1/12 | ФЕВРАЛЬ | 18- й год издания...1/12 | ФЕВРАЛЬ | 18- й год...
TRANSCRIPT

1/12 | ФЕВРАЛЬ | 18-й год издания | www.brauweltinternational.com
Brewing: New technologies
Charles W. Bamforth, 2006, 500 pp. (in English) Order-No 1432 EUR 180.00
Brewing Science and practice
Dennis E. Briggs, Chris A. Boulton, Peter A. Brookes, Roger Stevens, 2004, 881 pp. (in English) Order-No 1248 EUR 285.00
MEBAK Raw Materials
The present volume contains a collection of analysis methods used for assessing the quality of barley, adjuncts, malt, hops and hop products2011, 341 pp. (in English) Order-No 1436 EUR 128.40
Colour Atlas and Handbook of Beverage Biology
The Handbook is a comprehensive reference work aimed primarily at practising beverage biologistsProf. Dr. Werner Back, 2006, 328 pp., hardcover, 24.5 x 34.0 cm (in English) Order-No 0799 EUR 299.00 EUR 199.00
Handbook of Brewing
Hans Michael Eßlinger, 2009, 724 pp. (in English) Order-No 1397 EUR 212.00
The great Hopatlas
Heinrich Joh. Barth, Christiane Klinke, Claus Schmidt, 1st ed. 1994, 384 pp. (in English) EUR 50.10Order-No 0745 EUR 19.90
Special literature
order formTitle Order-No Copies price per unit total value
All prices are exclusive of
postage and subject to
change without notice.
This is only an extract of our
large assortment of special
literature on beer and brewing.
For a full review, we’ll send you
a free sample of our catalogue
of publications.
Name Customer No
Company VAT No
Street
Postcode/City/Country
Date Signature/stamp
Order comfortably online from www.carllibri.com
I would like to pay by
Invoice
Fachverlag Hans Carl GmbH
P-O. Box 99 01 53, 90268 Nürnberg
SaleSale SaleSale

Открытие выставки Brau Beviale 2011, состоявшееся 9 ноября в Нюрнберге, стало поводом для праздника. Это была юбилейная – уже 50-я! – европейская выставка индустрии напитков. Почти 32 000 посетителей из Германии и других стран в течение трех дней получали информацию у 1400 экспонентов из 49 стран. Программу этой инвестиционной выставки, важнейшей в отрасли из всех, проходивших в 2011 г., довер-шило множество дополнительных мероприятий, таких как награждение номинантов конкурса European Beer Star 2011 (см. информационный бюллетень журнала «BRAUWELT Мир пива и напитков», декабрь 2011 г., стр. 182). Эти и другие запоминающиеся моменты сделали выставку главным событием отрасли.
ГЛАВНЫЕ МЕРОПРИЯТИЯ – В конце октября 2011 г. в Санкт-Петербурге проходил «7-й семинар для производителей пива и безалкогольных напитков в России», который был организо-ван Берлинским научно-исследовательским институтом по пивоварению (VLB Berlin). Ежегодно проводимые в России семинары с практическим уклоном стали для многих участников ожидаемым событием, которое уже прочно заняло свое место в их деловом календаре, причем довольно плотная программа семинара включала в себя различные доклады об актуальных исследованиях и разработках отрасли производства пива и напитков (стр. 36). Практически одновременно в Москве проходил III
Международный cеминар «Сырьевая база для солодовенного и пивоваренно-го производств». Итогом семинара стала разработка и принятие участниками семинара резолюции – обращения в адрес первого заместителя председателя правительства РФ Виктора Зубкова, в котором они высказали свои предложения по регулированию рынка пивоваренной продукции и содержанию проекта тех-нического регламента «О безопасности алкогольной продукции» (стр. 7).
ИННОВАЦИИ В ОБЛАСТИ ПРОИЗВОДСТВА НАПИТКОВ– Тема кваса была и остается насущной. В этом выпуске журнала мы представляем четвертую и последнюю статью из серии публикаций о квасе К. Мюллера-Ауф-ферманна из научно-исследовательского центра Вайенштефан (стр. 12), в которой представлена общая концепция современного предприятия по производству ква-са, а также статью проф. Елисеева М.Н.и Паталаха А.Е. «Идентификация квасов брожения и квасного напитка» (стр. 23).
НЕЗАМУТНЕННОЕ НАСЛАЖДЕНИЕ ПИВОМ – Важным показателем качества – в том числе для потребителей – является прозрачность фильтрованного пива. Нужно уметь идентифици-ровать в мутном пиве составные части мути, чтобы делать заключения о причинах ее возникновения в процессе пивоварения. В первой части статьи «Идентификация помутнений в пиве» Элизабет Визнер, бывшая сотрудница научного центра Вайенштефан Мюнхенского технического университета, описы-вает важнейшие из субстанций, вызывающих помутнение пива, и механизмы их образования (стр. 17).
В ФОКУСЕ – СЫРЬЕ – Селекция хмеля идет вперед семимильными шагами. На рынке появляют-ся новые сорта. Д-р Адриан Фостер считает несправедливым, что основное внимание уделяется горьким сортам хмеля, и это побудило его написать статью о новых ароматических сортах хмеля и их влиянии на качество пива. В своей статье он представил самые важные критерии оценки хмеля (стр. 16). Пробные варки, проводившиеся с одним лишь сортом хмеля показали, что ароматические хмели и, в частности, их новые сорта, могут улучшить качество пива. Возможное повышение издержек является исключи-тельно вопросом цены и вкуса. – В одной из статей выпуска мы обращаемся к проблеме НДМА, так как в процессе мониторинга солода показатели НДМА то и дело превышают установленные нормативные технические значения. В рамках пилотного научно-исследовательского проекта изучались взаимосвязи и «влияние NOX и обработки серой на образование НДМА» в солоде и пиве. Статья Мартины Гастл знакомит читателей с новейшими исследованиями в этой области. (стр. 17).
Главная тема отрасли
МИР ПИВА № 1 / 2012 3
МИР ПИВА | СОДЕРЖАНИЕ
4 МИР ПИВА № 1 / 2012
МИР ПИВА | НОВОСТИ
6 Итоги выставки Brau Beviale 2011
6 Крупнейший пивной конкурс Европы
7 Сырьевая база для солодовенного и пивоваренного
производств
8 Компания Carlsberg готовится к проблемам
8 Новое поколение выдувных машин
МИР ПИВА | ЗНАНИЯ
9 Расчет выхода экстракта пива в варочном цехе
12 Индивидуальные решения для
необычных напитков. Квас (часть 4)
16 Хмелеводство сегодня
17 Идентификация помутнения пива (часть 1)
23 Идентификация квасов брожения
и квасного напитка
26 Индикаторы вкусовой
стабильности пива (часть 3)
29 Несущая роль плиточного пола
31 Повышение качества воды и экономия
в ходе водоподготовки
36 Актуальные вопросы пивоварения – от солода
до обеспечения безопасной перевозки грузов
МИР ПИВА | РУБРИКИ
3 Cлово редактора
41 Выходные данные
42 Справочник покупателя

Innovations for a better world.
.
Bühler AG, Grain Milling, CH-9240 Uzwil, Switzerland, T +41 71 955 11 11, F +41 71 955 66 11,
[email protected], www.buhlergroup.com

6 МИР ПИВА № 1 / 2012
МИР ПИВА | НОВОСТИ
В 2011-ом году в конкурсе European
Beer Star приняли участие 1113
сортов пива из 39 стран
BRAU BEVIALE 2011
Итоги выставки Brau Beviale 2011
С 9 по 11 ноября 2011 года в экспоцентре Нюрнберга в 50-й раз открылась выставка Brau Beviale. Она уже практи-чески перестала выполнять свою первоначальную фун-кцию «ярмарки невест» для предприятий отрасли. В на-стоящее время ее основными особенностями является ин-тернациональный характер и профессионализм. Выставка служит лучшим источником информации для предпри-ятий отрасли и воспринима-ется как эмоциональное со-бытие. 98 процентов посети-телей выставки составляют представители пивоварен-ных предприятий и солодо-вен, производители безалко-гольных напитков, специа-листы молокозаводов, а также винодельческих предпри-ятий и компаний, осущест-вляющих поставки для пред-приятий, производящих пиво и напитки. Все они бы-ли явно довольны предложе-ниями. Около 35 процентов посетителей приехали на выставку из-за границы.Участники выставки при-
были из 49 стран. 96 % экспо-нентов остались довольны общим результатом их учас-тия в выставке, 92 % смогли завязать новые деловые кон-такты, 90 % рассчитывают на увеличение количества сде-лок в результате контактов, установленных на выставке.Каждый второй посетитель
выставки приехал в Нюрн-берг, чтобы узнать о новинках, а почти 64 % посетителей хо-
тели бы внедрить эти новинки в своих ком-паниях. Особенно важ-ны для посетителей поддержание существу-ющих и установление новых деловых кон-тактов, обмен опытом, повышение квалифи-кации, ориентация на
рынок и разработка инвести-ционных решений. Пять про-центов гостей выставки плани-руют заключить в Нюрнберге договоры и делают это. Ман-фред Рюкштайн (Manfred Rück stein), старший советник по корпоративным коммуни-кациям компании KHS из Дортмунда: «Наконец-то со-стоялась выставка, на которой делаются заказы!». Основной интерес традиционно вызыва-ют технологии (64 %), сырье (37 %) и практически в равной степени – производственное и лабораторное оборудова-ние, энергетика, материалы производственного назначе-ния, тара и упаковка, услуги, подготовка товара к реализа-ции, предприятия обществен-ного питания, а также логис-тика в области производства напитков.Новым веянием стала сов-
местная работа организато-ров выставок drinktec и Brau Be vi ale в сфере ПЭТ. В ее основе лежит необыкновен-но быстрый инновацион-ный цикл. PETpoint, ПЭТ-сегмент выставки drinktec, был представлен и на вы-ставке Brau Beviale: на 800 м² было размещено сырье, обо-рудование для производства преформ, формования и раздува, установки для роз-лива, производства крышек и пробок для закупорки, этикетирования, рециклин-га, а также вспомогательное оборудование. Объемы потребления на-
питков неуклонно растут! В
2010 году объем потребления напитков в упаковке (без уче-та молока и молочных кок-тейлей) составил 786 млрд литров, более трети этого объема приходится на Се-верную, Центральную и Южную Америку и четвер-тая часть – на страны Евро-пы. Мировой рынок поделен между безалкогольными и алкогольными напитками в соотношении 70:30. По оцен-кам экспертов, мировое потребление будет ежегодно увеличиваться на 3,4 % и к 2015 г. превысит 939 млрд литров. Основной рост отме-чается в Азиатско-Тихоокеан-ском регионе, Китае, Японии,
а также на Ближнем Востоке и в Африке – прогнозируе-мые там ежегодные темпы роста превысят 7 %. В наибо-лее обеспеченных странах Западной Европы с развитой экономикой ежегодный рост составляет всего 1 %, в то вре-мя как в Восточной Европе рост составляет 2,2 % (дан-ные Euro monitor за 2011 год).
Новый срок проведения
Следующая встреча европей-ских производителей напит-ков на выставке Brau Beviale пройдет с 13 по 15 ноября 2012 года (со вторника по четверг) в экспоцентре Нюрнберга.
ПИВНОЙ КОНКУРС EUROPEAN BEER STAR 2011
Крупнейший пивной
конкурс Европы
Как будто недавно в Мюнхене прошел ежегод-ный праздник пива «Окто-берфест», а знатоки пива всего мира уже обратили взоры на Грефельфинг, где на протяжении восьми лет Ассоциация частных пивоварен Баварии про-водит крупнейший еже-годный европейский пив-ной конкурс European Beer Star. Поддержка идеи осуществляется группой компаний Barth-Haas-Group, компанией Baywa Agrar, жур-налом «BRAUWELT – мир пива и напитков», компаниями Doe mens, Rastal и Micro Matic.В этом году в конкурсе при-
няли участие 1113 сортов пива (+16%) из 39 стран всех конти-нентов. Такое большое коли-чество участников вывело конкурс European Beer Star 2011 на новую высоту. В нача-ле октября 2011 г. проводилась закрытая дегустация пива, представленного в соответс-твующих категориях. Среди 100 членов жюри из 26 стран
были мастера-пивовары, пив-ные сомелье и журналисты, пишущие об отрасли. В рам-ках дегустации оценивались категории пива, имеющего традиционно европейское происхождение, отсюда и на-звание конкурса – European Beer Star. Однако принять участие в конкурсе могли пи-воваренные компании со всего мира. В ходе предварительно-го, промежуточного и основ-ного этапов конкурса пиво оценивалось в соответствии с четкими критериями – про-зрачность, горечь, живость и

послевкусие. Участники, по результатам конкурса претен-довавшие на золотую, сереб-ряную или бронзовую медали, получили от союза соответс-твующее уведомление. Эти предприятия – как из Австра-лии, так и из Японии, Нами-бии или Бразилии – должны были отправить свое пиво на церемонию вручения наград, которая проводилась 10 нояб-ря в Нюрнберге в рамках вы-ставки Brau Beviale.
«До этого времени все участники должны были хранить молчание, – сооб-щает д-р Вернер Глосснер, генеральный директор орга-низатора конкурса Euro pean Beer Star – Ассоциации част-ных пивоварен Баварии, – так как та или иная компания с большим удовольствием сообщила бы эту новость прессе». Награда, получен-ная на конкурсе Euro pean Beer Star, уже давно считает-ся среди потребителей пока-зателем качества продукции.За день до официальной
церемонии вручения наград, 9 ноября, в рамках выставки Brau Beviale в Нюрнберге свой вы-бор делали потребители, при-шедшие на выставку. Они вы-бирали «любимцев публики»
среди 49 золотых призеров конкурса в ходе закрытой дегус-тации. В этой 50-й категории конкурса European Beer Star на следующий день также опреде-лялись победители, получив-шие золотую, серебряную или бронзовую медали.Журнал «BRAUWELT –
мир пива и напитков» поздрав-ляет Московскую пивоварен-ную компанию (золотая медаль за пиво «Жигули» в категории «Пильзнер в чешском стиле»), АО Aldaris, Рига (золотая ме-даль за пиво «Aldaris Pilzenes» в категории «Мягкий европейс-кий лагер»), Халвичный завод «Нальчикский», Нальчик (зо-лотая медаль за пиво «Наль-чикское» в категории «Слабо-алкогольное пиво в немецком стиле»), а также пивоваренный завод «Балтика», Санкт-Петер-бург (бронзовая медаль за эль «Old Bobby Ale» в категории «Горькое пиво в английском стиле»). Список победителей кон-
курса 2011 года, а также регист-рационные бланки для участия в конкурсе, который будет про-водиться в 2012 году, находятся на сайте www.european-beer-star.de. Подать заявку на участие в следующем конкурсе можно, начиная с апреля 2012 года.
НАЦИОНАЛЬНЫЙ СОЮЗ ПРОИЗВОДИТЕЛЕЙ
ПИВОВАРЕННОГО ЯЧМЕНЯ И СОЛОДА, МОСКВА
Сырьевая база
для солодовенного
и пивоваренного производств
25-26 октября 2011 года в Москве состоялся III Между-народный семинар «Сырьевая база для солодовенного и пи-воваренного производств». В семинаре приняли участие свыше 150 компаний: селек-ционеры, производители и трейдеры пивоваренного яч-меня и хмеля, представители агропроектов, семеноводчес-ких хозяйств, солодовенных и
пивоваренных заводов, про-изводители средств защиты растений и удобрений.С приветственным словом к
участникам семинара обратил-ся председатель Комитета Сове-та Федерации по аграрно-про-довольственной политике и рыбохозяйственному комплек-су Геннадий Александрович Горбунов. Он также рассказал участникам о роли и задачах
Компания GEA Brewery Systems направляет все свои усилия на сохранение природных ре-сурсов, повышение эффективности процесса пивоварения и существенное снижение экс-плуатационных расходов.
Перейдите на «зеленые» стандарты – уменьшите свой экологический след!
Минимизация расхода природных ресурсов, таких как вода, энергия и сырье.
Максимальная эффективность и предсказуемость процесса пивоварения.
Снижение пахнущих выбросов вплоть до 100 %.
Повторное использование побочных продуктов или отходов.
Индивидуальная энергетическая концепция.
Origin of great beers.™
Экономия ресурсов в процессе пивоварения
GEA Brewery Systems GmbH Huppmann Tuchenhagen
Heinrich-Huppmann-Str. 1, 97318 Kitzingen, Германия Телефон +49 9321 303-0, Факс +49 9321 303-603
Am Industriepark 2–10, 21514 Büchen, Германия Телефон +49 4155 49-0, Факс +49 4155 49-2770
[email protected] www.gea-brewery.com
GEA Process Engineering
engineering for a better world
МИР ПИВА № 1 / 2012 7

8 МИР ПИВА № 1 / 2012
КРОНЕС АГ, НОЙТРАУБЛИНГ
Новое поколение выдувных
машин
Доля рынка группы Carlsberg в России (по состоянию на 3 квар-
тал 2011 г.)
2001
33%
35%
37%
39%
41%
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
Contiform 3 пред-ставляет собой но-вое поколение се-рии выдувных ма-шин Кронес. Совершенно но-
вым является мо-дуль раздува. Ис-пытанная линейная печь Con ti form се-рии S/H усовер-шенствована и оптимизиро-вана главным образом с точки зрения расхода энергии. При разработке Contiform 3 пре-следовались в первую очередь следующие цели:■ повышение производитель-ности на станцию выдува
■ сокращение расхода воздуха■ улучшенный гигиеничес-кий дизайн
■ снижение времени при сме-не продукта, повышение гибкости.
Contiform третьего поколения может иметь от 8 до 36 выдув-
ных станций, причем рекорд реализуемой производитель-ности составляет 81 000 буты-лок в час. Машина может изго-тавливаться в блоке с разли-вочной или в Er goBloc L с этикетировочной и разливоч-ной машинами. Начиная с се-редины 2012 года будут допол-нительно выпускаться версии с обогреваемыми и малыми полостями, а также технологи-ей ProShape для изготовле-ния овальных сосудов или Contipure для стерилизации преформ.
Contiform 3 – это новое поколение
серии выдувных машин Кронес
планах Carlsberg на 2011 г. была чистая прибыль, пре-вышающая уровень 2010 г. на 5-10 %. Реализуются ли эти ожидания в результате
повышения цен и создания торговыми предприятиями товарных запасов, станет ясно после подведения ито-гов 2011 года.
МИР ПИВА | НОВОСТИ
некоммерческих объединений сельхозпроизводителей в фор-мировании государственной аграрно-продовольственной политики государства.Заместитель министра
сельского хозяйства РФ Алек-сандр Александрович Соловь-ев рассказал о планах дальней-шего развития сырьевой базы пивоваренной отрасли Рос-сии: сектора пивоваренного ячменя и хмелевого хозяйства. С докладом о законодатель-ных аспектах госрегулирова-ния производства и оборота пивоваренной продукции вы-ступил председатель совета Союза российских пивоваров Вячеслав Мамонтов. Алек-сандр Мордовин, президент Национального союза произ-водителей пивоваренного яч-меня и солода, рассказал о мировом и российском рынке ячменя, солода, хмеля и пива.Итогом семинара стала раз-
работка и принятие участни-ками семинара резолюции –
обращения в адрес первого заместителя председателя Пра-вительства РФ Виктора Зубко-ва, в котором они высказали свои предложения по регули-рованию рынка пивоварен-ной продукции и содержанию проекта технического регла-мента «О безопасности алко-гольной продукции».Резолюцию семинара под-
держали 147 компаний. Кто готов поддержать эту резолю-цию, может направить письмо о поддержке в адрес Союза (формы резолюции и письма о поддержке резолюции мож-но получить по эл. адресу: [email protected]).Национальный союз про-
изводителей пивоваренного ячменя и солода выражает от имени всех участников благо-дарность спонсорам семинара: Генеральному спонсору – Страховому дому ВСК, Золо-тому спонсору – ООО «Син-гента», Серебряному спонсору – ООО «Инэко».
ГРУППА CARLSBERG, ДАНИЯ
Компания Carlsberg
готовится к проблемам
Россия на минимуме пот-ребления. Западная Европа на минимуме потребления. Мо-жет ли ситуация стать еще ху-же? В начале ноября 2011 г. датский пивовар Carlsberg со-общил данные о деятельности за 3 квартал 2011 г. – быстро стагнирующая чистая при-быль во всех регионах Европы и России. «2011 год был слож-ным. Мы столкнулись с рос-том производственных изде-ржек, неблагоприятными по-годными условиями и вялыми условиями торговли на нашем самом крупном рынке», – со-общил председатель правле-ния компании Йорген Буль Расмуссен (Jørgen Buhl Ras-mussen).С июля по сентябрь обо-
рот снизился до 2,34 млрд
евро (в 2010 г. он составил 2,38 млрд евро). Объем продан-ной продукции в третьем квартале сократился до 40,4 млн гл (в 2010 г. он составил 40,8 млн гл).Снижение показателей на
пивном рынке Северной и Западной Европы наблюда-лось с начала 2011 г. Неблаго-приятные погодные условия в июле усилили эту тенден-цию. На российском рынке наблюдается дальнейший спад в связи с повышением акцизов. Четвертая в мире по величине пивоваренная ком-пания сообщила, что ее чис-тая прибыль составила не-многим более 269 млн евро, что лишь в незначительной степени превысило про-шлогодние показатели. В

МИР ПИВА № 1 / 2012 9
ВАРОЧНЫЙ ЦЕХ | ЗНАНИЯ | МИР ПИВА
УЖЕ ДАВНО ДЕЛАЮТСЯ ПОПЫТ-
КИ прийти к согласию по общим ос-новам этих расчетов. Они нашли свое отражение, в частности, в нормах MEBAK по проведению анализов, ко-торые легли в основу современного стандарта DIN 8777. В стандарте изло-жены технические и технологические минимальные требования, предъявля-емые к сусловарочным установкам. Стандарт DIN 8777 применялся при разработке современных условий от-бора проб в варочных цехах.За рубежом возникли сложности с
широким признанием указанного стандарта DIN, так как содержащееся в нем определение выхода экстракта учитывало только значения лабора-торного выхода сырья.В других странах уже давно приме-
няются формулы расчета выхода экс-тракта пива в варочном цехе (OBY), которые учитывают любое количест-во экстракта, подаваемое и получаемое в ходе процесса. Здесь рассматривается солод, зерновое сырье, промывная во-да, осадок взвесей горячего сусла, а также сахар и мальтоза в различном соотношении. В конце концов, подоб-
Расчет выхода экстракта пива в варочном цехе
Авторы: Бернд Кантельберг и Ивонне Баум-
гартнер, BfG GmbH, Фольках, Германия
ПРОБЛЕМНЫЙ ВОПРОС | На протяжении многих лет ве-
дутся споры по поводу расчета производительности суслова-
рочных установок. Многие статьи, публикуемые в специали-
зированных журналах в разных странах, критично относятся
к данному вопросу. В них рассматриваются различные мне-
ния и приводятся различные варианты расчетов. В настоящее
время с новой силой обсуждается современная система расче-
тов выхода экстракта пива в варочном цехе (англ. Overall
Brewhouse Yield, сокр. OBY).
потому что возможные отрицательные расчеты выхода не признаются сторо-нами, так как в договорах отсутствуют пункты, соответствующие этому слу-чаю. При наличии положительных результатов, превышающих гаранти-рованное минимальное предельное значение, общая удовлетворенность достаточно высока, и условия договора выполняются.Каким образом возможны такие
различные результаты? Если все дела-ется правильно (а это является обяза-тельным условием), то всегда должен прослеживаться гарантированный результат. В этом деле нельзя пола-гаться на случай.В ходе многолетних дискуссий бы-
ли выявлены возможные ошибки, од-нако производители и пивоваренные предприятия не делают на этом осно-вании никаких решительных выводов. Лишь в некоторых случаях производи-тельность, необходимая для определе-ния общего содержания экстрактив-ных веществ, подтверждается более наглядно путем вычислений.Кроме того, требуемые пивоварен-
ными предприятиями или указывае-мые производителями оборудования значения выхода экстракта пива в ва-рочном цехе, достигающие 100 про-центов, слишком высоки. В самом лучшем случае одни только общие потери остаточных экстрактивных веществ в пивной дробине составля-ют около 1 процента, что достигается только при условии использования первоклассного оборудования и тех-нологии производства. Условия веде-ния бизнеса и острая конкурентная борьба требуют высоких значений выхода продукта, что связано с высо-ким риском.
Совершенствование системы
расчетов OBY
Что нужно делать, чтобы достичь, наконец, согласия по поводу разум-
ная система расчетов прочно закрепи-лась и в стандартах DIN. В соответс-твии с новым переработанным стан-дартом DIN 8777 расчет OBY также лег в основу данной статьи.
Существующее практическое
подтверждение OBY
При отборе проб во многих варочных цехах выяснилось, что результаты проб и анализов, используемые при расчете OBY, подвержены неблаго-приятному влиянию погрешностей.Накопление и суммирование по-
добных погрешностей оказывает вли-яние на OBY с точностью до +/- 2 % и, таким образом, искажает результат. Как правило, в зависимости от типа используемого сырья и производи-тельности сусловарочной установки, гарантируется минимальное значение OBY около 97 – чуть ниже 100 % (?). В худшем случае,однако, OBY может со-ставить 95 процентов или даже превы-сить 100 % (!). Но это лишь подтверж-дает тот факт, что «корректный» ре-зультат OBY невозможен.При отрицательных результатах
производительность установки ста-вится под сомнение или отбор проб должен проводиться еще раз, либо многократно, что неминуемо приво-дит к росту затрат. Договоры не испол-няются или их заключение срывается,
10 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | ВАРОЧНЫЙ ЦЕХ
ного, реального и корректного значе-ния OBY?В первую очередь, необходимо бо-
лее подробное разъяснение возмож-ности существования корректного значения OBY уже на этапе перегово-ров. Правильно сделанные расчеты и наглядные доказательства позволят доказать невозможность гарантии за-вышенных значений. Сомнительные гарантированные данные попросту нереальны. Достижение подобных сомнительных и рискованных дого-воренностей не имеет ничего общего с серьезной конкурентной борьбой. Как известно, результатом подобных действий становятся крупные финан-совые потери производителей, кото-рые не могут выполнить условия соглашений и предоставить обещан-ные услуги.В текст нового стандарта DIN и в
схему расчета OBY следовало бы вне-сти, помимо гарантированного зна-чения OBY, разумное значение пре-дельного отклонения (+/–), которое бы учитывало или, по меньшей мере, снизило неблагоприятное влияние погрешностей на результат вычисле-ний. Подобное предельное значение может быть согласовано и определе-но производителем оборудования и пивоваренным предприятием. При этом следует учитывать такие пара-метры, как количество и последова-тельность варок, тип используемого сырья, добавление экстракта, кон-центрация сусла, оснащение устано-вок, технические и технологические ноу-хау производителя.В качестве примера можно привес-
ти следующие значения: общее зна-чение OBY - 98,5 процента, предель-ный допуск +/– 0,5 %, минимальное значение 98 %, максимальное значе-ние – 99 %. Подобная величина до-пуска кажется на первый взгляд до-вольно высокой, но на деле оказыва-ется весьма правдоподобной.Как правило, в большинстве слу-
чаев значение OBY учитывает полу-ченное количество холодного сусла. В этом случае общее неблагоприят-ное влияние погрешностей особен-но велико.Кроме того, существуют значения
OBY, учитывающие количество горя-чего охмелённого сусла. В дальней-
шем при расчете этого значения OBY может учитываться общее количество продукта в варочном котле в начале варки. В техническом и технологичес-ком плане данный расчет, при нали-чии всех необходимых условий, не представляет никаких проблем.Почему в статье перечисляются
эти возможности? Если речь заходит о производительности фильтрации при использовании фильтровально-го чана или заторного фильтра, сто-ит отметить тот факт, что неблаго-приятное влияние погрешностей на результат расчета OBY при полном котле в начале варки является мини-мальным.Далее представлен список пара-
метров и факторов, оказывающих неблагоприятное влияние на резуль-таты расчетов:
OBY (горячее сусло и полный котел):■ неточное взвешивание сырья;■ смешанное (негомогенное) сырье;■ изменения в анализах сырья;■ расчет количества воды в главном наливе;
■ расчет количества первого сусла;■ изменение концентрации первого сусла;
■ расчет количества промывной воды для пивной дробины;
■ расчет общего количества продукта для фильтрации;
■ неравномерная концентрация сусла на начальном этапе варки;
■ неравномерное перемешивание сусла;■ нарушение порядка отбора проб го-рячего сусла в варочном котле;
■ расчет количества промывной воды, необходимой для фильтрации;
■ неправильная концентрация про-мывной воды;
■ неучтенное количество стекающей промывной воды;
■ неправильная концентрация стека-ющей воды;
■ ненадлежащее количество осадка взвесей горячего сусла;
■ неправильная концентрация осадка взвесей горячего сусла;
■ количество промывной воды;■ точное определение влияния объема путем нагрева жидкостей.
OBY (горячее сусло в конце варки и при перекачивании):
■ потери сусла из-за наличия аэрозо-лей во вторичном паре;
■ потери сусла из-за вспенивания и чрезмерного повышения плотности сусла в процессе кипячения;
■ неправильная концентрация сусла при перекачивании;
■ неравномерное перемешивание сусла;■ нарушение порядка отбора проб го-рячего сусла;
■ недостаточное количество горячего сусла при перекачивании;
■ количество промывной воды;■ остаточное количество сусла в трубах;
■ потери экстракта при опорожнении отстойника.
OBY (холодное сусло – среднее ох-лаждение):■ присутствие смеси воды и сусла в трубах на момент начала охлажде-ния;
■ недостаточное количество фильтро-ванного первого сусла в осадке взве-сей горячего сусла в виде конуса;
■ недостаточно тщательное опорож-нение вирпула;
■ нарушение порядка отбора проб хо-лодного сусла;
■ недостаточное перемешивание сус-ла, например, при сборе воды и пред-варительном охлаждении сусла;
■ неправильная концентрация холод-ного сусла;
■ негативное влияние воздуха, при-сутствующего в системе (определе-ние количества).
Дополнительные параметры, влия-ющие на результаты OBY:■ несбалансированное и недостаточ-ное общее выпаривание по отноше-нию к потерям экстракта и произво-дительности источника энергии;
■ недостаточное количество промыв-ной воды;
■ возврат недостаточного количества промывной воды в процесс варки;
■ потери экстракта в процессе стека-ния воды в канал при фильтрации с использованием фильтровального чана или мембранного фильтра;
■ опорожнение трубопровода в канал;■ только расчетное и неточное опреде-ление количества осадка взвесей го-рячего сусла в сборнике из-за отсутс-твия индуктивного расходомера;
■ не перемешанный оса-док взвесей охлаждён-ного сусла в сборнике;
■ отсутствие перемеши-вания в сборнике про-мывной воды;
■ недостаточное число мест отбора проб в ва-рочном цехе;
■ неправильное место от-бора проб в сусловароч-ном котле;
■ отсутствующие или не-верные критерии увели-чения объема при на-гревании жидкостей.
В заключение можно конс-татировать факт существо-вания большого количест-ва различных параметров, которые неосознанно или осознанно влияют на ре-зультаты и делают невоз-можной абсолютно точ-ную оценку OBY (!). Либо гарантированные показате-ли так сильно снижаются, что практические результа-ты всегда превышают это значение. Но какая, в сущ-ности, разница?Возникает вполне умест-
ный вопрос: имеет ли OBY практическое значение как гарантированный показа-тель, или эта величина мо-жет применяться только как рекомендованный норма-тивный показатель с опре-деленными допусками? В этом вопросе нужна опера-тивность, иначе ситуация с гарантируемыми значения-ми OBY так и останется неопределенной.
Выводы
Расчеты OBY, применяе-мые, прежде всего, в отно-шении холодного сусла с установленными (слиш-ком высокими) гарантиро-ванными значениями, как правило, не находят прак-тического подтверждения. В данном случае слишком
велико возможное влия-ние погрешностей.Решением данной про-
блемы было бы призна-ние возможных предель-ных допусков для утверж-денных гарантированных значений OBY. Эти до-пустимые значения рас-считываются на основа-нии отборов большого количества проб и ре-зультатов и применяются в рамках конкурентной борьбы.Примечателен тот факт,
что качественное техни-ческое оснащение суслова-рочной установки или ее отдельных компонентов, а также превосходная техно-логия пивоварения позво-ляют уменьшить возмож-ное негативное влияние. Этот факт следует учиты-вать в ходе дискуссий, пос-вященных более точному определению OBY.Способ получения экс-
тракта, предпочитаемый многими специалистами и авторами данной статьи, мог бы упростить процесс анализа пивной дробины и позволил бы уменьшить негативное влияние оши-бок. Кроме того, должны использоваться дополни-тельные допуски.Опыт показывает, что
корректные и реальные допустимые отклонения составляют от -/+ 0,05 до 0,1 процента. К сожале-нию, по этому поводу у специалистов вновь воз-никли разногласия, каса-ющиеся лабораторных методов, анализа получен-ных данных и обработки результатов, что может привести к возникнове-нию новых проблем.Мы рассмотрим этот
вопрос более подробно в первоочередном порядке, когда появится больше яс-ности. ■
12 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | ТЕХНОЛОГИЯ
Индивидуальные решения Квас (часть 4)
Авторы: дипл. инженер Конрад Мюллер-Ауф-
ферманн, Исследовательский центр Вайенште-
фан по пивоварению и качеству продуктов пита-
ния, Фрайзинг, Петер Гаттермайер, Krones AG,
Фрайзинг, д-р Фритц Якоб, Исследовательский
центр Вайенштефан по пивоварению и качеству
продуктов питания, Фрайзинг
ДЛЯ РАЗРАБОТКИ РАЦИОНАЛЬ-
НОЙ КОНЦЕПЦИИ ЛИНИИ для сов-ременного предприятия по произ-водству кваса было необходимо снача-ла провести интенсивное изучение традиционных производственных тех-нологий. В этой связи была изучена специализированная литература, посвя-щенная традиционному и промышлен-ному производству кваса. В то время как в рамках домашнего и первоначального промышленного производства в качес-тве сырья и основы использовался квас-ной хлеб, с 1960-х годов все чаще стали ориентироваться на технологии и сырье для промышленного производства пи-ва. Так как типичный аромат ржаного хлеба и желаемый тёмно-коричневый цвет должны достигаться и без исполь-зования хлебобулочных изделий, про-изводился специальный, очень аромат-ный ржаной томлёный солод, который добавлялся в соответствии с объемом засыпи. Компоненты сырья, в особен-ности высокое содержание ржи, зерно-вых и муки, часто приводили к возник-новению технологических проблем,
в частности, увеличения продолжи-тельности фильтрации затора и сусла (см. часть 2). Кроме того, желаемый аромат достигался преимущественно посредством трудоемкого процесса кипячения и последующей термичес-кой обработки концентрата (см. часть 3). В связи с этим организация произ-водства кваса отличалась от пивова-ренного производства. В большинстве случаев использовались многоступен-чатые сепарационные установки, обеспечивающие разделение затора. Затирание часто длилось больше че-тырех часов, причем нередко часть отделенной квасной дробины подвер-галась многократному затиранию и кипячению. Первоначально концент-рирование (сгущение) сусла осущест-влялось путем атмосферного выпари-вания. Позднее для этого стали ис-пользоваться простые вакуумные аппараты. Концентрат сусла подвер-гался дополнительной термической обработке (см. часть 3). Последующие процессы были также затратными в плане использования энергии и зачас-тую выстраивались с учетом особен-ностей производства кваса.
Изменение способа произ-
водства
С началом квасного бума в 2001 г. про-дукт стал все чаще производиться на
местных пивоваренных предприяти-ях. Вначале производители приобре-тали концентрат квасного сусла (ККС) у определенных, централизованных предприятий, производящих квас, и только смешивали его с другими ком-понентами. Для достижения индиви-дуального аромата преимущественно использовалось различное количест-во сахара и ароматических веществ. Новация в законодательстве, согласно которой квасом мог называться только ферментированный продукт, измени-ло положение вещей. Многие пивовар-ни стали задумываться о собственном производстве сусла. Такое производс-тво давало дополнительное преиму-щество, позволяющее использовать незагруженные мощности. Это была превосходная возможность обрести самостоятельность и создать неповто-римый аромат. Проблема заключалась в том, что квас – сезонный продукт, пик потребления которого приходится на летние месяцы, в разгар сезона произ-водства пива.В связи с большой продолжитель-
ностью процесса производства кваса многие предприятия были вынуждены пойти на компромисс. Хотя полный переход с производства пива на произ-водство кваса для многих пивоваренных предприятий в летний период был бы довольно выгодным вариантом, уровень доходов в течение долгой зимы снижал-ся у них несоизмеримо сильнее. Тем не менее, спрос на квас был велик, и многие предприятия решились реализовать соответствующее расширение произ-водства. Производство кваса должно было соответствовать современным техническим и технологическим требо-ваниям пивоварения и быть многофунк-циональным. Кроме того, отдельные группы пивоваренных предприятий, производители безалкогольных напит-ков и состоятельные частные инвесторы планировали строительство комбини-рованных предприятий нового типа, в
ОБЩАЯ КОНЦЕПЦИЯ СОВРЕМЕННОГО ПРЕДПРИЯТИЯ
ПО ПРОИЗВОДСТВУ КВАСА | В уже опубликованных час-
тях (см. информацию в конце статьи) рассматривался – исхо-
дя из рыночных наблюдений и своеобразия данной тематики
– способ затирания солода, а также особенности и варианты
формирования аромата кваса. На основе полученных данных
была создана общая концепция современного предприятия по
производству кваса, которая и представлена в этой статье,
последней в данной серии.
МИР ПИВА № 1 / 2012 13
ТЕХНОЛОГИЯ | ЗНАНИЯ | МИР ПИВА
для необычных напитков
которых должны были круглогодично в большом количестве производиться пиво, квас, а также концентрат пивного и квасного сусла.Уже в 2008 г. фирма Krones AG полу-
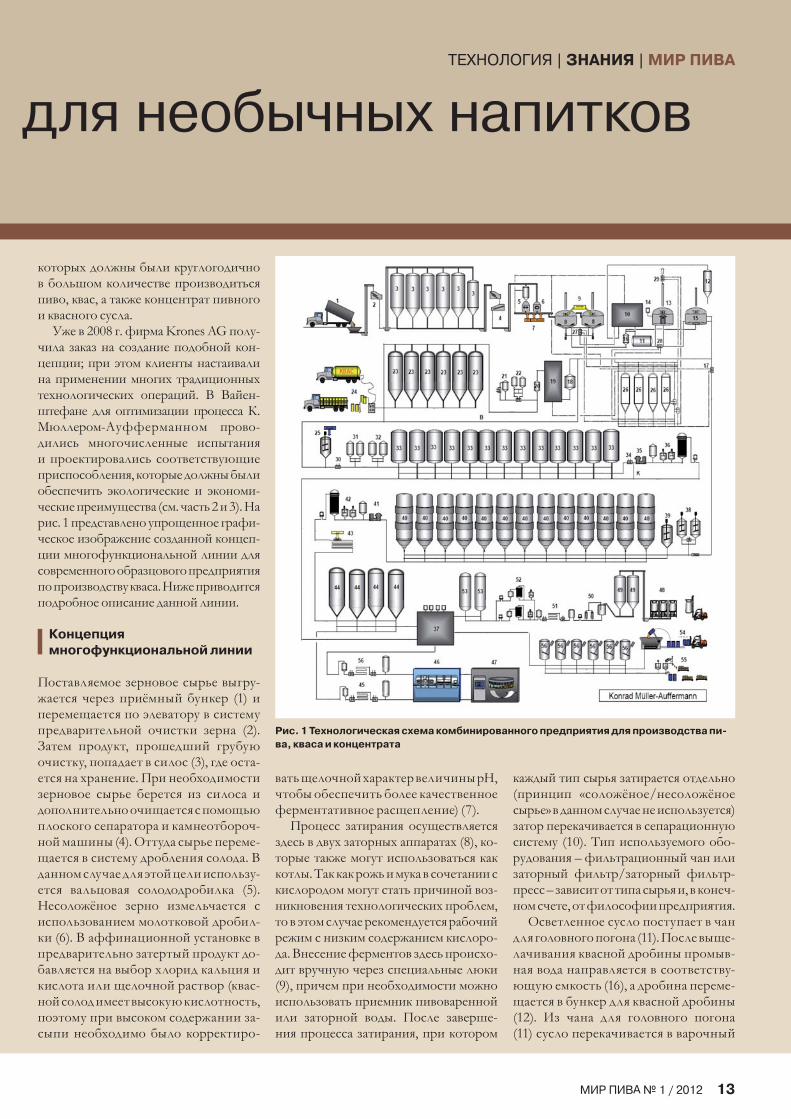
чила заказ на создание подобной кон-цепции; при этом клиенты настаивали на применении многих традиционных технологических операций. В Вайен-штефане для оптимизации процесса К. Мюллером-Ауфферманном прово-дились многочисленные испытания и проектировались соответствующие приспособления, которые должны были обеспечить экологические и экономи-ческие преимущества (см. часть 2 и 3). На рис. 1 представлено упрощенное графи-ческое изображение созданной концеп-ции многофункциональной линии для современного образцового предприятия по производству кваса. Ниже приводится подробное описание данной линии.
Концепция
многофункциональной линии
Поставляемое зерновое сырье выгру-жается через приёмный бункер (1) и перемещается по элеватору в систему предварительной очистки зерна (2). Затем продукт, прошедший грубую очистку, попадает в силос (3), где оста-ется на хранение. При необходимости зерновое сырье берется из силоса и дополнительно очищается с помощью плоского сепаратора и камнеотбороч-ной машины (4). Оттуда сырье переме-щается в систему дробления солода. В данном случае для этой цели использу-ется вальцовая солододробилка (5). Несоложёное зерно измельчается с использованием молотковой дробил-ки (6). В аффинационной установке в предварительно затертый продукт до-бавляется на выбор хлорид кальция и кислота или щелочной раствор (квас-ной солод имеет высокую кислотность, поэтому при высоком содержании за-сыпи необходимо было корректиро-
вать щелочной характер величины pH, чтобы обеспечить более качественное ферментативное расщепление) (7).Процесс затирания осуществляется
здесь в двух заторных аппаратах (8), ко-торые также могут использоваться как котлы. Так как рожь и мука в сочетании с кислородом могут стать причиной воз-никновения технологических проблем, то в этом случае рекомендуется рабочий режим с низким содержанием кислоро-да. Внесение ферментов здесь происхо-дит вручную через специальные люки (9), причем при необходимости можно использовать приемник пивоваренной или заторной воды. После заверше-ния процесса затирания, при котором
каждый тип сырья затирается отдельно (принцип «соложёное/несоложёное сырье» в данном случае не используется) затор перекачивается в сепарационную систему (10). Тип используемого обо-рудования – фильтрационный чан или заторный фильтр/заторный фильтр-пресс – зависит от типа сырья и, в конеч-ном счете, от философии предприятия.Осветленное сусло поступает в чан
для головного погона (11). После выще-лачивания квасной дробины промыв-ная вода направляется в соответству-ющую емкость (16), а дробина переме-щается в бункер для квасной дробины (12). Из чана для головного погона (11) сусло перекачивается в варочный
Рис. 1 Технологическая схема комбинированного предприятия для производства пи-
ва, кваса и концентрата

14 МИР ПИВА № 1 / 2012
аппарат (13). При необходимости мо-жет осуществляться предварительный подогрев продукта (28). Сусловарочный аппарат оснащен чаном для дозировки хмеля (14), благодаря чему осуществля-ется подача хмеля при производстве пива, а также фруктов, сахара или дру-гих добавок при приготовлении кваса. Вторичные пары, возникающие при варке, охлаждаются в противотоке с помощью холодной воды через испа-рительный конденсатор (29). После окончания варки сусло направляется в вирпул (15) для вторичного осветления, причем осадок взвесей сусла может сно-ва использоваться при затирании вместе с промывной водой (16).Так как квас в большинстве случае
не содержит хмеля, а также сгущается и подвергается термической обработке, часто возникают споры по поводу при-готовления квасного сусла и вторичного осветления в вирпуле. Опыт показал, что значительное количество белка при варке сворачивается, и оно может отделяться в вирпуле и без добавления хмелепродуктов (рис. 2). Чтобы пре-дотвратить попадание таких веществ в концентрат (рис. 3) и позднее в продукт, целесообразно применение данных тех-нологических операций, хотя это может привести к существенному сокраще-нию продолжительности варки. После осветления в вирпуле дальнейшая обра-ботка сусла с отделённой дробиной при производстве кваса и пива существенно различается.В сравнении с пивным суслом, кото-
рое, по обыкновению, после осветления охлаждается в пластинчатом аппарате (17), квасное сусло поступает в буфер-ную емкость в горячем виде (18). Оттуда
МИР ПИВА | ЗНАНИЯ | ТЕХНОЛОГИЯ
оно направляется в вакуумный выпар-ной аппарат (например, в пластинча-тый выпарной аппарат или выпарной аппарат с падающим потоком жидкости) (19), где оно сгущается в вакууме без по-дачи дополнительной первичной энер-гии для получения концентрата квасного сусла (ККС) плотностью 65-75 градусов Брикса. Затем осуществляется промежу-точное хранение в емкости меньшего размера (20). Теплый концентрат может подвергаться термической обработке для формирования аромата (см. рис. 3) (21), причем преимуществами в данном случае являются колебания температуры (22) и работа в условиях избыточного давления. ККС может помещаться на хранение в специальные танки (23). Большие танки оснащены системой по-догрева, чаще всего, в основании конуса. Это позволяет беспрепятственно пере-качивать вязкотекучий сироп. Таким образом, можно круглогодично произ-водить (с варкой концентрата и без нее) концентрат квасного, а также пивного и солодового сусла (например, для произ-водства хлебобулочных и кондитерских изделий). Вторичные продукты могут перемещаться на другие производс-твенные площадки и продаваться в авто-цистернах и 200-литровых бочках (24). Кроме того, внутризаводское хранение концентрата в бочках является выгодной альтернативой для России, так как во вре-мя суровой русской зимы происходит за-мерзание концентрата, что способствует сохранению его относительной микро-биологической стабильности. По мере необходимости (например, летом) ККС используется для производства кваса в соответствии с указанной схемой. Для этого концентрат вначале смешивается
с горячей водой (80 °C) и пастеризуется (25). Затем сусло охлаждается до темпе-ратуры брожения (в зависимости от типа брожения) (30), после чего в него вводят-ся соответствующие микроорганизмы из установки для разведения чистой культуры дрожжей (30 и 31). Бродиль-ные комбинированные танки и танки под давлением (33) для брожения кваса изолированы и содержат только одну варку (при перемещении концентрата в системе может применяться байпас (B)). В процессе брожения используются дрожжи и молочнокислые бактерии или смесь из дрожжей и молочнокислых бак-терий. Продолжительность брожения, как правило, не превышает 12-24 часов при температуре 20-40°C. Для остановки брожения продукт может охлаждаться и без фильтрации посредством теплооб-менника (34) и перекачиваться обратно через байпас (K) в комбинированные танки (33). Обычно же отделение частиц и микроорганизмов происходит (35) пу-тем фильтрации через намывной слой кизельгура (36). Затем ферментирован-ный квас направляется в миксер (37). Перед розливом напитка в нем, помимо насыщения углекислым газом, регулиру-ется аромат и соотношение различных веществ. Для этой цели в разгрузочное устройство подается сахар-песок (48). Оттуда осуществляется перемещение продукта в силос для бестарного хра-нения сахара (49). После непрерывного растворения сахара (50) происходит пастеризация сиропа (51), при необхо-димости добавляется активированный уголь; полученная смесь фильтруется (52). Это особенно важно в том случае, если планируется производство светлых безалкогольных напитков, например,
Рис. 2 Свертывание белка (осадок взвесей сусла)
в неохмелённом квасном сусле в вирпуле
Рис. 3 Белковая муть в концентрате квасного сусла
собственного производства (ККС)

МИР ПИВА № 1 / 2012 15
ТЕХНОЛОГИЯ | ЗНАНИЯ | МИР ПИВА
Читайте в журнале «BRAUWELT Мир
пива и напитков» полную серию
статей Конрада Мюллера-Ауффер-
манна «Индивидуальные решения
для необычных напитков. Квас»:
– Часть 1. Меняющийся рынок (№ 2,
2011 г., стр. 66 – 67)
– Часть 2. Адаптация метода затирания
солода. (№ 3, 2011 г., стр. 114-116)
– Часть 3. Особенности и методы
формирования аромата. (№ 4,
2011 г., стр. 152-154)
– Часть 4. Общая концепция
современного предприятия по
производству кваса.
лимонада, а сахар содержит посторон-ние примеси. Затем сахарный сироп помещается в соответствующие сироп-ные танки (53). Другие продукты пос-тавляются в форме порошка и должны вводиться в концентрат в соответству-ющих емкостях с откидной крышкой (55). Продукты хранятся в танках для хранения концентрата (56). Та же са-мая процедура используется при про-изводстве сиропа, который хранится в бочках (54). После перемешивания кваса осуществляется пастеризация готового продукта (56), после чего он разливается в ПЭТ-бутылки, автоцис-терны или кеги.
Универсальное использование
Представленная здесь линия может использоваться круглогодично для производства не только кваса, но и пи-ва, а также безалкогольных напитков. Для производства пива варочный цех используется по обычной схеме. Горя-чее сусло с отделенной дробиной ох-лаждается с помощью пластинчатого теплообменника (17) и аэрируется. В него вводятся дрожжи из ассимилято-ра (38) и/или танка для маточных дрожжей (39). Затем осуществляется брожение и хранение в ЦКТ с охлажде-нием (40) и объёмом дрожжей. Перед подачей в танки под давлением (44) дрожжи центрифугируются (41), пиво фильтруется (42), а продукт насыщает-ся углекислым газом (43). Затем пиво подвергается мгновенной высокотем-пературной пастеризации (45) и разли-вается в необходимую тару. Кроме то-го, в миксере (37) оно может смеши-ваться с различными добавками для получения пивных коктейлей.
Менеджмент энергии и воды
Особым требованием при планирова-нии и конструктивном исполнении по-добных линий является наличие эффек-тивной системы менеджмента энергии и воды. Систему отличает универсаль-ность, причем для нее характерны раз-личные пиковые нагрузки. В частности, при производстве концентрата квасно-го сусла в связи с сокращением времени варки в испарительный конденсатор сусловарочного котла (29) поступает меньше горячей воды, чем при произ-
водстве пива. Также уменьшается коли-чество используемой горячей техничес-кой или пивоваренной воды, которая обычно производится при охлаждении сусла (17). В вакуумном выпарном аппа-рате (19) образуется большое количест-во горячей воды, однако она не может свободно использоваться ввиду ее поч-ти полного обессоливания. Эта вода содержит летучие компоненты, напри-мер, ароматические вещества, и незна-чительное количество экстракта.Энергетические конфликты решает
сложная система экономии воды (энер-гии) и тепла (энергии), схематично пред-ставленная на рисунке (26). Каждая такая система должна быть точно рассчитана и выполнена с учетом индивидуальных особенностей отдельного предприятия. Горячая вода в варочном цехе может прямо или косвенно использоваться для подогрева заторной воды, повыше-ния температуры затора (27) и подогрева фильтрованного сусла (28). Кроме того, она может применяться для повторного растворения и нагрева концентрата (26), растворения сахара и порошковых про-дуктов (50,55) как в пастеризаторе мгно-венного действия (45, 51, 56), так и в цехе розлива. Производство теплой воды мо-жет осуществляться с помощью испари-тельного конденсатора сусловарочного котла (29), охладителя сусла (17), а также вакуумного выпарного аппарата.
Вывод
Альтернативные и необычные напит-ки, такие как квас, продолжают свое триумфальное шествие по миру. При планировании линий и их отдельных
компонентов следует по возможности сохранять высокий уровень гибкости с учетом экологических и экономичес-ких аспектов. Часто для этого необхо-димо проводить предварительные ис-пытания. Некоторые крупные пивова-ренные предприятия в будущем будут самостоятельно производить вторич-ные продукты, в частности, экстракты и гранулированные продукты, для сба-лансирования пиков производства или просто смешивать полезные на-питки на основе зерновых культур на других производственных площадках.
Благодарность
Авторы статьи выражают особую благо-дарность за сотрудничество в рамках данного проекта П. Гулеру, Ф. Тренке-лю, С. Райшману, A. Кириченко, Й. Бергмюллеру, С. Хейглу, M. Гасснеру, Б. Нойхаузу, В. Глазеру, M. Царнко, Ф. Бурбергу и В. Баку. ■

16 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | СЫРЬЕ
ПРИ ОЦЕНКЕ ХМЕЛЯ ВАЖНЫ
ТРИ КРИТЕРИЯ:
■ Для определения рентабельности сорта решающее значение имеет выход хмеля (кг/га), а для многих пи-воваров – также выход альфа-кислот (кг альфа-кислот/га);
■ Выращивание хмеля без пестицидов благоприятно в экологическом отно-шении, но в настоящее время прак-тически невозможно. Сорта хмеля отличаются в плане устойчивости к бо-лезням, что приводит к необходимости проведения экологической оценки;
■ Большое количество ароматических веществ (более 100) представляет трудности для качественной квали-фикации. Выделяют четыре группы подобных веществ:
1. Горькие вещества с некоторым коли-чеством когумулона и соотношени-ем альфа- и бета-кислот.
2. Ароматические вещества с позитив-ными показателями линалоола и сесквитерпена и негативными пока-зателями третичных эфиров.
3. Общее количество низкомолекуляр-ных полифенолов и соотношение альфа-кислот и полифенолов.
4. Пренилфлавоноиды (ксантохумол) и соотношение альфа-кислот и ксан-тохумола.
Низкие соотношения подчеркивает полифенольный характер сортов хмеля. Четыре признака образуют общий пока-
Хмелеводство сегодня
Авторы: Д-р Адриан Форстер (Союз немецких
хмелеводов), Вольнцах, – краткое изложение
доклада, который был представлен на отрас-
левой конференции Craft Brewers Conference в
2009 г. в Бостоне (США)
МНОГООБРАЗИЕ ВАРИАНТОВ | Успехи в выведении новых
сортов хмеля очевидны на протяжении длительного времени.
Первоначально усилия были направлены на получение сортов
с высоким содержанием альфа-кислот. В последние годы на
рынке увеличилось количество новых сортов ароматического
хмеля. В данной статье рассматриваются существующие сорта
и приводятся рекомендации по оценке хмеля.
■ чем выше в пиве содержание лина-лоола, тем более выражены оттенки вкуса (хмелевой, цветочный и фрук-товый);
■ Разность единиц горечи (IBU) и специфических изо-альфа-кислот возрастает по мере уменьшения количества альфа- и бета-кислот. Следовательно, чем меньше в сорте альфа-кислот, тем больше сопутс-твующих горьких веществ;
■ Чем выше разность единиц горечи и изо-альфа-кислот, тем гармоничнее хмелевая горечь пива;
■ Чем ниже содержание изокогумуло-на, тем гармоничнее хмелевая горечь пива. Низкое содержание когумулона в хмеле способствует формированию более гармоничной горечи, повыше-нию пеностойкости и стойкости при хранении.
Приведенные здесь наблюдения позво-ляют сделать вывод о том, что арома-тические сорта хмеля, и, в частности, их новые вариации, повышают качес-тво пива. Высокому качеству пива при использовании ароматических сортов хмеля при последующем внесении хмелепродуктов противостоят до-полнительные затраты, приводящие порой к пятикратному увеличению количества хмеля, который в случае сортов с высоким содержанием аль-фа-кислот необходим только в начале варки. Хмелевая горечь пива в обоих случаях одинаковая. ■
затель качества. Новые немецкие аро-матические сорта – «Сапфир» (Saphir), «Селект» (Select), «Изумруд» (Smaragd) и «Опал» (Opal) – сравниваются с клас-сическими ароматическими сортами – Теттнангер (Tett nanger), «Хельтауер среднеранний» (Helltauer mittelfruh) и «Хербсбрукер» (Hersbrucker), а также появившимся более десяти лет назад сортом «Халлертауер Традиционный» (Hallertauer Tradition).В плане выхода и подверженности
заболеваниям новые сорта существен-но превосходят старые. Такие сорта как «Сапфир» (Saphir) и «Селект» пре-восходят классические сорта хмеля и в качественном отношении. В ходе органолептического анализа сорта «Изумруд» (Smaragd) и «Опал» (Opal) демонстрируют интересные и инди-видуальные оттенки запаха.Картину дополняют новые сорта с
высоким содержанием горьких альфа-кислот – «Таурус» (Taurus) и «Гер-кулес» (Herkules), демонстрирующие впечатляющие результаты. Кроме того, следует более подробно рассмотреть результаты опытов пивоварения с ис-пользованием восьми ароматических и двух горьких сортов хмеля. В карте сор-тов, составленной Центральным марке-тинговым обществом аграрной отрасли Германии (CMA), представлены важные аналитические данные и результаты органолептического анализа, которые демонстрируют отдельные различия. Можно отметить следующие соотно-шения, отмеченные 1 – 3 звездами:■ содержание линалоола и полифено-ла в пиве соответствуют количеству, определенному для этого сорта хмеля;
Д-р Форстер (2-й слева) на выставочном
стенде с королевой хмеля Николь Франкль
(слева) и мастером-пивоваром Эриком
Тофтом (3-й слева)
МИР ПИВА № 1 / 2012 17
АНАЛИТИКА | ЗНАНИЯ | МИР ПИВА
СЛИШКОМ РЕЗКАЯ СЕПАРАЦИЯ
примвеществ, содержащихся в пиве, может ухудшить его вкус. Например, полифенолы, помимо всего прочего, позитивно влияют на полноту вкуса, либо, действуя как антиокислители, улучшают стабильность [3, 9, 26, 38].
Составляющие помутнения
Помутнение может состоять из раз-личных компонентов. Из составляю-щих органического происхождения наиболее часто встречаются протеи-ны и полифенолы. По сравнению с
ними углеводы играют, скорее, второ-степенную роль, однако β- и α-глюканы могут также способствовать возникно-
вению опалесцирующего помутнения пива. Кроме того, следует упомянуть и такие факторы, как остатки этикеток, моющих и фильтрующих средств, а также частицы пыли, которые не толь-ко сами вызывают помутнение, но мо-гут запустить соответствующие про-цессы. В отдельных случаях протеины, полифенолы и углеводы могут вызы-вать до 75 процентов существующих помутнений, выступая в качестве «ос-новных причин помутнения» [7].
ПротеиныПротеины, или белки, представляют собой макромолекулы, состоящие из аминокислот. Пространственное строение протеинов обусловливает их принцип действия. Структура протеи-нов имеет четыре уровня: (первичный, вторичный, третичный и четвертич-ный). Третичная структура представ-ляет собой расположение полипеп-тидной цепи более высокого уровня, чем вторичная структура. Она опреде-ляется активностью и связями между остатками (боковыми цепями) амино-кислот. В качестве связующих сил, ко-торые придают устойчивость этой трехмерной структуре, выступают ди-
ВОЗНИКНОВЕНИЕ ПОМУТНЕНИЙ | Важным признаком ка-
чества пива является так называемая прозрачность пива с блес-
ком. Отфильтрованное пиво при длительном хранении посте-
пенно теряет прозрачность, вплоть до помутнения и образова-
ния осадка. Потребители, однако, ожидают, что состояние пива
не изменится, по крайней мере, на протяжении минимального
срока хранения. Поэтому целесообразно удалять вещества, кото-
рые могут вызвать помутнение. На практике уменьшение помут-
нения и более длительная коллоидная стойкость пива достигает-
ся использованием вспомогательных фильтрующих и стабилизи-
рующих веществ. В первой части статьи авторы описывают ос-
новные вещества, вызывающие помутнение, а также известные
механизмы его образования. Во второй части демонстрируются
практические методы определения помутнения и соответствую-
щие методы исследования, а также приводятся примеры из прак-
тики. Проблема помутнения пива в течение нескольких лет явля-
ется основным вопросом исследований, которые проводятся на
кафедре технологии производства пива и напитков [5].
Идентификация помутнения
пива (часть I)
Автор: дипл. инж. Элизабет Визнер, д-р инж.
Мартина Гастл и проф. унив. д-р техн. наук То-
мас Бекер, кафедра технологии производс-
тва пива и напитков Мюнхенского техническо-
го университета, Фрайзинг-Вайенштефан
галлокатехин
(-)-эпикатехин(+)-катехин
O
OH
HO
OHOH
OH
OH
OHOH
OHOH
HO O
OHOH
OHOH
HO O
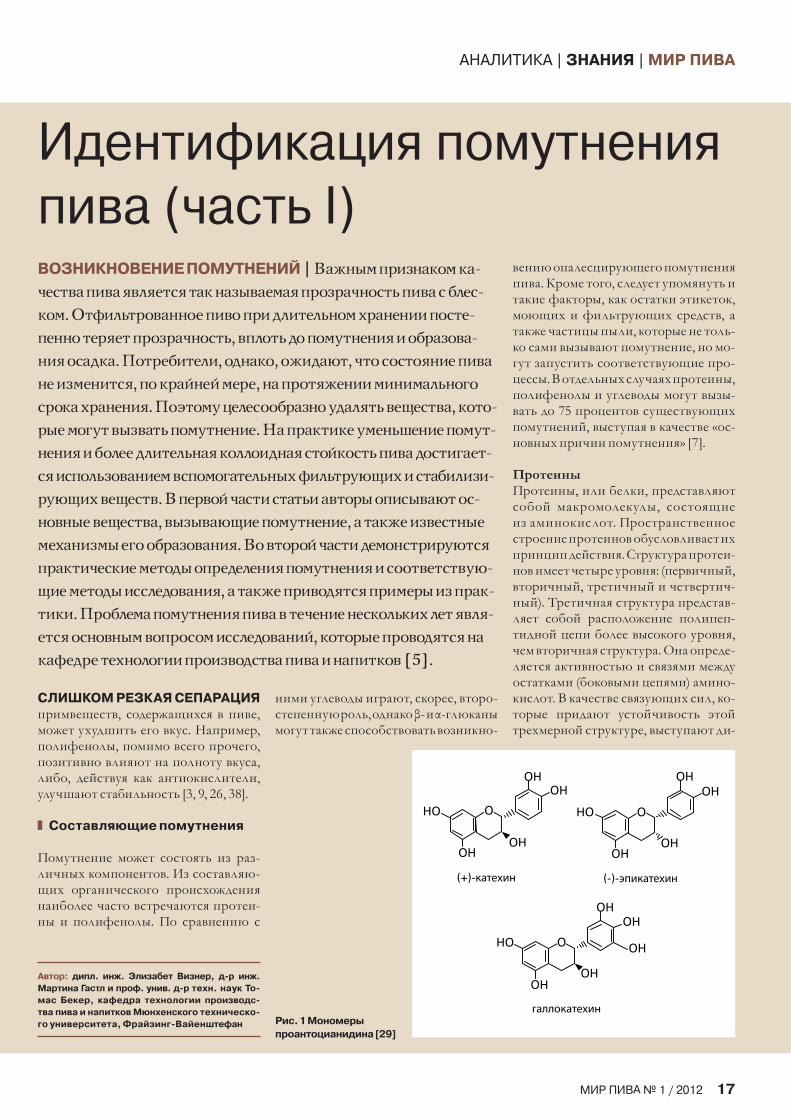
Рис. 1 Мономеры
проантоцианидина [29]

МИР ПИВА | ЗНАНИЯ | АНАЛИТИКА
сульфидные мостики (ковалентные связи между атомами серы, входящими в состав двух остатков цистеина) и не-ковалентные взаимодействия, напри-мер, водородные связи.Кроме того, важную роль играют
гидрофобные и ионические силы, а также силы межмолекулярного взаи-модействия (силы Ван дер Ваальса), которые способствуют дальнейшему образованию структуры протеина. Как в процессе пивоварения, так и
в готовом пиве протеины выполняют различные функции. Они способс-твуют питанию дрожжей, стойкости пены, полноте вкуса, а также форми-рованию аромата, и в значительной степени отвечают за химико-физичес-кую стойкость [12]. В сочетании с дру-гими веществами (например, полифе-нолами) протеины могут способство-вать образованию помутнения, а при соединении с другими протеинами могут стабилизировать пивную пену. Благодаря своим «ферментным» харак-теристикам они расщепляют крахмал (амилазы), β-глюканы (β-глюканазы) и протеины (протеиназы). Слишком высокое содержание белковых веществ с высоким и средним молекулярным весом ухудшает химико-физическую стойкость пива и повышает вероят-ность образования помутнения.Причиной встречающихся на прак-
тике помутнений зачастую являются протеины, при этом большую часть мути составляет фракция протеина. Структура протеинов обычно постро-ена таким образом, что гидрофобные группы сосредоточены внутри моле-кулы, а гидрофильные оказываются
на поверхности. Это обеспечивает растворимость белков, которая может слегка уменьшиться или повысить-ся из-за воздействия жары, холода и кислорода. В процессе нагревания структура протеина разрушается. Об-разуются нерастворимые структуры, причем при последующем охлажде-нии разрушенные протеины снова перестраиваются, что может стать причиной коллоидного помутнения пива вследствие сильного охлаждения. При воздействии кислорода в проте-инах может происходить окисление сероводородных групп и образование сероводородных мостиков, что приво-дит к связыванию отдельных белков, вызывающих заметное помутнение. Чем больше кислорода, тем быстрее может происходить подобная реакция. Протеины, вызывающие помутнение, содержат, как правило, большое коли-чество пролина. Такие протеины мо-гут вступать в реакцию друг с другом и формировать сетчатые структуры, которые, в конечном итоге, становятся такими крупными, что они больше не способны растворяться. Это становит-ся причиной необратимого коллоид-ного помутнения [4].
ПолифенолыФенольные соединения попадают в пиво с хмелем и солодом. Основу фе-нолов составляет феноловый скелет (моногидроксилированные бензолы). Феноловая кислота включает в себя карбоксильную группу (например, феруловую кислоту). Полифенолы включают в себя флавонолы (напри-мер, катехин), флавоноиды (напри-
мер, продельфинидин B3), проанто-цианидин (молекулы, которые могут расщепляться под действием кислот и образовывать с кислородом так на-зываемые антоцианогены), таноиды (полимеры на основе флавоноидов) и танины [3]. Простые молекулы оказывают положительный эффект благодаря своей восстановительной способности. Естественным образом возникающие полифенолы, вызыва-ющие помутнение пива, относятся к проантоцианидинам. Они включают в себя мономеры, димеры, тримеры катехина, эпикатехина и галлокатехи-на. Высокая концентрация димерных процианидинов (катехин-катехин) и продельфинидинов (галлокатехин-катехин) (рис. 1, 2) существенно влияет на образование помутнений [18]. При определенных условиях – например, насыщенности пива кислородом – могут возникать побочные продукты осаждения белков. Полифенольная фракция состоит из конденсирован-ных или полимеризированных поли-фенолов. Способность полифенолов вызывать помутнение зависит от сте-пени их окисления.
УглеводыУглеводы присутствуют в пивной му-ти лишь в незначительной степени. Углеводы, способные вызвать помут-нение: пентоза и гексоза, β-глюканы и высокомолекулярные остатки молекул крахмала. Лейпер и др. [14, 15] описы-вают, что содержащиеся в частицах мути углеводы представляют собой преимущественно гликопротеины, состоящие из протеинов (с высоким содержанием пролиновой и глутами-новой кислот) и гексозы.Все чаще встречается опалесциру-
ющее помутнение, вызываемое β- или α-глюканами. Внутри группы углево-дов помутнение пива чаще всего вы-зывают α-глюканы, реже β-глюканы. Гликоген (накопительное вещество дрожжей) и амилопектин солода име-ют схожую структуру.
Органические кислотыКристаллы оксалата кальция образу-ются из щавелевой кислоты и ионов кальция, которые попадают в пиво с солодом, пивоваренной водой и хме-лем. Количество растворенной в пиве
Рис. 2 Структуры самых важных мономеров проантоцианидина в пиве – процианидина B3
и продельфинидина B3 [29]
процианидин B3
OHOH
OHOH
HO O
продельфинидин B3
HOO
OH
OH
OH
OH OH
OH
OH
OH
OH OH
OH
OHOH
HO
HO
O
O
18 МИР ПИВА № 1 / 2012

АНАЛИТИКА | ЗНАНИЯ | МИР ПИВА
щавелевой кислоты и ионов кальция можно определить путем произведе-ния растворимости. При превыше-нии предела растворимости в осадок выпадает оксалат кальция, который может принимать различные фор-мы – от кристаллов восьмиугольной или крестообразной формы, в виде розетки или призмы до аморфных тел [39, 40]. В большинстве случаев оксалат кальция представляет собой дигидрат, имеющий характерную восьмиугольную форму (почтового конверта). Не так часто встречается моногидрат оксалата кальция, кото-рый меньше дигидрата и может при-нимать различные формы, например, прямоугольную или звездообразную. Моногидрат оксалата кальция повора-чивает плоскость поляризации луча поляризованного света, благодаря че-му может быть различим среди других кристаллов под микроскопом. Окса-лат кальция можно дополнительно определить путем растворения сер-ной кислотой. Путем связи кристал-лов моногидрата оксалата кальция на дне бутылки может образоваться оса-док в форме кольца. При разрушении кольца могут образовываться иглы длиной до 2 см [10] (рис. 3).
Формы и виды помутнений
Различают следующие формы и виды помутнений:
Формы помутненийГленистер и др. [8] подразделяет части-цы мути на следующие категории: хло-пья, ленточки и зёрна (Рис. 4). Хлопья представляют собой тонкие, похожие на пленку частицы неправильной формы. Вероятно, они возникают из коагулированного осадка на повер-хности бутылок или банок. Хлопья склонны к скоплению и слипанию. Они образуют длинные, крупные полосы. Мелкие зерна часто путают с отдельными клетками и бактериями.
Виды помутнений: помутнение от охлаждения – стойкое помутнениеВ пиве различают обратимое
коллоидное помутнение (вследствие сильного охлаждения) и необратимое (стойкое) коллоидное помутнение.Коллоидное помутнение вследс-
твие сильного охлаждения возникает при охлаждении пива до 0 °C и исчеза-ет при его нагреве до 20 °C. Частицы, возникающие при помутнении пива вследствие охлаждения, являются предвестниками стойкого помутне-ния. В отличие от частиц, образу-ющихся при стойком помутнении, частицы, возникающие при помутне-нии вследствие охлаждения, сильно гидратированы. Их размер составляет примерно 0,1 – 1,0 μм [3]. Для частиц, наблюдаемых при стойком помутне-нии, характерны осаждение и колло-идная денатурация [25]. Размер частиц
при стойком помутнении составляет 1-10 μм [3]. Повторное охлаждение и нагревание пива приводит к возникно-вению стойкого коллоидного помут-нения [7, 25]. Помутнение вследствие охлаждения возникает, например, при слабой связи низкомолекуляр-ной молекулы полифенола с белком. Полифенолы особенно склонны к образованию частиц. Если после по-мутнения пива вследствие охлаждения они снова вступают в реакцию, то это способствует образованию стойкого помутнения.Многочисленные исследования
описывают и разъясняют образова-ние помутнений. Ниже описываются некоторые известные теории обра-зования частиц мути (например, при взаимодействии различных групп веществ) и механизмов образования помутнения.
Образование коллоидной мути
Молекулы подвержены броуновскому движению, которое вызывает столк-новение частиц и приводит к посте-пенному повышению дисперсности. Частицы становятся видимыми. Этот вид помутнения обычно возникает при высокой температуре хранения бутылок с пивом и их перемещении. Чем выше молекулярный вес белковой фракции, тем легче она осаждается полифенолами. Количества протеи-на в объеме 2 мг/л достаточно, чтобы вызвать помутнение. Среднее количес-тво протеина в пиве составляет 2 г/л. Этого количества в принципе всегда достаточно для образования частиц, способствующих формированию по-мутнения[3].Основной причиной возникнове-
ния подобных частиц является взаи-модействие полифенолов и протеи-нов [1, 2, 6, 11-13, 17, 22, 18-20, 23, 21, 27, 29-31, 33-35].Макмарроу и др. [18, 20] утвержда-
ют, что в розлитом пиве наблюдаются две стадии образования мути. После стадии покоя начинается линейное образование мути. Существует два объяснения этого явления. Согласно первому, в пиве уже присутствуют комплексы протеинов и полифенолов, но они еще не видны. Это обусловлено химической реакцией, происходящей
Рис. 4 Различные
формы помутнений по
Гленистеру: хлопья,
ленточки и зёрна
Рис. 3 Кристаллы мо-
ногидрата оксалата
кальция, представ-
ленные при прохо-
дящем свете (слева)
и поляризованном
свете (в середине),
кристаллы дигидра-
та оксалата кальция
(справа)
зёрна
хлопья
ленточки
МИР ПИВА № 1 / 2012 19
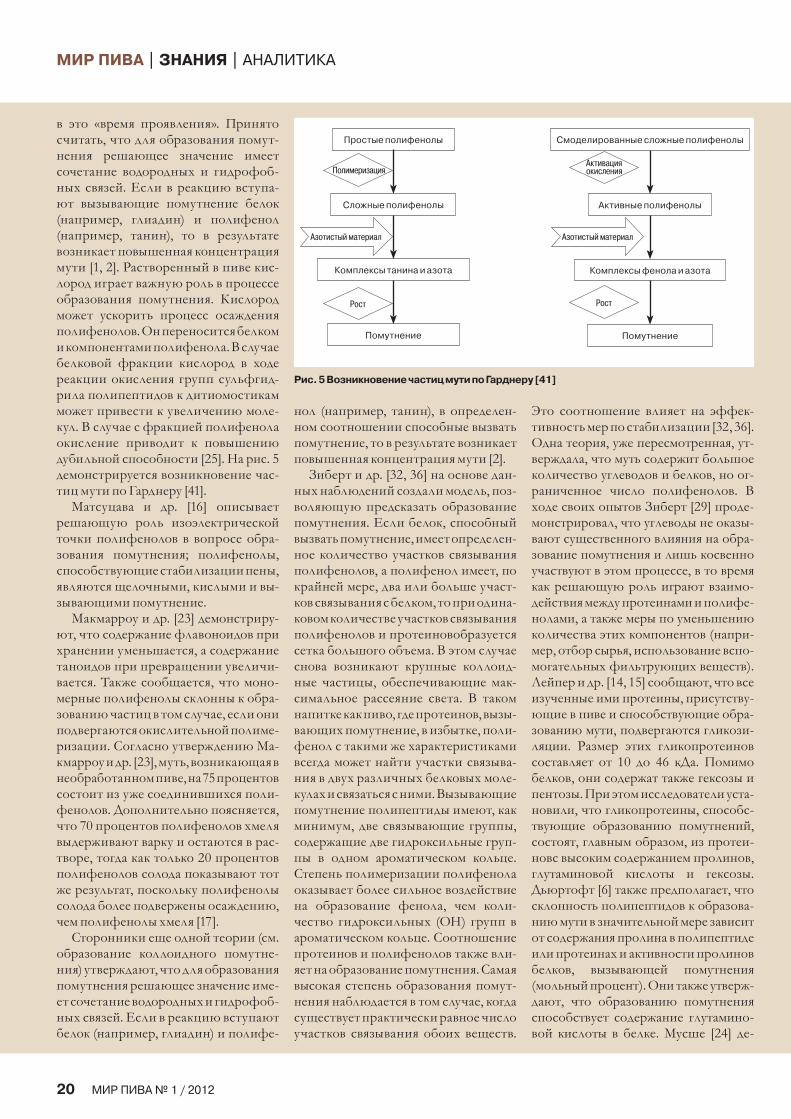
в это «время проявления». Принято считать, что для образования помут-нения решающее значение имеет сочетание водородных и гидрофоб-ных связей. Если в реакцию вступа-ют вызывающие помутнение белок (например, глиадин) и полифенол (например, танин), то в результате возникает повышенная концентрация мути [1, 2]. Растворенный в пиве кис-лород играет важную роль в процессе образования помутнения. Кислород может ускорить процесс осаждения полифенолов. Он переносится белком и компонентами полифенола. В случае белковой фракции кислород в ходе реакции окисления групп сульфгид-рила полипептидов к дитиомостикам может привести к увеличению моле-кул. В случае с фракцией полифенола окисление приводит к повышению дубильной способности [25]. На рис. 5 демонстрируется возникновение час-тиц мути по Гарднеру [41].Матсуцава и др. [16] описывает
решающую роль изоэлектрической точки полифенолов в вопросе обра-зования помутнения; полифенолы, способствующие стабилизации пены, являются щелочными, кислыми и вы-зывающими помутнение.Макмарроу и др. [23] демонстриру-
ют, что содержание флавоноидов при хранении уменьшается, а содержание таноидов при превращении увеличи-вается. Также сообщается, что моно-мерные полифенолы склонны к обра-зованию частиц в том случае, если они подвергаются окислительной полиме-ризации. Согласно утверждению Ма-кмарроу и др. [23], муть, возникающая в необработанном пиве, на 75 процентов состоит из уже соединившихся поли-фенолов. Дополнительно поясняется, что 70 процентов полифенолов хмеля выдерживают варку и остаются в рас-творе, тогда как только 20 процентов полифенолов солода показывают тот же результат, поскольку полифенолы солода более подвержены осаждению, чем полифенолы хмеля [17].Сторонники еще одной теории (см.
образование коллоидного помутне-ния) утверждают, что для образования помутнения решающее значение име-ет сочетание водородных и гидрофоб-ных связей. Если в реакцию вступают белок (например, глиадин) и полифе-
нол (например, танин), в определен-ном соотношении способные вызвать помутнение, то в результате возникает повышенная концентрация мути [2].Зиберт и др. [32, 36] на основе дан-
ных наблюдений создали модель, поз-воляющую предсказать образование помутнения. Если белок, способный вызвать помутнение, имеет определен-ное количество участков связывания полифенолов, а полифенол имеет, по крайней мере, два или больше участ-ков связывания с белком, то при одина-ковом количестве участков связывания полифенолов и протеиновобразуется сетка большого объема. В этом случае снова возникают крупные коллоид-ные частицы, обеспечивающие мак-симальное рассеяние света. В таком напитке как пиво, где протеинов, вызы-вающих помутнение, в избытке, поли-фенол с такими же характеристиками всегда может найти участки связыва-ния в двух различных белковых моле-кулах и связаться с ними. Вызывающие помутнение полипептиды имеют, как минимум, две связывающие группы, содержащие две гидроксильные груп-пы в одном ароматическом кольце. Степень полимеризации полифенола оказывает более сильное воздействие на образование фенола, чем коли-чество гидроксильных (OH) групп в ароматическом кольце. Соотношение протеинов и полифенолов также вли-яет на образование помутнения. Самая высокая степень образования помут-нения наблюдается в том случае, когда существует практически равное число участков связывания обоих веществ.
МИР ПИВА | ЗНАНИЯ | АНАЛИТИКА
20 МИР ПИВА № 1 / 2012
Это соотношение влияет на эффек-тивность мер по стабилизации [32, 36].Одна теория, уже пересмотренная, ут-верждала, что муть содержит большое количество углеводов и белков, но ог-раниченное число полифенолов. В ходе своих опытов Зиберт [29] проде-монстрировал, что углеводы не оказы-вают существенного влияния на обра-зование помутнения и лишь косвенно участвуют в этом процессе, в то время как решающую роль играют взаимо-действия между протеинами и полифе-нолами, а также меры по уменьшению количества этих компонентов (напри-мер, отбор сырья, использование вспо-могательных фильтрующих веществ). Лейпер и др. [14, 15] сообщают, что все изученные ими протеины, присутству-ющие в пиве и способствующие обра-зованию мути, подвергаются гликози-ляции. Размер этих гликопротеинов составляет от 10 до 46 кДа. Помимо белков, они содержат также гексозы и пентозы. При этом исследователи уста-новили, что гликопротеины, способс-твующие образованию помутнений, состоят, главным образом, из протеи-новс высоким содержанием пролинов, глутаминовой кислоты и гексозы. Дьюртофт [6] также предполагает, что склонность полипептидов к образова-нию мути в значительной мере зависит от содержания пролина в полипептиде или протеинах и активности пролинов белков, вызывающей помутнения (мольный процент). Они также утверж-дают, что образованию помутнения способствует содержание глутамино-вой кислоты в белке. Мусше [24] де-
Рис. 5 Возникновение частиц мути по Гарднеру [41]
Простые полифенолы
Полимеризация
Сложные полифенолы
Азотистый материал Азотистый материал
Комплексы танина и азота
Рост Рост
Помутнение Помутнение
Смоделированные сложные полифенолы
Активацияокисления
Активные полифенолы
Комплексы фенола и азота
АНАЛИТИКА | ЗНАНИЯ | МИР ПИВА
МИР ПИВА № 1 / 2012 21
монстрирует в ходе испытаний буфер-ной модели с катехином, что количест-во возникающей мути прямо пропорционально молярному содер-жанию пролина в полипептиде. Коли-чество гомополимеров, не содержащих пролин, не влияет на количество мути. В противовес предыдущим теориям Дадик и др. [5] пришли к выводу о том, что для помутнения не существует оп-ределенного сочетания аминокислот. Помимо описания теорий образования помутнений, могли быть также опреде-лены отдельные протеины, вызываю-щие помутнения, и протеины, которые могут обладать особыми свойствами. Среди белков, способствующих воз-никновению помутнения, могут быть, в частности, названы полипептиды раз-мером от 10 до 40 кДа. Хейгаард [11] обнаружил полипетид с подобными свойствами, размер которого составля-ет примерно 40 кДа, известный как протеин Z. Соренсен и др. [37] открыли полипептид (10 кДа), который влияет на пеностойкость, и назвали его LTP1. Поллок и Азано [2, 28] продемонстри-ровали, что проламины ячменя (горде-ины, размер 10-30 кДа), богатые проли-ном и глутаминовой кислотой, могут связываться с полифенолами хмеля. Азано [2] также удалось установить, что белковые частицы, присутствующие в мути, в основном, возникли на основе гордеинов проламинов ячменя и бога-ты пролином. Вопреки описанным ра-нее теориям, Мусше [24] демонстриру-ет, что частицы, способствующие воз-никновению пены и мути, не связаны друг с другом, и полипептиды, спо-собствующие образованию пены, мо-гут также способствовать возникнове-нию помутнения, и указывает на то, что большая молекулярная масса протеи-нов имеет решающее значение для об-разования частиц.Стоит упомянуть и о том, что нали-
чие тяжелых металлов может стать ката-лизатором окислительной реакции. Кроме того, тяжелые металлы могут спо-собствовать осаждению протеина [25].
Выводы и перспективы
В пиве содержатся более 450 компонен-тов, которые могут образовывать мак-ромолекулы, способные в той или иной степени вызывать помутнение.
Эти группы веществ входят в состав сырья и могут характеризоваться раз-личными свойствами. В качестве структурообразующих элементов и компонентов, важных в органолепти-ческом отношении, они играют важ-ную роль в пиве (как и в других пище-вых продуктах). На протяжении всего процесса пивоварения и его отдельных технологических операций от обра-ботки сырья до получения готового пива эти компоненты постоянно меня-ются [11]. Во время технологических операций вследствие недостаточного расщепления, слишком высокого со-держания кислорода и пр. могут сфор-мироваться предпосылки для образо-вания мути, а при ненадлежащем хра-нении, перевозке и пр. розлитого пива может возникнуть стойкое коллоид-ное помутнение.Проблемы, связанные с помутнением
пива, обнаруживаются только на пос-ледней стадии технологического про-цесса (методом анализа – нефеломет-рии или оптически) при фильтрации, или когда пиво уже розлито в бутылки. Проблема, возникающая при измере-нии степени помутнения пива, связана с тем, что, хотя повышенную мутность нетрудно установить, точную ее причи-ну установить нельзя. Уменьшить или устранить помутнение к этому моменту уже практически невозможно.Идентификация отдельных компо-
нентов помутнения необходима для того, чтобы через них выявить точную причину возникновения помутнения в процессе пивоварения. ■
Литература
1. Asano, K., Hashimoto, N.: Isolation and characterization of foaming pro-teins of beer. Journal of the American Society of Brewing Chemists, 1980, 38 (4), 129-37.
2. Asano, K., Shinagawa, K., Hashimoto, N.: Characterization of haze-forming proteins of beer and their roles in chill haze formation. Journal of the Ame-rican Society of Brewing Chemists, 1982, 40 (4), 147-54.
3. Bamforth, Charles W.: Beer haze. Journal of the American Society of Brewing Chemists, 1999, 57 (3), 81-90.
4. Bamforth, Charles W.: A Brewers Bioche-mistry. The Brewer International, 2001.
5. Dadic, M., Belleau, G.: Beer hazes. I. Isolation and preliminary analysis of phenolic and carbohydrate compo-nents. J. Am. Soc. Brew. Chem., 1980, 38 (4), 154-8.
6. Djurtoft, Robert: Composition of the protein and polypeptide fraction of EBC beer haze preparations. Journal of the In-stitute of Brewing, 1965, 71 (4), 305-15.
7. Esslinger, Hans Michael, Editor: Hand-book of Brewing: Processes, Technolo-gy of Markets. 2009.
8. Glenister, P., Paul, R.: Beer deposits: A laboratory guide and pictorial atlas. J.E. Siebel Son‘s Company Marshall Divisi-on Miles Laboratories, Inc.: 1975.
9. Glidewell, S.M., Deighton, N., Good-man, B.A., Troup, G.J., Hutton, D.R., Hewitt, D.G., Hunter, C.R.: Free radi-cal scavenging abilities of beverages. International Journal of Food Science & Technology, 1995, 30 (4), 535-537.
10. Hartmann, Klaus: Bedeutung roh-stoffbedingter Inhaltsstoffe und pro-duktionstechnologischer Einflüsse auf die Trübungsproblematik im Bier. Freising, Lehrstuhl für Technologie der Brauerei I, 2006.
11. Hejgaard, J.: Origin of a dominant beer protein immunochemical identity with a beta-amylase-associated protein from barley. Journal of the Institute of Brewing, 1977, 83 (2), 94-6.
12. Iimure, Takashi, Nankaku, Nami, Wata-nabe-Sugimoto, Megumi, Hirota, Na-ohiko, Tiansu, Zhou, Kihara, Makoto, Hayashi, Katsuhiro, Ito, Kazutoshi, Sato, Kazuhiro: Identification of novel haze-active beer proteins by proteome analysis. Journal of Cereal Science, 2009, 49 (1), 141-147.
13. Iimure, Takashi, Takoi, Kiyoshi, Ka-neko, Takafumi, Kihara, Makoto, Ha-yashi, Katsuhiro, Ito, Kazutoshi, Sato, Kazuhiro, Takeda, Kazuyoshi: Novel prediction method of beer foam sta-bility using protein Z, barley dimeric alpha -amylase inhibitor-1 (BDAI-1) and yeast thioredoxin. Journal of Ag-ricultural and Food Chemistry, 2008, 56 (18), 8664-8671.
14. Leiper, Kenneth A., Stewart, Graham G., McKeown, Ian P.: Beer polypepti-des and silica gel. Part I. Polypeptides involved in haze formation. J. Inst. Brew., 2003, 109 (1), 57-72.
15. Leiper, K. A., Stewart, G. G., Mc-Keown, I. P.: Beer polypeptides and

22 МИР ПИВА № 1 / 2012
silica gel. Part II. Polypeptides involved in foam formation. J. Inst. Brew., 2003, 109 (1), 73-79.
16. Matsuzawa, K., T., Nagashima: A new hydrated silica gel for stabilization of beer. Tech. Q. Master Brew. Assoc. Am., 1990, 27, 66-72.
17. McMurrough, I., Hennigan, G. P., Cleary, K.: Interactions of proteoses and polyphenols in worts, beers and model systems. Journal of the Institute of Brewing, 1985, 91 (2), 93-100.
18. McMurrough, I., Kelly, R., Byrne, J., O‘Brien, M.: Effect of the removal of sensitive proteins and proanthocyani-dins on the colloidal stability of lager beer. Journal of the American Society of Brewing Chemists, 1992, 50 (2), 67-76.
19. McMurrough, I., Kelly, R., Madigan, D.: Colloidal stabilization of lager beer. Proceedings of the Congress – European Brewery Convention, 1993, 24TH 6 63-72.
20. McMurrough, I., Madigan, D., Kelly, R., O‘Rourke, T.: Haze formation & shelf-life prediction for lager beer. Food Technology (Chicago), 1999, 53 (1), 58-62.
21. McMurrough, I., O‘Rourke, T.: New insight into the mechanism of achiev-ing colloidal stability. Technical Quar-terly – Master Brewers Association of the Americas, 1997, 34 (1), 271-277.
22. McMurrough, Ian, Hennigan, Gerard P., Loughrey, Malcolm J.: Contents of simple, polymeric and complexed flavanols in worts and beers and their relationship to haze formation. Journal of the Institute of Brewing, 1983, 89 (1), 15-23.
23. McMurrough, Ian, Madigan, David, Kelly, Roger J., Smyth, Malcolm R.:
The role of flavanoid polyphenols in beer stability. Journal of the American Society of Brewing Chemists, 1996, 54 (3), 141-148.
24. Mussche, R.: Physico-chemical stabi-lization of beer using new generation gallotannins. Proc. Conv. - Inst. Brew. (Aust. N. Z. Sect.), 1990, 21st 136-40.
25. Narziß, L.: Abriss der Bierbrauerei. 7. Aufl., Wiley VCH: 2005.
26. O’Rourke, T., Ianniello, R., McMur-rough, I., Springle, A. : The role of tannoids in the colloidal stabilization of beer; 25th Conv. Inst. Brew. (Asia Pacif. Sect.), 1998.
27. Parker, Deborah K.: The study of haze formation in freshly packaged and stored beers. Technical Quarterly & the MBAA Communicator, 2007, 44 (1), 23-28.
28. Pollock, J.R.A., Kirsop, B.H., Pool, A.A.: Hordein and its transformation during malting; European Brewery Convention, 7th Congress, 1959, Rome.
29. Siebert, Karl J.: Effects of Protein-Po-lyphenol Interactions on Beverage Ha-ze, Stabilization, and Analysis. Journal of Agricultural and Food Chemistry, 1999, 47 (2), 353-362.
30. Siebert, Karl J.: Protein-polyphenol haze in beverages. Food Technology (Chicago), 1999, 53 (1), 54-57.
31. Siebert, Karl J.: Haze formation in beverages. LWT-Food Science and Technology, 2006, 39 (9), 987-994.
32. Siebert, Karl J., Carrasco, Aurea, Lynn, Penelope Y.: Formation of protein-polyphenol haze in beverages. Journal of Agricultural and Food Chemistry, 1996, 44 (8), 1997-2005.
33. Siebert, Karl J., Lynn, P. Y.: Effect of protein-polyphenol ratio on the size of
haze particles. Journal of the American Society of Brewing Chemists, 2000, 58 (3), 117-123.
34. Siebert, Karl J., Lynn, P. Y.: Effects of alcohol and pH on protein-polyphenol haze intensity and particle size. Journal of the American Society of Brewing Chemists, 2003, 61 (2), 88-98.
35. Siebert, Karl J., Lynn, P. Y.: On the me-chanisms of adsorbent interactions with haze-active proteins and polyphenols. Journal of the American Society of Brewing Chemists, 2008, 66 (1), 48-54.
36. Siebert, Karl J., Troukhanova, Nataliia V., Lynn, Penelope Y.: Nature of Po-lyphenol-Protein Interactions. Journal of Agricultural and Food Chemistry, 1996, 44 (1), 80-5.
37. Sorensen, Steen B., Bech, Lene M., Muldbjerg, Marianne, Beenfeldt, Thorkild, Breddam, Klaus: Barley lipid transfer protein 1 is involved in beer foam formation. Technical Quarterly – Master Brewers Association of the Americas, 1993, 30 (4), 136-45.
38. Walters, M.T., Heasman, A.P., Hughes, P.S.: Comparison of (+)-catechin and ferulic acid as natural antioxidants and their impact on beer flavor stability. Part 2: extended storage trials. Journal of the American Society of Brewing Chemists 1997, 55 (3), 91-98.
39. Zepf, Michael, Geiger, Eberhard: Gu-shingproblematik durch Calziumoxalat. Teil 1. BRAUWELT, 1999, 48, 2302-2304.
40. Zepf, Michael, Geiger, Eberhard: Gush-ingproblematik durch Calziumoxalat. Teil 2. BRAUWELT, 2000, 140 (6-7), 222-223.
41. Gardner, R.J. and McGuiness, J.D., 1977: Complex phenols in brewing – a critical survey. – MBAA Technical Quarterly, Vol. 14 (4), 250-261.
МИР ПИВА | ЗНАНИЯ | АНАЛИТИКА
www.brauweltinternational.com – Archive BRAUWELT Russian(только для абонентов)
Ищете статью на русском языке?Ищете статью на русском языке?
встреч, переговоров с клиентами встреч, переговоров с клиентами ......Для докладов, презентаций,Для докладов, презентаций,Для докладов, презентаций,Для докладов, презентаций,
встреч, переговоров с клиентами ... встреч, переговоров с клиентами ...
МИР ПИВА № 1 / 2012 23
ТЕХНОЛОГИЯ | ЗНАНИЯ | МИР ПИВА
Идентификация квасов
брожения и квасного напиткаЗАЩИТА АУТЕНТИЧНОСТИ КВАСА | Витамины, минералы и
полезные бактерии сейчас используются во всех продуктах
питания и напитках. В настоящее время формируется рынок
продуктов совершенно нового типа. Все большим спросом
пользуются продукты питания, которые за счет добавок или
особой рецептуры обладают профилактическими или оздо-
ровительными свойствами (так называемые функциональ-
ные продукты). Квас – национальный продукт с растущей
популярностью, и, как национальный бренд, нуждается в за-
щите своей аутентичности. Популярность кваса и положи-
тельные ассоциации, связанные с этим продуктом у потреби-
теля, создают стимул не только к маркетингу настоящего, ау-
тентичного кваса, но и порождают многочисленные имита-
ции в виде безалкогольных напитков с консервантами, пище-
выми красителями, подсластителями и ароматизаторами. В
интересах развития и защиты рынка аутентичного кваса
представляются целесообразными усилия в идентификации
компонентов и микрокомпонентов состава кваса.
Авторы: д.т.н., проф. Елисеев М.Н., к.х.н. Па-
талаха А.Е., ГОУ ВПО «Российский экономи-
ческий университет имени Г. В. Плеханова»,
Москва
ОТ ОБОГАЩЕННЫХ ПРОДУКТОВ
советских времен нынешние отличают-ся разве что позиционированием: они предназначены не больным, а следя-щим за своим здоровьем людям со средним доходом и выше. «Рынок обо-гащенных продуктов является моло-дым и динамично развивающимся.» В рамках развития концепции опти-мального питания сформировалось новое направление науки о питании – концепция функционального пита-ния, или концепция функциональной пищи, которая включает разработку теоретических основ, производства,
реализации и потребления функцио-нальных продуктов. В развитых стра-нах сектор функциональных продук-тов и напитков имеет первостепенное значение – это наиболее удобная, ес-тественная форма обогащения орга-низма человека микронутриентами (витаминами, минеральными вещест-вами, микроэлементами и другими компонентами).Как национальный бренд, квас нуж-
дается в защите аутентичности, веро-ятно, в том числе, с применением мето-дов защиты интеллектуальной собс-твенности. В интересах достоверного информирования потребителя, поми-мо научного интереса к углубленному изучению состава и свойств кваса, не-обходимо точно, достоверно и специ-фично охарактеризовать данный про-дукт, т.е. определить параметры аутен-
тичности кваса. Данное направление деятельности впервые проводится для кваса, но является достаточно привыч-ным для ряда продуктов. В качестве примера таковых можно привести со-ки, алкоголь, шоколад и др. Общим для этих продуктов является их популяр-ность, приводящая к соблазну произ-водства имитаций, сравнительная легкость их производства, а также зна-чительная дешевизна имитаций по сравнению с аутентичным продуктом. При этом имитации могут соответс-твовать всем параметрам пищевой бе-зопасности, что ограничивает приме-нение санкций со стороны государс-твенных органов. Нам представляется вполне целесообразным и правомер-ным провести исследования по оценке параметров аутентичности кваса.На основании вышеизложенного
нами было предпринято исследование состава квасов, заведомо являющихся аутентичными, в сравнении с типич-ным квасным напитком.
Анализ и методы
Анализ пяти образцов квасов брожения и одного образца квасного напитка про-водился методом газо-жидкостной хро-матографии и масс-спектроскопии. Образцы: ■ № 1 Квас «брожения опытный – 1»■ № 2 Квас «брожения опытный – 2»■ № 3 Квас «Очаковский»■ № 4 Квас «Никола»■ № 5 Квас «Бочка и кружка»■ № 6 Квасной напиток
«Монастырский».Результаты исследований представле-ны в таблицах 1 – 4. Предварительное инжектирование образцов и анализ экстрактов отгонов квасов выявил на-личие более 50 компонентов, требую-щих хромато-масс-спектрометричес-кой идентификации.Дальнейшие исследования были
направлены на идентификацию ком-
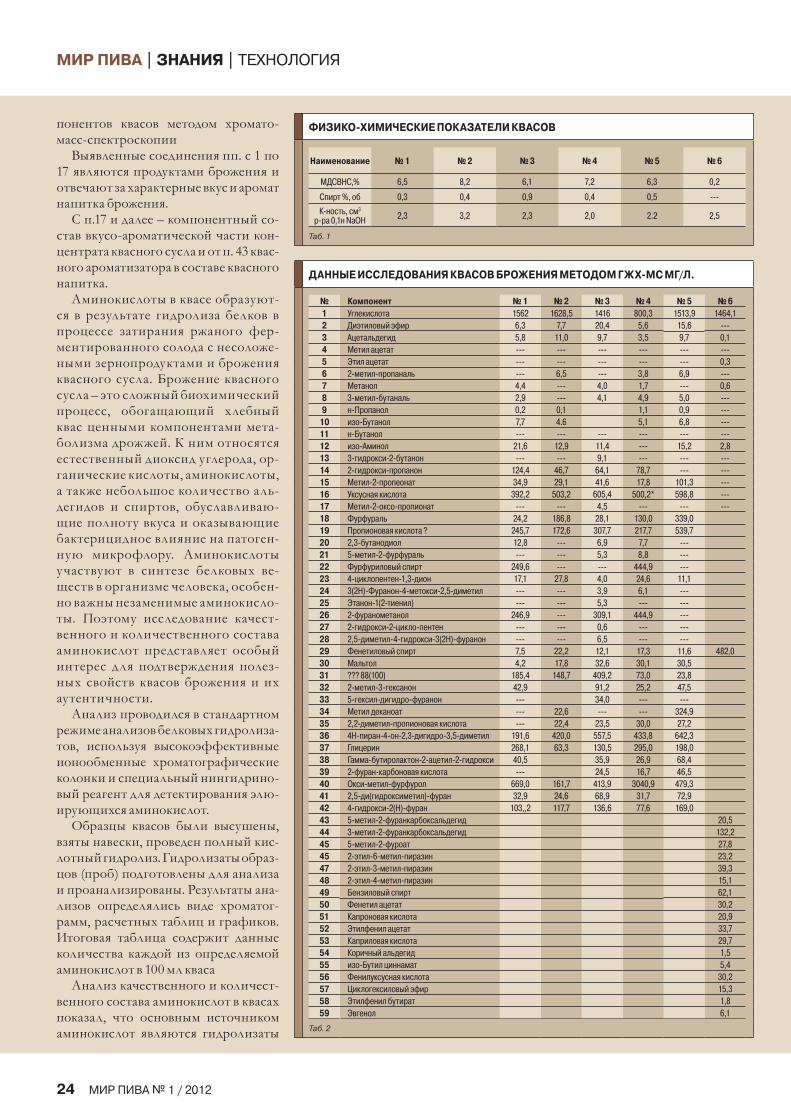
24 МИР ПИВА № 1 / 2012
понентов квасов методом хромато-масс-спектроскопииВыявленные соединения пп. с 1 по
17 являются продуктами брожения и отвечают за характерные вкус и аромат напитка брожения.С п.17 и далее – компонентный со-
став вкусо-ароматической части кон-центрата квасного сусла и от п. 43 квас-ного ароматизатора в составе квасного напитка.Аминокислоты в квасе образуют-
ся в результате гидролиза белков в процессе затирания ржаного фер-ментированного солода с несоложе-ными зернопродуктами и брожения квасного сусла. Брожение квасного сусла – это сложный биохимический процесс, обогащающий хлебный квас ценными компонентами мета-болизма дрожжей. К ним относятся естественный диоксид углерода, ор-ганические кислоты, аминокислоты, а также небольшое количество аль-дегидов и спиртов, обуславливаю-щие полноту вкуса и оказывающие бактерицидное влияние на патоген-ную микрофлору. Аминокислоты участвуют в синтезе белковых ве-ществ в организме человека, особен-но важны незаменимые аминокисло-ты. Поэтому исследование качест-венного и количественного состава аминокислот представляет особый интерес для подтверждения полез-ных свойств квасов брожения и их аутентичности.Анализ проводился в стандартном
режиме анализов белковых гидролиза-тов, используя высокоэффективные ионообменные хроматографические колонки и специальный нингидрино-вый реагент для детектирования элю-ирующихся аминокислот.Образцы квасов были высушены,
взяты навески, проведен полный кис-лотный гидролиз. Гидролизаты образ-цов (проб) подготовлены для анализа и проанализированы. Результаты ана-лизов определялись виде хроматог-рамм, расчетных таблиц и графиков. Итоговая таблица содержит данные количества каждой из определяемой аминокислот в 100 мл квасаАнализ качественного и количест-
венного состава аминокислот в квасах показал, что основным источником аминокислот являются гидролизаты
ФИЗИКО-ХИМИЧЕСКИЕ ПОКАЗАТЕЛИ КВАСОВ
Наименование № 1 № 2 № 3 № 4 № 5 № 6
МДСВНС,% 6,5 8,2 6,1 7,2 6,3 0,2
Спирт %, об 0,3 0,4 0,9 0,4 0,5 ---
К-ность, см3 р-ра 0,1н NaOH
2,3 3,2 2,3 2,0 2.2 2,5
Таб. 1
ДАННЫЕ ИССЛЕДОВАНИЯ КВАСОВ БРОЖЕНИЯ МЕТОДОМ ГЖХ-МС МГ/Л.
№ Компонент № 1 № 2 № 3 № 4 № 5 № 6
1 Углекислота 1562 1628,5 1416 800,3 1513,9 1464,1
2 Диэтиловый эфир 6,3 7,7 20,4 5,6 15,6 ---
3 Ацетальдегид 5,8 11,0 9,7 3,5 9,7 0,1
4 Метил ацетат --- --- --- --- --- ---
5 Этил ацетат --- --- --- --- --- 0,3
6 2-метил-пропаналь --- 6,5 --- 3,8 6,9 ---
7 Метанол 4,4 --- 4,0 1,7 --- 0,6
8 3-метил-бутаналь 2,9 --- 4,1 4,9 5,0 ---
9 н-Пропанол 0,2 0,1 1,1 0,9 ---
10 изо-Бутанол 7,7 4.6 5,1 6,8 ---
11 н-Бутанол --- --- --- --- --- ---
12 изо-Аминол 21,6 12,9 11,4 --- 15,2 2,8
13 3-гидрокси-2-бутанон --- --- 9,1 --- --- ---
14 2-гидрокси-пропанон 124,4 46,7 64,1 78,7 --- ---
15 Метил-2-пропеонат 34,9 29,1 41,6 17,8 101,3 ---
16 Уксусная кислота 392,2 503,2 605,4 500,2* 598,8 ---
17 Метил-2-оксо-пропионат --- --- 4,5 --- --- ---
18 Фурфураль 24,2 186,8 28,1 130,0 339,0
19 Пропионовая кислота ? 245,7 172,6 307,7 217,7 539,7
20 2,3-бутанодиол 12,8 --- 6,9 7,7 ---
21 5-метил-2-фурфураль --- --- 5,3 8,8 ---
22 Фурфуриловый спирт 249,6 --- --- 444,9 ---
23 4-циклопентен-1,3-дион 17,1 27,8 4,0 24,6 11,1
24 3(2Н)-Фуранон-4-метокси-2,5-диметил --- --- 3,9 6,1 ---
25 Этанон-1(2-тиенил) --- --- 5,3 --- ---
26 2-фуранометанол 246,9 --- 309,1 444,9 ---
27 2-гидрокси-2-цикло-пентен --- --- 0,6 --- ---
28 2,5-диметил-4-гидрокси-3(2Н)-фуранон --- --- 6,5 --- ---
29 Фенетиловый спирт 7,5 22,2 12,1 17,3 11,6 482,0
30 Мальтол 4,2 17,8 32,6 30,1 30,5
31 ??? 88(100) 185,4 148,7 409,2 73,0 23,8
32 2-метил-3-гексанон 42,9 91,2 25,2 47,5
33 5-гексил-дигидро-фуранон --- 34,0 --- ---
34 Метил деканоат --- 22,6 --- --- 324,9
35 2,2-диметил-пропионовая кислота --- 22,4 23,5 30,0 27,2
36 4Н-пиран-4-он-2,3-дигидро-3,5-диметил 191,6 420,0 557,5 433,8 642,3
37 Глицерин 268,1 63,3 130,5 295,0 198,0
38 Гамма-бутиролактон-2-ацетил-2-гидрокси 40,5 35,9 26,9 68,4
39 2-фуран-карбоновая кислота --- 24,5 16,7 46,5
40 Окси-метил-фурфурол 669,0 161,7 413,9 3040,9 479,3
41 2,5-ди(гидроксиметил)-фуран 32,9 24,6 68,9 31,7 72,9
42 4-гидрокси-2(Н)-фуран 103,,2 117,7 136,6 77,6 169,0
43 5-метил-2-фуранкарбоксальдегид 20,5
44 3-метил-2-фуранкарбоксальдегид 132,2
45 5-метил-2-фуроат 27,8
45 2-этил-6-метил-пиразин 23,2
47 2-этил-3-метил-пиразин 39,3
48 2-этил-4-метил-пиразин 15,1
49 Бензиловый спирт 62,1
50 Фенетил ацетат 30,2
51 Капроновая кислота 20,9
52 Этилфенил ацетат 33,7
53 Каприловая кислота 29,7
54 Коричный альдегид 1,5
55 изо-Бутил циннамат 5,4
56 Фенилуксусная кислота 30,2
57 Циклогексиловый эфир 15,3
58 Этилфенил бутират 1,8
59 Эвгенол 6,1
Таб. 2
МИР ПИВА | ЗНАНИЯ | ТЕХНОЛОГИЯ

МИР ПИВА № 1 / 2012 25
белков ржи, переходящие в концент-рат квасного сусла. Наибольшая сум-ма аминокислот была выявлена в 7%-ном растворе концентрата квас-ного сусла. Таким образом суммар-ное количество аминокислот во многом зависит от концентрации начального сусла.Состав квасного напитка «Квас Мо-
настырский» в основном определяют три аминокислоты, две из которых входят в состав интенсивного под-сластителя – заменителя сахара ас-партам. Наличие в квасах брожения семи из восьми незаменимых амино-кислот, за исключением триптофана, может указывать на то, что квас явля-
ется биологически полноценным продуктом питания. При этом в «квасных напитках» при-
сутствие аминокислот не является ти-пичным, за исключением, вероятно, аспаргиновой кислоты и фенилалани-нина, образующихся как продукты распада подсластителя аспартам, пред-ставляющего собой бипептид, в состав которого входят упомянутые амино-кислоты. Помимо этого, возможно примене-
ние суперинтенсивного подсластите-ля неотам, также представляющего из себя бипептид, но значительно более устойчивый к разложению, к тому же используемый в значительно мень-
ДАННЫЕ КОЛИЧЕСТВА КАЖДОЙ ИЗ ОПРЕДЕЛЯЕМОЙ АМИНОКИСЛОТ В 100 МЛ КВАСА
Аминокислотный состав квасов (мг в 100 мл)
Аминокислоты № 1 № 2 № 3 № 4 № 5 № 6
Таурин 0,09827 0,2729 0,2369 0,144 0,3141 0,3709
Аспарагин. к-та 0,9132 1,822 2,115 2,562 6,685 10,57
Треонин 0,4643 0,893 1,207 1,199 3,164 0,06442
Серин 0,5574 1,037 1,459 1,341 3,483 0,1593
Глютамин. к-та 3,389 6,825 8,715 8,98 27,33 0,3073
Пролин 2,095 4,248 5,74 5,897 15,07 0,05307
Глицин 1,268 2,5 2,944 3,413 7,927 2,668
Аланин 0,8852 1,491 2,075 2,501 7,115 0,1509
Цистин 0,02605 0,0052 0,02959 0,0276 0,1098 0,01872
Валин 0,7006 1,368 1,756 1,939 5,732 0,08464
Метионин 0,07317 0,1499 0,227 0,2739 0,8382 0
Изолейцин 0,4357 0,7817 1,06 1,188 3,435 0,05786
Лейцин 0,6492 1,181 1,568 1,781 5,002 0,1074
Тирозин 0,02797 0,03301 0,1024 0,1285 0,3182 0,027881
Фенилаланин 0,5052 0,8586 1,132 1,194 3,099 10,1
Х-фен 1,322 5,758 5,857 8,838 5,532 10,14
ОН Лизин 0,1831 0,4094 0,4496 0,6519 1,106 0,126
Оксилизин 0,03728 0,04734 0,07456 0,1178 0,1647 0,02883
Лизин 0,2383 0,3545 0,4897 0,4382 0,9874 0,09232
Этанол-амин 0,07966 0,07638 0,2138 0,08492 0,1009 0,03074
Гистидин 0,1772 0,38 0,4232 0,408 0,9463 0,06186
Аргинин 0,1326 0,215 0,2239 0,1387 0,7318 0,0503
Сумма 14,2584 30,706943 38,09865 43,2496 99,1914 35,270008
Коэффициет корреляции 0,984 0,868 0,922 0,830 0.9,100 0,070
Таб. 3
ших количествах в силу более высоко-го коэффициента сладости.
Заключение
Полученные результаты позволяют с уверенностью судить, что подход к оп-ределению аутентичности кваса, заклю-чающийся в идентификации типичных микрокомпонентов и аминокислот, имеет право на существование. Табли-цы 1 – 4 дают возможность со сравни-тельной легкостью провести дискрими-нацию признаков, присущих только аутентичному квасу и не присущих ему ни при каких обстоятельствах.В частности, это позволяет диффе-
ренцировать безалкогольные напитки, имитирующие вкус кваса, и собственно квас, опираясь на факты, что является беспрецедентным результатом для это-го сегмента безалкогольных напитков.Однако, не все результаты однознач-
ны. Так, ряд микрокомпонентов не удалось идентифицировать с необхо-димой надежностью. Ограниченное число проведенных исследований не всегда позволяет сформулировать ко-личественные пределы содержания микрокомпонентов. Некоторые груп-пы вероятных микрокомпонентов здесь не исследовались или исследова-лись недостаточно, например, органи-ческие кислоты и пептиды, анион-ка-тионный состав и другие.По всей видимости, даже внутри сег-
мента аутентичного кваса вариабель-ность микрокомпонентов, обусловлен-ная разнообразием технологических режимов, сырья и рецептур, достаточно велика. Представляет интерес изучить подобным образом также другие тради-ционные напитки брожения. Это свиде-тельствует о необходимости продолже-ния подобных исследований.По накоплении достаточного коли-
чества данных можно будет прибли-зиться к формулированию набора факторов, позволяющих сформули-ровать требование аутентичности в наборе цифр и фактов. Что, в свою очередь, может привести к появлению нормативной базы в виде стандартов индустрии или государственных стан-дартов. В итоге, аутентичный квас, как национальный бренд, может получить защиту как на индустриальном, так и на государственном уровнях. ■
ТЕХНОЛОГИЯ | ЗНАНИЯ | МИР ПИВА
26 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | СТАБИЛЬНОСТЬ ВКУСА
ПОЯВЛЕНИЕ ГЕТЕРОЦИКЛИ-
ЧЕСКИХ АЛЬДЕГИДОВ в пиве явля-ется результатом протекания реакций Майяра между аминокислотами и реду-цирующими сахарами, а также результа-том карамелизации сахаров. Эти реак-ции идут при приготовлении солода, на этапе его подвяливания и особенно при отсушке, а также при кипячении сусла. При тепловой нагрузке синтез их воз-растает и, соответственно, увеличивает-ся цвет сусла.
2-фурфурол
2-фурфурол имеет порог восприятия 150-200 мкг/л. Образованию фурфуро-ла предшествует синтез 3-дезоксипен-тозона. При протекании реакций Майя-ра он образуется в результате целого ряда реакций, которые начинаются с взаимодействия аминокислот и пентоз. Его появление в солоде и сусле может
Индикаторы вкусовой стабильности пива (часть 3)
Авторы: Дедегкаев А.Т., Баташов Б.Э., Афо-
нин Д.В., ОАО «Пивоваренная компания
«Балтика», Санкт-Петербург, и Соболев В.В.,
аспирант кафедры пищевой биотехнологии
продуктов из растительного сырья СПбГУ-
НиПТ, Санкт-Петербург
ИНДИКАТОРЫ ТЕПЛОВОЙ НАГРУЗКИ | В последней части
статьи об индикаторах вкусовой стабильности пива авторы
рассматривают индикаторы тепловой нагрузки. В пиве обна-
руживают гетероциклические соединения, которые характе-
ризуются интенсивным запахом свежего хлеба или карамель-
ным ароматом. Некоторые из них, в частности альдегиды
2-фурфурол (фурфураль), 5-гидроксиметил-2-фурфурол и
5-метилфурфурол являются индикаторами старения пива,
так как при хранении пива их содержание увеличивается
[10,11,13]. Важно отметить, что образование этих соедине-
ний не связано с протеканием ферментативных процессов, а
носит радикальный характер [7].
также являться результатом карамелиза-ции сахаридов (пентоз) но в этом случае 3-дезоксипентозон непосредственно образуется из пентоз. Согласно литературным источникам,
содержание 2-фурфурола в свежем пиве обуславливается типом солода (табл. 1), термической нагрузкой на сусло во вре-мя его кипячения [3, 4], а также терми-ческой нагрузкой на пиво при его пасте-ризации [9]. Установлено, что при ис-пользовании одной и той же системы кипячения, в частности внутреннего кипятильника, содержание фурфурола в холодном сусле с увеличением вели-чины испарения с 4 до 11% падает за счет испарения c 339 до 274 мкг/л. Во время брожения дрожжи активно вос-станавливают этот альдегид в соот-ветствующий спирт (фурфуриловый спирт), в результате чего в свежем пиве концентрация фурфурола продолжает падать и составляет уже 20-70 мкг/л. Во время пастеризации содержание фур-фурола может возрасти вновь в 10-15 раз по сравнению с исходным пивом. Дальнейшее повышение концентрации фурфурола в пиве происходит во время его хранения. При этом, чем выше тем-пература, тем интенсивнее происходит
этот процесс. Например, при хранении пива в течение 12 недель при температу-ре 20оС содержание фурфурола может возрасти почти в 10 раз – с 25-30 до 190-200 мкг/л. Этот связано с тем, что во время хранения происходит окисление фурфурилового спирта, который в большом количестве образуется при кипячении сусла (от 1,8 до 3,0 мг/л) [6,8].Вместе с тем исследования, прове-
денные авторами, показали, что коли-чество фурфурола в свежем пиве при прочих равных условиях также взаимо-связано с режимом затирания. В част-ности, было исследовано влияние 6 технологических режимов затирания на содержание фурфурола в свежем и ис-кусственно состаренном продукте. Ста-рение пива производили путем выдер-живания образцов напитка в течение 7 дней при температуре 0°С, а затем в те-чение 7 дней при температуре 38°С [10].
Исследованные
технологические режимы
В первом варианте (контроль) затор го-товили путем смешивания солода с во-дой при температуре 56°С. Далее затор со скоростью 1°/мин нагревали до 63°С, выдерживали в течение 10-20 мин. Затем температуру смеси поднимали до 72°С и выдерживали при данной температуре 30 минут, после чего затор нагревали до 76°С и отправляли на фильтрацию. Во втором и четвертом вариантах с целью повышения вкусовой стабильности пи-ва [1] изменили величину рН промыв-ных вод до 5,0 (величину рН затора при этом поддерживали на уровне 5,4), при-чем во втором варианте для этой цели использовали молочную кислоту, а в четвертом – ортофосфорную.В третьем варианте для снижения
серных запахов в пиве в воду для затира-ния и воду для промывки дробины вно-сили галлотаннины (5 г/гл).В пятом варианте для повышения
антиоксидантных свойств затора в воду

МИР ПИВА № 1 / 2012 27
СТАБИЛЬНОСТЬ ВКУСА | ЗНАНИЯ | МИР ПИВА
для затирания добавляли метабисуль-фит калия (5 г/гл).В шестом варианте с целью уменьше-
ния активности липоксигеназы и сни-жения термической нагрузки на сусло затирание начинали с 65°С, а выдержку охмеленного сусла в вирпуле сократили с 20 до 10 мин. Во всех вариантах пасте-ризация пива не проходила.
Результаты экспериментов
Из полученных данных следует (табл. 2), что в свежем пиве наилучшие результаты были получены при снижении терми-ческой нагрузки на сусло (6 режим). Сни-жение величины рН затора также приво-дит к уменьшению концентрации фур-фурола в пиве (с 47 до 16-18 мкг/л), внесение галлотаннина несколько увели-чивает уровень этого компонента. Одна-ко в состаренном продукте только в шестом варианте видна достоверная раз-ница в концентрации фурфурола в пиве.Таким образом, для снижения кон-
центрации фурфурола в пиве во время хранения необходимо повысить темпе-ратуру затирания и сократить длитель-ность выдержки сусла в вирпуле.
5-гидроксиметил-2-фурфурол
и 5-метилфурфурол
5-гидроксиметил-2-фурфурол (ГМФ) и 5-метилфурфурол (5МФ), также как и 2-фурфурол (Ф) являются химическими индикаторами термической нагрузки [11].
ГМФ и 5-метилфурфурол являются промежуточными продуктами в синтезе меланоидинов и карамелизации гексоз. В обоих случаях предшественником в их образовании является 3-дезоксигек-созон. В первом случае эти вещества синтезируются в результате протекания реакций Майяра, которые начинаются с взаимодействия аминокислот и гексоз, в то время как при карамелизации сахаров
3-дезоксигектозон образуется из гексоз при их дегидратации.
5-метилфурфурол
5-метилфурфурол характеризуется низ-ким, по сравнению с фурфуролом и особенно с ГМФ, порогом восприятия – 17 мкг/л. В настоящее время на это соединение обращают особое внима-
СОДЕРЖАНИЕ ПРОДУКТОВ РЕАКЦИИ МАЯЙРА В РАЗЛИЧНЫХ ТИПАХ СОЛОДОВ [5]
ПоказателиТип солода
Светлый Светлый карамельный Темный карамельный
Цвет, ед. ЕВС 4,7 21 120
Показатель ТБК, мг/л 12,3 113 370
Фурфурол, мг/кг 0,320 1,0 3,2
Таб. 1
ВЛИЯНИЕ РЕЖИМА ЗАТИРАНИЯ НА КОНЦЕНТРАЦИЮ ФУРФУРОЛА
И 5-МЕТИЛФУРФУРОЛА В ПИВЕ
Режим
затирания
Концентрация фурфурола
в пиве, мг/л
Концентрация
5-метилфурфурола, мкг/л
Свежее Искусственносостаренное
Свежее Искусственносостаренное
1 47 109 4,3 5,5
2 18 99 2,2 3,2
3 27 103 3,4 5,5
4 16 120 3,6 4,7
5 19 110 3,9 4,8
6 7 79 4,1 4,7
Таб. 2
Недавно разработанная модификация уже известного
и широко применяемого устройства для анализа пива
«FermentoStar», как и предыдущая модель, отличается про-
стотой в обслуживании, прочностью и точностью показаний.
Главными отличиями являются меньший объем проб (при-
мерно 10 мл), цветной дисплей, меньшая продолжитель-
ность измерения и улучшенное соотношение цены/качес-
тва. Наименование устройства – FermentoFlash – связано с
короткой продолжительностью измерения (около 1 минуты
– т. е. 60 измерений в час). Помимо таких параметров, как
содержание алкоголя (массовая и объемная доля), началь-
ное сусло, экстракт и плотность, измеряется также осмосное
давление. Данный параметр в последнее время играет
всё большую роль при изотонической оценке напитков. В
ходе измерения из пробы пива должен быть выпущен газ.
Общие результаты выдаются в виде сообщения, распечатки
FermentoFlash Funke-Gerber c 1904 года
НА ПЕРВОЙ СТРАНИЦЕ
протокола или, при необходимости, через компьютерный
интерфейс. Прибор калибруется с использованием пива, со-
став которого уже известен. Возможно сохранение в памяти
устройства 18 различных типов калибровки (например, пль-
зенское пиво, солодовое пиво, бок-бир и т. д.). Калибровка
для всех составляющих пива (алкоголя, начального сусла,
экстракта и т. д.) осуществляется в один шаг. При этом доста-
точно задать параметры соответствующего образца пива.
Правильное сочетание цены/качества (2000 евро +
НДС) говорит в пользу приобретения подобного прибора.
Funke-Dr.N.Gerber Labortechnik GmbH
Ringstr. 42, 12105 Berlin
Telefon :+49 30 702 006-0, Fax :+49 30 702 006-66
E-mail: [email protected],
Internet: www.funke-gerber.de

28 МИР ПИВА № 1 / 2012
ние при прогнозировании стойкости не только пива, но и соков и других продук-тов, в состав которых входят сахариды и аминокислоты. Установлено, что пиво, которое содержит 5-метилфурфурола 10 мкг/л, имеет стойкость не менее 6 мес. В связи с важностью данного соеди-нения также изучили влияние режимов затирания, приведенных выше, на кон-центрацию 5-метилфурфурола в све-жем и состаренном напитке. Данные экспериментов, приведенные в таблице 2, свидетельствуют о том, что во всех вариантах полученное пиво может хра-ниться в течение 6 мес. без появления карамельного запаха и хлебного арома-та. Не установлено зависимости между образованием 5-метилфурфурола и фурфурола, но при этом обнаружено, что меньше всего образуется 5- метил-фурфурола при подкислении промыв-ных вод молочной кислотой.
5-гидроксиметил-2-фурфурол
5-гидроксиметил-2-фурфурол имеет порог ощущения 100 мг/л. Как правило, светлые сорта пива, а также пшеничное пиво, содержат менее 1 мг/л ГМФ. Пиво верхового брожения (низкоалкоголь-ные сорта) может содержать до 300 мг/л гидроксиметилфурфурола [12]. Уровень ГМФ, также как и Ф, в полу-
продукте и продукте постоянно меняет-ся. В неохмеленном сусле содержится около 1 мг/л ГМФ. После кипячения и охлаждения в охмеленном сусле его кон-центрация составляет 4-7 мг/л. В про-цессе брожения 12%-го сусла содержа-ние ГМФ уменьшается за счет его вос-становления ферментами дрожжей.
00
5 10 15 20 25 30 35
1
2
3
4
После трех месяцев хранения при 30°С концентрация ГМФ вновь возрастает. Также имеются данные о том, что повы-шение концентрации ГМФ и Ф в про-цессе хранения зависит от начального содержания массовой доли сухих ве-ществ в пиве [2,11].Существенное влияние на уровень
ГМФ в пиве оказывают длительность и температура его хранения [7] (рис.1) Таким образом, для снижения в пиве
концентрации 2-фурфурола следует исключить при затирании цитолити-ческую и протеолитическую паузы и сократить время пребывания сусла в вирпуле до 10мин. Содержание в пиве 5-метилфурфурола не зависит от режи-ма затирания.
Литература
1. Дедегкаев А.Т., Афонин Д.В., Ме-ледина Т.В., Соболев В.В.: Влияние режимов затирания солода на со-держание транс-2-ноненаля в пиве. IX международная конференция СПбГУНиПТ, 25-27 ноября 2009 г.
2. Ермолаев С.В., Кочеткова А.А.: Формирование красящих веществ в пивоваренном солоде. Пиво и на-питки, 2007, №6. – с.6-8.
3. Келер, П., Кроттенталер, М, Кесс-лер, М., и др.: Исследование инфу-зионного и декокционного спосо-бов затирания. BRAUWELT Мир пива 2005, 4. -с. 14-23.
4. Кантельберг, Б.: Внутренний кипя-тильник – работает сам. BRAUWELT Мир пива, 2006, 1. с. 34-37.
5. Нарцисс, Л.: Пивоварение. Т.1. Тех-нология солодоращения Л. Нар-
Читайте в журнале полную серию
статьей «Индикаторы вкусовой ста-
бильности пива»:
– Часть 1: «Алифатические и арома-
тические альдегиды», BRAUWELT
Мир пива и напитков, № 2, 2011,
cтр. 81-86.
– Часть 2: «Транс-2-ноненаль»
BRAUWELT Мир пива и напитков,
№ 4, 2011, стр. 155-158.
– Часть 3: «Индикаторы тепловой
нагрузки»
Рис. 1 Зависимость концентрации гидроксиметилфурфурола в пиве от длительности
и температуры хранения
МИР ПИВА | ЗНАНИЯ | СТАБИЛЬНОСТЬ ВКУСА
цисс; перевод с нем. Под общ. ред. Г.А. Ермолаевой и Е.Ф. Шаненко.- СПб.: Профессия, 2007.- с. 584.
6. Нарцисс, Л.: Пивоварение. Т.2. Тех-нология приготовления сусла. 7-е изд., НПО « Элевар», 1992.-с. 349.
7. Шавел, Я., Пазоурек, К. Определе-ние 5-гидроксиметилфурфурола с помощью проточного анализатора Пиво и жизнь 2002, №4(33) с.18- 20.
8. Шавел, Я., Здвихалова, Д.: Роль ами-нокислот и высших спиртов при не-ферментативном окислении пива. public interface Material extends com.ptc.pfc.pfcObject.Child.
9. Яноушек, Я., Басаржова, Г.: Влияние туннельной пастеризации на сен-сорную стабильность пива. Влияние температуры пастеризации, Пиво и жизнь, 2002, №4(33) с. У11-Х1.
10. Guido, L.F., Rodrigues, P.G., Rodrigues, J.A. et al.: The impact of physiological condition of pitching yeast on beer flavor stability: Аn industrial approach. Food Chemistry, 2004, 33, -p.1-5.
11. Madigan, D., Perez, A., Clements, M.: Furanic aldehyde analysis by HPLC as a method to determine heat-induced flavor damage to beer. J.of the Amer.Soc.Brewing Chem, 1998, № 56. – p. 146-151.
12. Thalacker, R., Bahri, G., Silwar, R.: Bildung von Aldehyden durch Lipid-oxidation und deren Bedeutung als „off-flavour“-Komponenten in Bier, Proceeding EBC Congress. Berlin. 1979. –p. 27-41.
13. O’Brien, J., Nurwtein, H.E., Crabbe, M.J.C., Ames, J.M.: The Maillard reac-tion in food and medicina 1. vyd. The royal society of chemistry. Cambridge. UK, 1998.

МИР ПИВА № 1 / 2012 29
АРХИТЕКТУРА | ЗНАНИЯ | МИР ПИВА
Несущая рольПЛИТОЧНЫЕ ПОЛЫ | Производители продуктов питания и
напитков хотят, чтобы полы на их предприятиях, несмотря на
длительное химическое и механическое воздействие, остава-
лись в безупречном состоянии многие годы. Фирма Argelith
Bodenkeramik из cеверной Германии предлагает решения с
учетом различной нагрузки для участков предприятий с повы-
шенными гигиеническими требованиями, для участков повы-
шенной влажности и участков перемещения продукции.
ПОЛЫ ИГРАЮТ НЕСУЩУЮ РОЛЬ в полном смысле слова и составляют основу всего производства – с ними прочно связаны связаны все машины и установки. Ремонт полов требует боль-ших затрат. Если при планировании учесть все требования к полам, это поз-волит предприятиям избежать больших проблем и дополнительных расходов. Помимо удовлетворения санитарно-ги-гиеническим требованиям, полы долж-ны быть безопасными и приятно выгля-деть. Полы из шестиугольной плитки соответствуют всем указанным требова-ниям. Они отлично зарекомендовали себя в следующих трех областях:■ гигиенические участки предприятий;■ влажные участки;■ участки перемещения.
Гигиенические участки
В соответствии с принципами системы управления безопасностью пищевых продуктов (Hazard Analysis and Critical Control Points – анализ рисков и крити-ческие точки контроля, сокр. HACCP), во главу угла здесь ставятся санитарно-гиги-енические требования. Решающее зна-чение имеет долговечность пола, следова-тельно, плитки должны быть прочными. Фирма Argelith Bodenkeramik произво-дит плитки толщиной от 15 мм. Опыт показывает, что в помещениях, где пере-
мещаются автопогрузчики и тележки с грузоподъемными устройствами, реко-мендуется использовать плитки толщи-ной 18 мм, которые повышают безопас-ность при одновременном воздействии воздействие моющих средств и кислот, применяемых на производстве.Плитки фирмы Argelith не покрыты
глазурью. Они нескользкие, немаркие, легко чистятся благодаря низкому во-допоглощению. Плитки из керамог-ранита, обожженные особым образом, выдерживают высокую точечную нагрузку. Соответствие плиток требо-ваниям, предъявляемым к качеству, под-тверждается отметкой mvtec.
Влажные участки
Для влажных участков предназначена шестиугольная плитка Hexalith®, кото-рая благодаря своей округлой форме может использоваться практически под любым уклоном. При ее укладке не об-разуются широкие швы и уступы, как при укладке обычных керамических полов, что позволяет избежать откалы-вания кромок и возникающей в этой связи чувствительности к воздействию кислот и щелочей.Поскольку нет широких швов, то нет
места для застоя грязной воды и хими-катов (в частности, молочной кислоты и раствора едкого натра), которые могли бы оказать отрицательное воздействие на швы. Для бактерий здесь также нет «жизненного пространства». Благодаря размерной точности шестиугольных
плиток ширина шва может быть умень-шена до 2,5 мм, поэтому жидкость, ока-зывающаяся на полу, быстрее стекает в сливное отверстие. Швы являются сла-бым местом полов и должны нагружать-ся как можно меньше.Температурные перепады часто вызы-
вают трещины между покрытием и осно-вой полов: различные коэффициенты расширения строительных материалов в результате теплового воздействия приво-дят к отслоению тонких плиток от осно-вы пола. Плитки из керамогранита тол-щиной 18 мм медленнее воспринимают тепло и дольше прогреваются. Поэтому температура нижней поверхности этих толстых плиток остается постоянной, что предотвращает расширение матери-ала и препятствует образованию трещин.
Участки перемещения
В помещениях с постоянным движением автопогрузчиков и тележек с грузоподъ-емными устройствами обязательным ус-ловием является устойчивость полов к воздействию механических нагрузок. Пол из сплиттерной плитки из-за швов шириной 6-10 мм является источником сильного шума, который, в свою очередь, является результатом ударного воздейс-твия на края плит. В этих местах быстро возникают повреждения, плитки теряют привлекательный внешний вид. Кроме того, существует высокая опасность за-грязнения. Также всегда есть опасность того, что покрытие не сможет выдержать длительные высокие нагрузки и начнет отделяться от основания пола.Шестиугольные плитки обеспечива-
ют защиту всей конструкции пола. Дви-жение нагрузки качения происходит под острым углом к кромке плитки, что снижает до минимума действие соударе-ния с, например, колесами из твердого полимера, и позволяет избежать вибра-ции конструкции пола. Движение по полу, выложенному шестиугольными плитками, происходит плавно и мягко, благодаря чему полы защищены от пов-реждений. Плитки из керамогранита толщиной 18 мм способны выдержи-
Автор: Фолькер Ауфдерхаар, Argelith Boden kera-
mik H. Bitter GmbH, Бад-Эссен

30 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | АРХИТЕКТУРА
вать очень высокие точечные нагрузки. Нагрузка на них распределяется от по-верхности к основанию конусообразно, что снижает нагрузку на подложку.
Безопасность и приятный
внешний вид
На влажных участках отсутствие сколь-жения по поверхности пола так же важно, как и выполнение санитарно-гигиенических требований. Предыду-щие поколения плиток, в частности, прямоугольные плитки из грубой керамики, внешне выглядят не сколь-зкими, однако в процессе их очистки могут возникать определенные трудно-сти. Через несколько лет службы пол может стать черным из-за химических воздействий и следов шин автопогруз-чиков. Покрытия из синтетического материала из-за истирания с годами теряют способность сопротивляться скольжению, становятся гладкими и представляют собой определенный фактор риска. Плитки на основе кера-могранита выполняют оба этих требо-вания благодаря своей сверхпрочности и чрезвычайной твердости.Уже давно прошли те времена,
когда клиенты не допускались в производственные помещения. На-против, сейчас неуклонно растет популярность «стеклянной фабри-ки». Какой застройщик не будет рад показать гостям чистые, технически
безупречные и привлекательные по-лы? И если промышленные полы и покрытия, хотя и выполняют свою задачу, имеют все же именно про-мышленный характер и выцветают под действием химического, терми-ческого и светового воздействия, то плиточные полы после многолетне-го использования выглядят так же, как в первый день.
Размеры плиток
Часто можно слышать, что шестиуголь-ные плитки площадью всего по 10 кв. см. имеют слишком малый размер и слишком большую область шва. В са-мом деле, если рассчитывать область шва в погонных метрах, то она получа-ется больше, чем у крупноформатных плит. Однако шестиугольные плитки имеют настолько точные размеры, что укладка самым обычным виброспосо-бом обеспечивает им чрезвычайно плотное и однородное распределение. Этим объясняется тот факт, что пло-щадь шва, которая рассчитывается в квадратных, а не погонных метрах, ока-зывается существенно меньше, что осо-бенно заметно при использовании рас-твора для заделки швов: при укладке шестиугольной плитки требуется при-мерно полкилограмма эпоксидной смо-лы на 1 кв. м., в то время как при укладке прямоугольной плитки 24 x 11,5 см, при той же толщине плитки и и обычной
Полы в помещениях предприятия, производящего продукты пита-
ния и напитки, испытывают ежедневные интенсивные нагрузки
ширине шва в 6 мм, смолы требуется в четыре раза больше.Кроме того, шестиугольные плитки
могут укладываться «на конус», с накло-нами к сливному отверстию, без усту-пов и без необходимости резки. Эти по-лы выдерживают нагрузку, во много раз превышающую нагрузку, допустимую для альтернативных покрытий.
Экономичность
Другие решения могут оказаться при ре-ализации дешевле керамической плит-ки. Однако необходимо учитывать тот факт, что только керамическая плитка способна выдержать предельные точеч-ные нагрузки и распределять нагрузку по конусообразной траектории в осно-вание пола. В то время как плиточный пол, однажды уложенный, держится практически всю жизнь, для альтерна-тивных вариантов обновление покры-тий требуется зачастую уже через три-пять лет, с соответствующими последс-твиями (приостановка производства, потери рабочего времени, образование пыли, увеличение затрат, проблемы во время восстановительного ремонта, свя-занные с необходимостью демонтажа закрепленного оборудования). Поэтому перед началом строительства здания, в котором будут производиться продукты питания и напитки, рекомендуется про-водить тщательное предварительное планирование. ■
Сточные воды не задерживаются на швах, а текут в сливное
отверстие
МИР ПИВА № 1 / 2012 31
ВОДА | ЗНАНИЯ | МИР ПИВА
ПРОИЗВОДСТВЕННЫЕ ПРО-
ЦЕССЫ на промышленных пред-приятиях по производству продуктов питания и напитков непосредственно связаны с водой. Изменения качество сырой воды, растущий дефицит воды и возрастающие в связи с этим расходы по водоснабжению представляют со-бой серьезные риски для производс-твенных предприятий.
В рамках выставки Brau Beviale 2008 фирма Pall представила новую разра-ботку – микрофильтрационную уста-новку Pall Aria™ FB. Серия установок Pall Aria™ FB была создана специаль-но для предприятий пищевой про-
Повышение качества воды и экономия в ходе водоподготовки
Авторы: Хайнц-Бернд Бекер и Томас Обершельп,
Падерборнская пивоварня, Cramer GmbH & Co.
KG, Падерборн, Кристоф Маурер, Pall GmbH, от-
дел промышленного водоснабжения, Юрген Циль
и Дирк Вебер, Pall GmbH, отдел продуктов пита-
ния и напитков, Бад Кройцнах
МИКРОФИЛЬТРАЦИЯ | Вода является важной составной
частью пищевых продуктов и многообразия производс-
твенных процессов. Для питья и производства продуктов
питания пригодны менее одного процента мировых запа-
сов воды, поэтому промышленные предприятия и обычные
пользователи ведут борьбу за «чистую» воду. Состав воды и
количество частиц, содержащихся в обрабатываемой воде,
могут быть различными в зависимости от типа источника
сырой воды, от предварительной обработки, от требова-
ний, предъявляемых к соответствующим установкам, и
времени года. После удачного запуска пилотного проекта в
ноябре 2009 г. установка Pall Aria™ FB 12 фирмы Pall GmbH
была впервые запущена на одном из пивоваренных пред-
приятий. Целью разработчиков было обеспечение эконо-
мичной водоподготовки и фильтрации.
После удачного завершения пилот-ного проекта в ноябре 2009 г. установка Pall Aria™ FB 12 фирмы Pall GmbH была впервые запущена на одном из пивоваренных предприятий. Она продемонстрировала хорошие экс-плуатационные показатели на протя-жении всего времени тестирования. Установка полностью интегрирована в производственную систему и рабо-тает без вмешательства оператора. Использование данного оборудования позволяет предприятию существенно экономить на издержках и устранить сезонные колебания объема частиц, содержащихся в воде.
Повод к проекту
Падеборнская пивоварня является до-черней компанией пивоваренного предприятия Warsteiner, входящего в мировой концерн Warsteiner. Годовой объем производства предприятия в Падеборне составляет 950 000 гл. Он является вторым по величине пивова-ренным заводом концерна Warsteiner на территории Германии. В среднем объем потребляемой предприятием воды составляет 60 м3/ч. Годовой рас-ход воды составляет около 350 000 м3.Пивоварня владеет собственной сква-жиной, которая в состоянии обеспе-чить требуемую производительность. Однако с давних пор здесь использует-ся вода преимущественно из городс-кой системы водоснабжения, что объ-ясняется сильными колебаниями объема частиц, содержащихся в воде из скважины. Из-за всеобщего ценового давления перед пивоваренным пред-приятием встал вопрос о целесообраз-ности дальнейшего использования воды из городской системы водоснаб-жения и необходимости бурения но-вой скважины. Существенные капи-тальные затраты на бурение новой
мышленности. Установка выполнена из нержавеющей стали с учетом гиги-енических требований, действующих в пищевой промышленности. Она представляет собой модернизирован-ную версию уже известной серии Pall Aria™, которая получила более 550 отзывов по всему миру. Она выполняет все законодательные требования, в том числе, требования директивы ЕС 2002/72/EC.
Проект
В связи с оптимизацией качества воды и производственного процесса в рам-ках данного проекта была поставлена задача реализовать процессы водопод-готовки и фильтрации в теоретичес-кой модели и разработать меры по экономии затрат. Проверка теорети-ческих основ проводилась на пилот-ной установке производительностью 25 м3/ч в течение шести месяцев.

32 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | ВОДА
скважины в размере нескольких сот тысяч евро побудили руководство предприятия рассмотреть дополни-тельные варианты, в частности, пред-ложения о дальнейшем использова-нии уже существующей скважины и уменьшения остаточного осадка и биологического изменения качества воды посредством использования сис-темы Pall Aria™.Для оценки инвестиционных вари-
антов был проведен расчёт экономи-ческой эффективности, при котором за основу было взято требуемое коли-чество воды. После обработки резуль-татов выяснилось, что освоение новой скважины было бы выгоднее, чем дальнейшее использование воды из системы городского водоснабжения, и что применение установки Pall Aria™ для существующей скважины было бы бесспорно выгодным вариантом. Срок возврата инвестиций, вложенных в оборудование фирмы Pall, составлял менее одного года.
Результаты пилотных
испытаний
Пилотные испытания проводились на Падеборнской пивоварне с декабря 2008 г. по май 2009 г. Для эксперимента была выбрана установка Pall Aria™ FB 4 с четырьмя модулями и номинальной производительностью 25 м3/ч.Установка была встроена в действую-
щую систему водоснабжения, благодаря чему очищенная вода могла подаваться непосредственно в основной поток во-ды, что позволяло избежать потерь воды в ходе пилотных испытаний. Установка была оснащена устройством опера-тивной регистрации данных в течение всего периода проведения испытаний. Это устройство позволяло произво-дить квалифицированную обработку результатов испытаний с учетом конс-труктивных особенностей промышлен-ной установки, прототипом которой яв-лялась испытательная установка, а также оценку затрат. В ходе испытаний было обработано 5734 м3 воды из скважины. Установка была оборудована фильтром производительностью 25 м3/ч. Темпе-ратура фильтрата постоянно составляла 10 °C. На рисунке 1 представлена дина-мика регистрируемых производствен-ных данных.
Здесь отображаются показатели трансмембранного давления (ТМД), количества фильтрата и температур-ные показатели. Четко прослежива-ется постоянная характеристика ко-личества фильтрата, которая подде-рживается благодаря поддержанию ТМД на отметке 25 м3/ч. ТМД повы-шалось в течение тестового прогона с 0,7 бар до 1 бара. С периодическими интервалами выполнялась промыв-ка системы смесью воздуха и воды, позволяющая очистить мембраны от поверхностного слоя. Для обес-печения эксплуатации, безупречной в микробиологическом отношении, рекомендовалось проведение регу-лярной химической дезинфекции. Свидетельством выполнения данной технологической операции может служить повышение температуры, представленное на рис. 1. В данном случае химическая дезинфекция проводилась по истечении 15 дней при температуре 40 °C.
Далее вкратце описываются конструк-ция и действие системы Pall Aria™ FB.■ Модули из полых волокон установле-ны вертикально.
■ Полые волокна идут снаружи внутрь в режиме «глухого конца» и выполне-ны из поливинилиденфторида. Про-чная структура волокон позволяет промывать их от двух до четырех раз в час по специальной схеме.
■ Благодаря применяемому методу под названием SASRF (Simultanuous Air Scrubbing Reverse Filtration - одновре-менная обратная промывка с очист-кой воздухом) обеспечивается осо-бенно эффективная механическая очистка модуля с применением не-больших количеств воды. Эта эф-фективная очистка модуля сокращает использование химикатов и обеспе-чивает высокую готовность системы.
0
10
20
30
40
20. 09 27. 09 4. 09 11. 09 18. 09 25. 090
0,5
1
1,5
2
3
3
Рис. 1 Лист регистрации производственных данных в ходе пилотных испытаний
Рис. 2 Установка мембранной фильтра-
ции Pall Aria™ FB 12

МИР ПИВА № 1 / 2012 33
ВОДА | ЗНАНИЯ | МИР ПИВА
■ Особенно важной представляется возможность проверки работоспо-собности модулей, которая реализу-ется с помощью испытаний на герме-тичность сжатым воздухом.
■ Граница разделения используемых мембран определяется индивидуаль-но с учетом требований каждого от-дельного клиента. Результатом явля-ется оптимальное использование энергии, которое составляет менее 0,04 кВт/ч на 1 м3 фильтрата.
Подводя итог, можно констатировать, что система Pall Aria™ FB соответству-ет всем требованиям, предъявляемым к современным установкам мембранной фильтрации:■ экономичный дизайн;■ надежная и безопасная эксплуатация;■ низкое энергопотребление;■ эффективная механическая очистка;■ низкий расход химикатов;■ высокая химическая и механическая устойчивость мембран;
■ соблюдение требований действую-щего законодательства;
■ высокая биологическая стабильность.
Результаты пилотных испытаний в пла-не качества воды и сокращения произ-водственных издержек убедили руко-водство Падерборнской пивоварни в целесообразности данной концепции и необходимости инвестирования в собс-твенную систему Pall Aria™ FB 12.
Опыт промышленного
применения
Промышленная установка была запуще-на в ноябре 2009 г. После завершения пилотных испытаний и перед вводом в эксплуатацию промышленной установ-ки Падерборнская пивоварня пользова-лась установкой, взятой в аренду. Это позволило поддержать положительный эффект экономически выгодного ис-пользования собственной воды. Введе-ние установки, демонтаж гравийного фильтра, а также необходимые работы по организации системы трубопрово-дов выполнялись на действующем пред-приятии без помех для производствен-ного процесса.Промышленная установка Pall Aria™
FB 12 представлена на рисунке 2. Она оборудована двенадцатью модулями Pall Microza UNA 620 C. Производи-тельность установки составляет 70 м3/ч. Площадь установленной мембраны составляет 600 м2. Размеры установки составляют 4,1 м х 1,3 м. Это позволило разместить оборудование в существую-щем здании. Оно заменило песочный фильтр, который перед его установкой был демонтирован. С момента ввода в эксплуатацию установка работа-ет безотказно. Качество фильтрата регулярно перепроверялось собс-твенной лабораторией. В ходе этих проверок рекламаций не поступало. Для соблюдения микробиологических
требований рекомендуется регулярная дезинфекция. Она выполняется в авто-матическом режиме. Оператор может задать выполнение данной операции в те промежутки времени, когда, согласно опыту, используется меньшее коли-чество воды. В случае Падерборнской пивоварни эта операция не оказывает никакого влияния на производство, так как на предприятии имеются значитель-ные резервы воды. На рисунке 3 можно распознать химические промывки на температурных максимумах.Трансмембранное давление (ТМД),
записанное в ходе регистрации данных, было ниже 0,55 бар, благодаря чему энергопотребление в процессе филь-трации составило менее 0,04 кВт/ч. Незначительное повышение ТМД поз-воляет сделать прогноз о том, что хими-ческую очистку установки целесообраз-но проводить лишь раз в год. Эксплуата-ционные расходы (стоимость энергии, вывод промывной воды, замена мемб-ран и стоимость химикатов для очистки) при использовании мембранной систе-мы Pall Aria™ составляют менее 0,05 ев-ро/м3. С учетом амортизации (3% за 10 лет) общие издержки составляют менее 0,12 евро/м3. Благодаря собственному водоснабжению амортизация инвести-ций, включая дополнительные расходы на систему мембранной фильтрации, ввод в эксплуатацию и организацию системы трубопроводов, осуществляет-ся за короткое время.
Вывод
Установка системы Pall Aria™ FB 12 на Падерборнской пивоварне была реа-лизована без помех для производства. Решение о вложении средств в новое оборудование было принято после пи-лотных испытаний. Благодаря перехо-ду на собственную систему водоснаб-жения амортизация инвестиций осу-ществляется в короткие сроки. Система мембранной фильтрации Pall Aria™ FB представляет собой модернизиро-ванную версию уже известной серии Pall Aria™, которая получила более 550 отзывов по всему миру. Благодаря дан-ной установке на Падерборнской пи-воварне появилась современная систе-ма водоподготовки, которая устанав-ливает новые стандарты в сфере оптимизации производства. ■
0
20
40
60
80
0
0,5
1
1,5
2
3
3
Рис. 3 Обработка регистрации производственных данных, полученных в процессе ра-
боты промышленной установки

Monograph 08
Symposium on Brewing, Economics and Technical Management, Frank-furt 1982
EUR 39,90Order-No 0649 EUR 4,95
Monograph 09
Symposium on Biotechnology, Nut-
EUR 43,00Order-No 0651 EUR 4,95
Monograph 14
Symposium on Water in the Brewing Industrie, Zoeterwoude 1988
EUR 36,80Order-No 0719 EUR 4,95
Monograph 15
Symposium Plant Biotechnology, Helsinki 1989
EUR 33,80Order-No 0723 EUR 4,95
Monograph 16
Symposium Separation Processes, Leuven 1990
EUR 43.00Order-No 0726 EUR 4.95
Monograph 17
Packaging, Bremen 1990
EUR 37.90Order-No 0729 EUR 4.95
Monograph 18
cation, Strasbourg 1991
EUR 39.90Order-No 0732 EUR 4.95
Monograph 20
Symposium Instrumentation and Measurement, Copenhagen 1992
EUR 39.90Order-No 0740 EUR 4.95
Monograph 21
1994
EUR 34.80Order-No 0743 EUR 4.95
Monograph 22
Symposium on Hops, Zoeterwoude 1994
EUR 44.00Order-No 0746 EUR 4.95
Monograph 23
Symposium on Malting Technology, Andernach 1994
EUR 39.90Order-No 0747 EUR 4.95
Monograph 24
Symposium on Immobilized Yeast Applications in the Brewing Industry, Espoo 1995
EUR 45.00Order-No 0749 EUR 4.95
For personal advice please contact: „Monographs and Manuals at considerably reduced price“
EBC-Publications …

Manual of Good Practice
Vol. 5: Beer Filtration, Stabilisation and Sterilisation
EUR 115.50Order-No 0771 EUR 49.00
Manual of Good Practice
Vol. 6: Malting Technology
EUR 133.00Order-No 0753 EUR 49.00
Manual of Good Practice
Vol. 7: Fermentation and Maturation
EUR 120.50Order-No 0775 EUR 49.00
Manual of Good Practice
Vol. 8: Water in Brewing Industry
EUR 99.70Order-No 0778 EUR 49.00
Manual of Good Practice
Vol. 9: Wort Boiling and
EUR 119.00Order-No 0790 EUR 49.00
Manual of Good Practice
EUR 109.00Order-No 0792 EUR 49.00
Manual of Good Practice
Vol. 12: Quality
EUR 89.00Order-No 0797 EUR 49.00
Manual of Good Practice
Vol. 13: Mashing and Mash Separation
EUR 119.00Order-No 0798 EUR 49.00
Other titles available on request
… exclusively published by
order formTitle Order-No Copies price per unit total value
All prices are exclusive of
postage and subject to
This is only an extract of our
large assortment of special
For a full review, we’ll send you
a free sample of our catalogue
Name Customer No
Company VAT No
Street
Postcode/City/Country
Date Signature/stamp
Order comfortably online from www.carllibri.com
I would like to pay by
Invoice
Fachverlag Hans Carl GmbH
Fax: ++49(0)911/9 52 85 - 81 42
36 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | КОНГРЕССЫ
Актуальные вопросы пиво-варения – от солода до обеспечения безопасной перевозки грузов7-Й СЕМИНАР БЕРЛИНСКОГО НАУЧНО-ИССЛЕДОВА-
ТЕЛЬСКОГО ИНСТИТУТА ПО ПИВОВАРЕНИЮ (VLB
BERLIN) | С 24 по 27 октября 2011 г. уже второй раз прохо-
дил в Санкт-Петербурге «7-й семинар для производителей
пива и безалкогольных напитков в России», который был,
как всегда, организован Берлинским научно-исследователь-
ским институтом по пивоварению (VLB Berlin). Список тем,
предложенных вниманию почти 100 участников, был обши-
рен. Он включал в себя вопросы, связанные с урожаем пиво-
варенного ячменя, влиянием дрожжей на вкусовые характе-
ристики и пеностойкость пива, производством пивных кок-
тейлей, возможностями экономии затрат на обработку воды
и производство энергии, с обеспечением качества и упаков-
кой. Последний день семинара, помимо обеспечения безопас-
ной перевозки грузов, был также посвящен возможностям
оперативного контроля и складского учета, включая комп-
лектацию в соответствии с заказом клиента и идентифика-
цию тары.
МЕЖДУ ТЕМ, ЕЖЕГОДНО прово-димые в России семинары с практичес-ким уклоном стали для многих участни-ков ожидаемым событием, которое прочно заняло свое место в их деловом календаре. В своей речи д-р Йозеф Фон-тэйн, руководитель VLB Berlin, приветс-твовал и «новичков». Он воспользовался возможностью, чтобы кратко предста-вить VLB Berlin, и с гордостью рассказал о строительстве, которое планируется начать через семь месяцев. Площадь нового здания, сдача которого планиру-ется в 2012 году, составит 5500 м2. В нем будет установлено самое современное
оборудование. Объем инвестиций, вло-женных при поддержке ЕС, составит 30 млн евро.
Солод, хмель и технология
пивоварения
«Сырьевой» день открыл профессор Франк Рат, VLB Berlin, который пред-ставил «термостойкую бета-глюканазу – мировое новшество в традиционных сортах пивоваренного ячменя». Так как при высоких температурах (в частности, при 65°C) ферментативная активность глюканазы прекращается, научные со-
трудники VLB Berlin выбрали из все-мирного банка данных многообещаю-щие генотипы ярового ячменя и в ходе испытаний использовали каждый сорт для производства около 50 г солода. В процессе исследований примерно 95 процентов образцов не демонстрирова-ли никакой активности при 60 °C. Для дальнейших испытаний были отобраны образцы, продемонстрировавшие зна-чительную остаточную активность. Среди всего прочего, проверялась веро-ятность того, что причиной остаточной активности могло быть поражение грибком. Генетические исследования должны были выявить, какие глюканазы отвечают за термостойкость, и оказыва-ют ли условия окружающей среды ка-кое-либо влияние на выращивание яч-меня. Целью исследований является возможность предложить пивоварен-ным предприятиям альтернативу техни-ческим ферментным препаратам.Отвечая на вопрос о качестве ячме-
ня и солода урожая 2011 года, профес-сор Рат отметил, что во многих регио-нах большое количество выпавших осадков увеличило опасность образо-вания микотоксинов. Он рекомендо-вал обратить внимание на надлежащее сухое хранение, дабы не усугубить си-туацию с микроорганизмами.О шансах и рисках применения но-
вых хмелепродуктов слушателям расска-зал Карлос Руиз, HVG Hopfen verwer-tungs genossenschaft e.G. В состав хмеля, отвечающего за горечь и аромат, входят более 1000 компонентов. Однако он не обязательно применяется при произ-водстве каждого сорта пива. В новых хмелепродуктах наиболее эффективно используются определенные компо-ненты. Они призваны способствовать

МИР ПИВА № 1 / 2012 37
КОНГРЕССЫ | ЗНАНИЯ | МИР ПИВА
экономии затрат, обеспечивать произ-водство пива, более устойчивого к воз-действию света, с более стабильной пе-ной, повысить гибкость при многообра-зии сортов на крупных пивоваренных предприятиях. Но все же они не являют-ся чудодейственными средствами, так как их использование таит в себе много подводных камней. Несмотря на слож-ности с дозировкой (передозировка мо-жет, в частности, вызвать металличес-кий привкус и неестественное пенооб-разование, дозировочные насосы долж-ны иметь соответствующие размеры и размещаться надлежащим образом; кро-ме того, не следует допускать растворе-ния компонентов в воде), в повседнев-ной работе незаменим высокопроизво-дительный жидкостный хроматограф. При использовании низовых продуктов должны использоваться две производс-твенные линии: одна из них – для про-изводства обычного пива, а другая – для производства пива с использованием низовых продуктов, так как даже незна-
чительное их количество может привес-ти к изменению вкуса пива. Изомеризо-ванные продукты – в отличие от необра-ботанного хмеля – имеют более низкую устойчивость при хранении и должны обрабатываться азотом перед помеще-нием на склад. Так как изомеризованные продукты меняют матрицу пива, также меняется и его светостойкость, даже в тех случаях, когда при его производстве используются компоненты, устойчивые к воздействию света. По словам К. Руи-за, все эти продукты имеют свои пре-имущества, однако не могут заменить более дорогой хмель. Кроме того, их стоимость также достаточно высока, и они служат иным целям. Большое коли-чество вопросов, поднятых в ходе за-ключительного обсуждения, подтвер-дили тот факт, что эта тема вызывает неподдельный интерес.Д-р Роланд Паль в рамках своего
доклада «Использование первичной энергии в сравнении с потерями соло-дового экстракта» рассказал о том, ког-
да в ходе оптимизации процесса про-изводства целесообразно прекратить фильтрацию. Последний полученный экстракт содержит, помимо большого количества жирных кислот, также не-значительное количество сбраживае-мого экстракта, и для его выпаривания требуются высокие энергозатраты. Как правило, возникает вопрос о разумном соотношении между полученным экс-трактом и затраченной энергией. С помощью известных формул можно определить точку рентабельности фильтрации при соотношении стои-мости энергии и солода.Доклад профессора Лейф-Александ-
ра Гарбэ, VLB Berlin, назывался «Вос-приятие и образование важных арома-тических веществ и постороннего аромата в варочном цехе». В этом до-кладе он наглядно продемонстрировал слушателям, что ароматы, восприни-маемые орто- и ретроназально, а также вкус, влияют друг на друга. Процесс аналитического восприятия в комп-
www.brauweltinternational.com
Authoritative online information servicewith comments and opinion on world beer and beverage affairs
Request your login data at [email protected]
Д-р Й. Фонтэйн в своей приветственной
речи подчеркнул ценность обмена опы-
том, так как этот осенний семинар прочно
занял свое место в деловом календаре
многих участников
Д-р Р. Паль проводил первый день семи-
нара и давал практические рекоменда-
ции о том, как продумать схему исполь-
зования энергии на собственном пивова-
ренном предприятии
Д-р Р. Фольц: Тот, кто хочет полностью
использовать потенциал экономии
энергии и воды, должен привлекать к
сотрудничеству весь персонал пред-
приятия

38 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | КОНГРЕССЫ
лексных смесях, таких, как пиво, (на-пример, посредством наслаивания ароматов, их небольших концентра-ций, летучести) непрост. В варочном цехе летучие ароматы могут рассеи-ваться, но другие ароматы могут по-пасть в пиво и повлиять на его вкус.По словам Роланда Паля, «оптими-
зация теплопередачи» позволяет эко-номить большое количество энергии. Конденсируемый пар отдает присутс-твующую в нем энергию, которую и нужно использовать. Сегодня сущест-вует ряд интересных возможностей использования теплообменников. Он представил системы, которые действу-ют на различных предприятиях, в частности:■ Установка Equitherm фирмы Krones, которая применяется для подогрева затора с использованием воды для охлаждения сусла. При нагреве ис-пользуется вторичная энергия;
■ Охлаждающие каскады фирмы Ziemann;
■ Установка IsoMix фирмы Alfa Laval, которая перекачивает пиво в емкость и таким образом оптимизирует ∆T;
■ Уменьшение массы держателей для бутылок (фирма KHS).
Журнал «BRAUWELT – мир пива и напитков» расскажет об этом подроб-нее в отдельной статье.В рамках заказа VLB Berlin на кон-
сультирование дипломированный инженер Кристоф Уде разъяснил, ка-ким образом можно улучшить пенос-тойкость с точки зрения выбора сырья и технологии в варочном отделении. Сле-дует обратить внимание на температуру и продолжительность замачивания при дроблении увлажнённого солода, а так-
ны в журнале «BRAUWELT – Мир пива и напитков», № 2 и 4 за 2011 год и в этом издании (см. стр. 26).Полезность пива часто оказывает
влияние на процесс подготовки пива к продаже. К сожалению, она с трудом поддается изучению. Д-р Роланд Фольц, VLB Berlin, и его коллега, дипломиро-ванный инженер Томас Тирелл, зани-мались изучением нового состава. Они исследовали влияние C4-дикарбоно-вых кислот и выяснили, что в процессе пивоварения, помимо всего прочего, образуются кислоты C4, янтарная и малеиновая кислоты, которые, в свою очередь, как свидетельствует из меди-цинских публикаций, способствуют выделению кислоты желудочного сока, вызывающей неприятное чувства из-жоги после потребления пива пример-но у 20 процентов населения земного шара. В настоящее время проводятся соответствующие исследования, но отчетливо прослеживается тот факт, что дрожжевой штамм играет в данном случае важную роль.О новых вкусовых ощущениях идет
речь и при создании пивных коктей-лей и ароматизированных напитков на основе пива. Их разнообразные вкусы призваны привлечь новые группы по-купателей; в свете дискуссий на тему алкоголя они также могут представ-лять собой интересное дополнение к ассортименту. Д-р Уве Бирманн из фирмы Ruland Engineering & Consulting GmbH представил обзор существую-щих технических возможностей. Жур-нал «BRAUWELT – мир пива и напит-ков» планирует продолжить эту тему, вызвавшую такой живой интерес. В ходе заключительного обсуждения д-р Бирманн дал технологам такое напутс-
Н. Хайер: Даже простая обвязка кег в грузо-
вых автомобилях способна сделать многое
Доклады с практическим уклоном вызва-
ли интерес почти 100 участников
же температуру затирания солода (в данном случае 62 °C). Концентрация Nkoag может использоваться как индика-тор пеностойкости готового продукта (в данном случае 15-25 мг/л в процессе отбора проб после 50%-го охлаждения и выдержки сусла в вирпуле). Не стоит оставлять без внимания менеджмент дрожжей и температуру хранения. От-рицательное влияние оказывают филь-трующие слои с сильным адсорбирую-щим эффектом и дозировка бентонита при стабилизации.
Технология пивоварения и
менеджмент дрожжей
Праздник по случаю открытия не по-мешал участникам во второй день рано собраться в зале для заседаний и озна-комиться с докладом доктора Михаэля Фоетца «Влияние дрожжевого фер-мента протеиназы A на пену пива». Посредством серии опытов он смог доказать, что, в зависимости от вы-бранного дрожжевого штамма, проте-иназа A оказывает существенное воз-действие на пеностойкость. Если пиво не подвергается термической обработ-ке, на количество протеиназы A следу-ет влиять, используя соответствующие технологические способы.Важность метаболизма дрожжей ши-
роко известна. Жизнеспособность дрожжей имеет большое значение, в том числе, и при формировании сенсорного профиля пива. Профессор Татьяна Ме-ледина из Санкт-Петербургского универ-ситета представила возможности «подде-ржания» дрожжей в процессе производс-тва. Об этом мы также расскажем в отдельной статье. Вопросы сенсорного воздействия были подробно рассмотре-
Д-р М. Фoeтц: Протеиназа A оказывает
существенное влияние на пеностойкость


40 МИР ПИВА № 1 / 2012
МИР ПИВА | ЗНАНИЯ | КОНГРЕССЫ
твие: если при производстве пивных коктейлей используется сахар, то для того, чтобы предотвратить возникно-вение микробиологических проблем, на завершающем этапе производства настоятельно рекомендуется туннель-ная пастеризация. При использовании натуральных соков рекомендуется проводить предварительные испыта-ния. Зачастую соки содержат большое количество полифенолов, которые могут вызвать нежелательное помутне-ние продукта.Во второй половине дня две группы
отправились на производственные экскурсии: одна группа – на пивова-ренный завод «Балтика», вторая - на предприятие «Объединенные пиво-варни Хейнекен». Посещение совре-менных производств стало поводом для профессиональной дискуссии.
Измерительная техника
и розлив
Ведущим третьего дня семинара высту-пил д-р Михаэль Фоетц, который пере-дал слово своему коллеге, доктору Р. Фольцу. Доклад г-на Фольца был посвя-щен возможностям дополнительной экономии затрат в процессе «менедж-мента воды в отделении упаковки». По аналогии с углеродным следом, водный след приобретает все большее значение на фоне критического соотношения ве-личины имеющихся запасов пресной воды и количества населения. Основой разумного экологического поведения является продвинутая система наблюде-ния и контроля, включающая в себя
внутренний и вне-шний аудит, обучение, повышение экологи-ческой сознательнос-ти персонала и визу-альное представление результатов. Важные участки: туннельные пастеризаторы, уста-новки для безразбор-ной мойки и дезин-фекции оборудова-ния, рабочие емкости, установки для мойки ящиков и смазка су-шильных конвейеров.Многие доклады
были посвящены кон-трольному и измерительному оборудо-ванию. В частности, Штеффен Таух-ниц, представляющий фирму Оptek-Danulat GmbH, рассказал о принципе действия поточного фотометра. Мари-на Хофманн, OOО «Хойфт Евразия», представила инспекционные техноло-гии, применяемые для обеспечения целостности продукции и упаковки. Рус-лан Хофманн, VLB Berlin, привел сравнение систем определения кон-центрации кислорода. Дмитрий Болды-рев (фирма Rotech) рассказал об ис-пользовании тестовых кег для диагнос-тики линий розлива в кеги.Связь между экономичностью и ба-
лансом, реалистичностью и необходи-мостью еще раз подчеркнул д-р М. Фоетц, рассказывая о предварительной провер-ке эффективности дезинфицирующих средств как условии их успешного ис-пользования на пивоваренном заводе. Он привел очередное доказательство того, что на каждом предприятии су-ществует собственная «домашняя фло-ра», и только после ее определения можно эффективно устранить вредные факторы. Способность отдельных мик-роорганизмов к адаптации усложняет процесс их распознавания и определе-ния момента, когда происходит подав-ление их жизнедеятельности (ключевое слово – анаэробные биофильтры). В процессе поиска действенного средства дезинфекции для собственного пред-приятия следует изучить обнаруженные микроорганизмы в ходе серии тестов, так как вследствие адаптации они могут отличаться от микроорганизмов, ис-пользуемых в лабораторных условиях.
Доктор Карстен Фритч, Invista Resins&Fibes GmbH, и профессор Лейф-Александр Гарбэ, VLB Berlin, представили в этот день доклады, пос-вященные упаковке. Д-р Фритч проде-монстрировал существующее много-образие барьерных материалов, ис-пользуемых при производстве бутылок для таких напитков, как пиво, фруктовые соки и вино. В сотрудни-честве с VLB проводились тесты, в рамках которых исследовалось сен-сорное воздействие барьерных мате-риалов ПЭТ-бутылок и сохранение стойкости напитков в бутылках, изго-товленных с использованием различ-ных барьерных материалов. Результа-ты этих тестов были представлены в ходе семинара.Профессор Гарбэ рассказал о том,
какое влияние могут оказывать на здо-ровье синтетические мономеры, в час-тности, бисфенол А (ср. «BRAUWELT – Мир пива и напитков», № 3 за 2011 г., стр. 118).В рамках заключительного обсуж-
дения участники задавали также воп-росы, касающиеся использования материала Polyshield при производс-тве ПЭТ-бутылок. На эти вопросы ответил д-р Фритч. В процессе их производства не используется бисфе-нол А. Способность пропускать уль-трафиолетовое излучение у этих ПЭТ-бутылок выше, чем у стеклянных бутылок, но этот момент регулируется путем использования специальных добавок. Что касается цены таких бу-тылок, то здесь стоит отметить тот факт, что количество энергии, ис-пользуемой при выдувании бутылок, идентично количеству энергии, ис-пользуемой при других типах предва-рительного формования, однако сто-имость преформ с учетом дополни-тельной выгоды гораздо выше.
Логистика и упаковка
Последний день семинара был посвя-щен безопасной транспортировке и большому многообразию сортов пива.Норберт Хайер, VLB Berlin, проде-
монстрировал, каким образом незащи-щенная перевозка напитков может представлять опасность для водителя и других участников дорожного движе-ния. В ходе совместной работы с произ-
Торжественный вечер в зале «Советский» гостиницы
«Азимут» – участников приветствуют д-р Й. Фонтэйн и
переводчица Валерия Крехан

МИР ПИВА № 1 / 2012 41
КОНГРЕССЫ | ЗНАНИЯ | МИР ПИВА
водителями грузовых автомобилей бы-ли предприняты попытки решить дан-ную проблему. Особую опасность представляют силы, действующие в бо-ковом направлении. Если палеты недо-статочно хорошо закреплены, и само транспортное средство не обладает требуемой устойчивостью, то это может привести к возникновению опасной ситуации на дороге. Меры безопаснос-ти зависят от того, транспоруются ли ящики, которые качаются, или кеги, ко-торые соскальзывают. В этом случае следует продумать, как и где будут ис-пользоваться рейки, ремни, пленка и обвязка проволокой.О решениях, используемых в про-
мышленности, рассказывали Бернд Тиде, Schmitz Cargobull AG, который представил инновации в области про-изводства седельных тягачей, а также Юрий Лехито и Артем Ширский, Roxor Industries, продемонстрировавшие возможности транспортной упаковки палет на предприятиях, производя-щих напитки.Автоматизированные склады на-
питков и возможности, позволяющие привести их в соответствие с размера-ми и площадью пивоваренного пред-приятия, были темой докладов Анны Каменевой (фирма First Logistik), Лю-бови Стальновой и Антона Уланова (фирма Still Forklifttrucks), а также Ми-хаила Абдилладганова (ОАО «Лебе-дянский»). Обслуживание многоярус-ных складов осуществляется автома-тически, небольшие транспортные тележки (система Autosat) доставляют палеты на определенное место, вилоч-ные погрузчики соответствующей грузоподъемности поднимают груз на любую высоту. Штрих-коды позволя-ют оперативно получить информа-цию о сорте, сроке годности и состоя-нии склада.Инко Панкоке продемонстрировал,
каким образом с помощью RFID-техно-логии можно обеспечить возможность оперативного контроля продукции, поставляемой клиенту, и предотвратить подделку. Вызовом разработчикам явля-ется учет тарных групп (кег). В настоя-щее время проводятся эксперименты с использованием различных транспон-деров, мест размещения и регистрации, для того, чтобы найти решение, прием-лемое во всех отношениях. Хороших
результатов можно достичь путем фор-мирования логических групп.Работа специалистов из фирмы
Knapp Systemintegration GmbH была посвящена комплектации заказов кли-ентов. Кристиан Браунайс и Патрик Хирцер продемонстрировали на примере опытного образца оптичес-кую систему комплектации заказов, позволяющую повысить качество руч-ной комплектации. Подобно нави-гатору, система KiSoft Vision ведет оператора вдоль полок. Руки операто-ра свободны, управление прибором осуществляется индивидуально. Голо-совое распознавание не требуется. Ко-личество ошибок практически равно нулю. Система совместима со всеми программами складского учета.В ходе обсуждения большое количес-
тво вопросов задавалось по поводу транспондеров для кег. При стоимости примерно 2 евро за транспондер пред-ставляется целесообразным их стандар-тное применение, так как в рамках сер-висного обслуживания так и так прово-дится замена фитингов, регистрируются и вводятся в память программы данные о весе и таре. Стандартные дисковые транспондеры отличаются прочностью и без проблем выдерживают процедуру очистки при 120°C.
Выводы
После четырех дней семинара, на про-тяжении которых осуществлялся ин-тенсивный обмен знаниями, новыми идеями и результатами исследований, можно по праву утверждать, что ме-роприятие удалось. Его организация была, как всегда, на высоте. Переводчи-цы Анна Хейдорн, Людмила Линке и Валерия Крехан замечательно порабо-тали и были готовы помочь любому участнику, задававшему вопросы.По мнению участников, VLB и в сле-
дующем году (на этот раз снова в Моск-ве) будет приветствовать многих «реци-дивистов» – как шутливо выразился Й. Фонтэйн в своей приветственной речи. Постоянные и новые участники семина-ра имеют прекрасную возможность не только заслушать доклады, но и завязать дружеские отношения. А обмен опытом между коллегами является весьма цен-ным дополнением.
У. Хауффе
BRAUWELTМир пива и напитков
ISSN 1029-3914
Издатель:ООО «Брау-Эль-Инфо», Москва
Свидетельство о регистрации № 016568
Учредители:Специализированное издательство
«Ханс Карл» ГмбХ, НюрнбергУправляющий: Михаэль ШмиттГермания 90411, Нюрнберг, Андернахер Штрассе 33а, тел.: +49 911 952 85 0,
факс: +49 911 952 85 8120E-mail: [email protected]
www.brauweltinternational.comЗАО НПО «Элевар», Москва
Свидетельство о регистрации № 027327 Генеральный директор: Сергей Анисимов
Россия, 127299, Москва, ул. Клары Цеткин, 4, тел.: +7 495 745 00 00, факс: +7 495 221 84 48E-mail: [email protected]
Главные редакторы:д-р Карл-Ульрих Хайзе, тел.: +49 911 952 85 0Сергей Анисимов,
тел.: +7 495 745 00 00д-р Лидия Винкельманнтел.: +49 911 952 85 58
Редколлегия:Ульрика Хауффе,
выпускающий редактор тел.: +49 911 952 85 25
Михаил Кизилов, Любовь Мамкаева, Людмила ЖарковаОтдел объявлений и распространения:
Кристина БахПрейскурант объявлений № 17 от 1.1.2012 г.
E-mail: [email protected], [email protected]Адрес редакции:
Россия, 127299, Москва, ул. Клары Цеткин 4, тел.: +7 495 745 00 00, факс: +7 495 221 84 48
Перевод, корректура и верстка: MedienTransfer Verlag –
J. Humburg Verlags- GmbH, BremenОтпечатано в типографии:Druckhaus Humburg, Bremen
Подписано в печать: 05.01.2012 г. ООО «Брау-Эль-Инфо»
Выходит 18-й год, 4 раза в год
Перепечатка материалов возможна только с разрешения редакции
с указанием источника
42 МИР ПИВА № 1 / 2012
МИР ПИВА | РЕКЛАМА
Lochner Labor + Technik GmbHHubstraße 24 · D-92334 BerchingTel: 0049 (0) 8462 952296 · Fax: 0049 (0) 8462 952297www.lochner-europe.de · [email protected]
223 86 26223 86 25
Заторные аппараты / mash bath Соложение / malting
Мельничное оборудование / milling equipment
Сырье для безалкогольных напитков / soft drinks raw materials
Определители содержания кислорода / oxygen meters, total package oxygen
СПРАВОЧНИК ПОКУПАТЕЛЯПОСТАВКА И ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ ДЛЯ ПИВОВАРЕНИЯ,
РОЗЛИВА НАПИТКОВ И СМЕЖНЫХ ПРОИЗВОДСТВ
Bühler GmbH, D-92339 Beilngries, GermanyT +49 8461 701-0, F +49 8461 [email protected], www.buhlergroup.com
Продажа
ЧАСТНЫЕ ОБЪЯВЛЕНИЯ
На выставке Sapore 2012, которая будет проходить с 25 по 28 февраля 2012 г. в итальянском Римини, в два раза по срав-нению с предыдущими годами увели-чится выставочная площадь, на которой разместят свои стенды производители напитков. Выставка разрастается и стано-вится местом встречи для всех компаний и специалистов данной отрасли. В пави-льоне Selezione Birra & Be ve rage & Co будут представлены новинки 2012 года. Организаторы выставки учли изменив-шиеся требования рынка и сделали упор на итальянские и зарубежные сорта пива, приготовленные по оригинальной ре-цептуре, а также продукцию, производи-
мую на небольших предприятиях. Потребление пива в расчёте на ду-шу населения на протяжении пос-ледних лет осталось практически на одном уровне, однако измени-лось поведение потребителей. Зна-ния об отдельных продуктах стали пол-нее и разнообразнее. Публика, прежде всего, ищет продукцию, изготовленную по оригинальной рецептуре, а также ни-шевые продукты и пиво с особыми харак-теристиками, например, без глютена.Многие компании разрабатывают но-
вые стратегии и выбирают новые пути в работе с торговыми предприятиями. По этой причине фирмам, оптовым компа-
ниям и представителям отелей, рестора-нов и кафе будет отведено отдельное место в павильоне «Selezione Birra & Be ve-rage»: на «Piazza degli Affari» – «товарной бирже» с «демонстрационными стенда-ми» можно будет попробовать продук-цию различных фирм. Дегустационный бар призван стимулировать продажи раз-личных напитков.
www.saporerimini.it
RIMINI FIERA SPA, RIMINI
Много места для напитков
Продается: Пивоваренные заводы: 1. Спиртовой завод. Дестилятор и ректификатор, 10 000 л в день. 2. Установка
для производства концентратов GEA-Wigand. 3. PET-линия розлива, 16 000 бут.в час. 4. Преформмашины. 5. PET-
Установки для выдува. 6. Тетрапаклинии ТВА 8, 1 500 мл, слимлиния 7. Линия розлива для пива, вина, шампанского,
лимонада. 8. Этикетировочная машина. 9. Наполнитель. 10. Линия розлива в дозы, 60 000 доз в час. 11. Линия
розлива в дозы по 0,33 л, 17000 шт.в час. ZKT
Факс: 0049 / 234 / 90 20 488 · Teл.: 0049 / 234 / 51 62 290 · E-Mail: [email protected]

order formTitle Order-No Copies price per unit total value
All prices are exclusive of
postage and subject to
change without notice.
This is only an extract of our
large assortment of special
literature on beer and brewing.
For a full review, we’ll send you
a free sample of our catalogue
of publications.
Name Customer No
Company VAT No
Street
Postcode/City/Country
Date Signature/stamp
I would like to pay by
Invoice
Please ll in form and send to
Fachverlag Hans Carl GmbH
P-O. Box 99 01 53, 90268 Nürnberg
Fax 9 0 911/9 52 85 - 81 2
-mail fachbuch hanscarl.com
Edited by Joh. Barth & Sohn, 2011, 100 pages, folder
EUR 99.00 Best.-Nr 1456
„A reference guideto the world of hops”
The Hop Aroma Compendium
Order comfortably online from www.carllibri.com
In the last few years, there has been a growth in the number of brewers who wish to rediscover hops in order to better differentiate their beers. They want to know not only the alpha or oil content; they are interested not only in technical values. What they want to know is how the hops smell, what aromas they have and what effect these aromas may have on the nished beer.Joh. Barth & Sohn, the leading provider of hop-related services, has therefore cooperated closely with two world champion beer sommeliers and a perfumist to itemise and describe in detail the aromas of the most important 8 hop varieties from the nited States, Australia and Germany. Discover hops and their incomparable aromas in the inter-ests of beer and of your customers!
A avour guide olume 1
NewNew