e ts - dressing
TRANSCRIPT
… things which can go wrong: here dressing
dressing
speed ratio qd dressing overlap Ud
dressing infeed aed touch dressing strategy side face dressing t.b.c. ...
dressing
… things which can go wrong: here dressing
dressing speed ratio qd dressing overlap Ud dressing infeed aed touch dressing strategy side face dressing t.b.c. ...
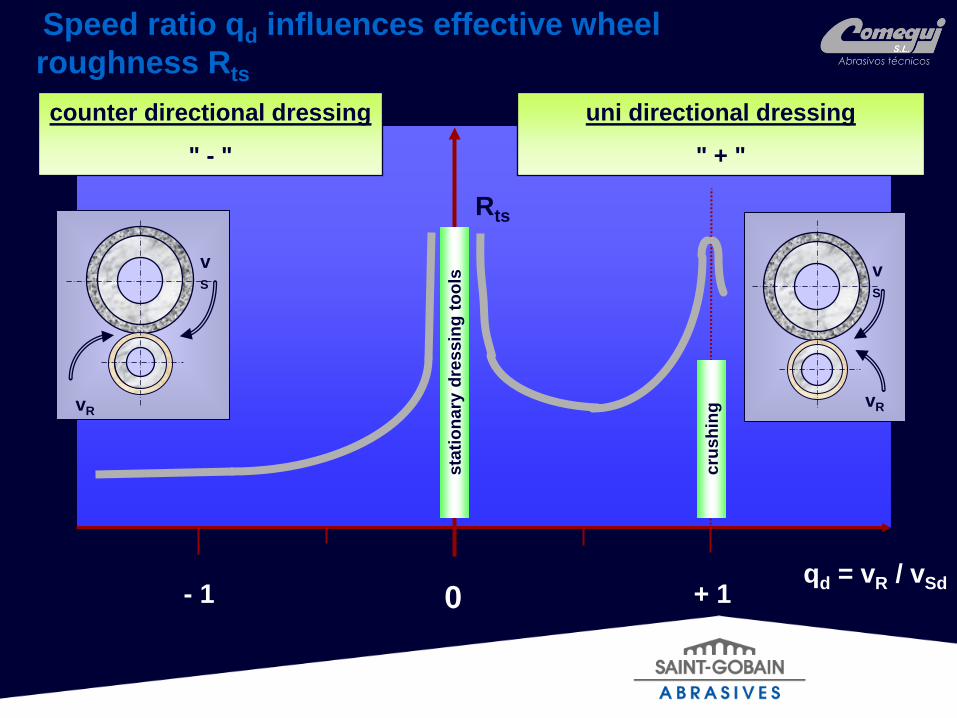
qd = vR / vSd
- 1 0 + 1
Rts
qd = vR / vSd
crus
hing
vS
vR
stat
iona
ry d
ress
ing
tool
s
vR
vS
98-021b-e Speed ratio qd influences effective wheel roughness Rts
uni directional dressing
" + "
counter directional dressing
" - "
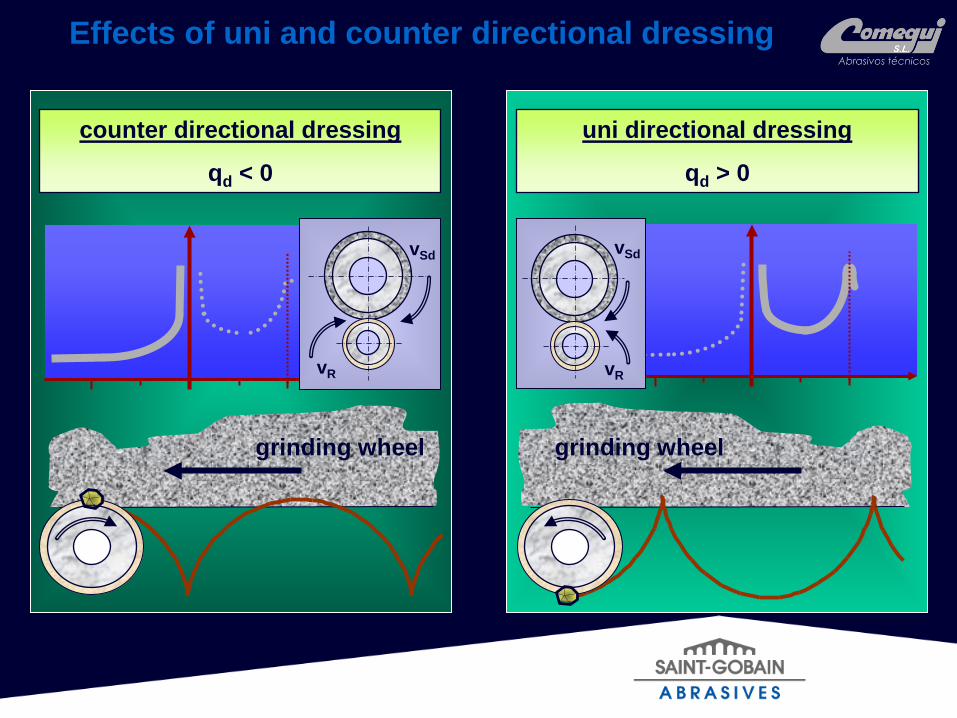
grinding wheel grinding wheel
Effects of uni and counter directional dressing
vSd
vR vR
vSd
uni directional dressing
qd > 0
counter directional dressing
qd < 0
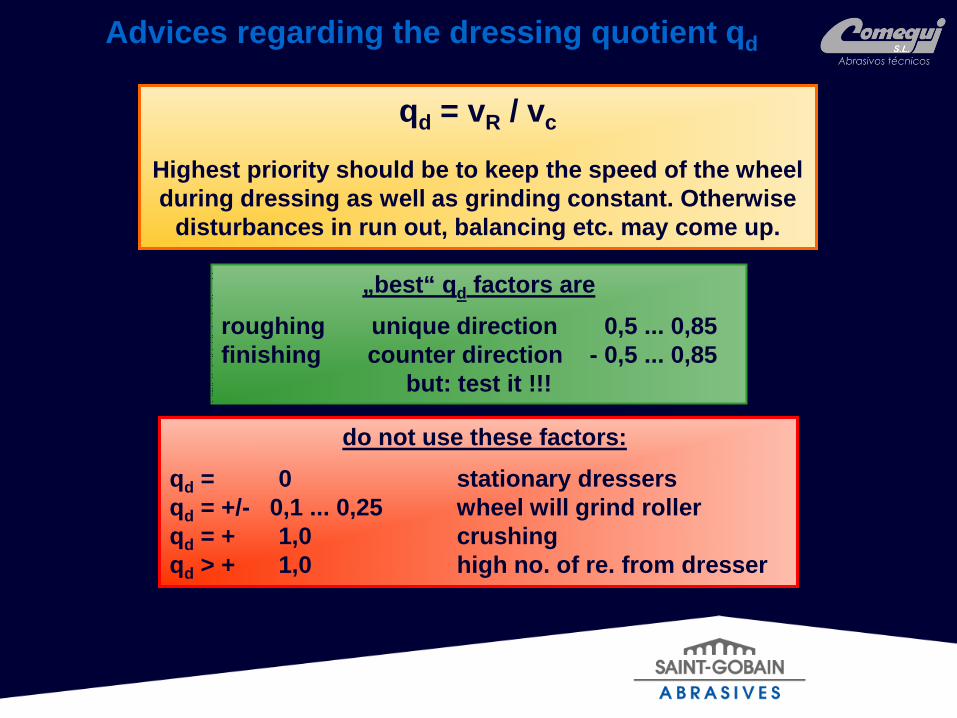
qd = vR / vc Highest priority should be to keep the speed of the wheel during dressing as well as grinding constant. Otherwise
disturbances in run out, balancing etc. may come up.
Advices regarding the dressing quotient qd
do not use these factors:
qd = 0 stationary dressers qd = +/- 0,1 ... 0,25 wheel will grind roller qd = + 1,0 crushing qd > + 1,0 high no. of re. from dresser
„best“ qd factors are
roughing unique direction 0,5 ... 0,85 finishing counter direction - 0,5 ... 0,85
but: test it !!!
… things which can go wrong: here dressing
dressing speed ratio qd dressing overlap Ud dressing infeed aed touch dressing strategy side face dressing t.b.c. ...
f ad
f ad
b d
b d
a pd
a pd
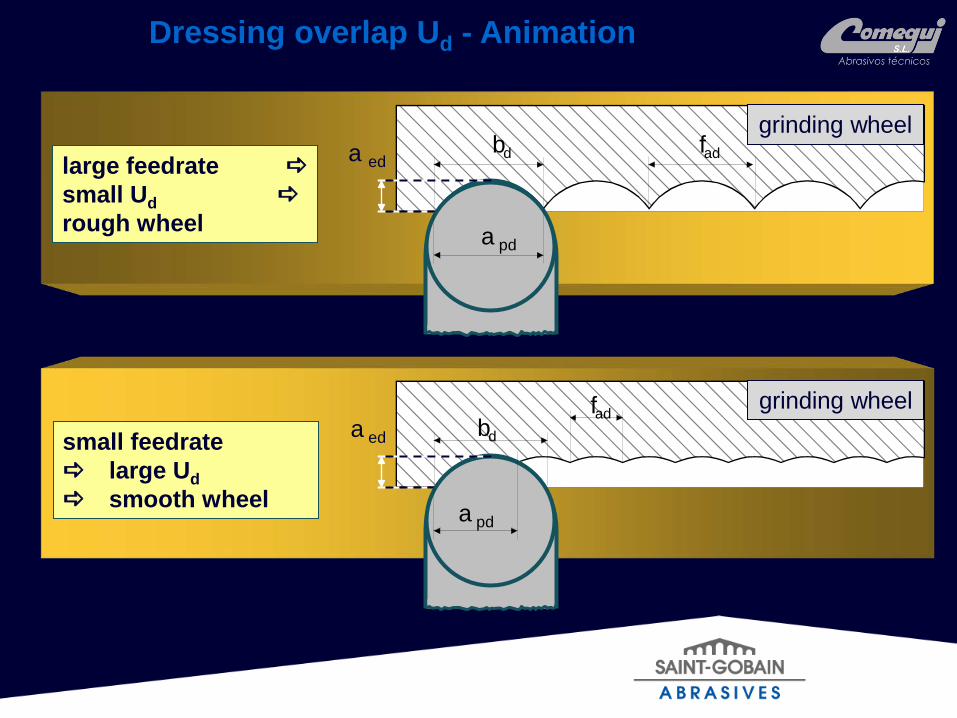
Dressing overlap Ud - Animation
a ed
a ed small feedrate large Ud smooth wheel
large feedrate small Ud rough wheel
grinding wheel
grinding wheel
aed nsd
apd fad
vfad
dk
nR
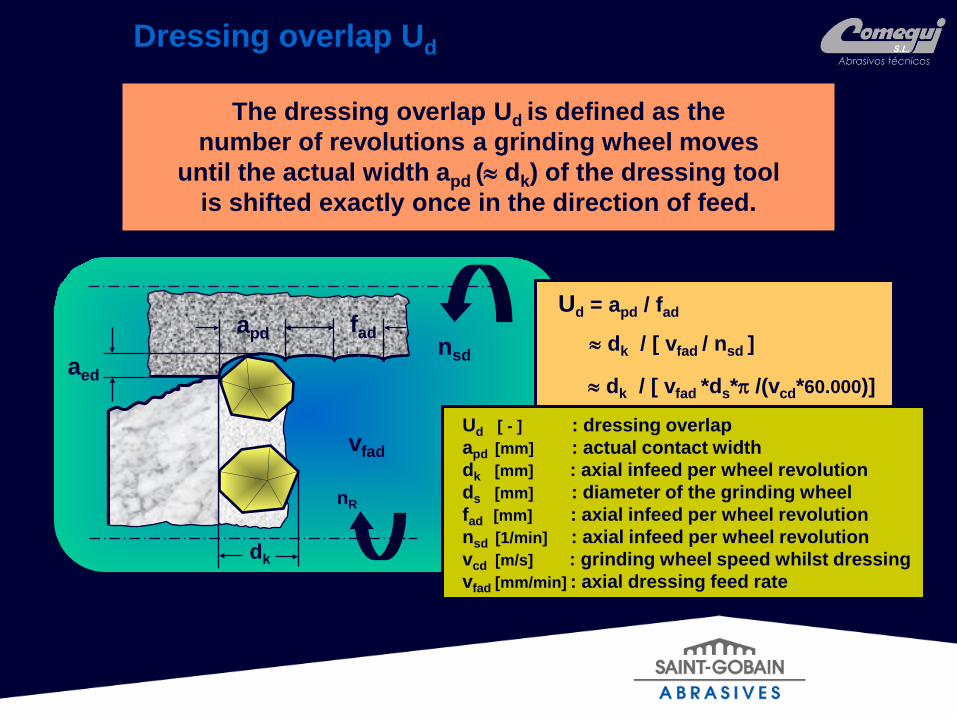
The dressing overlap Ud is defined as the number of revolutions a grinding wheel moves
until the actual width apd (≈ dk) of the dressing tool is shifted exactly once in the direction of feed.
Ud = apd / fad
≈ dk / [ vfad / nsd ]
≈ dk / [ vfad *ds*π /(vcd*60.000)]
Ud [ - ] : dressing overlap apd [mm] : actual contact width dk [mm] : axial infeed per wheel revolution ds [mm] : diameter of the grinding wheel fad [mm] : axial infeed per wheel revolution nsd [1/min] : axial infeed per wheel revolution vcd [m/s] : grinding wheel speed whilst dressing vfad [mm/min] : axial dressing feed rate
Dressing overlap Ud
01-054-e Udo Mertens
paper clip 0,8 mm
human hair 0,05 mm
needle 0,6 mm
cigarette paper 0,03 mm
pork hair 0,1 mm
newspaper 0,08 mm
spider web 0.006 mm
micrometer 0.001 mm
The size of a micrometer
… things which can go wrong: here dressing
dressing speed ratio qd dressing overlap Ud dressing infeed aed touch dressing strategy side face dressing t.b.c. ...
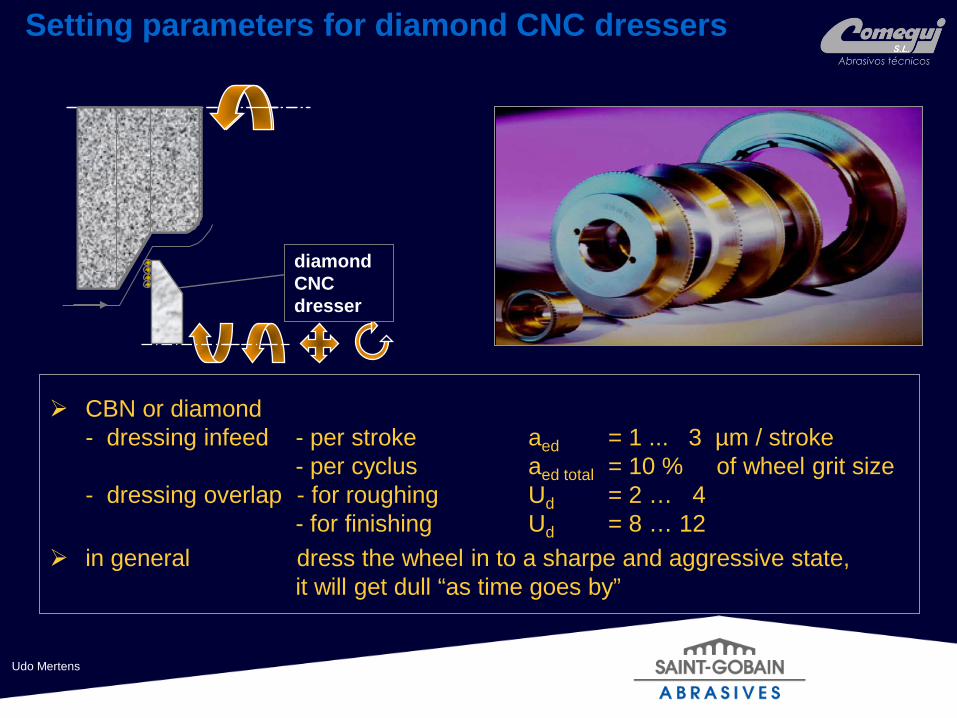
Setting parameters for diamond CNC dressers
diamond CNC dresser
CBN or diamond - dressing infeed - per stroke aed = 1 ... 3 µm / stroke - per cyclus aed total = 10 % of wheel grit size - dressing overlap - for roughing Ud = 2 … 4 - for finishing Ud = 8 … 12
in general dress the wheel in to a sharpe and aggressive state, it will get dull “as time goes by”
Udo Mertens
04-034-e Setting parameters for diamond CNC dressers
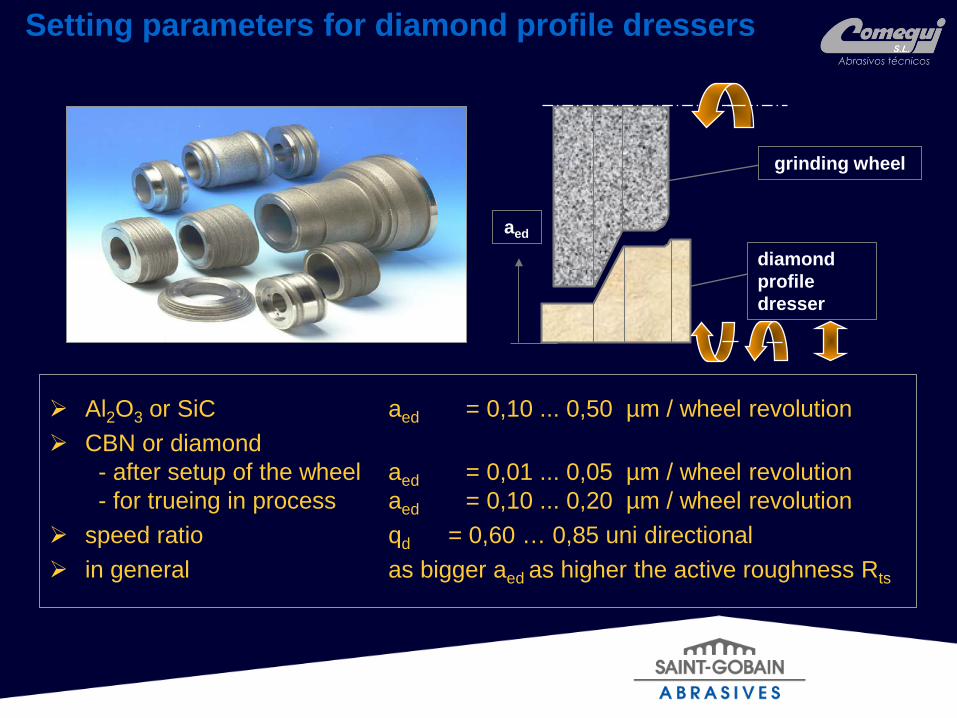
Setting parameters for diamond profile dressers
04-029-e Setting parameters for diamond profile dressers
Al2O3 or SiC aed = 0,10 ... 0,50 µm / wheel revolution CBN or diamond
- after setup of the wheel aed = 0,01 ... 0,05 µm / wheel revolution - for trueing in process aed = 0,10 ... 0,20 µm / wheel revolution
speed ratio qd = 0,60 … 0,85 uni directional in general as bigger aed as higher the active roughness Rts
grinding wheel
diamond profile dresser
aed
… things which can go wrong: here dressing
dressing speed ratio qd dressing overlap Ud dressing infeed aed touch dressing strategy side face dressing t.b.c. ...
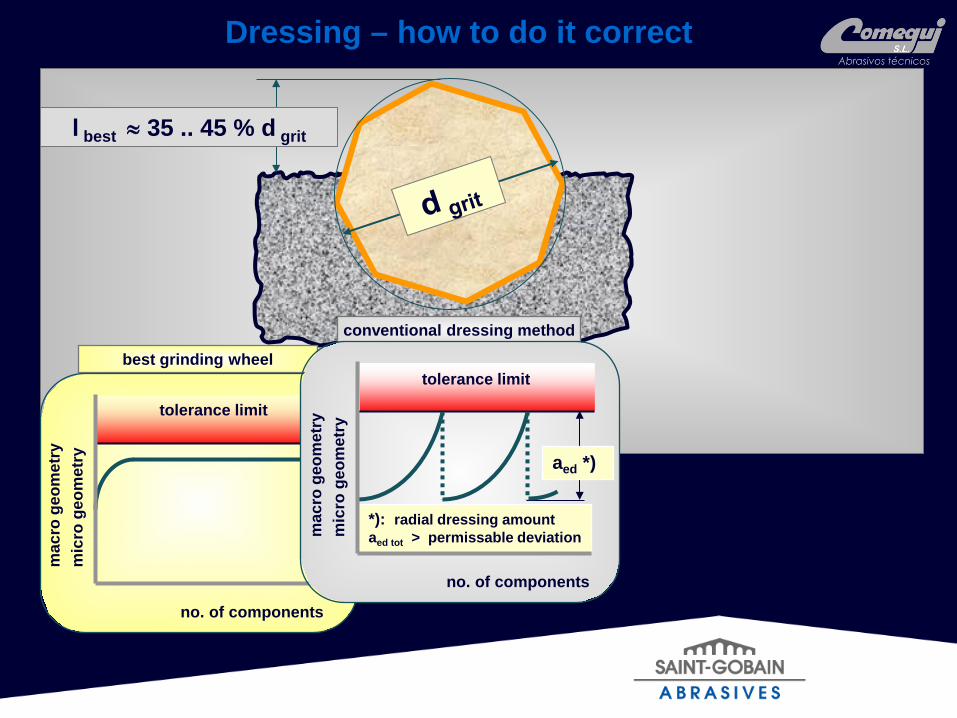
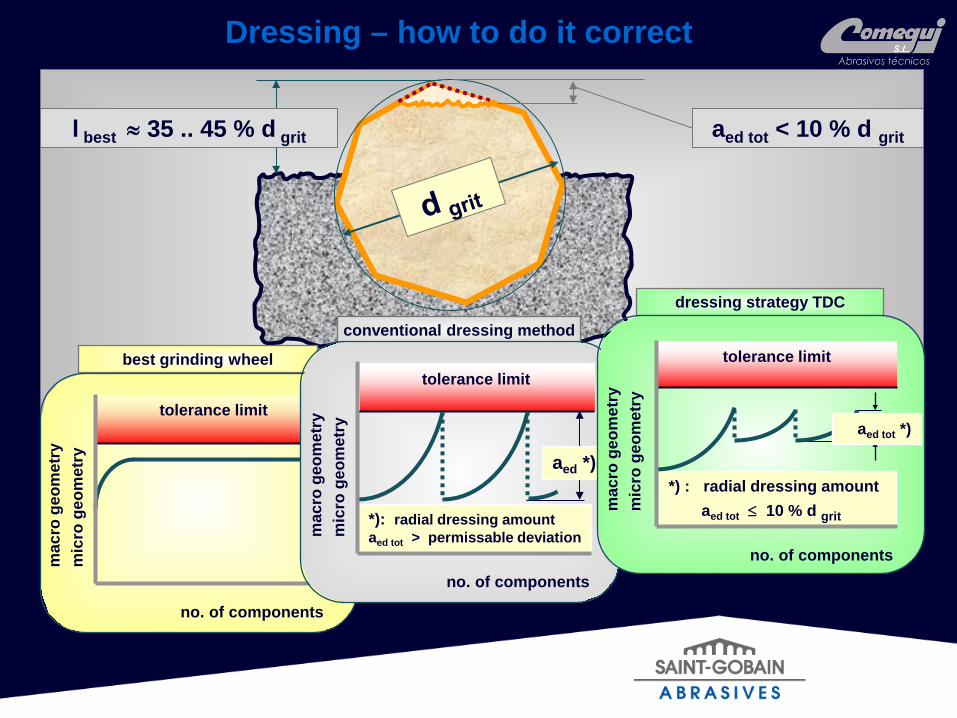
l best ≈ 35 .. 45 % d grit
Dressing – how to do it correct
best grinding wheel
tolerance limit
mac
ro g
eom
etry
m
icro
geo
met
ry
no. of components
aed ges *)
*) : radiale Abrichtzustellung . aed ges > Profilfehler
conventional dressing method
no. of components
aed *)
*): radial dressing amount aed tot > permissable deviation m
acro
geo
met
ry
mic
ro g
eom
etry
tolerance limit
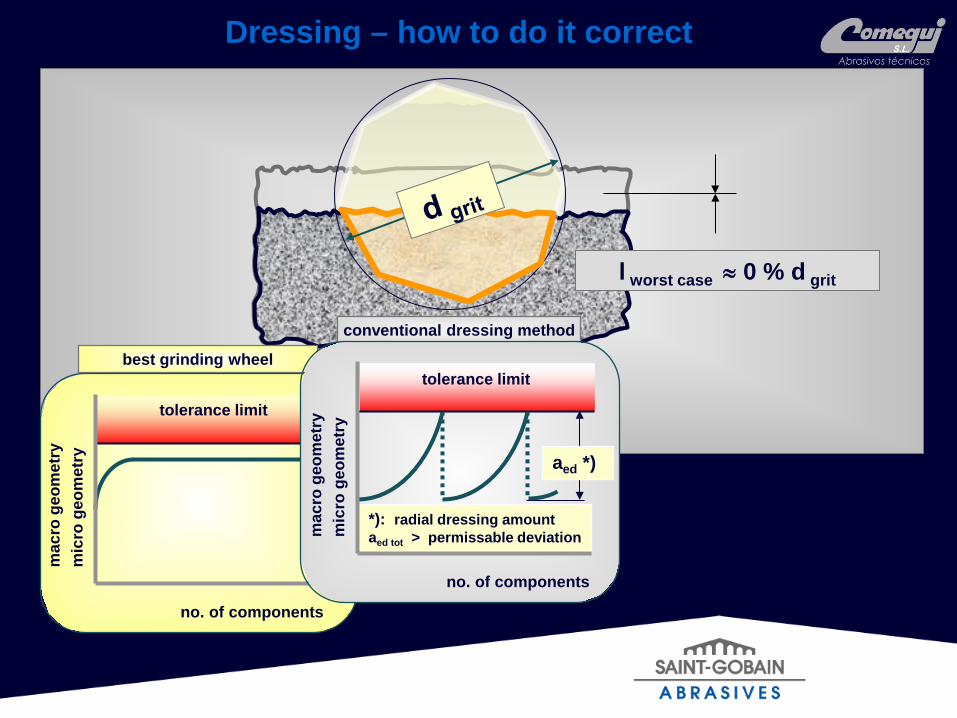
Dressing – how to do it correct
l worst case ≈ 0 % d grit
best grinding wheel
tolerance limit
mac
ro g
eom
etry
m
icro
geo
met
ry
no. of components
aed ges *)
*) : radiale Abrichtzustellung . aed ges > Profilfehler
conventional dressing method
no. of components
aed *)
*): radial dressing amount aed tot > permissable deviation m
acro
geo
met
ry
mic
ro g
eom
etry
tolerance limit
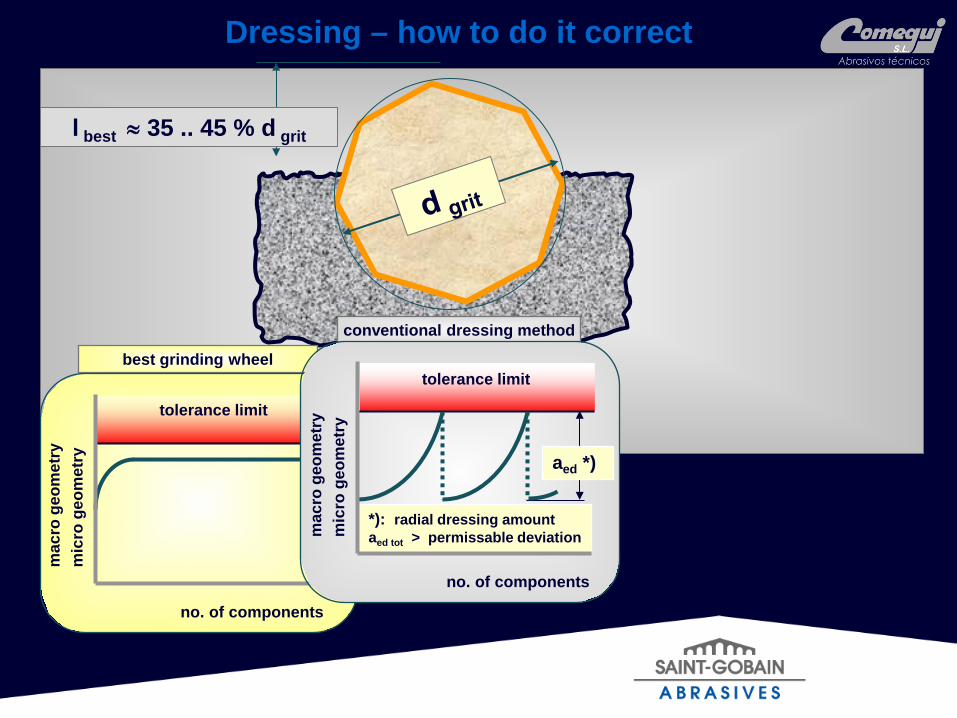
l best ≈ 35 .. 45 % d grit
Dressing – how to do it correct
best grinding wheel
tolerance limit
mac
ro g
eom
etry
m
icro
geo
met
ry
no. of components
aed ges *)
*) : radiale Abrichtzustellung . aed ges > Profilfehler
conventional dressing method
no. of components
aed *)
*): radial dressing amount aed tot > permissable deviation m
acro
geo
met
ry
mic
ro g
eom
etry
tolerance limit
Dressing – how to do it correct
l best ≈ 35 .. 45 % d grit aed tot < 10 % d grit
aed ges *)
*) : radiale Abrichtzustellung . aed ges > Profilfehler
best grinding wheel
tolerance limit
mac
ro g
eom
etry
m
icro
geo
met
ry
no. of components
aed ges *)
*) : radiale Abrichtzustellung . aed ges > Profilfehler
conventional dressing method
no. of components
aed *)
*): radial dressing amount aed tot > permissable deviation m
acro
geo
met
ry
mic
ro g
eom
etry
tolerance limit
dressing strategy TDC
no. of components
*) : radial dressing amount aed tot ≤ 10 % d grit
aed tot *)
mac
ro g
eom
etry
m
icro
geo
met
ry
tolerance limit
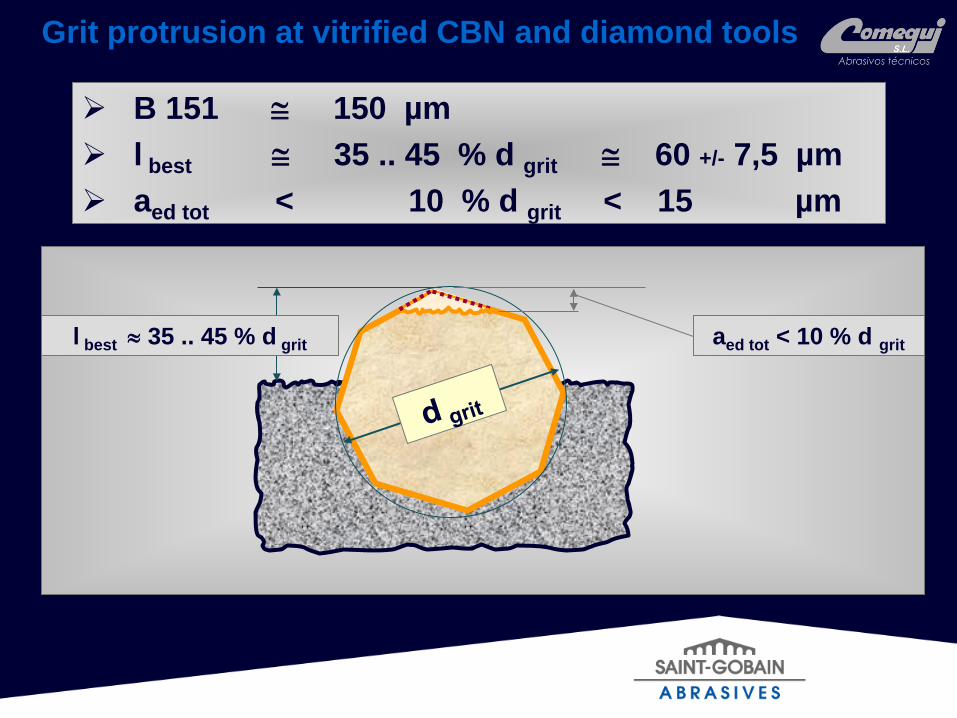
Grit protrusion at vitrified CBN and diamond tools
B 151 ≅ 150 µm
l best ≅ 35 .. 45 % d grit ≅ 60 +/- 7,5 µm
aed tot < 10 % d grit < 15 µm
l best ≈ 35 .. 45 % d grit aed tot < 10 % d grit
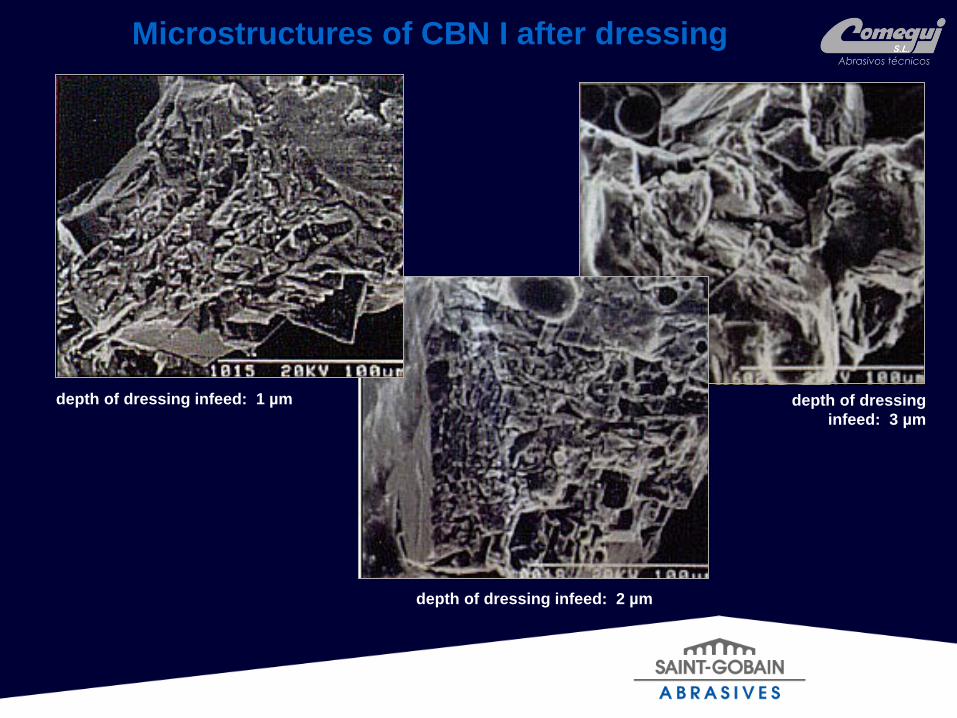
depth of dressing infeed: 3 µm
Microstructures of CBN I after dressing
depth of dressing infeed: 2 µm
depth of dressing infeed: 1 µm
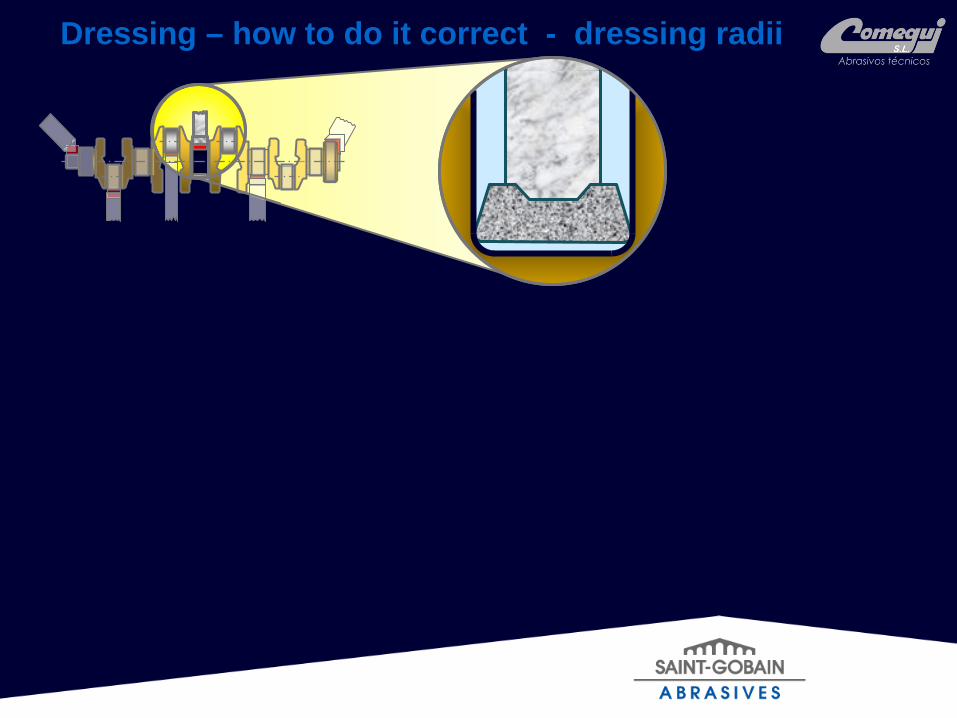
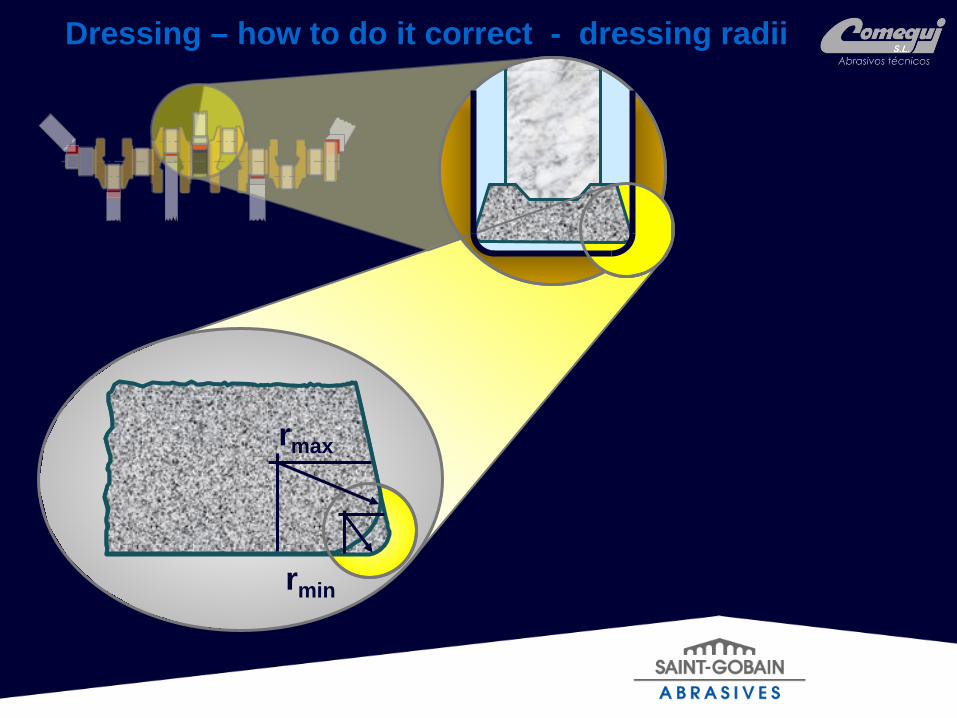
a – Dressing – how to do it correct - dressing radii
b - Dressing – how to do it correct - dressing radii
rmax
rmin
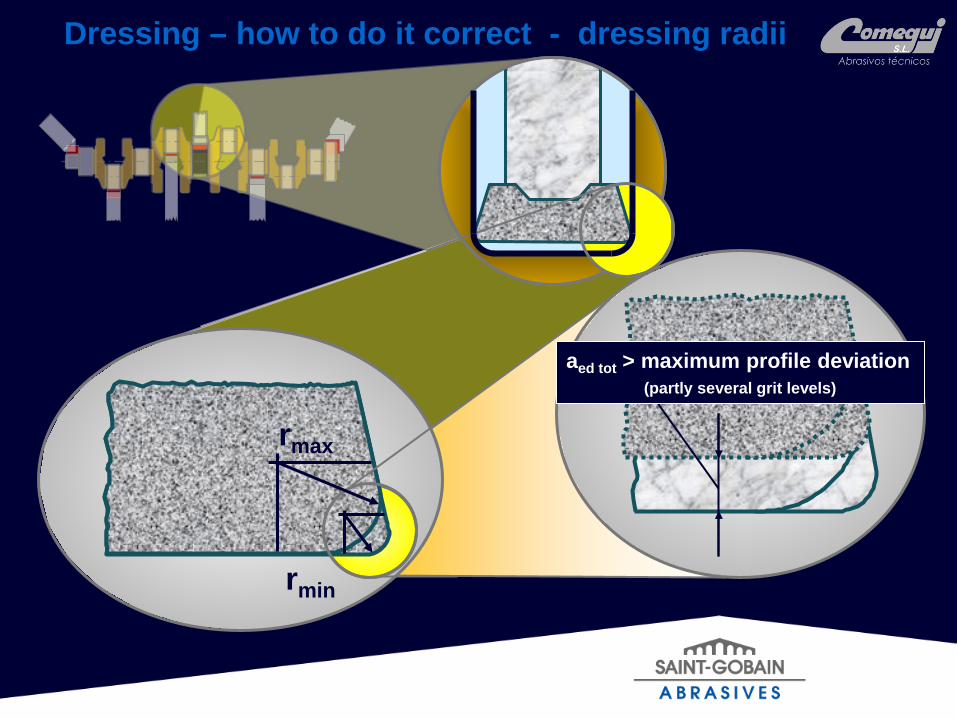
aed tot > maximum profile deviation (partly several grit levels)
c - Dressing – how to do it correct - dressing radii
rmax
rmin
… things which can go wrong: here dressing
dressing speed ratio qd dressing overlap Ud dressing infeed aed touch dressing strategy side face dressing t.b.c. ...
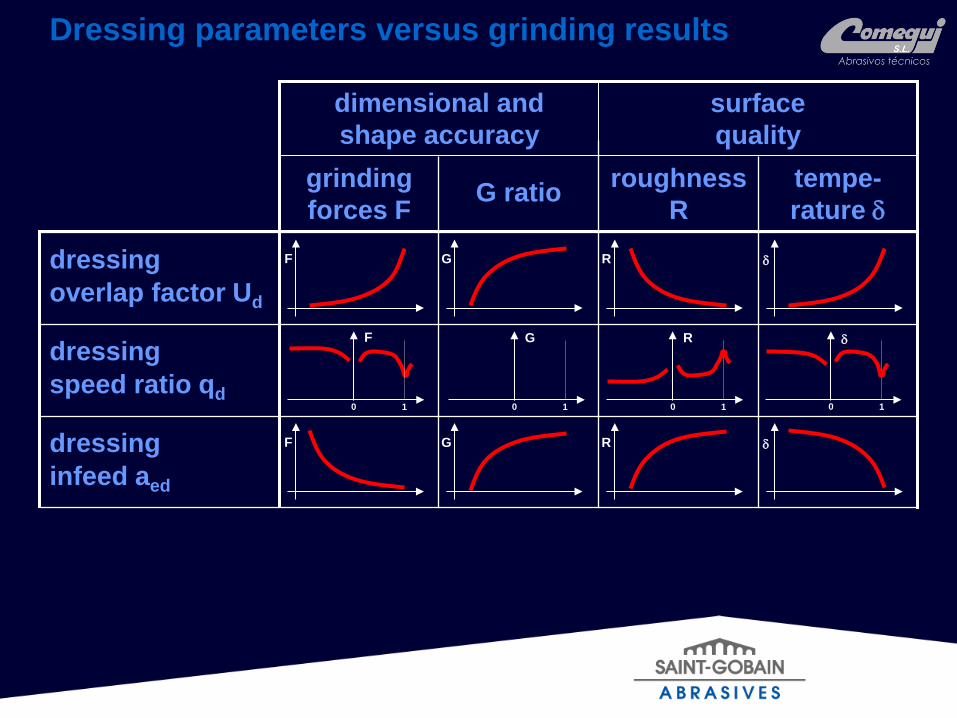
Dressing parameters versus grinding results
tempe-rature δ
roughness R
G ratio grinding forces F
dimensional and shape accuracy
surface quality
F dressing overlap factor Ud
G R δ
dressing speed ratio qd
F G R δ
0 1 0 1 0 1 0 1
F dressing infeed aed
G R δ
