氮化矽 碳化鈦奈米複合陶瓷之顯微結構 與磨耗行為分析 ·...
TRANSCRIPT
-21-鑛冶 60/1
氮化矽/碳化鈦奈米複合陶瓷之顯微結構與磨耗行為分析Microstructures and Wear Behavior of Si3N4/TiC Nanocomposites
李 京 桓1 ■ 盧 鴻 華2 ■ 黃 肇 瑞3
C.H. Lee, H.H. Lu, J.L. Huang
本研究採用高能球磨法搭配 Spark Plasma
Sintering快速燒結技術,成功製作緻密的氮化矽 /
碳化鈦奈米複合陶瓷,其中氮化矽與碳化鈦的平
均晶粒尺寸約為 90nm,當最大赫茲接觸應力為
1.27GPa時,複合陶瓷的奈米晶粒結構有助於磨潤
化學反應進行。實驗結果顯示,隨著氮化矽中奈米
碳化鈦的添加量(0~50重量百分比)增加,維氏
硬度與破壞韌性值皆呈現遞減的趨勢,說明氮化矽
與碳化鈦兩晶相間的界面殘留熱應力降低了裂縫傳
遞的阻力;乾式往復磨耗分析顯示添加 20與 30重
量百分比的奈米碳化鈦於氮化矽之試樣較單一相氮
化矽陶瓷的磨耗率降低 35%,這主要因為其摩擦
表面呈現輕度磨損形貌,藉由聚焦離子束技術擷取
之橫截面發現非晶態的 Si-Ti氧化物填補於摩擦面
的微米尺寸凹坑中,從而降低其摩擦面的粗糙度。
因此由靜態壓痕試驗與乾式往復磨耗試驗,證實適
量的奈米氮碳化鈦雖然會降低化矽複合陶瓷的破壞
阻抗,但反而有助於其高溫的磨潤反應進行,進而
提高材料的抗磨損性能。
Si3N4/TiC nanocomposites containing
0~50wt% TiC was consolidated at 1,700 oC
by spark plasma sintering. Their reciprocal
sliding behavior against a Si3N4 counterbody
was investigated at a Hertzian stress of 1.27
GPa under unlubricated conditions. The
average grain size of Si3N4 and TiC was about
90 nm. The nano-TiC had pores that reduced
the hardness and fracture toughness of the
materials. Minor wear was observed in Si3N4
specimens containing 0~30 wt% TiC when
the mean free path of nano-TiC are greater
than the average grain length of Si3N4. Si3N4
with 20/30 wt% TiC after surface smoothing
by tribo-products had best wear resistance.
Si3N4 nanocomposites with 40/50 wt% TiC
had severe wear. 20/30 wt% TiC additive
substantially improved the wearing resistance
of the composites.
一、前 言
氮化矽基陶瓷材料是最受矚目的結構陶瓷材料之一 (1,2),其特性為質輕(密度約
3.2 g/cm3)、極優異的機械性質、耐腐蝕性、且高溫性質穩定性佳。隨著粉體製備科技進步,
氮化矽材料的研究重點以燒結製程、微結構與機械性質之間的關係為主;如燒結助劑種類、燒
結參數的改變或強化相的添加對微結構之影響、以及不同的微結構對機械性質的影響等 (2)。此
外,隨著奈米技術的廣泛應用,添加奈米第二相粒子可使得陶瓷材料具有高硬度、高韌性、低
溫超塑性、易加工等優點。其中由於氮化鈦與碳化鈦具有較低的視密度,且具有高硬度、高熔
國立成功大學材料科學及工程學系 1博士後研究
3講座教授
1,3 Department of Materials Science and Engineering, National Cheng-Kung University, Tainan 701, Taiwan, Republic of
China國立勤益科技大學機械工程學系
2副教授
2 Department of Mechanical Engineering, National Chin-Yi University of Technology, Taiping, Taichung 411, Taiwan,
Republic of China

-22- 一○五年三月
點、高楊氏係數等特點,是很好的耐熔耐磨材料。同時還具有良好的導電性,用於氮化矽基複
合材料時可提高導電性,適合應用於放電加工,因此選擇作為氮化矽基陶瓷的強化相 (3)。
近幾年來,國際間多使用新型的 Spark Plasma Sintering (SPS)燒結技術製備奈米陶瓷,包
括Duan等學者使用化學前驅物熱裂解法配合 SPS技術製備氮化矽 /碳化鈦 /碳化矽奈米複合陶
瓷 (4),Xu等學者以高能量震動球磨法配合 SPS技術製備奈米氮化矽 (5)、奈米 α-SiAlON(6)、奈米
β-SiAlON(7)、氮化矽 /石墨奈米複合陶瓷 (8)。Suganuma則對氮化矽進行 SPS燒結的研究 (9),其
以次微米尺寸 α相氮化矽為起始原料,並比較 SPS與熱壓燒結法對坯體緻密行為與微結構的影
響,結果說明 SPS有助於緻密化;Kim等學者已成功地製備奈米氮化矽陶瓷,並發現其耐磨耗
性較微米氮化矽還低一個量級 (10)。一般來說,奈米材料由於晶粒尺寸小,缺乏晶粒拉出、晶粒
旋轉等韌化機構,所以其耐磨耗性應也大幅地降低;相反地,由Kim等學者的研究成果來看,
磨耗機制並非只是由物理性的微破壞機制來決定,奈米氮化矽晶粒由於容易剝離基材相,並在
磨耗面形成具磨潤效果的化合物,因此化學性的磨潤機制亦是另一個重要的因素 (10)。另一方
面,Julian亦製備具磨潤效果的氮化矽 /多壁奈米碳管複合陶瓷 (11),結果指出,氮化矽複合陶
瓷中,奈米碳管的添加量增加,能有效地降低磨耗係數 (COF, Coefficient of Friction),並提升氮
化矽的耐磨耗性。
藉由適當地設計原料配比與熱處理參數,可調控氮化矽基陶瓷的顯微結構組織與玻璃晶界
相性質,以符合材料於機械性能或熱傳導應用等方面的需求,其中氮化矽奈米陶瓷更是有益於
材料之耐磨耗特性。有鑑於此,本研究以氮化矽基奈米陶瓷的製程開發為基礎,以提升氮化矽
基材料的耐磨耗性能為主要目標,以拓展奈米氮化矽的相關學理與應用。
二、實驗方法
2.1 原始粉末的規格
於本章研究所使用的 β相氮化矽奈米起始原料是德國 (SM131, Fraunhofer-Institut für
Keramische Technologien and Sinterwerkstoffe, Dresden, Germany)生產的高純度之氮化矽粉末。
根據廠商提供的資料,藉由Rietveld法技術所測得之奈米氮化矽晶體粒徑約為 70 nm,且其中
已摻雜 6wt%的氧化鋁與 8wt%的氧化釔,這些燒結助劑皆為非晶態。添加的導電性碳化鈦奈
米粉末 (Hefei Kiln Nanometer Technology Development, Hefei, China),由XRD繞射分析並搭配謝
樂公式求得其平均粒徑約為 60nm,與 TEM觀察結果相符合。
2.2 複合粉體製備
所需粉末置入 PE球磨罐中,加入無水酒精作為溶劑調配溶液,以直徑為 10㎜與 5㎜等高
純度氮化矽磨球,配合轉速 300 RPM的行星式球磨機進行 3小時的球磨混合。採用厚膜乾燥
法,將混合溶液倒入蒸發面積大的不鏽鋼平盤中,於下方以加熱器供給熱源,以期達到快速揮
發的效果。將乾燥後的混合粉末以研缽擣碎,並使用 200目篩網進行過篩,以分散乾燥時可能
存在的團塊或結球。試樣的標號依照奈米碳化鈦的添加量由 0~50wt%,分別標記為 00TCSN,
10TC/SN, 20TC/SN, 30TC/SN, 40TC/SN, 50TC/SN。
-23-鑛冶 60/1
2.3 燒結方法
使用日本住友煤炭礦業株式會社 (Sumitomo Coal Mining Co., Ltd., Kawasaki, Japan)(註:
現已改名為 Fuji Electronic Industrial Co., Ltd)所開發之 SPS機台進行燒結體的製備,使用 SPS-
210Lx,最大輸出電流為 1000安培,使用石墨模具內徑為 10 mm,燒結過程中施以 30 MPa的
機械壓力。將粉體置入石墨模具中,在燒結的過程中為了避免試片與石墨墊片和石墨模具反應
造成黏模的現象,在墊片及內模之間利用石墨紙包覆,以減少試片與墊片和模具間的化學反
應。先抽真空至 10 Pa以下,並在加熱前施以所需的機械壓力。升溫速率選擇 100℃ /min,燒結
溫度為 1700℃,持溫時間為 3分鐘,燒結完成後自然爐冷。
2.4 物理性質測試
完成燒結後之試片,先去除燒結體表面的石墨紙,再放入水中煮沸 3小時後,靜置冷卻 24
小時。利用阿基米德法量測相關的視密度 (Apparent Density),並評估相對密度;硬度的量測以
維氏硬計 (AKASHI AVK-K, Japan)測試,試片表面先以鑽石液研磨、拋光至 1 µm,施以 20 kg
的荷重持續 15秒,求出其硬度值 (HV)。破壞韌性量測以 IF法 (Indentation fracture)測定,IF法
是直接量測壓痕裂縫長度,量測壓痕對角線長 (a)及裂縫長度 (c),利用 Evans等學者 (12)所推導
的公式計算破壞韌性值 (KIC)。
2.5 滑動磨耗測試
磨耗試驗以往復式滑移磨耗試驗機 (Oscillation Friction Wear (SRV), Schwingung Reibung and
Verschleiss tester, Optimal Instruments Pruftechnik GmbH, Germany)實行,本實驗選用氮化矽球進
行點接觸式之乾式滑動磨耗試驗,使用之試驗機可藉由電腦擷取摩擦係數,以電子顯微鏡觀察
磨耗形貌及磨耗特徵,以建立磨耗機構。本實驗參數為載重 10 N,衝程 1 mm,頻率 50 Hz,時
間 600秒,室溫 22~24℃,一大氣壓下進行試驗,計算可得最大赫茲應力為 1.27 GPa。
2.6 顯微結構觀察
拋光後的試片以電漿蝕刻的方法處理,然後鍍金,以增加導電性,以場發射掃瞄式電子顯
微鏡 (FESEM: XL-40FEG, Philips, Eindhoven, the Netherlands and S4800-I, Hitachi, Tokyo, Japan)
觀察晶粒形貌和尺寸大小。電漿蝕刻是將試片置入電漿蝕刻系統 (OMNI-RIE, Tainan, Taiwan)
中,利用射頻濺射的方法蝕刻片表面,腔體中的CF4和O2的流量比為 95:5,總壓力維持在 85
Pa,使用的功率為 120 W,蝕刻時間為 30秒。一般氮化矽晶粒皆以柱狀晶形貌出現,因此實
驗中很難對柱狀晶的大小及長寬軸比作定量分析,Woetting等人 (13)曾以統計學的方式(假設
所有晶粒為六方晶形且具有相同的長寬軸比),長寬軸比值之所以取 a95,乃是根據統計學上的
觀察,任意方向成長的 b相晶粒僅有 10%的機率,恰好被平行 c軸方向的截面截取,因此在二
度空間的截面觀察下,僅有最大長寬比值的 10%,為其實際的長寬比,為求取其平均值,所以
取 a95為其燒結體的真正長寬比,本實驗所選取的樣品空間為超過 500個晶粒。而碳化鈦的平
均晶粒尺寸則是依據影像分析結果來計算 (d̄eq,TiC = (4A/π)1/2),其中A為影像分析所得到之截面
積 )。使用聚焦離子束顯微切割儀 (FIB; Focus Ion Beam, Seiko, SMI3050, Tokyo, Japan)進行試樣
薄片的切割與加工,使用穿透式電子顯微鏡(FEG-TEM, Tecnai G2 F20, Philips)進行明視野相
(BF, Bright Field Image)微結構觀察,並以擇區繞射 (SAD)作相鑑定,能量散佈光譜儀 (Energy
Dispersion Spectrometer,EDS)進行元素的半定量分析。
-24- 一○五年三月
三、結果與討論
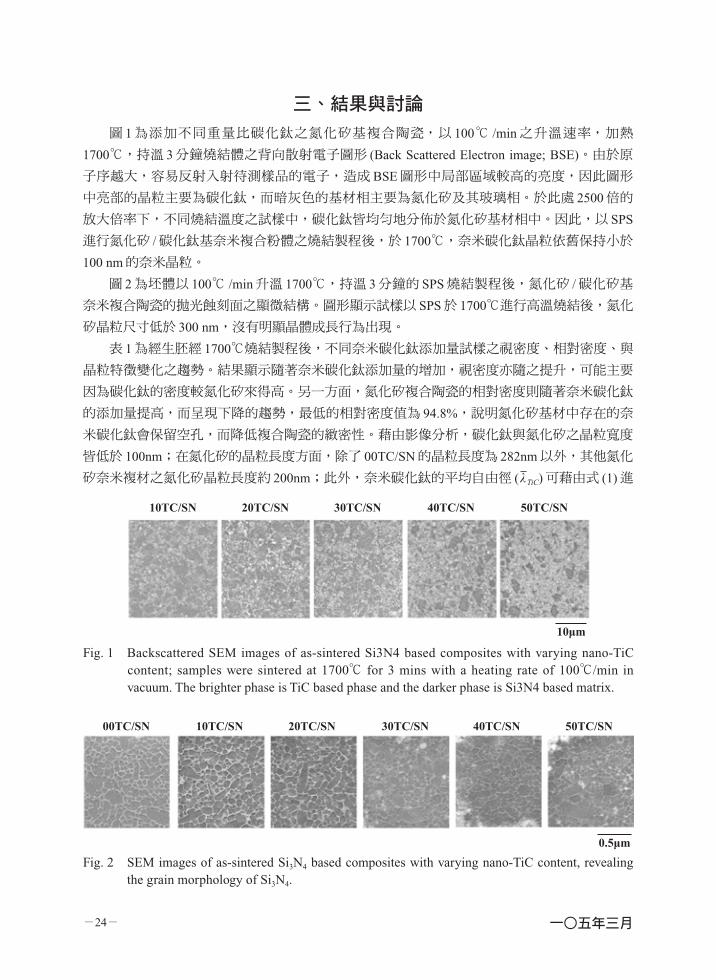
圖 1為添加不同重量比碳化鈦之氮化矽基複合陶瓷,以 100℃ /min之升溫速率,加熱
1700℃,持溫 3分鐘燒結體之背向散射電子圖形 (Back Scattered Electron image; BSE)。由於原
子序越大,容易反射入射待測樣品的電子,造成BSE圖形中局部區域較高的亮度,因此圖形
中亮部的晶粒主要為碳化鈦,而暗灰色的基材相主要為氮化矽及其玻璃相。於此處 2500倍的
放大倍率下,不同燒結溫度之試樣中,碳化鈦皆均勻地分佈於氮化矽基材相中。因此,以 SPS
進行氮化矽 /碳化鈦基奈米複合粉體之燒結製程後,於 1700℃,奈米碳化鈦晶粒依舊保持小於
100 nm的奈米晶粒。
圖 2為坯體以 100℃ /min升溫 1700℃,持溫 3分鐘的 SPS燒結製程後,氮化矽 /碳化矽基
奈米複合陶瓷的拋光蝕刻面之顯微結構。圖形顯示試樣以 SPS於 1700℃進行高溫燒結後,氮化
矽晶粒尺寸低於 300 nm,沒有明顯晶體成長行為出現。
表 1為經生胚經 1700℃燒結製程後,不同奈米碳化鈦添加量試樣之視密度、相對密度、與
晶粒特徵變化之趨勢。結果顯示隨著奈米碳化鈦添加量的增加,視密度亦隨之提升,可能主要
因為碳化鈦的密度較氮化矽來得高。另一方面,氮化矽複合陶瓷的相對密度則隨著奈米碳化鈦
的添加量提高,而呈現下降的趨勢,最低的相對密度值為 94.8%,說明氮化矽基材中存在的奈
米碳化鈦會保留空孔,而降低複合陶瓷的緻密性。藉由影像分析,碳化鈦與氮化矽之晶粒寬度
皆低於 100nm;在氮化矽的晶粒長度方面,除了 00TC/SN的晶粒長度為 282nm以外,其他氮化
矽奈米複材之氮化矽晶粒長度約 200nm;此外,奈米碳化鈦的平均自由徑 (λTiC)可藉由式 (1)進
Fig. 2 SEM images of as-sintered Si3N4 based composites with varying nano-TiC content, revealing the grain morphology of Si3N4.
Fig. 1 Backscattered SEM images of as-sintered Si3N4 based composites with varying nano-TiC content; samples were sintered at 1700℃ for 3 mins with a heating rate of 100℃/min in vacuum. The brighter phase is TiC based phase and the darker phase is Si3N4 based matrix.
00TC/SN 10TC/SN 20TC/SN 30TC/SN 40TC/SN 50TC/SN
0.5μm
10μm
10TC/SN 20TC/SN 30TC/SN 40TC/SN 50TC/SN
-25-鑛冶 60/1
行計算 (14):
λTiC(d_eq,TiC) 2 (1Vf ) (1)
3 Vf
其中 d_eq,TiC為碳化鈦晶粒的等效直徑,Vf為碳化鈦的體積分率,計算之結果顯示,隨第二相的
添加量增加,其平均自由徑由 10TC/SN的 787nm降低至 50TC/SN的 94nm。進一步地對氮化
矽晶粒長度 (L_
SiN)與碳化鈦之平均自由徑 (λTiC)進行比較,可以得知,當碳化鈦含量高於 30wt%
時,L_
SiN > λTiC;當碳化鈦含量低於 30wt%時,L_
SiN > λTiC。
Table 1 Apparent density, relative density, grain characteristics of Si3N4 and TiC, aspect ratio of
Si3N4, and mean free path of TiC in the as-sintered Si3N4/TiC nanocomposites.
SpecimenApparent
density(g/cm3)
Relative Density
(%)
Average grain width (nm) Average grain length of Si3N4
(L_
SiN, nm)
Mean free path of TiC in matrix
(λTiC, nm)TiC
(d_eq,TiC)
Si3N4
(d_SiN)
00TC/SN 3.24 99.7 --- 90.5 282.3 ---
10TC/SN 3.37 99.7 83.1 84.0 214.2 787
20TC/SN 3.45 98.2 90.9 82.8 221.1 387
30TC/SN 3.52 96.2 92.9 90.8 218.8 230
40TC/SN 3.67 96.1 96.5 77.8 175.1 154
50TC/SN 3.79 94.8 89.1 80.4 192.2 94
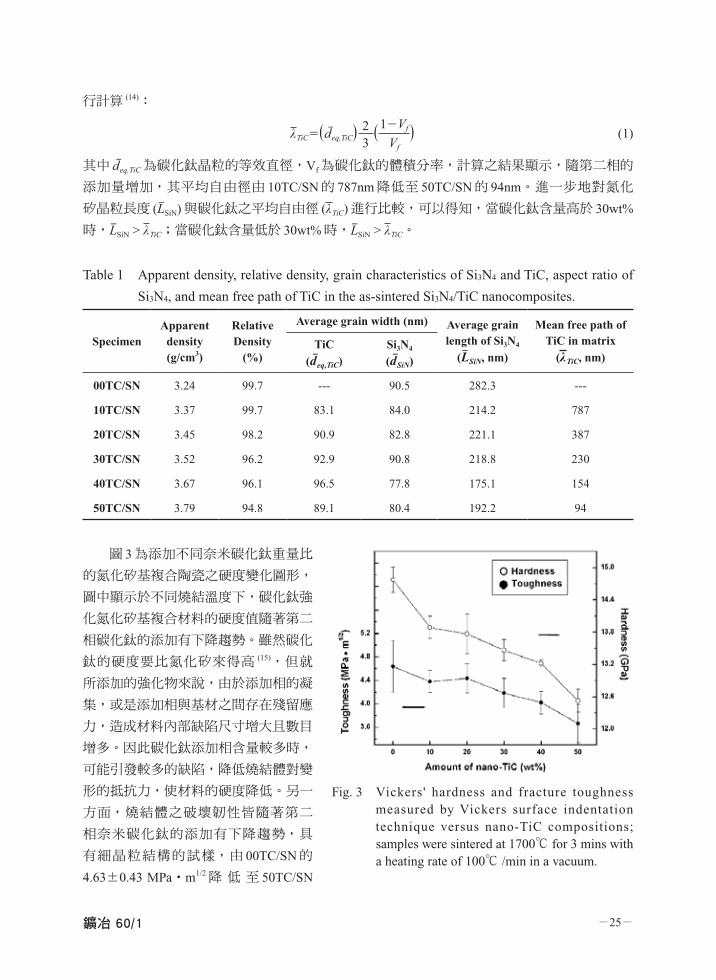
圖 3為添加不同奈米碳化鈦重量比
的氮化矽基複合陶瓷之硬度變化圖形,
圖中顯示於不同燒結溫度下,碳化鈦強
化氮化矽基複合材料的硬度值隨著第二
相碳化鈦的添加有下降趨勢。雖然碳化
鈦的硬度要比氮化矽來得高 (15),但就
所添加的強化物來說,由於添加相的凝
集,或是添加相與基材之間存在殘留應
力,造成材料內部缺陷尺寸增大且數目
增多。因此碳化鈦添加相含量較多時,
可能引發較多的缺陷,降低燒結體對變
形的抵抗力,使材料的硬度降低。另一
方面,燒結體之破壞韌性皆隨著第二
相奈米碳化鈦的添加有下降趨勢,具
有細晶粒結構的試樣,由 00TC/SN的
4.63±0.43 MPa‧m1/2降 低 至 50TC/SN
Fig. 3 Vickers' hardness and fracture toughness measured by Vickers surface indentation technique versus nano-TiC compositions; samples were sintered at 1700℃ for 3 mins with a heating rate of 100℃ /min in a vacuum.
-26- 一○五年三月
的 3.66±0.32 MPa‧m1/2。雖然碳化鈦
和氮化矽晶粒之間熱膨脹係數差異較大
(4.7*10-6/℃)3,在第二相與基材相之間
會導入相當大的殘留應力,而不同的應
力分佈狀況,導致裂縫行進發生偏移,
吸收外加負荷的能量導致提升複合材料
的韌性;但是對於經 1700℃燒結處理的
試樣來說,由於碳化鈦與氮化矽晶粒的
大小低於 200nm,因此對於可改變裂縫
偏移的角度有限,韌性的提升效果亦不
明顯。
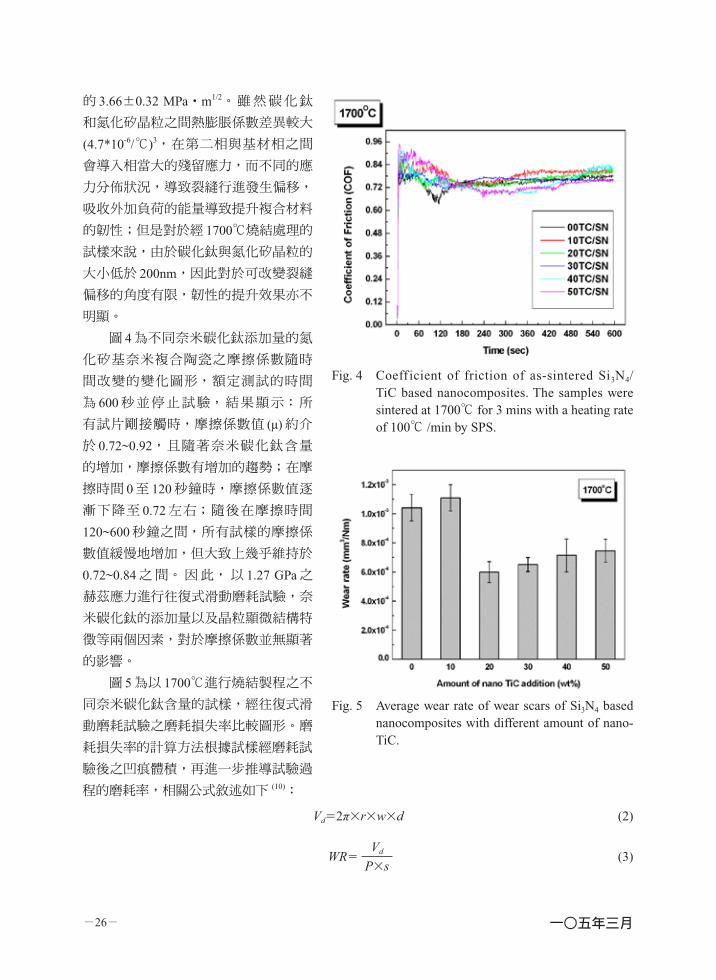
圖 4為不同奈米碳化鈦添加量的氮
化矽基奈米複合陶瓷之摩擦係數隨時
間改變的變化圖形,額定測試的時間
為 600秒並停止試驗,結果顯示:所
有試片剛接觸時,摩擦係數值 (µ)約介
於 0.72~0.92,且隨著奈米碳化鈦含量
的增加,摩擦係數有增加的趨勢;在摩
擦時間 0至 120秒鐘時,摩擦係數值逐
漸下降至 0.72左右;隨後在摩擦時間
120~600秒鐘之間,所有試樣的摩擦係
數值緩慢地增加,但大致上幾乎維持於
0.72~0.84之間。因此,以 1.27 GPa之
赫茲應力進行往復式滑動磨耗試驗,奈
米碳化鈦的添加量以及晶粒顯微結構特
徵等兩個因素,對於摩擦係數並無顯著
的影響。
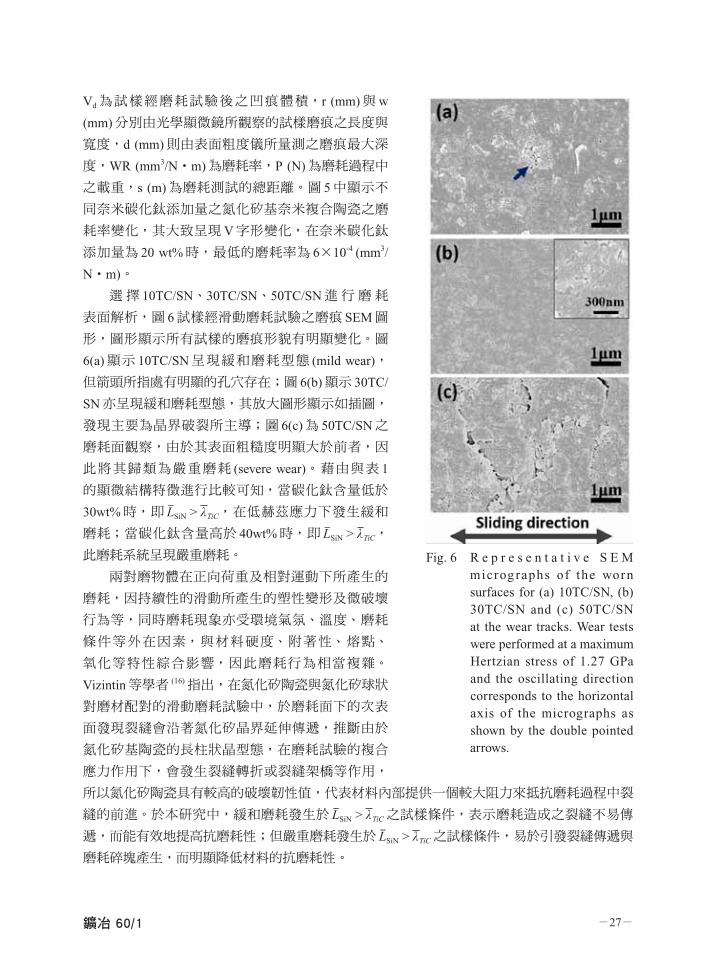
圖 5為以 1700℃進行燒結製程之不
同奈米碳化鈦含量的試樣,經往復式滑
動磨耗試驗之磨耗損失率比較圖形。磨
耗損失率的計算方法根據試樣經磨耗試
驗後之凹痕體積,再進一步推導試驗過
程的磨耗率,相關公式敘述如下 (10):
Vd2πrwd (2)
WRVd (3)
Ps
Fig. 5 Average wear rate of wear scars of Si3N4 based nanocomposites with different amount of nano-TiC.
Fig. 4 Coeff icient of friction of as-sintered Si3N4/TiC based nanocomposites. The samples were sintered at 1700℃ for 3 mins with a heating rate of 100℃ /min by SPS.
-27-鑛冶 60/1
Vd為試樣經磨耗試驗後之凹痕體積,r (mm)與w
(mm)分別由光學顯微鏡所觀察的試樣磨痕之長度與
寬度,d (mm)則由表面粗度儀所量測之磨痕最大深
度,WR (mm3/N‧m)為磨耗率,P (N)為磨耗過程中
之載重,s (m)為磨耗測試的總距離。圖 5中顯示不
同奈米碳化鈦添加量之氮化矽基奈米複合陶瓷之磨
耗率變化,其大致呈現V字形變化,在奈米碳化鈦
添加量為 20 wt%時,最低的磨耗率為 6×10-4 (mm3/
N‧m)。
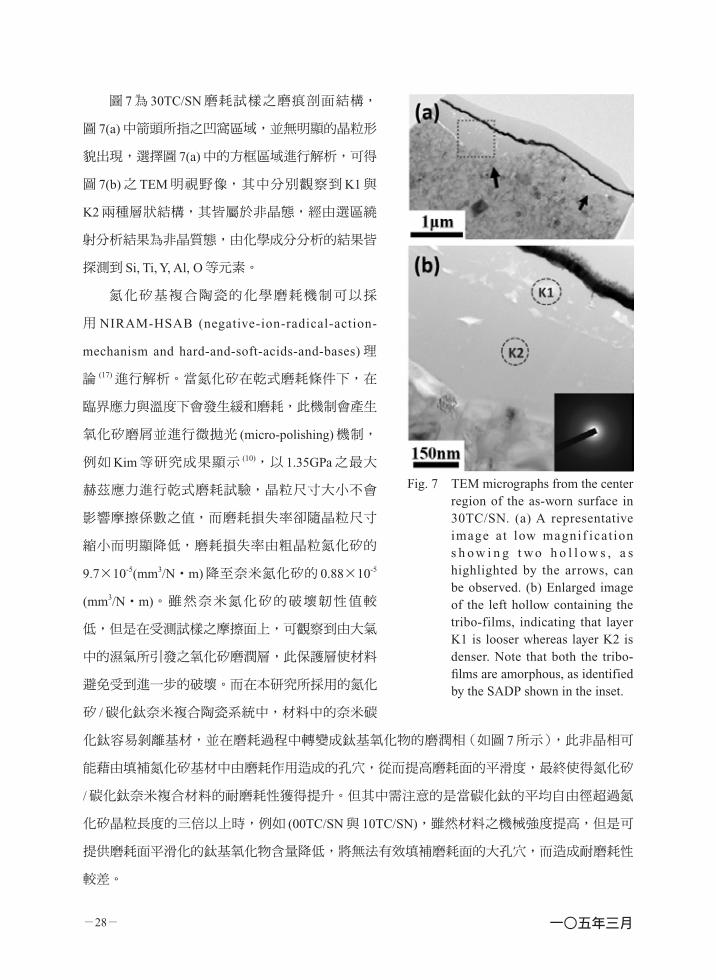
選擇 10TC/SN、30TC/SN、50TC/SN進行磨耗
表面解析,圖 6試樣經滑動磨耗試驗之磨痕 SEM圖
形,圖形顯示所有試樣的磨痕形貌有明顯變化。圖
6(a)顯示 10TC/SN呈現緩和磨耗型態 (mild wear),
但箭頭所指處有明顯的孔穴存在;圖 6(b)顯示 30TC/
SN亦呈現緩和磨耗型態,其放大圖形顯示如插圖,
發現主要為晶界破裂所主導;圖 6(c)為 50TC/SN之
磨耗面觀察,由於其表面粗糙度明顯大於前者,因
此將其歸類為嚴重磨耗 (severe wear)。藉由與表 1
的顯微結構特徵進行比較可知,當碳化鈦含量低於
30wt%時,即 L_
SiN > λTiC,在低赫茲應力下發生緩和
磨耗;當碳化鈦含量高於 40wt%時,即 L_
SiN > λTiC,
此磨耗系統呈現嚴重磨耗。
兩對磨物體在正向荷重及相對運動下所產生的
磨耗,因持續性的滑動所產生的塑性變形及微破壞
行為等,同時磨耗現象亦受環境氣氛、溫度、磨耗
條件等外在因素,與材料硬度、附著性、熔點、
氧化等特性綜合影響,因此磨耗行為相當複雜。
Vizintin等學者 (16)指出,在氮化矽陶瓷與氮化矽球狀
對磨材配對的滑動磨耗試驗中,於磨耗面下的次表
面發現裂縫會沿著氮化矽晶界延伸傳遞,推斷由於
氮化矽基陶瓷的長柱狀晶型態,在磨耗試驗的複合
應力作用下,會發生裂縫轉折或裂縫架橋等作用,
所以氮化矽陶瓷具有較高的破壞韌性值,代表材料內部提供一個較大阻力來抵抗磨耗過程中裂
縫的前進。於本研究中,緩和磨耗發生於 L_
SiN > λTiC之試樣條件,表示磨耗造成之裂縫不易傳
遞,而能有效地提高抗磨耗性;但嚴重磨耗發生於 L_
SiN > λTiC之試樣條件,易於引發裂縫傳遞與
磨耗碎塊產生,而明顯降低材料的抗磨耗性。
Fig. 6 R e p r e s e n t a t i v e S E M micrographs of the worn surfaces for (a) 10TC/SN, (b) 30TC/SN and (c) 50TC/SN at the wear tracks. Wear tests were performed at a maximum Hertzian stress of 1.27 GPa and the oscillating direction corresponds to the horizontal axis of the micrographs as shown by the double pointed arrows.
-28- 一○五年三月
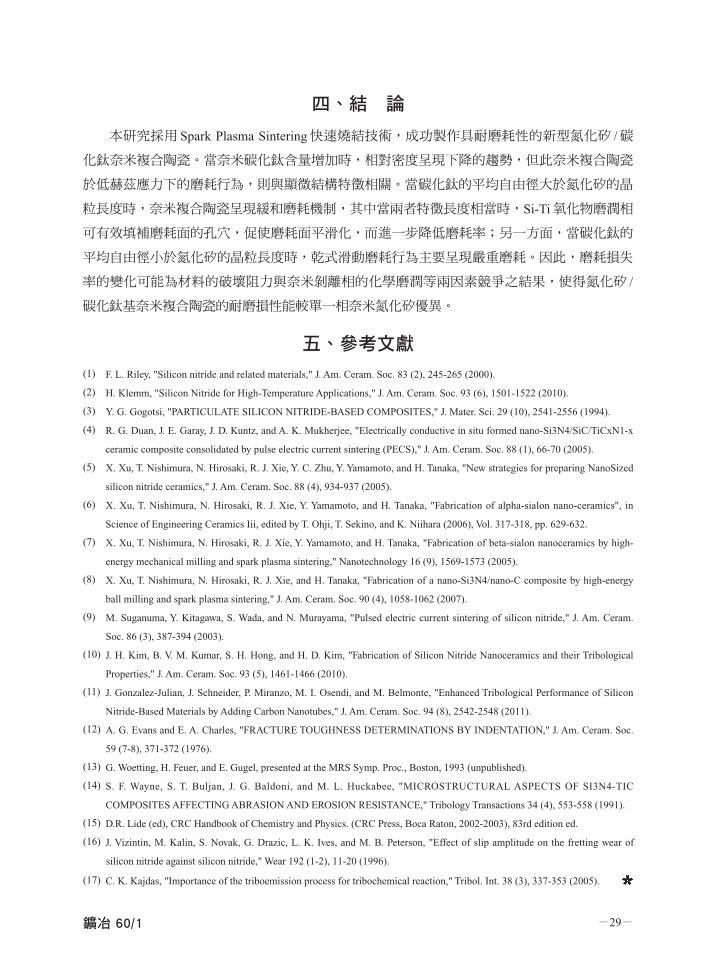
圖 7為 30TC/SN磨耗試樣之磨痕剖面結構,
圖 7(a)中箭頭所指之凹窩區域,並無明顯的晶粒形
貌出現,選擇圖 7(a)中的方框區域進行解析,可得
圖 7(b)之 TEM明視野像,其中分別觀察到K1與
K2兩種層狀結構,其皆屬於非晶態,經由選區繞
射分析結果為非晶質態,由化學成分分析的結果皆
探測到 Si, Ti, Y, Al, O等元素。
氮化矽基複合陶瓷的化學磨耗機制可以採
用 NIRAM-HSAB (negative-ion-radical-action-
mechanism and hard-and-soft-acids-and-bases)理
論 (17)進行解析。當氮化矽在乾式磨耗條件下,在
臨界應力與溫度下會發生緩和磨耗,此機制會產生
氧化矽磨屑並進行微拋光 (micro-polishing)機制,
例如Kim等研究成果顯示 (10),以 1.35GPa之最大
赫茲應力進行乾式磨耗試驗,晶粒尺寸大小不會
影響摩擦係數之值,而磨耗損失率卻隨晶粒尺寸
縮小而明顯降低,磨耗損失率由粗晶粒氮化矽的
9.7×10-5(mm3/N‧m)降至奈米氮化矽的 0.88×10-5
(mm3/N‧m)。雖然奈米氮化矽的破壞韌性值較
低,但是在受測試樣之摩擦面上,可觀察到由大氣
中的濕氣所引發之氧化矽磨潤層,此保護層使材料
避免受到進一步的破壞。而在本研究所採用的氮化
矽 /碳化鈦奈米複合陶瓷系統中,材料中的奈米碳
化鈦容易剝離基材,並在磨耗過程中轉變成鈦基氧化物的磨潤相(如圖 7所示),此非晶相可
能藉由填補氮化矽基材中由磨耗作用造成的孔穴,從而提高磨耗面的平滑度,最終使得氮化矽
/碳化鈦奈米複合材料的耐磨耗性獲得提升。但其中需注意的是當碳化鈦的平均自由徑超過氮
化矽晶粒長度的三倍以上時,例如 (00TC/SN與 10TC/SN),雖然材料之機械強度提高,但是可
提供磨耗面平滑化的鈦基氧化物含量降低,將無法有效填補磨耗面的大孔穴,而造成耐磨耗性
較差。
Fig. 7 TEM micrographs from the center region of the as-worn surface in 30TC/SN. (a) A representative image at low magnif icat ion s h o w i n g t w o h o l l o w s , a s highlighted by the arrows, can be observed. (b) Enlarged image of the left hollow containing the tribo-films, indicating that layer K1 is looser whereas layer K2 is denser. Note that both the tribo-films are amorphous, as identified by the SADP shown in the inset.
-29-鑛冶 60/1
四、結 論
本研究採用 Spark Plasma Sintering快速燒結技術,成功製作具耐磨耗性的新型氮化矽 /碳
化鈦奈米複合陶瓷。當奈米碳化鈦含量增加時,相對密度呈現下降的趨勢,但此奈米複合陶瓷
於低赫茲應力下的磨耗行為,則與顯微結構特徵相關。當碳化鈦的平均自由徑大於氮化矽的晶
粒長度時,奈米複合陶瓷呈現緩和磨耗機制,其中當兩者特徵長度相當時,Si-Ti氧化物磨潤相
可有效填補磨耗面的孔穴,促使磨耗面平滑化,而進一步降低磨耗率;另一方面,當碳化鈦的
平均自由徑小於氮化矽的晶粒長度時,乾式滑動磨耗行為主要呈現嚴重磨耗。因此,磨耗損失
率的變化可能為材料的破壞阻力與奈米剝離相的化學磨潤等兩因素競爭之結果,使得氮化矽 /
碳化鈦基奈米複合陶瓷的耐磨損性能較單一相奈米氮化矽優異。
五、參考文獻
(1) F. L. Riley, "Silicon nitride and related materials," J. Am. Ceram. Soc. 83 (2), 245-265 (2000).
(2) H. Klemm, "Silicon Nitride for High-Temperature Applications," J. Am. Ceram. Soc. 93 (6), 1501-1522 (2010).
(3) Y. G. Gogotsi, "PARTICULATE SILICON NITRIDE-BASED COMPOSITES," J. Mater. Sci. 29 (10), 2541-2556 (1994).
(4) R. G. Duan, J. E. Garay, J. D. Kuntz, and A. K. Mukherjee, "Electrically conductive in situ formed nano-Si3N4/SiC/TiCxN1-x
ceramic composite consolidated by pulse electric current sintering (PECS)," J. Am. Ceram. Soc. 88 (1), 66-70 (2005).
(5) X. Xu, T. Nishimura, N. Hirosaki, R. J. Xie, Y. C. Zhu, Y. Yamamoto, and H. Tanaka, "New strategies for preparing NanoSized
silicon nitride ceramics," J. Am. Ceram. Soc. 88 (4), 934-937 (2005).
(6) X. Xu, T. Nishimura, N. Hirosaki, R. J. Xie, Y. Yamamoto, and H. Tanaka, "Fabrication of alpha-sialon nano-ceramics", in
Science of Engineering Ceramics Iii, edited by T. Ohji, T. Sekino, and K. Niihara (2006), Vol. 317-318, pp. 629-632.
(7) X. Xu, T. Nishimura, N. Hirosaki, R. J. Xie, Y. Yamamoto, and H. Tanaka, "Fabrication of beta-sialon nanoceramics by high-
energy mechanical milling and spark plasma sintering," Nanotechnology 16 (9), 1569-1573 (2005).
(8) X. Xu, T. Nishimura, N. Hirosaki, R. J. Xie, and H. Tanaka, "Fabrication of a nano-Si3N4/nano-C composite by high-energy
ball milling and spark plasma sintering," J. Am. Ceram. Soc. 90 (4), 1058-1062 (2007).
(9) M. Suganuma, Y. Kitagawa, S. Wada, and N. Murayama, "Pulsed electric current sintering of silicon nitride," J. Am. Ceram.
Soc. 86 (3), 387-394 (2003).
(10) J. H. Kim, B. V. M. Kumar, S. H. Hong, and H. D. Kim, "Fabrication of Silicon Nitride Nanoceramics and their Tribological
Properties," J. Am. Ceram. Soc. 93 (5), 1461-1466 (2010).
(11) J. Gonzalez-Julian, J. Schneider, P. Miranzo, M. I. Osendi, and M. Belmonte, "Enhanced Tribological Performance of Silicon
Nitride-Based Materials by Adding Carbon Nanotubes," J. Am. Ceram. Soc. 94 (8), 2542-2548 (2011).
(12) A. G. Evans and E. A. Charles, "FRACTURE TOUGHNESS DETERMINATIONS BY INDENTATION," J. Am. Ceram. Soc.
59 (7-8), 371-372 (1976).
(13) G. Woetting, H. Feuer, and E. Gugel, presented at the MRS Symp. Proc., Boston, 1993 (unpublished).
(14) S. F. Wayne, S. T. Buljan, J. G. Baldoni, and M. L. Huckabee, "MICROSTRUCTURAL ASPECTS OF SI3N4-TIC
COMPOSITES AFFECTING ABRASION AND EROSION RESISTANCE," Tribology Transactions 34 (4), 553-558 (1991).
(15) D.R. Lide (ed), CRC Handbook of Chemistry and Physics. (CRC Press, Boca Raton, 2002-2003), 83rd edition ed.
(16) J. Vizintin, M. Kalin, S. Novak, G. Drazic, L. K. Ives, and M. B. Peterson, "Effect of slip amplitude on the fretting wear of
silicon nitride against silicon nitride," Wear 192 (1-2), 11-20 (1996).
(17) C. K. Kajdas, "Importance of the triboemission process for tribochemical reaction," Tribol. Int. 38 (3), 337-353 (2005).