e sostenibilita - appunti sostenibilita e filiera tessile...
TRANSCRIPT
1
Liuc 2014-15 Comptitivita’ e sostenibilita’ - appunti
SOSTENIBILITA’ E FILIERA TESSILE ITALIANA (Aurora Magni )
Premessa
Oggetto dell’analisi è l’industria tessile italiana il cui peso nel complessivo sistema industriale nazionale ed
Europeo è ancora rilevante malgrado i ridimensionamenti subiti dal comparto nell’ultimo decennio.
La tesi è che la sostenibilità rappresenti non solo un argomento etico e coerente con le sollecitazioni poste
da movimenti d’opinione e stakeholder al sistema della moda, ma anche e soprattutto una leva di business
e di recupero di competitività.
Esiste infatti uno stretto legame tra investimenti industriali “green” effettati in risposta a imposizioni di
legge, risparmio di risorse (idriche ed energetiche in particolare), prevenzione di interventi correttivi
(disinquinamento di siti, penalità, compensazioni) e riduzione di costi industriali.
Una lezione che le imprese italiane hanno fatto propria. Non mancano infatti gli esempi virtuosi in questa
direzione1.
Naturalmente ci teniamo a precisare che per sostenibilità non si intende il semplice rispetto dei dettami di
leggi e normative. Ci interessano le strategie di miglioramento continuo assunte volontariamente da una
industria, d aun’organizzazione al fine di migliorare le sue performance ambientali e le sue relazioni con le
comunità con cui interagisce.
Si va infatti diffondendo l’esigenza di distinguere tra greenwashing e politiche d’impresa volte a ridurre
l’impronta ambientale dei processi e dei prodotti. Ci si interroga sull’efficacia delle certificazioni, sulla
necessità di avvalersi di una comunicazione trasparente con linguaggi condivisi, sulla tracciabilità delle
filiere. Un processo non facile che chiede alle imprese (come già avviene per la determinazione qualitativa
dei prodotti e della loro sicurezza) di fissare obiettivi, acquisire dati, elaborarli, monitorarli.
Anche il mondo della moda, abituato per sua natura all’uso di argomenti emozionali e simbolici, sta
imparando ad orientarsi nel complesso mondo delle certificazioni e dei capitolati tecnici. Un percorso che
ha un obiettivo comune: disegnare, produrre, commercializzare ed usare abiti ed accessori ecofriendly,
realizzati con equità sociale e rispetto per l’ambiente.
Nel rapporto si fa riferimento all’attualità del dibattito in corso nelle imprese tessili italiane ma ci si
sofferma soprattutto sulle metodologie (LCA) fornendo indicazioni per l’applicabilità delle stesse alla filiera
tessile. Il caso individuato riguarda la produzione di tessuti cotonieri.
1 Un quadro delle politiche sostenibili assunte nel comparto tessile italiano è ricavabile dai rapporti GreenItaly
elaborati annualmente da Symbola e Unionamere. Si veda in particolare l’edizione 2013
http://www.symbola.net/html/article/rapportogreenitaly2013

2
Si tratta naturalmente di un’esemplificazione scelta per l’importanza che questa fibra ancora ricopre a
livello mondiale2 e per il suo significato nella cultura del fashion.
Una esemplificazione che certo non copre tutte le variabili del ciclo di lavorazione tessile.
La filiera tessile prevede tipologie di processo e pratiche operative che variano anche radicalmente in
funzione delle fibre processate (naturali o man made), della natura del substrato lavorato (filato, tessuto,
maglia, TNT, pizzo, ricamo), della destinazione d’uso (fashion, tessili casa, tessili tecnici) e degli obiettivi che
si vogliono ottenere (estetici, prestazionali, tattili). Descrivere ogni singolo processo nelle sue molteplici
variabili è quindi un’operazione complessa che esula l’obiettivo di questo elaborato che proponiamo come
un primo tassello per ulteriori approfondimenti.
2 Il cotone è la seconda fibra consumata al mondo dopo il poliestere e rappresenta il 31% delle materie prime diffuse a
livello globale (dati: Assofibre Cirfs, 2010)
3
1. Il tessile made in Italy. Una filiera antica e integrata
L’Italia vanta una straordinaria tradizione manifatturiera tessile che si sviluppò nel XIX secolo in particolare
con la nascita di grandi imprese specializzate nella lavorazione del cotone (Piemonte e Lombardia con
concentrazioni nell’ Alto Milanese, a Bergamo e Brescia, Campania), della seta (Como, Lecco, Veneto,
Caserta), della lana (Biella, Prato, Vicenza, Treviso, Perugia), del lino (Bergamo, Brescia). Un modello
economico basato sulla concentrazione in grandi stabilimenti di processi integrati per la lavorazione della
fibra, frutto in molti casi della lungimiranza di investitori stranieri, in particolare svizzeri e tedeschi, attratti
dai vantaggi di costo dell’Italia dell’epoca comunque ricca di una forte tradizione tessile artigiana e di corsi
d’acqua idonei a sostenere le attività manifatturiere3.
Il 900 è inoltre il secolo della sinergia tra industria chimica e tessile che diede vita a progetti avveniristici
come la produzione nel periodo autarchico dei filati artificiali a base cellulosica a Torviscosa e del Lanital,
polimero a base proteica ottenuto dalle eccedenze dell’ industria casearia.
Lo sviluppo delle manifatture tessili sollecitò la nascita di una forte industria meccanica anticipando le
collaborazioni virtuose su cui si articoleranno nei decenni successivi i distretti industriali.
Il secolo successivo vide il superamento della grande impresa verticalizzata a favore della nascita di aziende
di piccole e medie dimensioni specializzate in distinti step produttivi, fenomeno sociale ed economico
spinto da una nuova imprenditoria dinamica e flessibile e che contribuirà fortemente allo sviluppo del
made in Italy.
Oggi l’industria tessile italiana emerge ridimensionata dalla pressione dei competitor internazionali e dalla
crisi finanziaria degli ultimi anni ma mantiene caratteristiche che vanno considerate in quanto in esse
risiedono la forza del modello produttivo italiano e le azioni volte a attribuire valore di sostenibilità alle
produzioni.
In particolare:
mentre si ampliano i processi di internazionalizzazione indotti dalla nuova organizzazione
globale del lavoro e dei mercati, i distretti italiani mantengono un ruolo organizzativo
importante. Consentono infatti alle imprese economie di scala e di scopo, collaborazioni
intersettoriali e apprendimenti condivisi stimolati dalla concorrenzialità interna. Il legame
territorio-impresa mantiene un significato valoriale importante anche in termini di marketing
che viene rafforzato dalla comparazione tessile-food ( slow wear come slow food) basata
sull’equivalenza “buono e bello” come intagible assest del made in Italy,
3 Oltre a produrre la forza motrice per il funzionamento delle macchine, i fiumi e torrenti presso i quali venivano costruite le
imprese tessili fornivano acqua per i processi di nobilitazione ed accoglievano i reflui delle attività produttive. La caratteristica
qualitativa dell’acqua stessa è alla base dello sviluppo di determinate tipologie d’impresa come nel caso dei lanifici biellesi che si
avvantaggiarono di acque a basso contenuto di calcare, ottime per il lavaggio delle lane di pregio.
4
la centralità del prodotto (creatività, innovazione, performances) nelle strategie d’impresa, si
traduce non solo nell’attenzione riservata all’ideazione del campionario, ma anche nella
caratterizzazione merceologica dei materiali e dei processi che ne sono alla base. Una cultura
estetica e tecnica che si avvale della prassi diffusa seppur non formalizzata della ricerca e
sviluppo (R&D).
l’imponente penetrazione commerciale in Europa di semilavorati e manufatti tessile prodotti in
Asia a seguito della chiusura dell’accordo Multifibre, ha fatto emergere il problema della
sicurezza del prodotto e della salute del consumatore. L’adozione, da parte delle imprese
italiane del regolamento Reach, il rispetto delle leggi ambientali, il ricorso alle certificazioni
ambientali volontarie, contribuiscono a definire il made in Italy non solo in funzione della sua
valenza culturale ma anche come espressione di un sistema produttivo sicuro per gli utilizzatori
e meno impattante ecologicamente.
E’ in questo scenario che si colloca l’approccio delle imprese italiane del BtoB alla sostenibilità.
Tre macro fattori ne sono alla base:
1. Necessità di contenere i costi di produzione attraverso la riduzione dei consumi energetici, idrici,
delle sostanze chimiche di processo, dei volumi di materiali processato negli impianti di
depurazione, degli scarti,
2. Ricerca di argomenti volti a differenziare il proprio prodotti inserendolo in una nuova narrazione
culturale ed emozionale, quella della sostenibilità, avvicinando così consumatori “evoluti e
sensibili”,
3. Adeguamento delle proprie collezioni alle richieste che i committenti (brand della moda e della
distribuzione) avanzano nella formalizzazione del contratto d’acquisto e che riguardano
prevalentemente l’assenza di determinate sostanze chimiche riconosciute come inquinanti e/o
pericolose per il consumatore.
Pur non mancando casi in cui la sostenibilità è utilizzata dalle aziende come argomento di marketing non
sostenuto dalla necessaria documentazione tecnica a prova di quanto dichiarato4, le imprese italiane che
approcciano la sostenibilità si avvalgono di una cultura del total quality e delle certificazioni aziendali e di
prodotto introdotta e metabolizzata nei decenni precedenti.
Da questo punto di vista la sostenibilità è una evoluzione dei processi di analisi e di miglioramento continuo
introdotti dalla cultura della qualità ed un ampliamento dell’approccio ad una dimensione extrasettoriale
4 Contro il greenwashing l’Istituto di Autodiscipliana Pubblicitaria ha recentemente varato un regolamento che non
consente uso di espressioni che richiamino valori green ed etici nella pubblicità di un prodotto senza disporre di prove
documentato a sostegno di quanto affermato (art. 12 e 12bis, febbraio 2014)
5
integrata che coinvolge l’ambiente circostante ma anche altri soggetti della filiera produttiva: i fornitori e i
clienti.
Sarebbe poco realistico descrivere le strategie di miglioramento ambientale in atto nel comparto tessile
italiano come risultato solo di una nuova e diffusa sensibilità ecologista.
Senza sottovalutare le motivazione culturali ed etiche alla base del crescente impegno delle imprese tessili
italiane sul fronte della sostenibilità, è corretto riconoscere un ruolo anche alle pressioni esterne al sistema
indotte in particolare dai movimenti ambientalisti internazionali. Le campagne attivate in particolare da
Greenpeace in questi anni ed in particolare Detox, iniziativa di pressione mediatica mediante la quale viene
richiesto ai brand della moda di eliminare 11 sostanze chimiche 5 dai processi produttivi (assumendosi così
precisi impegni nella gestione della supply chain) ha nel contempo mostrato il sistema certificatorio come
non sufficientemente garantista in merito alla non tossicità di materiali realizzati e indotto le imprese
committenti ad elaborare propri capitolati tecnici volti spesso ad integrare o a rafforzare i dettami dello
stesso regolamento REACH.
La strategia per la sostenibilità delle imprese italiane della moda va inserita in queste dinamiche e si
propone pertanto anche come azione per il recupero di competitività nel confronto dei competitor
stranieri.
Ai fattori tradizionalmente riconosciuti come caratterizzanti l’eccellenza del made in Italy (creatività,
qualità, innovazione) si va così inserendo un altro fattore valoriale, quello della sostenibilità dei propri
processi e prodotti6. Il crescente dialogo tra i cosiddette stakeholders (associazioni di consumatori, GAS.
Movimenti ambientalisti, ONG) , i brand della moda e i produttori di semilavorati più dinamici rappresenta
una importante novità nelle prassi solitamente attivate dai soggetti economici per garantire i clienti in
merito alla sicurezza dei propri prodotti (le certificazioni). Fermo restando il dovere di sottostare ai dettami
legislativi (leggi per la tutela ambientale, rispetto dei diritti dei lavoratori, REACH), l’attenzione sembra ora
posta sulle esperienze effettivamente condotte dalle imprese allo scopo di migliorare la propria convivenza
con l’ambiente inteso sia come contesto biologico naturale che come comunità sociale organizzata.
La sostenibilità si propone quindi come un obiettivo complesso ed identificabile sia nelle prassi di
responsabilità ambientale che sociale e filantropiche.
5 Le sostanze chimiche di cui Greenpeace chiede l’eliminazione dalle lavorazioni entro il 2020 sono: Alkylphenols,
Phthalates, Brominated and Chlorinated flam retardant, Azo dyes, Organotin Compounds, Perfluorinated Chemicals,
Chlorobenzenes, Chlorinated solvents, Chlorephenols, Short Chain Chlorinated Paraffins, Heavy Metal (Cadmiun, lead,
mercury,Chromium VI).
6 La letteratura manageriali moderna assegna alla sostenibilità un importante ruolo nella determinazione della catena
del valore come evidenziato da Michael E. Porter e Mark R.Kramer in “Creating Shared Value”.
6
Partendo dal presupposto che il semplice adeguamento dei comportamenti agli obblighi di legge non sia
classificabile come impegno per la sostenibilità, le strategie adottate dalle aziende italiane sul fronte
ambientale sono orientate prevalentemente:
all’utilizzo di materie prime caratterizzate da contenuti di ecologici (fibre biologiche, Pet ricilato…),
alla scelta di tecnologie (ma talvolta auto-sperimentazione di soluzioni tecniche) in grado di
effettuare determinate lavorazione con ridotti consumi ed emissioni rispetto a quelle standard7,
all’attivazione di interventi strutturali sulla sede produttiva (autogenerazione energetica,
allestimento di propri impianti di depurazione, ecoedilizia).
Senza sottovalutare il valore di simili interventi si rende sempre più necessario un approccio integrato che
consenta alle imprese di analizzare con modalità oggettive i carichi ambientali imputabili ai propri processi
ed ai materiali utilizzato per individuare modalità migliorative.
2. Approccio metodologico e parametri
Obiettivo della studio è quello di indicare, sulla base delle caratteristiche produttive e tecnologiche
dell’industria tessile italiana, le linee per azioni di riduzione dei costi ambientali delle produzioni
relativamente a: consumi energetici, consumi idrici, emissioni, utilizzo di sostanze chimiche, produzione di
scarti.
A questo scopo si rende necessario anticipare alcune considerazioni metodologiche.
Come insegna il green design, non bisogna guardare solo il frutto, ma l’albero e il giardino nel suo insieme.
Molti fattori concorrono a determinare la maturazione di una mela sana e gustosa: lo stato di salute della
pianta, la qualità della terra in cui sviluppa le radici, l’esposizione al sole, i processi di impollinazione, la
presenza o meno di insetti nocivi e piante infestanti e altro ancora. La cultura industriale tende invece a
frammentare il flusso di trasformazione della materia prima in singoli processi e tecnologie8. Un approccio
efficace se si vuole ottenere standardizzazione e resa produttiva come ha insegnato il modello fordista, ma
poco utile per analizzare e gestire l’interazione tra quel ciclo e l’ambiente in senso lato, la sua dimensione
7 Un contributo importante è offerto in questo senso dal progetto Sustainable Technologies lanciato da Acimit,
l’associazione delle imprese meccano tessili italiane che con una green label posta a bordo macchina informa i clienti
in merito alle performances ambientali della tecnologia in una logica di informazione trasparente e di miglioramento
continuo volto a consentire l’individuazione delle BAT, Best Available Techniques (www.acimit.it).
8 Valutare il processo produttivo come frazionato in sotto moduli autonomi presenta dei rischi. Come scrivono
G.L.Baldo, M.Marino e S.Rossi in Analisi del ciclo di vita LCA (Edizioni Ambiente 2009) “Una singola operazione
industriale si può rendere più efficiente o più pulita a spese di altre, semplicemente trasferendo l’inquinamento nello
spazio o nel tempo, trascurando il fatto che i benefici ottenuti localmente possono essere controbilanciati dai
problemi che di conseguenza si generano altrove (o più avanti nel tempo) con il risultato finale di non ottenere nessun
reale miglioramento o addirittura di peggiorare il bilancio complessivo”. (pag. 27)
7
locale o a maggior ragione quella globale. La storia stessa dell’industria tessile italiana è storia di
connessione con l’industria chimica e quella meccano tessile, oltre che con il mondo della ricerca e del
terziario. L’intervento legislativo sui processi produttivi (penalizzazione e prevenzione dei fenomeni
inquinanti, depurazione delle acque, gestione dei reflui e dei rifiuti, sicurezza negli ambienti di lavoro,
sicurezza del prodotto immesso sul mercato) ha portato le imprese a dialogare e a collaborare con altri
soggetti istituzionali (stakeholders) e produttivi come l’industria energetica e le società di smaltimento
scarichi e sfridi industriali.
Nello studio della sostenibilità della fabbrica tessile e dei suoi prodotti è quindi necessario partire dalla
definizione delle connessioni extrasettoriali, sia relativamente agli input (materie prime e risorse di
processo in entrata) che agli out-put (emissioni e scarti di produzione).
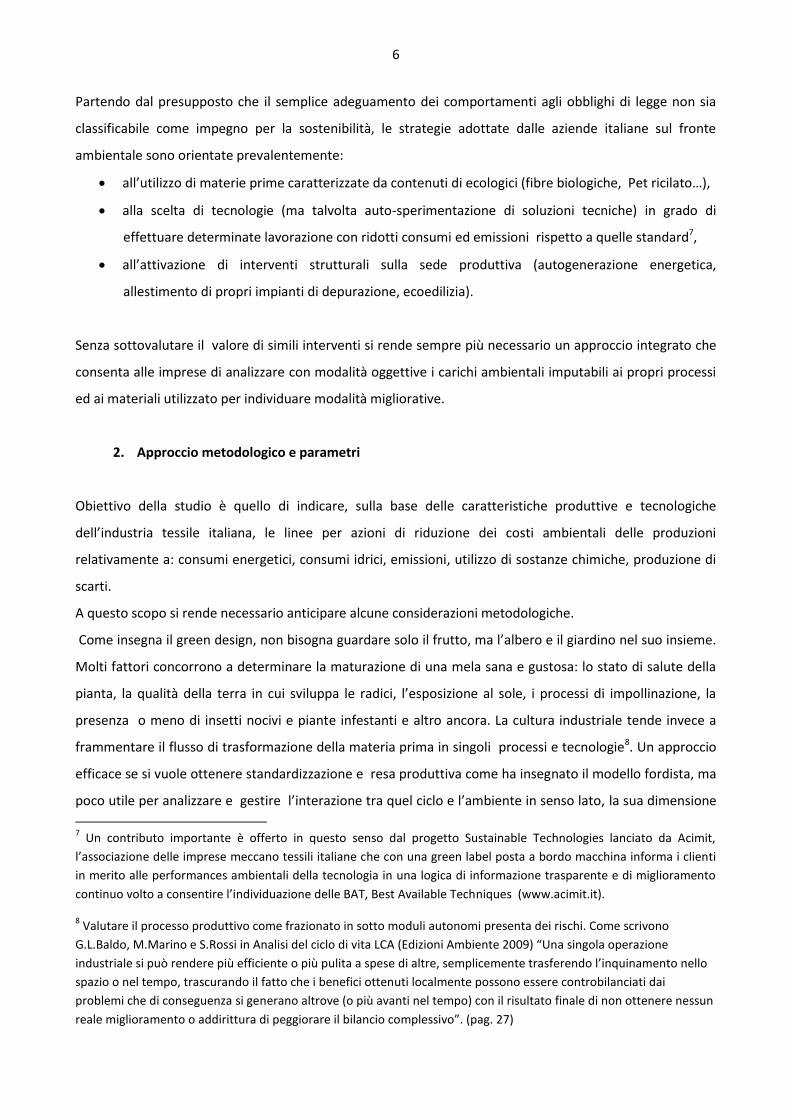
Fig. 1: interazioni intersettoriali dal punto di vista degli input
8
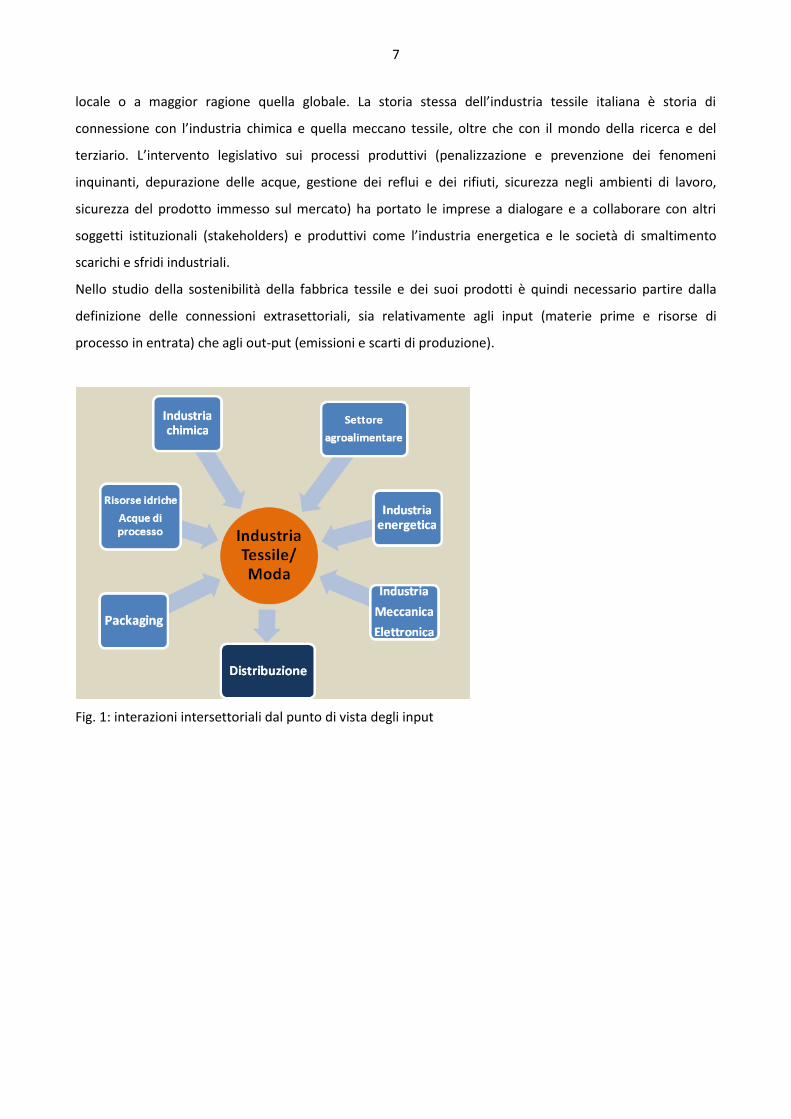
Fig.2: Output del processo tessile Lo schema relativo agli input richiama tre ordini di fattori in ingresso nei processi produttivi tessili:
la materia prima, portatrice di carichi ambientali di diversa natura ed entità in funzione della sua
caratterizzazione e che rimanda a contesti extrasettoriali: il comparto agroalimentare per le fibre
naturali, l’industria chimica per le man made, due mondi apparentemente distanti ma che si
fondono con risultati interessanti nella produzione di bio-polimeri e nei processi di riciclo delle
naturali,
l’energia indispensabile all’attivazione delle macchine, al riscaldamento dell’acqua di processo, ai
processi di aspirazione, climatizzazione e depurazione, alla movimentazione di attrezzature e
materiali, al riscaldamento e all’illuminazione dei siti produttivi e gestionali,
le risorse idriche necessarie ai processi produttivi e alla manutenzione/pulizia di impianti ed
attrezzature,
le tecnologie di processo (macchine, strumentazioni, software) prodotti dall’industria meccanica ed
elettronica,
le sostanze e preparati chimici necessari ad attribuire valore estetico, “mano” e performances al
materiale ma anche a consentirne le lavorazioni e il corretto funzionamento delle macchine.
L’esternalizzazione delle lavorazioni – o di fasi di esse – richiede inoltre imballaggi e contenitori (packaging)
e utilizza carburante per i trasporti.
Nel contempo sul fronte degli output si registrano:
emissioni di inquinanti (polveri, gas, fumi, acque reflue),
9
fanghi prodotti dai processi di depurazione delle acque di processo,
inquinamento acustico,
scarti di produzione,
imballaggi e contenitori.
Nella gestione degli output l’azienda relaziona innanzitutto con la governance dei territorio in cui opera
(amministrazioni locali, uffici sanitari e ambientali /ASL/ARPA, consorzi per la depurazione dei reflui, gestori
discariche). La necessità di ridurre output che rappresentano oltre ad un costo ambientale un costo
economico, richiede piani di ricerca applicata in grado di modificare con le modalità produttive coinvolte, la
qualità e le quantità delle emissioni ma si traduce anche nell’adozione di strategie di green procurement
(acquisti verdi) volti a privilegiare materiali second life, biodegradabili e/o riciclabili.
All’analisi degli input e degli output di processo è necessario analizzare anche altri due fattori:
i costi ambientali prodotti dalle attività di manutenzione del manufatto (lavaggio in acqua, energia,
prodotti detergenti, sbiancanti e smacchianti, stiratura),
tempo di vita del prodotto,
la gestione post vita dell’articolo stesso (riciclabilità, biodegradabilità, termovalorizzazione…).
Uso e post-vita del prodotto sono fattori non secondari e che assumono un ruolo importante nel comparto
del fashion caratterizzato da un ciclo di vita fortemente accelerato (un capo di moda oggi è destinato ad
essere out già domani). Tematiche che trovano interessanti sviluppi ad esempio nella comparazione, dal
punto di vista del grado di ecosostenibilità, di prodotti mono uso e prodotti lavabili.9
L’individuazione di tutti questi fattori e del ruolo che ricoprono nel definire il grado di sostenibilità di
un’impresa, è resa possibile dall’adozione di metodologie quali il Life Cycle Assessment (LCA).
2.1 Life Cycle Assessment
La valutazione del ciclo di vita (dall’inglese Life Cycle Assessment, LCA) è una pratica che permette di
valutare i carichi ambientali associati ad un prodotto, processo o attività10, identificando e quantificando i
consumi di materiali ed energia e le emissioni nell’ambiente. Secondo questa metodologia un articolo
9 E’ il caso, ad esempio dei pannolini per bambini usa e getta confrontati con quelli in fibra naturale e lavabili, o di
tovaglie in TNT confrontate con quelle in cotone rilavabili. Si tratta di prodotti che presentano performances diverse:
basso costo ambientale di produzione i primi ma bassa o nulla biodegradabilità e breve ciclo di vita, alto costo di
produzione i secondi ma alta biodegradabilità e durata.
10 Un approccio ispirato al LCA può essere applicato non solo alla realizzazione di un capo di abbigliamento ma a tutte
le attività immateriali che partecipano alla sua catena del valore (promozione, eventi, sfilate, pubblicazioni di materiali
pubblicitari, siti web…).
10
tessile può essere analizzato in ogni fase della sua vita partendo dalla materia prima (a seconda della
tipologia di fibra si analizzeranno la coltivazione, l’allevamento o i processi di estrusione), indagando poi le
fasi di lavorazione dai semi lavorati e del loro confezionamento, l’impatto ambientale delle azioni di
trasporti senza dimenticare quelle imputabile alla manutenzione del prodotto (lavaggio, stiro), fino al suo
riciclo o smaltimento. Naturalmente più il capo risulterà complesso e strutturato, maggiori saranno le
analisi da compiere poiché l’indagine dovrà riguardare tutte le componenti: tessuto/i, filati cucirini, bottoni,
cerniere, etichette, elementi decorativi, imbottiture, pizzi, nastri.
Attraverso uno studio LCA è possibile individuare le fasi in cui si concentrano maggiormente le criticità
ambientali di un processo produttivo raccogliendo le informazioni necessarie alla pianificazione ed
adozione degli interventi di miglioramento.
L’adozione di simili strumenti di analisi consente in primo luogo di individuare le criticità ambientali delle
attività di trasformazione di un materiale tenendo sotto controllo le emissioni, i consumi di risorse e gli
effetti prodotti, indicando all’impresa la via per il miglioramento continuo della propria attività. Nel
contempo consente di confrontare prodotti aventi la stessa funzione allo scopo di scegliere quelli
maggiormente ecocompatibili pianificando così i propri investimenti (tecnologie, materiali, sistemi
energetici..) in una logica virtuosa.
La centralità data dalla metodologia al prodotto e alla sua storia produttiva consente di approcciare in
modo organico il processo di ideazione identificato come la fase più funzionale a pianificare le attività in
base a standard di sostenibilità.
La struttura della LCA così come standardizzata a livello internazionale dalle norme ISO 14040 è
sintetizzabile in fasi:
a. Definizione degli scopi, degli obiettivi e dei limiti dello studio (Goal and Scope Definition),
rappresenta una sorta di linea guida delle attività che saranno svolte successivamente delineando
nel contempo il perimetro della ricerca,
b. Analisi di Inventario (Life Cycle Inventary Analysis), consente di disegnare il ciclo di vita del
processo attraverso il fluire dell’energia e dei materiali e la produzione di output, cioè la
valutazione degli impatti. In questo step vengono contabilizzati i flussi delle materie prime, delle
emissioni e delle loro componenti. Vengono quindi identificati e quantificati i consumi di risorse
(materie prime, acqua, prodotti riciclati), di energia (termica ed elettrica) e le emissioni in aria,
acqua e suolo, arrivando così al termine a strutturare un vero e proprio bilancio ambientale,
c. Valutazione degli impatti ambientali. In questa fase vengono valutati gli effetti sulla salute e
sull’ambiente provocati dalle lavorazioni descritte nell’inventario. Ogni impatto viene classificato in
base ai problemi ambientali a cui contribuisce ma poiché ogni fattore contribuisce in modo diverso
allo stesso problema (come nel caso delle sostanze chimiche di processo utilizzate nella fase di
11
nobilitazione tessile) alla valutazione quantitativa occorre dare una valutazione qualitativa
(esempio: malattie indotte nel lungo periodo, effetto sulle biodiversità di un corso d’acqua etc).
Per poter valutare oggettivamente gli effetti negativi si dovrà inoltre stabilire ‘valori normalizzati’
che indicano la distanza tra lo stato rilevato e l’obiettivo indicato.
d. Analisi dei miglioramenti possibili. Sulla base dei dati raccolti sarà possibile progettare il prodotto e
il processo che lo realizza apportandovi i cambiamenti necessari ad abbassarne l’impatto
ambientale monitorandone i risultati ottenuti.
Naturalmente perchè siano fruibili ed utilizzabili al meglio i risultati ottenuti dall’inventario devono essere individuate delle aree di interesse ambientale e per ognuna di esse occorre selezionare opportuni indicatori. Indicatori energetici Per quanto riguarda il consumo/risparmio di risorse energetiche si possono considerare i seguenti indicatori:
GER: Gross Energy Requirement definito come somma di tutti gli contributi energetici di ciclo vita
(diretti, indiretti, capital energy e feedstock). In una filatura, ad esempio GER (Gross Energy
Requirement) indica l’energia necessaria a produrre un chilogrammo di filato.
Sottofamiglie del GER sono:
Energy non renewable: quota del GER proveniente da fonti non rinnovabili;
Energy renewable: quota del GER proveniente da fonti rinnovabili. Indicatori relativi ai cambiamenti climatici Per quanto riguarda l’emissione di gas serra, gli indicatori utilizzati sono riassunti nel:
Global Warming Potential (GWP) che fornisce un risultato in termini di impatti ambientali causati
dall’emissione in atmosfera di gas climalteranti, valutati con orizzonte temporale di 100 anni. E’
dato dalla somma pesata delle quantità dei gas serra emessi dal sistema;
Altri indicatori ambientali comunemente utilizzati in ambito LCA sono:
Assottigliamento della fascia d’ozono (ODP);
Acidificazione (AP), indicatore legato alle emissioni in aria di particolari sostanze acidificanti, quali
ossidi di azoto e ossidi di zolfo.
Eutrofizzazione (EP): valuta l'effetto di eutrofizzazione, vale a dire l'aumento della concentrazione
delle sostanze nutritive in ambienti acquatici. Le sostanze che concorrono al fenomeno
dell'eutrofizzazione sono i composti a base di fosforo e di azoto.
Formazione di smog foto-chimico (POCP): raggruppa tutte quelle sostanze organiche volatili che
portano alla formazione fotochimica (in presenza di radiazione solare) di ozono troposferico.
12
Un’attenzione particolare devo inoltre essere dedicata alla produzione di rifiuti durante il processo di
produzione puntando ad un significativo abbassamento dei volumi prodotti.
Sulla base dei risultati ottenuti dalla LCA un’azienda può accedere alla certificazione volontaria
Environmental Product Declaration (EPD), uno schema nato in Svezia ma che ha ormai acquisito una
valenza internazionale e rappresenta il documento che accompagna prodotti e servizi permettendo di
comunicare informazioni dettagliate, credibili e verificabili relative alla prestazione ambientale del loro ciclo
di vita.
La letteratura scientifica sviluppata negli ultimi due decenni a sostegno della diffusione della cultura della
sostenibilità nell’impresa manifatturiera ha inoltre sviluppato metodologie funzionali ad evidenziare le
interrelazioni tra impatto ed azioni connesse alle problematiche ambientali e sforzo economico finanziario
che l’impresa sostiene per la protezione dell’ambiente. Si parla in questo caso di Bilancio ambientale per la
presenza di molteplici dati fisici e monetari. E’ interessante osservare come l’Environment Cost Accounting
non si limiti alla valutazione dei costi diretti (es: impianto di depurazione) ma consideri anche i costi che
l’azienda si trova a sostenere a causa delle sue inefficienze in campo ambientale, quelli legati alla R&D di
tecnologie e pratiche green o quelle classificabili sotto la voce immagine che sintetizzano voci quali la
comunicazione e quantificano gli eventuali danni “reputazionali”11.
In questo contesto assume una grande rilevanza la comunicazione che l’azienda sviluppa verso i propri
clienti e fornitori ma più complessivamente verso gli stakeholders evidenziando la consapevolezza della
propria presenza nell’ambienta, le modalità con cui la stessa è rilevata e monitorata, gli interventi
effettuati, i risultati ottenuti e le azioni compensatorie. Rientrano in questa logica strumenti quali il
Rapporto ambientale, l’attivazione di certificazioni di prodotto volontario, la registrazione EMAS, il Bilancio
di Sostenibilità, modalità mediante le quali l’impresa rende trasparenti i verificabili le proprie azioni in
ambito ambientale.
11
Secondo lo schema IFAC (International Federation of Accountants) 2004 devono essere conteggiati i costi relativi ai
non prodotti (energia, acqua di processo, rifiuti, emissioni) che non fanno parte dell’articolo ma vengono trasformati
in scarto, i costi intangibili (immagine impresa, rapporti con gli stakeholders) e i costi degli insuccessi o costi del non-
ambiente (uso inefficiente di risorse, uso di sostanze inquinanti, stoccaggio rifiuti, danni ambientali)
13
3. Caratteristiche tecnologiche del sistema produttivo tessile italiano
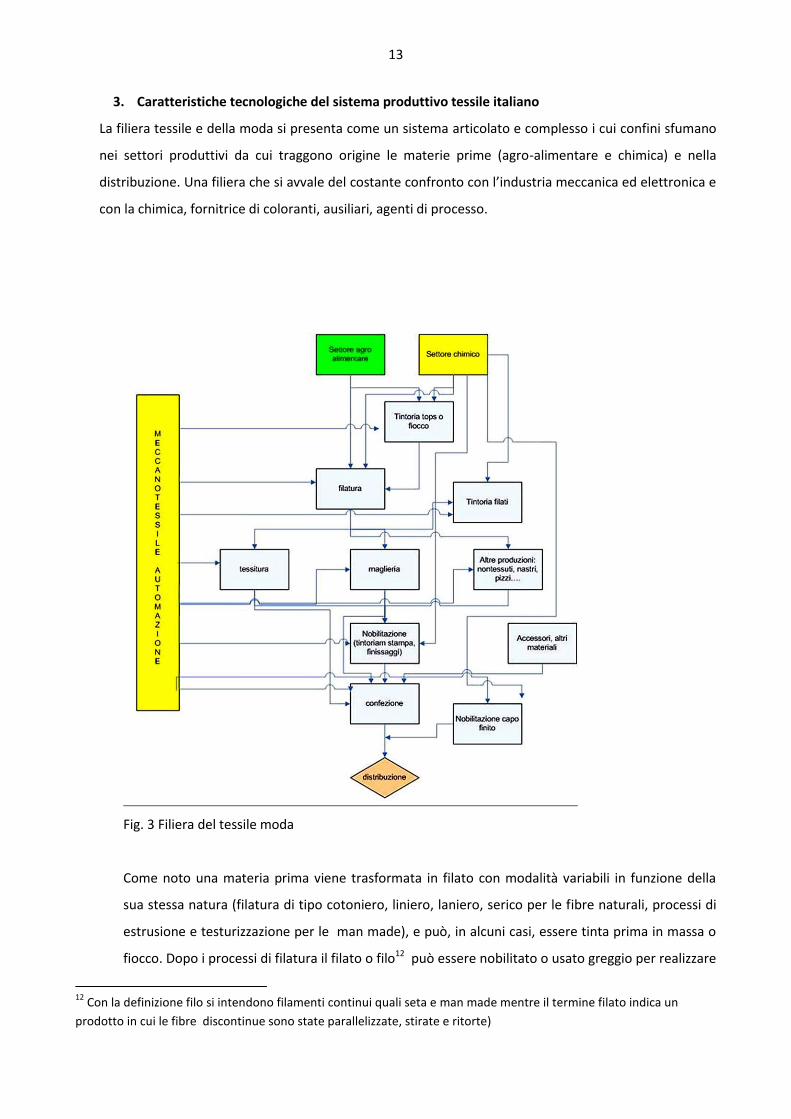
La filiera tessile e della moda si presenta come un sistema articolato e complesso i cui confini sfumano
nei settori produttivi da cui traggono origine le materie prime (agro-alimentare e chimica) e nella
distribuzione. Una filiera che si avvale del costante confronto con l’industria meccanica ed elettronica e
con la chimica, fornitrice di coloranti, ausiliari, agenti di processo.
Fig. 3 Filiera del tessile moda
Come noto una materia prima viene trasformata in filato con modalità variabili in funzione della
sua stessa natura (filatura di tipo cotoniero, liniero, laniero, serico per le fibre naturali, processi di
estrusione e testurizzazione per le man made), e può, in alcuni casi, essere tinta prima in massa o
fiocco. Dopo i processi di filatura il filato o filo12 può essere nobilitato o usato greggio per realizzare
12
Con la definizione filo si intendono filamenti continui quali seta e man made mentre il termine filato indica un
prodotto in cui le fibre discontinue sono state parallelizzate, stirate e ritorte)
14
tessuti e maglie che saranno oggetto di tintura e finissaggio in fasi successive. I tessuti finiti saranno
inviati alla confezione per il taglio e l’assemblaggio per essere quindi inviati alla distribuzione salvo
subire, nel caso del tinto in capo, processi di nobilitazione post confezionamento. Partecipano a
queste dinamiche complesse anche prodotti speciali quali TNT (tessuti non tessuti), pizzi e ricami.
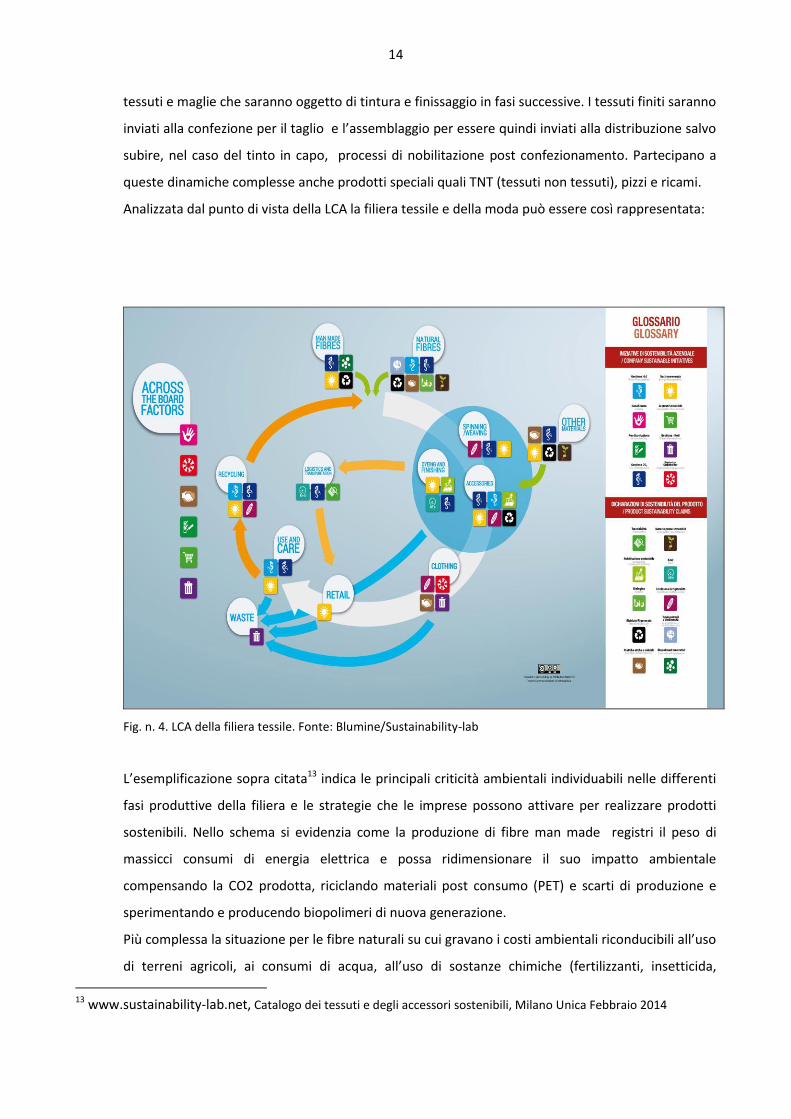
Analizzata dal punto di vista della LCA la filiera tessile e della moda può essere così rappresentata:
Fig. n. 4. LCA della filiera tessile. Fonte: Blumine/Sustainability-lab
L’esemplificazione sopra citata13 indica le principali criticità ambientali individuabili nelle differenti
fasi produttive della filiera e le strategie che le imprese possono attivare per realizzare prodotti
sostenibili. Nello schema si evidenzia come la produzione di fibre man made registri il peso di
massicci consumi di energia elettrica e possa ridimensionare il suo impatto ambientale
compensando la CO2 prodotta, riciclando materiali post consumo (PET) e scarti di produzione e
sperimentando e producendo biopolimeri di nuova generazione.
Più complessa la situazione per le fibre naturali su cui gravano i costi ambientali riconducibili all’uso
di terreni agricoli, ai consumi di acqua, all’uso di sostanze chimiche (fertilizzanti, insetticida,
13 www.sustainability-lab.net, Catalogo dei tessuti e degli accessori sostenibili, Milano Unica Febbraio 2014

15
diserbanti). Anche in questo caso le pratiche virtuose degli utilizzatori di fibre dovranno privilegiare
i materiali da fonte rinnovabile, a coltura biologica, ottenuti nel rispetto delle biodiversità e dei
diritti degli animali e da riciclo. Una menzione particolare va alle fibre e ai filati ottenuti
valorizzando culture produttive artigianali e tradizionali se a basso impatto ambientale.14
Un contributo interessante alla determinazione del grado di eco compatibilità delle fibre è stato
recentemente proposto da Made-By Environment15, l’associazione europea che raggruppa
numerosi brand, e che ha presentato i risultati dell’analisi annuale di benchmark su 28 fibre tessili.
Le fibre sono state analizzate in base a parametri relativi all’impatto ambientale dei materiali: CO2
equivalente a un chilogrammo di fibra, livello di tossicità sull’uomo , livello di ecotossicità sviluppata
durante la produzione, consumi di acqua ed energia, aree agricole necessarie alla coltivazione. In
base a questi parametri le fibre sono state classificate in 5 fasce dalla A alla E mentre i materiali di
cui non si dispongono ancora dati sufficienti sono definiti come non classificabili. Nella classe A,
indicante le fibre più ecologiche, compaiono il poliestere e il poliammide riciclati meccanicamente,
il lino biologico, la canapa biologica, il cotone e la lana riciclati mentre la categoria E, la più critica,
presenta la viscosa bamboo, il cotone convenzionale, il rayon, la viscosa, lo spandex, la lana e il
nylon vergine. Definiti invece come non classificabili, l’alpaca, l’acetato, il chasmere, la pelle, il
mohair, il bamboo naturale, la seta e la lana biologica.
Fig. n. 5: Classifica delle principali fibre tessili in relazione al grado di sostenibilità
14
Un progetto recentemente conclusosi in Toscana nell’ambito del piano OTIR2020 ha messo a punto modalità di valorizzazione delle lane autoctone, solitamente scartate per lo scarso valore qualitativo, sviluppando tecnologie idonee alla loro valorizzazione in contesti produttivi artigianali (esempio agriturismo). Le tecnologie suggerite dal progetto per il loro basso impatto ambientale sono quelle della produzione di TNT per la fabbricazione di accessori e oggetti di design. (Fonte: Next Technology Tecnotessile)
15 http://www.made-by.org/benchmarks/environmental
16
Del processo di filatura abbiamo già detto: qualunque sia la fibra lavorata si tratta di un processo ad
alto consumo energetico con punte elevate nella filatura e nella tessitura a cui si aggiungono (nei
casi delle filiere a umido come lana e fibre liberiane) i consumi idrici. I maggiori consumi in termini
di acqua, energia, sostanze chimiche, e di conseguenza le maggiori criticità ambientali fanno capo
all’area della nobilitazione (preparazione dei materiali, tintura, stampa, finissaggi) e si
concretizzano in emissioni in acqua ed atmosfera dei residui delle lavorazioni. Meno problematica,
in termini di consumi e di emissioni, la confezione dei capi i cui processi risultano poco impattanti
se realizzati in prossimità ai mercati di sbocco mentre nel caso delle delocalizzazioni occorre
considerare anche i costi ambientali dovuti al trasferimento16 dei lotti in lavorazione da un
laboratorio all’altro. Lo schema di sustainability-lab (finalizzato a valorizzare i comportamenti
virtuose delle imprese partecipanti all’iniziativa) dedica rilievo anche alla produzione di scarti
imputabili al confezionamento e al retail e ai consumi/emissioni causati dalle fase di utilizzo del
capo (use and cure). La possibilità di riciclare materiali a fine ciclo di vita è indicata come una delle
soluzioni più interessanti in quanto in grado di reinserire materiali altrimenti destinati alla discarica
o alla termovalorizzazione. Coerentemente con la corretta interpretazione del concetto di
sostenibilità non limitabile all’impatto ambientale delle lavorazioni ma che comprende anche la
valenza sociale delle attività svolte, l’LCA elaborato indica tra le azioni virtuose le pratiche etiche e
solidali, la tracciabilità delle lavorazioni e il coinvolgimento dei subfornitori in pratiche di
responsabilità sociale, le relazioni con gli stakeholder, la beneficenza e gli acquisti sostenibili,
argomenti a cui dedicheremo qualche approfondimento più avanti.
3.1 Esemplificazione: LCA di un tessuto cotoniero
3.1.1 Dal cotone sodo al filato
Come detto il cotone rappresenta una delle materie prime a maggior criticità ambientale in quanto
la sua coltivazione sottrae terreni e acqua ad altre colture e ad altri usi e necessita di un forte uso di
sostanze chimiche nelle fasi di crescita della pianta17. Il ricorso a lavoro minorile, in particolare nelle
16
Carburante per le spedizioni e packaging sono rilevanti lungo tutta la filiera tessile se questa non viene svolta in
imprese verticalizzate o nella prossimità distrettuali.
17 Secondo il Rapporto Nazionale sulla sostenibilità agricola in particolare (2012), negli ultimi 30 anni sono migliorati i
dati relativi a uso ed erosione del suolo (rispettivamente -30% e -68%), all’utilizzo di risorse idriche (-75%) ed
energetiche (-36%). Le emissioni di gas serra sarebbero poi calate del 30%.
http://www.cottongrower.com/opinion/cottons-image-suffers-from-confusion-about-sustainability/
17
fasi di raccolta in Uzbekistan18, Asia e Africa e più in generale le condizioni di vita dei lavoratori
coinvolti, rappresentano altri elementi a sostegno della scarsa sostenibilità della fibra. A questo
quadro preoccupante si contrappongono le colture di cotone biologico, ottenute cioè senza
interventi chimici su terreni e piante in fase di crescita19 che contribuiscono però alla produzione
mondiale della fibra ancora con un valore marginale (1% circa) e iniziative quali Fair Trade20 e BCI
(Better Cotton Iniziative21). Intenso anche il dibattito relativo ai vantaggi ottenuti dalla
manipolazione genetica dei semi di cotone che consente piante più resistenti alla siccità e meno
attrattive per gli insetti.
Cotone biologico e cotone riciclato sono sicuramente argomenti funzionali a descrivere una
produzione cotoniera come ecofriendly se supportati da documentazioni attendibili. Certamente si
tratta di argomenti che molti produttori italiani –anche sollecitati da grandi brand come Nike,
H&M, Coop, Levi’s ed altri- espongono nelle proprie strategie produttive e promozionali22.
Che il processo di trasformazione della fibra in filato e quindi in tessuto sia ecologicamente
impattante, è noto.
Negli schemi seguenti cercheremo di evidenziarne le criticità e le principali linee di intervento
adottate.
Come detto il cotone sodo giunge alle filature cotoniere in balle (solitamente in juta ma anche in
materiali di polimeri sintetici, in particolare polipropilene). Trattandosi di fibra non ottenuta
18
Azioni di boicottaggio attivate da brand hanno spinto nel 2013 il governo Uzbeko a vietare il lavoro nei campi di
cotone a ragazzi sotto i 15 anni. Secondo i movimenti umanitari il fenomeno persiste tanto che la recente edizione del
“Trafficking in Persons Report”, del U.S. State Department, indicava l’Uzbekistan 3° paese nella classifica mondiale dei
trafficanti di lavoratori forzati.
19 Nei paesi anglosassoni è prevalente l’ Organic Exchange (OE), lo schema certifica i prodotti fatti con 100% di cotone
biologico (o con mischie dove il cotone sia almeno al 70% ) ma non intende coprire altri aspetti (sociali, qualitativi o altri). In Europa è diffuso il Global Organic Textile Standard (GOTS) che copre anche i processi a valle della coltivazione delle fibre organiche, occupandosi di alcuni aspetti ambientali, di sicurezza nonchè di criteri di qualità. In Italia ente accreditato per la certificazione Gots è Icea (http://www.icea.info/it/perche-bio/bio-tessile/standard-gots)
20 The Fairtrade Cotton Program unlocks exciting new opportunities for cotton farmers to improve their lives through
Fairtrade. It connects farmers with the growing number of businesses seeking to make sustainable cotton a core part
of their business. Fairtrade works with some 66,000 cotton farmers, mainly in West Africa and India, in some of the
poorest regions in the world. But up to now, very few have been able to sell most or all of their cotton on Fairtrade
terms. Meanwhile, globally there are between 35 and 50 million small-scale cotton farmers – all in need of a fairer
deal for their cotton (http://www.fairtrade.net/fsp-cotton-mark.html)
21 The Better Cotton Initiative (BCI) is a not-for-profit organization stewarding the global standards for Better Cotton,
and bringing together cotton’s complex supply chain, from the farmers to the retailers (http://bettercotton.org/)
22 Le aziende italiane che producono tessili in cotone biologico certificate Icea sono reperibili presso il sito dell’ente di
certificazione: http://apps.icea.info/webbio06/main/ita/pub_menu.asp
18
dall’agricoltura italiana per motivi climatici23, ai costi ambientali imputabili alla coltivazione delle
piante occorre aggiungere i costi di trasporto da aree talvolta molto distanti 24. E’ necessario
ricordare che il peso delle emissioni dovute alla logistica dei materiali è andato aumentando
assumendo dimensioni preoccupanti. E’ quanto sostiene il recente rapporto IPCC
(Intergovenmental Panel on Climate Change) pubblicato il 13 aprile 2014 dall’ONU: nei prossimi
decenni si registrerà un’impennata del 71% dei valori di Gas serra rispetto al 2010 (già 7 miliardi di
tonnellate di CO2) e tale aumento è imputabile principalmente ai trasporti, specie nelle economie
asiatiche in fase di crescita accelerata.
Se da un lato la retorica del Km0 rappresenta più un sogno difficilmente realizzabile se non per
produzioni di nicchia, dall’altro la movimentazione intercontinentale di merci e prodotti finiti
influenza moltissimo l’impronta ambientale dei beni di consumo e i prodotti tessili sono
sicuramente tra quelli più critici da questo punto di vista.
Per quanto riguarda il ciclo tecnologico il processo di lavorazione del cotone può essere così
sintetizzato:
23
In passato si avviarono tentativi di coltivazione del cotone nel sud Italia ma carenza di risorse idriche e
inadeguatezza dei terreni (unitamente a scelte di politica industriale diverse) scoraggiarono queste sperimentazioni.
24 Nel libro “Confessioni di un ecopeccatore” Fred Pearce (ed. Ambiente, 2009, pag 134) ricostruisce il viaggio di un
lotto di cotone che dal Camerun giunge a Khalbujurg dove viene filato quindi inviato a Mumbai da cui viene spedito in
Turchia. Qui i filati saranno tinti e trasformati in calzini e spediti nei centri europei di smistamento della grande
distribuzione. Complessivamente si tratta di un viaggio di 12.000 km.
19
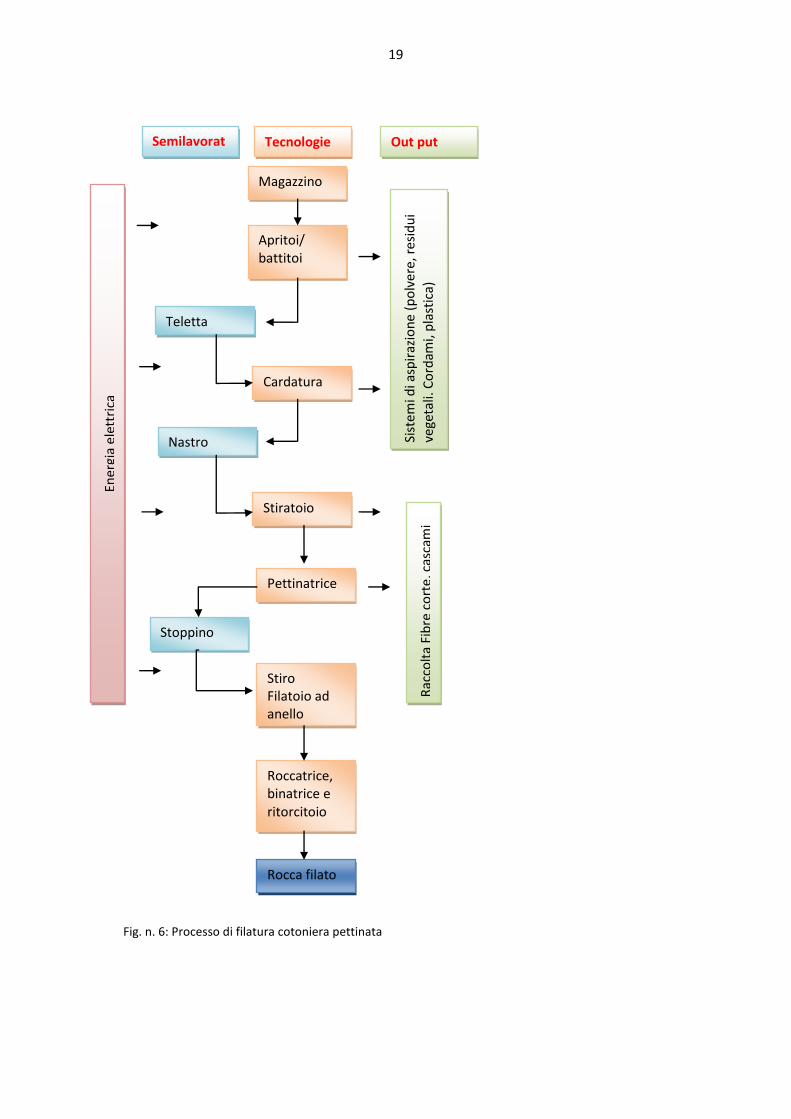
Fig. n. 6: Processo di filatura cotoniera pettinata
Magazzino
Apritoi/ battitoi
Teletta
Ener
gia
elet
tric
a
Sist
em
i di a
spir
azio
ne
(po
lver
e, r
esid
ui
vege
tali.
Co
rdam
i, p
last
ica)
Cardatura
Nastro
Stiratoio
Pettinatrice
Stoppino
Stiro Filatoio ad anello
Rac
colt
a Fi
bre
co
rte
, cas
cam
i
Roccatrice, binatrice e ritorcitoio
Rocca filato
Semilavorati
Tecnologie Out put
20
Come detto l’Italia ha avuto fino al secolo scorso un importante ruolo nella lavorazione dei filati a
taglio cotoniero25 ma oggi la presenza di filature appare notevolmente ridimensionata ed i filati
utilizzati da tessiture e maglifici italiani sono prevalentemente d’importazione.
Il cotone è prelevato e introdotto all’impianto di apertura e battitura dove la fibra viene
movimentata energeticamente per liberarla dalle impurità e quindi mischiata con materia prima di
altri lotti allo scopo di ottenere la miscela desiderata (mischia). Poiché in questa fase si liberano
pulviscoli pericolosi in quanto facilmente infiammabili e insalubri per la respirazione, i processi di
battitura sono svolti in ambiente chiuso e dotato di sistemi di aspirazione che depolverizzano i
fiocchi convogliando la polvere verso contenitori di recupero26. Il processo è ovviamente a secco,
senza utilizzo di acqua né di sostanze chimiche. Il cascame (grovigli di fibra, residui di fogliame,
corde e teli), un tempo destinato ai campi come fertilizzante, è oggi raccolto e inviato in discarica.
Nelle fasi successive il telo di fibre viene sottoposto a passaggi di cardatura e quindi pettinatura
(fare utilizzata quest’ultima nei filati di maggior livello qualitativo) che oltre a ripulire la fibra
eliminando non solo residue impurità ma anche le fibre più corte, parallelizza le fibre preparandole
al processo di stiro in cui lo stoppino viene progressivamente assottigliato fino alla dimensione di
un filo e subisce una prima leggera torsione. Nella fase finali i filati ricevono i giri di torsione
necessari e sono binati con altri allo scopo di ottenere la titolazione e il grado di torsione voluto. I
filati possono inoltre essere sottoposti a processo di paraffinatura allo scopo di lubrificarli e di
renderli più facilmente lavorabili27 . Essendo la paraffina materiale ad alta stabilità e degrado lento
comporta un potenziale bioaccumulo e deve quindi essere valutata in sede di LCA.
Lavorazione non priva di impatto ambientale è la gasatura operazione che consiste nel far scorrere
il filato su una fiamma alimentata da un bruciatore a gas per eliminare le fibre sporgenti che
possono provocare pelosità. La procedura genera polveri e fumi da combustioni oltre che consumi
energetici.
Anche circoscritto al solo perimetro industriale (senza considerare cioè i costi ambientali della
coltivazione del cotone e dei trasferimenti della materia prima ai siti produttivi), il ciclo della
filatura presenta una serie di fattori che meritano, nell’analisi del ciclo di vita la necessaria
considerazione.
In questo processo convergono infatti:
25
Con questa dizione si intende la tipologia del processo che può essere utilizzata anche per fibre man mande purchè
corte
26 L’ambiente di lavoro ripulito da polveri ha anche un effetto nel rendere efficienti i processi di lavoratori e migliore la
qualità dei manufatti
27 La paraffinatura è solitamente eseguita su filati destinati alla maglieria
21
sul fronte degli input:
cotone sodo,
energia,
macchinari,
paraffina, olii, sostanze finalizzate alla funzionalità dei macchinari stessi,
supporti per avvolgimento filati nelle varie fasi di lavorazione in materiale vario (polimeri,
metalli, cartone) ,
acqua per la climatizzazione e l’umidificazione degli ambienti di lavorazione,
sul fronte degli output:
prodotti finiti (filati su rocche destinate alla tessitura per la produzione di tessuti greggi o
filati avvolti su rocche predisposte per l’inserimento in autoclave per la tintura),
scarti di produzione (ad esempio: conetti con residui di filato, fibre aggrovigliate),
polvere,
rifiuti di varia natura aspirati dagli impianti di aspirazione (vegetazione, corde, cellophan..),
imballaggi.
Scarti di produzione (di filatura ma anche di tessitura) possono essere sottoposti a processi di riciclo
allo scopo di rigenerare la fibra in nuovi filati rientrando così in circolo. Il processo prevede più fasi:
sfilacciatura, battitura dei cascami, miscelazione con materiali di rinforzo, cardatura per
parallelizzare le fibre, accoppiamento di nastri e stiro, filatura. Si tratta di una pratica marginale in
termini di volumi ma solitamente adottata e che ha l’obiettivo di ridurre gli scarti nobilitando
materia prima altrimenti sprecata. In tempi recenti la pratica del riciclo28 che solitamente riguarda
soprattutto i prodotti lanieri, viene estesa anche a scarti post consumo cotonieri sebbene non si
siano ancora raggiunti volumi interessanti.
Sul fronte delle soluzioni finalizzate ad abbassare l’impatto ambientale della filatura occorre
ricordare come la ricerca innovativa sviluppata dai produttori di macchine per filatura abbia
riguardato in particolare la riduzione degli scarti e il risparmio energetico. Occorre sottolineare che
nelle filature italiane il costo per l’uso di energia di processo incide dal 25 al 40% sul costo totale e
che rappresenta quindi un fattore di criticità fortissimo limitando la competitività dei produttori
sulle dinamiche di prezzo. Gli sforzi che i produttori di tecnologie per l’industria tessile stanno
compiendo in questi anni è tesa proprio ad abbassare questo valore mediante ottimizzazione dei
28
E’ utile chiarire, specie quando si parla di prodotti finiti, la distinzione tra riuso e riciclo. Nel primo caso il capo viene
adottato o destrutturato allo scopo di ricavare tessuti ed accessori utili a nuovi progetti, nel secondo caso il tessuto
viene sottoposto a trattamenti di sfilacciatura e ricondotto a materia prima per essere quindi trasformato in filo o in
TNT (tessuto non tessuto).
22
processi e dei tempi di lavorazione ed interventi sulla costruzione stessa delle macchine (materiali
costitutivi più leggeri, riduzione degli fattori di attrito etc.).
Le aziende meccano tessili italiane associate ad Acimit hanno dal 2011 uno strumento per
dichiarare e certificare le performances ambientali delle tecnologie prodotte e immesse sul
mercato. Si tratta della green label realizzata nell’ambito del progetto Sustainable Technologies,
un’etichetta che posizionata a bordo macchina fornisce dati sui principali valori ambientali della
tecnologia (consumi energetici, produzione di CO2, consumi idrici). Una comunicazione trasparante
che oltre a consentire agli acquirenti di valutare le macchine in relazioni all’impatto ambientale del
loro utilizzo, stimola un processo di comparazione e di miglioramento continuo. Le aziende sono
certificate da un ente di certificazione internazionale, Rina.
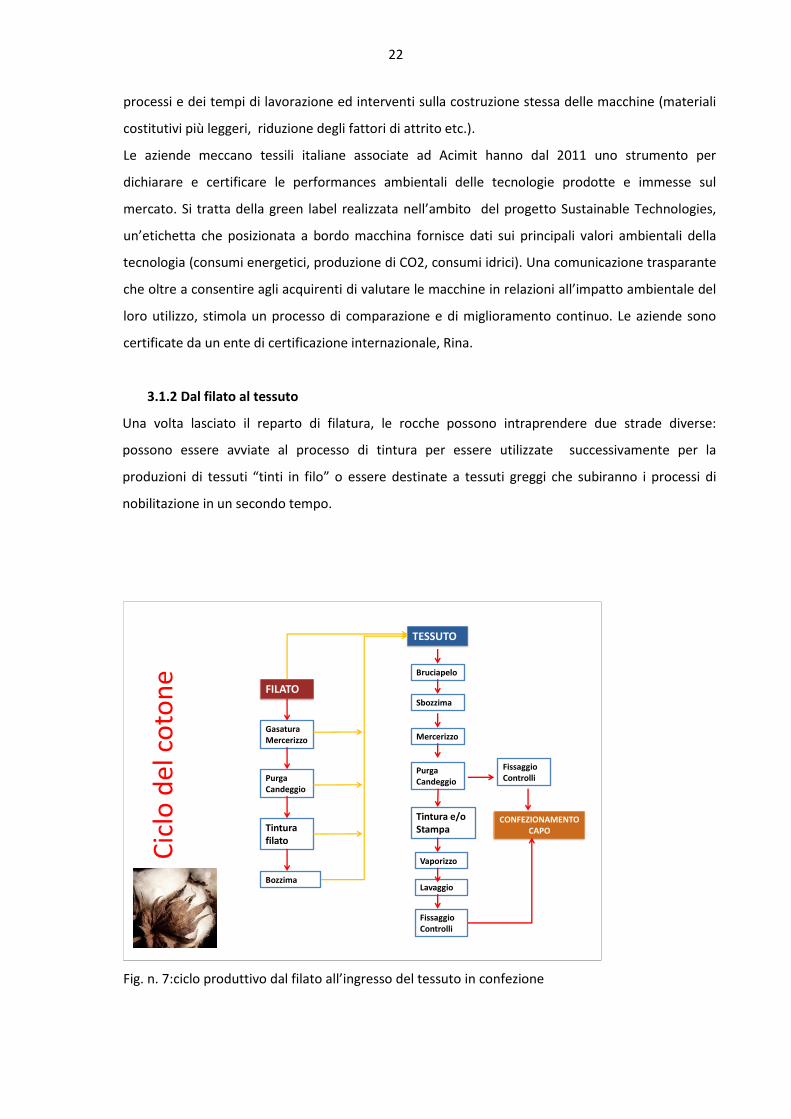
3.1.2 Dal filato al tessuto
Una volta lasciato il reparto di filatura, le rocche possono intraprendere due strade diverse:
possono essere avviate al processo di tintura per essere utilizzate successivamente per la
produzioni di tessuti “tinti in filo” o essere destinate a tessuti greggi che subiranno i processi di
nobilitazione in un secondo tempo.
Cic
lo d
el c
oto
ne
FILATO
GasaturaMercerizzo
PurgaCandeggio
Tintura filato
Bozzima
TESSUTO
Bruciapelo
Sbozzima
Mercerizzo
PurgaCandeggio
Tintura e/o Stampa
Vaporizzo
Lavaggio
FissaggioControlli
FissaggioControlli
CONFEZIONAMENTO CAPO
Fig. n. 7:ciclo produttivo dal filato all’ingresso del tessuto in confezione
23
Della Gasatura abbiamo già detto, occorre ora definire le fasi di preparazione e di tintura di un
filato.
Il Mercerizzo è un processo finalizzato a dare al filato di cotone maggior brillantezza, resistenza e
idrofilia e che si effettua mediante impiego di soda caustica (in rari casi ammoniaca liquida) in
acqua tiepida e tenendo il filato sotto tensione per evitare restringimenti. La soda è una sostanza
corrosiva, pertanto devono essere adottate durante il suo utilizzo misure di gestione del rischio per
la salute umana (utilizzo in ambienti chiusi e adozione di specifici DPI). Per le emissioni di Soda in
ambiente idrico, è importante assicurarsi che l’effluente sia neutralizzato entro un ambito di pH
idoneo alle condizioni locali prima dello scarico finale.
La Purga ha la funzione di eliminare dal filato le sostanze grasse e pectiche rendendo il materiale
più adatto a recepire i trattamenti tintoriali successivi. E’ effettuata in acqua con ausiliari tessili
quali detergenti, imbibenti, soda caustica o soda solvay ad alta temperatura o utilizzando in
alternativa purghe enzimatiche (bioscouring). Queste ultime in quanto effettuate utilizzando
molecole proteiche ad alta biocompatibilità consentono un processo ovviamente più ecologico.
Il Candeggio consente di eliminare impurità, ottenere bianchi puri, eliminare tonalità indesiderate.
Si effettua mediante bagno in ipoclorito di sodio e perossido di idrogeno con aggiunta di idrossido
di sodio che alcalinizza il bagno a cui seguirà un trattamento anticloro con acqua ossigenata
eliminando così residui che potrebbero danneggiare la fibra.
In queste processi le criticità ambientali riguardano la tipologia delle sostanze chimiche utilizzate,
le emissioni in acqua ed atmosfera delle stesse, i consumi idrici e energetici necessari al
riscaldamento dell’acqua e alla movimentazione delle componenti dell’impianto.
La Tintura del filato avviene inserendo le rocche o i subbi di ordito in un bagno di colorante
disperso in acqua in autoclave mentre le matasse sono processate in impianti definiti armadi. Nelle
tintorie europee la tipologia dei coloranti e degli ausiliari adottati nei processi e le modalità d’uso,
sono ovviamente idonei alle prescrizioni del Regolamento Reach.
Ma per rendere ecosostenibile la fase di tintura è necessario incidere sulle criticità (già indicate e
comuni a tutte le fasi della nobilitazione tessile):
- rapporto sostanze chimiche/acqua, volumi di acqua necessari,
- temperatura della stessa, residui chimici nei reflui,
- grado di biodegradabilità/depurazione degli stessi.
Il rapporto di bagno (cioè il quantitativo di colorante per litri di acqua) nelle autoclavi utilizzate
nella tintura delle rocche di cotone è solitamente 1:8, modificando il rapporto bagno anche solo di
un punto si può ottenere un significativo risparmio di acqua29.
29
L’azienda Noseda, ad esempio, valuta che una tintoria che tinge 10.000 kg/gg di rocche di cotone, potrebbe a risparmiare, in un anno fino a 24.200 m3 di acqua (www.noseda1893.it)
24
Per quanto riguarda le sostanze e i preparati chimici è opportuno ricordare che le imprese italiane
sono sottoposte al rispetto del già citato Regolamento REACH che vieta la produzione, la
commercializzazione e l’uso in Europa di sostanze e prodotti ritenuti pericolosi ed inquinanti e
valuta il grado di sicurezza di prodotti di nuova emissione sul mercato. A ciò si aggiunga che, anche
grazie alle pressioni dei movimenti ambientalisti, le imprese più sensibili sono orientate a
privilegiare le sostanze a maggior grado di eco compatibilità condividendo con centri di ricerca ed
università sperimentazioni in questo senso.30
In altre parole la sostenibilità dei processi produttivi nell’ambito del BtoB tessile nascono da una
stretta collaborazione tra imprese chimiche, tessili e meccaniche. L’abbattimento dell’uso di risorse
idriche infatti comporta una reingegnerizzazione dei processi che non penalizzi la qualità del
prodotto finale o la resa delle macchine. Le soluzioni apportate sono molteplici, altre sono in via di
sperimentazione.
Interventi innovativi sono ad esempio volti a ridurre l’impatto ambientale delle macchine di
pretrattamento e tintura intervenendo sulla temperatura stessa dell’acqua e dei vapori
convogliandoli, a fine step di produzione, ad alimentare le fasi di altri impianti abbassando così
consumi idrici ed energetici.
La fase di Imbozzimatura dei filati d’ordito rappresenta uno step irrinunciabile per il successivo
processo di tessitura in quanto, in assenza di un trattamento di irrobustimento dei filati d’ordito la
loro movimentazione e l’inserimento della trama ne provocherebbero frequenti rotture mettendo
a rischio la qualità del prodotto finito e la produttività stessa dell’impianto per le continue
interruzioni. La scelta del grado di biodegradabilità della bozzima è, a parità di effetto, un criterio
importante dal punto di vista ambientale consentendo di ottenere in fase di sbozzimatura acque
reflue con meno inquinanti e più gestibili nei processi di depurazione. Una bozzima realizzata con
polisaccaridi naturali modificati chimicamente per l'industria tessile, presenta il vantaggio di essere
solubile a basse temperature (riducendo così i consumi energetici necessari al riscaldamento
dell’acqua di bagno) ed è facilmente eliminabili dal tessuto riducendo l’impiego delle sostanze
chimiche utilizzate nel processo di sbozzimatura del tessuto una volta scaricato dal telaio allo scopo
di liberare le fibre da sostanze indurenti che ne impedirebbero i successivi trattamenti di
nobilitazione.
30 E’ il caso, ad esempio, del progetto Biscol, realizzato daUniversity of Siena,Next Technology Tecnotessile,
Lanificio Luigi Ricceri srl, Wetlands Incubator SPRL, SETAS CHEMICALS, ACHIMO Srl. The objective of BISCOL is to
propose a new dyeing process as global alternative for the bioconversion of raw materials into competitive eco-viable
final products.
25
Quello della bozzima è un tema di grande attualità nel comparto tessile e da sempre focalizza
l’interesse delle imprese e degli enti di ricerca.
Una interessante novità è stata introdotta e brevettata dall’industria comasca Canepa31 grazie ad
una ricerca svolta in collaborazione con il CNR di Milano e CNR ISMAC di Biella. Si tratta in questo
caso di un bagno rinforzante a base di chitosano32 destinato non al cotone ma alla lavorazione dei
filati superfini di fibre pregiate (cashmere, cammello, lana merinos, seta, ecc.) tessuti dall’azienda.
Il chitosano è atossico, biocompatibile e completamente biodegradabile e ben si presta a sostituire
i più impattanti collanti sintetici, il suo grado di sostenibilità è inoltre dato dall’essere esso stesso
uno scarto della filiera alimentare e di consentire un provato risparmio di acqua di processo (oltre
ad un terzo secondo quanto dichiarato dall’azienda) e uno scarico dei bagni di lavaggio privi di
inquinanti e a bassa temperatura.
In altre parole una bozzima a maggior biodegradabilità consente di attivare:
risparmi energetici (riscaldamento acque di bagno)
risparmi idrici (meno acqua di bagno, meno trattamenti di sbozzimatura)
riduzione dei processi di trattamento delle acque reflue e della pericolosità ambientale
delle stesse (se la bozzima è di origine naturale e biodegradabile).
Per quanto riguarda il processo di Tessitura, non essendo previsto uso di acqua e sostanze chimiche
(a parte lubrificanti dei meccanismi delle macchine di processo) l’impatto ambientale è
sintetizzabile nelle seguenti voci:
consumi energetici
inquinamento acustico
emissioni polveri
produzioni di scarti di produzione (filacce, cimosse, filamenti..).
Anche in questo caso un ruolo importante è ricoperto dalla ricerca innovativa condotta su
macchine ed impianti, tecnologie che devono garantire massima resa, qualità e produttività ma in
una logica di salvaguardia dei parametri ambientali e di tutela della sicurezza e della salute dei
lavoratori.
31
L’azienda ha recentemente avviato uno stabilimento nel Silento per l’applicazione industriale dei processi
innovativi brevettati http://www.canepaevolution.it/ricerche-e-brevetti/kitotex/
32 un polisaccaride ottenuto dalla chitina, materiale biodegradabile di origine naturale ottenuto dagli scarti della
lavorazione dei crostacei
26
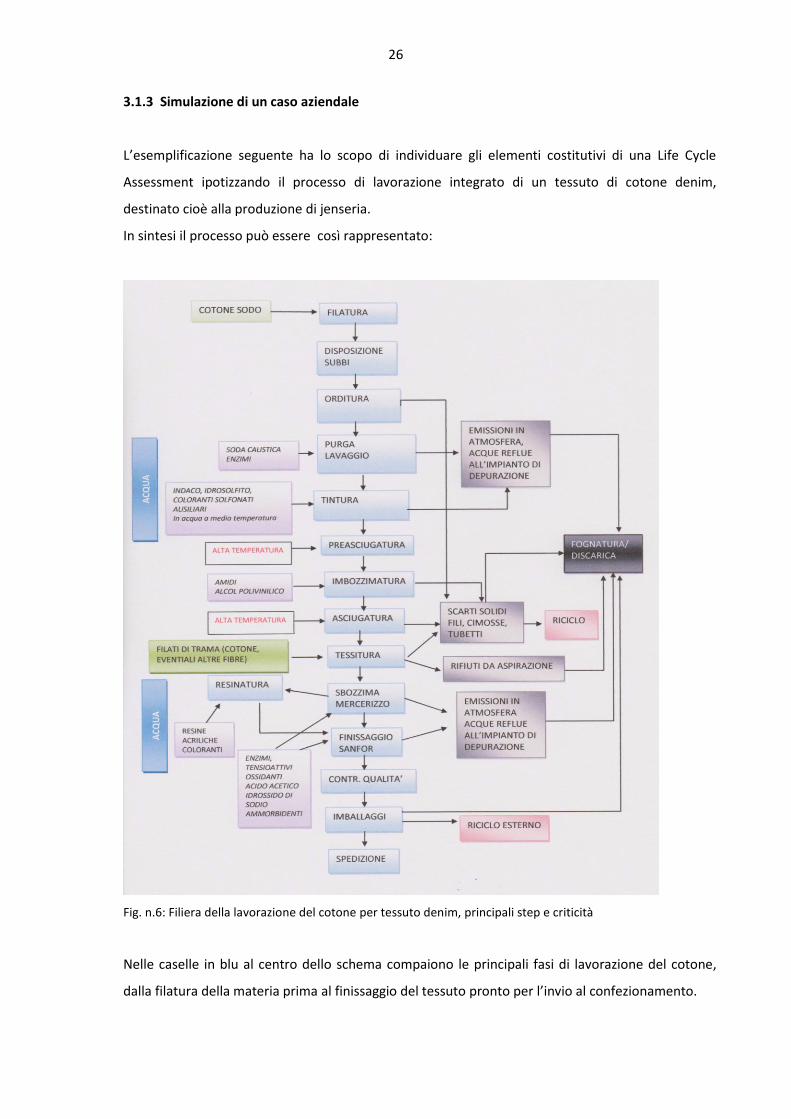
3.1.3 Simulazione di un caso aziendale
L’esemplificazione seguente ha lo scopo di individuare gli elementi costitutivi di una Life Cycle
Assessment ipotizzando il processo di lavorazione integrato di un tessuto di cotone denim,
destinato cioè alla produzione di jenseria.
In sintesi il processo può essere così rappresentato:
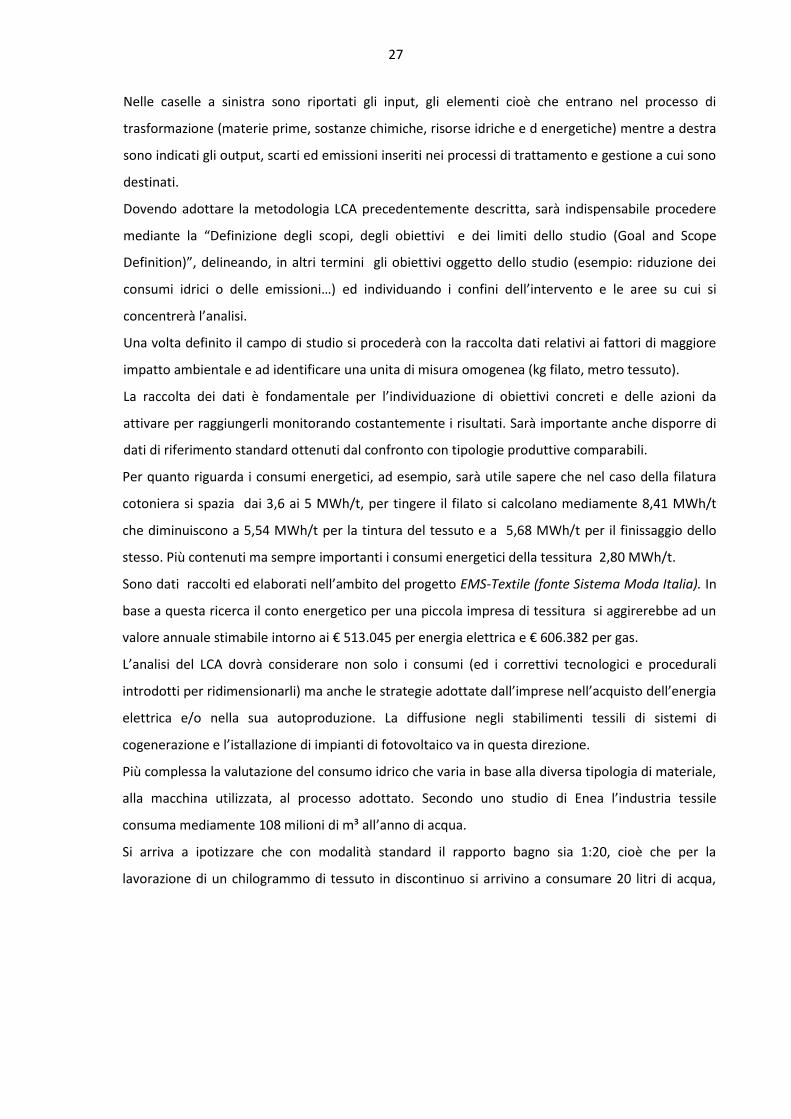
Fig. n.6: Filiera della lavorazione del cotone per tessuto denim, principali step e criticità
Nelle caselle in blu al centro dello schema compaiono le principali fasi di lavorazione del cotone,
dalla filatura della materia prima al finissaggio del tessuto pronto per l’invio al confezionamento.
27
Nelle caselle a sinistra sono riportati gli input, gli elementi cioè che entrano nel processo di
trasformazione (materie prime, sostanze chimiche, risorse idriche e d energetiche) mentre a destra
sono indicati gli output, scarti ed emissioni inseriti nei processi di trattamento e gestione a cui sono
destinati.
Dovendo adottare la metodologia LCA precedentemente descritta, sarà indispensabile procedere
mediante la “Definizione degli scopi, degli obiettivi e dei limiti dello studio (Goal and Scope
Definition)”, delineando, in altri termini gli obiettivi oggetto dello studio (esempio: riduzione dei
consumi idrici o delle emissioni…) ed individuando i confini dell’intervento e le aree su cui si
concentrerà l’analisi.
Una volta definito il campo di studio si procederà con la raccolta dati relativi ai fattori di maggiore
impatto ambientale e ad identificare una unita di misura omogenea (kg filato, metro tessuto).
La raccolta dei dati è fondamentale per l’individuazione di obiettivi concreti e delle azioni da
attivare per raggiungerli monitorando costantemente i risultati. Sarà importante anche disporre di
dati di riferimento standard ottenuti dal confronto con tipologie produttive comparabili.
Per quanto riguarda i consumi energetici, ad esempio, sarà utile sapere che nel caso della filatura
cotoniera si spazia dai 3,6 ai 5 MWh/t, per tingere il filato si calcolano mediamente 8,41 MWh/t
che diminuiscono a 5,54 MWh/t per la tintura del tessuto e a 5,68 MWh/t per il finissaggio dello
stesso. Più contenuti ma sempre importanti i consumi energetici della tessitura 2,80 MWh/t.
Sono dati raccolti ed elaborati nell’ambito del progetto EMS-Textile (fonte Sistema Moda Italia). In
base a questa ricerca il conto energetico per una piccola impresa di tessitura si aggirerebbe ad un
valore annuale stimabile intorno ai € 513.045 per energia elettrica e € 606.382 per gas.
L’analisi del LCA dovrà considerare non solo i consumi (ed i correttivi tecnologici e procedurali
introdotti per ridimensionarli) ma anche le strategie adottate dall’imprese nell’acquisto dell’energia
elettrica e/o nella sua autoproduzione. La diffusione negli stabilimenti tessili di sistemi di
cogenerazione e l’istallazione di impianti di fotovoltaico va in questa direzione.
Più complessa la valutazione del consumo idrico che varia in base alla diversa tipologia di materiale,
alla macchina utilizzata, al processo adottato. Secondo uno studio di Enea l’industria tessile
consuma mediamente 108 milioni di m³ all’anno di acqua.
Si arriva a ipotizzare che con modalità standard il rapporto bagno sia 1:20, cioè che per la
lavorazione di un chilogrammo di tessuto in discontinuo si arrivino a consumare 20 litri di acqua,
28
solo per la fase di tintura33. Non sorprende che molteplici fonti attribuiscano ad un paio di jeans un
consumo pari a 11.000 litri di acqua34.
Osservando lo schema riportato a pag. 26, ed i molteplici trattamenti a cui è sottoposto il filato di
cotone per acquisire la tonalità e le prestazioni necessarie ai processi successivi e all’utilizzo finale ci
si rende conto della complessità del percorso produttivo che chiama in causa energia, acqua,
chimica e produce emissioni che le imprese europee tengono sotto controllo e gestiscono negli
impianti di depurazione fino allo stoccaggio dei reflui alle discariche.
Nell’analisi del ciclo di vita di un prodotto finito, ad esempio di un paio di jeans, quanto descritto
contribuisce a definire la componente prevalente del capo ma non è del esaustiva. Occorre infatti
considerare ogni elemento che contribuisce a formare l’articolo finito:
- eventuale presenza di altre fibre e/o elastomeri
- bottoni
- cerniere
- elementi decorativi
- processi corrosivi
- packaging
- cura e manutenzione del capo.
I processi corrosivi (effetti vintage, usura, sbiancamento) rappresentano una tematica
particolarmente delicata essendo ormai ampiamente noti i danni alla salute dei lavoratori che
pratiche come la sabbiatura comportano.
Oltre a “tracciare” la supply chian allo scopo di garantire il rispetto della sicurezza dei lavoratori e la
prevenzione di malattie quali la silicosi indotte da queste lavorazioni nei contesti delocalizzati, è
bene ricordare che esistono pratiche alternative, sicure e a basso impatto ambientale quali i
trattamenti laser ed enzimatici.
Si tratta di aspetti che devono essere preventivamente valutati nel corso dell’ideazione del
prodotto finale, fase che assume, da questo punto di vista un’importanza relativa non più solo
all’estetica e alla vestibilità del capo finito ma anche del suo contenuto di sostenibilità.
33
Ervet, http://www.tecnologiepulite.it
34 Levi’s in modo un po’ provocatorio, è arrivata a suggerire ai consumatori di indossare i jeans per almeno 15 giorni
prima di lavarli perché, a detta dell’azienda, i consumi di acqua necessari ai lavaggi sono, a fine ciclo di vita, più elevati
di quelli imputabili alla produzione.