1年間のtoc活動内容のまとめ (toc/dbr・営業改革事例) ·...
TRANSCRIPT

株式会社 北四国グラビア印刷管理部 課長・TOCプロジェクトリーダー
木下 和昭
1年間のTOC活動内容のまとめ
(TOC/DBR・営業改革事例)
2012年9月28日
会社概要
社 名 : 株式会社北四国グラビア印刷
事業内容 : 軟包装資材の企画、製造、販売
設 立 : 1976年1月代 表 者 : 代表取締役 奥田拓己
資 本 金 : 4,500万円
従業員数 : 93名売 上 高 : 27.0億円(2011年12月期)事 業 所 : 本社・工場(香川県観音寺市)
営業所(東京都中央区)
取得資格 : ISO9001軟包装衛生協議会認定工場
2

3
お 客 さ ま の 考 え を カ タ チ に す る デ ザ イ ン 企画 。 製 品 ま で の 第 一 工 程 と し て さ ま ざ ま な提 案 を し ま す 。
自 社 製 版 に よ る ロ ス カ ッ ト に よ り 、 他 社 には 真 似 で き な い 納 期 と 品 質 を 提 供 し ま す 。
会 社 の 心 臓 と い え る 重 要 な セ ク シ ョ ン 。確 か な 技 術 で よ り よ い 色 再 現 を 実 現 し ます 。
違 っ た 機 能 を 持 つ 複 数 の フ ィ ル ム を 積 層す る こ と に よ っ て 、 目 的 と す る 機 能 を 実 現さ せ ま す 。
パッケージができるまで

4
仕 上 が っ た フ ィ ル ム を 切 り 分 け る ス リ ッ ト 。新 の 機 械 を 導 入 、 い ろ い ろ な 要 望 に お
応 え で き ま す 。
ロ ー ル 状 の フ ィ ル ム を 袋 の 形 に 加 工 し ます 。 内 容 物 や 用 途 に 応 じ て 、 多 様 な 形 状に 対 応 し ま す 。
商 品 の 終 チ ェ ッ ク を し 、 納 品 日 に 確 実 にお 客 さ ま の 元 へ お 届 け し ま す 。
品 質 管 理 に は 欠 か せ な い 検 品 工 程 。お 客 さ ま の 高 い 要 求 品 質 を 満 た し ま す 。
パッケージができるまで
【5S】
5
【QCサークル】
改善活動
【コストダウン委員会】
6
改善活動

テーマ:TOCプロジェクトの概要
・一人当たり平均残業時間の削減、計画外残業削減・お客様の中でのシェアが上がっている・従業員の意識調査・多能工化の目標達成率・希望納期遵守率
・希望納期と回答納期の乖離日数、出荷ヒット率・トータルでの生産性 : 月次生産量アップ・リードタイム:受注~出荷のリードタイム
製造開始~出荷のリードタイム
製版のリードタイム・稼働率、歩留率向上(ボトルネック工程の)
TOC活動:北四国グラビア印刷の継続的な発展のためにTOC活動を開始したTOC活動の概要
目的○「お任せください」の北四国グラビア印刷になる○社員が働きやすく、売上・利益が向上する会社になる
戦略①工場の負荷と納期が「見える」生産管理・計画のしくみ(TOC-DBR)を整備構築する②ボトルネック工程の徹底活用度合いが見え、改善の重点ポイントが見える改善活動を行う
戦術
①DBR生産管理の仕組み構築を行い「納期・品質・コストの見える化」を行う②ボトルネック工程や重点工程の段取り作業やその他の作業の改善(IE手法等の活用)を行い工数を低減し、改善を実施する工数(人)を捻出する③それによる余力工数を活用し、多台持ちへの取り組み、設備稼働率向上施策、外注取り込みを推進する④構築したもの作りの優位性を顧客の利益創出につなげる、提案型営業活動を実施する
活動スケジュール成功条件(評価基準)

1.プロジェクト全体の進捗状況
成功条件(評価基準) 状況 アウトプット
一人当たり平均残業時間、計画外残業の削減
●受注残の状況・バッファレポートの状況から予定を立てられるようになり、状況に応じ残業・交代勤務などを行えるようになった
12月~2月一人あたり残業時間前年同期比25.5%削減
お客様の中でのシェアが上がっている
●URO(断れない提案)の第1段 様向けの提案が完成した。
再利用可能な知識・ノウハウが完成(顧客ニーズ、各種図表提案書)
従業員の意識調査
●需給計画を立てて(目標270万m)生産体制を敷いた結果、12月以降過重な労働は減少した。●当日出荷が減って仕上、管理業務などの負担が減少した●製造が効率と納期を考慮して日程を組むようになった
・残業時間減少・当日出荷減による作業緩和、ロス減少・製造部門の連携強化
多能工化の目標達成率●2交代を実施するためにチーム間の人の貸し借りなどフレキシブルな人の活用を行った。
印刷工程人員増なく11.6%の増産を達成
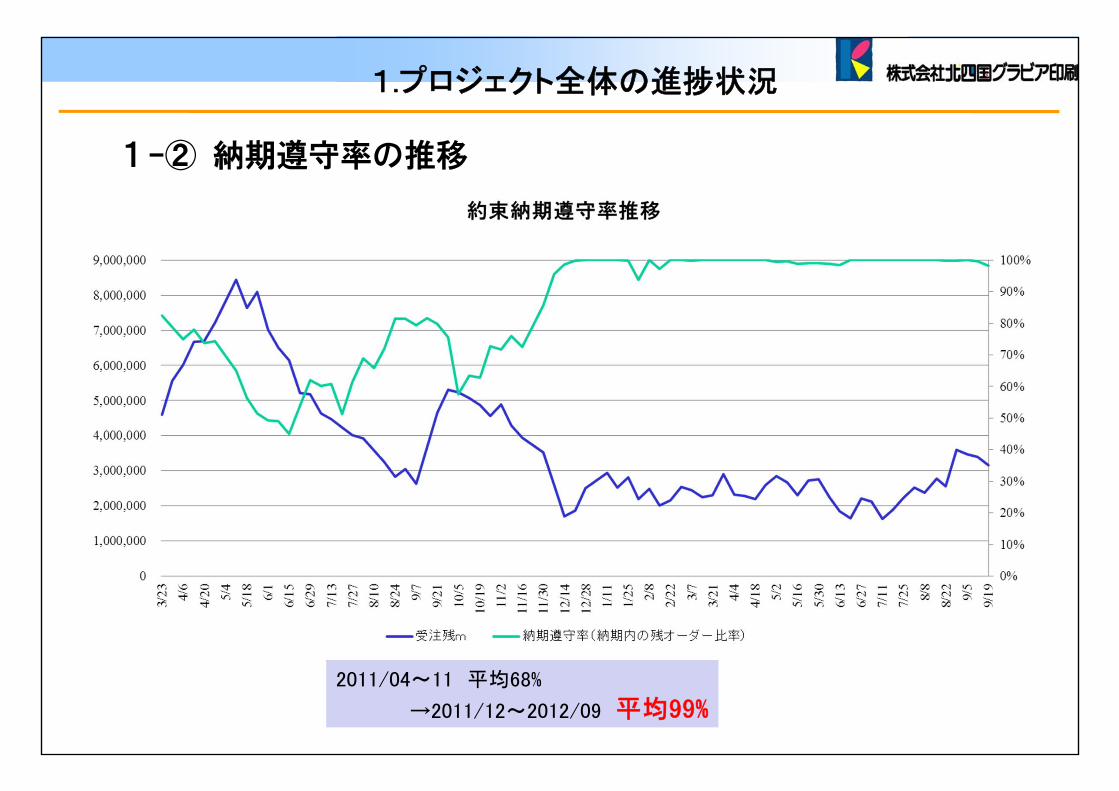
希望納期順守率●受注と負荷のバランスを取った上でバッファマネジメントを行うことで改善ができた
2011/04~11 平均68%→2011/12~2012/08 平均99%に
トータルでの生産性:月次生産量のアップ
●2度の特需に対して、製造で全力で追随できる体制を構築した。
2011年平均印刷量624万m 前年比11%増2011年10月 740万mの生産達成
受注~出荷までのリードタイム
●顧客に対する納期遵守の観点から受注残をコントロールすることで供給期間を短縮した
2011年下半期平均436万m(15.1日)→2012年1~9月平均293万m(11.0日)
製造開始~出荷のリードタイム
●途中工程での入れ替わりが減ることと、バッファマネジメント(白バッファ品を投入しない)ことによって仕掛が減少し、製造リードタイムが短縮された
LT(平均の仕掛滞留)2011年12月~2012年3月
29.2%減少
製版のリードタイム・稼働率・歩留まり率
●標準工程を設定して運用を行うことにした納期11日前の青焼校了を標準として全社の管理体制構築
1-① 全体の進捗状況
1.プロジェクト全体の進捗状況
2011/04~11 平均68%
→2011/12~2012/09 平均99%
1-② 納期遵守率の推移

1.プロジェクト全体の進捗状況
12月~2月一人当たり残業時間
前年同期比 25.5%削減
1-③ 残業時間の推移

1-④ 月次生産量
1.プロジェクト全体の進捗状況
印刷6号機2交代開始 メイン顧客
住所変更東日本大震災
メイン顧客社名変更
2011年平均印刷量624万m/月 前年比11%増2011年10月 740万mの生産達成(過去 高)

1.プロジェクト全体の進捗状況
震災後の爆発的受注増加
印刷6号機2交代開始
メイン顧客住所変更
供給LT算出対象受注残14日間分→10営業日分に変更
2011年下半期 平均436万m(15.1日)2012年1~8月 平均293万m(11.0日)
27.1%減少
1-⑤供給LT(受注~出荷)の推移

2.営業の活動状況
機能や階層ごとの自社製品・サービスへのニーズの洗い出し
顧客内部の矛盾するニーズ→提案の元ネタ
顧客企業の異なる階層や機能
企業
中間商社
機能・担当 営業・デリバリ担当 本社調達部 商品統括部工場
(資材ご担当)工場
(生産管理ご担当)営業
売上を伸ばす 安く買う 売れる商品を作る 資材欠品をなくす 資材の都合で予定を変えたくない 売上を伸ばす
り掛かって欲しい)
納期短縮への対応製品ごとの出荷傾向により手配数量 タイミ
ングを決めたい写真撮影への対応(都内) 注文から納期までの途中経過を知りたい。
本社(営業、生産部)からの急な製造依
頼や変更が多く困る(特にPB品)→どのくら
い急なのか?
売れるデザインの提案をして欲しい 商品
統括 購買に)
仕様問い合わせへの対応 よく動く製品は多めに、あまり動かない製品
は控えめの手配数量を出したいデザイン 版下作成のスピード
後報分の納期回答が早めにほしい。(米飯
課 品香、善通寺)
本社からの次月の製造必要数量の確定が
遅く、工程を組めない
デザイン面でもお客様にPR 提案したい(知
識がなくできない)
青焼き ミマキ出力のスケ
ジュールを知りたい
製品によっては、季節に影響を受けやすい
製品の動向を見て手配したい。(#9、#1
0の )
デザイン 版下作成の精度向上
製品を中心に他の製品の予定
を立てているため、間に合わないと大幅な
変更になる。 中央)
資材が間に合わない場合は少しでも早く情
報が欲しい(いつになるのか、もあわせて)安く資材調達したい
印刷立会いの開始時間を早
知りたい
入荷しにくい原紙の調達をなんとかしてほし
い新しい資材の提案
本部、 向け製品は早めに多くの手配を
頂きにくい。(福島)
歩留まり 作業効率が上がるような資材の
改善、提案
製品企画スタートから発売までのリードタイ
ムをもっともっと短くしたい
校正機or実機での校正刷り
対応が必要なことがある
ロット変更に伴う単価変更に気をつけてほし
い。納品前に連絡がほしい。(→単価1本
化?)
POS間違い、文字間違いなどの版下の不
備をなくす。
本部からの製造予定変更が多い。 中央、
山本、魚沼)
先まで予定を出しているので、早くOKを確
定して欲しい
社内の業務の流れにスピード感がなくなっ
た
希望納期に間に合うようにし
てほしい
改版通知、資材変更連絡がほしい。納品前
に連絡がほしい。低コスト
包材の在庫数を知りたい。(山本、善通寺、
本社、光陽、水の郷(量産)、魚沼(少量多
品種))→本社には一覧を送っているのだ
が
資材在庫は持ちたくない世間の関心が高い分野への取り組み情報
が知りたい(環境など)
注文から納期までの途中経
過を知りたい(納期後報の品
物について、納期に間に合う
かどうか知りたい)
北四国で管理する単価とお客様の単価が
違う場合は連絡が必要。
製品に対しての経験、 識
を活かした提案 「言わんでもわかって や
ろ」)
福山通運よりもヤマトが工場から近いの
で、ヤマトのほうが便利(福島、北海道)
住所変更時、必要なものを作るのではなく、
フィルム残に合わせた生産を指示され、釈
然としない
高く売りたい
飛び込み、変更の多い工場
への対応を改善したい(事前
にもっと情報を集められない
か)
製品の包材の在庫数を知りた
い。
競合他社情報、他の分野での包装資材のト
ピックスなどを知りたい
頻繁に出る製品とそうでない製品があるた
め、予定が立ちにくい。(北海道)
お客様にインパクトのある提案をしたい 魅
力的な製品)
飛び込みが少なくなるように
働きかけをしたい納期は必ず間に合わせる(対 ) もっと頻繁に訪問して欲しい
包材が間に合わない場合は希望納期の一
週間前には連絡がほしい。(善通寺)
福島工場の製品は、常に在
庫がある状態にしておくよう
にできないか →急ぎが
多い
情報が少ない。進行状況を教えて欲しい。
(対 )
常に忙しく、手が足りない
(→手間を取って欲しい?)
不良品が絶対に流出しない体制をとって欲
しい
群馬工場の変更の多さをどう
にかできないか打合せのレスポンスが悪い。(対 ) フィルムについての知識を得たい 納期に間に合わせる
在庫はなるべく持ちたくない 情報のレスポンスが悪いので、北四国と直
接やり取りしたい(対 )色の再現性を向上させて欲しい 安定した品質
製造予定を早く出してほしい 資材を欠品させない。納期に間に合わせ
る。
展示会用など、少量 特急の製品サンプル
製造対応をして欲しい柔軟な納期対応
北四国がスムーズに製造
納品できるようにしたい
POS間違い、文字間違いなどの版下の不
備をなくす。
製品 中身についても)をもっと知って欲
しい改版時、終売時の資材のロスの削減
様の中での仕事の
化をしたい品品質 維持 向上 商品の評判を聞きたい
問い合わせに対するレスポンスが悪いと困
る
納期を早く確定してほしい新しい材質、資材の開発 提案が欲しい 商品のアイデアが欲しい
資材在庫スペースが狭いので、在庫を持ち
たくない
単価を下げてほしい 顧客へ
の交渉が出来ていない) 改版時、終売時の資材のロスの削減 社に を創りたい先まで予定を出しているので、早くOKを確
定して欲しい
北四国と競合にもなりうる状
況での対応のバランストラブル時の対応をもっと迅速正確に 運送にかかるリードタイムの短縮
製品のトレーサビリティ 運送便による破損防止対策
環境に優しい素材の提案 こまめにちょこちょこ納品してほしい
製品に対しての経験、知識
を活かした提案まとめて発注することで単価を下げたい
在庫管理や手配などのサポートをして欲し
い
新製品テスト用の無地サンプルロールが短
納期で欲しい
レギュラー商品にはあまり意識しないが、小
ロット品については眼を光らせる
まとめて発注することで単価を下げたい
株式会社(業務用かつデザインデータ支給がメイン)
普段言われてること
顧客ニーズの棚卸(ニーズギャップ分析)
メイン顧客の関係各部門に、いつも言われていることを中心にニーズをまとめ、相容れない要素(ニーズギャップ)の分析を行った。
2-① 顧客ニーズ把握=ニーズギャップ分析

メイン顧客の両立できないニーズ:ジレンマを解消するアイディアを営業チーム全員で考えた。
2-② 顧客の深いニーズからのアイディア創出=対立解消図
2.営業の活動状況
在庫を持つのか、持たないのか顧客のジレンマ
2-③ 提案アイディア評価と精査=インジェクションマトリクスの作成
2.営業の活動状況
(提案内容:抜粋)
・仕掛指示ではなく在庫を見ながら減った分だけ足す仕組み(VMI)
・メイン顧客スペシャルチームを作って対応、情報を集約、共有してアクションする。
・生産管理、品質保証、購買、製造など社内との連動・在庫数量について取り決めを行う
提案のメリット提案のデメリット
と対策
提案実施の障害中核目的
提案
アイディアを論理的に検証・精査→現実的・具体的な提案内容にブラッシュアップした

<営業活動状況のまとめ>
できたこと
・製造・製版と連動した動きを仕組み化できた・メイン顧客向けの収益化ソリューションの提案を作り上げた・顧客ニーズを抽出し、そこから顧客メリットのある提案を作るための
方法論とツールを手に入れた
今後の課題
・メイン顧客向け提案実行と成果の顕在化・同種のニーズ向け横展開・新規提案の構築・営業の案件管理・セールス力の向上
2.営業の活動状況

3.管理系の活動状況
3-① 受注残シミュレーション
顧客の需要と生産の関係を管理することで、
要求納期に応えるための生産体制を事前にコントロールするための仕組みを作った
(万m)

3.管理系の活動状況
3-② S-DBR実践:製造バッファレポート
生産オーダーを納期基準で単一の優先順位で管理し、納期と効率を両立する管理の仕組みを作った
出力日:2012年09月20日
生産ライン ワークセンタ 更新日
計画期間
No. 区域 侵食率 製番 品番 品名 製品群番号 製品群 現工程 現ワークセン 完成数量 完成予定日
1 0 607% 601754 1044-527-2 印刷(PR) COLOR5-6(1号) 0 07月25日
2 0 494% 601759 1026-118-0 印刷(PR) COLOR3(2号)(C 4000 08月06日
3 0 444% 601756 1044-527-2 ル 印刷(PR) COLOR5-6(1号) 0 08月10日
4 0 444% 601757 1044-528-1 ベ 印刷(PR) COLOR5-6(1号) 0 08月10日
8 0 257% 601764 1050-24-1 小 印刷(PR) COLOR7-8(4号) 13950 09月01日
19 0 107% 198947 1148-202-0 ツ 印刷(PR) 1350mm(6号)( 12000 09月19日
20 0 107% 198948 1148-203-0 キ 印刷(PR) 1350mm(6号)( 8000 09月19日
27 1 94% 198890 101-1488-2 イ 印刷(PR) 1350mm(6号)( 20000 09月20日
31 1 94% 199103 101-2445-0 食 印刷(PR) COLOR3(2号)(C 12000 09月20日
35 1 94% 199042 1301-9-0 ロ 印刷(PR) COLOR3(2号)(C 8000 09月20日
36 1 94% 198889 1335-12-0 亭 印刷(PR) 1350mm(6号)( 12000 09月20日
37 1 94% 198891 1335-13-0 て 印刷(PR) COLOR7-8(4号) 72000 09月20日
49 1 82% 199143 1001-154-4 ル 印刷(PR) COLOR1-2(3号) 4000 09月21日
50 1 82% 199155 1001-18-6 本 印刷(PR) COLOR3(2号)(C 4000 09月21日
51 1 82% 198552 101-2024-2 う 印刷(PR) COLOR1-2(3号) 24000 09月21日
52 1 82% 198798 101-2175-0 印刷(PR) COLOR5-6(1号) 8000 09月21日
60 1 82% 601765 1050-24-1 小 印刷(PR) COLOR7-8(4号) 13950 09月21日
出荷バッファレポート
既定の生産ライン 外注(GAICHU-S) 2012年09月20日
2012年09月21日 ~ 2012年10月12日
3-③ 在庫バッファ管理グラフ
製品A
在庫の推移を監視し、管理基準を明確にすることで、在庫を適正に保つ仕組みを構築し運用した。(代表35アイテム)

3-④ 資材調達状況の改善原紙入荷日と加工日の差異傾向(2012/2/2~2/15 ※検証件数72件)
4
24
16 15
53
1 1 1 2
0
5
10
15
20
25
30
0 1 2 3 4 5 9 10 12 18
加工日と原紙入荷の差異(日)
件数
(件
)
製造予定日まで3日以上在庫となっている原紙が全体の38%
原紙入荷日と加工日の差異の傾向(2012/2/2~3/24 ※検証件数348件)
23
147
99
42
13 8 3 2 1 1 1 3 2 1 20
20406080
100120140160
0 1 2 3 4 5 6 8 9 10 11 12 13 14 18
加工日と原紙入荷日の差異(日)
件数
(件
)
系列1
3.管理系の活動状況
製造予定日まで3日以上在庫となっている原紙が
全体の22%にダウン
After
Before
必要な時に必要な分だけ資材調達する仕組みの構築

3.管理系の活動状況
できたこと
・受注/生産の関係性を見て管理する仕組みができた・S-DBRにより、納期に基づいて生産管理する体制を構築し、
製造LTを29%短縮した。・主要35アイテムの在庫のマネジメント体制を構築した
今後の課題
・さらなるリードタイム短縮と即日納期回答・在庫マネジメントの仕組み化・個別システムの連携・連動と工数の簡略化
<管理系活動状況のまとめ>
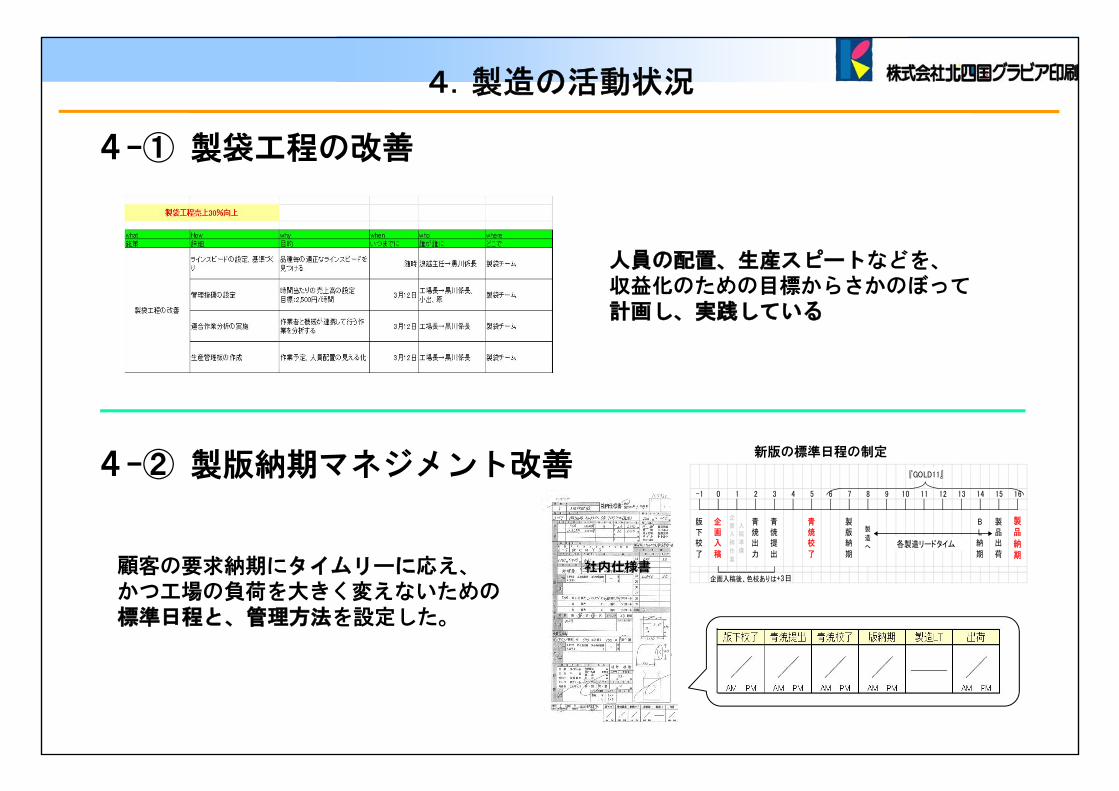
4-① 製袋工程の改善
顧客の要求納期にタイムリーに応え、かつ工場の負荷を大きく変えないための標準日程と、管理方法を設定した。
企
画
入
稿
作
業
入
稿
準
備
企画入稿後、色校ありは+3日
-1 0 1 2 7 8 9 103 4 5 6
製
造
へ
BL納
期
11 12 13 14
製品出
荷
製品
納期
15 16
版下校
了
企画入
稿
青焼出
力
青焼提
出
青焼校
了
製版納
期
『GOLD11』
各製造リードタイム
社内仕様書
新版の標準日程の制定
4-② 製版納期マネジメント改善
4.製造の活動状況
人員の配置、生産スピートなどを、収益化のための目標からさかのぼって計画し、実践している

4-③ 印刷工程の生産のマネジメント
印刷工程の予実績を月次計画に基づいて見える化し、コントロールする体制を構築
4.製造の活動状況
号機 人数 号機 人数
1 3 1 3
2 2 2 2
3 2 (3) 3 2
4 4 (3) 4 3
6 4 6 3+2 (5)
平常時 2交代時
印刷 2交代化による変化
【人員配置】
11.6%増産
【印刷生産量】
一勤時(※) 2交代時
271,485(m/日) 303,065(m/日)
日別生産数量推移 2交代勤務の実施
人員増加無く、11.6%の増産を達成

<活動状況のまとめ>
できたこと
・需要の変動に対応する製造の追随性が向上した(スピード、能力、先回り)
・製袋・製版の業務改善が進捗し、見える化された・製造部門各チームが協力し、スムーズな製造・物流を実現し
仕上がり当日出荷を減少させた
今後の課題
・製袋の工程改善の加速と、人材の定着・育成・さらなる需要増に対応するための生産・調達体制の構築
4.製造の活動状況
5.さらなる成長のために
5-① 残課題
課題1:課題設定および解決の支援を得ることで、問題解決を図ることはできるようになってきた。しかし、自分たちで「問題は何か」を定義して進めることが難しい。
課題2:提案営業内容が少数社向けにとどまっている。広く展開し、かつそのプロセスを管理する必要がある。
課題3:生産管理以外の、在庫管理・営業管理などの諸機能について、仕組化をし、北四国グラビア印刷の業務プロセス上に位置付ける必要がある。
5.さらなる成長のために
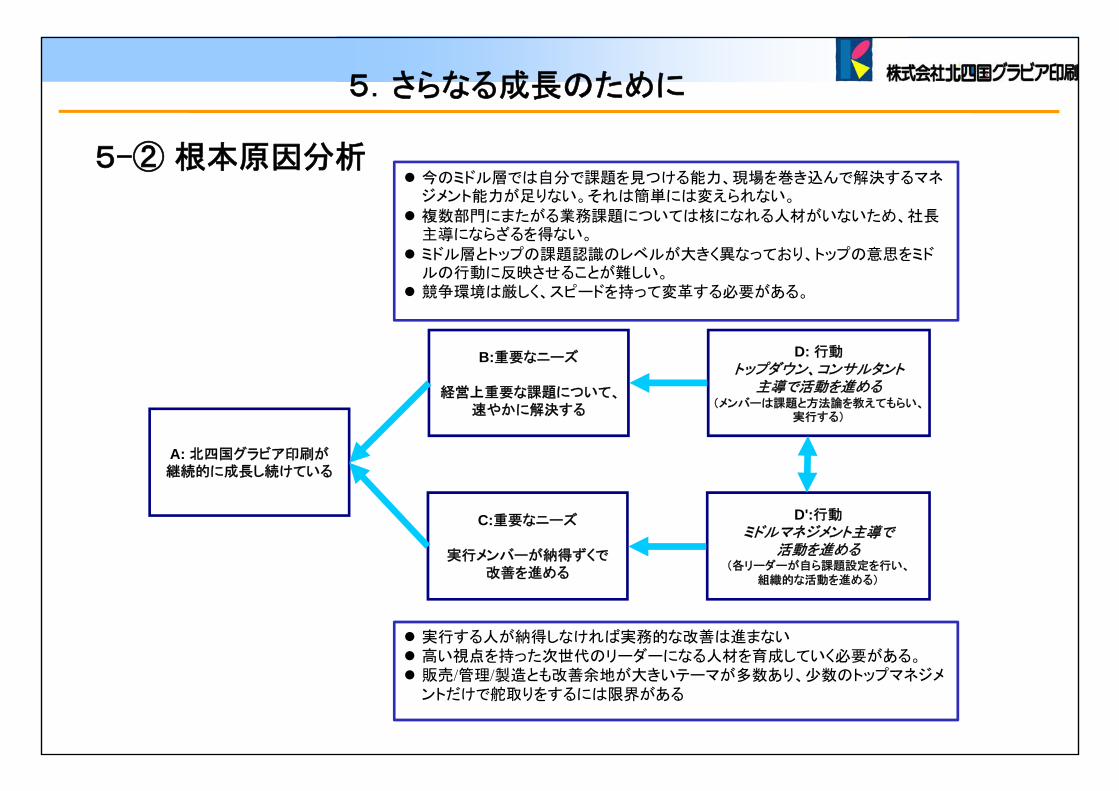
今のミドル層では自分で課題を見つける能力、現場を巻き込んで解決するマネジメント能力が足りない。それは簡単には変えられない。
複数部門にまたがる業務課題については核になれる人材がいないため、社長主導にならざるを得ない。
ミドル層とトップの課題認識のレベルが大きく異なっており、トップの意思をミドルの行動に反映させることが難しい。競争環境は厳しく、スピードを持って変革する必要がある。
実行する人が納得しなければ実務的な改善は進まない高い視点を持った次世代のリーダーになる人材を育成していく必要がある。販売/管理/製造とも改善余地が大きいテーマが多数あり、少数のトップマネジメントだけで舵取りをするには限界がある
A: 北四国グラビア印刷が継続的に成長し続けている
B:重要なニーズ
経営上重要な課題について、速やかに解決する
C:重要なニーズ
実行メンバーが納得ずくで改善を進める
D: 行動トップダウン、コンサルタント
主導で活動を進める(メンバーは課題と方法論を教えてもらい、
実行する)
D':行動ミドルマネジメント主導で
活動を進める(各リーダーが自ら課題設定を行い、
組織的な活動を進める)
5-② 根本原因分析

5.さらなる成長のために
5-③ 対策案
ミドルとトップが協議をすることで、課題や要因・対策について、相互に理解・納得して進めていく
ミドルアップダウン

(参考)人材の成長
*毎日実施している昼ミーティングの様子
【リーダーの成長】部分 適→全体 適へ視点の変換
提案、進言、決断ができるようになり始めた
それを近くで見て感じているチームメンバーへの好影響
(参考)バッファレポート運用後の現場の声
【生産管理】・優先順を明確にし共有できたことで、製造計画の根拠が明確になった。・納期の山と谷が見越せるため、先回りした対応ができるようになった。
【印刷・ラミネート】・やらなければならない案件が明確になり、無駄な生産が減ったと感じる。(ラミ前の仕掛在庫が減った)・当日出荷を減らす取組(昼MTG後のプチMTG)で、後工程が楽になっているので効果があると感じる。
今までは後工程の都合があまり見えていなかったり、見えていてもそれを自分たちの工程に反映できていなかった。・仕事量の山が見越せるようになったので、前進対応できたり、前もって残業が分かるようになった(心の準備も出来る)。・飛び込み特急案件を除いて、急な予定変更が減ったと感じる。
課題・特急案件、飛び込み案件などはバッファレポートに載る前に生産予定が入る。
⇒特急案件の情報共有の仕組みが必要か!・営業⇔生産管理で共有している情報がBRに反映されていないことがある。
よって、BRだけでは判断しにくいと感じることがある。⇒基幹システム内の納期情報の更新が出来ていない!
【仕上】・他工程のリーダーと生産管理に対して、製造計画の調整交渉を毎日直接行えるようになり、流れがスムーズになった。・他工程の人に、当日出荷の問題点・大変さを理解してもらうことができた。・上記の結果、当日出荷を減らす取組への協力が得られやすくなり、結果として当日出荷が減った。
【購買】・生産計画に合わせて原紙納入ができるようになり、無駄な仕掛原反在庫が減った。

(参考)当日出荷が減ったことへの現場の声
●当日出荷が減ったことで・・・【仕上チーム】○スリット・当日出荷が減ったため、1日の中での予定組みの自由度が増した。・当日出荷品の仕上り数量を営業事務に連絡する手間がなくなった。○梱包・出荷時間の制約がなくなり、急かされることが減った(運送便も自社便も)。・梱包仕掛途中の製品が減った。・当日出荷品の仕上り数量を営業事務に連絡する手間がなくなった。(参考)昨年の梱包でのクレーム・工程異常は全て当日出荷の製品で発生。
バタバタ作業していたことも原因の一つと考えられる。よって、不良防止にも効果が期待できる。
【総務チーム】・製品が仕上がってすぐに数量確認して出荷までに伝票発行して・・・というバタバタ減った。
その結果、総務チーム内、また出荷担当との間の業務の流れもスムーズになった。このような割り込み業務が減ることでひとつひとつの作業に集中できるようになった
⇒バッドマルチタスクの解消、効率UP、ミスの削減。
【出荷担当】・仕上がった荷物が降りてくるのを待ってギリギリで作業、ということが減り、
時間を他の業務に充てることができるようになった。・夕方の出荷に荷物が集中することがなくなった。
【営業・営業事務】・現場への仕上り数量確認の問い合わせが減った。・仕事が混んでいる状況でも、お客様に対して納期を後ろにずらす交渉をすることが減った。・以前は受注量・出荷量が多くなってくるとやることが激増して大変な状況になっていた。
今は量が多くても多少の余裕をもって対応できる。

30
ご清聴ありがとうございました