成設備零故障之達成全面品質零不良之保證全面品質零不良之保證零災害境界之追求零災害境界之追求人員素質之提昇人員素質之提昇開發Lead Time之短縮開發Lead Time之短縮間接類事務效率之改善間接類事務效率之改善
50
謝謝聆聽
做對的事情,把事情做對品質是習慣做出來的
共勉之