obvladovanje procesov kontrole valja tip 80235 fileiv zahvala zahvaljujem se mentorju izr. prof. dr....
TRANSCRIPT
OBVLADOVANJE PROCESOV KONTROLE VALJA
TIP 80235
Diplomsko delo
Študent: Aleš LOČNIKAR
Študijski program: Univerzitetni študijski program
Strojništvo
Smer: Proizvodno strojništvo
Mentor: izr. prof. dr. Bojan Ačko
Somentor: izr. prof. dr. Borut Buchmeister
Maribor, november 2011

II
III
I Z J A V A
Podpisani Aleš Ločnikar izjavljam, da:
je bilo predloţeno diplomsko delo opravljeno samostojno pod mentorstvom izr. prof.
dr. Bojana Ačka in somentorstvom izr. prof. dr. Boruta Buchmeistra;
predloţeno diplomsko delo v celoti ali v delih ni bilo predloţeno za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
soglašam z javno dostopnostjo diplomskega dela v Knjiţnici tehniških fakultet
Univerze v Mariboru.
Maribor, november 2011 Podpis: ___________________________

IV
ZAHVALA
Zahvaljujem se mentorju izr. prof. dr. Bojanu Ačku in
somentorju izr. prof. dr. Borutu Buchmeistru za pomoč in
vodenje pri opravljanju diplomskega dela. Za možnost izvedbe
in pomoč se zahvaljujem tudi podjetju Kolding d.o.o. in
direktorju Milanu Košeljniku.
Posebna zahvala velja staršem, ki so mi omogočili študij.
Hvala tudi vsem ostalim, ki so mi pri delu kakorkoli pomagali.

V
OBVLADOVANJE PROCESOV KONTROLE VALJA TIP
80235
Ključne besede: proces kontrole, merilna negotovost, valj za valjanje pločevine, dimenzijska
kontrola, neporušitvene preiskave.
UDK: 621.77:531.714.08(043.2)
POVZETEK
V diplomskem delu z naslovom »Obvladovanje procesov kontrole valja tip 80235« je bil
namen vzpostaviti celovit in v praksi uporaben proces kontrole, ki bi zajemal vse relevantne
točke kontrole. Le-te na koncu zagotavljajo ustrezno kakovost opravljenega dela v podjetju
Kolding d.o.o. in proizvod, ki je v skladu z zahtevami.
Pri vzpostavljanju procesa kontrole v podjetju je bil glavni cilj kakovosten proces, ki
je uporaben v praksi in celovito rešuje problem kontrole pri izdelku. Tako je bilo najprej
potrebno podrobno spoznati zakonitosti proizvodnega procesa in v to umestiti na novo
definiran proces kontrole z najmanjšo možno motnjo za proizvodni proces. Sklop kontrolnih
aktivnosti vsebuje tako dimenzijsko kontrolo izdelka kot tudi neporušitvene preiskave
materiala in kontrole mehanskih lastnosti izdelka. Celoten sklop dejavnosti je moral biti tudi
kompatibilen s sistemom kakovosti po standardu ISO 9001, katerega nosilec je tudi podjetje
Kolding d.o.o.
VI
ÜBERWACHUNG DES KONTROLLPROZESSES FÜR DEN
WALZENTYP 80235
Schlüsselwörter: Kontrollprozess, Messunsicherheit, Blechwalze, Maßprüfung,
zerstörungsfreie Prüfverfahren.
UDK-Nr.: 621.77:531.714.08(043.2)
ZUSAMMENFASSUNG
Durch die Diplomarbeit mit dem Titel »Überwachung des Kontrollprozesses für den
Walzentyp 80235« sollte das Ziel erreicht werden, einen ganzheitlichen und praxistauglichen
Kontrollprozess zu entwickeln, welcher alle Hauptkontrollpunkte umfasst. Lediglich dadurch
werden die entsprechende Arbeitsqualität im Unternehmen Kolding d. o. o. sowie ein
normgerechtes Produkt gewährleistet.
Bei der Entwicklung des Kontrollprozesses für das Unternehmen war das Hauptziel ein
hochwertiger Prozess, der in der Praxis angewendet werden kann und eine ganzheitliche
Lösung des Problems der Produktkontrolle ermöglicht. Deswegen mussten zuerst die
Gesetzmäßigkeiten des Produktionsprozesses ergründet werden, in welchen der neu definierte
Kontrollprozess mit der minimalsten Störung des Produktionsprozesses integriert wird. Zu
den Kontrollaktivitäten werden sowohl die Maßprüfung des Produktes sowie das
zerstörungsfreie Prüfverfahren des Materials und die Kontrolle der mechanischen
Eigenschaften des Produktes gezählt. Alle Aktivitäten mussten zudem mit dem Qualitätssystem
gemäß dem ISO-Standard 9001 kompatibel sein, nach welchem das Unternehmen Kolding d.
o. o. zertifiziert ist.
VII
KAZALO
1 UVOD……………………………………………………………………...1
1.1 Splošni opis področja diplomskega dela…………………………………. …….……..1
1.2 Namen in cilji diplomskega dela…. …………………………………………………..1
1.3 Struktura diplomskega dela. …………………………………………………………..2
2 PREDSTAVITEV PODJETJA…………………………………………..3
3 NADZOR KAKOVOSTI V SISTEMIH VODENJA……………………5
3.1 Opredelitev kakovosti…………………………………………………………………....5
3.2 Zagotavljanje kakovosti………………………………………………………………….5
3.3 Sistem vodenja kakovosti………………………………………………………………..6
3.4 Načela sistema vodenja kakovosti……………………………………………………….7
3.5 Zahteve standarda ISO 9001……………………………………………………………..8
4 OSNOVE MEROSLOVJA…………………………………………..…12
4.1 Pomen meritev ………………………………………………………………………...12
4.2 Merilna negotovost……………………………………………………………………..14
4.3 Umerjanje in sledljivost…………………………………………………………...……27
5 PROCESI KONTROLE VALJA TIP 80235………………………….32
5.1 Predstavitev izdelka…………………………………………………………………….32
5.2 Izdelovalni procesi / aktivnosti ………………………………………………………....33
5.3 Merilni procesi ………………………………………………………………………...34
5.4 Merilna oprema ………………………………………………………………………...49
6 DISKUSIJA……………………………………………………………...53
7 SKLEP…………………………………………………………………...54
8 VIRI……………………………………………………………………….55

VIII
Priloga 1: Merilni protokol……………………………………………………………….......56
Priloga 2: Tabela mejnih mer……………………………………………………………........57
Priloga 3: Poročilo o ultrazvočni preiskavi……………………………………………….......58
Priloga 4: Načrt valja tip 80235…………………………………………………………........59

IX
UPORABLJENI SIMBOLI
– premer
– faktor širitve
– naključni pogrešek
- sistematični pogrešek
- določljiv sistematski pogrešek
– nedoločljiv sistematični pogrešek
– prava vrednost sistematičnega pogreška
– standardni odmik
– standardna negotovost
- srednja vrednost neskončnega števila meritev
- srednja vrednost izvedenih meritev
- linearna temperaturna razteznost
- sprememba dolţine
X
UPORABLJENE KRATICE
DGS – Distance Gain Size
EN – European Norm
HSD – Hardness Shore D
ISO – International Standard Organization
SIST – slovenski standard
TS – Technical Specification
VIM – Vocabulary of Metrology (Mednarodni slovar osnovnih in splošnih
izrazov s področja meroslovja)
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
1.1 Splošni opis področja diplomskega dela
Področje tega diplomskega dela je proces kontrole valja tip 80235 za hladno valjanje
pločevine v sklopu procesa mehanske obdelave in končne kontrole pri proizvodnji v podjetju
Kolding d.o.o.
Proces kontrole obsega:
procese vhodne kontrole pred mehansko obdelavo,
procese medfazne kontrole med mehansko obdelavo,
procese medfazne kontrole po vmesnih termičnih obdelavah,
procese končne kontrole pred odpremo valja.
To diplomsko delo tako obravnava obvladovanje merilnih procesov, ki so potrebni za
kakovostno proizvodnjo valja tip 80235.
Merilni procesi obsegajo sklope meritev:
geometrije,
hrapavosti površine,
trdote in
ultrazvočno kontrolo.
1.2 Namen in cilji diplomskega dela
Namen tega diplomskega dela je vzpostaviti kakovosten in stabilen sistem kontrole procesa
proizvodnje valja tip 80235 z vsemi pripadajočimi procesi do odpreme valja.
Cilji diplomskega dela so:
pregled teoretičnih osnov potrebnih za razumevanje problema kontrole,
umestitev kontrole valja v sistem nadzora kakovosti po standardu ISO 9001:2000,
definiranje potreb po točnosti merilne opreme in ukrepov za njihovo zagotavljanje,
definiranje in zagotavljanje sledljivosti merilne opreme na mednarodni nivo,
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 2 -
definiranje plana aktivnosti z zahtevami za kontrolo valja,
določiti točke moţnih dolgoročnih izboljšav pri kontroli valja.
1.3 Struktura diplomskega dela
Na začetku dela obsega je predstavljeno podjetje in proizvodni program, ki ga proizvaja
podjetje Kolding d.o.o.
Naslednja točka diplomskega dela je poglavje s teoretičnimi osnovami pomembnimi
za razumevanje sistema kakovosti v sistemih vodenja in osnovami standarda za zagotavljanje
kakovosti ISO 9001: 2000.
Četrta točka diplomskega dela obravnava področje meroslovja. Obravnavane so
osnove pomena meritev, definirana je merilna negotovost in teoretične osnove za
obvladovanje merilne negotovosti ter definirane so osnove umerjanja in sledljivosti.
Peta točka je jedro diplomskega dela. Tu je najprej opisan proizvod – valj tip 80235.
Navedene so aktivnosti oziroma procesi proizvodnje skupaj s procesi kontrole, ki so potrebni
za proizvodnjo valja. Tu so za vsak proces navedene značilnosti, problemi, kriteriji
sprejemljivosti in način dela. Opisana je tudi merilna oprema skupaj z zahtevami po točnosti
in načini sledljivosti merilnega rezultata na višje nivoje točnosti. Vse v praktičnem smislu in
direktno povezano s proizvodom.
Šesta točka je diskusija problema in ponujenih rešitev. Je končno kritično
obravnavanje ponujenih rešitev, določitev omejitev rešitev in moţnosti za prihodnje
dolgoročno izboljšanje celotnega sistema.
Vse je na koncu zdruţeno in komentirano v sklepu diplomskega dela.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 3 -
2 PREDSTAVITEV PODJETJA IN PROIZVODNEGA
PROGRAMA
Kolding d.o.o. je druţinsko podjetje s sedeţem na Koroškem, v kraju Prevalje, tik ob
slovensko-avstrijski meji. Obsega sedem zaposlenih v vodstvu in upravljanju podjetja, skupaj
z direktorjem Milanom Košeljnikom. V lastni proizvodnji je zaposlenih devet delavcev.
Proizvodni obrat obsega CNC stroje za celoten spekter mehanske obdelave najrazličnejših
vrst visokolegiranih in toplotno predobdelanih jeklenih in tudi drugih kovinskih materialov.
Celoten strojni park je dimenzioniran za izdelke večjih dimenzij. To pomeni, da lahko
izdelajo okrogle izdelke do premera 650 mm in dolţine 5500 mm oziroma druge vrste
izdelkov do 7000 kg.
Za izdelek kot je valj tip 80235, ki ga obravnava to diplomsko delo, je kot začetni
polizdelek, ki vstopi v proizvodni proces na Kolding-u potreben okrogel odkovek. Prvi korak
pri nastanku izdelka se zgodi v sklopu podjetja Ravne Rolls. To podjetje ima dolgoletno
tradicijo izdelovanja visokokakovostnega legiranega jekla, ki je potreben in ustrezen za ta
izdelek ter ustrezno dodelano tehnologijo kovanja in začetne toplotne obdelave za
zagotavljanje ustrezne kakovosti pri lastnostih odkovka. Vse to zagotavlja, da podjetje
Kolding začne svoje delo s kakovostno surovino v obliki polizdelka, kar je nujen predpogoj
za kakovosten končni izdelek.
Za potrebe termičnih in termo-kemičnih obdelav imajo vzpostavljeno kakovostno
sodelovanje z zunanjim partnerjem, s katerim sodelujejo ţe dlje časa. To omogoča dobro
poznavanje potreb za posamezni izdelek in konstantno kakovost.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 4 -
Proizvodni program podjetja Kolding obsega:
1. Površinsko utrjeni valji - kot je izdelek obravnavan v diplomskem delu. Ti valji se
uporabljajo za klasično hladno valjenje. Valji te vrste morajo med eksploatacijo
vzdrţati predvsem kritične lokalno koncentrirane dinamične tlačne obremenitve.
Površinsko trdnost takega valja doseţemo s postopkom dvofrekvenčnega
indukcijskega kaljenja, katerega hladilno sredstvo je utekočinjen dušik s
temperaturo pod -140°C, ki mu sledi popuščanje pri nizkih temperaturah.
2. Po celotnem prerezu utrjeni valji. Ti valji so termično utrjeni skozi celoten prerez
do stopnje, ki jo zahteva kupec in njegova aplikacija. Izdelani so izdelani iz
visokolegiranega krom-molibdenovega jekla. Stopnja legiranosti se giblje od 5 %
kroma pa vse do metalurškega hitroreznega jekla.
3. Specialni prevlečeni valji. To so valji za specializirane operacije, ki zahtevajo
prevleko iz gume, poliuretana ali drugih sintetičnih materialov.
4. Kovani jekleni valji za t.i. črno metalurgijo. To so valji za valjanje ploščatega
jekla, trakov, cevi in palic iz skupine črne metalurgije.
5. Zahtevnejši nadomestni in rezervni deli. To je skupina izdelkov, ki po definiciji
med eksploatacijo podvrţeni obrabi in omejeni ţivljenjski dobi. Sem sodijo
izdelki kot so leţajni obroči, drsne puše, kardanski zglobi, ohišja,…
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 5 -
3 NADZOR KAKOVOSTI V SISTEMIH VODENJA
3.1 Opredelitev kakovosti
Enotne definicije za kakovost se ne da zapisati, saj gre za dinamičen pojem, ki doţivlja
celovite zgodovinske spremembe (pred petdesetimi leti so kakovost definirali drugače kot pa
danes) in pa spremembe znotraj enega zgodovinskega obdobja, ko imamo opravka z
različnimi vrstami, lastnostmi in filozofijami proizvoda ali storitve (kakovost izobraţevalnega
sistema v drţavi je drugačna od kakovosti vijaka, ki nastavlja hitrost zapiranja vrat).
Zgodovinske tendence kaţejo, da se je na pojem kakovosti v poznejših obdobjih začelo
gledati širše, čeprav sam menim, da se je le našlo pozitivno širšo aplikacijo iste vrste
razmišljanja, ki se je izkazala za ugodno oziroma je postalo jasno, da lahko tudi druge
procese, ki asistirajo nastanku proizvoda ali storitve ocenjujemo in jih vrednotimo z vidika
kakovosti. Tako je danes vsaj tako kot odkrivanje napak pomembno njihovo preprečevanje.
Evropska organizacija za nadzor kakovosti (EOQC) in Ameriška skupnost za nadzor
kakovosti (ASQC) sta kakovost opredelila kot skupek značilnosti in značilnih vrednosti
nekega izdelka ali storitve glede na njegovo primernost in izpolnjevanje točno določenih in
predpostavljenih potreb.
3.2 Zagotavljanje kakovosti
Zagotavljanje kakovosti je pomembno v vseh fazah nastajanja izdelka. Pomembno je, da se
zavedamo, da zagotavljamo kakovost v vsakodnevnih nalogah tudi na najniţjih nivojih. To je
del sistema kakovosti. Prepričanje, da je za kakovost odgovoren samo oddelek za
zagotavljanje kakovosti, je zmotno, ampak še vedno prisotno. Za kakovost neke delovne
operacije je odgovoren tisti, ki to operacijo izvaja. Faze zagotavljanja kakovosti v podjetju so
opredeljene v krogu kakovosti kot v standardu DIN 55350.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 6 -
Slika 3.1: Krog kakovosti [1]
Struktura kroga kakovosti je kroţna, kar pomeni, da nima začetka in konca. Posamezni
oddelki in s tem tudi posamezni procesi morajo biti med seboj povezani v informacijsko
mreţo. Informacije, ki jih posreduje posamezen proces, morajo biti skrbno določene. Če je
informacij premalo, ima naslednji proces premalo podatkov, če pa je informacij preveč, pa
lahko nastane zmeda.
Bazni element sistema vodenja kakovosti je zagotavljanje kakovosti. Vsi ostali elementi
sluţijo kot podpora zagotavljanju ustrezne kakovosti izdelka ali procesa.
Podjetje mora z zagotovitvijo ustrezne kakovosti doseči naslednje:
v izdelku ali storitvi mora kupec videti najvišjo moţno vrednost,
proizvajalec mora biti sposoben narediti izdelek z najniţjimi moţnimi stroški.
3.3 Sistem vodenja kakovosti
Pristop po sistemu zagotavljanja kakovosti je nujen za konkurenčnost in uspešnost podjetja.
V sistem morajo biti vpletene vse strukture podjetja, od vodstva do izvajalcev najosnovnejših
delovnih operacij. Sistem, ki vključuje vse izvedbene, podporne in organizacijske vidike
zagotavljanja kakovosti, imenujemo sistem vodenja kakovosti (angl. Quality management
system). Ta izraz definira slovenski standard SIST EN ISO 9001:2008 (privzet mednarodni

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 7 -
standard ISO 9001:2008), ki podaja mednarodno usklajene zahteve za sistematično
zagotavljanje kakovosti.
Sistem vodenja kakovosti temelji na naslednjih sistemskih parametrih:
odgovornost in politika kakovosti najvišjega vodstva,
elementi vodenja kakovosti in njihovo vzajemno delovanje,
organizacija in definicija odgovornosti,
postopki in navodila,
metode in tehnike vodenja kakovosti,
tehnična oprema,
informacijski sistem,
motivacija in šolanje,
popolna dokumentacija sistema kakovosti, dokazila o kakovosti.
V standardu DIN 8402 je sistem vodenja kakovosti definiran kot sistem, ki povezuje
organizacijsko strukturo, odgovornosti, postopke, procese in razpoloţljiva sredstva (vire) za
uresničitev vodenja kakovosti.
3.4 Načela sistema vodenja kakovosti
Uspešen sistem vodenja kakovosti temelji na naslednjih načelih:
zajema celotno podjetje,
temelji na racionalnem obnašanju vseh zaposlenih,
vključuje vse delavce podjetja,
procesi se usmerjajo glede na izdelke,
preventiva pred napakami je temeljno načelo podjetja,
aktivno spremljanje podatkov je osnova za stalne izboljšave.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 8 -
3.5 Zahteve standarda ISO 9001
Če ţeli neko podjetje delovati v skladu z zahtevami standarda ISO 9001, mora:
identificirati vse osnovne, podporne in vodstvene procese (npr. trţenje, razvijanje,
nabavljanje, prodajanje, servisiranje, informiranje, upravljanje, nadziranje),
določiti medsebojno povezavo procesov in medsebojne vplive med procesi,
določiti kriterije in metode za učinkovito delovanje in obvladovanje procesov,
zagotoviti vire in informacije za delovanje in nadzor procesov,
zagotoviti nadzor, meritve in analizo procesov,
določiti ukrepe za doseganje planiranih rezultatov procesov
določiti ukrepe za nenehno izboljševanje procesov
določiti ukrepe za obvladovanje zunanjih procesov (kooperacije, storitve, itd.).
Snovalci standardov so v reviziji leta 2000 uvedli procesni pristop. To pomeni, da je bil
standard napisan tako, da podaja zahteve za zagotavljanje kakovosti v okviru procesov, ki
temeljijo na načrtovanju, vodenju, izvedbi, merjenju, analizi in izboljšavah.
V praksi to pomeni, da ko naletimo na problem, ki ima za posledico poslabšanje kakovosti
izdelka ali storitve, to rešujemo v širšem sklopu procesa, znotraj katerega se je ta teţava
pojavila. Ti procesi so celovito definirani in evidentirani. Procesov je toliko, da z njimi
zajamemo vse aktivnosti, ki oţje in širše sluţijo proizvodu izdelka ali storitve. Na ta način
imamo procesno definirane aktivnosti, ki jih nato, ko nastopi motnja, tudi procesno rešujemo.
Procese deli v:
osnovne,
vodstvene in
podporne.
Osnovni procesi so tisti, ki so neposredno potrebni za izdelavo izdelka ali izvedbo storitve
(npr. proces mehanske obdelave, proces sklepanja zavarovalniških pogodb z zavarovanci,
proces zdravljenja bolnika, itd.). Rečemo jim lahko tudi operativni procesi.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 9 -
Z vodstvenimi procesi zagotavljamo ustrezno delovanje celotnega podjetja ter
komunikacijo z dobavitelji in odjemalci. Zajemajo tudi meritve uspešnosti podjetja na trgu in
sprejemanje odločitev o prilagajanju kakovosti izdelka ali storitve zahtevam trga.
Podporni procesi zagotavljajo ustrezne vire za delovanje osnovnih procesov. Ustrezne
človeške vire zagotavlja npr. proces kadrovanja, ustrezen material, stroje, orodja ipd.,
zagotavlja proces nabave, ustrezno delovanje delovnih sredstev zagotavlja proces vzdrţevanja
itd.
Za vsak proces morajo biti določeni:
cilji,
potrebni viri,
procesne aktivnosti,
vhodni in izhodni parametri – kazalniki,
način nadzora in merjenja uspešnosti in učinkovitosti,
naravnanost procesa na neprestane izboljšave.
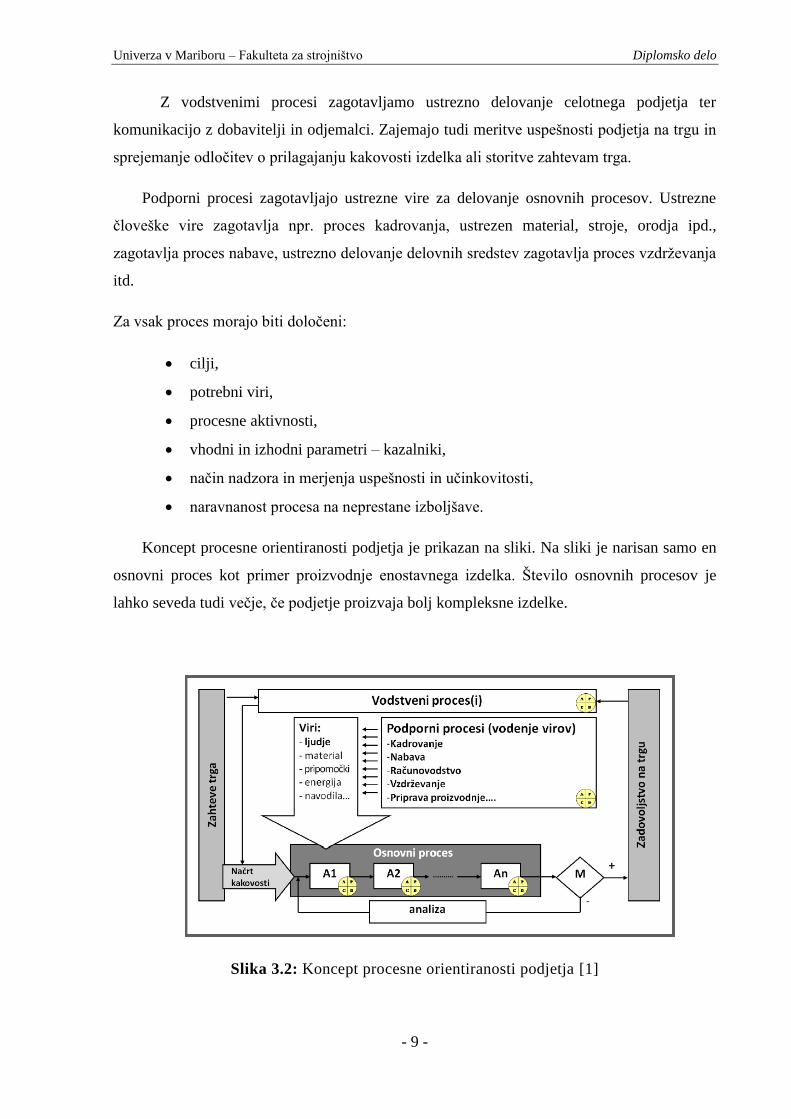
Koncept procesne orientiranosti podjetja je prikazan na sliki. Na sliki je narisan samo en
osnovni proces kot primer proizvodnje enostavnega izdelka. Število osnovnih procesov je
lahko seveda tudi večje, če podjetje proizvaja bolj kompleksne izdelke.
Slika 3.2: Koncept procesne orientiranosti podjetja [1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 10 -
V osnovnem procesu so aktivnosti (A1 do An) za izdelavo izdelka. Načrt za kakovost
procesa, ki definira izvedbo vseh aktivnosti, nastane na osnovi zahtev trga. Po procesu je
potrebno z uporabo meritev določiti, če smo dosegli zastavljen načrt. Če smo ga, lahko gre
izdelek na trg, v procesu pa niso potrebne spremembe. Če je rezultat meritve negativen
(ugotovljena neskladnost glede na zastavljen načrt), moramo izdelek blokirati in narediti
procesno analizo in predlog izboljšave.
Vire za izvedbo procesnih aktivnosti zagotovijo podporni procesi, zadovoljstvo na trgu
pa merijo vodstveni procesi, ki so tudi odgovorni za morebitne spremembe načrta kakovosti
osnovnega procesa.
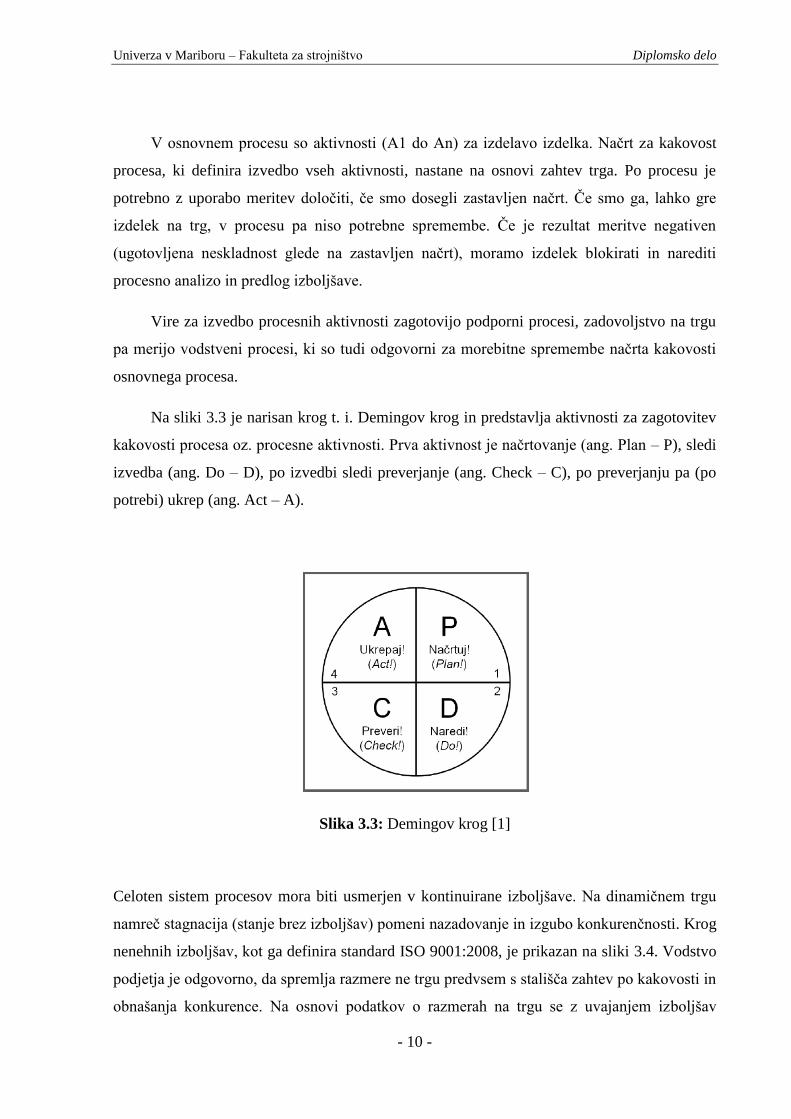
Na sliki 3.3 je narisan krog t. i. Demingov krog in predstavlja aktivnosti za zagotovitev
kakovosti procesa oz. procesne aktivnosti. Prva aktivnost je načrtovanje (ang. Plan – P), sledi
izvedba (ang. Do – D), po izvedbi sledi preverjanje (ang. Check – C), po preverjanju pa (po
potrebi) ukrep (ang. Act – A).
Slika 3.3: Demingov krog [1]
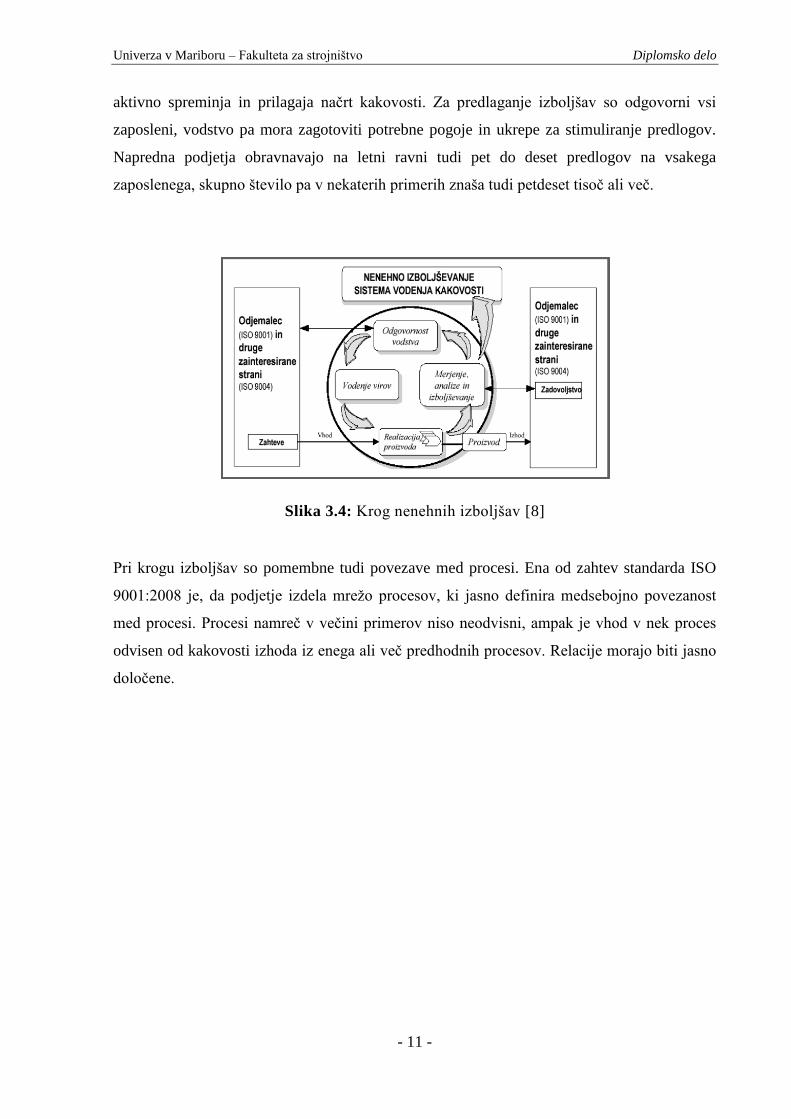
Celoten sistem procesov mora biti usmerjen v kontinuirane izboljšave. Na dinamičnem trgu
namreč stagnacija (stanje brez izboljšav) pomeni nazadovanje in izgubo konkurenčnosti. Krog
nenehnih izboljšav, kot ga definira standard ISO 9001:2008, je prikazan na sliki 3.4. Vodstvo
podjetja je odgovorno, da spremlja razmere ne trgu predvsem s stališča zahtev po kakovosti in
obnašanja konkurence. Na osnovi podatkov o razmerah na trgu se z uvajanjem izboljšav
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 11 -
aktivno spreminja in prilagaja načrt kakovosti. Za predlaganje izboljšav so odgovorni vsi
zaposleni, vodstvo pa mora zagotoviti potrebne pogoje in ukrepe za stimuliranje predlogov.
Napredna podjetja obravnavajo na letni ravni tudi pet do deset predlogov na vsakega
zaposlenega, skupno število pa v nekaterih primerih znaša tudi petdeset tisoč ali več.
Slika 3.4: Krog nenehnih izboljšav [8]
Pri krogu izboljšav so pomembne tudi povezave med procesi. Ena od zahtev standarda ISO
9001:2008 je, da podjetje izdela mreţo procesov, ki jasno definira medsebojno povezanost
med procesi. Procesi namreč v večini primerov niso neodvisni, ampak je vhod v nek proces
odvisen od kakovosti izhoda iz enega ali več predhodnih procesov. Relacije morajo biti jasno
določene.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 12 -
4 OSNOVE MEROSLOVJA
4.1 Pomen meritev
Merjenje je proces empiričnega objektivnega pripisovanja številskih vrednosti lastnostim
objektov in dogodkov v resničnem svetu z namenom, da jih čim bolj verodostojno opišemo.
Merjenje je najosnovnejša znanstvena metoda. Ker znanost teţi k objektivnemu
opisovanju vesolja, je merjenje opazovanega cilj, h kateremu je usmerjeno znanstveno
raziskovanje. Merjenje omogoča, da opišemo znanstvene zakone in teorije s pomočjo
preciznega matematičnega jezika. Znanost teţi k opisovanju celotnega obsega znanja z
uporabo merjenih podatkov, izraţenih na matematični način. Lahko je seveda vprašljivo, ali
so fizikalne znanosti, ki v popolnosti slonijo na merjenjih in matematičnih formalizmih,
primerni vzorci za preostala področja znanja. Kljub temu pa splošna pomembnost merjenja
ne more biti vprašljiva.
Če lastnost objekta ali dogodka opišemo s številom, nosi to število informacijo o
lastnosti. Sodobna tehnologija je naredila ogromen korak v razvoju instrumentalnih sredstev
za zajemanje informacij o fizičnih objektih in dogodkih. Informacije so v obliki fizikalnega
signala, ki ga je moţno obdelati in uporabiti za različne namene. Informacije lahko
predstavimo v obliki števila, ki predstavlja izmerjeno vrednost, ali pa jih uporabimo za
odločitve, nadzor in regulacije. Zmogljiva moderna sredstva za zajemanje in obdelavo
informacij sestavljajo ţivčevje in moţgane širokega spektra modernih tehniških sistemov
(kemija, proizvodnja energije, industrija, letalstvo, vesoljska tehnika …).
Merjenje je univerzalno in nepogrešljivo. Proces merjenja se običajno zdi sam po sebi
zelo razumljiv. Nobenega posebnega problema ne vidimo v merjenju dolţine predmeta, npr. 1
m, ter v predstavitvi in obravnavi te informacije. Iz tega razloga večina literature s področij
fizikalne znanosti in tehnologije ne posveča posebne pozornosti definiciji ali analizi koncepta
merjenja. Zmoţnost za merjenje ter za zbiranje, shranjevanje, urejanje in primerjanje
podatkov je ena od odlik človeškega rodu in podlaga številnih dejavnosti. Pri merjenju
velikokrat naletimo na teţave, ki lahko izvirajo iz same definicije merjene veličine, enot za
izraţanje merilnih veličin, iz pogojev merjenja (npr. zaradi raztezanja materialov),
uporabljenih instrumentov ipd. Primeri, pri katerih merilni problemi izvirajo iz teţav pri
definiranju enot, so nekatere lastnosti materialov, ki so tehnično zelo pomembne: npr. trdota,
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 13 -
»zmečkljivost«, »mazalnost« … Meroslovje, ki se kot znanstvena disciplina ukvarja s teorijo
merjenja, nam lahko da napotke in postopke, kako vzpostaviti ustrezne enote za merilne
veličine v takšnih primerih.
Poleg praktične pomembnosti ima teorija merjenja tudi globlji filozofski pomen. Ker je
merjenje osnovno orodje za spoznavanje vsega, kar nas obdaja, je zelo pomembno, da
poznamo naravo merjenja. V zadnjih stotih letih smo priča močnemu razvoju razumevanja
osnov matematike in logike – znanosti, ki sta v preteklosti sloneli na nejasnih in intuitivnih
temeljih. Teorijo in filozofijo merjenja lahko štejemo za del tega plodnega razvoja. V vsakem
fizikalnem članku so očitno ali prikrito omenjeni izidi merjenja, če ţe članek ni poročilo o
merjenju.
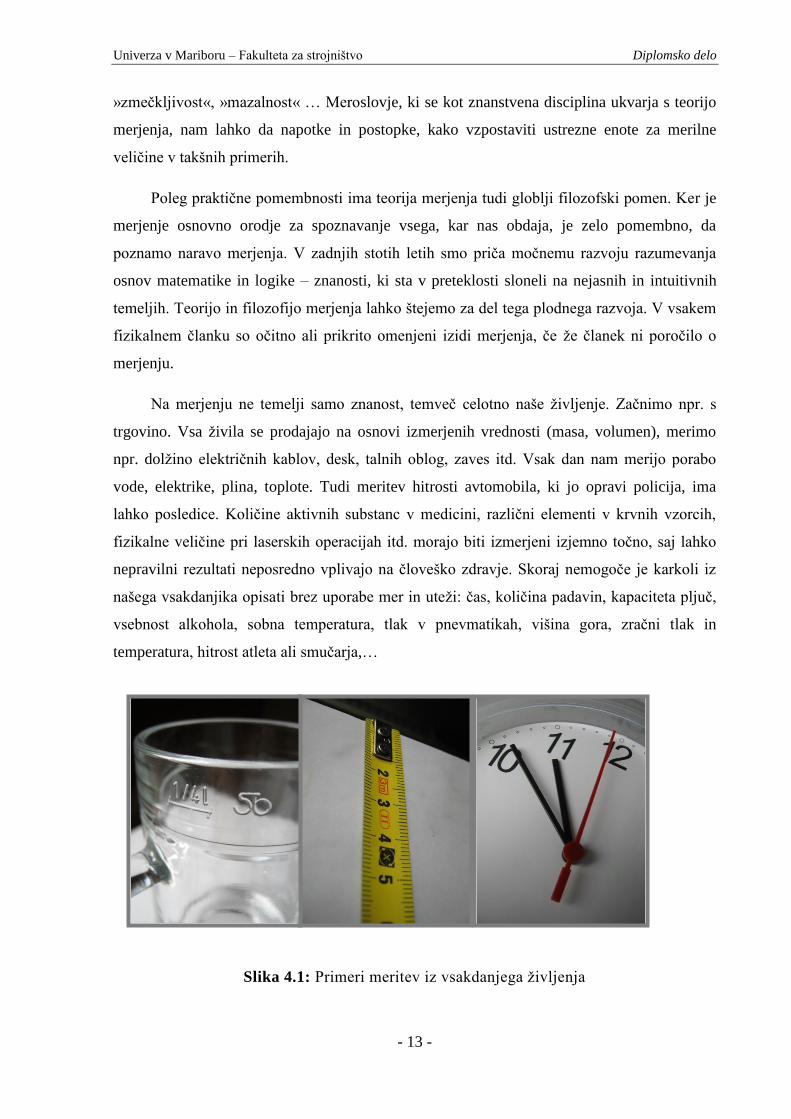
Na merjenju ne temelji samo znanost, temveč celotno naše ţivljenje. Začnimo npr. s
trgovino. Vsa ţivila se prodajajo na osnovi izmerjenih vrednosti (masa, volumen), merimo
npr. dolţino električnih kablov, desk, talnih oblog, zaves itd. Vsak dan nam merijo porabo
vode, elektrike, plina, toplote. Tudi meritev hitrosti avtomobila, ki jo opravi policija, ima
lahko posledice. Količine aktivnih substanc v medicini, različni elementi v krvnih vzorcih,
fizikalne veličine pri laserskih operacijah itd. morajo biti izmerjeni izjemno točno, saj lahko
nepravilni rezultati neposredno vplivajo na človeško zdravje. Skoraj nemogoče je karkoli iz
našega vsakdanjika opisati brez uporabe mer in uteţi: čas, količina padavin, kapaciteta pljuč,
vsebnost alkohola, sobna temperatura, tlak v pnevmatikah, višina gora, zračni tlak in
temperatura, hitrost atleta ali smučarja,…
Slika 4.1: Primeri meritev iz vsakdanjega ţivljenja

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 14 -
Meritve imajo izreden pomen tudi v industriji. Z meritvami ugotavljamo kakovost
proizvodov in procesov. Meritve so osnova za regulacijo procesov. Na osnovi meritev
podjetje kupuje surovine in ocenjuje svoje dobavitelje. Isto podjetje ocenjuje odjemalec na
osnovi meritev. Sistematično načrtovane in izvedene meritve z znano merilno negotovostjo so
osnova za nadzor kakovosti. Ocenimo lahko, da predstavlja v sodobni industriji strošek
meritev 10 – 15 % skupnega stroška proizvodnje. Skupni strošek meritev v Evropi predstavlja
6 % BDP. Znanost o merjenju – meroslovje – je najbrţ najstarejša znanost na svetu. Znanje o
njeni uporabi je potrebno v praktično vseh poklicih, ki temeljijo na znanosti.
Slika 4.1: Primeri meritev v industriji
4.2 Merilna negotovost
4.2.1 Merilni pogrešek
Merilni pogrešek je razlika med merilnim rezultatom in pravo vrednostjo merjene veličine
(merilni rezultat minus prava vrednost merjene veličine).
Ker prave vrednosti (vrednosti, ki ustreza definiciji določene veličine in bi jo dobili z
»idealnim« merjenjem) ni mogoče ugotoviti, se v praksi uporablja dogovorjena prva vrednost
(vrednost, pripisana določeni veličini, ki je z dogovorom sprejeta kot tista vrednost, ki ima za
dani namen primerno negotovost; običajno je to vrednost referenčnega etalona).
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 15 -
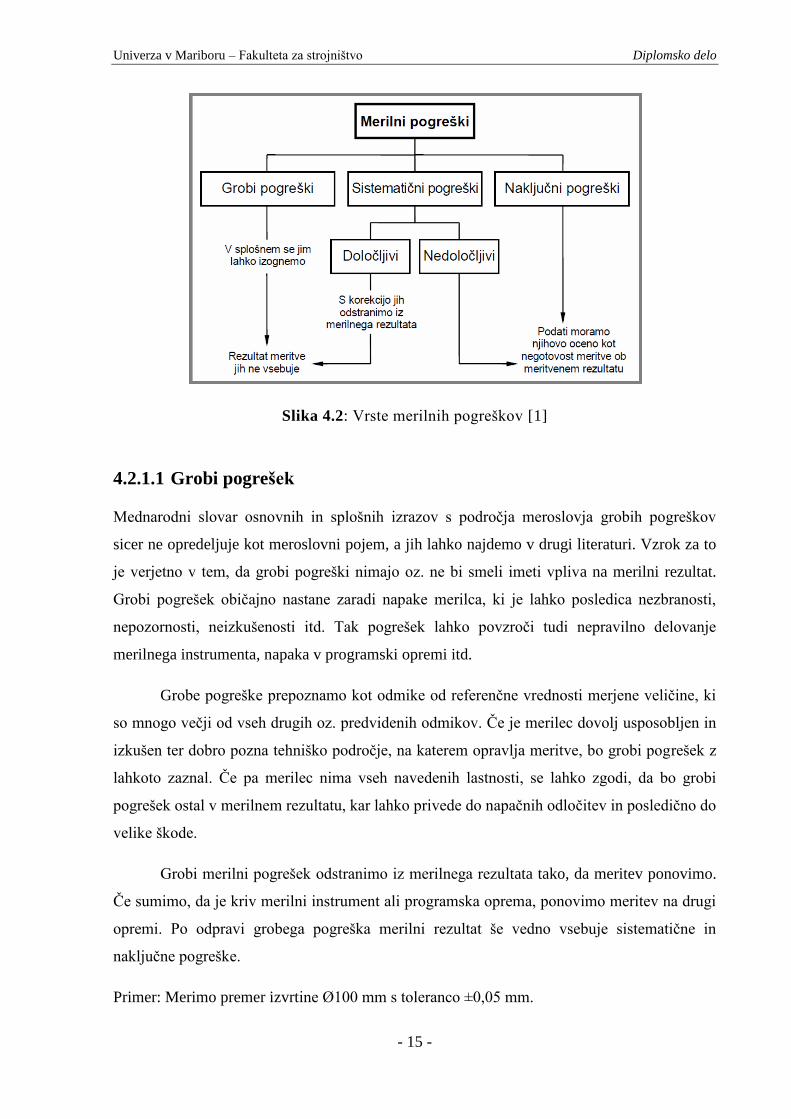
Slika 4.2: Vrste merilnih pogreškov [1]
4.2.1.1 Grobi pogrešek
Mednarodni slovar osnovnih in splošnih izrazov s področja meroslovja grobih pogreškov
sicer ne opredeljuje kot meroslovni pojem, a jih lahko najdemo v drugi literaturi. Vzrok za to
je verjetno v tem, da grobi pogreški nimajo oz. ne bi smeli imeti vpliva na merilni rezultat.
Grobi pogrešek običajno nastane zaradi napake merilca, ki je lahko posledica nezbranosti,
nepozornosti, neizkušenosti itd. Tak pogrešek lahko povzroči tudi nepravilno delovanje
merilnega instrumenta, napaka v programski opremi itd.
Grobe pogreške prepoznamo kot odmike od referenčne vrednosti merjene veličine, ki
so mnogo večji od vseh drugih oz. predvidenih odmikov. Če je merilec dovolj usposobljen in
izkušen ter dobro pozna tehniško področje, na katerem opravlja meritve, bo grobi pogrešek z
lahkoto zaznal. Če pa merilec nima vseh navedenih lastnosti, se lahko zgodi, da bo grobi
pogrešek ostal v merilnem rezultatu, kar lahko privede do napačnih odločitev in posledično do
velike škode.
Grobi merilni pogrešek odstranimo iz merilnega rezultata tako, da meritev ponovimo.
Če sumimo, da je kriv merilni instrument ali programska oprema, ponovimo meritev na drugi
opremi. Po odpravi grobega pogreška merilni rezultat še vedno vsebuje sistematične in
naključne pogreške.
Primer: Merimo premer izvrtine Ø100 mm s toleranco ±0,05 mm.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 16 -
Izmerjena vrednost je: D = 100,103 mm.
Dober merilec, ki ve, kaj meri, bo takoj zaznal, da nekaj ni v redu. Odmik od
referenčne vrednosti je namreč več kot dvakrat večji od dovoljenega odmika, ki ga definira
toleranca mere. Seveda je moţno tudi, da ima merjenec (obdelovanec) res takšno mero zaradi
neke anomalije pri obdelavi, vendar se moramo v to prepričati s ponovno meritvijo (ali več
meritvami), po potrebi pa se mora merilec posvetovati še s tehnologom.
4.2.1.2 Relativni pogrešek
Relativni pogrešek je merilni pogrešek, deljen s pravo vrednostjo merilne veličine.
Ker prave vrednosti ne poznamo, v praksi pogrešek običajno delimo z referenčno
vrednostjo veličine (vnaprej predpisana vrednost), ki jo pogosto imenujemo tudi nazivna ali
imenska vrednost (npr. mera na konstrukcijski risbi). Če referenčne oz. nazivne vrednosti ne
poznamo, uporabimo dogovorjeno pravo vrednost ali pa kar izmerjeno vrednost.
Relativni pogrešek po navadi pomnoţimo s 100, da ga izrazimo v odstotkih (glede na
pravo oz. nazivno vrednost merjene veličine).
4.2.1.3 Naključni pogrešek
Naključni pogrešek je merilni rezultat minus srednja vrednost, ki bi jo dobili iz neskončnega
števila meritev iste merjene veličine pri istih pogojih ponovljivosti.
Naključni pogrešek je merilni pogrešek minus sistematični pogrešek.
Ker lahko izvedemo le končno število meritev, je naključni pogrešek moţno zgolj
oceniti. Naključni pogreški nastanejo zaradi nedoločljivih sprememb opredmetene mere,
merilnega instrumenta, merjenca, parametrov okolice ter merilca in povzročijo raztros
rezultatov pri (navidezno) istih merilnih pogojih.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 17 -
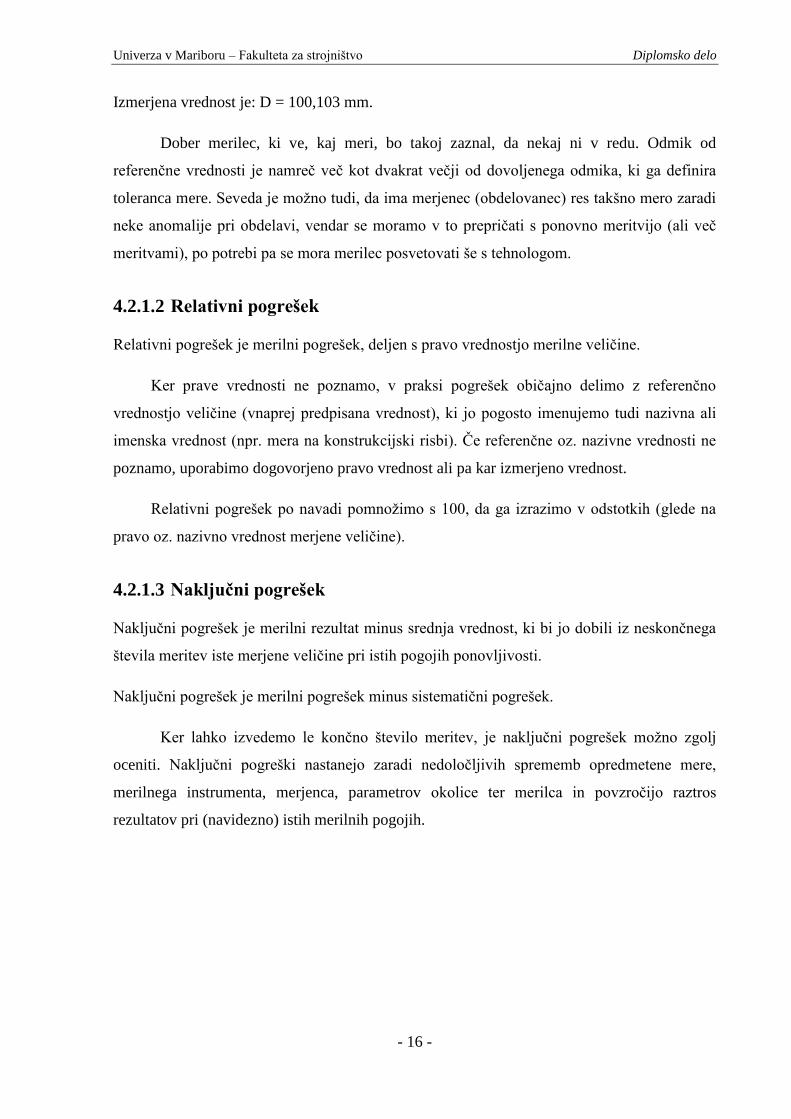
Slika 4.3: Teoretični in eksperimentalni naključni pogrešek [1]
Če bi izvedli neskončno število meritev in bi izrazili rezultat kot srednjo vrednost teh
meritev ( ), bi naključne pogreške ( ) v celoti odstranili iz merilnega rezultata. Ker pa
lahko v praksi izvedemo le končno število meritev, je korekcija naključnega pogreška lahko
zgolj pribliţna ( ).
V industrijski praksi si ponavljanja meritev ne moremo privoščiti, ker nam to lahko
povzroči zastoje v proizvodnji, pa tudi stroškovno ni opravičljivo. Zato naključnih pogreškov
ne moremo izločiti iz meritve. Lahko pa naredimo enkraten eksperiment za določen merilni
postopek in ocenimo komponento merilne negotovosti, ki jo povzročijo naključni pogreški.
Izrazimo jo kot standardni odmik merilnih vrednosti v izvedenem eksperimentu.
Primeri naključnih pogreškov:
Pogrešek pri razbiranju merilne vrednosti: pri razbiranju lege kazalca na klasični
merilni skali s črticami je razbrana vrednost odvisna od kota, pod katerim merilec
pogleda na skalo (paralaksa), ter od subjektivne ocene merilca (kadar je kazalec med
dvema črticama).
Pogrešek zaradi vibracij: prenos vibracij s tal na merilni instrument pri mehanskih
merjenjih (npr. dolţine in mase) povzroči nihanja v merilnem sistemu in posledično
nihanja v kazanju merilne vrednosti na merilnem instrumentu.
Pogrešek zaradi nihanja omreţne napetosti: pri meritvah električnih veličin in pri
meritvah drugih veličin, pri katerih se merilni signal pretvori v električno veličino,
lahko zaradi nihanja omreţne napetosti izhodni signal nekontrolirano zaniha, čeprav se
merjena veličina ni spremenila.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 18 -
Pogrešek zaradi zračnosti v vodilih mehanskih merilnih instrumentov: pozicija nekega
elementa (npr. tipala) merilne naprave je lahko zaradi zračnosti v vodilih (ali leţajih)
pri ponavljanju meritve iste vhodne veličine različna in zato dobimo različne merilne
rezultate pri nespremenjeni vrednosti vhodne veličine.
Pogrešek zaradi naključnih nihanj parametrov okolice: nenadzorovana nihanja
parametrov okolice (npr. nihanje temperature pri klimatizaciji ali dvig temperature
zaradi vklopa neke druge električne naprave v bliţini merilnega mesta) povzročijo
nenadzorovano spremembo lastnosti merjenca in merila in vplivajo na merilni rezultat.
4.2.1.4 Sistematični pogrešek
Sistematični pogrešek je srednja vrednost, ki bi jo dobili iz neskončnega števila meritev iste
merjene veličine pri istih pogojih ponovljivosti, minus prava vrednost merjene veličine. Tako
kot prava vrednost tudi sistematični pogrešek in vzroki zanj ne morejo biti v celoti poznani.
To so pogreški, ki imajo pri istih merilnih pogojih (ista merilna naprava, prostor, pogoji
okolice, merilec, metoda oz. postopek) vedno isto vrednost in predznak. Ţe ime pove, da
nastanejo iz sistematičnih, torej poznanih vzrokov. Zato jih lahko računsko obvladujemo.
Sistematične pogreške lahko razčlenimo na določljive in nedoločljive. V bistvu ne gre
za dve ločeni vrsti pogreškov, ampak za to ali imamo na razpolago dovolj podatkov za
izračun sistematičnega pogreška. Če za ta izračun nimamo ustreznih podatkov (npr. vrednosti
odmika temperature od referenčne temperature za izračun temperaturnega raztezka materiala),
je ta pogrešek nedoločljiv. Če podatke za izračun sistematičnega pogreška imamo, ga sicer
lahko izračunamo in odstranimo iz merilnega rezultata (pogrešek je določljiv), vendar pa se
moramo zavedati, da podatki niso absolutno točni (vsak izmerjeni oz. eksperimentalno
določeni podatek vsebuje neki pogrešek) in zato tudi izračun pogreška ni absolutno točen.
Razlika med izračunano in pravo vrednostjo pogreška je spet neki nedoločljiv pogrešek, ki ga
moramo upoštevati v negotovosti meritve.
Primer: Tipični sistematični pogrešek pri merjenju dolţin se pojavi zaradi temperaturnega
raztezanja materiala. Če predpostavimo, da je odmik temperature merjenca od referenčne
temperature enak in ima material merjenca z dolţino linearno temperaturno razteznost α,
bo sistematični pogrešek, ki ga povzroči raztezanje merjenca, enak:
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 19 -
(4.1)
Predpostavimo, da so prave vrednosti veličin (ki jih nikoli ne poznamo) naslednje:
Prava vrednost sistematičnega pogreška izračunana po enačbi 4.1 je:
V praksi imamo glede vrednotenja tega pogreška naslednje moţnosti:
1. Če temperature ne merimo, ali ne poznamo temperaturne razteznosti materiala,
sistematičnega pogreška ne moremo določiti, zato je to nedoločljiv pogrešek in bo
torej v celoti vsebovan v merilnem rezultatu.
2. Če med meritvijo merimo temperaturo in poznamo temperaturno razteznost materiala,
lahko sistematični pogrešek iz merilnega rezultata odstranimo, vendar pa se moramo
zavedati, da nikdar ne poznamo pravih vrednosti obravnavanih vplivnih veličin.
Predpostavimo, da je:
izmerjeni odmik temperature od referenčne vrednosti: ,
temperaturna razteznost dobljena iz priročnika pa: .
Izračunani (določljivi) sistematični pogrešek za nazivno dolţino merjenca 100 mm bo:
Če primerjamo ta pogrešek s predpostavljenim pravim pogreškom, ugotovimo, da je razlika
– . To razliko bo merilni rezultat še vedno vseboval kot nedoločljivi
deleţ sistematičnega pogreška.
3. Temperature ne merimo, vendar pa lahko na osnovi dolgoročnega poznavanja pogojev
meritve določimo interval, v katerem se temperatura v prostoru giblje. Glede na ta
interval predpostavimo največji moţni odmik temperature merjenca od referenčne
temperature. Na podoben način lahko glede na material merjenca določimo iz
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 20 -
priročnika interval temperaturne razteznosti. Iz mejnih vrednosti obeh intervalov lahko
določimo interval raztezka – sistematičnega pogreška, ki ga upoštevamo pri določitvi
negotovosti meritve.
V tretjem primeru imamo opravka z nedoločljivim sistematičnim pogreškom, vendar pa smo
(za razliko od primera 1) ocenili interval, v katerem se giblje. Primer 1 se v praksi ne bi smel
pojaviti.
Primeri sistematičnih pogreškov:
Pogrešek merilnega instrumenta: merilni instrument zaradi različnih vplivov (vgrajena
opredmetena mera, točnost izdelave sestavnih delov, materiali sestavnih delov,
justiranje pri montaţi, konstrukcija …) pokaţe vrednost, ki ni enaka pravi vrednosti
merjenega objekta. Ta pogrešek se imenuje odstopanje (s tujko: bias) merilnega
instrumenta.
Odstopanja etalonov: etalone uporabljamo za umerjanje in naravnavanje (justiranje)
merilnih instrumentov, zato se odmik mere etalona od referenčne vrednosti
neposredno odraţa kot deleţ sistematičnega pogreška pri meritvi. Na odstopanje
etalona vplivajo točnost izdelave in časovne spremembe (lezenje).
Pogreški zaradi merilne sile in sile teţe: predvsem pri merjenju dolţin se pojavijo
zaradi merilne sile in sile teţe (merjenca) deformacije na merjencu in merilnem
instrumentu, ki neposredno vplivajo na merilni rezultat.
Pogreški zaradi vplivov okolice: parametri okolice, kot so temperatura (ţe omenjena v
primeru), tlak, vlaţnost zraka, nečistoče ipd., spremenijo lastnosti merjenca in merila,
zato merilni rezultat ne odraţa prave vrednosti merjene veličine. Tlak okolice npr.
vpliva na meritev tlaka s tlačno tehtnico in na valovno dolţino laserskega ţarka pri
meritvi dolţin, vlaţnost vpliva npr. na maso etalona za maso in na volumen
higroskopičnega materiala, nečistoča spremeni dolţino merjenca ipd.
Pogreški zaradi veriţnega vpliva večih veličin: kadar je rezultat preračunan iz več
izmerjenih vrednosti (npr. tlak, izračunan iz mase, površine in zemeljskega pospeška),
se kaţejo sistematični pogreški vhodnih veličin v skupnem sistematičnem pogrešku
meritve.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 21 -
4.2.1.5 Odmik
Odmik je razlika med vrednostjo neke veličine in njeno referenčno vrednostjo (vrednost
veličine minus referenčna vrednost).
V praksi je najboljši pribliţek vrednosti veličine izmerjena vrednost, saj prave
vrednosti ne poznamo nikdar. Odmik v praksi pogosto imenujemo tudi »odstopanje« ali
»odstopek«.
Ponazoritev pogreška in odmika na številski premici:
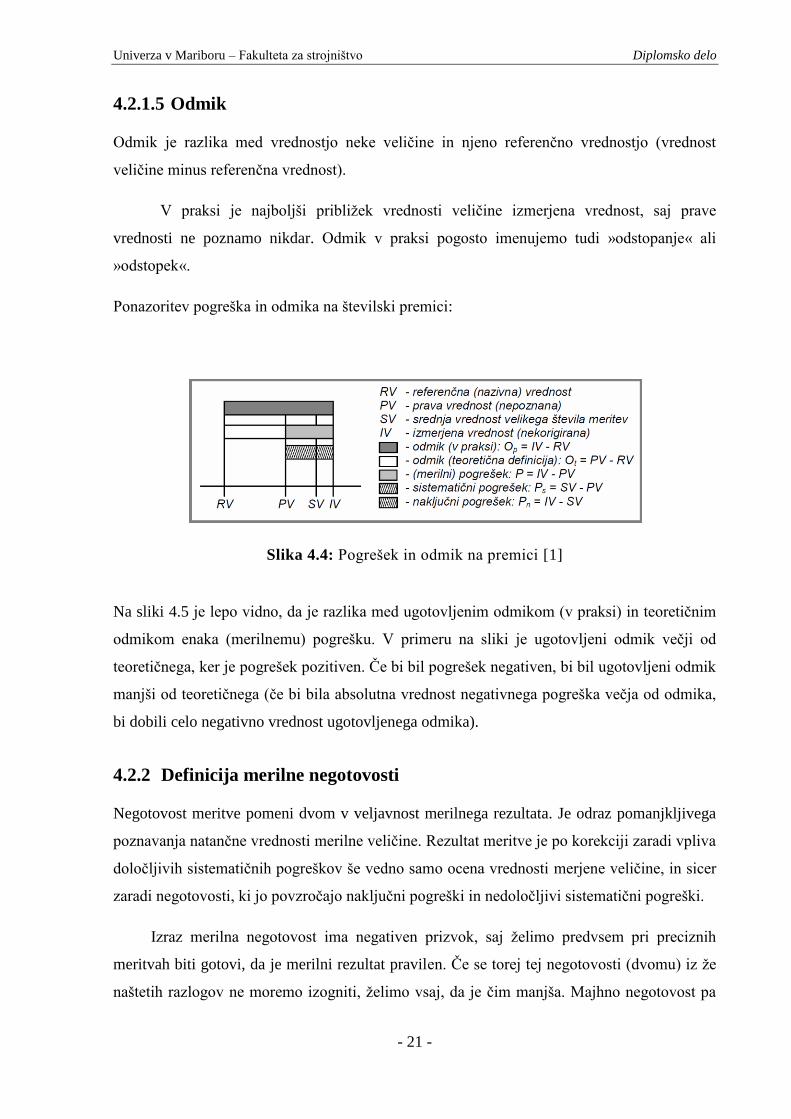
Slika 4.4: Pogrešek in odmik na premici [1]
Na sliki 4.5 je lepo vidno, da je razlika med ugotovljenim odmikom (v praksi) in teoretičnim
odmikom enaka (merilnemu) pogrešku. V primeru na sliki je ugotovljeni odmik večji od
teoretičnega, ker je pogrešek pozitiven. Če bi bil pogrešek negativen, bi bil ugotovljeni odmik
manjši od teoretičnega (če bi bila absolutna vrednost negativnega pogreška večja od odmika,
bi dobili celo negativno vrednost ugotovljenega odmika).
4.2.2 Definicija merilne negotovosti
Negotovost meritve pomeni dvom v veljavnost merilnega rezultata. Je odraz pomanjkljivega
poznavanja natančne vrednosti merilne veličine. Rezultat meritve je po korekciji zaradi vpliva
določljivih sistematičnih pogreškov še vedno samo ocena vrednosti merjene veličine, in sicer
zaradi negotovosti, ki jo povzročajo naključni pogreški in nedoločljivi sistematični pogreški.
Izraz merilna negotovost ima negativen prizvok, saj ţelimo predvsem pri preciznih
meritvah biti gotovi, da je merilni rezultat pravilen. Če se torej tej negotovosti (dvomu) iz ţe
naštetih razlogov ne moremo izogniti, ţelimo vsaj, da je čim manjša. Majhno negotovost pa

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 22 -
lahko doseţemo samo tako, da dobro obvladujemo vse parametre, ki vplivajo na merilni
rezultat (instrument, merilec, metoda, postopek, merjenec, okolje). Če nekdo ob merilnem
rezultatu ne poda merilne negotovosti, to ne pomeni, da meri absolutno točno, saj je to
nemogoče, pač pa pomeni, da ne obvladuje meritve.
Definicija izraza negotovost meritve po VIM [6]:
Negotovost meritve je parameter, ki je povezan z merilnim rezultatom in označuje raztros
vrednosti, ki jih je mogoče upravičeno pripisati merjeni veličini.
Omenjeni parameter je lahko npr. standardni odmik (ali njegov mnogokratnik) ali
polovična širina intervala z določenim nivojem zaupanja. Negotovost meritve zdruţuje v
splošnem veliko komponent. Nekatere od njih lahko ovrednotimo s pomočjo statističnih
porazdelitev rezultatov serij meritev – označuje jih eksperimentalni standardni odmik (tip A
ovrednotenja negotovosti meritve). Druge komponente, ki jih prav tako označuje standardni
odmik, pa ovrednotimo s pomočjo predpostavljenih verjetnostnih porazdelitev na osnovi
izkušenj ali drugih informacij (tip B ovrednotenja negotovosti meritve).
Negotovost pripišemo merilnemu rezultatu z namenom, da številsko ovrednotimo
merilno točnost. Vsak kakovosten merilni rezultat mora vsebovati tudi podatek o merilni
negotovosti. Označujemo jo s črko U (angl. Uncertainty).
Primer merilnega rezultata s pripisano merilno negotovostjo:
ali pa:
;
K negotovosti moramo pripisati še stopnjo zaupanja, ki jo izrazimo s statistično
verjetnostjo v odstotkih ali s faktorjem širitve.
Negotovost meritve bi poenostavljeno lahko označili kot interval okrog izmerjene
vrednosti, v katerem z neko določeno stopnjo verjetnosti leţi prava vrednost merjene veličine.
O stopnji verjetnosti oz. zaupanja govorimo zato, ker je interval zgolj ocena, ki temelji na
oceni preostanka pogreškov v merilnem rezultatu.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 23 -
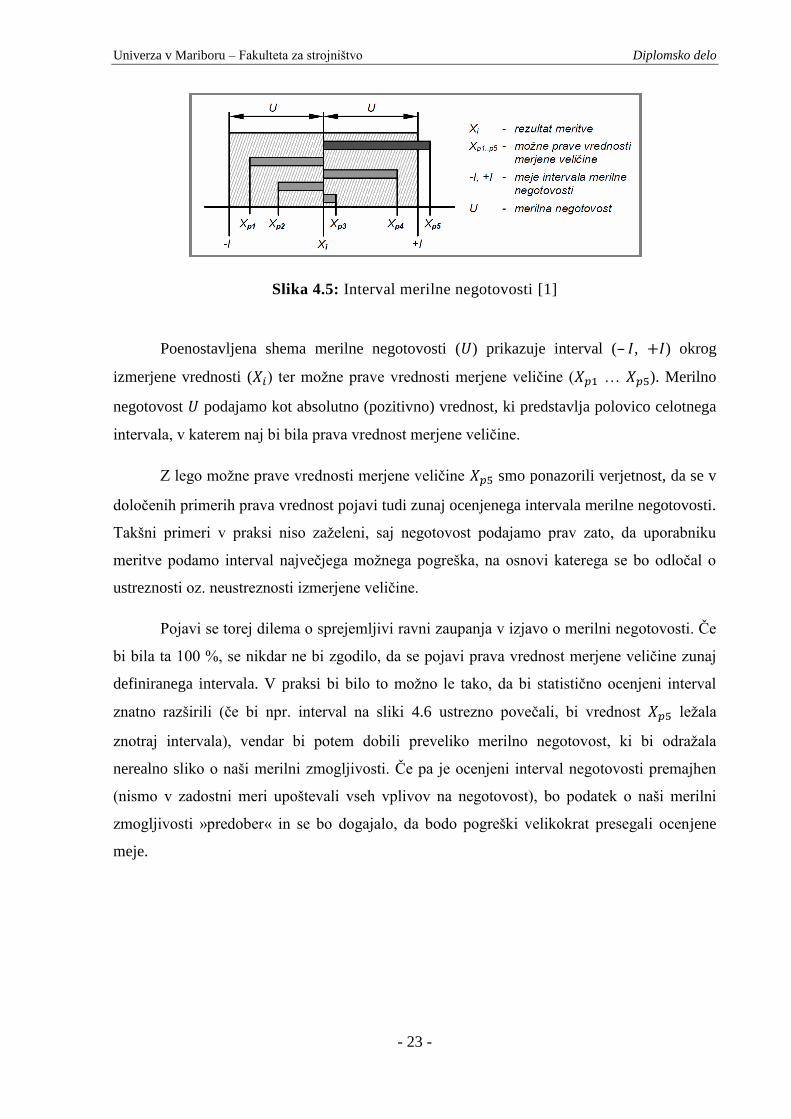
Slika 4.5: Interval merilne negotovosti [1]
Poenostavljena shema merilne negotovosti ( ) prikazuje interval (– , ) okrog
izmerjene vrednosti ( ) ter moţne prave vrednosti merjene veličine ( … ). Merilno
negotovost podajamo kot absolutno (pozitivno) vrednost, ki predstavlja polovico celotnega
intervala, v katerem naj bi bila prava vrednost merjene veličine.
Z lego moţne prave vrednosti merjene veličine smo ponazorili verjetnost, da se v
določenih primerih prava vrednost pojavi tudi zunaj ocenjenega intervala merilne negotovosti.
Takšni primeri v praksi niso zaţeleni, saj negotovost podajamo prav zato, da uporabniku
meritve podamo interval največjega moţnega pogreška, na osnovi katerega se bo odločal o
ustreznosti oz. neustreznosti izmerjene veličine.
Pojavi se torej dilema o sprejemljivi ravni zaupanja v izjavo o merilni negotovosti. Če
bi bila ta 100 %, se nikdar ne bi zgodilo, da se pojavi prava vrednost merjene veličine zunaj
definiranega intervala. V praksi bi bilo to moţno le tako, da bi statistično ocenjeni interval
znatno razširili (če bi npr. interval na sliki 4.6 ustrezno povečali, bi vrednost leţala
znotraj intervala), vendar bi potem dobili preveliko merilno negotovost, ki bi odraţala
nerealno sliko o naši merilni zmogljivosti. Če pa je ocenjeni interval negotovosti premajhen
(nismo v zadostni meri upoštevali vseh vplivov na negotovost), bo podatek o naši merilni
zmogljivosti »predober« in se bo dogajalo, da bodo pogreški velikokrat presegali ocenjene
meje.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 24 -
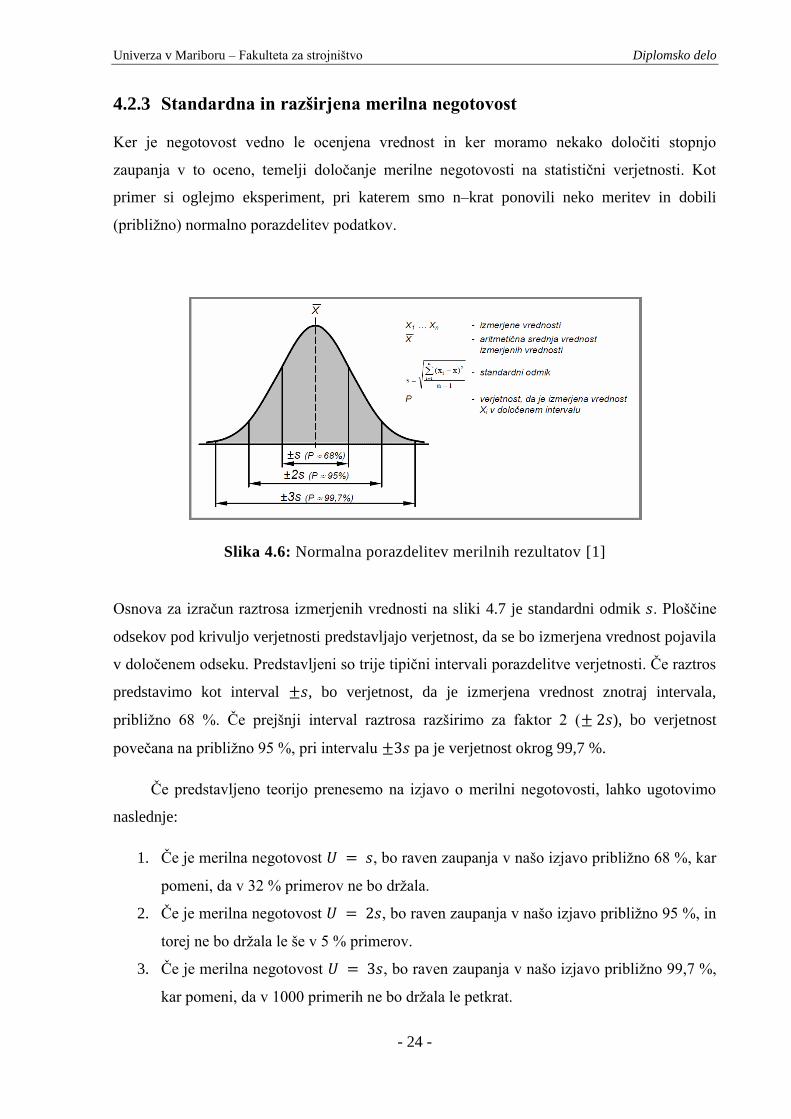
4.2.3 Standardna in razširjena merilna negotovost
Ker je negotovost vedno le ocenjena vrednost in ker moramo nekako določiti stopnjo
zaupanja v to oceno, temelji določanje merilne negotovosti na statistični verjetnosti. Kot
primer si oglejmo eksperiment, pri katerem smo n–krat ponovili neko meritev in dobili
(pribliţno) normalno porazdelitev podatkov.
Slika 4.6: Normalna porazdelitev merilnih rezultatov [1]
Osnova za izračun raztrosa izmerjenih vrednosti na sliki 4.7 je standardni odmik . Ploščine
odsekov pod krivuljo verjetnosti predstavljajo verjetnost, da se bo izmerjena vrednost pojavila
v določenem odseku. Predstavljeni so trije tipični intervali porazdelitve verjetnosti. Če raztros
predstavimo kot interval , bo verjetnost, da je izmerjena vrednost znotraj intervala,
pribliţno 68 %. Če prejšnji interval raztrosa razširimo za faktor 2 ( ), bo verjetnost
povečana na pribliţno 95 %, pri intervalu pa je verjetnost okrog 99,7 %.
Če predstavljeno teorijo prenesemo na izjavo o merilni negotovosti, lahko ugotovimo
naslednje:
1. Če je merilna negotovost , bo raven zaupanja v našo izjavo pribliţno 68 %, kar
pomeni, da v 32 % primerov ne bo drţala.
2. Če je merilna negotovost , bo raven zaupanja v našo izjavo pribliţno 95 %, in
torej ne bo drţala le še v 5 % primerov.
3. Če je merilna negotovost , bo raven zaupanja v našo izjavo pribliţno 99,7 %,
kar pomeni, da v 1000 primerih ne bo drţala le petkrat.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 25 -
Zavedati se moramo, da s statistično analizo raztrosa ponovljenih meritev iste veličine pod
nespremenjenimi pogoji ne moremo v celoti ovrednotiti merilne negotovosti. Ovrednotimo
lahko le tisti deleţ, ki je posledica naključnih pogreškov, ne pa tistega, ki ga povzroči
nepopolna korekcija sistematičnih pogreškov. Zato je vrednotenje merilne negotovosti mnogo
bolj kompleksno kot v predstavljenem primeru.
4.2.3.1 Standardna negotovost
Standardna negotovost je negotovost merilnega rezultata, izraţena kot standardni odmik [4].
Standardno negotovost označujemo z malo črko u:
(4.2)
V postopku vrednotenja merilne negotovosti vedno operiramo s standardno negotovostjo.
Ovrednotimo jo lahko s statistično analizo serije opazovanj ali na osnovi podatkov iz
priročnikov, poročil, certifikatov …
4.2.3.2 Razširjena negotovost
Razširjena negotovost je veličina, ki označuje interval okrog merilnega rezultata, za katerega
se lahko pričakuje, da obsega velik deleţ porazdelitve vrednosti, ki jih je moč upravičeno
pripisati merjeni veličini [4].
Razširjeno negotovost uporabljamo za komercialno predstavitev naših merilnih zmogljivosti
(točnosti meritev). Standardna negotovost za to ni primerna, ker je raven zaupanja v izjavo
prenizka.
Razširjeno negotovost pišemo z veliko črko in je enaka mnogokratniku standardne
negotovosti .
(4.3)
Faktor k imenujemo faktor širitve in ga izberemo glede na ţeleno stopnjo zaupanja v izjavo o
merilni negotovosti. Običajno je enak 2 ali 3 (raven zaupanja 95 % ali 99,7 %). V splošni
industrijski praksi in v laboratorijih, ki umerjajo merila, običajno uporabljamo faktor .
Faktor uporabljamo le v posebnih primerih, ko je zahtevana izjemno visoka stopnja
zaupanja v merilni rezultat.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 26 -
Ko ob merilnem rezultatu navajamo merilno negotovost, bi morali obvezno navesti
tudi faktor širitve .
Ker večina uporabnikov merilnih rezultatov nima poglobljenega znanja o merilni
negotovosti, lahko uporaba različnih faktorjev širitve privede do zmede na trgu glede
kakovosti izvajalcev določenih meritev.
Primer:
Na trgu se pojavljajo trije izvajalci neke zahtevne meritve, ki točnost svojih meritev
deklarirajo z merilno negotovostjo.
Predpostavimo, da so v korektno izvedenem postopku vrednotenja merilne negotovosti prišli
do naslednjih vrednosti standardne merilne negotovosti:
Izvajalec 1:
Izvajalec 2:
Izvajalec 3:
Svojo merilno negotovost predstavijo na trgu kot razširjeno negotovost, vendar pa uporabijo
različne faktorje širitve (in s tem tudi različne stopnje zaupanja v izjavo o negotovosti).
Izvajalec 1:
Izvajalec 2:
Izvajalec 3:
Iz standardnih negotovosti vidimo, da je izvajalec 3 najboljši, saj ima najmanjšo negotovost
meritve. Najslabši je izvajalec 1 (največja negotovost = najmanjša točnost). Vendar pa bo to
ugotovil samo ekspert, ki natančno ve, kaj je negotovost, kaj faktor širitve, stopnja zaupanja
itd.
Potencialni uporabnik meritve, ki išče izvajalca, bo seveda ocenil kakovost naših treh
ponudnikov na osnovi podane razširjene negotovosti. Če ne pozna ozadja izračuna
negotovosti in pomena faktorja širitve, bo ocenil, da je najboljši ponudnik izvajalec 1, saj ima
najmanjšo razširjeno merilno negotovost (trţni podatek), najslabši pa je izvajalec 3. Ob tem se
ne zaveda, da izjava izvajalca 1 drţi le v 68 % primerov.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 27 -
4.3 Umerjanje in sledljivost
4.3.1 Umerjanje
Umerjanje (kalibracija), je niz operacij za ugotavljanje povezave med vrednostmi, ki jih kaţe
merilni instrument ali merilni sistem, oz. vrednostmi, ki jih predstavlja opredmetena mera ali
referenčni material, in pripadajočimi vrednostmi, realiziranimi z etaloni pri določenih pogojih.
Rezultat umerjanja omogoča bodisi pripis vrednosti merjenih veličin kazanju
merilnega instrumenta bodisi določanje korekcij glede na kazanje. Z umerjanjem je mogoče
ugotoviti tudi druge meroslovne lastnosti, npr. učinek vplivnih veličin. Rezultat umerjanja se
lahko zapiše v listini, ki jo včasih imenujemo certifikat o umerjanju (kalibracijski certifikat)
ali poročilo o umerjanju (kalibraciji).
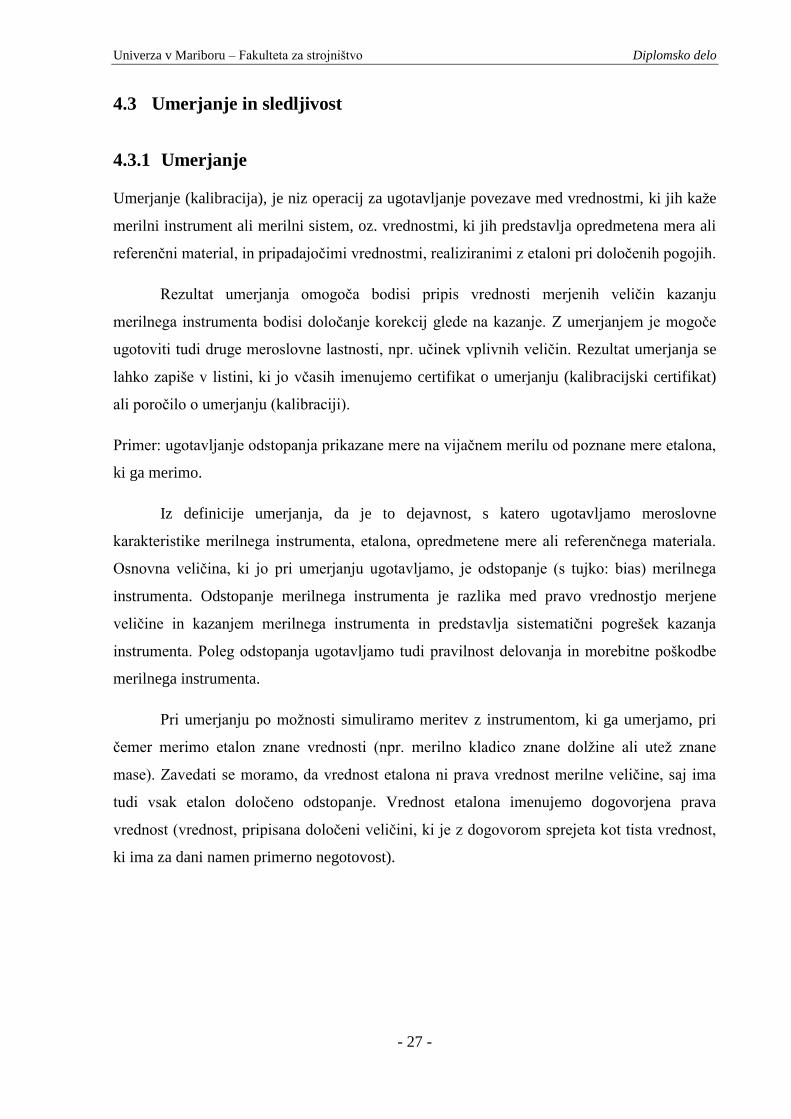
Primer: ugotavljanje odstopanja prikazane mere na vijačnem merilu od poznane mere etalona,
ki ga merimo.
Iz definicije umerjanja, da je to dejavnost, s katero ugotavljamo meroslovne
karakteristike merilnega instrumenta, etalona, opredmetene mere ali referenčnega materiala.
Osnovna veličina, ki jo pri umerjanju ugotavljamo, je odstopanje (s tujko: bias) merilnega
instrumenta. Odstopanje merilnega instrumenta je razlika med pravo vrednostjo merjene
veličine in kazanjem merilnega instrumenta in predstavlja sistematični pogrešek kazanja
instrumenta. Poleg odstopanja ugotavljamo tudi pravilnost delovanja in morebitne poškodbe
merilnega instrumenta.
Pri umerjanju po moţnosti simuliramo meritev z instrumentom, ki ga umerjamo, pri
čemer merimo etalon znane vrednosti (npr. merilno kladico znane dolţine ali uteţ znane
mase). Zavedati se moramo, da vrednost etalona ni prava vrednost merilne veličine, saj ima
tudi vsak etalon določeno odstopanje. Vrednost etalona imenujemo dogovorjena prava
vrednost (vrednost, pripisana določeni veličini, ki je z dogovorom sprejeta kot tista vrednost,
ki ima za dani namen primerno negotovost).
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 28 -
Slika 4.7: Primera umerjanja [1]
Pomembno je, da umerimo merilni instrument po celotnem merilnem območju oz. v
tistem delu merilnega območja, v katerem instrument uporabljamo (če uporabljamo
termometer z merilnim območjem (0 do 100) °C za merjenje sobne temperature v območju
(10 do 30) °C, ga bomo umerili le v območju (10 do 30) °C, saj nam umerjanje v območjih (0
do 10) °C in (>30 do 100) °C prinaša le dodatni strošek, ne pa tudi praktične koristi).
Vprašati se moramo tudi, v koliko merilnih točkah bomo instrument umerili. Če ima
npr. omenjeni termometer ločljivost 0,1 °C, ga lahko v izbranem območju (10 do 30) °C
umerimo v 201 točki, če izberemo vse moţne prikaze merilnega instrumenta, lahko pa
izberemo npr. 21 točk (samo cele stopinje) ali celo manj. Pomembno je tudi, kako so točke
porazdeljene po merilnem območju. Lahko jih izberemo tako, da so porazdeljene enakomerno
z neko konstantno periodo, lahko pa so razporejene tako, da je neki del merilnega območja
pokrit bolj gosto kot drug ipd. Izbira števila in razporeditve točk je odvisna od tipa merilnega
instrumenta, velikosti merilnega območja, ločljivosti in namena uporabe, ki definira dovoljene
meje merilne negotovosti meritve.
Rezultate umerjanja običajno podajamo v obliki preglednice ali diagrama.
4.3.1.1 Perioda umerjanja
Umerjanje je dejavnost, ki jo moramo periodično ponavljati, ker se lahko meroslovne
karakteristike merilnega instrumenta s časom spreminjajo (lezenje ali drift, poškodbe,
preobremenitve ipd.). Časovni interval med dvema zaporednima umerjanjema imenujemo
interval umerjanja ali (re)kalibracijski interval.
Interval umerjanja določi uporabnik merila sam. Pri tem mora upoštevati vrsto
merilnega instrumenta, izkušnje oz. priporočila strokovnjakov, pogostost uporabe in pogoje
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 29 -
uporabe merilnega instrumenta (kdo in kje ga je uporabljal). Za ročna merila za merjenje
dolţin so kalibracijski intervali po navadi eno leto, ob zelo pogosti uporabi ali v neugodnih
pogojih uporabe pa pol leta ali celo manj.
Vsi merilni instrumenti, ki jih uporabljamo v industrijskem procesu za posredno ali
neposredno ugotavljanje kakovostnih karakteristik izdelka v vseh fazah njegovega nastajanja,
morajo biti umerjeni. To zahtevajo tudi vsi standardi, ki se ukvarjajo s sistemi kakovosti (ISO
9001, ISO TS 16949 …). Neumerjen merilni instrument lahko uporabljamo le kot indikator za
določanje informativne vrednosti neke veličine. Seveda tega načela dobri merilci ne
upoštevajo zgolj zaradi presojevalcev sistemov kakovosti, ampak predvsem zaradi tega, da
imajo vedno na razpolago informacije o stanju merilnega instrumenta in da vedo, do kolikšne
mere lahko zaupajo merilnemu rezultatu.
4.3.1.2 Poročilo o umerjanju
Rezultate umerjanja podajamo v poročilu, ki ga imenujemo poročilo o umerjanju, certifikat o
umerjanju ali kalibracijski certifikat. Tak dokument mora vsebovati vsaj naslednje podatke:
naslov »Certifikat (ali poročilo) o umerjanju«,
ime in naslov izvajalca umerjanja (laboratorij, podjetje),
enolična številka certifikata,
datumi izvedbe umerjanja in izdaje certifikata,
številka strani in skupno število strani na vsaki strani,
podatki o naročniku,
podatki o merilnem instrumentu oz. etalonu, ki smo ga umerjali,
podatki o pogojih okolja,
navedba merilne oz. kalibracijske metode,
splošna izjava o sledljivosti rezultatov meritve,
način izraţanja merilne negotovosti,
merilni rezultat (rezultat umerjanja),
podpis izvajalca umerjanja (neobvezno, je pa dobra laboratorijska praksa),
podpis osebe, ki je odobrila certifikat, ter ţig,
merilna negotovost,
etaloni in merilni instrumenti, ki smo jih uporabili pri umerjanju, ter izjava o
sledljivosti.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 30 -
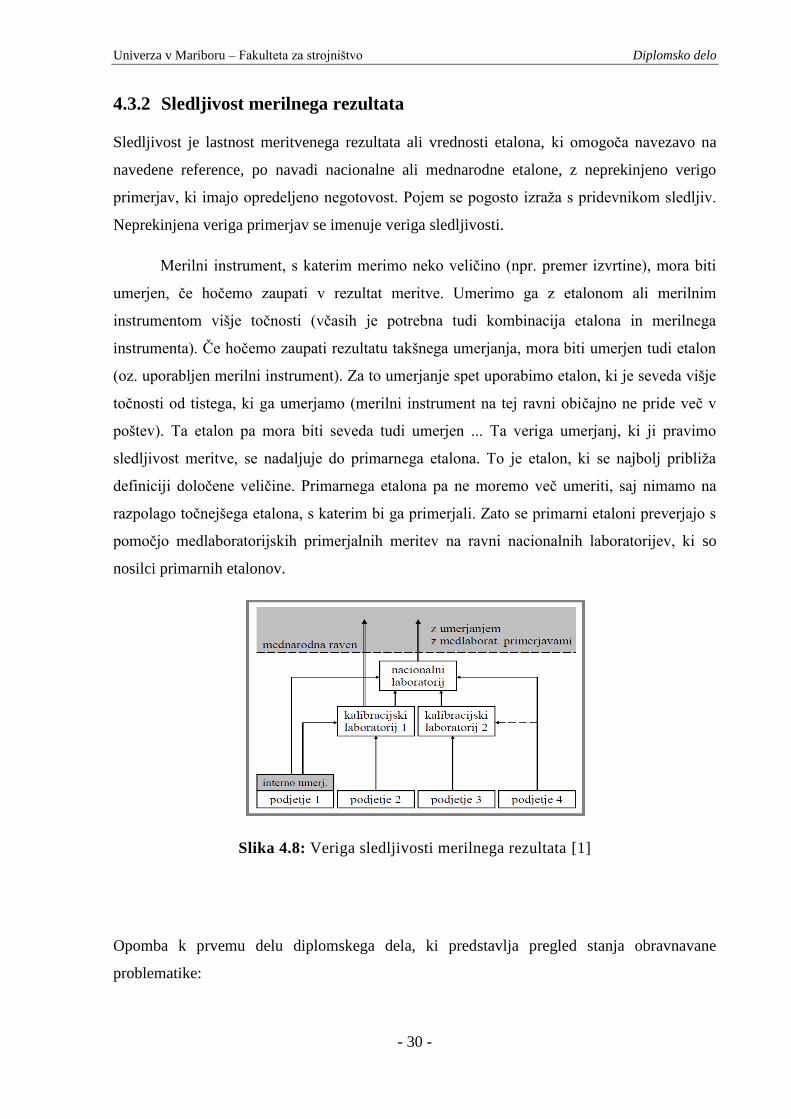
4.3.2 Sledljivost merilnega rezultata
Sledljivost je lastnost meritvenega rezultata ali vrednosti etalona, ki omogoča navezavo na
navedene reference, po navadi nacionalne ali mednarodne etalone, z neprekinjeno verigo
primerjav, ki imajo opredeljeno negotovost. Pojem se pogosto izraţa s pridevnikom sledljiv.
Neprekinjena veriga primerjav se imenuje veriga sledljivosti.
Merilni instrument, s katerim merimo neko veličino (npr. premer izvrtine), mora biti
umerjen, če hočemo zaupati v rezultat meritve. Umerimo ga z etalonom ali merilnim
instrumentom višje točnosti (včasih je potrebna tudi kombinacija etalona in merilnega
instrumenta). Če hočemo zaupati rezultatu takšnega umerjanja, mora biti umerjen tudi etalon
(oz. uporabljen merilni instrument). Za to umerjanje spet uporabimo etalon, ki je seveda višje
točnosti od tistega, ki ga umerjamo (merilni instrument na tej ravni običajno ne pride več v
poštev). Ta etalon pa mora biti seveda tudi umerjen ... Ta veriga umerjanj, ki ji pravimo
sledljivost meritve, se nadaljuje do primarnega etalona. To je etalon, ki se najbolj pribliţa
definiciji določene veličine. Primarnega etalona pa ne moremo več umeriti, saj nimamo na
razpolago točnejšega etalona, s katerim bi ga primerjali. Zato se primarni etaloni preverjajo s
pomočjo medlaboratorijskih primerjalnih meritev na ravni nacionalnih laboratorijev, ki so
nosilci primarnih etalonov.
Slika 4.8: Veriga sledljivosti merilnega rezultata [1]
Opomba k prvemu delu diplomskega dela, ki predstavlja pregled stanja obravnavane
problematike:

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 31 -
Strokovni del prvega dela je v veliki meri citat knjige mojega profesorja in tudi
mentorja: Ačko Bojan. Meroslovje in kakovost: univerzitetni učbenik. Maribor: Fakulteta za
strojništvo, 2011.
Citiranje njegovega dela je tudi v večjem obsegu izvedeno zavestno in z utemeljenim
namenom:
Kot študent profesorja je moj cilj, da se od njega učim in da mu s kritiko zaupam, da kot
strokovnjak na svojem področju predava in uči utemeljena strokovna spoznanja, ki prav tako
temeljijo na predhodnih spoznanjih drugih strokovnjakov, katerih viri so seveda tudi navedeni
v citiranem delu Meroslovje in kakovost. Ti strokovnjaki so ravno z začetnim citiranjem in ob
pridobljenih izkušnjah s počasnim dopolnjevanjem in izpopolnjevanjem privedli do stopnje,
kjer je znanost na tem področju danes. Zato se mi zdi samo logično, da pri takih trdih
znanstvenih poglavjih, kot so ta v začetnem delu tega diplomskega dela, citiram vse tiste
strokovnjake in seveda svojega profesorja, katerih spoznanja so združena v delu Meroslovje
in kakovost, saj s tem podam najtočnejši opis problematike, ki je naslovljena v posameznem
poglavju. Hkrati je to tudi predstavitev mojega znanja s tega področja, saj sem seveda tudi
sam študiral to področje s pomočjo tega gradiva.
Aleš Ločnikar
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 32 -
5 PROCESI KONTROLE VALJA TIP 80235
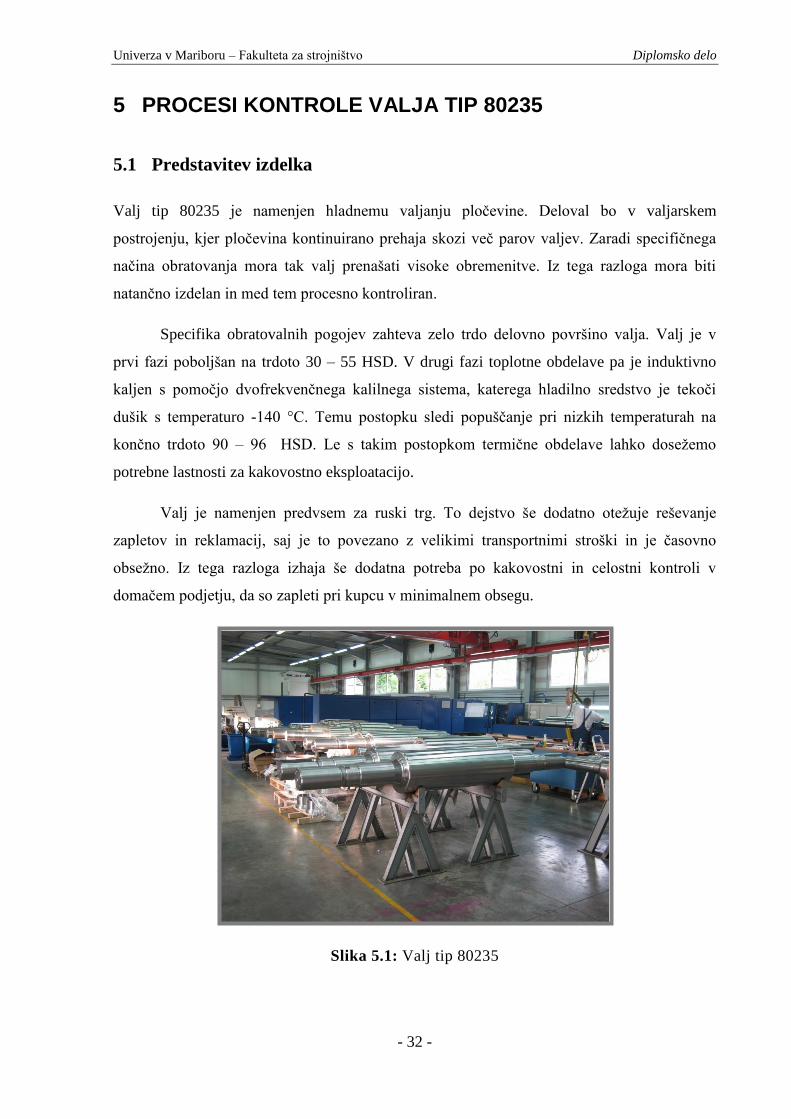
5.1 Predstavitev izdelka
Valj tip 80235 je namenjen hladnemu valjanju pločevine. Deloval bo v valjarskem
postrojenju, kjer pločevina kontinuirano prehaja skozi več parov valjev. Zaradi specifičnega
načina obratovanja mora tak valj prenašati visoke obremenitve. Iz tega razloga mora biti
natančno izdelan in med tem procesno kontroliran.
Specifika obratovalnih pogojev zahteva zelo trdo delovno površino valja. Valj je v
prvi fazi poboljšan na trdoto 30 – 55 HSD. V drugi fazi toplotne obdelave pa je induktivno
kaljen s pomočjo dvofrekvenčnega kalilnega sistema, katerega hladilno sredstvo je tekoči
dušik s temperaturo -140 °C. Temu postopku sledi popuščanje pri nizkih temperaturah na
končno trdoto 90 – 96 HSD. Le s takim postopkom termične obdelave lahko doseţemo
potrebne lastnosti za kakovostno eksploatacijo.
Valj je namenjen predvsem za ruski trg. To dejstvo še dodatno oteţuje reševanje
zapletov in reklamacij, saj je to povezano z velikimi transportnimi stroški in je časovno
obseţno. Iz tega razloga izhaja še dodatna potreba po kakovostni in celostni kontroli v
domačem podjetju, da so zapleti pri kupcu v minimalnem obsegu.
Slika 5.1: Valj tip 80235

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 33 -
5.2 Izdelovalni procesi / aktivnosti
Izdelovalni procesi, potrebni za izdelavo valja tip 80235 so naslednji:
1. Izdelava ustreznega jekla (kooperacija),
2. kovanje osnovnega materiala v okrogel prerez (kooperacija),
3. (dobava odkovka v podjetje Kolding d.o.o.),
4. pregled dokumentacije o ustreznosti kemijske sestave materiala in o ultrazvočni
kontroli na kovaške napake,
5. grobo struţenje na osnovne prereze,
6. grobo struţenje na obliko potrebno za poboljšanje,
7. ultrazvočna kontrola na vključke ali razpoke v volumnu materiala pred poboljšanjem,
8. poboljšanje materiala na trdoto 30 - 55 HSD (kooperacija),
9. kontrola trdote poboljšanega materiala,
10. ultrazvočna kontrola na razpoke v volumnu materiala, ki so posledica toplotne
obdelave poboljšanja,
11. grobo struţenje na obliko potrebno za induktivno kaljenje delovne površine,
12. induktivno kaljenje delovne površine na 90 - 96 HSD (kooperacija),
13. kontrola trdote kaljene delovne površine,
14. fino struţenje na končne dimenzije oziroma dimenzije potrebne za brušenje,
15. rezkanje utorov za moznike in vrtanje navojnih lukenj,
16. brušenje,
17. ultrazvočna kontrola delovne površine valja na razpoke, ki so posledica brušenja ali
toplotne obdelave induktivnega kaljenja,
18. končna kontrola hrapavosti površin valja,
19. končna dimenzijska kontrola,
20. (pakiranje in odprema končanega izdelka iz podjetja Kolding d.o.o.)
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 34 -
5.3 Merilni procesi
5.3.1 Kontrola geometrije
Proces kontrole geometrije valja se izvaja kot proces končne dimenzijske in geometrijske
kontrole v obsegu 100 %. To pomeni, da med procesom mehanske obdelave valja kontrolor
ne izvaja meritev oziroma kontrole. Za ta proces je zadolţen delavec sam, ko obdeluje valj v
sklopu določenega procesa. Motiviranost za točnost izhaja iz ţelje po dobro opravljenem delu
in nemotenem proizvodnem procesu. Tu gre za ustrezen nivo usposobljenosti in zaupanja
delavcu, da bo meritev kakovostno izvedena in točnost ustrezna.
Naloga kontrolorja v tej fazi proizvodnega procesa je zagotavljanje tehnične pomoči
delavcu. To pomeni, da je kontrolor še vedno zadolţen za pravilno sestavljeno, umerjeno in
funkcijsko brezhibno merilno opremo. Hkrati je na voljo tudi kot druga oseba, ki v primeru
dvoma delavca v točnost meritve še enkrat izvede meritev in nato primerja dobljena rezultata
ter ustrezno ukrepa, če je to potrebno.
Za izboljšanje stabilnosti in preglednosti procesa kontrole in zmanjšanje moţnosti
banalnih napak je izdelan merilni protokol (priloga 1) in pripadajoča tabela mejnih mer
(priloga 2) za posamezno kontrolirano mero. Tako imamo strnjen zapis vseh relevantnih
kontrolnih točk geometrije. Na podlagi tega dokumenta lahko v primeru pozitivne ocene vseh
kontrolnih točk upravičeno obravnavamo kontrolirani valj kot geometrijsko ustreznega. Zato
mora protokol vsebovati toliko in tako kombinacijo kontrolnih točk, da je to tudi upravičeno
moţno.
To v praksi pri kontroli pomeni, da se kontrolirajo:
vsi odstopki od mer, ki imajo pridano funkcijsko toleranco,
vsi odstopki od funkcijsko toleriranih zahtev za točnost geometrije in
vsi navoji z navojnimi kalibri.
Vse mere, ki presegajo meje toleranc so v protokolu označene z zvezdico. To omogoča laţje
prepoznavanje neustreznih mer in nadaljnje ukrepanje.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 35 -
Izpolnjen in podpisan merilni protokol se kot dokument o skladnosti izdelka z
zahtevami pošlje tudi kupcu pred odpremo. Ta po pregledu in odobritvi protokola potrdi
naročilo, ki gre po tem v odpremo.
Pred začetkom procesa kontrole geometrije so potrebni naslednji ukrepi, ki
zmanjšujejo merilno negotovost in tako pripomorejo h kakovosti meritve:
očiščenje stičnih površin merilne opreme pri sestavljanju,
sestavljanje merilne opreme za ustrezno mero,
določitev sistematičnega pogreška pomočjo kalibra ustrezne dolţine.
Očiščenje stičnih površin merilne opreme in sestavljanje:
Meritve dolţinskih mer oziroma premerov valja se izvajajo z vijačnimi merili ustreznih
merilnih območij. Vsak set vijačnih meril obsega merilno območje 100 mm razdeljeno na štiri
dele. To pomeni, da imamo vijačno merilo z merilnim območjem od 400 mm do 500 mm. To
merilno območje pa je razdeljeno na štiri dele, kar pomeni, da imamo v škatli štiri zamenljive
dele vijačnega merila, ki spreminjajo merilno območje v korakih po 25 mm. Tako je odvisno
od tega, kako smo vijačno merilo sestavili, merilno območje od 400 mm do 425 mm, od 425
mm do 450 mm, od 450 mm do 475 mm in od 475 mm do 500 mm.
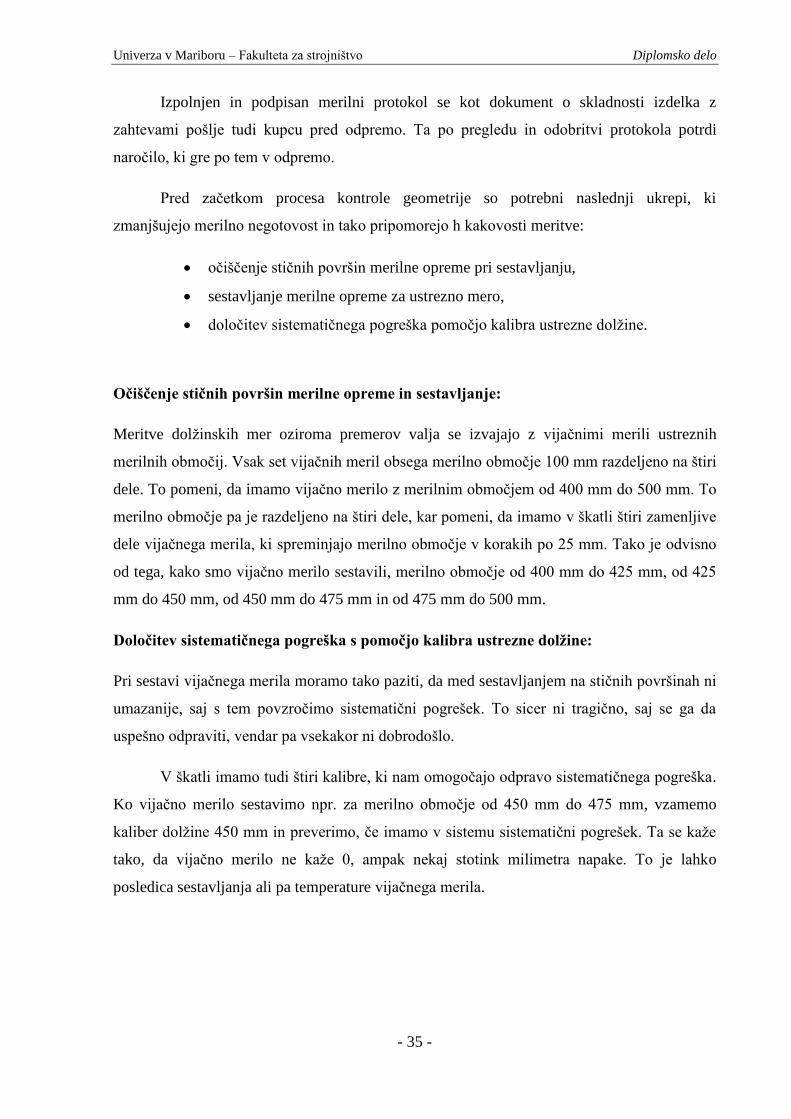
Določitev sistematičnega pogreška s pomočjo kalibra ustrezne dolžine:
Pri sestavi vijačnega merila moramo tako paziti, da med sestavljanjem na stičnih površinah ni
umazanije, saj s tem povzročimo sistematični pogrešek. To sicer ni tragično, saj se ga da
uspešno odpraviti, vendar pa vsekakor ni dobrodošlo.
V škatli imamo tudi štiri kalibre, ki nam omogočajo odpravo sistematičnega pogreška.
Ko vijačno merilo sestavimo npr. za merilno območje od 450 mm do 475 mm, vzamemo
kaliber dolţine 450 mm in preverimo, če imamo v sistemu sistematični pogrešek. Ta se kaţe
tako, da vijačno merilo ne kaţe 0, ampak nekaj stotink milimetra napake. To je lahko
posledica sestavljanja ali pa temperature vijačnega merila.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 36 -
Slika 5.2: Justiranje vijačnega merila pred meritvijo
Sistematični pogrešek korigiramo tako, da merilnemu rezultatu prištejemo negativno
vrednost prej določenega sistematičnega pogreška.
Slika 5.3: Izničenje sistematičnega pogreška
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 37 -
5.3.1.1 Kontroliranje odstopkov od mer s pripisano funkcijsko toleranco
To meritev lahko obravnavamo kot klasično dolţinsko meritev z vijačnim merilom z nekaj
specifičnimi lastnostmi, na katere je potrebno paziti, da zagotovimo ustrezno točnost meritve
in da ne povzročamo nepotrebnih pogreškov.
Prva specifična lastnost je ta, da moramo razviti ustrezen občutek za meritev tako
velikega okroglega prereza. Teţava lahko nastopi v tem, da ne zadenemo skrajnih točk
okroglega prereza, ampak merimo manjšo dimenzijo od skrajne. Da se temu izognemo,
moramo vsakokrat, ko nastavimo vijačno merilo, podrsati nekaj milimetrov levo in desno ter
navzgor in navzdol z ţe privitim vijačnim merilom. Le-to mora pri tem lepo drseti po površini
in se ne zatikati. To pomeni, da smo res na skrajni točki, saj je drugače drsenje onemogočeno
in pride do zatikanja.
Druga specifična lastnost pa je ta, da je potrebno vijačno merilo, ki je tako veliko,
zaradi manipulacije, veliko drţati v rokah. To povzroča teţavo segrevanja in tako
posledičnega pogreška. Tu je pomembno, da na to mislimo in se tega med meritvijo
zavedamo. Med dvema meritvama vijačno merilo odloţimo na obdelovanec, da se temperaturi
izenačita, oziroma da obdelovanec velike mase nase prevzame odvečno toploto iz vijačnega
merila.
5.3.1.2 Izračun merilne negotovosti za najbolj neugodno situacijo meritve
na valju tip 80235:
a) Negotovost razbiranja rezultata :
Interval pogreška razbirka za klasično skalo znaša ±2 m (raziskave ločljivosti vida).
b) Negotovost določitve sistematičnega pogreška :
Predpostavimo, da je sistematični pogrešek zaradi justiranja z merilnim kalibrom enak 0. V
tem primeru upoštevamo le negotovost kalibracije, ki jo razberemo iz merilnega certifikata. V
akreditiranem laboratoriju podjetja Sistemska tehnika d.o.o., kjer se merila umerjajo, lahko s
podatkom na akreditacijski listini zagotovijo negotovost: ,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 38 -
Ker je podana negotovost s faktorjem širitve , dobimo standardno negotovost
tako, da razširjeno negotovost delimo z 2. Če upoštevamo še merjeno dolţino, ki je v našem
primeru 220 mm, dobimo:
c) Negotovost linearne temperaturne razteznosti merjenca
Temperaturna razteznost α za jeklo znaša med in . Ocenjena
vrednost vhodne veličine je sredina intervala, interval pa je ° .
Predpostavimo pravokotno, zato velja:
°
°
d) Negotovost temperaturnega odstopanja vijačnega merila od 20 °C :
Če temperature ne merimo, a predpostavimo, da se temperatura v prostoru giblje na intervalu
15 °C in 30 °C, lahko ob pravokotni porazdelitvi izrazimo standardno negotovost:
°
°
e) Negotovost razlike temperatur vijačnega merila in merjenca :
Predpostavimo največjo temperaturno razliko med merilom in merjencem ±5 °C. Če
predpostavimo normalno porazdelitev in nivo zaupanja , velja:
°
°
f) Negotovost linearne temperaturne razteznosti vijačnega merila :
°
°

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 39 -
g) Izračun skupne negotovosti:
Preglednica 5.1: Izračun skupne negotovosti
Veličina
Ocenjena
vrednost
Standardna
negotovost
Porazdelitev
Občutljivostni
količnik
Prispevek
negotovosti
Pravokotna 1
Normalna 1
Pravokotna
Pravokotna
Normalna
Pravokotna
Skupaj:
h) Izračun razširjene negotovosti:
Če predpostavimo faktor širitve , ki ustreza ravni zaupanja pribliţno 95 %, bo
razširjena negotovost:
Ko to negotovost primerjamo z zahtevami za merjeni izdelek, lahko ugotovimo, da je ustrezno
majhna in tako nadaljnji ukrepi za zmanjšanje te negotovosti niso potrebni.
5.3.1.3 Kontrola odstopkov od funkcijsko predpisanih zahtev za točnost
geometrije
Ta meritev se ne izvaja direktno. Za zagotavljanje geometrijske točnosti, ki jo zahteva ta
izdelek, smo s tehnološkimi ukrepi vzpostavili pogoje, za katere lahko upravičeno trdimo, da
imajo za posledico geometrijsko točnost, ki je vsaj v okviru predpisanih toleranc. Glavni
ukrep, ki zagotavlja točnost geometrije, je brušenje valja med konicami v enem vpetju. Da ta
ukrep učinkovito deluje in zadošča, je bilo potrebnih še nekaj predhodnih ukrepov.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 40 -
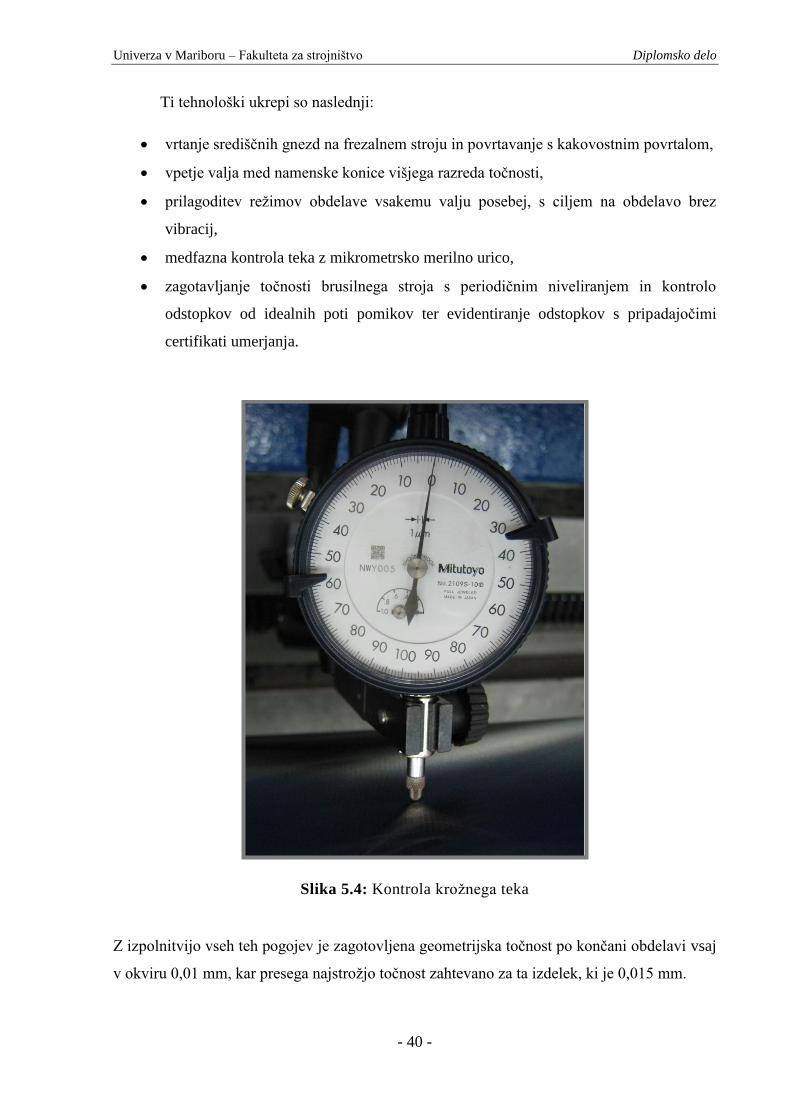
Ti tehnološki ukrepi so naslednji:
vrtanje središčnih gnezd na frezalnem stroju in povrtavanje s kakovostnim povrtalom,
vpetje valja med namenske konice višjega razreda točnosti,
prilagoditev reţimov obdelave vsakemu valju posebej, s ciljem na obdelavo brez
vibracij,
medfazna kontrola teka z mikrometrsko merilno urico,
zagotavljanje točnosti brusilnega stroja s periodičnim niveliranjem in kontrolo
odstopkov od idealnih poti pomikov ter evidentiranje odstopkov s pripadajočimi
certifikati umerjanja.
Slika 5.4: Kontrola kroţnega teka
Z izpolnitvijo vseh teh pogojev je zagotovljena geometrijska točnost po končani obdelavi vsaj
v okviru 0,01 mm, kar presega najstroţjo točnost zahtevano za ta izdelek, ki je 0,015 mm.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 41 -
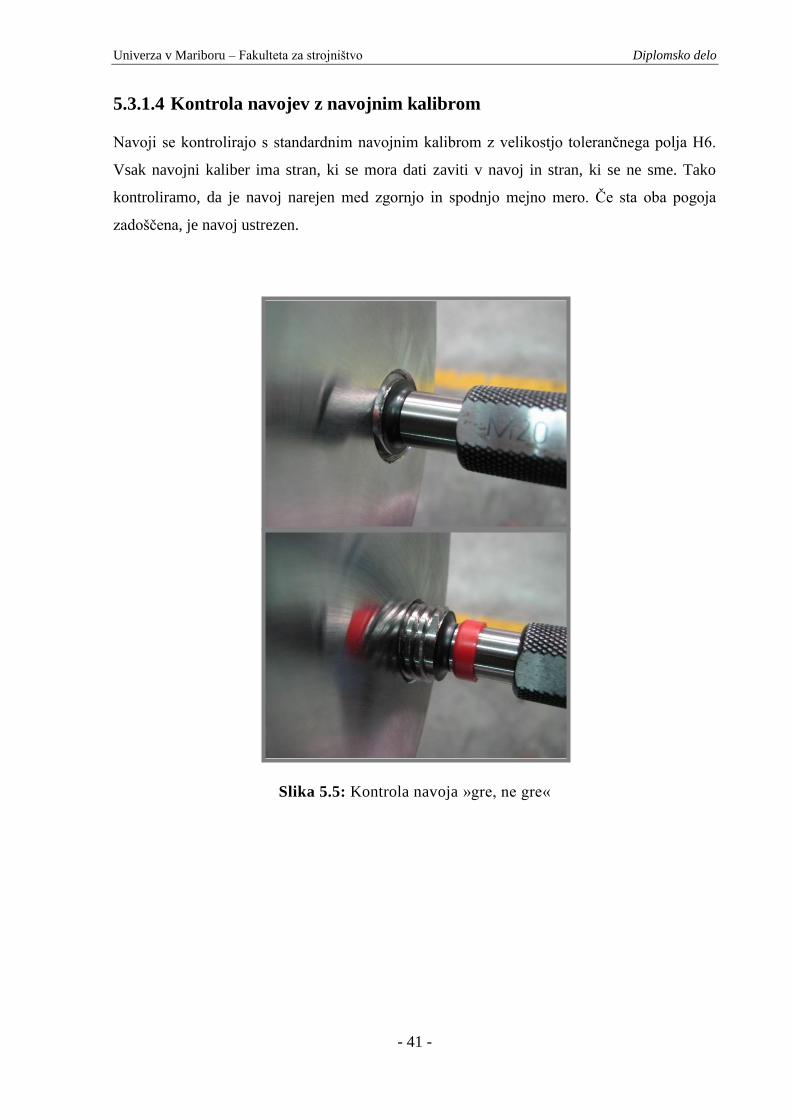
5.3.1.4 Kontrola navojev z navojnim kalibrom
Navoji se kontrolirajo s standardnim navojnim kalibrom z velikostjo tolerančnega polja H6.
Vsak navojni kaliber ima stran, ki se mora dati zaviti v navoj in stran, ki se ne sme. Tako
kontroliramo, da je navoj narejen med zgornjo in spodnjo mejno mero. Če sta oba pogoja
zadoščena, je navoj ustrezen.
Slika 5.5: Kontrola navoja »gre, ne gre«
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 42 -
5.3.2 Ultrazvočna kontrola
Ultrazvočna kontrola se uporablja za kontrolo materiala, iz katerega je valj izdelan. Ta
postopek odkriva nepravilnosti v materialu in na površini materiala, ki bi lahko med
obratovanjem povzročile teţave ali pripeljale do funkcijske odpovedi valja in zastoja celotne
valjarske linije.
Kontrola se izvaja v skladu s standardom SIST EN 10228-3:2000, klasa 4. Ta standard
določa ultrazvočno preskušanje jeklenih izkovkov in v tretjem delu ultrazvočno preskušanje
feritnih ali martenzitnih jeklenih izkovkov.
Ta standard se navezuje na standarde:
SIST EN 473 – kvalificiranje in certificiranje osebja,
SIST EN 12668 – karakterizacija in verifikacija ultrazvočne opreme,
SIST EN 583 – preskušanje z ultrazvokom,
SIST EN 12223 – bloki za kalibriranje ultrazvočnih naprav,
SIST EN 1330 – terminologija.
Napake, ki se v praksi pojavljajo v volumnu materiala in so funkcijsko nevarne, so:
poroznosti znotraj materiala,
kovaške napake običajno v sredini prereza,
vključki nečistoče,
prazna mesta,
grobozrnata struktura,
razpoke, ki so posledica poboljšanja materiala.
Napake, ki se v praksi pojavljajo na površini materiala in funkcijsko nevarne, so:
razpoke, ki so posledica površinskega kaljenja materiala,
razpoke, ki so posledica neustreznih reţimov brušenja.
Naprava, ki se uporablja za ultrazvočno kontrolo, je naprava proizvajalca GE, model USM
Go.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 5.6: Ultrazvočna naprava GE USM Go
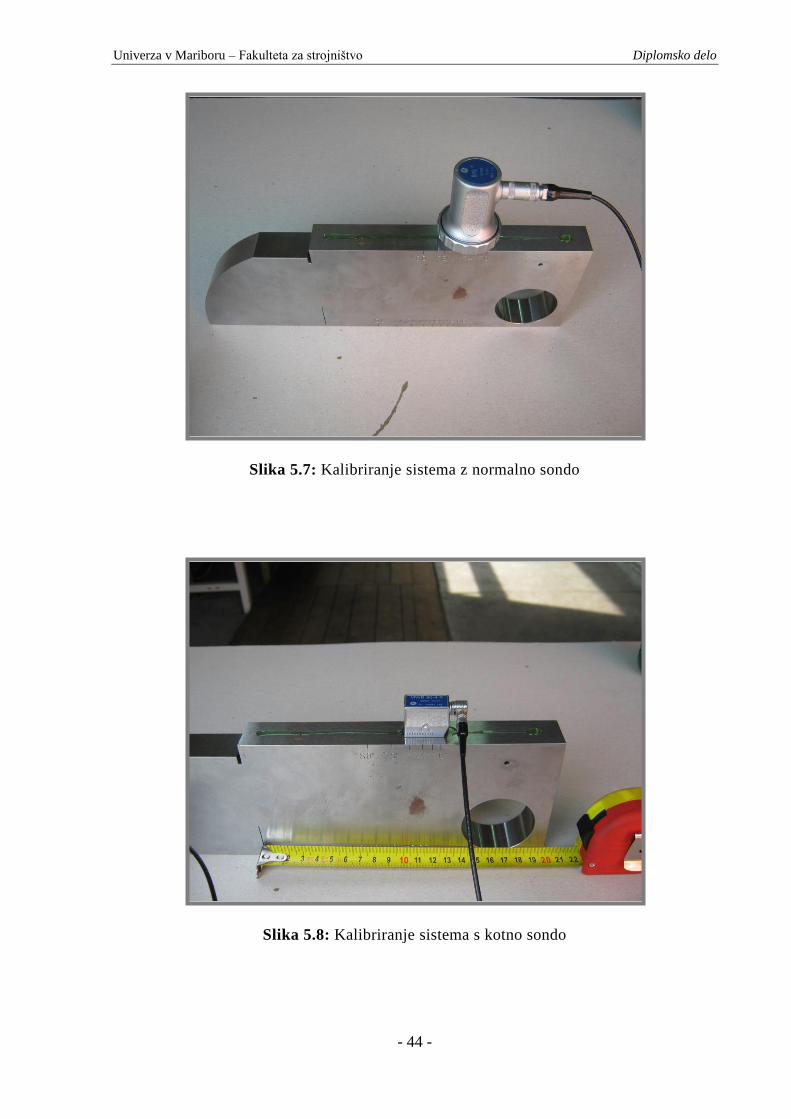
5.3.2.1 Kalibracija ultrazvočnega sistema
Pred ultrazvočno kontrolo je potrebno sistem ustrezno nastaviti in kalibrirati. Ta proces
obsega:
nastavitev ustrezne hitrosti za posamezni material in uporabljeno sondo,
kalibriranje zakasnitve sonde s pomočjo kalibracijskega bloka,
nastavitev merilnega obsega,
posnetje DGS krivulje za vrednotenje velikosti napak.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 5.7: Kalibriranje sistema z normalno sondo
Slika 5.8: Kalibriranje sistema s kotno sondo
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 45 -
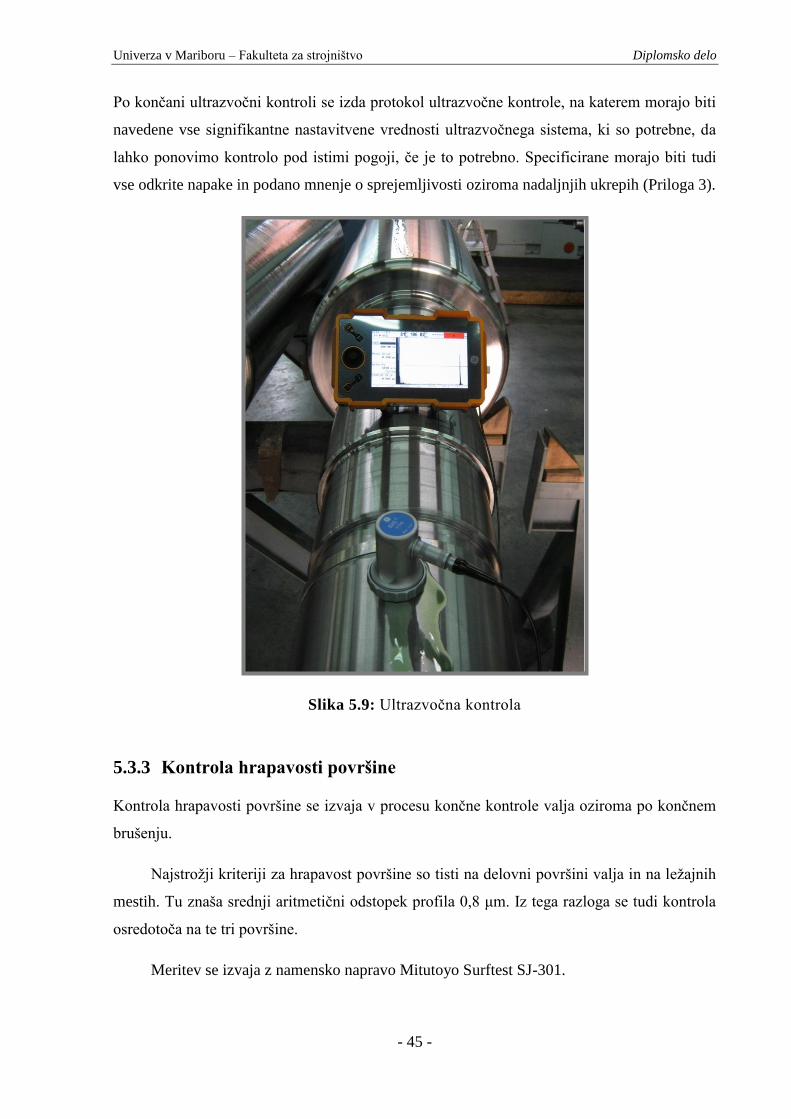
Po končani ultrazvočni kontroli se izda protokol ultrazvočne kontrole, na katerem morajo biti
navedene vse signifikantne nastavitvene vrednosti ultrazvočnega sistema, ki so potrebne, da
lahko ponovimo kontrolo pod istimi pogoji, če je to potrebno. Specificirane morajo biti tudi
vse odkrite napake in podano mnenje o sprejemljivosti oziroma nadaljnjih ukrepih (Priloga 3).
Slika 5.9: Ultrazvočna kontrola
5.3.3 Kontrola hrapavosti površine
Kontrola hrapavosti površine se izvaja v procesu končne kontrole valja oziroma po končnem
brušenju.
Najstroţji kriteriji za hrapavost površine so tisti na delovni površini valja in na leţajnih
mestih. Tu znaša srednji aritmetični odstopek profila 0,8 m. Iz tega razloga se tudi kontrola
osredotoča na te tri površine.
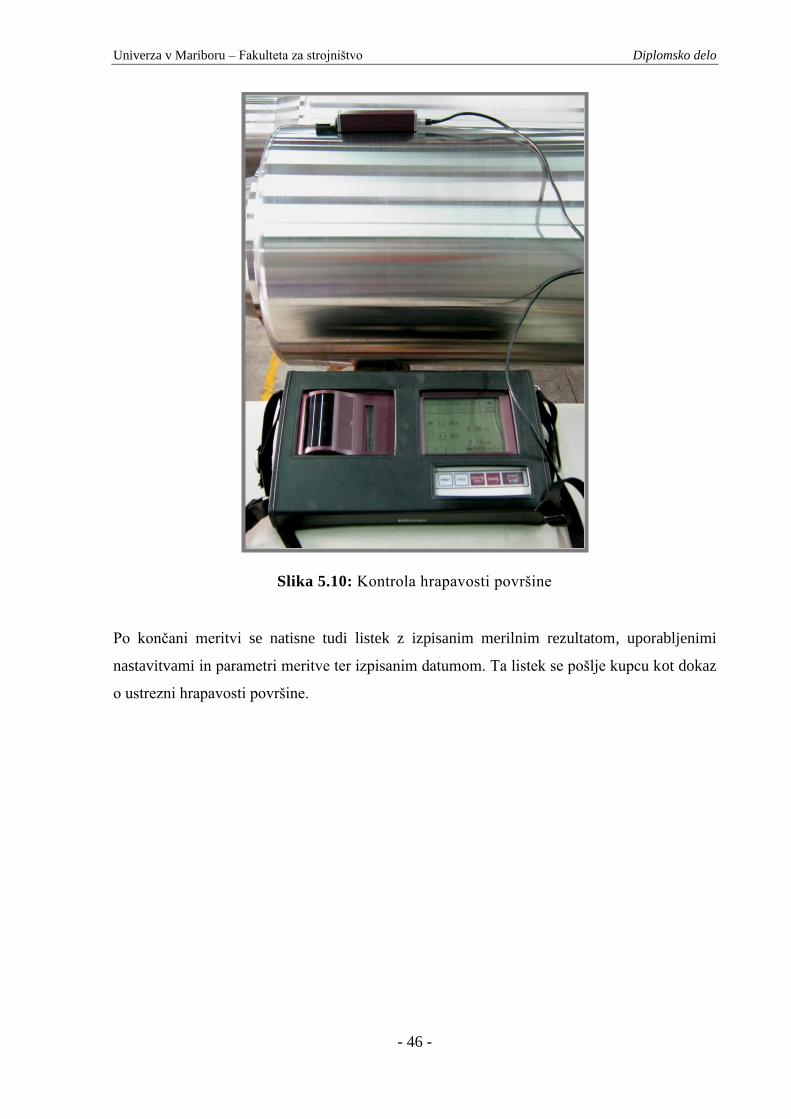
Meritev se izvaja z namensko napravo Mitutoyo Surftest SJ-301.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 46 -
Slika 5.10: Kontrola hrapavosti površine
Po končani meritvi se natisne tudi listek z izpisanim merilnim rezultatom, uporabljenimi
nastavitvami in parametri meritve ter izpisanim datumom. Ta listek se pošlje kupcu kot dokaz
o ustrezni hrapavosti površine.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 47 -
Slika 5.11: Zapis rezultata hrapavosti površine
5.3.4 Kontrola trdote
Kontrola trdote se izvaja medfazno oziroma kot kontrola dela, ki gre v kooperacijo k
zunanjemu sodelavcu.
Pri tej meritvi je pomembno predhodno na mestu meritve površino ustrezno pripraviti.
To pomeni, da mora biti zgornja plast površine obrušena. Zgornja plast, ki je neposredno v
stiku z izvorom toplote, se zaradi difuzije razogljiči. To ima za posledico, da je trdota tega
dela površine manjša kot pa sloj pod njo. Ta plast površine se odstrani z nadaljnjo mehansko
obdelavo. Če bi meritev izvedli brez obrušenja, bi bila meritev v tem delu nereprezentativna.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 48 -
Slika 5.12: Obrušena površina na mestu meritve
Meritev se izvaja z napravo Proceq Equotip 3. Rezultat meritev se zapiše v merilni
protokol, ki se pošlje kupcu.
Slika 5.13: Kontrola trdote po poboljšanju
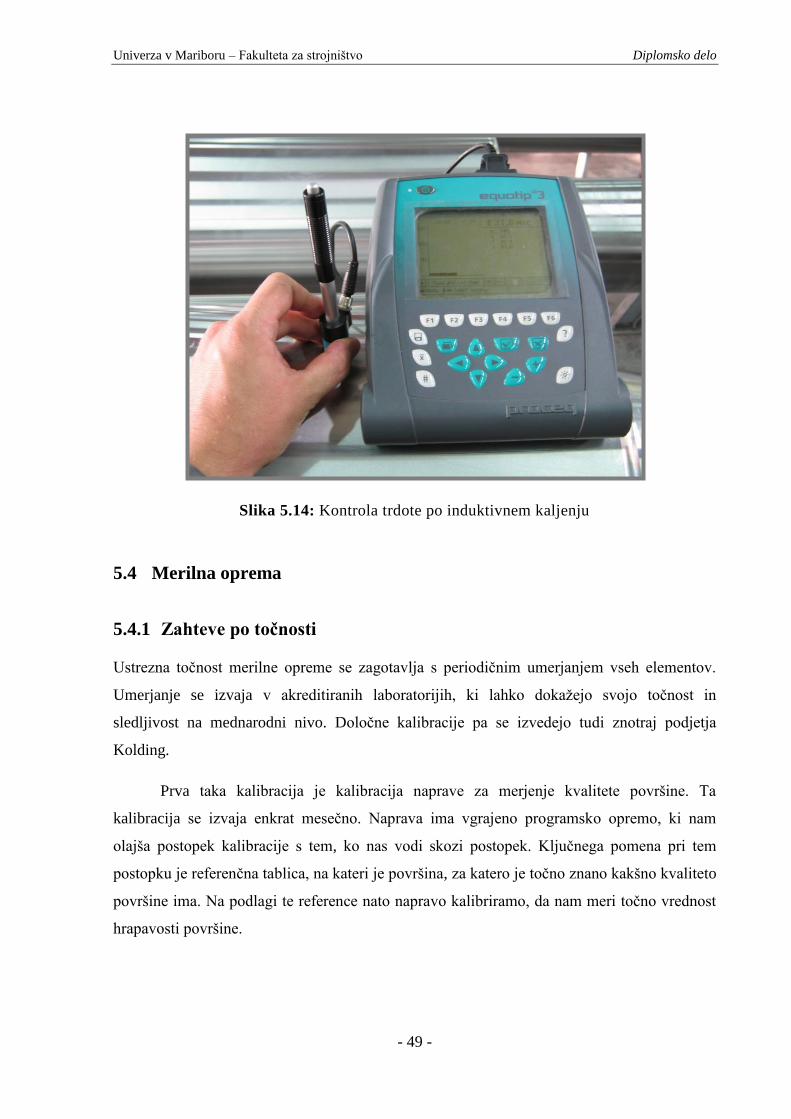
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 49 -
Slika 5.14: Kontrola trdote po induktivnem kaljenju
5.4 Merilna oprema
5.4.1 Zahteve po točnosti
Ustrezna točnost merilne opreme se zagotavlja s periodičnim umerjanjem vseh elementov.
Umerjanje se izvaja v akreditiranih laboratorijih, ki lahko dokaţejo svojo točnost in
sledljivost na mednarodni nivo. Določne kalibracije pa se izvedejo tudi znotraj podjetja
Kolding.
Prva taka kalibracija je kalibracija naprave za merjenje kvalitete površine. Ta
kalibracija se izvaja enkrat mesečno. Naprava ima vgrajeno programsko opremo, ki nam
olajša postopek kalibracije s tem, ko nas vodi skozi postopek. Ključnega pomena pri tem
postopku je referenčna tablica, na kateri je površina, za katero je točno znano kakšno kvaliteto
površine ima. Na podlagi te reference nato napravo kalibriramo, da nam meri točno vrednost
hrapavosti površine.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 50 -
Slika 5.15: Kalibracija naprave za merjenje hrapavosti
Druga naprava, ki se kalibrira znotraj podjetja, je naprava za merjenje trdote površine.
Ta se kalibrira zelo podobno kot prej omenjena naprava. Imamo referenčni blok, ki ima znano
trdoto. S pomočjo programskega paketa, ki nas vodi skozi kalibracijo, kalibriramo napravo na
referenčno vrednost in tako zagotovimo njeno točnost. Tudi ta kalibracija se izvaja enkrat
mesečno.
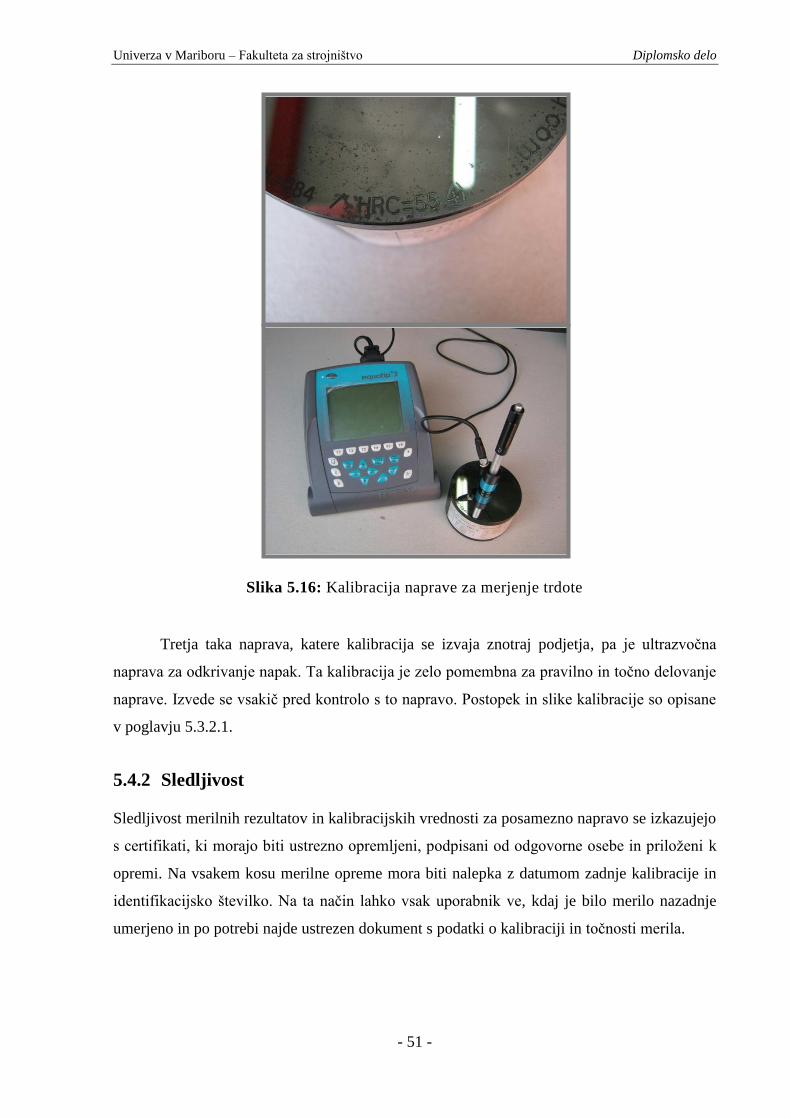
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 51 -
Slika 5.16: Kalibracija naprave za merjenje trdote
Tretja taka naprava, katere kalibracija se izvaja znotraj podjetja, pa je ultrazvočna
naprava za odkrivanje napak. Ta kalibracija je zelo pomembna za pravilno in točno delovanje
naprave. Izvede se vsakič pred kontrolo s to napravo. Postopek in slike kalibracije so opisane
v poglavju 5.3.2.1.
5.4.2 Sledljivost
Sledljivost merilnih rezultatov in kalibracijskih vrednosti za posamezno napravo se izkazujejo
s certifikati, ki morajo biti ustrezno opremljeni, podpisani od odgovorne osebe in priloţeni k
opremi. Na vsakem kosu merilne opreme mora biti nalepka z datumom zadnje kalibracije in
identifikacijsko številko. Na ta način lahko vsak uporabnik ve, kdaj je bilo merilo nazadnje
umerjeno in po potrebi najde ustrezen dokument s podatki o kalibraciji in točnosti merila.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 52 -
Slika 5.17: Nalepka zadnje kalibracije
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 53 -
6 DISKUSIJA
V točki 5 diplomskega dela je opisan sklop celovitih kontrolnih ukrepov za valj tip 80235. Z
upoštevanjem in obvladovanjem osnov meroslovja, kot so opisani v točki 4 diplomskega dela,
in umestitvijo le teh v sistem nadzora kakovosti in procesnim obvladovanjem, kot je to
opisano v točki 3 diplomskega dela, lahko trdimo, da je sistem kontrole celovit, kakovosten in
praktično uporaben.
Na ta način imamo vzpostavljen sistem nadzora kakovosti valja tip 80235, ki je
definiran tako, da lahko po končanih vseh tehnoloških aktivnostih proizvodnje in med tem,
oziroma po tem končanih vseh kontrolnih aktivnostih, in so le te pozitivno ocenjene, z zadosti
veliko verjetnostjo trdimo, da je izdelek kakovosten, varen za uporabo, ima zadostno
ţivljenjsko dobo in upravičuje svojo ceno.
Sistem nadzora kakovosti je z upoštevanjem točke 3 diplomskega dela izveden tudi
tako, da je moţno ob negativni oceni katerega od kriterijev kakovosti, če je tehnološko
izvedljivo, tudi popraviti. To pomeni, da so točke kontrole za posamezno aktivnost
postavljene tako, da je posamezen proces kontrole med fazo ali pa neposredno po tehnološki
fazi. Na ta način zaznamo neskladnost v najkrajšem moţnem času, potem ko nastane.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 54 -
7 SKLEP
S tem diplomskim delom sem v podjetju Kolding d.o.o. vzpostavil in uvedel sistem
obvladovanja procesov kontrole, ki je popolnoma integriran v proizvodni proces in
predstavlja zanj neznatno motnjo. Zaradi usklajene serije desetih izdelkov in načina
proizvodnje se celoten proces kontrole izvede brez tega, da bi zaradi tega prišlo do dodatnih
zastojev v procesu proizvodnje. Proces kontrole je vpet v sistem vodenja kakovosti po ISO
9001 in temelji na zakonitostih, ki jih predpisuje ta standard. Sistem je kakovosten in celovit.
Nadaljnji izzivi za ta proces nadzora kakovosti pa so v obvladovanju situacij, ko
izdelek ni v skladu z zahtevami. Potrebno bo izdelati kriterije in tehnologijo, ki bo
obvladovala te situacije. Cilji so, da je izmeta čim manj, da se enolično prepozna vzrok
nastale napake in da se definirajo in uvedejo ukrepi za bodoče preprečevanje napak.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 55 -
8 VIRI
[1] Ačko Bojan. Meroslovje in kakovost: univerzitetni učbenik. Maribor: Fakulteta za
strojništvo, 2011.
[2] Ačko Bojan. Osnove meroslovja in merjenje dolžin: univerzitetni učbenik. Maribor:
Fakulteta za strojništvo, 2008.
[3] Glodeţ Srečko. Tehnično risanje: 1.natis. Ljubljana: Tehniška zaloţba Slovenije,
2005.
[4] Guide to the Expression of Uncertainty in Measurement, ISO, 1995.
[5] Kraut Bojan. Krautov strojniški priročnik: 14. slovenska izdaja / izdajo pripravila Joţe
Puhar, Joţe Stropnik. Ljubljana: Littera picta, 2003.
[6] Mednarodni slovar osnovnih in splošnih izrazov s področja meroslovja, Urad RS za
standardizacijo in meroslovje, Ljubljana 1999.
[7] SIST EN 10228-3:2000. Ultrazvočno preskušanje jeklenih izkovkov: SIST, Ljubljana,
2000.
[8] SIST ISO 9001:2008. Sistem vodenja kakovosti: SIST, Ljubljana, 2008.