1 成型杆部分调平ftp.ruigongye.com/200806/jixiepeixunshouce.pdf机 械 培 训 手 册...
TRANSCRIPT

CFA712/112-32
机 械 培 训 手 册
姓名:_______________

CFA112/712-32 机械培训 SIG Combibloc 康美包
目录
1 技术参数手册 2 双氧水系统图 3 气动系统图 4 管路总图 5 润滑系统参考资料 6 V1-4 7 冷却水系统 8 主要参数设定
CBCN-Technical Training Department 1

CFA112/712-32 机械培训 SIG Combibloc 康美包
介 绍 本手册仅供培训使用!
这本机械培训手册是由机器的基本设定及有关辅助资料组成, 部分信息可能已有所变化,且个别的机器可能与这本手册上所陈述 的有所差别,我们不负责以本手册为依据的任何法律申诉与赔偿要
求。
如您想要最新的数据,请随时向 SIG Combibloc 咨询。一切的资
料文件以 SIG Combibloc 所发出的正式文件为标准。 如果您有任何疑问,请随时与我们设在上海的办事处联系: FOR TRAINING ONLY !
This training document is consist of technical specification of Combibloc filling machine and other auxiliary document of machine component. Some data may be different in different machine. This document can not be evidence for any jural complain. You can ask SIG Combibloc for updated information. If you have any question, please contact us. 电话:021-62480885 传真:021-62499541
CBCN-Technical Training Department 2

CFA112/712-32 机械培训 SIG Combibloc 康美包
第一部分 技术参数手册
CBCN-Technical Training Department 3

CFA112/712-32 机械培训 SIG Combibloc 康美包
组 内 容 页码
001 机架 P2
002 驱动 P7
003 纸盒仓 P13
004 纸盒打开 P17
005 纸盒套入 P22
006 成型杆 P28
007 底部活化 P30
008 底部横向折叠 P35
009 底部纵向折叠 P38
010 底部压制 P40
011 纸盒转移 P43
015 套链 P45
016 底部导轨 P50
017 顶部预折 P51
018 灌装系统 P60
023 阀组 P68
030 耳翼折叠 P72
034 推出器 P70
035 转移台 P78
042 中央润滑系统 P82
045 超声波站 P87
049 蒸汽喷射 P99
080 纸盒/机器灭菌 P101
082 无菌区/废风 P106
085 无菌风系统/废风 P109
096 凸轮表 P111
CBCN-Technical Training Department 4

CFA712-32 机械培训 SIG Combibloc 001 机架 康美包
1 成型杆部分调平
○1 =成型杆部分机架
○2 =横向折叠驱动轴
○3 =水平仪放置位置
将水平仪放置在调试点○3
,将成型杆机架调至水平。
图 1
2 套链部分初步调平
○1 =轨 1 机架
○2 =轨 4 机架
○3 =安装螺丝
○4 =套链驱动轴
○5 =水平仪位置
○6 =安装螺丝
将水平仪放置在测量点○5 ,将套链部
分调至水平(最大.0.1 毫米/米),调节
地脚螺丝随后锁紧。
设定套链时接通压缩空气,将套链
张紧,将模具插入轨 1+4 两侧的参
照位置(见第 15 章)
图 2
到 870151026
到 870751015
从 870151027
从 870751016
设定模具 860559209 ○3 870159008 ○6
CBCN-Technical Training Department 5

CFA712-32 机械培训 SIG Combibloc 001 机架 康美包
3 成型杆部分与套链对接
○1 机架 成型杆部分 ○2 机架 套链部分 ○3 调节螺丝 A= 2…3 毫米 用运输工具在套链部分前面移动成
型杆部分,设定 A。 将调节螺丝○3 拧出一点,然后将成
型杆部分移向套链部分。
○1 = 成型杆部分机架的上端面 ○2 = 套链部分机架的上端面 ○3 = 调节螺钉 ○4 = 成型杆部分地脚 ○5 = 推出器传动轴 ○6 = 水平仪 ○7 = 螺钉 调低成型杆部分使成型杆部分和套链部
分机架在一个平面上。锁紧调节螺丝○3
使之抵住成型杆部分。使用水平仪调节
成型杆部分的水平(最大.0.1 毫米/米)。 锁紧连接块螺钉○7
CBCN-Technical Training Department 6

CFA712-32 机械培训 SIG Combibloc 001 机架 康美包 适用: 8701 51001 CFA112-32 适用从: 870751001 CFA712-32 到:
4 成型杆和套链对中(90 度)
注意:套链的基本设定已完成。
○1 = 成型杆在静止位置(水平) ○2 = 机架,成型杆部分 ○3 = 机架,套链部分 ○4 = 套链(简图) ○5 = 套链中心 = 成型杆中心 ○6 = 模具的基准边 ○7 = 360 度刻度盘 A = 132.5 毫米 D = 137.5 毫米 F1 = 100 度
CFA112-32 B=50.3 毫米 C=52 毫米
CFA712-32 B=62.5 毫米 C=64 毫米
用模具8701.59002贴上套链的基准面○6 来
设定套链和成型杆对中,调整电柜的地脚
使之位置正确,最后锁紧地脚。 适用:870151002 CFA112-32
5 成型杆和套链对中(90 度) 注意:套链的基本设定已完成。
○1 = 成型杆在静止位置(水平) ○2 = 机架,成型杆部分 ○3 = 机架,套链部分 ○4 = 套链(简图) ○5 = 套链中心 = 成型杆中心 ○6 = 模具的基准边 ○7 = 360 度刻度盘 A = 132.5 毫米 B = 50.5 毫米 C = 52 毫米 D = 137.5 毫米 FI = 100°
用模具8701.59002贴上套链的基准面
○6 来设定套链和成型杆对中,调整电
柜的地脚使之位置正确,最后锁紧地
脚。
CBCN-Technical Training Department 7
CFA712-32 机械培训 SIG Combibloc 001 机架 康美包 适用:8701 51001 CFA112-32 适用从:8707 51001 CFA712-32
到;
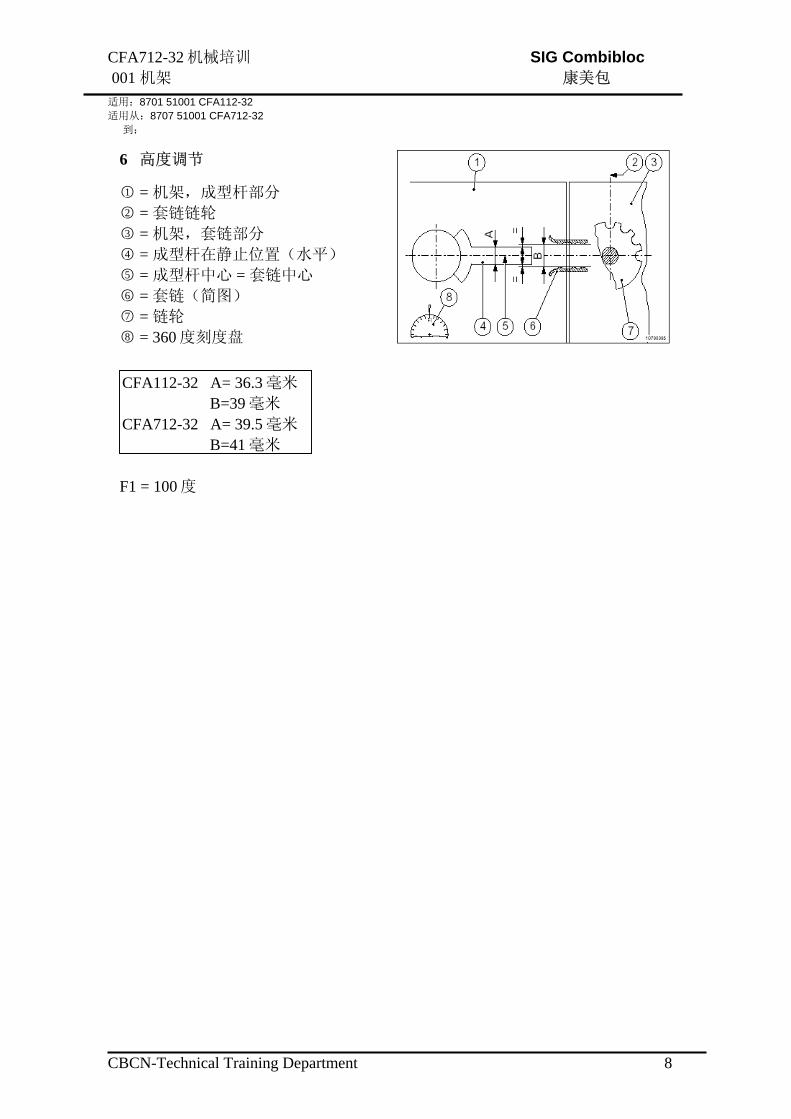
6 高度调节
○1 = 机架,成型杆部分 ○2 = 套链链轮 ○3 = 机架,套链部分 ○4 = 成型杆在静止位置(水平) ○5 = 成型杆中心 = 套链中心 ○6 = 套链(简图) ○7 = 链轮 ○8 = 360 度刻度盘
CFA112-32 A= 36.3 毫米 B=39 毫米
CFA712-32 A= 39.5 毫米 B=41 毫米
F1 = 100 度
CBCN-Technical Training Department 8

CFA712-32 机械培训 SIG Combibloc 001 机架 康美包 适用从: 8701 51002 到:
7 高度调节 ○1 = 机架,成型杆部分 ○2 = 套链链轮 ○3 = 机架,套链部分 ○4 = 成型杆在静止位置(水平) ○5 = 成型杆中心 = 套链中心 ○6 = 套链(简图) ○7 = 链轮 ○8 = 360 度刻度盘 ○9 = 齿形皮带,振动频率
35±3HZ ○10 = 皮带轮 ○11 = 微调螺丝 ○12 = 张紧轮
B = 39 毫米 A = 36.5 毫米
适用从:870151001 适用从:870751001
8 齿形皮带的设定 - 在参考位置确定套链的位置(见第 2 条) - 转动成型杆到水平位置(F1 = 100 度) - 用模具 8701.59002 检查套链对
成型杆的位置,如有必要,调整
成型杆部分的高度 - 将齿形皮带○9 放在皮带轮○10
上,先张紧张紧轮○12 ,振动频率
35±3HZ,然后调整螺丝○11
注意:图示位置在驱动侧(轨 4)
CBCN-Technical Training Department 9

CFA712-32 机械培训 SIG Combibloc 002 驱动 康美包 适用从:8701 51001 CFA112-32 到: 适用从:8707 51001 CFA712-32 到:
1 驱动齿轮的基本设定 ○1 = 上齿轮 ○2 = 下齿轮 ○3 = 锁紧环 ○4 = 大螺母 ○5 = 防松螺母 ○6 = 设定螺钉 ○7 = 固定螺钉 ○8 = 轴承座 ○9 = 螺母 ○10 = 金属波纹联轴器 ○11 = 同步离合器(过载离合器) ○12 = 带槽螺母 ○13 = 锥形滚子轴承 ○14 = 轴 ○15 = 锁紧螺母
设定步骤 - 安装上齿轮○1 - 锁紧锁紧环○3 - 将螺钉○6 完全拧进去,使齿轮处于放松状态。 - 轻轻的拧紧轴承座○8 上的固定螺钉○7 (使上下齿轮有间隙) - 拧大螺母○4 ,轴向移动齿轮○2 ,直到两个齿轮的端面 A,B 平齐。 - 调节设定螺钉○6 ,使下面的齿轮○2 朝上面的齿轮○1 移动,直到两个齿轮之间没
有间隙。 - 锁紧调节螺丝○6 的锁紧螺母○9 。 - 用手转动(成型杆)齿轮○1 和○2 ,检查两个齿轮的端面 A,B 是否还是平齐。 - 将螺母○4 旋进去 1/4 圈,用手转动齿轮。 - 再次检查齿轮的端面 A,B 是否平齐。
- 锁紧大螺母○4 的锁紧螺母○5 ,锁紧固定螺丝○7 。 锥形滚子轴承的安装: - 锥形滚子轴承○13 的轴承环相对轴承的侧支承面必须完全灵活,为避免轴承间隙
改变,按如下步骤设定: - 建议一对轴承的间隙约为 0.05 毫米。 - 锥形滚子轴承安装好以后,将轴转动几次,转动周上开槽的螺母○12 直到不能转
动为止,然后往回转大约 12 度。(相当于 0.05 毫米) 此处删除
CBCN-Technical Training Department 10
CFA712-32 机械培训 SIG Combibloc 002 驱动 康美包
设定轴向间隙: - 用 40Nm 的力矩拧紧螺母○12 。 - 在螺母○12 和○15 上做好标记。 - 松开螺母○12 ,释放轴承○13 的张力。 - 在螺母○12 拧紧前两个齿的位置拧紧○15 。(对应 2-2.5Nm) - 将锁紧垫片(止退垫片)的相应齿弯过来,卡到螺母○12 的周向槽里,防止螺母
○12 转动 注意! 执行了驱动部分的安装或者维修后(例如更换了波纹联轴器○10 ),必须检查成
型杆对底部压制的位置。(见第 10 组) 注释: 以上的两种方法都是为保证 0.05mm 轴向间隙的,40NM 的意义在于它是标准的 上紧力。这样所有人都可以用同样的力消除轴承间隙。
CBCN-Technical Training Department 11

CFA712-32 机械培训 SIG Combibloc 002 驱动 康美包
适用从:870151002 CFA112 – 32 到:870151039 适用从:870751001 CFA712 – 32 到:870751022
2 分度齿轮箱的安装 ○1 = 压力螺丝 ○2 = 锁紧螺母 注意: —最大用扭力 29Nm 拧紧锁紧螺母
和压力螺丝。
适用从:870151040 CFA112 – 32 到: 适用从:870751023 CFA712 – 32 到:
2.1 分度齿轮箱的安装 ○1 = 带螺纹之定位支承 ○2 = 锁紧螺钉 ○3 = 对正模具 8701.59101 ○4 = 齿轮箱轴 ○5 = 法兰 - 用带螺纹之定位支承○1 调整齿轮箱
○4 的高度和侧向位置 - 用模具 8701.59101○3 (8701.59223) 检查齿轮箱轴○4 和法兰○5 的同心。 在轴上滑动模具滑套可以检查二者
是否同心 - 根据要求的张力张紧皮带。
CBCN-Technical Training Department 12

CFA712-32 机械培训 SIG Combibloc 002 驱动 康美包
适用从:870151002 CFA112 - 32 到: 使用从:870751001 CFA712 – 32
到:
2.2 金属波纹联轴器的设定 在安装波纹联轴器的时候,不要超
过下列偏差值 轴向 A = 41 ± 1mm 侧向 B = 0 ± 0.2 mm 角度 a = 1.5 ° ○1 = 波纹联轴器 ○2 = 控制模具 ○3 = 塞尺 ○4 = 离合器法兰的后端面 在安装完成时,请检查离合器的位置: - 首先检查套链,底部横向折叠以及
顶部预折的齿形皮带的张紧度。 - 清洁法兰的端面,将控制模具
(8701.59028)置于离合器的后端面
○4 ,用塞尺○3 检查尺寸 A,在离合
器的四周重复测量几次。 - 用同样的方法检查公差 B。 - 尺寸检查的目的是为了更加完美。 但是这也会花费大量的时间。 - 如果尺寸 A 或 B 超过了公差要
求,根据上述第 2 节重新设定齿轮
箱。(先松开所有的皮带的张紧
轮,完成后再张紧) - 完成设定后,可能要修正底部偏
移。
CBCN-Technical Training Department 13

CFA712-32 机械培训 SIG Combibloc 002 驱动 康美包
2.3 检查皮带张紧 A = 两齿轮中心的皮带的距离 A/2 = 上述距离的一半 ○1 = 测量点 使用CLAVIS测量仪器测量力距 测量点○1 必须在没有张紧轮的一侧
CBCN-Technical Training Department 14
CFA712-32 机械培训 SIG Combibloc 002 驱动 康美包
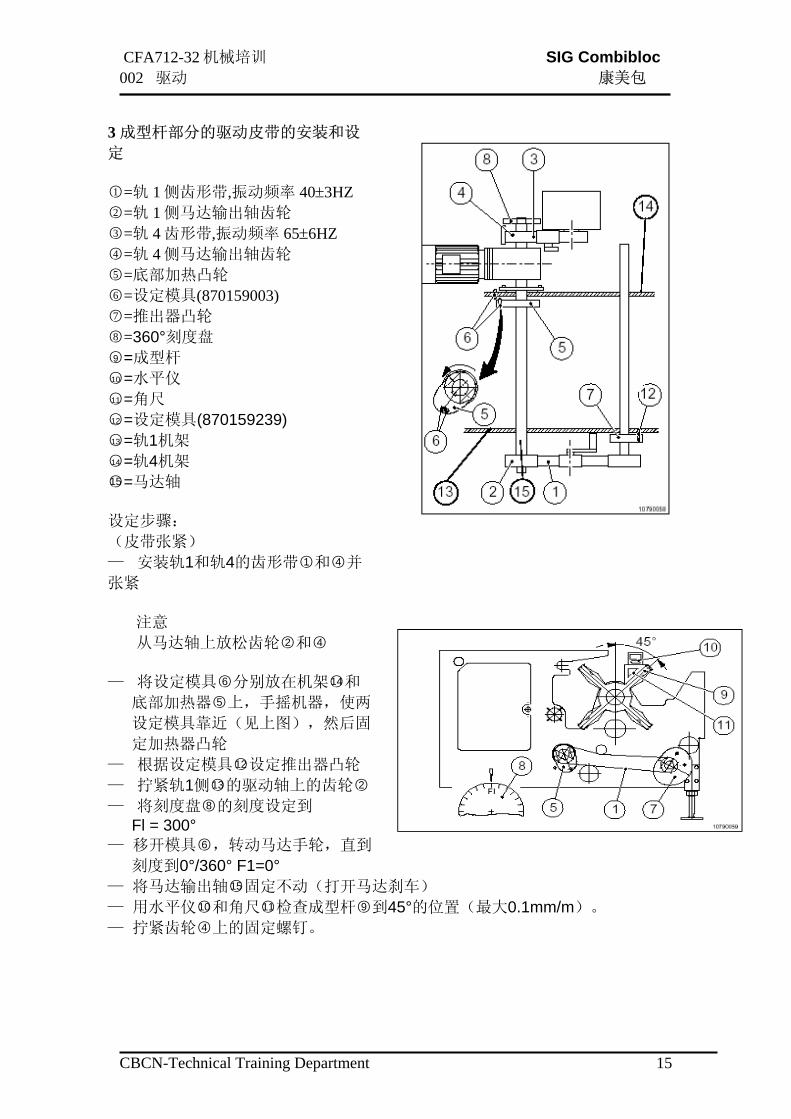
3 成型杆部分的驱动皮带的安装和设
定 ○1 =轨 1 侧齿形带,振动频率 40±3HZ ○2 =轨 1 侧马达输出轴齿轮 ○3 =轨 4 齿形带,振动频率 65±6HZ ○4 =轨 4 侧马达输出轴齿轮 ○5 =底部加热凸轮 ○6 =设定模具(870159003) ○7 =推出器凸轮 ○8 =360°刻度盘 ○9 =成型杆 ○10 =水平仪 ○11 =角尺 ○12 =设定模具(870159239) ○13 =轨1机架 ○14 =轨4机架 ○15 =马达轴 设定步骤: (皮带张紧) — 安装轨1和轨4的齿形带○1 和○4 并
张紧 注意 从马达轴上放松齿轮○2 和○4
— 将设定模具○6 分别放在机架○14和
底部加热器○5 上,手摇机器,使两
设定模具靠近(见上图),然后固
定加热器凸轮 — 根据设定模具○12设定推出器凸轮 — 拧紧轨1侧○13的驱动轴上的齿轮○2 — 将刻度盘○8 的刻度设定到
Fl = 300° — 移开模具○6 ,转动马达手轮,直到
刻度到0°/360° F1=0°
— 将马达输出轴○15固定不动(打开马达刹车) — 用水平仪○10和角尺○11检查成型杆○9 到45°的位置(最大0.1mm/m)。 — 拧紧齿轮○4 上的固定螺钉。
CBCN-Technical Training Department 15
CFA712-32 机械培训 SIG Combibloc 003 纸盒仓 康美包
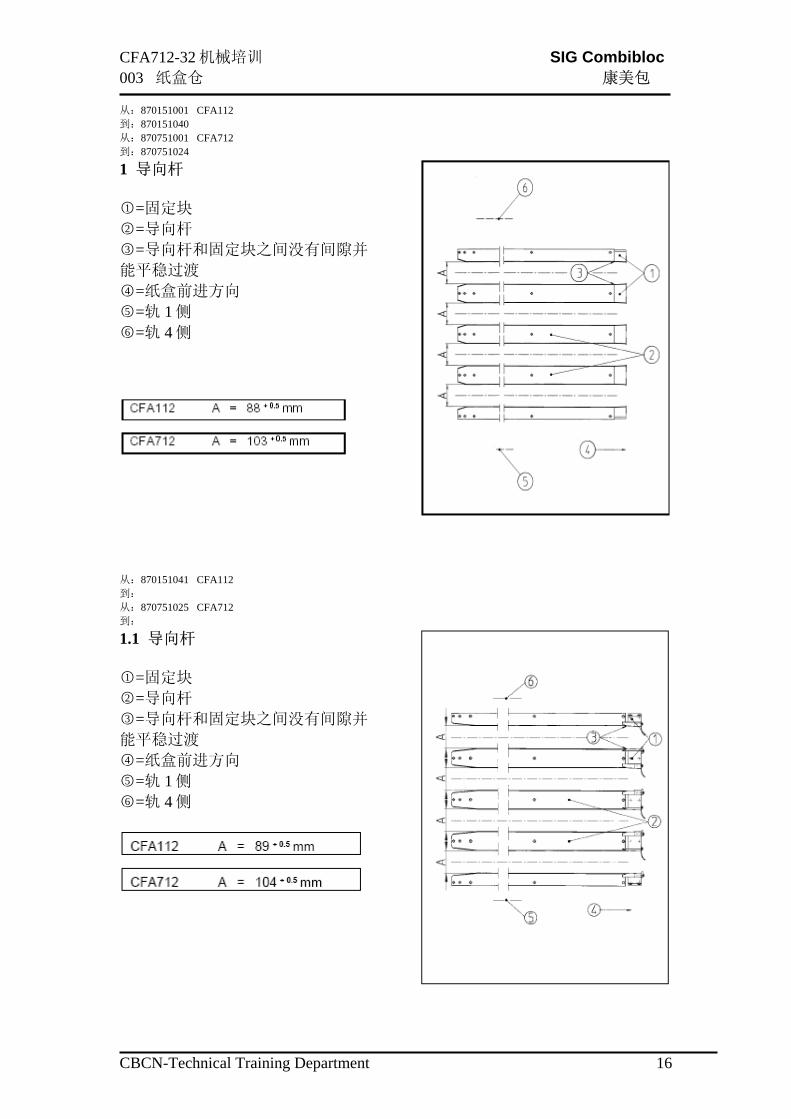
从:870151001 CFA112 到:870151040 从:870751001 CFA712 到:870751024
1 导向杆 ○1 =固定块 ○2 =导向杆 ○3 =导向杆和固定块之间没有间隙并
能平稳过渡 ○4 =纸盒前进方向 ○5 =轨 1 侧 ○6 =轨 4 侧
从:870151041 CFA112 到: 从:870751025 CFA712 到:
1.1 导向杆 ○1 =固定块 ○2 =导向杆 ○3 =导向杆和固定块之间没有间隙并
能平稳过渡 ○4 =纸盒前进方向 ○5 =轨 1 侧 ○6 =轨 4 侧
CBCN-Technical Training Department 16

CFA712-32 机械培训 SIG Combibloc 003 纸盒仓 康美包 从:870151001 CFA112 到:870151040 从:870751001 CFA712 到:870751024
2 固定块 ○1 =固定块 ○2 =纸盒挡板 ○3 =纸盒前进方向 ○4 =整体对齐 ○5 =轨 1 侧 ○6 =轨 4 侧
CFA112-32 尺寸确认 使用设定模具 8701.59218
CFA712-32 尺寸确认 使用设定模具 8707.59212
从:870151040 CFA112 到: 从:870751025 CFA712 到:
2.1 固定块 ○1 =固定块 ○2 =纸盒挡板 ○3 =纸盒前进方向 ○4 =整体对齐 ○5 =轨 1 侧 ○6 =轨 4 侧
CFA112-32 尺寸确认 使用设定模具 8701.59016
CFA712-32 尺寸确认 使用设定模具 8707.59002
CBCN-Technical Training Department 17

CFA712-32 机械培训 SIG Combibloc 003 纸盒仓 康美包 从:870151001 CFA112 到:870151040 从:870751001 CFA712 到:870751024
3 纸盒挡板 ○1 =固定块 ○2 =纸盒挡板 ○3 =轨 1 侧 ○4 =轨 4 侧 ○5 =设定模具
从:870151040 CFA112 到: 从:870751025 CFA712 到:
3.1 纸盒挡板 ○1 =固定块 ○2 =纸盒挡板 ○3 =轨 1 侧 ○4 =轨 4 侧 ○5 =设定模具
CFA112-32 尺寸确认 使用设定模具 8701.59218
CFA712-32 尺寸确认 使用设定模具 8707.59212
CFA112-32 尺寸确认 使用设定模具 8701.59015
从:870151001 CFA112 到
CFA712-32 尺寸确认 使用设定模具 8707.5001
CBCN-Technical Training Department 18

CFA712-32 机械培训 SIG Combibloc 003 纸盒仓 康美包 从:870151001 CFA112 到 从:870751001 CFA712 到:
4 设定路径传感器/重锤 ○1 =路径传感器 ○2 =定位发射器 ○3 =重锤 ○4 =机架 ○5 =纸盒库的下面 A = 251.5 毫米 B = 42.5 毫米
从:870151060 CFA112 到 从:870751047 CFA712 道:
4.1 设定路径传感器/重锤 ○1 =路径传感器 ○2 =定位发射器 ○3 =重锤 ○4 =机架 ○5 =纸盒库的下面 A = 251.5 毫米 B = 42.5 毫米
CBCN-Technical Training Department 19

CFA712-32 机械培训 SIG Combibloc 004 纸盒打开 康美包 从:870151001 CFA112 到:870151056 从:870751001 CFA712 到:870751033
1 设定吸盘座 ○1 = 吸盘 ○2 = 吸盘座 ○3 = 阀 ○4 =吸盘座 A = 26.5 ± 0.2 毫米 注意: 安装阀座○4 和阀○3 。 设定尺寸“A”并用粘结剂密封。
从:870151057 CFA112 到: 从:870751034 CFA712 到:
1.1 设定吸盘座 ○1 = 吸盘 ○2 = 吸盘座 ○3 = 阀 ○4 =吸盘座 A = 24 ± 0.2 毫米 注意: 安装阀座○4 和阀○3 。 设定尺寸“A”并用粘结剂密封。
CBCN-Technical Training Department 20

CFA712-32 机械培训 SIG Combibloc 004 纸盒打开 康美包
从;870151002 CFA112 到 从;870751001 CFA712 到
2 纸盒导轨 ○1 = 纸盒导轨,左侧(轨 4 侧) ○2 = 纸盒导轨,右侧(轨 1 侧) ○3 = 成型杆在垂直静止位置 ○4 = 设定模具
CFA112-32 尺寸确认 使用设定模具 8701.59007
CFA112-32 尺寸确认 使用设定模具 8707.59007
CBCN-Technical Training Department 21
CFA712-32 机械培训 SIG Combibloc 004 纸盒打开 康美包 从: 870151002 CFA112 到
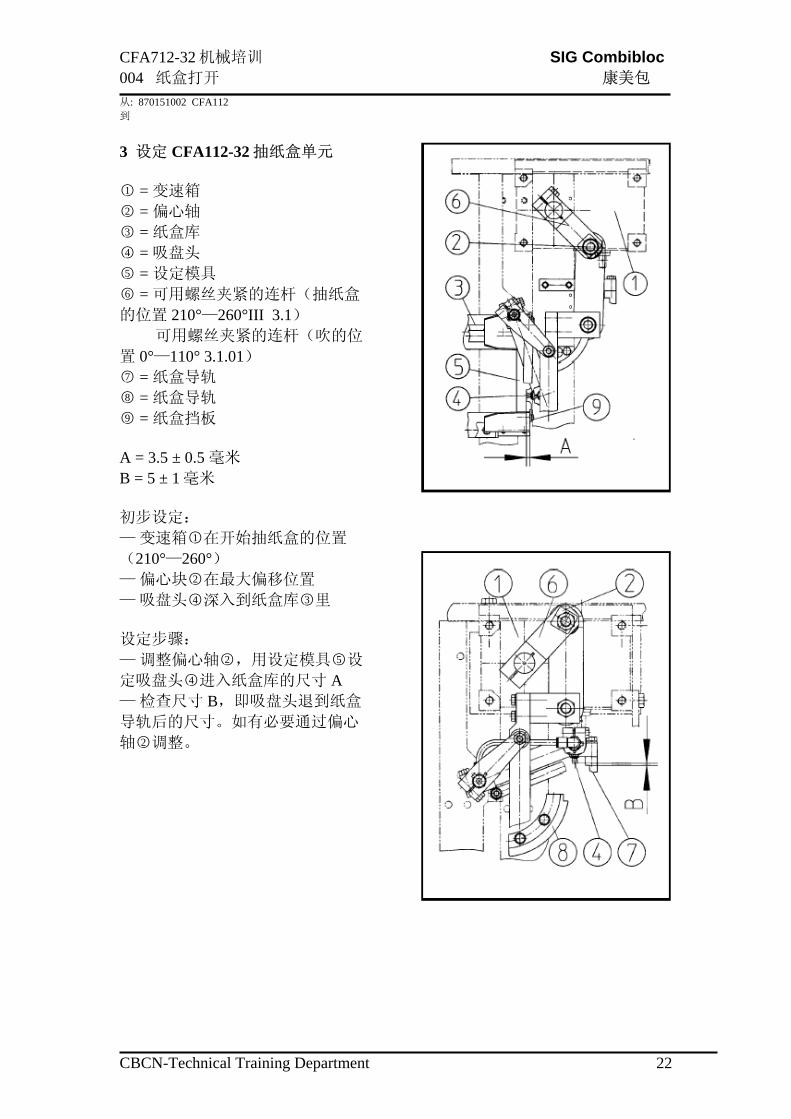
3 设定 CFA112-32 抽纸盒单元 ○1 = 变速箱 ○2 = 偏心轴 ○3 = 纸盒库 ○4 = 吸盘头 ○5 = 设定模具 ○6 = 可用螺丝夹紧的连杆(抽纸盒
的位置 210°—260°III 3.1) 可用螺丝夹紧的连杆(吹的位
置 0°—110° 3.1.01) ○7 = 纸盒导轨 ○8 = 纸盒导轨 ○9 = 纸盒挡板 A = 3.5 ± 0.5 毫米 B = 5 ± 1 毫米 初步设定: — 变速箱○1 在开始抽纸盒的位置
(210°—260°) — 偏心块○2 在最大偏移位置 — 吸盘头○4 深入到纸盒库○3 里 设定步骤: — 调整偏心轴○2 ,用设定模具○5 设
定吸盘头○4 进入纸盒库的尺寸 A — 检查尺寸 B,即吸盘头退到纸盒
导轨后的尺寸。如有必要通过偏心
轴○2 调整。
CBCN-Technical Training Department 22

CFA712-32 机械培训 SIG Combibloc 004 纸盒打开 康美包 从: 870751002 CFA712 到
3.1 设定 CFA712-32 抽纸盒单元 ○1 = 变速箱 ○2 = 偏心轴 ○3 = 纸盒库 ○4 = 吸盘头 ○5 = 设定模具 ○6 = 可用螺丝夹紧的连杆(抽纸盒
的位置 210°—260°III 3.1) 可用螺丝夹紧的连杆(吹纸盒
的位置 0°—110° 3.1.01) ○7 = 纸盒导轨 ○8 = 纸盒导轨 ○9 = 纸盒进给挡板 A = 3.5 ± 0.5 毫米 B = 5 ± 1 毫米 初步设定: — 变速箱○1 在开始吸纸盒的位置
(210°—260°) — 偏心块○2 在最大偏移位置 — 吸盘头○4 深入到纸盒库○3 里 设定步骤: — 调整偏心轴○2 ,用设定模具○5 设
定吸盘头○4 进入纸盒库的尺寸 A — 检查尺寸 B,即吸盘头退到纸盒
导轨后的尺寸。如有必要通过偏心
轴○2 调整。 — 如果不能得到尺寸 A 和 B,可以
松开连杆○6 ,稍微调整一下,再通
过偏心轴○2 来调整。
CBCN-Technical Training Department 23

CFA712-32 机械培训 SIG Combibloc 004 纸盒打开 康美包 从; 8701 51002 CFA112-32 到
4 CFA112-32 摇杆的运动 ○1 = 吸纸盒的位置 ○2 = 打开运动 ○3 = 吹纸盒位置和纸盒套入位置 ○4 = 向纸盒库方向的运动 ○5 = 变速箱 ○6 = 摇杆传动 ○7 = 连杆
α = 91 ° 从; 8707 51001 CFA712-32 到
4.1 CFA712-32 摇杆的运动 ○1 = 吸纸盒的位置 ○2 = 打开运动 ○3 = 吹纸盒位置和纸盒套入位置 ○4 = 向纸盒库方向的运动 ○5 = 变速箱 ○6 = 摇杆传动 ○7 = 连杆
α = 94 °
CBCN-Technical Training Department 24

CFA712-32 机械培训 SIG Combibloc 005 纸盒套入 康美包 从: 870151002 CFA112-32 到:870151075 从: 870751001 CFA712-32 到:870751053
1 基本设定 ○1 = 连杆 ○2 = 联轴器 ○3 = 轴 ○4 = 横杆 ○5 = 下齿轮 ○6 = 张紧螺钉 ○7 = 成型杆 ○8 = 传感器 ○9 = 锁紧螺钉(起始扭矩 9.5Nm) ○10 = 套入模具 ○11 = 纸盒 ○12 = 下驱动连杆 ○13 = 纸盒推入器 ○14 = 上驱动连杆 ○15 = 设定模具 A = 635 毫米 C = 4 ± 1 毫米
注意: 齿形皮带的振动频率为50 ± 5赫兹, 在没有横杆的一侧测量
CFA 112-32 使用模具 8701.59241 和 8701.59110 设定尺寸 “B”
CFA 712-32 使用模具 8707.59241 和 8707.59110 设定尺寸 “B”
CBCN-Technical Training Department 25

CFA712-32 机械培训 SIG Combibloc 005 纸盒套入 康美包 从: 870151075 CFA112-32 到:870151088 从: 870751053 CFA712-32 到:870751065 1.1 基本设定 ○1 = 连杆 ○2 = 联轴器 ○3 = 轴 ○4 = 横杆 ○5 = 下齿轮 ○6 = 张紧螺钉 ○7 = 成型杆 ○8 = 传感器 ○9 = 锁紧螺钉(起始扭矩 9.5Nm) ○10 = 套入模具 ○11 = 纸盒 ○12 = 下驱动连杆 ○13 = 纸盒推入器 ○14 = 上驱动连杆 ○15 = 设定模具 A = 635 毫米 C = 4 ± 1 毫米
注意: 齿形皮带的振动频率为50 ± 5赫兹, 在压块的背面测量
CFA 112-32 使用模具 8701.59241 和 8701.59029 设定尺寸 “B”
CFA 712-32 使用模具 8707.59241 和 8707.59029 设定尺寸 “B”
CBCN-Technical Training Department 26

CFA712-32 机械培训 SIG Combibloc 005 纸盒套入 康美包 从: 870151089 CFA112-32 到: 从: 870751066 CFA712-32 到:
1.3 基本设定 ○1 = 连杆 ○2 = 联轴器 ○3 = 轴 ○4 = 横杆 ○5 = 下齿轮 ○6 = 张紧螺钉 ○7 = 成型杆 ○8 = 传感器 ○9 = 锁紧螺钉(起始扭矩 9.5Nm) ○10 = 套入模具 ○11 = 纸盒 ○12 = 下驱动连杆 ○13 = 纸盒推入器 ○14 = 上驱动连杆 ○15 = 设定模具 A = 635 毫米 C = 4 ± 1 毫米 D = 1 ± 0.2 毫米
注意: 齿形皮带的振动频率为50 ± 5赫兹,
在压块的背面测量
CFA 112-32 使用模具 8701.59029 和 8701.59110 设定尺寸 “B”
CFA 712-32 使用模具 8707.59029 和 8707.59110 设定尺寸 “B”
CBCN-Technical Training Department 27
CFA712-32 机械培训 SIG Combibloc 005 纸盒套入 康美包 从: 870151002 CFA112-32 到: 从: 870751001 CFA712-32 到:
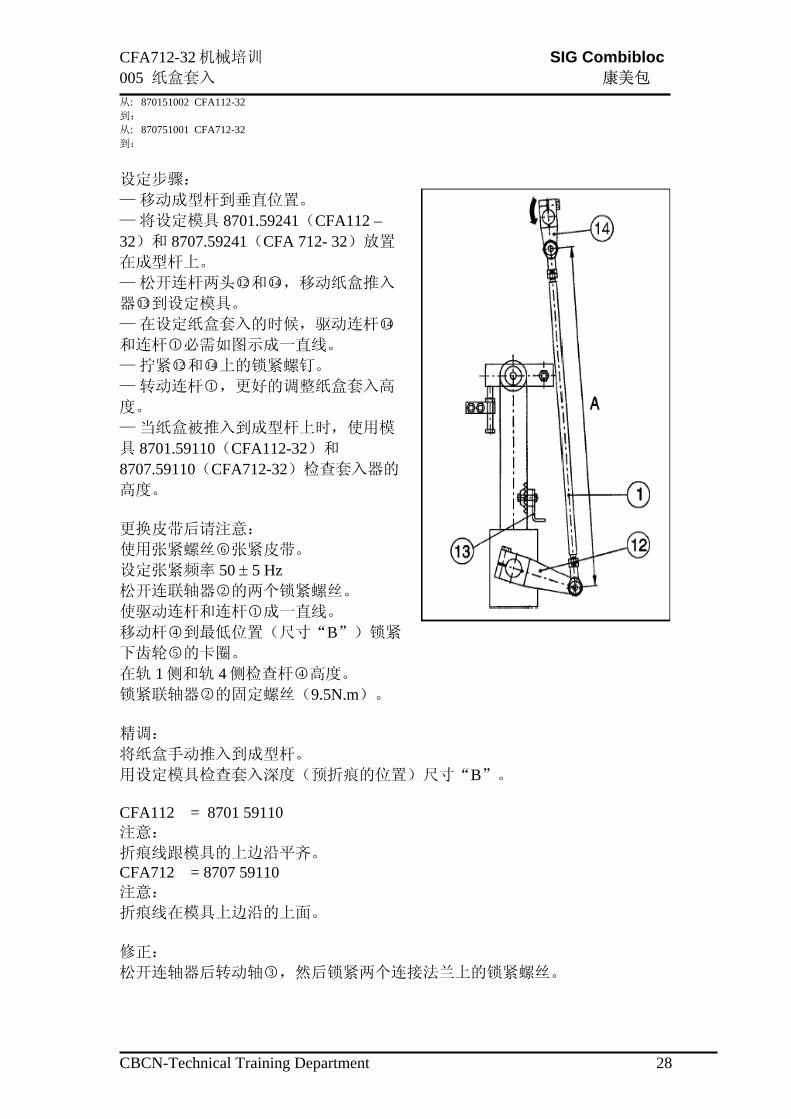
设定步骤: — 移动成型杆到垂直位置。 — 将设定模具 8701.59241(CFA112 –32)和 8707.59241(CFA 712- 32)放置
在成型杆上。 — 松开连杆两头○12 和○14 ,移动纸盒推入
器○13 到设定模具。 — 在设定纸盒套入的时候,驱动连杆○14
和连杆○1 必需如图示成一直线。 — 拧紧○12 和○14 上的锁紧螺钉。 — 转动连杆○1 ,更好的调整纸盒套入高
度。 — 当纸盒被推入到成型杆上时,使用模
具 8701.59110(CFA112-32)和
8707.59110(CFA712-32)检查套入器的
高度。 更换皮带后请注意: 使用张紧螺丝○6 张紧皮带。 设定张紧频率 50 ± 5 Hz 松开连联轴器○2 的两个锁紧螺丝。 使驱动连杆和连杆○1 成一直线。 移动杆○4 到最低位置(尺寸“B”)锁紧
下齿轮○5 的卡圈。
在轨 1 侧和轨 4 侧检查杆○4 高度。 锁紧联轴器○2 的固定螺丝(9.5N.m)。 精调: 将纸盒手动推入到成型杆。 用设定模具检查套入深度(预折痕的位置)尺寸“B”。 CFA112 = 8701 59110 注意: 折痕线跟模具的上边沿平齐。 CFA712 = 8707 59110 注意: 折痕线在模具上边沿的上面。 修正: 松开连轴器后转动轴○3 ,然后锁紧两个连接法兰上的锁紧螺丝。
CBCN-Technical Training Department 28

CFA712-32 机械培训 SIG Combibloc 005 纸盒套入 康美包 从: 8701 51002 到
2 设定抽纸盒单元和纸盒套入的同步 2.1 成型杆的运动 ○1 = 吸盘臂 ○2 = 吸盘 ○3 = 推入器 ○4 = 纸盒 ○5 = 成型杆 A = 4 — 6 毫米 2.2.1 设定抽纸盒单元和纸盒套入的同
步 当纸盒套入时,推入器○3 将纸盒○4 推
入成型杆○5 ,在推入器接近最低位置
时,吸盘臂○1 开始朝纸盒仓运动。 当吸盘○2 的前边沿运动到与纸盒的侧
面平齐时,松开上驱动臂 14 的锁紧
螺钉,手动转动连杆,使套入器将纸
盒向下推至吸盘距纸盒上边沿 4-6 毫
米处,然后锁紧驱动臂 14 的螺钉。
2.2.2 套入器与成型杆的同步 当上驱动连杆 14 和连杆○1 成一直线 时,套入器到达最低位置 此时设定抽纸盒角度编码器为 275°
CBCN-Technical Training Department 29

CFA712-32 机械培训 SIG Combibloc 005 纸盒套入 康美包 从:8707 51001 CFA712 –32 到
2.2 设定抽纸盒单元和纸盒套入的同
步 2.2.1 成型杆的运动 ○1 = 吸盘臂 ○2 = 吸盘 ○3 =推入器 ○4 = 纸盒 ○5 = 成型杆 A = 4 — 6 毫米 2.2.1 设定抽纸盒单元和纸盒套入的同
步 当纸盒套入时,推入器○3 将纸盒○4 推
入成型杆○5 ,在推入器接近最低位置
时,吸盘臂○1 开始朝纸盒仓运动。 当吸盘○2 的前边沿运动到与纸盒的侧
面平齐时,松开上驱动臂 14 的锁紧
螺钉,手动转动连杆,使套入器将纸
盒向下推至吸盘距纸盒上边沿 4-6 毫
米处,然后锁紧驱动臂 14 的螺钉。 注意:设定时推入器的动作应该是从
上向下运动过程中 2.2.2 推入器与成型杆的同步 当上驱动连杆 14 和连杆○1 成一直线 时,推入器到达最低位置 此时设定抽纸盒角度编码器为 275°
CBCN-Technical Training Department 30

CFA712-32 机械培训 SIG Combibloc 006 成型杆 康美包
1 成型杆的基本设定 ○1 = 成型杆在 45°角的位置。 允许偏差 ± 0.1 mm/m (水平
仪) ○2 = 360° 刻度盘 ○3 = 直边 ○4 = 水平仪 F1 = 0°
CBCN-Technical Training Department 31

CFA712-32 机械培训 SIG Combibloc 006 成型杆 康美包 从: 8701 51013 CFA112-32 到 从: 8707 51007 CFA712-32 到
1.1 成型杆标记 ○1 = 成型杆 ○2 = 成型杆标记 A = ∅ 4 mm B = 1.2 mm C = 118° 用直径为 4mm ,角度为 118°的钻头
做标记。 一般根据下图在成型杆上做标记。
CFA112 —32 CFA712 — 32 A B C D
无点 有点 有点 有点
无点 有点 有点 有点
CBCN-Technical Training Department 32

CFA712-32 机械培训 SIG Combibloc 007 底部加热 康美包
1 底部加热凸轮设定 ○1 = 刻度盘 ○2 = 杠杆 ○3 = 设定模具 ○4 = 底部加热凸轮 ○5 = 气缸 ○6 = 加热头 ○7 = 外罩 F = 300° 凸轮设定见第 2 组,第 3 条。 运动检查: 在加热头移动时,纸盒不能接触到
加热头○6 和外罩○7 。
CBCN-Technical Training Department 33

CFA712-32 机械培训 SIG Combibloc 007 底部加热 康美包
2 停止 ○1 = 偏心连杆头 ○2 = 气缸 ○3 = 单向节流阀 ○4 = 底部加热凸轮 ○5 = 滚轮 ○6 = 杠杆 ○7 = 刻度盘 A = 0.5 +0.5 mm F1 = 353° 设定步骤: — 缩回气缸○2 (使滚轮○5 从凸轮上
抬起) — 将凸轮○4 设定到杠杆○6 最大行程
(F1=353°)。 — 调整偏心连杆头○1 ,设定凸轮○4
和滚轮○5 的间隙“A” — 打开气缸○2 的单向节流阀○3
— 机器运行时调整单向节流阀○3 , 使滚轮○5 轻轻地接触到凸轮○4 。
CBCN-Technical Training Department 34
CFA712-32 机械培训 SIG Combibloc 007 底部加热 康美包
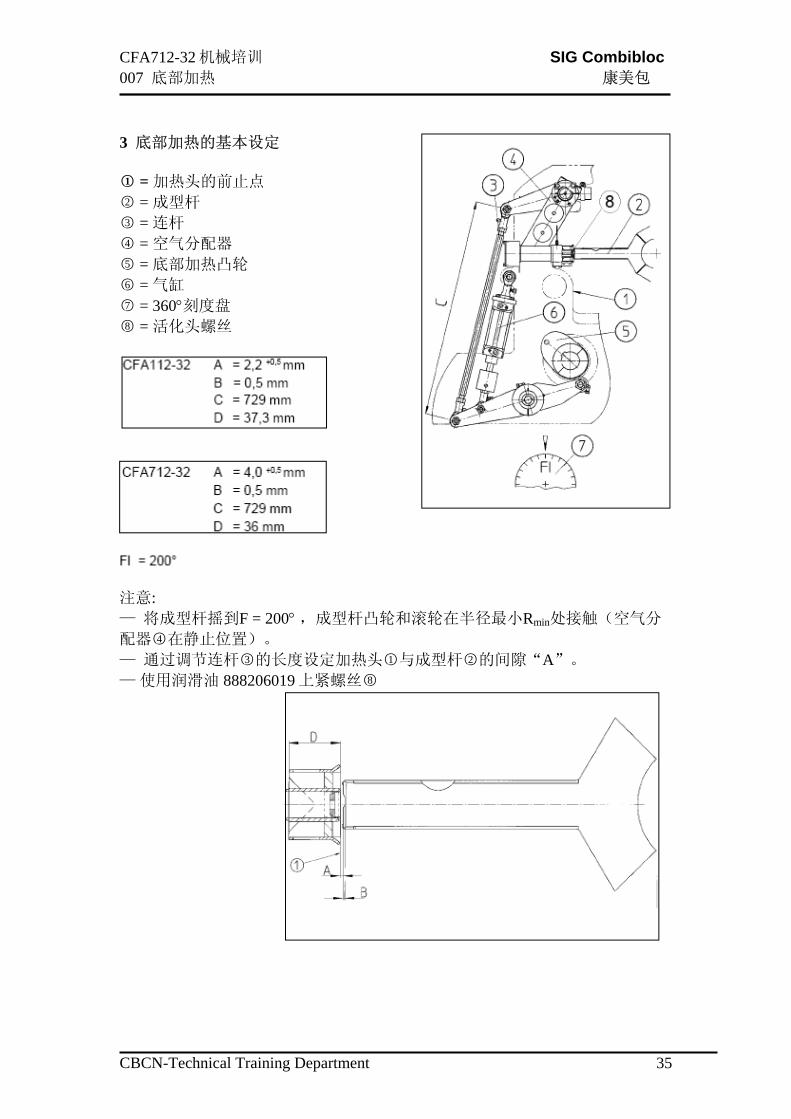
3 底部加热的基本设定 ○1 = 加热头的前止点 ○2 = 成型杆 ○3 = 连杆 ○4 = 空气分配器 ○5 = 底部加热凸轮 ○6 = 气缸 ○7 = 360°刻度盘 ○8 = 活化头螺丝
注意: — 将成型杆摇到F = 200° ,成型杆凸轮和滚轮在半径最小Rmin处接触(空气分
配器○4 在静止位置)。 — 通过调节连杆○3 的长度设定加热头○1 与成型杆○2 的间隙“A”。 — 使用润滑油 888206019 上紧螺丝○8
CBCN-Technical Training Department 35

CFA712-32 机械培训 SIG Combibloc 007 底部加热 康美包
4 温度传感器 ○1 = 温度传感器 ○2 = 中心孔 注意: 传感器一定要设定,传感器的尖端必
需在上面一排孔的中心孔的中央。 5 加热头与成型杆对中 ○1 = 成型杆 ○2 = 加热头对成型杆的侧向位置
加热头螺丝安装时抹一点润滑油 (965.005)
CFA 112 - 32 使用模具 8701.59226 设定尺寸(从 870151002)
CFA 712 - 32 使用模具 8707.59209 设
定尺寸
CBCN-Technical Training Department 36

CFA712-32 机械培训 SIG Combibloc 007 底部加热 康美包
6 空气分配器 ○1 = 温度传感器 ○2 = 中心孔 ○3 = 罩 ○4 = 加热头 ○5 = 外部活化的空气分配器 ○6 = 挡板 ○7 = 调节阀门 ○8 = 加热器 ○9 = 空气分配器 ○10 = 压力 P1 设定模具
温度设定在 50°时调整 P1
P = 在成型杆部分操作侧压力表的读数。 机器在正常运行时的压力为 27-28 mbar(260-270 mm wc)(约 380°) 设定指导: 借助设定模具 8701.59251(CFA112-32)和 8707.59208(CFA712-32),旋转阀门
○7 ,将四个轨道的活化图形调整到一致,用普利斯通管测量底部加热动态压
力。
CBCN-Technical Training Department 37
CFA712-32 机械培训 SIG Combibloc 008 底部横向折叠 康美包
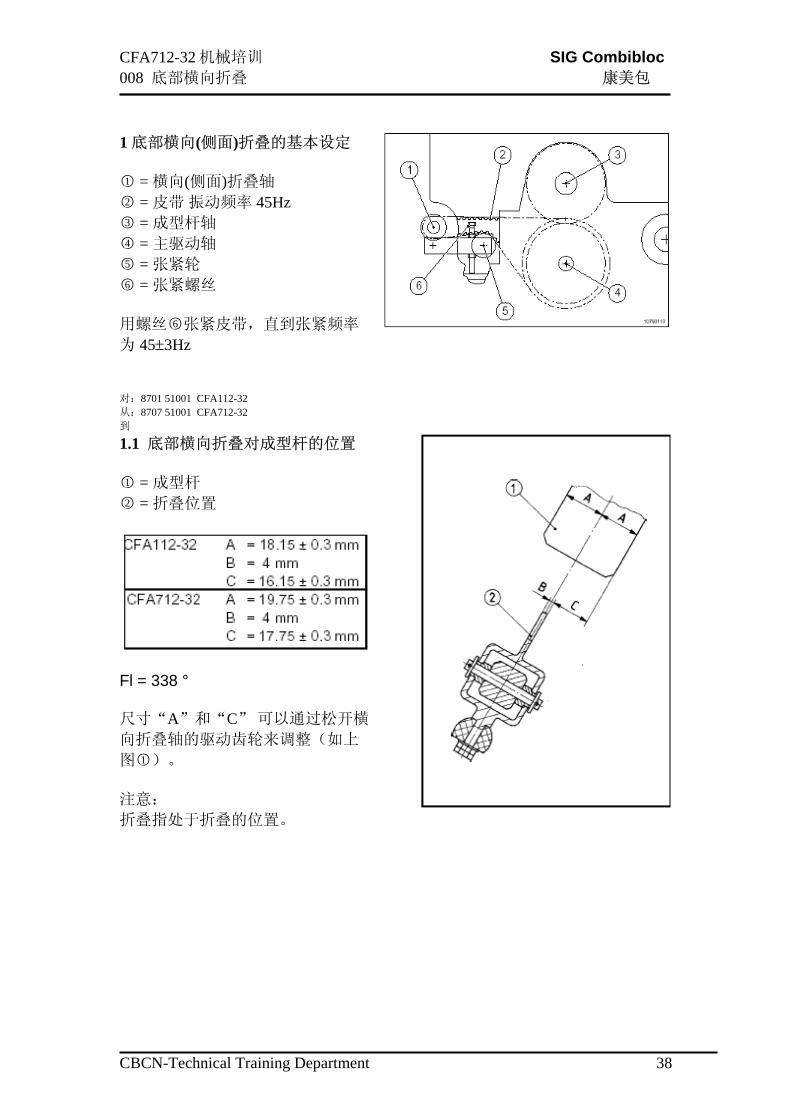
1 底部横向(侧面)折叠的基本设定 ○1 = 横向(侧面)折叠轴 ○2 = 皮带 振动频率 45Hz ○3 = 成型杆轴 ○4 = 主驱动轴 ○5 = 张紧轮 ○6 = 张紧螺丝 用螺丝○6 张紧皮带,直到张紧频率
为 45±3Hz 对:8701 51001 CFA112-32 从:8707 51001 CFA712-32 到
1.1 底部横向折叠对成型杆的位置 ○1 = 成型杆 ○2 = 折叠位置
Fl = 338 ° 尺寸“A”和“C” 可以通过松开横
向折叠轴的驱动齿轮来调整(如上
图○1 )。 注意: 折叠指处于折叠的位置。
CBCN-Technical Training Department 38

CFA712-32 机械培训 SIG Combibloc 008 底部横向折叠 康美包
从:8701 51002 CFA 112-32 到
1.2 底部横向折叠对成型杆的位置 ○1 = 成型杆 ○2 = 横向折叠 A = 18.25 ± 0.3 mm B = 4 mm C = 16.25 ± 0.3 mm Fl = 338 ° 设定步骤:松开横向折叠轴的驱动
齿轮来调整。 注意: 折叠指处于折叠的位置。
从:8701 51076 CFA 112 – 32 到: 从:870751058 到:
1.3 底部横向折叠对成型杆的位置 ○1 = 成型杆 ○2 = 折叠位置 B = 4mm
Fl = 338 ° 设定步骤:松开横向折叠轴的驱动
齿轮来调整。 注意: 折叠指在折叠的位置。
CBCN-Technical Training Department 39

CFA712-32 机械培训 SIG Combibloc 008 底部横向折叠 康美包
从:8701 51002 CFA 112 – 32 到: 从:8707 51001 CFA712 - 32 到:
2 底部横向折叠爪折叠位置设定 ○1 = 成型杆 ○2 = 折叠块打开时挡块 ○3 = 刻度盘 ○4 = 轨 4 侧
Fl = 338° 注意: 这只是标准设定,具体视客户的纸
盒而定。
从:8701 51002 CFA 112 – 32 到: 从:8707 51001 CFA712 - 32 到:
3 底部横向折叠(侧面)打开位置设定 ○1 = 成型杆 ○2 = 折叠块打开时挡块 ○3 = 轨 4 侧
CBCN-Technical Training Department 40

CFA712-32 机械培训 SIG Combibloc 009 底部纵向折叠 康美包 从: 8701 51001 CFA 112 –32 从: 8707 51001 CFA 712 – 32
1 底部纵向(正面)折叠的基本设定 ○1 = 360° 刻度盘 ○2 = 成型杆 ○3 = 折叠板前止点 ○4 = 底部压座最低位置 ○5 = 可调节的底座 ○6 = 压块 ○7 = 调节螺栓 ○8 = 螺母 ○9 = 折叠板 ○10 = 六角螺栓
FI = 60° 设定: — 稍微松开固定折叠板上的六角螺
栓○10 。 — 松开螺母○8 , 调节压板○6 上的螺
栓○7 ,直到达到尺寸“B”。 — 检查“B” — 锁紧螺栓○10 和螺母○8
CBCN-Technical Training Department 41

CFA712-32 机械培训 SIG Combibloc 009 底部纵向折叠 康美包
2 设定底部纵向折叠凸轮 为了适应客户不同的纸盒,调整螺
栓○4 和螺栓○5 的相对尺寸可以修正
底部纵向折叠的运动 ○1 = 凸轮 ○2 = 传动架 ○3 = 滚轮臂 ○4 = 螺栓 注:调节落钉 4 可以调整底部凸唇的大小
CBCN-Technical Training Department 42

CFA712-32 机械培训 SIG Combibloc 010 底部压制 康美包 从:8701 51001 CFA 112 – 32 到:870151035 从:8707 51001 CFA 712 - 32 到:8707 51031
1 行程设定 ○1 = 成型杆在压制位置(无纸盒)刻度
为 180° ○2 = 底部压座(在最低位) ○3 = 偏心限位轴 ○4 = 气缸 ○5 = 六角螺母 ○6 = 成型杆的前端面 ○7 = 压座的前端面 ○8 = 垫片 P1 = 最小 5 bar
初步设定: 在安装压座○2 ,拧六角螺母○5 的时候不
要有间隙但也不能上紧,然后锁紧。 在气缸○4 没有压力的时候,压座应该能
用手自由轻松的上下移动。 设定成型杆○6 的前端面和压座○7 的端面
平齐,可通过成型杆轴上的卡箍来调
整。此调整只能在分度齿轮箱在输出静
止的位置时候才能实现(刻度设为
180°) 设定底部压座的上止点 注意: 设定时不要有纸盒在成型杆上: — 偏心限位轴在最大偏心位置 — 建立压力,调节偏心限位轴○3 设定尺
寸“A”。 — 用塞尺检查“A” 下止点的距离由垫片○8 决定。
CBCN-Technical Training Department 43

CFA712-32 机械培训 SIG Combibloc 010 底部压制 康美包
从:8701 51036 CFA 112 - 32 从:8707 51032 CFA 712 -32
2 运动设定 ○1 = 成型杆在压制位置(无纸盒)刻度为
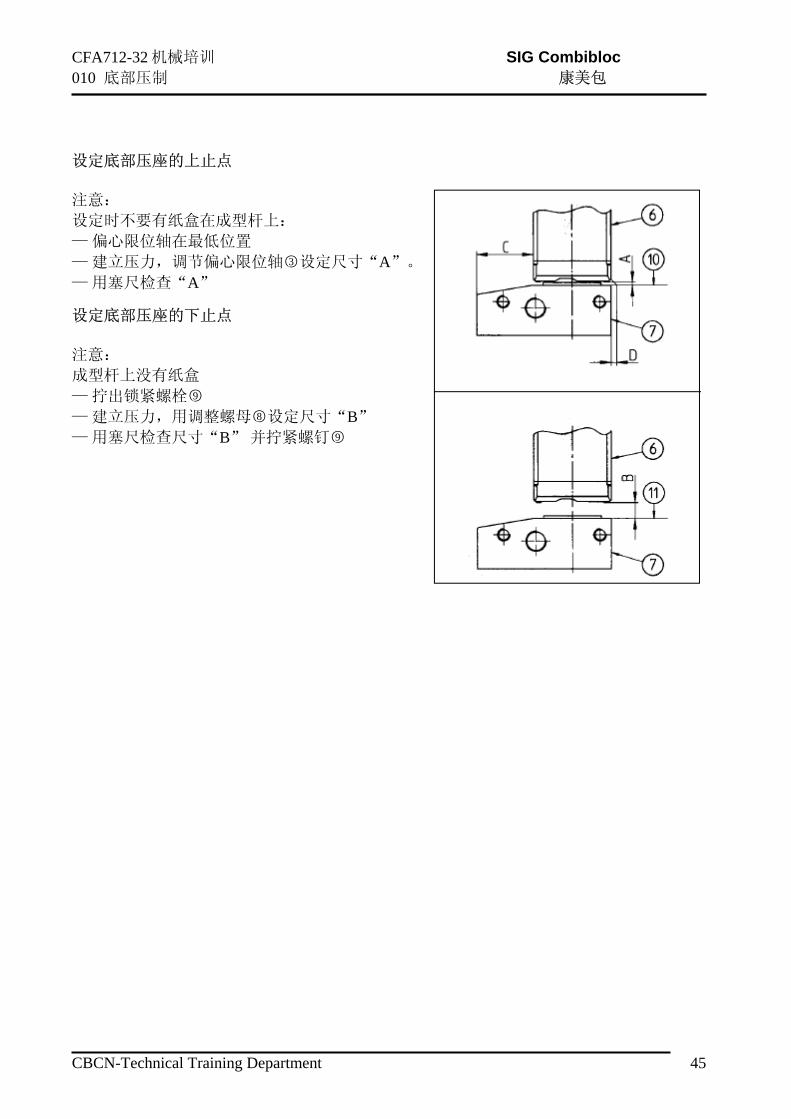
180° ○2 = 底部压座(在最低位) ○3 = 偏心限位轴 ○4 = 气缸 ○5 = 六角螺母 ○6 = 成型杆的前端面 ○7 = 压座的前端面 ○8 = 调整螺丝 ○9 = 锁紧螺栓 ○10 = 上止点
= 下止点
P1 = 最小 5 mbar CFA 112 A = 0.1 + 0.2 mm B = 7.56 ± 0.2 mm C = 26.75 ± 0.1 mm(最后测量) D = 0 ± 0.1mm (垂直) CFA712 A = 0.1 + 0.2mm B = 7.5 ± 0.2 mm C = 25.25 ± 0.1 mm(最后测量)
D = 0 ± 0.1mm(垂直)
初步设定: 在安装压座○2 ,拧六角螺母○5 的时候不要有间隙但
也不能上紧,然后锁紧。 在气缸○4 没有压力的时候,压座应该能用手自由轻
松的上下移动。 设定成型杆○6 的前端面和压座○7 的端面平齐,可通
过成型秆轴上的卡箍来调整。此调整只能在分度齿
轮箱在输出静止的位置时候才能实现(刻度设为
180°)。
CBCN-Technical Training Department 44
CFA712-32 机械培训 SIG Combibloc 010 底部压制 康美包
设定底部压座的上止点 注意: 设定时不要有纸盒在成型杆上: — 偏心限位轴在最低位置 — 建立压力,调节偏心限位轴○3 设定尺寸“A”。 — 用塞尺检查“A”
设定底部压座的下止点 注意: 成型杆上没有纸盒 — 拧出锁紧螺栓○9 — 建立压力,用调整螺母○8 设定尺寸“B” — 用塞尺检查尺寸“B” 并拧紧螺钉○9
CBCN-Technical Training Department 45

CFA712-32 机械培训 SIG Combibloc 010 底部压制 康美包
3 侧面导板的设定 ○1 = 成型杆在垂直停止位置 ○2 = 底部压座的下止点 ○3 = 导板 A = 0.65 ± 0.1 mm
CBCN-Technical Training Department 46

CFA712-32 机械培训 SIG Combibloc 011 推出器 康美包
1 推出器的基本设定 ○1 = 成型杆轴 ○2 = 推出器后止点 ○3 = 推出器前止点 ○4 = 保持臂 ○5 = 轴 ○6 = 推块 ○7 = 成型杆
B = 9,5 mm C = 行程 = 195 ± 1 mm D = 32,75 ± 1 mm E = 15,25 ± 1 mm 推块○6 必须贴紧成型杆后再检查尺寸 D 和 E
CBCN-Technical Training Department 47

CFA712-32 机械培训 SIG Combibloc 011 推出器 康美包
2 运动设定 ○1 = 360° 刻度盘 ○2 = 推出器凸轮 ○3 = 驱动轴 ○4 = 销 ○5 = 轨 1 侧机架 刻度盘= 300° 注意: 在 300°时,凸轮○2 上的孔和机架○5
上的孔必须同轴,可以用销○4
(870159239)设定。
3 纸盒导向的设定 ○1 = 有纸盒的成型杆 ○2 = 横梁 ○3 = 偏心导杆
用设定模具 870159002 设定对称。
CBCN-Technical Training Department 48

CFA712-32 机械培训 SIG Combibloc 015 套链 康美包
从: 8701 51001 CFA 112 – 32 到: 8701 51024 及: 8701 51026 从: 8707 51001 CFA 112 – 32 到: 8707 51015
1 套链对齐 1.1 套链的参考位置 ○1 = 机架(轨 4 侧) ○2 = 机架(轨 1 侧) ○3 = 链条 ○4 = 销 ○5 = 套链运动方向 注意: 套链在张紧的时候用销○4
(8605.59209)在预折站处检查链条
的位置。
对: 8701 51025 CFA 112-32 从:8701 51027 从:8707 51016 CFA 712 – 32
1.2 套链的参考位置 注意: 套链在张紧的时候用销○4
(8701.59008)在预折站处检查链条
的位置。
CBCN-Technical Training Department 49

CFA712-32 机械培训 SIG Combibloc 015 套链 康美包
1.3 套链的安装 ○1 = 设定模具 ○2 = 机架(轨 4 侧) ○3 = 套链 ○4 = 链条滚子 ○5 = 链条 ○6 =运动方向的止边 CFA112-32(对应纸盒中缝处有小槽) ○7 = 与运动方向垂直的 止边。 ○8 = 链条运动方向
○9 = 套链固定螺钉 ○10 = CFA712-32 与运动方向的止边。 检查尺寸 A = 137.5+0.2 mm
使用模具 8701.59103(CFA112 – 32)和模具 8707.59103(CFA712 – 32)安装套链。 注意: 在耳翼折叠站安装。 耳翼折叠站放倒一边。 设定模具决定尺寸“A”和“C”。 安装步骤: — 在轨 4 侧○2 安装模具○1 到链条滚
子○4 上。 — 将套链○3 靠在模具档块面○6 (或
○10 )和○7 ,然后上紧螺钉○9 — 链条滚子和模具间间隙必须<0.2
CBCN-Technical Training Department 50

CFA712-32 机械培训 SIG Combibloc 015 套链 康美包
2.1 套链张紧高度设定 ○1 = 波纹气缸 ○2 = 链轮轴 ○3 = 机架的上边 ○4 = 高度调节螺丝 ○5 = 接近开关(过载监控) ○6 = 接触板 ○7 = 链条拉长监控接近开关 A = 142.5 ± 0.1mm 注意: — 调整完螺丝高度后将螺丝○4 拧回
来。 — 驱动侧(图 1) — 操作侧(图 2)
图 1
图 2
CBCN-Technical Training Department 51
CFA712-32 机械培训 SIG Combibloc 015 套链 康美包
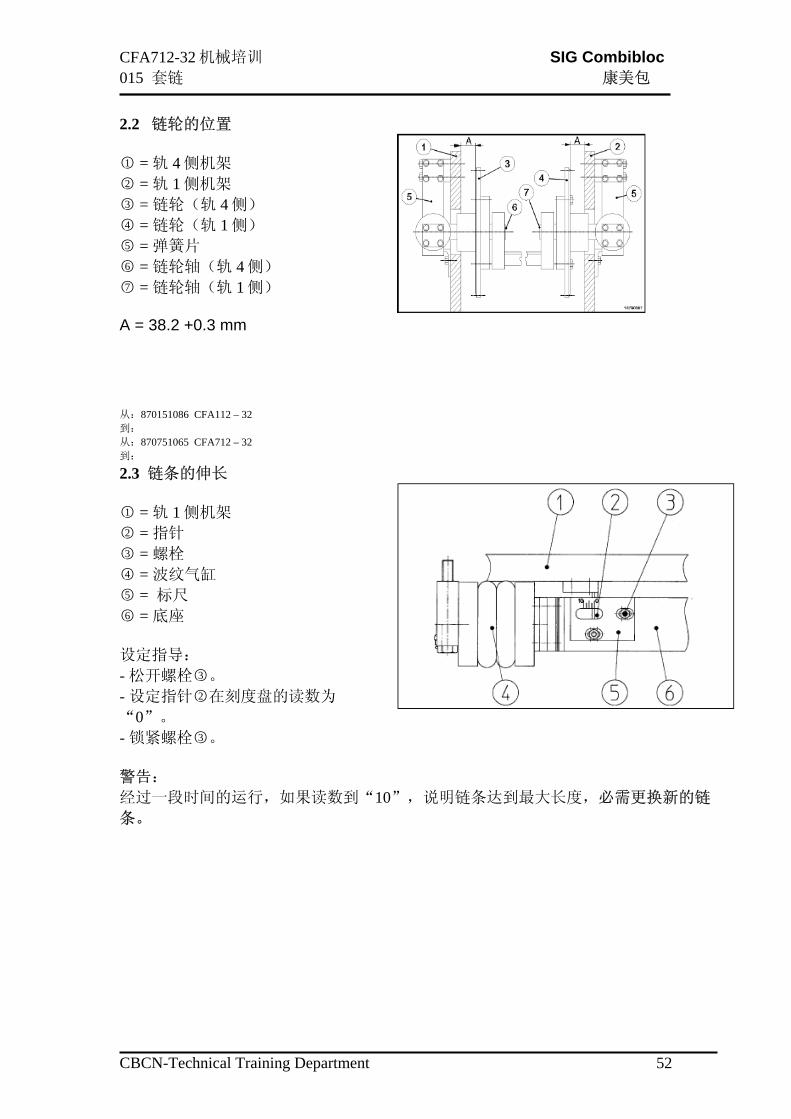
2.2 链轮的位置 ○1 = 轨 4 侧机架 ○2 = 轨 1 侧机架 ○3 = 链轮(轨 4 侧) ○4 = 链轮(轨 1 侧) ○5 = 弹簧片 ○6 = 链轮轴(轨 4 侧) ○7 = 链轮轴(轨 1 侧)
A = 38.2 +0.3 mm 从:870151086 CFA112 – 32 到: 从:870751065 CFA712 – 32 到:
2.3 链条的伸长 ○1 = 轨 1 侧机架 ○2 = 指针 ○3 = 螺栓 ○4 = 波纹气缸 ○5 = 标尺 ○6 = 底座 设定指导: - 松开螺栓○3 。 - 设定指针○2 在刻度盘的读数为
“0”。
- 锁紧螺栓○3 。 警告: 经过一段时间的运行,如果读数到“10”,说明链条达到最大长度,必需更换新的链
条。
CBCN-Technical Training Department 52

CFA712-32 机械培训 SIG Combibloc 016 底部导轨 康美包
1 底部导轨的基本设定 ○1 = 底部导轨的最高位(最小规格) ○2 = 机架的上端面 ○3 =底部导轨的最低位(最大规格) C = 125 ± 0.2 mm (安装尺寸) D = 165 mm (固定尺寸)
CFA112 – 32: 设定模具 8701 59105
CFA 712 – 32: 设定模具 8707 59105
2
CBCN-Technical Training
mm
Department 53
CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包
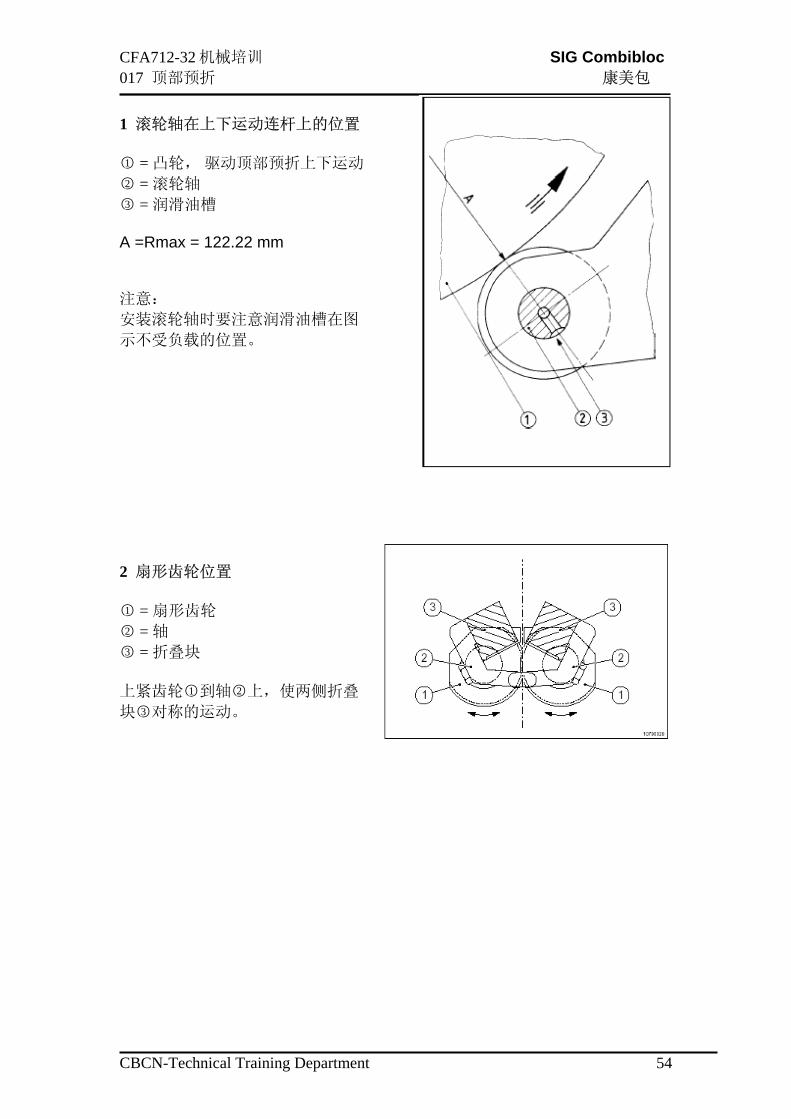
1 滚轮轴在上下运动连杆上的位置 ○1 = 凸轮, 驱动顶部预折上下运动 ○2 = 滚轮轴 ○3 = 润滑油槽 A =Rmax = 122.22 mm 注意: 安装滚轮轴时要注意润滑油槽在图
示不受负载的位置。
2 扇形齿轮位置 ○1 = 扇形齿轮 ○2 = 轴 ○3 = 折叠块 上紧齿轮○1 到轴○2 上,使两侧折叠
块○3 对称的运动。
CBCN-Technical Training Department 54
CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包 从: 8701 51001 CFA112 – 32 到 从: 8707 51001 CFA712 – 32 到
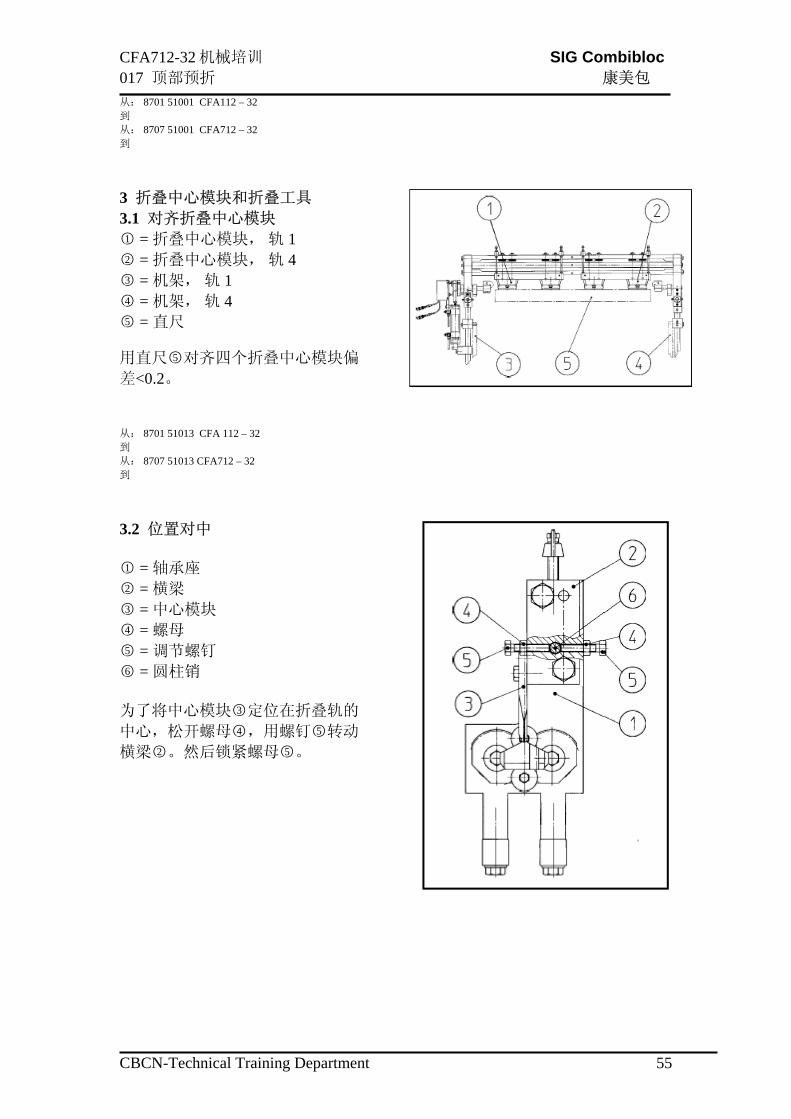
3 折叠中心模块和折叠工具 3.1 对齐折叠中心模块 ○1 = 折叠中心模块, 轨 1 ○2 = 折叠中心模块, 轨 4 ○3 = 机架, 轨 1 ○4 = 机架, 轨 4 ○5 = 直尺 用直尺○5 对齐四个折叠中心模块偏
差<0.2。 从: 8701 51013 CFA 112 – 32 到 从: 8707 51013 CFA712 – 32 到
3.2 位置对中 ○1 = 轴承座 ○2 = 横梁 ○3 = 中心模块 ○4 = 螺母 ○5 = 调节螺钉 ○6 = 圆柱销 为了将中心模块○3 定位在折叠轨的
中心,松开螺母○4 ,用螺钉○5 转动
横梁○2 。然后锁紧螺母○5 。
CBCN-Technical Training Department 55

CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包
○1 = 折叠块 ○2 = 设定模具 ○3 = 折叠中心模块 ○4 = 轴 ○5 = 驱动臂 ○6 = 轴承座 ○7 = 气缸 ○8 = 固定架 ○9 = 轨 1 机架 ○10 = 提升杆
A = 0.5 mm D = 244 mm
CFA 112 – 32 B = 84 mm (打开时的尺寸) C = 217±0.5 mm
CFA 712 – 32 B = 82.5 mm (打开时的尺寸) C = 222.8±0.5 mm
初装: 设定整个气缸○7 (气缸在缩回的位
置)和轴承座○6 的长度 D。 设定固定架○8 与机架的距离 C,然
后将驱动臂○5 与轴○4 锁紧。 通过移动气缸○7 和提升杆○10 上的固
定架○8 (气缸缩回),使用模具
8701.59427 设定折叠块○1 和折叠中
心块○3 之间的间隙 A。 锁紧提升杆○10 上的固定板○8 。 在轴承座○6 上完成最终设定。
CBCN-Technical Training Department 56

CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包 从:8701 51033 CFA112 到 从:8707 51019 CFA712 到
4 折叠支撑 ○1 = 导向杆 ○2 = 横梁 ○3 = 压块 ○4 = 螺栓 ○5 = 折叠支撑 为了设定折叠三角块○5 与套链对
中,先稍微松开螺栓○4 ,通过压块
○3 调整横梁○2 的位置,然后锁紧螺
栓○4 。
CBCN-Technical Training Department 57
CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包
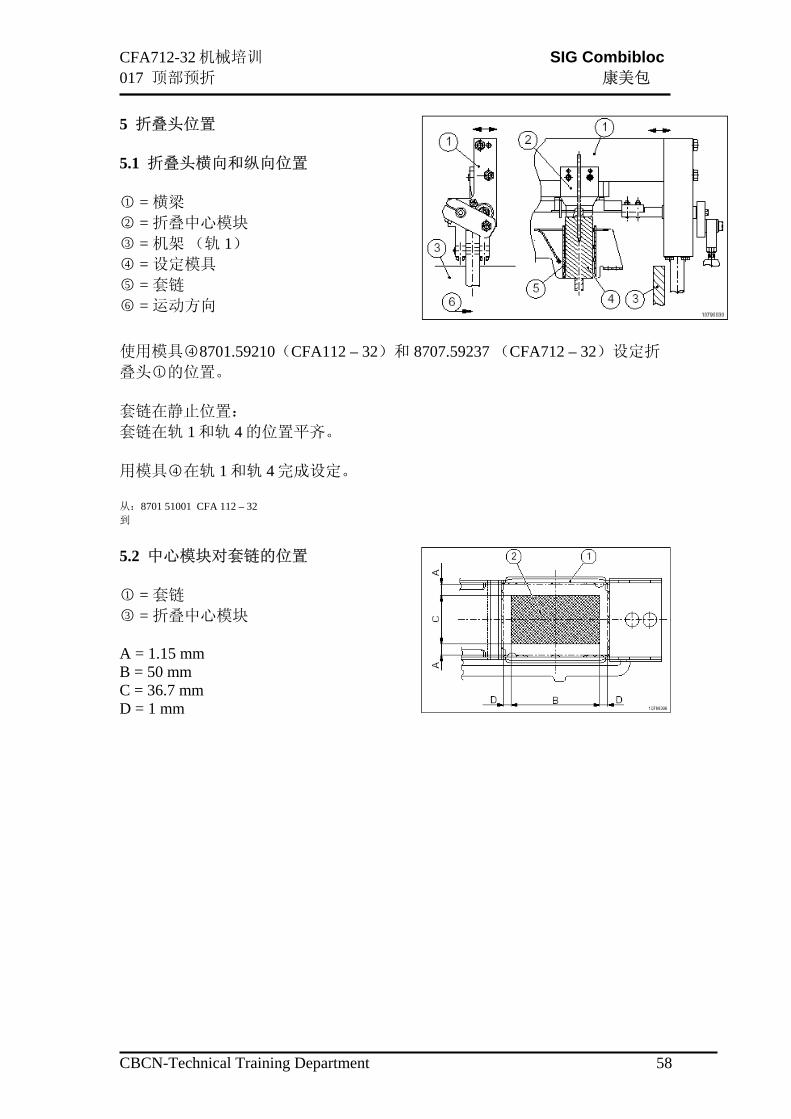
5 折叠头位置 5.1 折叠头横向和纵向位置 ○1 = 横梁 ○2 = 折叠中心模块 ○3 = 机架 (轨 1) ○4 = 设定模具 ○5 = 套链 ○6 = 运动方向 使用模具○4 8701.59210(CFA112 – 32)和 8707.59237 (CFA712 – 32)设定折
叠头○1 的位置。 套链在静止位置: 套链在轨 1 和轨 4 的位置平齐。 用模具○4 在轨 1 和轨 4 完成设定。 从:8701 51001 CFA 112 – 32 到
5.2 中心模块对套链的位置 ○1 = 套链 ○3 = 折叠中心模块 A = 1.15 mm B = 50 mm C = 36.7 mm D = 1 mm
CBCN-Technical Training Department 58

CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包
从: 8707 51001 CFA 712 -32 到
5.3 中心模块与套链对中 ○1 = 套链 ○2 = 中心模块 A = 0.65 mm B = 62 mm C = 39.7 mm D = 1 mm
从: 8701 51001 CFA 112 – 32 到 从: 8707 51001 CFA 712 – 32 到
5. 4 中心模块的高度 ○1 = 横梁 ○2 = 中心模块的下端面 ○3 = 底部导轨 ○4 = 凸轮 ○5 = 连杆 ○6 = 360° 刻度盘
F1 = 130° - 235° 初装: 使用相应模具设定底部导轨。 摇车使预折站○1 在最低位置,相应凸
轮○4 在最小半径Rmin
使用模具 8701. 59232 (CFA112 – 32) 和 8707. 59254 (CFA 712 – 32),通过调整
连杆○5 的长度设定距离 A(中心模块
的下端面○2 到底部导轨○3 的距离,250 ml/ CFA112 – 32、330ml/712 – 32)。
注意: 在轨 1 和轨 4 同时设定。
CBCN-Technical Training Department 59

CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包
6 夹具设定 ○1 = 折叠块 ○2 = 夹具 ○3 = 折叠爪 注意:
A = 2.8 + 0.3 mm
CBCN-Technical Training Department 60

CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包
7 纸盒侧面导向 ○1 = 折叠中心模块 ○2 = 纸盒侧面导向块 (折叠支撑) ○3 = 机架 ○4 = 横挡 ○5 = 支座 ○6 = 轴承 ○7 = 折叠三角块的底部
注意: 用塞尺设定尺寸 D。 在轨 1 和轨 4 松开横梁○4 在支座○5
上的固定螺钉,对齐纸盒侧面导向
折叠支撑。 完成调整后拧紧固定螺钉。
CBCN-Technical Training Department 61
CFA712-32 机械培训 SIG Combibloc 017 顶部预折 康美包
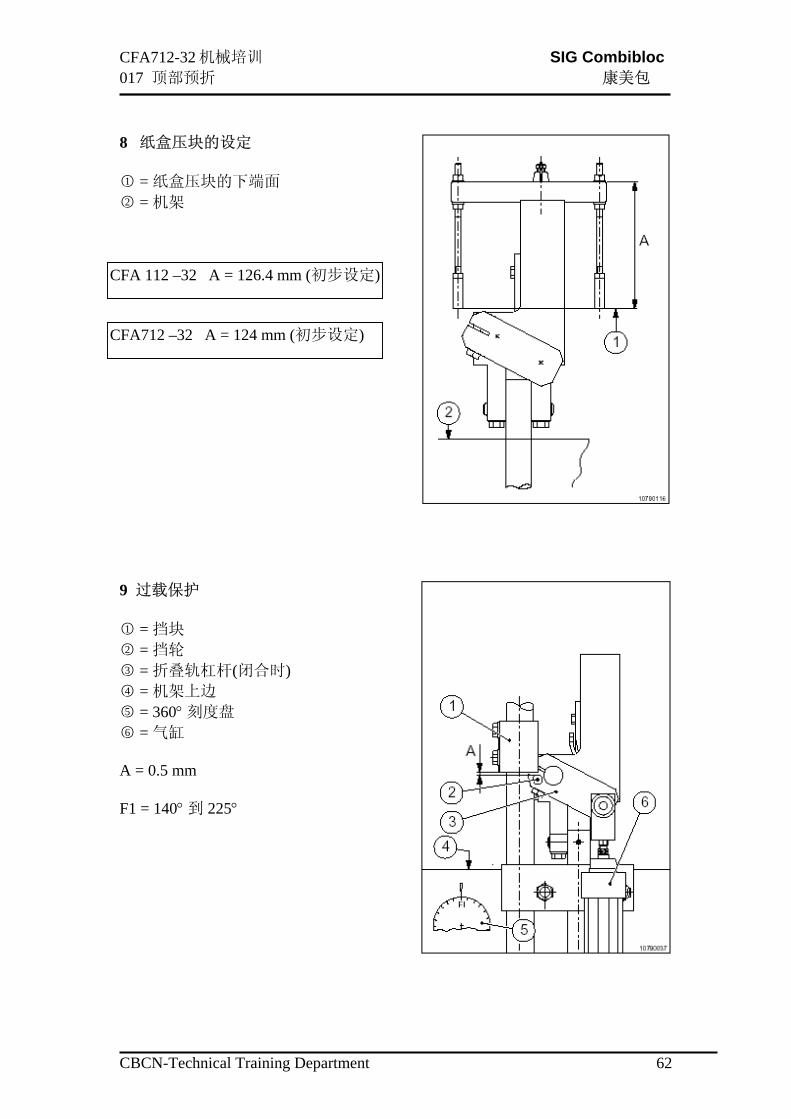
8 纸盒压块的设定 ○1 = 纸盒压块的下端面 ○2 = 机架
CFA 112 –32 A = 126.4 mm (初步设定)
CFA712 –32 A = 124 mm (初步设定)
9 过载保护 ○1 = 挡块 ○2 = 挡轮 ○3 = 折叠轨杠杆(闭合时) ○4 = 机架上边 ○5 = 360° 刻度盘 ○6 = 气缸 A = 0.5 mm F1 = 140° 到 225°
CBCN-Technical Training Department 62
CFA712-32 机械培训-V2.doc SIG Combibloc 018 灌装系统 康美包
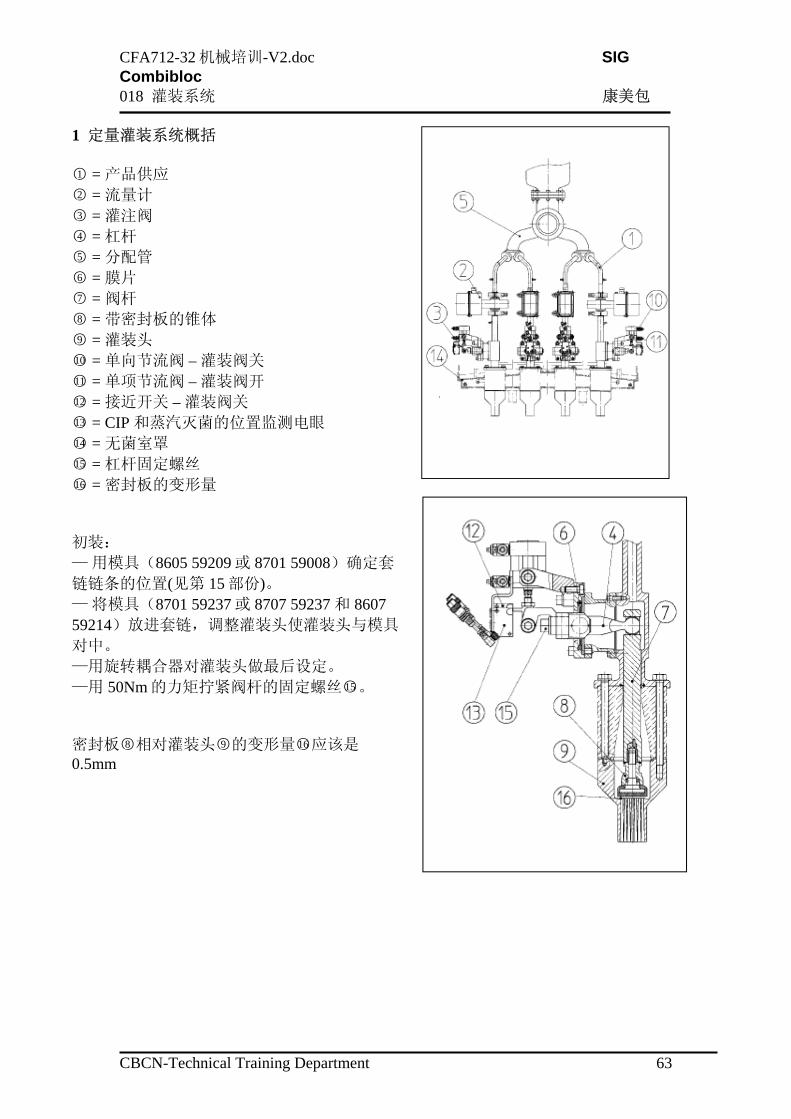
1 定量灌装系统概括 ○1 = 产品供应 ○2 = 流量计 ○3 = 灌注阀 ○4 = 杠杆 ○5 = 分配管 ○6 = 膜片 ○7 = 阀杆 ○8 = 带密封板的锥体 ○9 = 灌装头 ○10 = 单向节流阀 – 灌装阀关 ○11 = 单项节流阀 – 灌装阀开 ○12 = 接近开关 – 灌装阀关 ○13 = CIP 和蒸汽灭菌的位置监测电眼 ○14 = 无菌室罩 ○15 = 杠杆固定螺丝 ○16 = 密封板的变形量 初装: — 用模具(8605 59209 或 8701 59008)确定套
链链条的位置(见第 15 部份)。 — 将模具(8701 59237 或 8707 59237 和 8607 59214)放进套链,调整灌装头使灌装头与模具
对中。 —用旋转耦合器对灌装头做最后设定。 —用 50Nm 的力矩拧紧阀杆的固定螺丝○15 。 密封板○8 相对灌装头○9 的变形量○16 应该是0.5mm
CBCN-Technical Training Department 63

CFA712-32 机械培训 SIG Combibloc 018 灌装系统 康美包
2 灌装头的安装 ○1 = 纸盒 ○2 = 灌装头 ○3 = 灌装头出口管 ○4 = 链条运动方向
CBCN-Technical Training Department 64
CFA712-32 机械培训 SIG Combibloc 018 灌装系统 康美包 从: 8701 51001 CFA 112 – 32 到: 从: 8707 51001 CFA712 – 32 到:
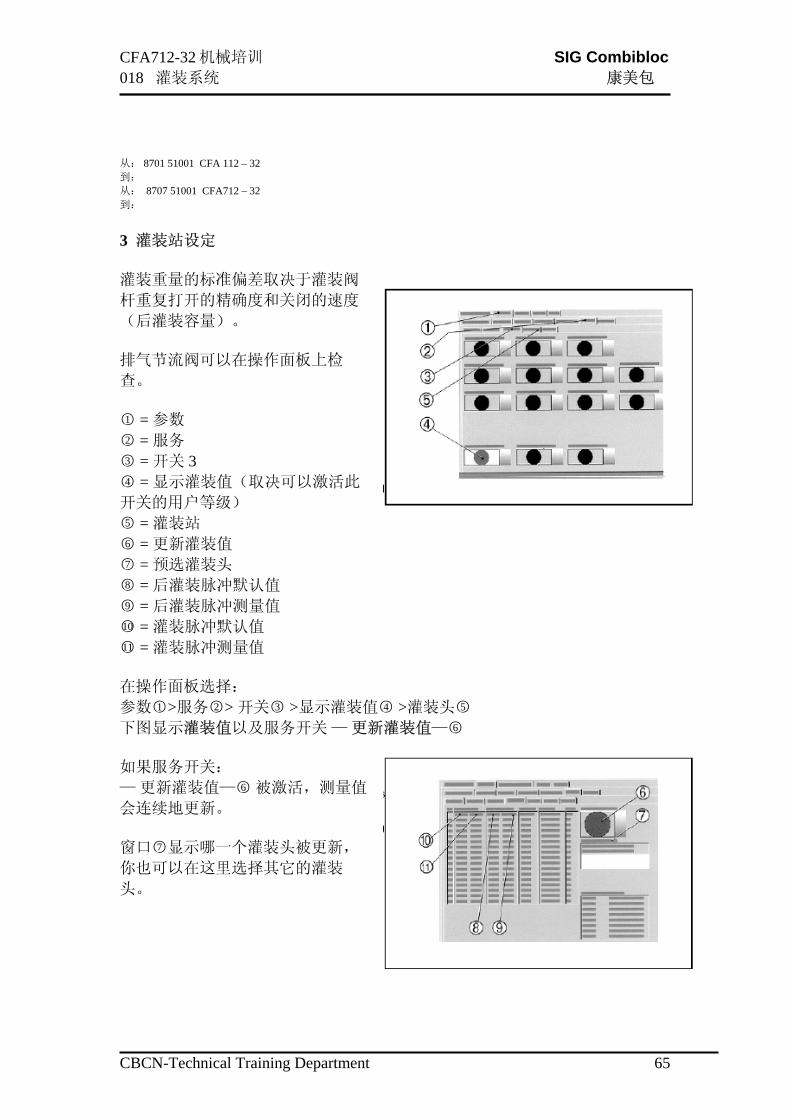
3 灌装站设定 灌装重量的标准偏差取决于灌装阀
杆重复打开的精确度和关闭的速度
(后灌装容量)。 排气节流阀可以在操作面板上检
查。 ○1 = 参数 ○2 = 服务 ○3 = 开关 3 ○4 = 显示灌装值(取决可以激活此
开关的用户等级) ○5 = 灌装站
○6 = 更新灌装值 ○7 = 预选灌装头 ○8 = 后灌装脉冲默认值 ○9 = 后灌装脉冲测量值 ○10 = 灌装脉冲默认值 ○11 = 灌装脉冲测量值 在操作面板选择: 参数○1 >服务○2 > 开关○3 >显示灌装值○4 >灌装头○5 下图显示灌装值以及服务开关 — 更新灌装值—○6 如果服务开关: — 更新灌装值—○6 被激活,测量值
会连续地更新。 窗口○7 显示哪一个灌装头被更新,
你也可以在这里选择其它的灌装
头。
CBCN-Technical Training Department 65
CFA712-32 机械培训 SIG Combibloc 018 灌装系统 康美包
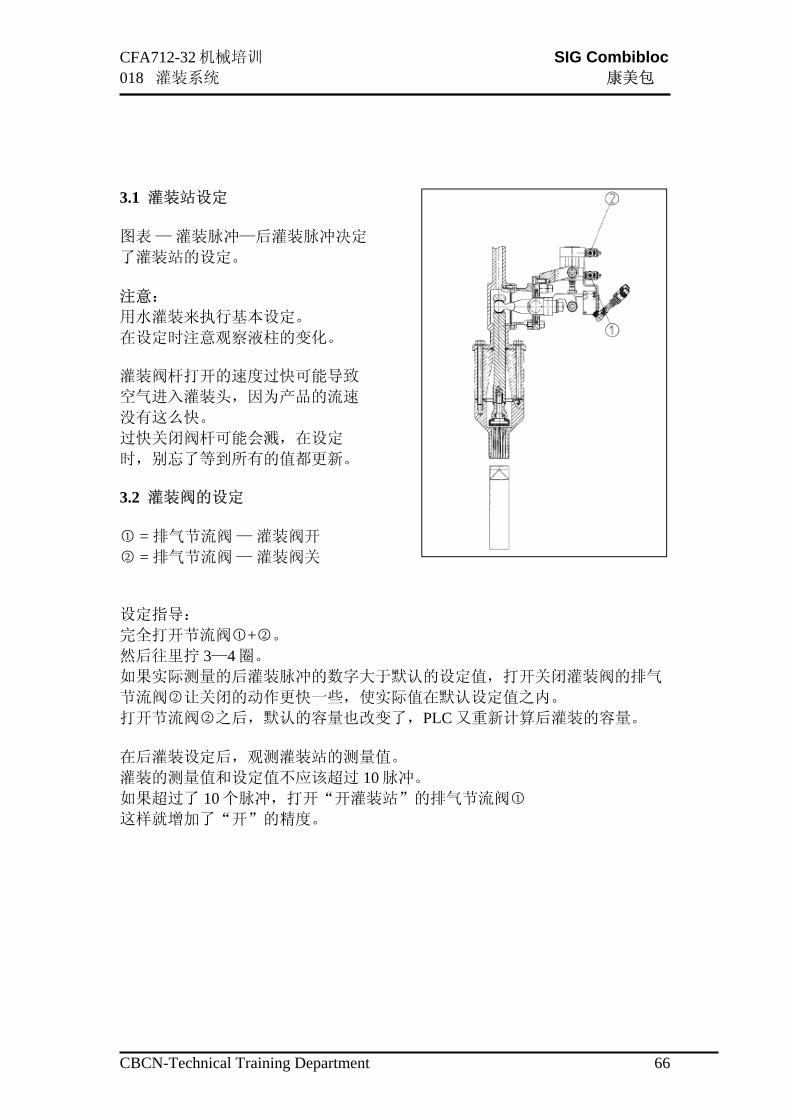
3.1 灌装站设定 图表 — 灌装脉冲—后灌装脉冲决定
了灌装站的设定。 注意: 用水灌装来执行基本设定。 在设定时注意观察液柱的变化。 灌装阀杆打开的速度过快可能导致
空气进入灌装头,因为产品的流速
没有这么快。 过快关闭阀杆可能会溅,在设定
时,别忘了等到所有的值都更新。 3.2 灌装阀的设定 ○1 = 排气节流阀 — 灌装阀开 ○2 = 排气节流阀 — 灌装阀关 设定指导: 完全打开节流阀○1 +○2 。 然后往里拧 3—4 圈。 如果实际测量的后灌装脉冲的数字大于默认的设定值,打开关闭灌装阀的排气
节流阀○2 让关闭的动作更快一些,使实际值在默认设定值之内。 打开节流阀○2 之后,默认的容量也改变了,PLC 又重新计算后灌装的容量。 在后灌装设定后,观测灌装站的测量值。 灌装的测量值和设定值不应该超过 10 脉冲。 如果超过了 10 个脉冲,打开“开灌装站”的排气节流阀○1 这样就增加了“开”的精度。
CBCN-Technical Training Department 66
CFA712-32 机械培训 SIG Combibloc 018 灌装系统 康美包
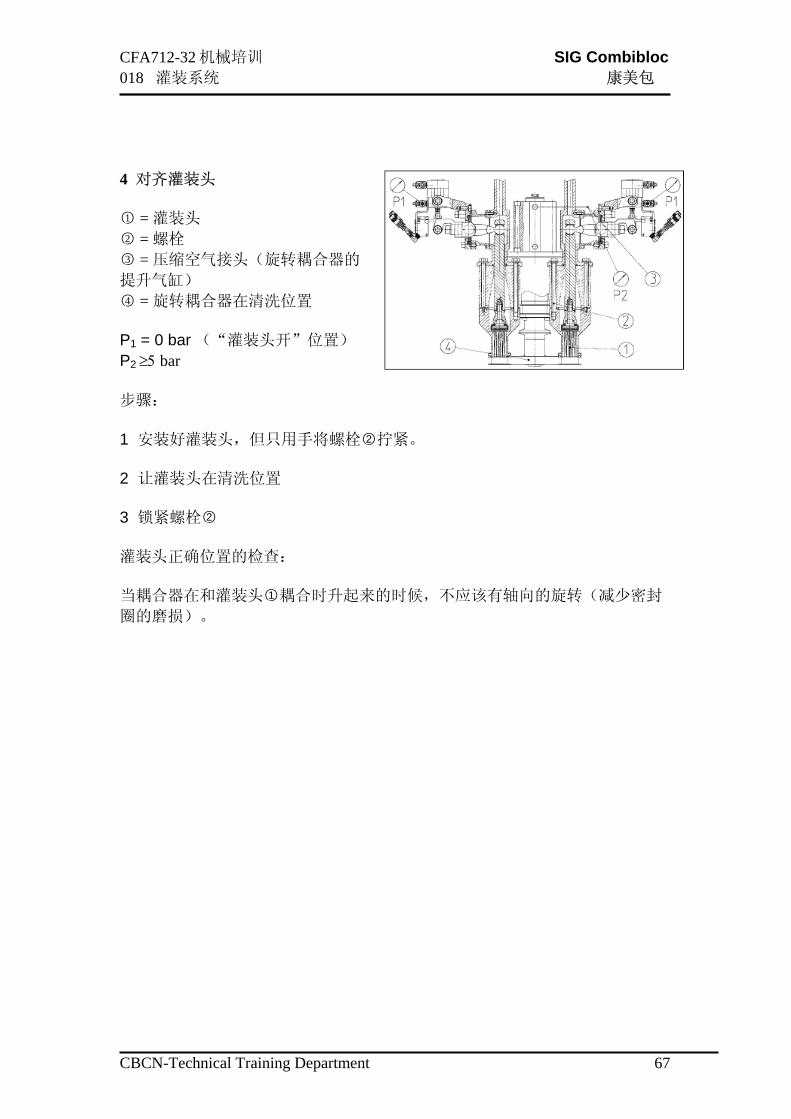
4 对齐灌装头 ○1 = 灌装头 ○2 = 螺栓 ○3 = 压缩空气接头(旋转耦合器的
提升气缸) ○4 = 旋转耦合器在清洗位置 P1 = 0 bar (“灌装头开”位置) P2 ≥5 bar 步骤: 1 安装好灌装头,但只用手将螺栓○2 拧紧。 2 让灌装头在清洗位置 3 锁紧螺栓○2 灌装头正确位置的检查: 当耦合器在和灌装头○1 耦合时升起来的时候,不应该有轴向的旋转(减少密封
圈的磨损)。
CBCN-Technical Training Department 67

CFA712-32 机械培训 SIG Combibloc 018 灌装系统 康美包
5 旋转耦合器概括,监测机构 ○1 - ○5 = 具有以下作用的接近开关
○1 = 下降,到达最低位置 ○2 = 1.旋转的停止位置,到达清
洗位置或者 2.旋转的停止位置,生产
位置到达锁定 ○3 =旋转的停止位置,耦合器上
升或下降位置达到 ○4 =上升,生产位置达到 ○5 = 上升,清洗位置到达 ○6 = 灌装头 ○7 = 旋转耦合器 ○8 = 提升气缸 ○9 = 旋转气缸 ○10 = 管 ○11 = 机器运动方向
注意: 顶部视图,旋转耦合器在生产位置,设定接近开关的间隙为 1mm。
6 耦合器和端盖对齐
○1 = 管 ○2 = 端盖 ○3 = 提升气缸 ○4 = 装配销 使用模具 8701 59146 使两根管○1 与
端盖共中心。 注意:
此时旋转耦合器没有安装!
CBCN-Technical Training Department 68
CFA712-32 机械培训 SIG Combibloc 018 灌装系统 康美包
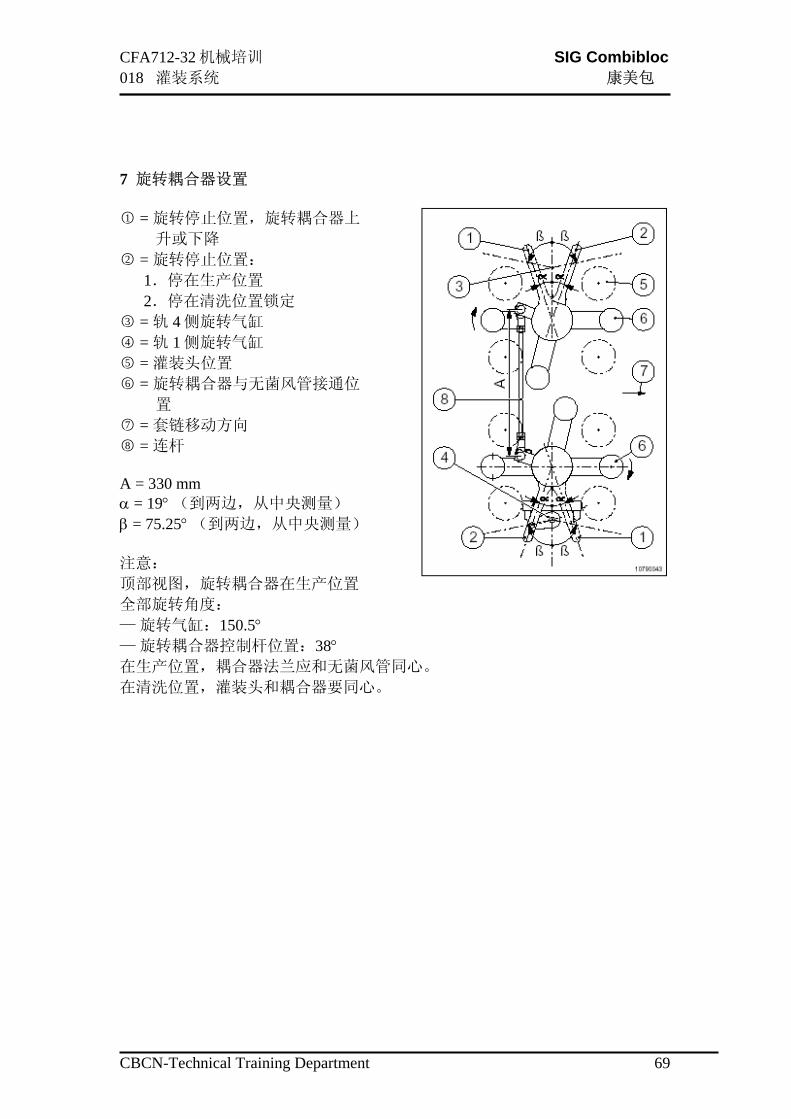
7 旋转耦合器设置 ○1 = 旋转停止位置,旋转耦合器上
升或下降 ○2 = 旋转停止位置:
1.停在生产位置 2.停在清洗位置锁定
○3 = 轨 4 侧旋转气缸 ○4 = 轨 1 侧旋转气缸 ○5 = 灌装头位置 ○6 = 旋转耦合器与无菌风管接通位
置 ○7 = 套链移动方向 ○8 = 连杆 A = 330 mm α = 19° (到两边,从中央测量) β = 75.25° (到两边,从中央测量) 注意: 顶部视图,旋转耦合器在生产位置 全部旋转角度:
— 旋转气缸:150.5° — 旋转耦合器控制杆位置:38° 在生产位置,耦合器法兰应和无菌风管同心。 在清洗位置,灌装头和耦合器要同心。
CBCN-Technical Training Department 69

CFA712-32 机械培训 SIG Combibloc 018 灌装系统 康美包
8 上移运动设定 ○1 = 管 ○2 = 旋转驱动 ○3 = 开槽的衬套 ○4 = 传动销 ○5 = 提升气缸 ○6 = 端盖 ○7 = 横向支架 ○8 = 耦合器装配销 A = 33 mm(初设)
P ≥ 5.0 bar 设定提升气缸的节流阀,使之轻柔的到达停止位置。 装配销○8 安装好后朝轨4。 旋转耦合器缩回到灌装头(见:灌装头的对齐)。
CBCN-Technical Training Department 70

CFA712-32 机械培训 SIG Combibloc 023 阀组 康美包
从:8701 51001 CFA 112-32 到 从: 8707 51001 CFA 712-32 到
1 阀组 ○1 = 产品阀 ○2 = CIP 管道 ○3 = 蒸汽管道 ○4 = 使用产品桶压力 ○5 = 氮气阀组(可选) ○6 = 反向清洗(可选)
2 产品阀组 ○1 = 产品桶 ○2 = V1-4 气动控制阀 ○3 = V1—V4 阀 ○4 = 循环产品管
CBCN-Technical Training Department 71

CFA712-32 机械培训 SIG Combibloc 023 阀组 康美包
3 V1—V4 阀 ○1 = V 1 阀和 V 4 阀 ○2 = V2 阀 ○3 = V3 阀 ○4 = V 1 阀和 V 4 阀的阀心 ○5 = V2 的阀心 ○6 = 电眼挡块 ○7 = 连通到产品桶 ○8 = 连接到产品分配管
CBCN-Technical Training Department 72

CFA712-32 机械培训 SIG Combibloc 023 阀组 康美包
3 检查无菌阀芯的泄漏 ○1 = 阀芯 ○2 = 测试装置 ○3 = 接 3bar 的压缩空气 ○4 = 水 P = 测试压力 = 3bar
每 6 个月检查阀心○1 的波纹管和密封圈是否有泄漏: V1—V4 阀阀心:测试装置 860159053 V 2 阀阀心:测试装置 8215 23211 — 将测试装置放在阀芯上,轻轻的压阀芯,使模具和阀芯依靠波纹的弹力套
上。 — 将测试装置○2 完全退回。 — 将夹子夹在阀芯上。 — 拧手柄,使装置的密封圈压紧阀芯。 — 通上 3bar 的压缩空气,然后将阀芯和装置一起放进水里。 — 在 30 秒中内检查阀芯是否泄漏,任何泄漏都会有气泡产生。 注意: 一旦有泄漏,必须更换整个阀芯。
CBCN-Technical Training Department 73
CFA712-32 机械培训 SIG Combibloc 023 阀组 康美包
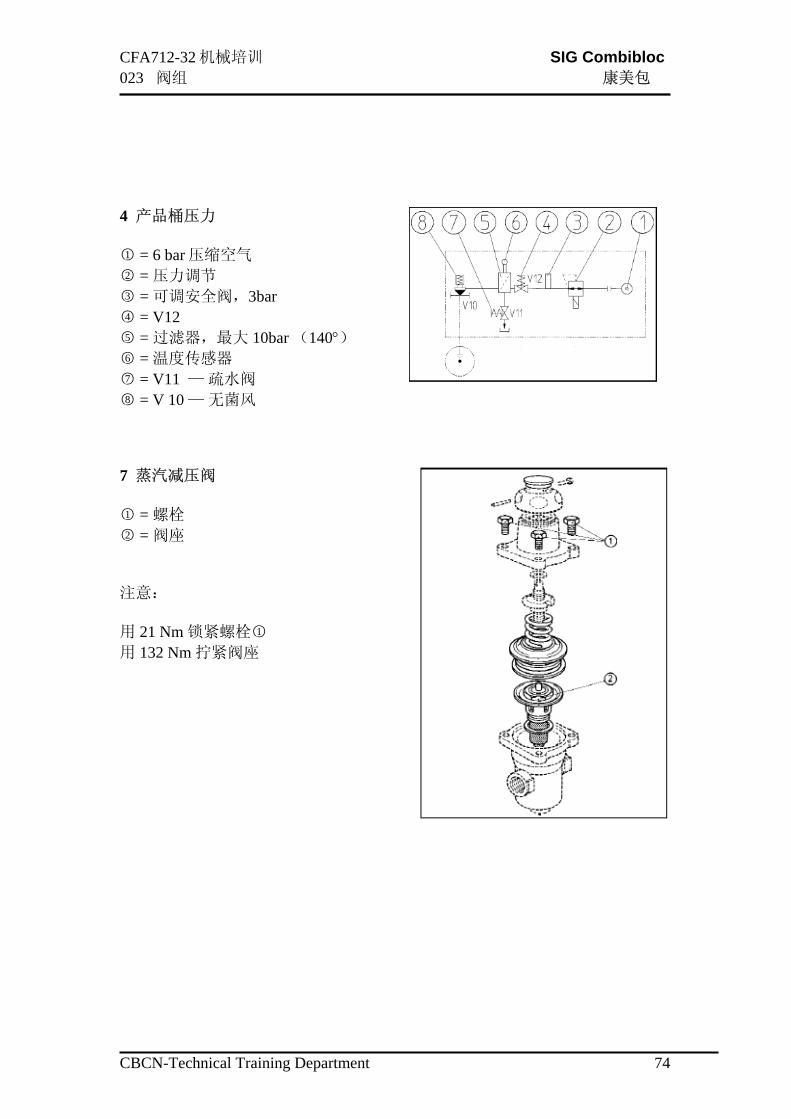
4 产品桶压力 ○1 = 6 bar 压缩空气 ○2 = 压力调节 ○3 = 可调安全阀,3bar ○4 = V12 ○5 = 过滤器,最大 10bar (140°) ○6 = 温度传感器 ○7 = V11 — 疏水阀 ○8 = V 10 — 无菌风 7 蒸汽减压阀 ○1 = 螺栓 ○2 = 阀座 注意: 用 21 Nm 锁紧螺栓○1 用 132 Nm 拧紧阀座
CBCN-Technical Training Department 74

CFA712-32 机械培训 SIG Combibloc 030 耳翼折叠站 康美包
1 活化头基本设定 (纵向和横向)
○1 = 模具:装配块 ○2 = 模具:适配器 ○3 = 活化头 ○4 = 套链 ○5 = 底部导轨(CFA112 – 32 250ml,CFA 712 – 32 330ml) ○6 =模具的横向参考边(活化头间距) ○7 = 模具的纵向参考边 ○8 = 模具的高度参考边 ○9 = 套链运动方向
○11 = 轨 1 侧 ○10 = 轨 4 侧 ○12 = 机架上边 ○13 = 顶部预折站翻转轴 ○14 = 固定螺丝
活化温度:420° (基本设定) 无菌风: 27 + 3 mbar(会受到无菌
风的压力设定的影响) 用以下模具设定活化头: 预先
CFA 112 :装配块 8701 59237 适配器 8701 59253
CFA 712 :装配块 8707 59237 适配器 8707 59263
预先设定: — 套链链条在参考位置,链条被张紧,套链对齐。 — 执行底部导轨的基本设定
CBCN-Technical Training Department 75

CFA712-32 机械培训 SIG Combibloc 030 耳翼折叠站 康美包
设定步骤: 在轨 1 和轨 4 设定 翻转耳翼折叠站,将模具○1 和○2 放
进套链,宽边朝这链条运动方向。 将耳翼折叠站转回生产位置,松开
固定螺丝○14 。 执行设定。让活化头○3 接触到模具
○2 的参考边○7 和○8 ,锁紧固定螺
栓,检查尺寸“D”。 避免活化头○3 的横向偏移,校正耳
翼折叠站横向位置。 仔细观察压块的尺寸“E”。
从: 8701 51001 CFA 112 – 32
CBCN-Technical Training Department 76
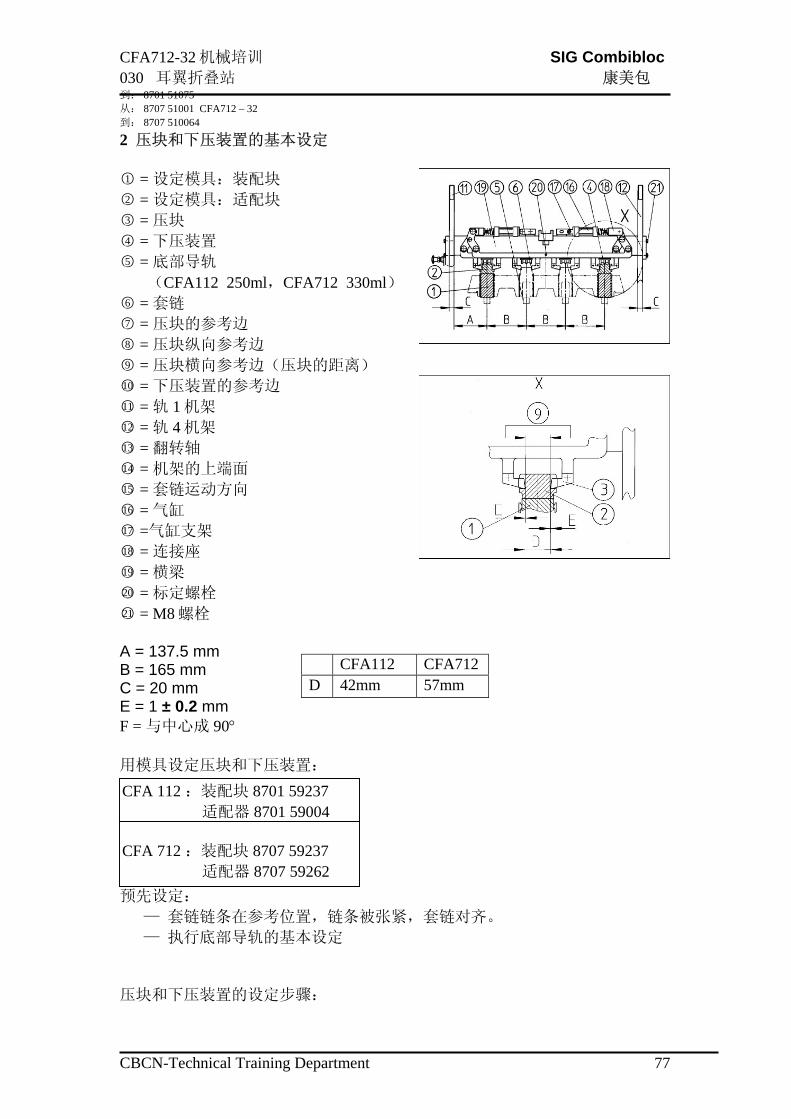
CFA712-32 机械培训 SIG Combibloc 030 耳翼折叠站 康美包 到: 8701 51075 从: 8707 51001 CFA712 – 32 到: 8707 510064 2 压块和下压装置的基本设定 ○1 = 设定模具:装配块 ○2 = 设定模具:适配块 ○3 = 压块 ○4 = 下压装置 ○5 = 底部导轨 (CFA112 250ml,CFA712 330ml) ○6 = 套链 ○7 = 压块的参考边 ○8 = 压块纵向参考边 ○9 = 压块横向参考边(压块的距离) ○10 = 下压装置的参考边 ○11 = 轨 1 机架 ○12 = 轨 4 机架 ○13 = 翻转轴 ○14 = 机架的上端面 ○15 = 套链运动方向 ○16 = 气缸 ○17 =气缸支架 ○18 = 连接座 ○19 = 横梁 ○20 = 标定螺栓 ○21 = M8 螺栓 A = 137.5 mm
CFA112 CFA712D 42mm 57mm
B = 165 mm C = 20 mm E = 1 ± 0.2 mm F = 与中心成 90° 用模具设定压块和下压装置:
预先设定:
CFA 112 :装配块 8701 59237 适配器 8701 59004
CFA 712 :装配块 8707 59237 适配器 8707 59262
— 套链链条在参考位置,链条被张紧,套链对齐。 — 执行底部导轨的基本设定
压块和下压装置的设定步骤:
CBCN-Technical Training Department 77

CFA712-32 机械培训 SIG Combibloc 030 耳翼折叠站 康美包
翻转耳翼折叠站,将模具○1 和○2 放进套链,
宽边朝链条运动方向。 将耳翼折叠站转回生产位置。 将耳翼折叠站的电磁阀关闭 — 插入标定螺
栓○20 。 松开操作侧和驱动侧的固定螺栓○21 ,松开牵
螺栓○24 。 通过固定螺栓○22 和牵引螺栓○24 设定横梁○19 的
位置。 完成这些设定后,推块与机器尾部成 4°倾斜
角。 锁紧螺栓○21 。 检查尺寸“E”,避免推块的横向偏移,校
正整个折叠站的纵向横向位置,仔细观察活
化头的尺寸“D”。 松开电磁阀,放开推块。 设定下压装置到参考位置○10 。 设定下压装置的步骤: 在轨 2 和轨 3 完成设定。如前所述插入模具
○1 和○2 ,设定下压装置○4 到参考位置○10 。
CBCN-Technical Training Department 78
CFA712-32 机械培训 SIG Combibloc 034 推出器 康美包
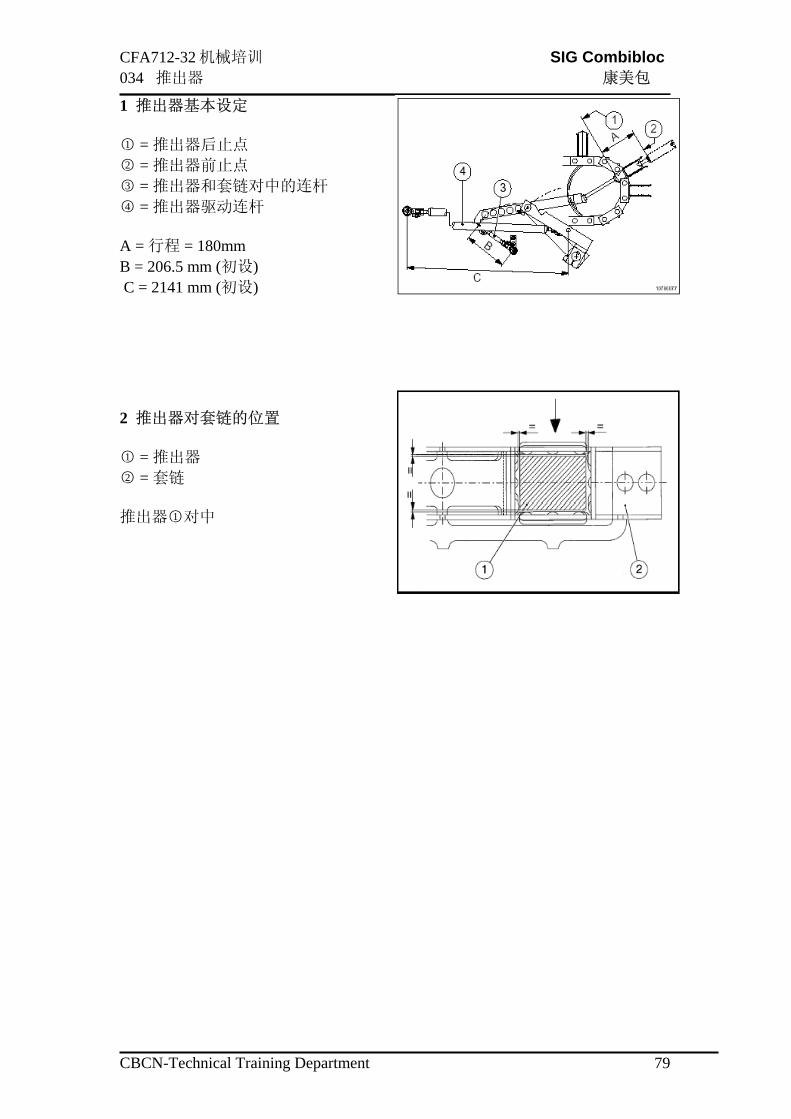
1 推出器基本设定 ○1 = 推出器后止点 ○2 = 推出器前止点 ○3 = 推出器和套链对中的连杆 ○4 = 推出器驱动连杆 A = 行程 = 180mm B = 206.5 mm (初设) C = 2141 mm (初设)
2 推出器对套链的位置 ○1 = 推出器 ○2 = 套链 推出器○1 对中
CBCN-Technical Training Department 79

CFA712-32 机械培训 SIG Combibloc 034 推出器 康美包
3 运动检查 ○1 =推出器前止点 ○2 =推出器后止点 ○3 = 运动方向 ○4 = 360°刻度盘 A = 25 ± 1 mm B = 180 mm F1 = 75° 开始 185°停止
4 安全监控传感器的设定 ○1 = 前止点的支架 ○2 = 推出器 ○3 = 支架臂 ○4 = 传感器支架 ○5 = 传感器 ○6 = 螺栓 A=4mm 松开螺栓○6 移动传感器支架○4 以调整尺寸 A 接近开关○5 与支架臂○3 的间隙 设为 1±0.5mm
CBCN-Technical Training Department 80

CFA712-32 机械培训 SIG Combibloc 035 转移台 康美包
1 转移台 ○1 = 推出器 ○2 = 套链 ○3 = 转移台 ○4 = 高度调整装置 ○5 = 纵向调整 ○6 = 过载挡块 ○7 = 升降台(UDP) A = 23 +2mm B = 2±0.5mm(与套链平行) 过载挡块○6 与升降台○7 平齐。 注意: 尺寸 A 可能由于链条拉长而减小, 可以相应调整转移台的位置
2 张紧轮设定
CBCN-Technical Training Department 81

CFA712-32 机械培训 SIG Combibloc 035 转移台 康美包
○1 = 张紧轮 ○2 = 六角螺栓 ○3 = 接近开关 ○4 = 张紧螺栓 A = 1 ± 0.5 mm (皮带张紧) B = 1 ± 0.5 mm 设定接近开关○3 ,在六角螺栓○2 水平
方向如果移动超出4mm,将会出现报
警
3 初设压力弹簧张紧 ○1 = 压力弹簧 ○2 = 滚轮 ○3 = 转移台 A =39 mm B = 41 mm
CBCN-Technical Training Department 82

CFA712-32 机械培训 SIG Combibloc 035 转移台 康美包
4 设定皮带和脉冲发生器 ○1 = 带挡块的皮带 ○2 = 升降台 ○3 = 升降台上止点 ○4 = ½行程位置 ○5 = 套链 ○6 = 螺母 ○7 = 螺栓 ○8 = 皮带轮 ○9 = 法兰 ○10 = 法兰连接螺栓 ○11 = 脉冲发生器固定螺栓 ○12 = 连接块 ○13 = 卡箍 ○14 = 脉冲发生器 A = 30 mm B = 7.5 mm (行程的一半)
脉冲发生器角度 = 200° 同步设定步骤: — 转动齿轮○8 到升降台向下运动到
行程的一半, — 松开螺母○8 ,将螺栓○7 拧到法兰
○9 的配合孔里面。 — 松开螺栓○10 ,推动传输带,直到
皮带挡块距套链内侧 30mm。 — 松开螺栓○11 ,然后转连接块○12 ,
直到屏幕显示“200°” — 锁紧螺丝○10 和○11 — 将螺栓○7 拧回去,并将螺母○6 锁
紧。
CBCN-Technical Training Department 83

CFA712-32 机械培训 SIG Combibloc 035 转移台 康美包
5 圆形皮带 ○1 = 定位夹 ○2 = 皮带的两头 ○3 = 焊接面 A = 大约 5 mm 定位夹: 8701.35008 电烙铁: 8701.35007
CBCN-Technical Training Department 84

CFA712-32 机械培训 SIG Combibloc 042 中央润滑 康美包
1 中央润滑系统 ○1 = 搅拌器 ○2 = 扇 ○3 = 接近开关 A = 7 ± 1mm 润滑系统使用粘性的油脂(Interflon Food Grease 1) 在主分配器前安装了一个限压阀。 润滑循环通过接近开关监控(在分配器
3) 润滑泵最大的供给压力大约为250 bar。 主分配器将润滑油发配到辅助分配器,然
后输送到各个润滑点。 液位监控接近开关设定
CBCN-Technical Training Department 85

CFA712-32 机械培训 SIG Combibloc 042 中央润滑 康美包
2 主分配器 ○1 = 油管 ○2 = 限压阀 ○3 = 主分配器 ○4 = 压力指示器(70bar) ○5 = 溢流
2 .1 限压阀 ○1 = 限压阀 ○2 = 设定螺丝 如果油压超过 100bar,限压阀会打
开。
CBCN-Technical Training Department 86
CFA712-32 机械培训 SIG Combibloc 042 中央润滑 康美包
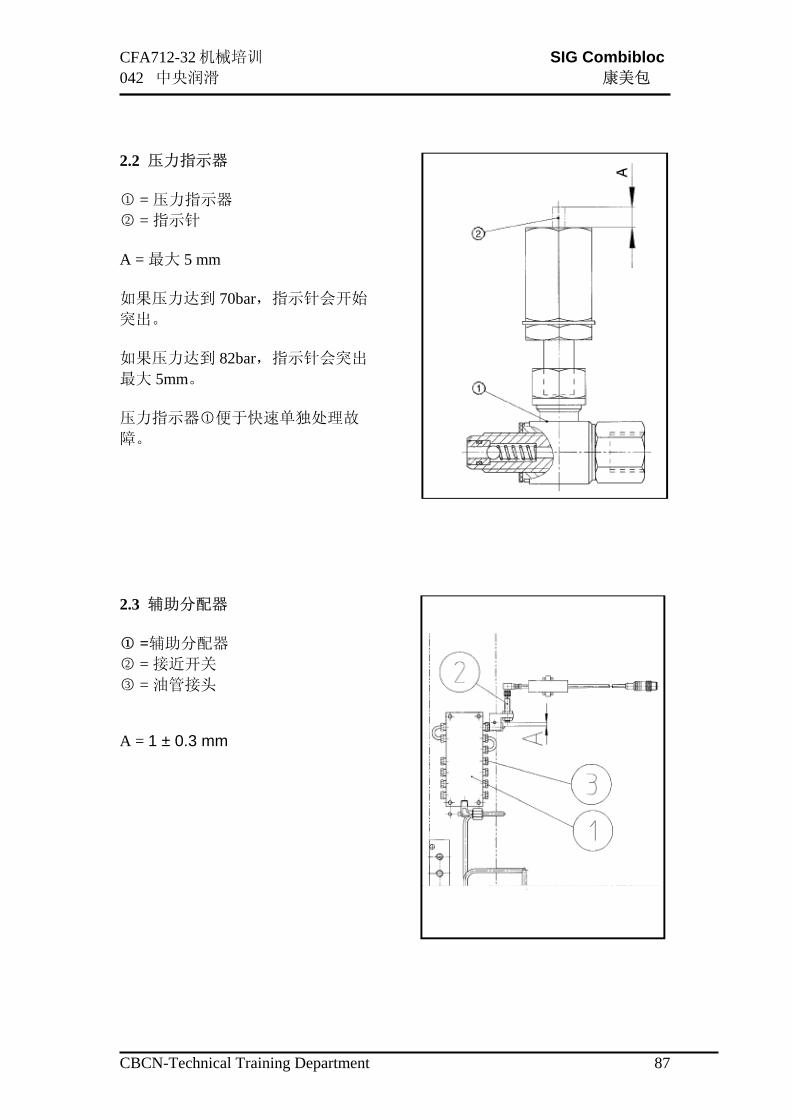
2.2 压力指示器 ○1 = 压力指示器 ○2 = 指示针 A = 最大 5 mm 如果压力达到 70bar,指示针会开始 突出。 如果压力达到 82bar,指示针会突出
最大 5mm。 压力指示器○1 便于快速单独处理故
障。
2.3 辅助分配器 ○1 =辅助分配器 ○2 = 接近开关 ○3 = 油管接头 A = 1 ± 0.3 mm
CBCN-Technical Training Department 87

CFA712-32 机械培训 SIG Combibloc 042 中央润滑 康美包
4 分配器工作原理 ○1 = 位置 1 ○2 = 位置 2 ○3 = 位置 3 ○4 = 主管 总体原则: 润滑从主管○4 通过活塞○3 的右手边圆槽
进入(右边)输送管道到活塞○1 的左手
边,推动活塞○1 到头(右边),润滑油
通过活塞○3 的凹槽从出口 6 流出。 移动活塞 c 后,润滑油从左手边推动活
塞○2 到头(右手边),润滑从出口 1 出
来。 移动活塞○2 后,润滑油从左手边推动活
塞○3 到头(右手边),润滑从出口 2 出
来。 移动活塞○3 后,润滑油从右手边推动活
塞○1 到头(左手边),润滑从出口 3 出
来,接下来的过程如前所述的功能和原
则从出口 4 、5 流出,往后循环。
CBCN-Technical Training Department 88

CFA712-32 机械培训 SIG Combibloc 042 中央润滑 康美包
5 定量油阀 A = 驱动侧 B = 操作侧 颜色识别定量油阀 90mm3 = 绿色 200 mm3 = 红色
所有润滑点有“*”标记的都是 200 mm3 。
CBCN-Technical Training Department 89

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包 从: 870151001 CFA112 – 32 到:8701 51037 从:8707 51001 CFA712-32 到: 8707 510024
1 安装振动单元 ○1 = 搪磨头 ○2 = 连接螺钉 ○3 = 换能器 ○5 = 防转机构 ○6 = 支承座 ○7 = 隔套
A = 20.5 -3mm 缺省尺寸 注意: 永远只能夹振动机构的搪磨头,而
不能夹换能器。 安装搪磨头—换能器 — 将螺钉○2 全部拧进搪磨头○1 的螺
纹孔。 — 在换能器○3 处用 40Nm 的力拧紧
搪磨头○1 。
CBCN-Technical Training Department 90

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包 从: 8701 51038 CFA112 到 从: 8707 51025 CFA712 到:
1.1 安装振动单元 ○1 = 搪磨头 ○2 = 连接螺钉 ○3 = 换能器 ○4 = 垫片 ○5 = 防转机构 ○6 =支承座 ○7 = 隔套 A = 20.5 mm 设定尺寸
警告: 永远只能夹振动机构的搪磨头,而不能夹
换能器。 安装搪磨头—换能器 — 将螺钉○2 全部拧进搪磨头○1 的螺纹
孔。 — 在换能器○3 处用 40Nm 的力拧紧搪磨
头○1 。 — 检查搪磨头○1 的尺寸“A”
CBCN-Technical Training Department 91

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
1.2 搪磨头 ○1 = 设定和安装 1、2、3 和 4 轨搪
磨头的平行,偏差为±0.2mm
CBCN-Technical Training Department 92

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
从: 8701 51007 CFA112 到: 870151024 从: 8707 51001 CFA712 到: 8707 51017
2 超声波焊接工具的基本设定 ○1 = 连杆头 ○2 = 悬架运动气缸 ○3 = 驱动臂 ○4 = 连杆 ○5 = 砧板 ○4 = 搪磨头 ○7 = 机架上端面 ○8 = 位置设定螺钉 ○9 = 搪磨头移动气缸(压力气缸) ○10 = 锁紧螺钉 ○11 = 支承座 ○12 = 防转装置 ○13 = 隔套 ○14 = 弹簧 A = 426.5 ± 0.2 mm B = 332.1 ± 0.2 mm C = 2 ± 0.2 mm
D = 107.3 ± 0.2 mm 设定指导: — 接通气缸○2 的压缩空气,使悬架
运动到终点,设定连杆头尺寸“A”
(在连杆头的外侧测量) — 设定尺寸“D”:从砧板○5 的下端
面到机架○7 的上端面,上紧驱动臂○3
的螺栓。 — 将驱动连杆○3 打上销钉。 — 尺寸“B”(从外侧测量)只是一
个控制尺寸。 — 设定砧板○5 和搪磨头○6 的尺寸
“C”。 松开锁紧螺钉○10 ,用位置设定螺钉
○8 调整尺寸“C”,锁紧螺钉○10
CBCN-Technical Training Department 93

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
从: 8701 51025 CFA112 到: 从: 8707 51018 CFA712 到:
2.1 超声波焊接工具的基本设定 ○1 = 连杆头 ○2 = 悬架运动气缸 ○3 = 驱动杠杆 ○4 = 连杆 ○5 = 砧板 ○4 = 搪磨头 ○7 = 机架上端面 ○8 = 位置设定螺钉 ○9 = 搪磨头移动气缸 ○10 = 锁紧螺钉 ○11 = 支承座 ○12 = 防转装置 ○13 = 隔套 ○14 = 弹簧 A = 403 ± 0.2 mm B = 332.1 ± 0.2 mm C = 2 ± 0.2 mm
D = 107.3 ± 0.2 mm 设定指导: — 接通气缸○2 的压缩空气,使悬架
运动到终点,设定连杆头尺寸“A”
(在连杆头的外侧测量) — 设定尺寸“D”,从砧板○5 的下
端面到机架○7 的上端面,上紧驱动
连杆○3 的螺栓。 — 将驱动连杆○3 打上销钉。 — 尺寸“B”(从外侧测量)只是
一个控制尺寸。 — 设定砧板○5 和搪磨头○6 的尺寸
“C”。
松开螺钉○10 ,用位置设定螺钉○8 调整尺寸“C”,锁紧螺钉○10 。
CBCN-Technical Training Department 94
CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
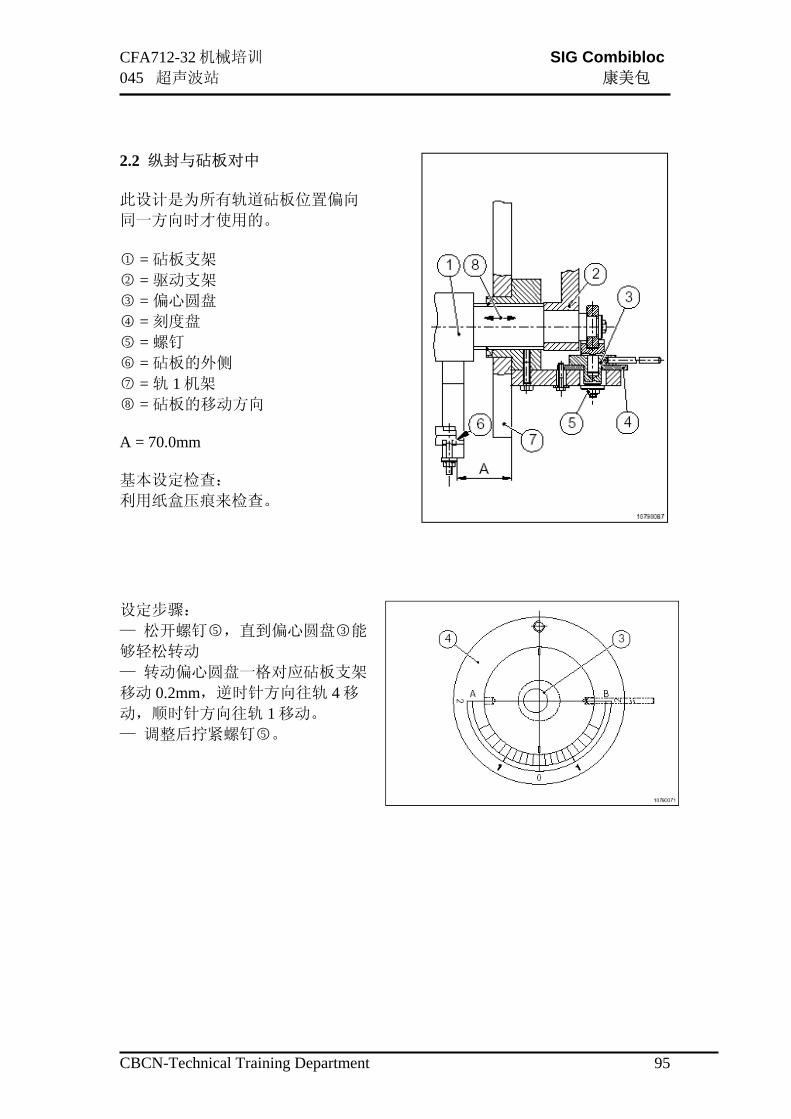
2.2 纵封与砧板对中 此设计是为所有轨道砧板位置偏向
同一方向时才使用的。 ○1 = 砧板支架 ○2 = 驱动支架 ○3 = 偏心圆盘 ○4 = 刻度盘 ○5 = 螺钉 ○6 = 砧板的外侧 ○7 = 轨 1 机架 ○8 = 砧板的移动方向 A = 70.0mm 基本设定检查: 利用纸盒压痕来检查。
设定步骤: — 松开螺钉○5 ,直到偏心圆盘○3 能
够轻松转动 — 转动偏心圆盘一格对应砧板支架
移动 0.2mm,逆时针方向往轨 4 移
动,顺时针方向往轨 1 移动。 — 调整后拧紧螺钉○5 。
CBCN-Technical Training Department 95

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
2.3 搪磨头和砧板的平行 ○1 = 搪磨头 ○2 = 砧板 ○3 = 偏心块 ○4 = 锁紧手柄 ○5 = 顶丝 ○6 = 支架固定螺栓 ○7 = 振荡机构固定螺栓 ○8 = 偏心杆 ○9 = 轴承 ○10 = 搪磨头焊接区 ○11 = 砧板焊接区 设定指导: — 松开手柄○4 。 — 稍微拧住螺栓○7 。 — 松开固定螺栓○6 。 — 转动偏心杆○8 ,直到砧板和搪磨
头平行。 — 用顶丝○6 固定偏心杆○8 。 — 锁紧螺栓○4 、○6 和○7 。
CBCN-Technical Training Department 96

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
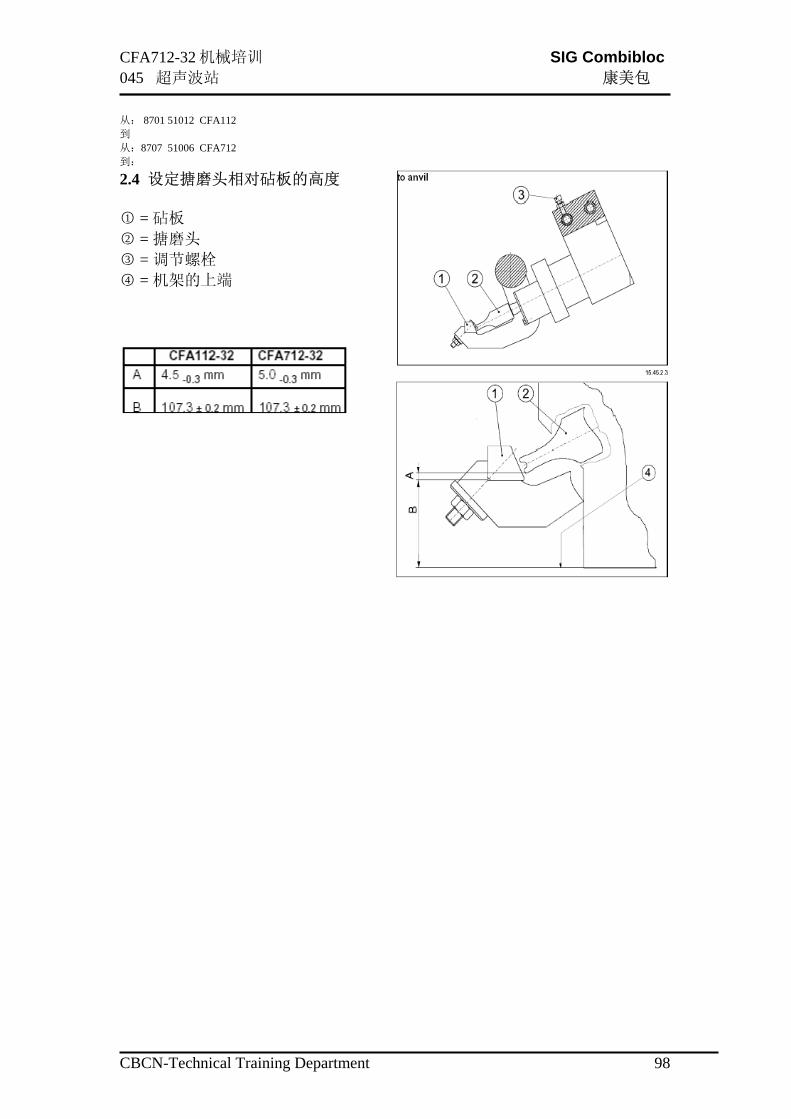
从: 8701 51001 CFA112 到 8701 51011 从:8707 51001 CFA712 到:8707 51005
2.4 设定搪磨头相对砧板的高度 ○1 = 砧板 ○2 = 搪磨头 ○3 = 调节螺栓 ○4 = 机架的上端
CBCN-Technical Training Department 97
CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
从: 8701 51012 CFA112 到 从:8707 51006 CFA712 到: 2.4 设定搪磨头相对砧板的高度 ○1 = 砧板 ○2 = 搪磨头 ○3 = 调节螺栓 ○4 = 机架的上端
CBCN-Technical Training Department 98

CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包 从: 8701 51001 CFA112 到 8701 51024 从:8707 51001 CFA712 到:8707 51017 3 超声波站与套链的相对位置 ○1 = 套链部分机架上端 ○2 = 套链在参考位置 ○3 = 超声波站的端面 A = 50.3 mm B = Ø 30mm
套链处于静止位置
从: 8701 51025 CFA112 到 从:8707 51018 CFA712 到: A = 30.3 mm B = Ø 30mm
套链处于静止位置
CBCN-Technical Training Department 99
CFA712-32 机械培训 SIG Combibloc 045 超声波站 康美包
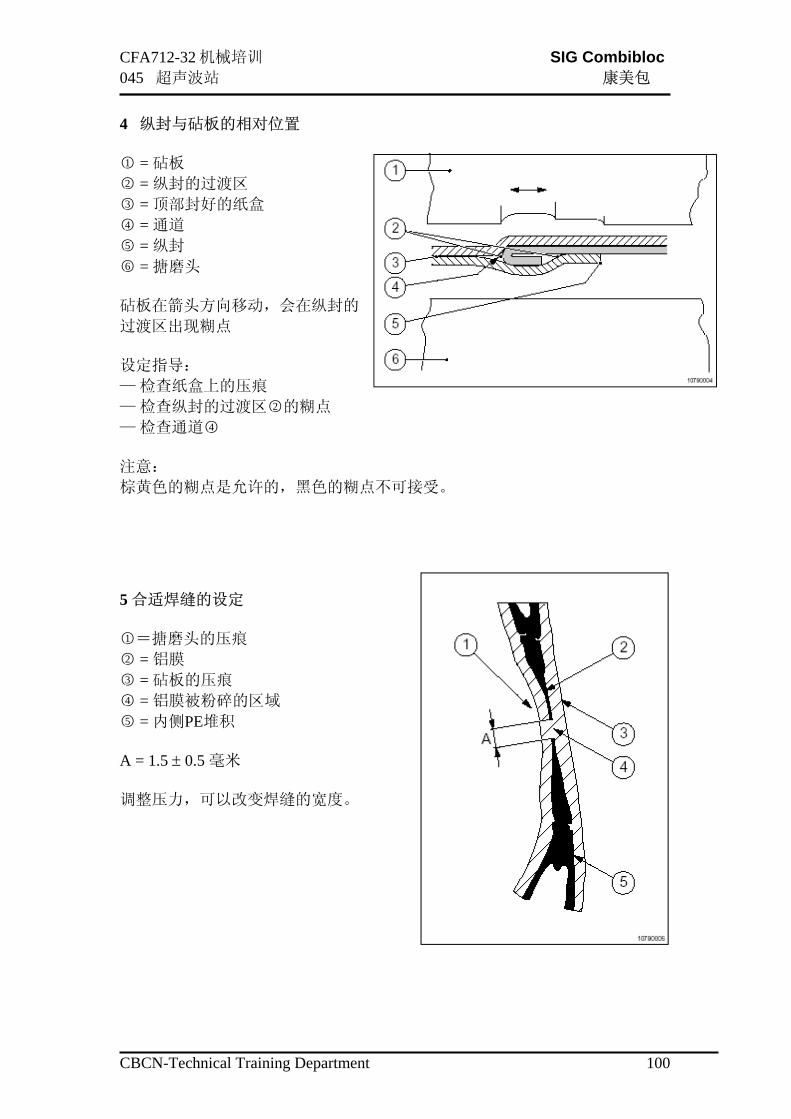
4 纵封与砧板的相对位置 ○1 = 砧板 ○2 = 纵封的过渡区 ○3 = 顶部封好的纸盒 ○4 = 通道 ○5 = 纵封 ○6 = 搪磨头 砧板在箭头方向移动,会在纵封的
过渡区出现糊点 设定指导: — 检查纸盒上的压痕 — 检查纵封的过渡区○2 的糊点 — 检查通道○4 注意: 棕黄色的糊点是允许的,黑色的糊点不可接受。 5 合适焊缝的设定 ○1 =搪磨头的压痕 ○2 = 铝膜 ○3 = 砧板的压痕 ○4 = 铝膜被粉碎的区域 ○5 = 内侧PE堆积 A = 1.5 ± 0.5 毫米 调整压力,可以改变焊缝的宽度。
CBCN-Technical Training Department 100

CFA712-32 机械培训 SIG Combibloc 049 蒸汽喷射 康美包
1 蒸汽喷射概括 ○1 = 蒸汽喷射头 ○2 = 循环阀 ○3 = H2O2 蒸汽入口 ○4 = 蒸汽喷射温度传感器 ○5 = H2O2 蒸汽单向阀 ○6 = 冷凝水管道 ○7 = 蒸汽减压阀 注意: 轨 1+2 和轨 3+4 结构一样。 设定步骤: — 使用标准的灌装容量水包检
查顶部空间
— 慢慢调整蒸汽减压阀○7 ,直到顶部空间的大小为最小 4 ~6 ml(温度 T = 115°到 128°)。 2 喷射头的定位 ○1 =蒸汽喷射头 ○2 = 无菌室 ○3 = 套链部分机架上端面 ○4 = 循环阀 ○5 = 接近开关
如果在生产中接近开关没有检测到
阀门打开,抽纸盒自动停止,抽纸
盒与蒸汽喷射之间的纸盒会自动排
除。
A = 125mm
CBCN-Technical Training Department 101

CFA712-32 机械培训 SIG Combibloc 049 蒸汽喷射 康美包
3 蒸汽喷射阀 ○1 = GSR 阀 — 蒸汽喷射(循环)阀 ○2 = 触发螺栓 ○3 = 沉头螺钉 警告:
更换了备件后,触发螺栓要用胶
水 Omnifit 100M 固定(号码:
299.946),密封板的沉头螺钉使用 Omnifit 230M(888299950)。
CBCN-Technical Training Department 102

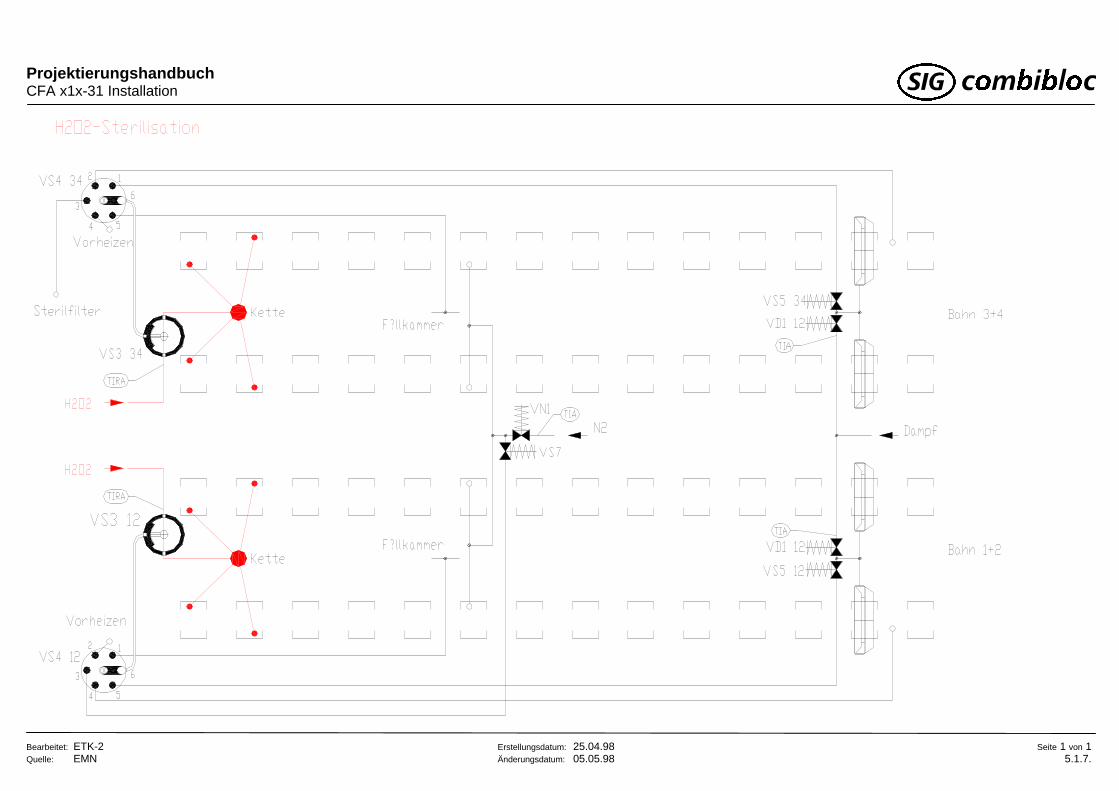
CFA712-32 机械培训 SIG Combibloc 080 纸盒/机器灭菌 康美包
1 H2O2雾化器 ○1 = H2O2活塞定量系统 ○2 = H2O2定量活塞 ○3 = H2O2定量槽 ○4 = H2O2回流 ○5 = 加热器 ○6 = 纸盒 ○7 = H2O2循环桶 ○8 = H2O2循环泵 ○9 = H2O2供应 ○10 = 流量计,设定值=10.8Nm3/h ○11 = 接近开关 ○12 = 温度传感器 ○13 = H2O2浓度测量仪 ○14 = 压力监测 Pmax = 2.8 bar ○15 = H2O2回流流量监测
2 H2O2活塞定量系统的设定 ○1 = 座子 ○2 = 定量活塞 ○3 = “运输空气”接头 ○4 = “H2O2”接头 ○5 = 气缸 ○6 = 藕合器(行程调节) ○7 = 锁紧螺母 ○8 = 接近开关 A = 8.8 mm B = 25.0 mm = 行程
C= 3.1 mm D= 28.1 mm E = 1-0.5 mm 用模具 8777.50115 设定距离“A”。 尺寸 B,C,D 是控制尺寸。
CBCN-Technical Training Department 103

CFA712-32 机械培训 SIG Combibloc 080 纸盒/机器灭菌 康美包
3 H2O2 分配 ○1 = H2O2 运输空气—雾化 ○2 = 加热器(Phillip 6KW 加热器) ○3 = 上加热器温度传感器 ○4 = 下加热器温度传感器 ○5 = 插头 ○6 = H2O2 蒸汽温度传感器 ○7 = 双氧水换向阀(AZS 阀) ○8 = 旋转气缸 ○9 = 位置监测电眼
— 生产(纸盒灭菌) — 机器灭菌(AZS)
○10 = H2O2旋转分配器 ○11 = 旋转气缸 ○12 = 位置监测接近开关
— 停止位置 — 自由位置
○13 = 纸盒灭菌H2O2 分配器
温 度 设 定 值 T1 上加热器 140°C T2 下加热器 200°C
CBCN-Technical Training Department 104

CFA712-32 机械培训 SIG Combibloc 080 纸盒/机器灭菌 康美包
4 H2O2 旋转分配器的设定 ○1 = 旋转气缸(顶视图) ○2 = 旋转角度(中间位置 0 到两边为
90°=180°) ○3 = 角度的设定标记 ○4 = 回转方向 ○5 = 转换位置方向 ○6 = 回转方向止点 ○7 = 转换位置方向止点 ○8 = 止点的调节螺丝 ○9 = 接近开关,转换位置方向○7 的监控 ○10 = 接近开关,回转方向○6 的监控 ○11 = 接近开关,旋转分配器的初始位置
(经过 6 个转换位置后必需达到这个位
置,也就是一个机器灭菌周期)
○12 = H2O2 蒸汽 设定步骤:
1.松开挡块○6 和○7 调整螺丝○8 。 2.转动刻度盘○2 到角度的设定标记○3 为“0”,在转换位置方向○5 将挡块○7
的调整螺丝○8 锁紧。 3.转动刻度盘○2 到角度的设定标记○3 为“70”,在回转换方向○5 将挡块○7
的调整螺丝○8 锁紧。 5 纸盒灭菌的H2O2设定值
设定值(µl/s)
A(F) AL(F) AZS
所有规格 180 400 300
CBCN-Technical Training Department 105

CFA712-32 机械培训 SIG Combibloc 080 纸盒/机器灭菌 康美包
从:8701 51012 CFA112 到: 从:8707 51005 CFA712 到:
6 H2O2 干燥区 ○1 = 无菌风供应 ○2 = 加热器(10KW) ○3 = 分配器,纸盒预热 ○4 = 分配器,纸盒干燥 ○5 = 预热头 ○6 = 干燥头 ○7 = H2O2 喷射头 ○8 = 套链移动方向 A = 82.5 mm B = 247.5 mm
头的分布 CFA112 / 712 – 32(3,4 轨同) 头
纸盒移动方向
CFA112-32 从 013: 头 a b c d e f g 功能 预热 预热 H2O2 H2O2 干燥 干燥 干燥
∅ NW15 NW15 NW15 NW15 NW15 NW15 NW15 P2 动态压力 31mmwc 31mmwc 30mmwc 30mmwc 30mmwc
温度 125-150ml 200-250ml
120 ±5°C 120 ±5°C
270°C±20
90 ±5°C
120 ±5°C
CFA712-32 从 005:
头 a b c d e f g 功能 预热 预热 H2O2 H2O2 干燥 干燥 干燥
∅ NW15 NW15 NW15 NW15 NW15 NW15 NW15 P2 动态压力 31mmwc 31mmwc 30mmwc 30mmwc 30mmwc
温度 ≤200 ml
250 – 300 ml >300ml
120°C 130°C 160°C
270°C±20
80°C 120°C 140°C
CBCN-Technical Training Department 106
CFA712-32 机械培训 SIG Combibloc 081 无菌区/废风 康美包
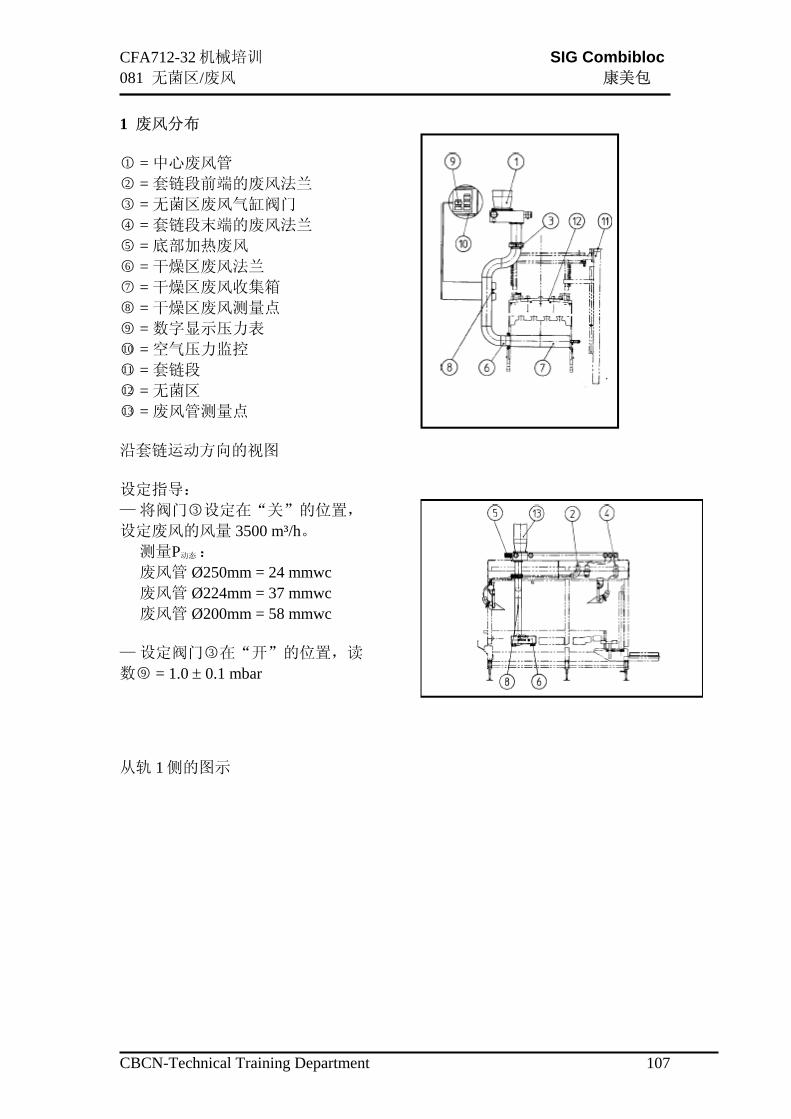
1 废风分布 ○1 = 中心废风管 ○2 = 套链段前端的废风法兰 ○3 = 无菌区废风气缸阀门 ○4 = 套链段末端的废风法兰 ○5 = 底部加热废风 ○6 = 干燥区废风法兰 ○7 = 干燥区废风收集箱 ○8 = 干燥区废风测量点 ○9 = 数字显示压力表 ○10 = 空气压力监控 ○11 = 套链段 ○12 = 无菌区 ○13 = 废风管测量点
沿套链运动方向的视图 设定指导: — 将阀门○3 设定在“关”的位置,
设定废风的风量 3500 m³/h。 测量P动态 : 废风管 Ø250mm = 24 mmwc
废风管 Ø224mm = 37 mmwc 废风管 Ø200mm = 58 mmwc — 设定阀门○3 在“开”的位置,读
数○9 = 1.0 ± 0.1 mbar
从轨 1 侧的图示
CBCN-Technical Training Department 107

CFA712-32 机械培训 SIG Combibloc 081 无菌区/废风 康美包
2 风门 ○1 = 阀门板(关闭位置) ○2 = 锁紧螺栓(关闭位置) ○3 = 旋转气缸,“关闭”和
“打开”的位置可以调节,而
且有标记,同时有电眼监控位
置。 ○4 = 电眼座 ○5 = 管接头(LW2)
3 纸盒侦测 ○1 = 传感器 ○2 = 反射器 ○3 = 纸盒 ○4 = 光纤 ○5 = 门电眼 ○6 = 信号放大器 ○7 = 壁/无菌区
设定指导: 门电眼○5 是用来监控纸盒是否在套链内的,它设定在纸盒顶沿下同一高度上,
检测纸盒的边沿。 传感器○1 是用来监控四个轨道的纸盒○3 的上边沿的。传感器○1 的光束恰好设定
超出纸盒的上边沿。 CBCN-Technical Training Department 108

CFA712-32 机械培训 SIG Combibloc 081 无菌区/废风 康美包
4 无菌玻璃窗监控 ○1 = 接近开关 ○2 = 玻璃窗(无菌区) ○3 = 螺钉 ○4 = 无菌区 A = 1 ± 0.3 mm
警告: 正确安装玻璃窗○2 ,玻璃
窗的槽总是允许无菌风进入,否则无菌
风的分布会不均匀,影响无菌环境。
CBCN-Technical Training Department 109

CFA712-32 机械培训 SIG Combibloc 085 无菌风站/废风 康美包 从:8701 51001 CFA112 – 32 到:8701 51022 从:8707 51001 CFA712 - 32 到:8707 51013
1 无菌风站 ○1 = 无菌风机 ○2 = 无菌风机阀门 ○3 = 滤网支架 ○4 = 预过滤网(两个) ○5 = 噪音保护罩
警告: 更换过滤网必须切断无菌风站
的供应电源。
从:8701 51001 CFA112 – 32 到:8701 51022 从:8707 51001 CFA712 - 32 到:8707 51013
1 无菌风站 ○1 =无菌风机 ○2 =无菌风机阀门 ○3 = 过滤网室 ○4 = 预过滤网(两个) ○5 = 噪音保护罩
警告: 更换过滤网必须切断无菌风站
的供应电源。
CBCN-Technical Training Department 110
CFA712-32 机械培训 SIG Combibloc 085 无菌风站/废风 康美包
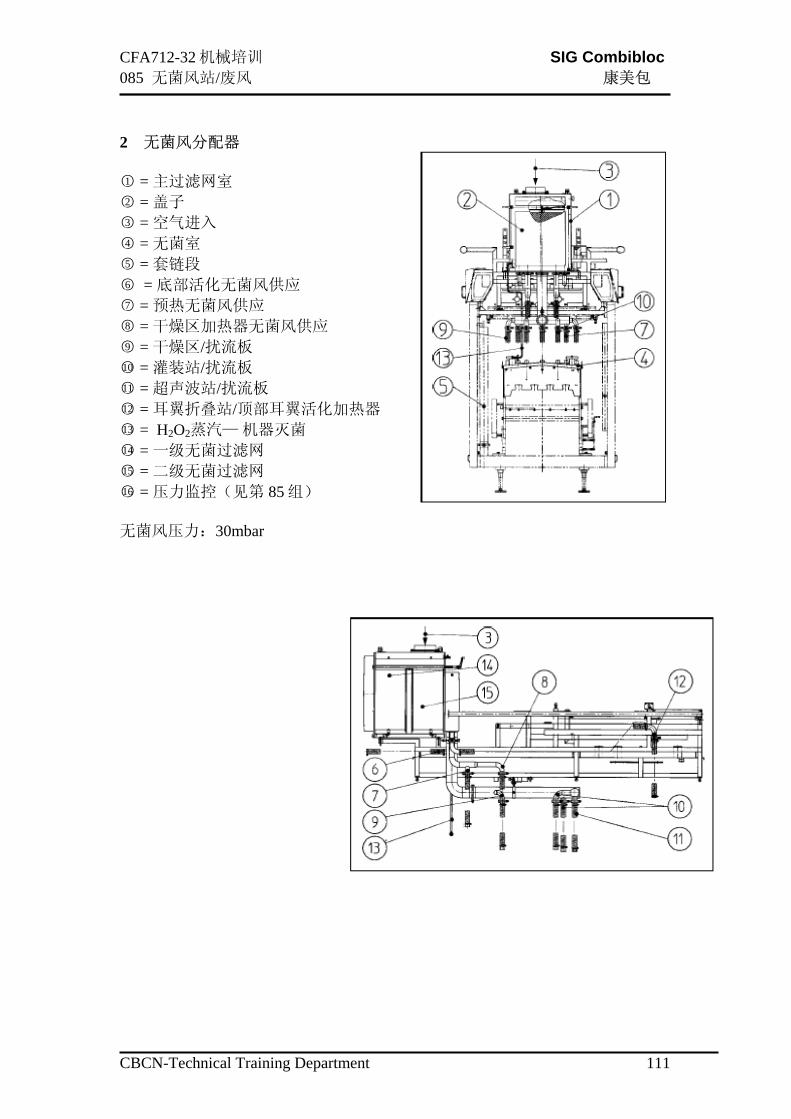
2 无菌风分配器 ○1 = 主过滤网室 ○2 = 盖子 ○3 = 空气进入 ○4 = 无菌室 ○5 = 套链段 ○6 = 底部活化无菌风供应 ○7 = 预热无菌风供应 ○8 = 干燥区加热器无菌风供应 ○9 = 干燥区/扰流板 ○10 = 灌装站/扰流板 ○11 = 超声波站/扰流板 ○12 = 耳翼折叠站/顶部耳翼活化加热器 ○13 = H2O2蒸汽— 机器灭菌 ○14 = 一级无菌过滤网 ○15 = 二级无菌过滤网 ○16 = 压力监控(见第 85 组) 无菌风压力:30mbar
CBCN-Technical Training Department 111

CFA712-32 机械培训 SIG Combibloc 096 凸轮表 康美包
1 凸轮设定 人工操作 主驱动开
序号 凸轮:HMI 文本 开启 关闭 开启 关闭
1 套链登记 0 20 0 20 2 纸盒检测 270 280 270 280 3 转移台刹车 155 255 155 255 4 顶部预折气缸 120 190 120 190 5 开始灌装 10 280 10 280 6 纸盒高度监控 150 250 150 250 7 更换无菌产品 40 60 40 60 8 N2 喷射 240 300 240 300 9 蒸汽喷射 355 50 355 50 10 超声波站移动 3 255 3 255 11 耳翼折叠站 50 220 50 220 12 监控推出器 185 220 185 220 13 纸盒转移站监控 210 220 210 220 14 纸盒仓推包器 200 240 200 240 15 转移台下放装置 0 0 0 0 16 监控超声波站 0 10 0 10 17 打开气缸 100 110 100 110 18 监视耳翼折叠站 350 35 350 35 19 底部加热气缸 340 345 340 345 20 主驱动刹车 292 295 292 295 21 底部压制 70 165 70 165 22 底部压制监控 200 65 200 65 23 凸轮 23 0 0 0 0 24 凸轮 24 0 0 0 0 25 抽纸盒吸/吹 120 143 120 143 26 超声波触发 85 186 85 186 27 超声波焊接压力 75 255 75 255 28 纸盒除尘 60 220 60 220 29 凸轮 29 0 0 0 0 30 凸轮 30 0 0 0 0 31 凸轮 31 0 0 0 0 注:超声波焊接压力 OFF 不得低于 250 度!!!否则有泄漏危险
CBCN-Technical Training Department 112

CFA112/712-32 机械培训
第二部分 双氧水系统图
CBCN-Technical Training Department 2/1

CFA112/712-32 机械培训
CBCN-Technical Training Department 2/2
ProjektierungshandbuchCFA x1x-31 Installation
Bearbeitet: ETK-2 Erstellungsdatum: 25.04.98 Seite 1 von 1Quelle: EMN Änderungsdatum: 05.05.98 5.1.7.

CFA112/712-32 机械培训
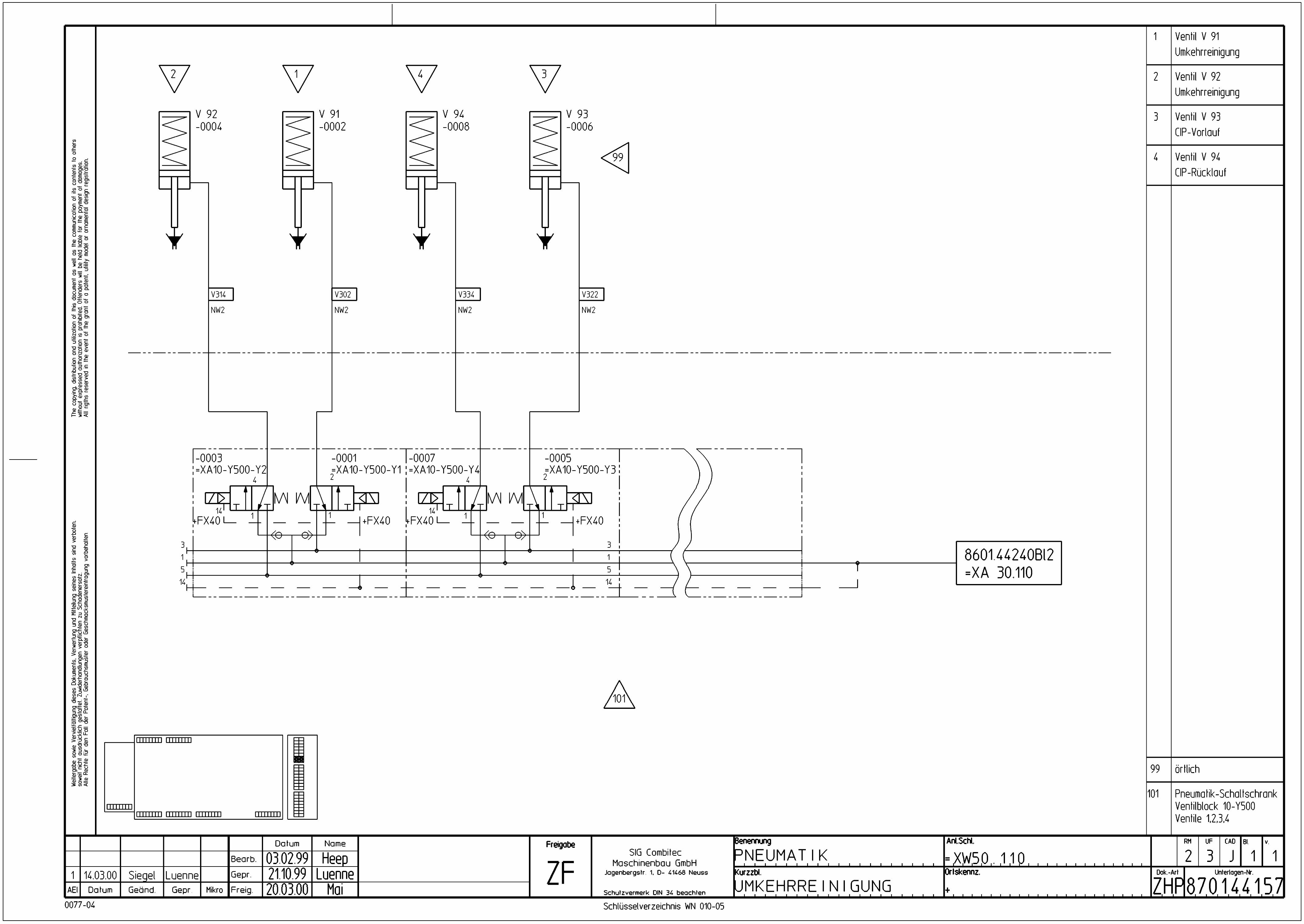
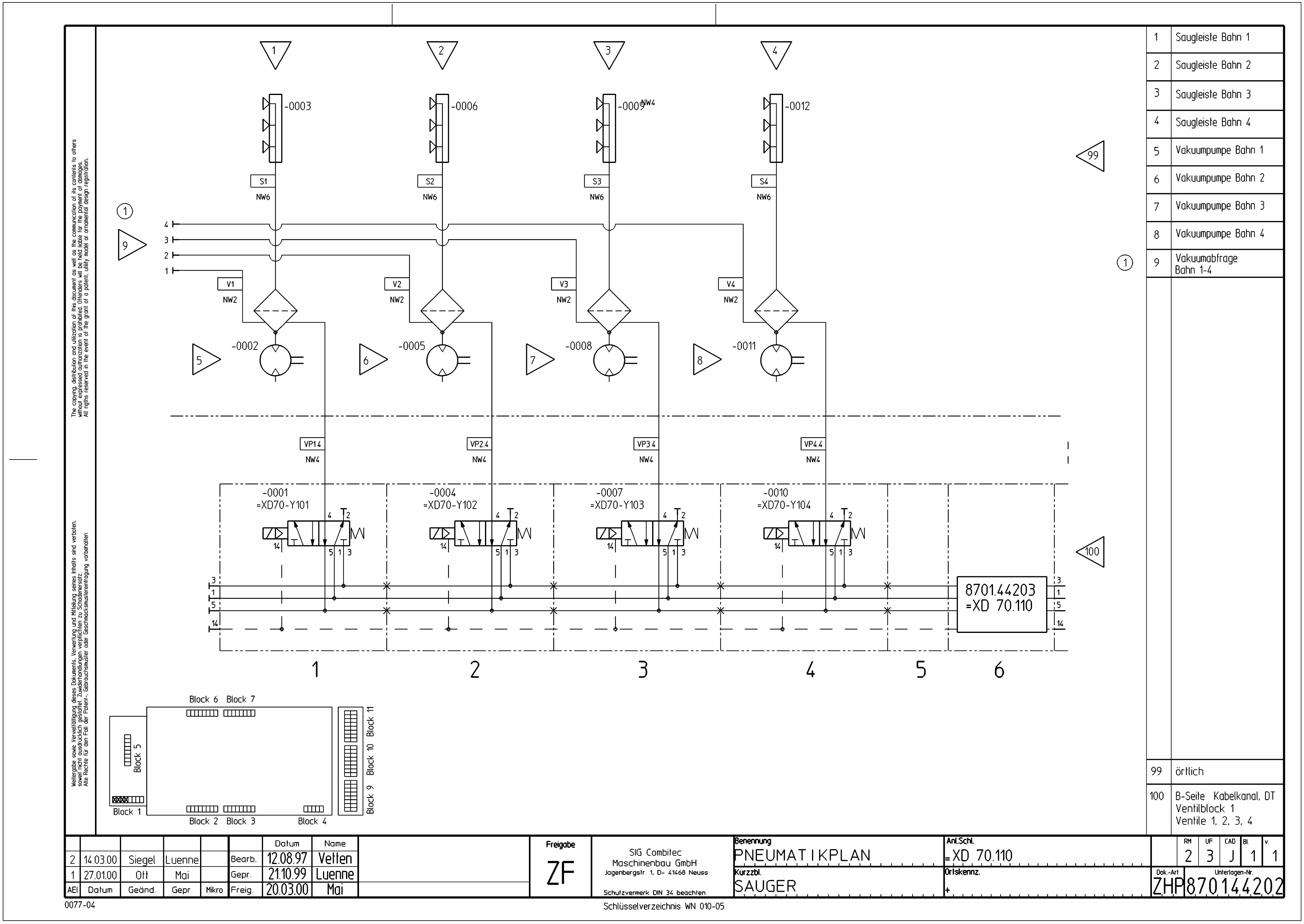
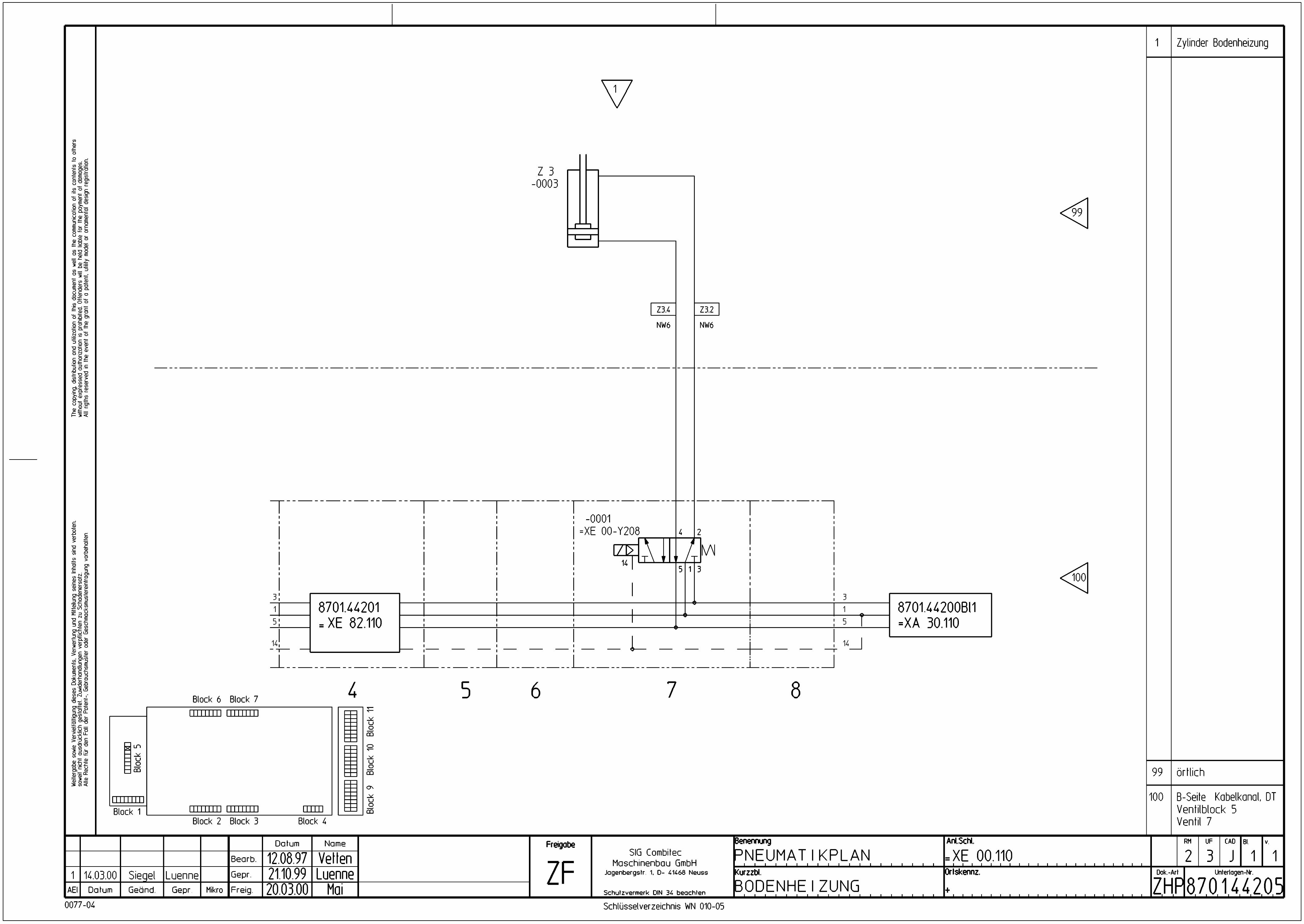
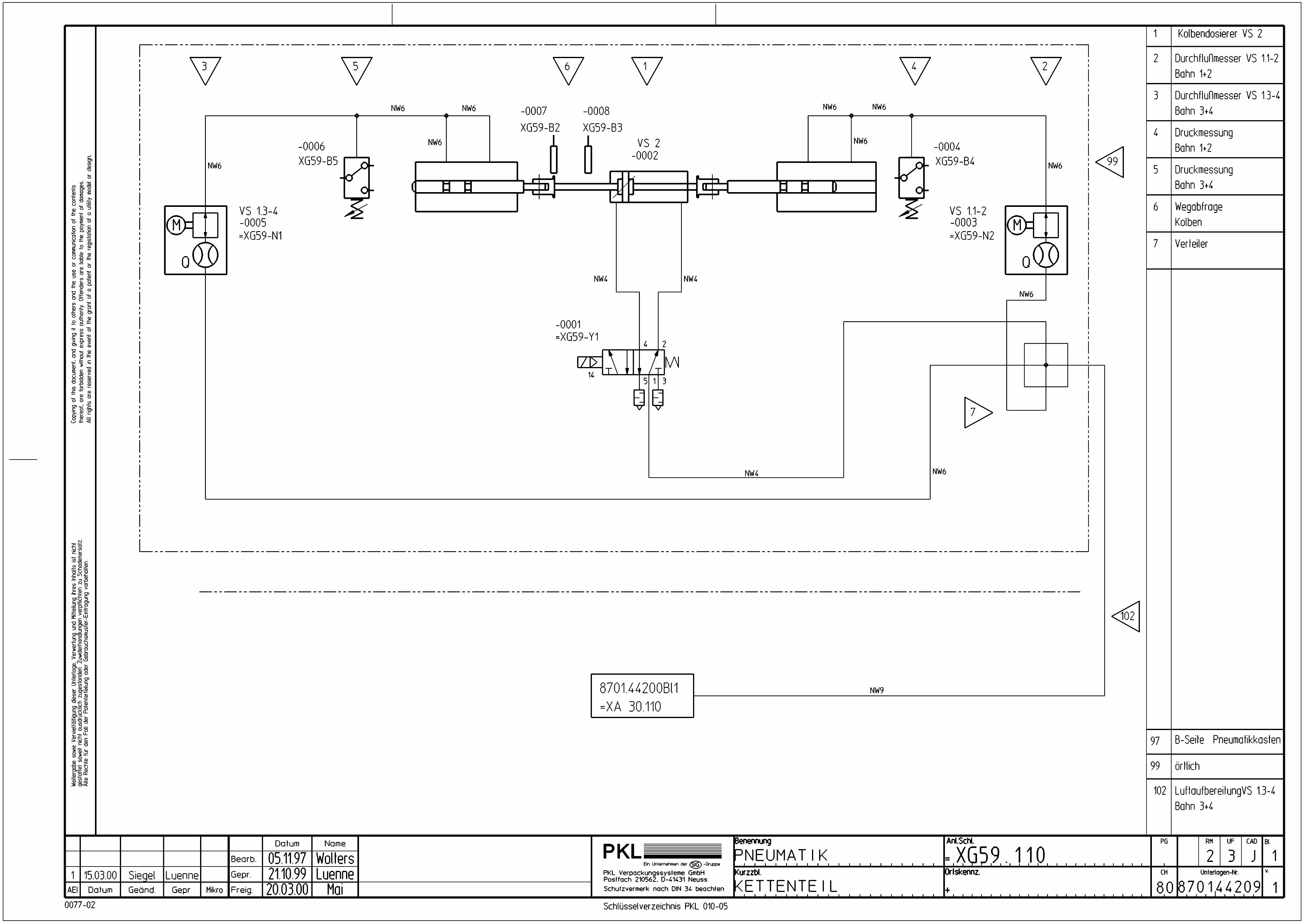
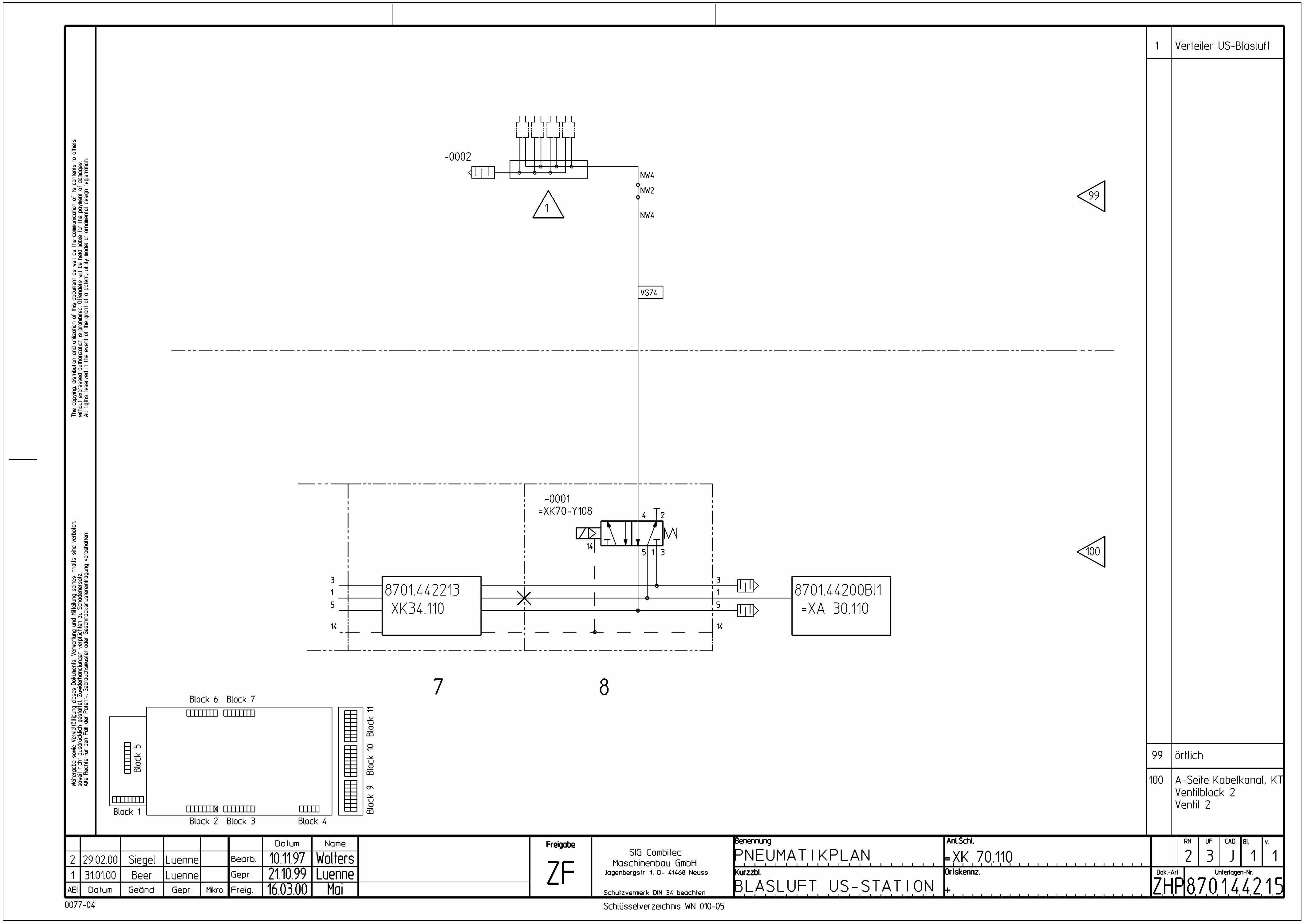
第三部分 气动系统图
CBCN-Technical Training Department 1/1
























CFA112/712-32 机械培训
第四部分 管路总图
CBCN-Technical Training Department 1/1

CFA112/712-32 机械培训
第五部分 润滑系统参考资料
CBCN-Technical Training Department 2/1

CFA112/712-32 机械培训
编号 分配阀 润滑点 编号 分配阀 润滑点 01 成型杆轴驱动侧(200mm3) 40 转移站上 02 底部活化气缸上 41 转移站上 03 底部活化连杆上接头 42 转移站气缸右侧 04 底部活化连杆下接头 43 推入器驱动轴轴承,操作侧 05 底部活化滚轮 44 底部正面折叠凸轮,操作侧 06 底部活化滚轮臂/驱动侧轴承 45 底部正面折叠,操作侧 07 底部活化气缸下 46
Ⅲ
转移站驱动轴操作侧 08 成型杆轴操作侧 47 传送链圆皮带轴承 09 驱动侧侧面折叠轴承 48 转移台张紧轮 10 中间轴法兰驱动侧,外侧 49 转移台转动轴承 11 回流管 50 转移台转动轴承 12 回流管 51 转移台驱动轴 13 回流管 52 顶部预折杆 14
Ⅰ
回流管 53 顶部预折杆 15 操作侧顶部预折轴承 54 顶部预折杆 16 转移站驱动架上 55 超声波站连杆左侧 17 转移站驱动架下 56 超声波站连杆右侧 18 转移站驱动架驱动侧 57 超声波站气缸 19 转移站驱动轴驱动侧 58 超声波站砧板轴承 20 推入器连杆上接头 59 推出器轴 21 推入器连杆下接头 60 推出器驱动连杆接头 22 驱动侧顶部预折轴承 61 推出器连杆上接头 23 推入器驱动轴轴承,驱动侧 62
Ⅳ
推出器连杆下接头 24 中间轴法兰驱动侧,内侧 63 25 底部正面折叠轴承,驱动侧 64 顶部预折连杆上接头 26 成型杆驱动齿轮 65 顶部预折连杆下接头 27 66 顶部预折凸轮滚轮 28 67 超声波站驱动轴 29 68 超声波站驱动杆左侧 30
Ⅱ
69 超声波站驱动杆右侧 31 底部正面折叠滚轮万向接头 70 超声波站气缸 32 底部正面折叠弹簧万向接头 71 转移台皮带张紧弹簧 33 底部正面折叠驱动滚轮 72 转移台皮带张紧弹簧 34 侧面折叠轴承 73 转移台齿形皮带 35 底部正面折叠导向滚轮 74 推出器驱动轴右侧 36 底部正面折叠导向凸轮 75 推出器轴承座 37 转移站滚轮 76 推出器驱动轴 38 转移站气缸左侧 77 推出器驱动轴左侧 39
Ⅲ
转移站下 78
Ⅴ
顶部预折驱动轴,操作侧
CBCN-Technical Training Department 2/2

CFA112/712-32 机械培训
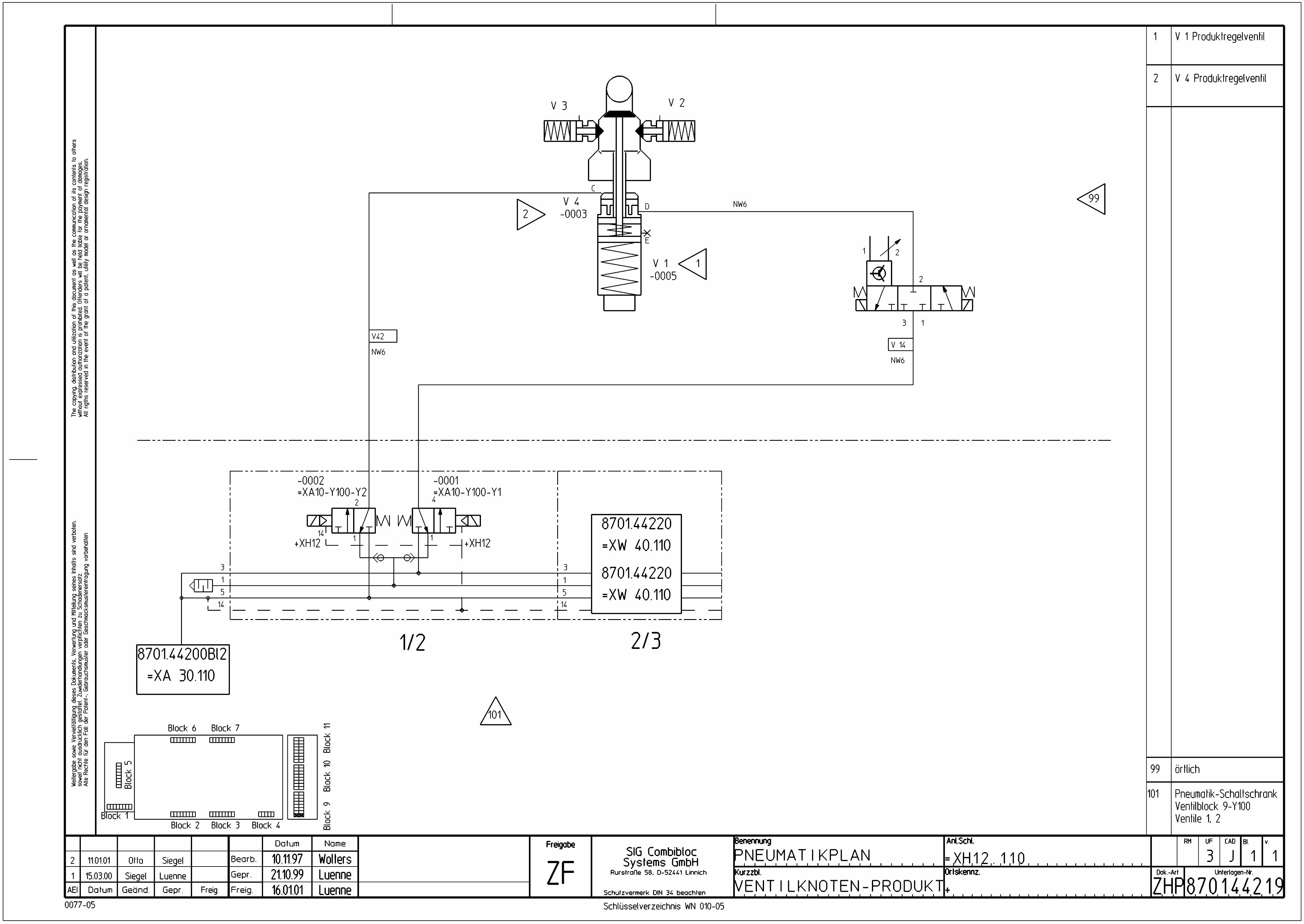
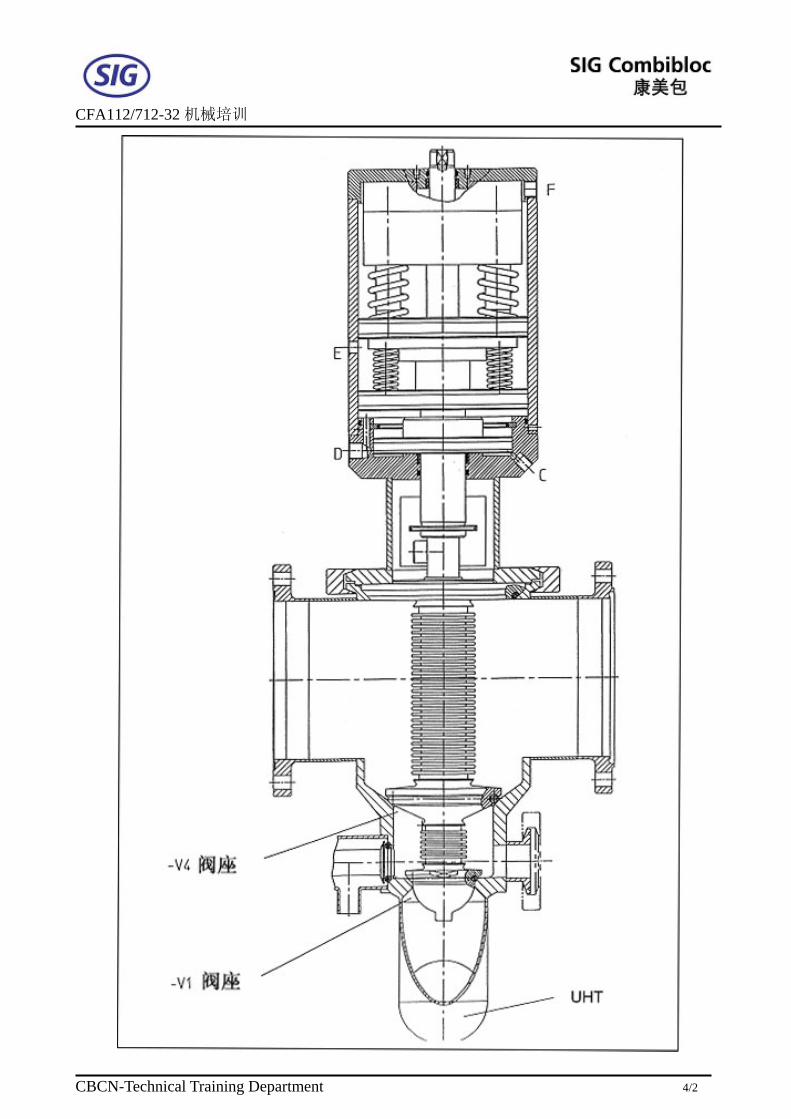
第六部分 V1-4 阀
CBCN-Technical Training Department 4/1
CFA112/712-32 机械培训
CBCN-Technical Training Department 4/2

CFA112/712-32 机械培训
C
BCN-Technical Training Department 4/3
CFA112/712-32 机械培训
V1-4 气动控制
C
BCN-Technical Training Department 4/4
CFA112/712-32 机械培训
第七部分 冷却水系统
CBCN-Technical Training Department 1/1
CFA112/712-32 机械培训
CBCN-Technical Training Department 2/1

CFA112/712-32 机械培训
CBCN-Technical Training Department 2/2
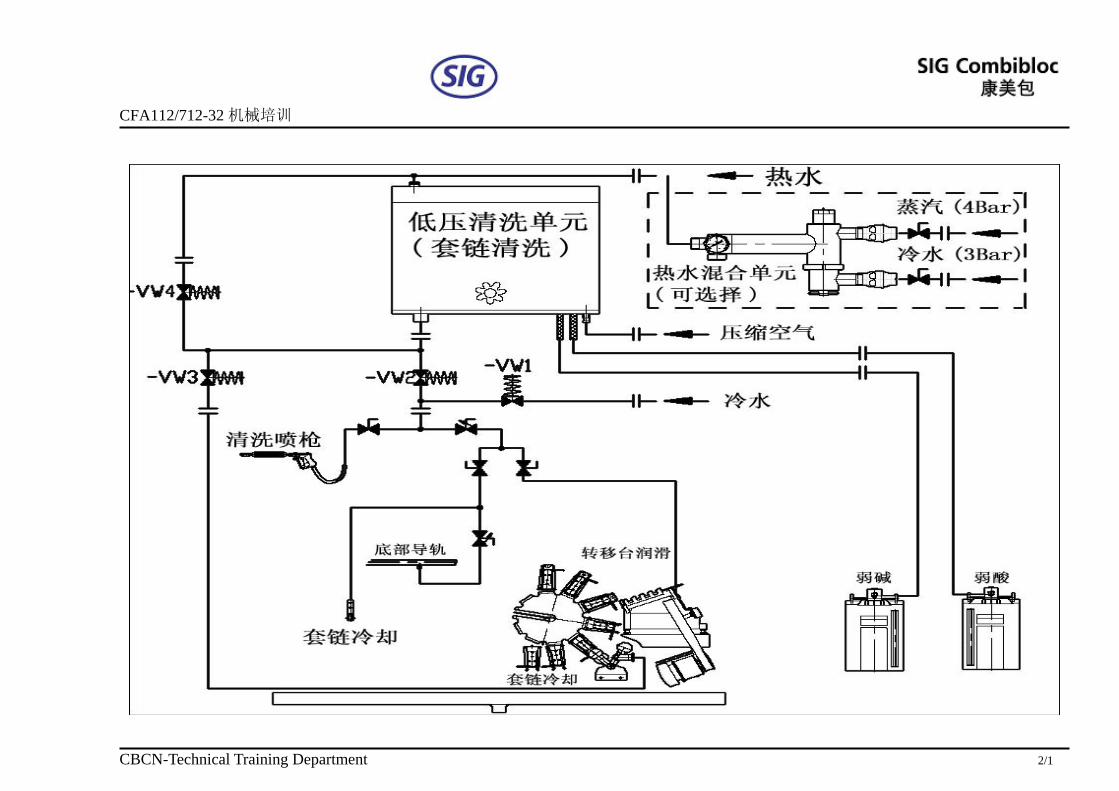
套链清洗单元

CFA112/712-32 机械培训
第八部分 主要参数设定
CBCN-Technical Training Department 3/1
CFA112/712-32 机械培训
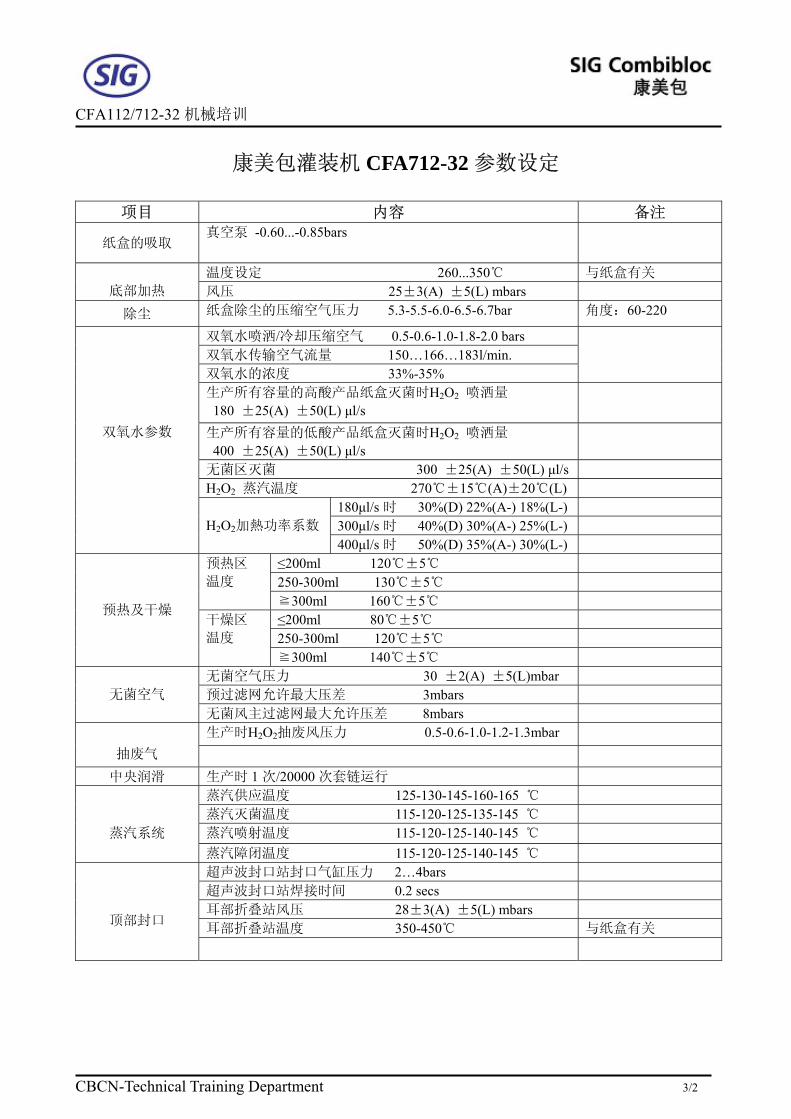
康美包灌装机 CFA712-32 参数设定
项目 内容 备注
纸盒的吸取 真空泵 -0.60...-0.85bars
温度设定 260...350℃ 与纸盒有关 底部加热 风压 25±3(A) ±5(L) mbars
除尘 纸盒除尘的压缩空气压力 5.3-5.5-6.0-6.5-6.7bar 角度:60-220
双氧水喷洒/冷却压缩空气 0.5-0.6-1.0-1.8-2.0 bars 双氧水传输空气流量 150…166…183l/min. 双氧水的浓度 33%-35%
生产所有容量的高酸产品纸盒灭菌时H2O2 喷洒量 180 ±25(A) ±50(L) µl/s
生产所有容量的低酸产品纸盒灭菌时H2O2 喷洒量 400 ±25(A) ±50(L) µl/s
无菌区灭菌 300 ±25(A) ±50(L) µl/s H2O2 蒸汽温度 270℃±15℃(A)±20℃(L)
180µl/s 时 30%(D) 22%(A-) 18%(L-) 300µl/s 时 40%(D) 30%(A-) 25%(L-)
双氧水参数
H2O2加熱功率系数 400µl/s 时 50%(D) 35%(A-) 30%(L-)
≤200ml 120℃±5℃ 250-300ml 130℃±5℃
预热区 温度
≧300ml 160℃±5℃ ≤200ml 80℃±5℃ 250-300ml 120℃±5℃
预热及干燥 干燥区 温度
≧300ml 140℃±5℃ 无菌空气压力 30 ±2(A) ±5(L)mbar 预过滤网允许最大压差 3mbars 无菌空气 无菌风主过滤网最大允许压差 8mbars 生产时H2O2抽废风压力 0.5-0.6-1.0-1.2-1.3mbar
抽废气 中央润滑 生产时 1 次/20000 次套链运行
蒸汽供应温度 125-130-145-160-165 ℃ 蒸汽灭菌温度 115-120-125-135-145 ℃ 蒸汽喷射温度 115-120-125-140-145 ℃ 蒸汽系统 蒸汽障闭温度 115-120-125-140-145 ℃ 超声波封口站封口气缸压力 2…4bars 超声波封口站焊接时间 0.2 secs 耳部折叠站风压 28±3(A) ±5(L) mbars 耳部折叠站温度 350-450℃ 与纸盒有关 顶部封口
CBCN-Technical Training Department 3/2

CFA112/712-32 机械培训
项目 内容 备注 进水压力 2...4bars 套链冷卻水 1 bar 成型杆冷卻(内循环) 17..28℃ 底部导轨润滑 0.1…0.2Bar
机器冷却水
供应压力 ≧7 bars 工作压力 ≧6 bars 消耗量 约 68Nm3/hr 底部压制储气罐压力 5-5.5-6.5-8.5-9bar
压缩空气的供应
清洗液最低流量 8,000 升/时 默认值:10000 升/时单个灌装头清洗流量 ≧280ml/s 预冲洗时单个灌装头清洗流量 ≧800ml/s 最高清洗压力 3.5 bar 碱洗液温度 60-65-70-75-80 ℃、浓度 1-2 % NaOH
灌装系统的 CIP
酸洗液温度 55-60-65-70-75 ℃、浓度 1-1.5 % HNO3
水压 4 bar
套链清洗 压缩空气压力 3.5 bar 冷却压力 250 ±20(A) ±30(L) mbars 无菌压缩空气压
力 特别灌装压力 100 ±20(A) ±30(L) mbars CIP 排空压力 1.2 ±0.2(A) ±0.3(L) bar
CBCN-Technical Training Department 3/3