pn jalkikasittely hi - valuatlasvaluatlas.fi/tietomat/docs/pn_jalkikasittely_i.pdf · - valuatlas...
TRANSCRIPT
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 1
I. Lämpökäsittely Pekka Niemi - Tampereen ammattiopisto
Kuva 284. Lämpökäsittelyhehkutus tapahtunut, uunin ovi aukaistu
I.1 Miksi?
Valukappaleita lämpökäsitellään seuraavista syistä:
− poistetaan ei-toivottuja mikrorakenteita
− jotta rakenne homogenisoitusi
− lämpökäsittely yleensä parantaa aineen ominaisuuksia
− vaaditut standardin mukaiset materiaaliset ominaisuudet täyttyisivät
− saadaan toivottu rakenne
− asiakas vaatii.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 2
I.2 Lämpökäsittelymenetelmiä
Erilaisille materiaaleille suoritetaan lämpökäsittelyjä erilaisiin tarpeisiin em. syistä johtuen. Näihin
tarpeisiin on käytettävissä monia käsittelymenetelmiä, jotka ovat hyvinkin materiaalikohtaisia.
Yleisesti valumateriaaleista lämpökäsittelyjä tehdään
− kaikille valuteräksille
− joillekin valuraudoille
− kevytmetallivaluista useammille tekniseen käyttöön (alumiiniseoksille, pl. silumiinit, sekä
joillekin magnesiumseoksille)
− sinkkiseoksille lähinnä vain haluttaessa stabiloida hiukan korotettua käyttölämpötilaa
varten.
Seuraavassa lämpökäsittelymenetelmiä materiaalikohtaisesti
I.2.1 Yleisimpiä lämpökäsittelymenetelmiä
Yleisimpiä valuterästen lämpökäsittelymenetelmiä ovat
− normalisointi
− nuorrutus
− karkaisu ja päästö
− pehmeäksi hehkutus
− jännityksenpoistohehkutus.
Lisäksi tehdään teräkselle seuraavia lämpökäsittelyjä:
− hiiletyskarkaisu (yleinen lämpökäsittely, mutta ei valukappaleille)
− typetys
− erkautuskarkaisu (erityisesti sitä varten seostetuille teräslajeille)
− bainiittikarkaisu
− kaksifaasiteräs (martensiittia ja ferriitti, → varsin luja teräs)
− alikrittinen karkaisu austeniitti + ferriittialueelta, jolloin tuloksena austeniittinen ja duplex -
ruostumaton teräs
− liuotushehkutus ja sammutus tai nopeutettu jäähdytys (esim. mangaaniteräkset).
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 3
I.2.2 Yleisimmät valurautojen lämpökäsittelyt
− Jännitysten poistohehkutus
− ferritointi, ferriperlitointi ja perlitointi (lähinnä pallografiittiraudoille);
− näistä pyritään eroon tavoittelemalla suoraan valusta haluttua mikrorakennetta ns.
valutilaisena as-cast -tilassa)
− pehmeäksihehkutus
− nuorrutus
− austemperointi (pallografiittiraudalle)
− liekki- ja induktiokarkaisu.
I.2.4 Kevytmetallivalujen lämpökäsittely
− Homogenisointi eli tasaushehkutus
− pehmeäksihehkutus
− jännitystenpoistohehkutus
− stabilointihehkutus
− erkautuskarkaisu.
I.3 Valuterästen lämpökäsittely
Lämpökäsittely on yhdistelmä kuumennus- ja jäähdytysvaiheita, joiden tarkoituksena on antaa
sille tietyt ominaisuudet. Metallien, esim. terästen (raudan, hiilen ja muita seosaineiden),
ominaisuuksia voidaan muuttaa asetettujen vaatimusten mukaisesti
Esim. terästen lämpökäsiteltävyys perustuu rakenteessa tapahtuviin allotrooppisiin (mikrorakenne
ja faasien) eli kiderakenne muutoksiin kuumennuksen ja erityisesti jäähdytyksen tarkalla säädöllä.
Hehkutusmenetelmillä parannetaan muiden käsittelyjen yhteydessä muodostuneita epäedullisia
ja ei-toivottuja raerakenteita ja jännitystiloja tai tuotetaan myöhempien lämpökäsittelyjen
edellyttämä lähtötila.
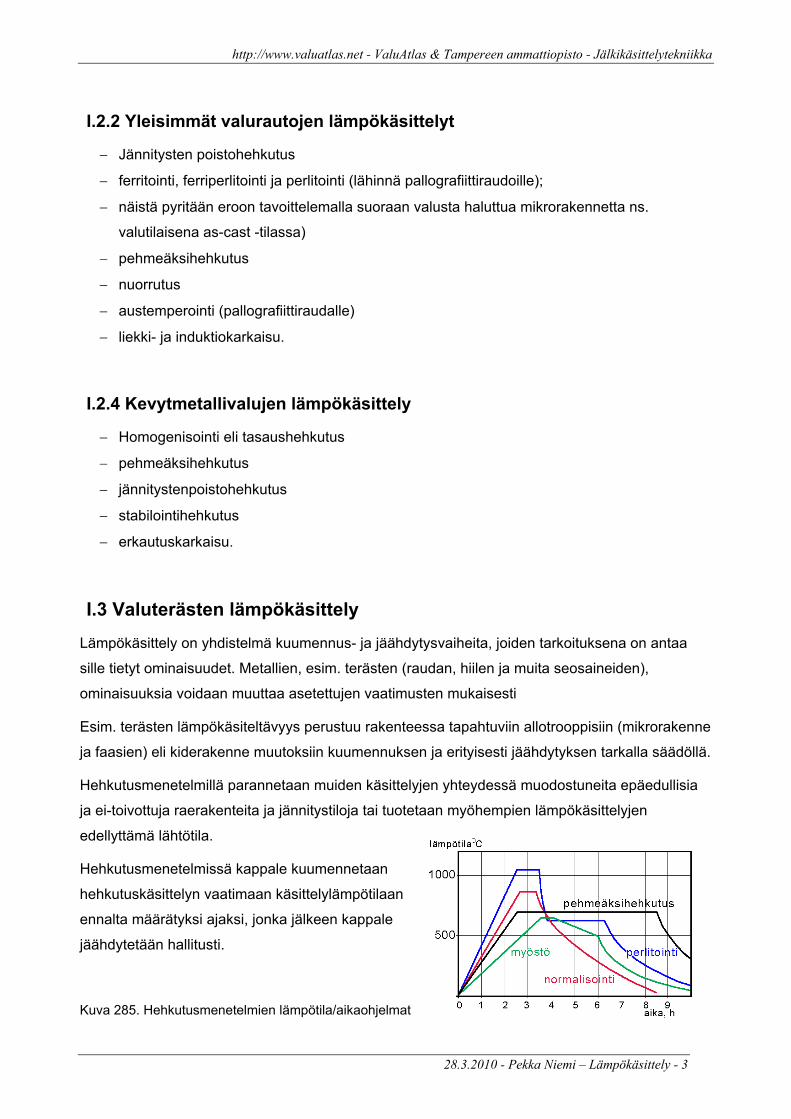
Hehkutusmenetelmissä kappale kuumennetaan
hehkutuskäsittelyn vaatimaan käsittelylämpötilaan
ennalta määrätyksi ajaksi, jonka jälkeen kappale
jäähdytetään hallitusti.
Kuva 285. Hehkutusmenetelmien lämpötila/aikaohjelmat
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 4
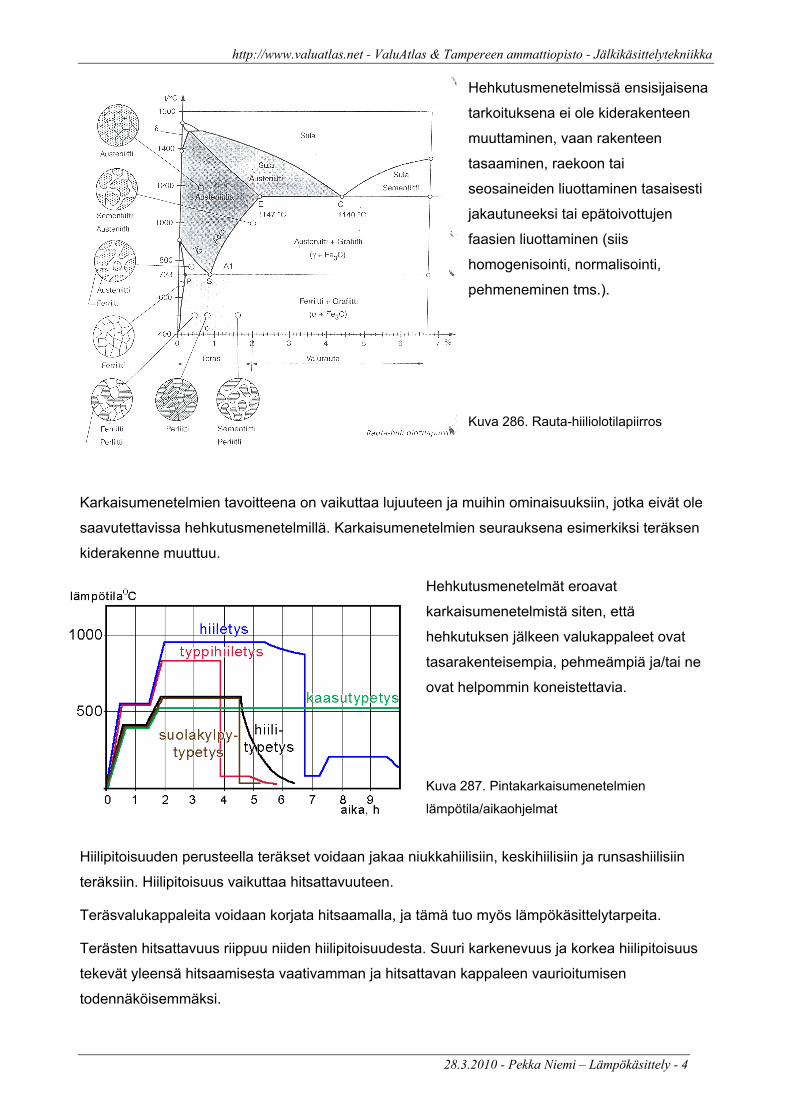
Hehkutusmenetelmissä ensisijaisena
tarkoituksena ei ole kiderakenteen
muuttaminen, vaan rakenteen
tasaaminen, raekoon tai
seosaineiden liuottaminen tasaisesti
jakautuneeksi tai epätoivottujen
faasien liuottaminen (siis
homogenisointi, normalisointi,
pehmeneminen tms.).
Kuva 286. Rauta-hiiliolotilapiirros
Karkaisumenetelmien tavoitteena on vaikuttaa lujuuteen ja muihin ominaisuuksiin, jotka eivät ole
saavutettavissa hehkutusmenetelmillä. Karkaisumenetelmien seurauksena esimerkiksi teräksen
kiderakenne muuttuu.
Hehkutusmenetelmät eroavat
karkaisumenetelmistä siten, että
hehkutuksen jälkeen valukappaleet ovat
tasarakenteisempia, pehmeämpiä ja/tai ne
ovat helpommin koneistettavia.
Kuva 287. Pintakarkaisumenetelmien
lämpötila/aikaohjelmat
Hiilipitoisuuden perusteella teräkset voidaan jakaa niukkahiilisiin, keskihiilisiin ja runsashiilisiin
teräksiin. Hiilipitoisuus vaikuttaa hitsattavuuteen.
Teräsvalukappaleita voidaan korjata hitsaamalla, ja tämä tuo myös lämpökäsittelytarpeita.
Terästen hitsattavuus riippuu niiden hiilipitoisuudesta. Suuri karkenevuus ja korkea hiilipitoisuus
tekevät yleensä hitsaamisesta vaativamman ja hitsattavan kappaleen vaurioitumisen
todennäköisemmäksi.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 5
Niukkahiiliset teräkset (0,05–0,25 % C) ovat hyvin hitsattavia, kun hiilipitoisuus on alle 0,25 %
ohuilla kappaleilla ja paksuilla alle 0,2 %. Hyvä hitsattavuus on halvan hinnan ohella edellytys
teräksen yleiskäyttöisyydelle. Siksi seostamattomia niukkahiilisiä teräksiä valmistetaankin yli
puolet kaikista valuteräksistä. Niukkahiilisiä teräksiä käytetään yleensä normalisoituina.
Keskihiiliset teräkset (0,25–0,60 % C) sopivat nuorrutettaviksi, koska karkaisussa ja
nuorrutuksessa tapahtuva lujittuminen ja kovuuden kasvu nimenomaan edellyttävät riittävää
hiilipitoisuutta. Kun terästen hiilipitoisuus nousee keskihiilisten terästen alueen alarajalta 0,25 %
C sen ylärajalle 0,60 % C, lisääntyy taipumus halkeiluun valussa ja hitsauksessa.
Kuumahalkeilun osalta tämä johtuu mm. puuroalueen leventymisestä 40 ºC:sta 80 ºC:een.
Kylmähalkeilun (eli vetyhalkeilun) osalta tämä on seurausta karkenevuuden ja martensiitin
kovuuden kasvusta.
Runsashiilisiä teräksiä (0,60–2,10 % C) käytetään karkaistuina työkaluteräksinä. Valuteräksinä
runsashiilisiä teräksiä esiintyy kulumiskestävyyttä vaativissa kappaleissa. Näiden terästen
puuroalue on laaja ja taipumus kuumarepeämiin suuri. Lisäksi ne ovat valun jälkeen hauraita ja
vaikeita käsitellä.
I.3.1 Austenointi
Austenointi suoritetaan aina karkaisussa, nuorrutuksessa ja normalisoinnissa. Kuitenkin
austenointikäsittely voidaan tehdä teräkselle omana lämpökäsittelytapahtumanaan.
Suoritus:
Teräksen kuumentaminen lämpötilaan, jossa sen rakenne on kokonaan tai osittain austeniittista
(materiaalista riippuen n. 1000 °C ).
Alieutektoidiset teräkset 25 -60 °C A3:n yläpuolella
Ylieutektoidiset teräkset 60 °C A1:n yläpuolella
(Yllämainitut seokset austeniittia ja sementiittiä)
Kuva 288. Austeniittinen seostamaton teräs, taonnan
jälkeen austenoitu 1050 °C, sammutettu veteen
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 6
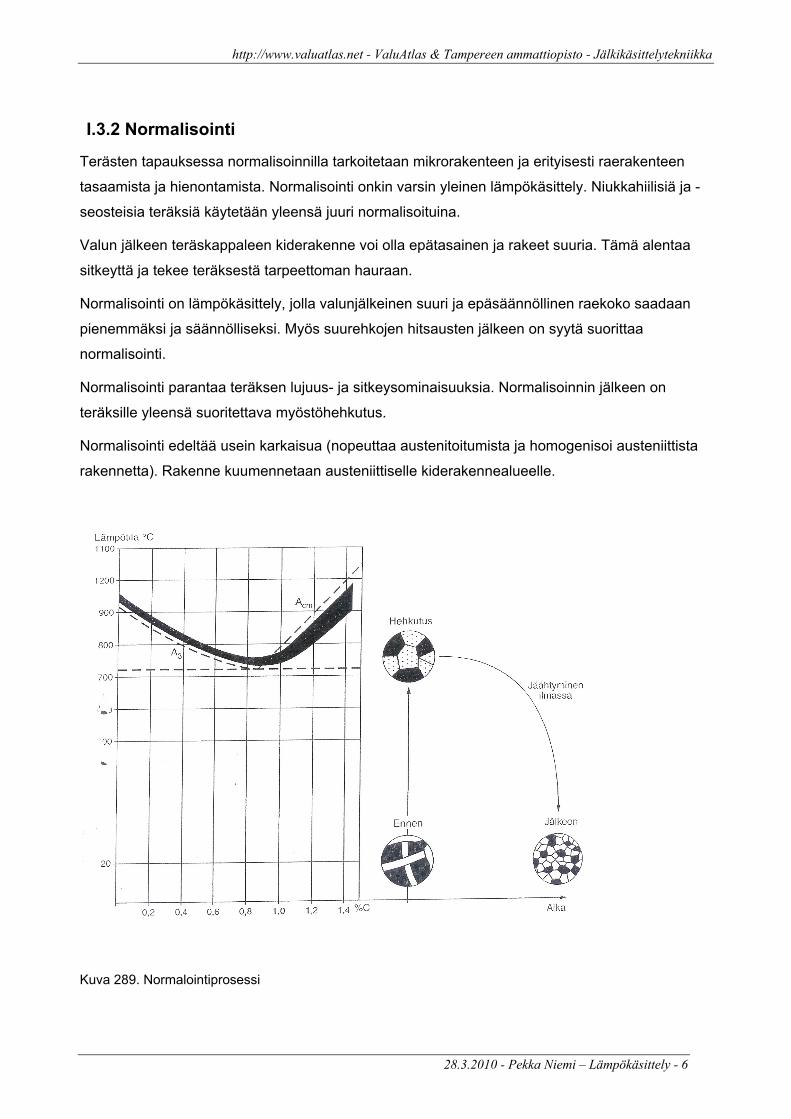
I.3.2 Normalisointi
Terästen tapauksessa normalisoinnilla tarkoitetaan mikrorakenteen ja erityisesti raerakenteen
tasaamista ja hienontamista. Normalisointi onkin varsin yleinen lämpökäsittely. Niukkahiilisiä ja -
seosteisia teräksiä käytetään yleensä juuri normalisoituina.
Valun jälkeen teräskappaleen kiderakenne voi olla epätasainen ja rakeet suuria. Tämä alentaa
sitkeyttä ja tekee teräksestä tarpeettoman hauraan.
Normalisointi on lämpökäsittely, jolla valunjälkeinen suuri ja epäsäännöllinen raekoko saadaan
pienemmäksi ja säännölliseksi. Myös suurehkojen hitsausten jälkeen on syytä suorittaa
normalisointi.
Normalisointi parantaa teräksen lujuus- ja sitkeysominaisuuksia. Normalisoinnin jälkeen on
teräksille yleensä suoritettava myöstöhehkutus.
Normalisointi edeltää usein karkaisua (nopeuttaa austenitoitumista ja homogenisoi austeniittista
rakennetta). Rakenne kuumennetaan austeniittiselle kiderakennealueelle.
Kuva 289. Normalointiprosessi

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 7
Normalisoinnin tarkoituksena on sitkeyden lisääminen ja mekaanisten ominaisuuksien
tasaaminen hienontamalla ja tasaamalla raerakennetta. Tämä tapahtuu kuumentamalla teräs
austeniittialueelle n. 30–50 °C A3-rajan yläpuolelle. Lyhyen pitoajan (1 tunti seinämäpaksuuden
yhtä tuumaa kohden) jälkeen kappaleen annetaan jäähtyä vapaasti ilmassa. Normalisoinnin
tuloksena syntyy sitkeä hienojakoinen ferriittis-perliittinen rakenne.
I. 3.2.1 Normalisoinnin suoritus
Lujuutta heikentävät epäsäännölliset kiderakenteet, kuten pylväskiteet, voidaan hävittää
alieutektoidisilla teräksillä 25–50 °C A3:n yläpuolella
Austeniitin rakeenkasvun vuoksi hehkutusajat eivät saa olla liian pitkiä
Annetaan jäähtyä huoneenlämpötilaan, jolloin rakenteeksi tulee ferriittiä perliittipohjalle.
Ylieutektoidisia * teräksiä ei yleensä normalisoida.
Teräksen lämpökäsittely esim.:
− lastaus n. max 200 ºC, kuumennus min. 60 – max. 150 ºC/h, hehkutus n. 800 ºC,
hehkutusaika min. 0,5–3 h, jäähdytys ilmaan
− nostonopeus riippuu kappaleen koosta ja seinämän vahvuudesta
− jos jäähdytys nopea, saattaa tulla jännityksiä
− pito riittää, kun muodostunut austeniittia tai jos rakenteessa on epäpuhtauksia, ne on saatu
liuotetuksi.
Loppurakenne, joka on ferriittiä ja perliittiä ja joissakin tapauksissa myös bainiittia, on sitä
hienorakenteisempi mitä nopeampi kuumennus ja jäähtyminen muutosalueella tapahtuvat.
Kuumennettaessa on otettavaa huomioon, että myös kappaleen keskiosan on saavutettava
austenoimislämpötila.
Kuva 290. Mikrorakennekuva

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 8
Kuva 291. Normalointiprosessi
Ferriittis-perliittisessä teräksessä ferriitin ja perliitin osuudet määräytyvät ensisijassa seostuksen
(hiilipitoisuuden mukaan).
Valurautojen yhteydessä ferriitin ja perliitin
osuudet määräytyvät monimutkaisemmin
austenitoinnin ja jäähtymisnopeuden mukaan, ja
valuraudan normalisoinnilla tarkoitetaankin
käytännössä nimenomaan perlitointia eli matriisin
normalisointia täysin perliittiseksi.
Ylieutektoidisilla teräksillä (joille tehdään harvoin
normalisointia) kuumennuslämpötila on A1- ja Acm -
rajojen välillä.
Kuva 292. Ferriitti (vaalea) ja perliitti (tumma)
I.3.3 Karkaisu
Karkaisu- ja päästökäsittelyllä lisätään teräksen lujuutta, kovuutta ja kulumiskestävyyttä sekä
optimoidaan lujuuden ja sitkeyden suhdetta.
Synnytetään kova martensiittinen mikrorakenne, jonka sitkeyttä parannetaan karkaisua
seuraavalla päästökäsittelyllä
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 9
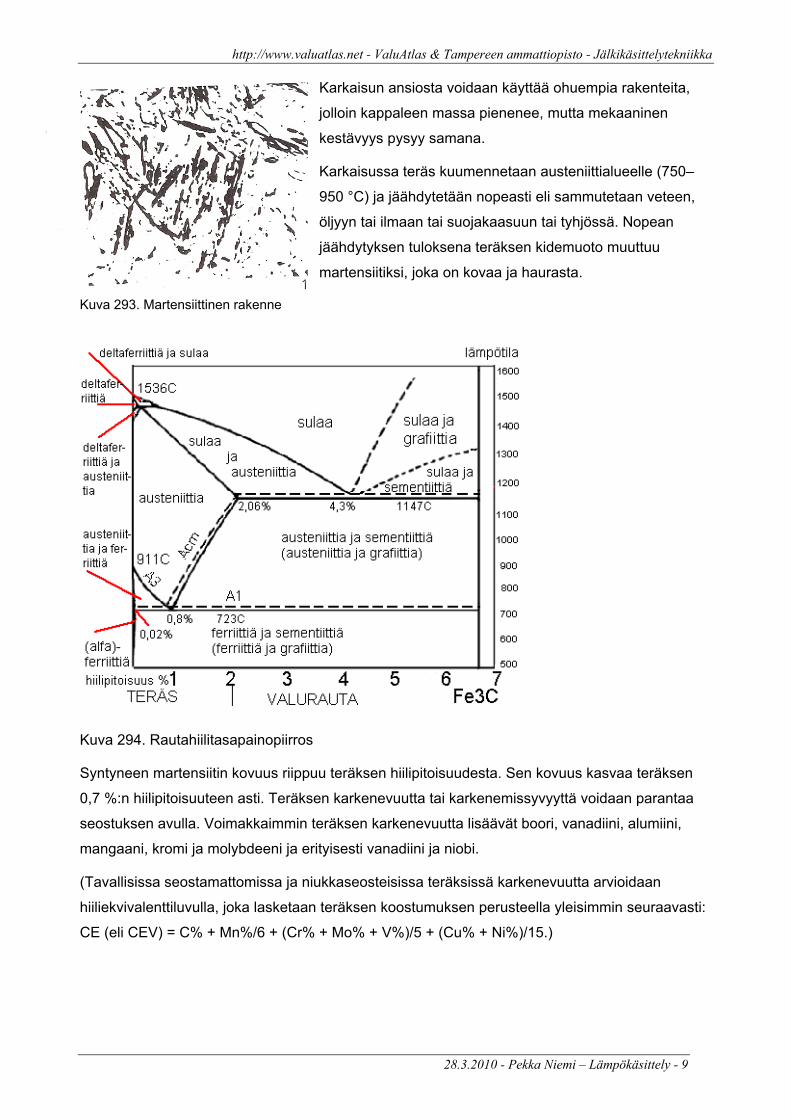
Karkaisun ansiosta voidaan käyttää ohuempia rakenteita,
jolloin kappaleen massa pienenee, mutta mekaaninen
kestävyys pysyy samana.
Karkaisussa teräs kuumennetaan austeniittialueelle (750–
950 °C) ja jäähdytetään nopeasti eli sammutetaan veteen,
öljyyn tai ilmaan tai suojakaasuun tai tyhjössä. Nopean
jäähdytyksen tuloksena teräksen kidemuoto muuttuu
martensiitiksi, joka on kovaa ja haurasta.
Kuva 293. Martensiittinen rakenne
Kuva 294. Rautahiilitasapainopiirros
Syntyneen martensiitin kovuus riippuu teräksen hiilipitoisuudesta. Sen kovuus kasvaa teräksen
0,7 %:n hiilipitoisuuteen asti. Teräksen karkenevuutta tai karkenemissyvyyttä voidaan parantaa
seostuksen avulla. Voimakkaimmin teräksen karkenevuutta lisäävät boori, vanadiini, alumiini,
mangaani, kromi ja molybdeeni ja erityisesti vanadiini ja niobi.
(Tavallisissa seostamattomissa ja niukkaseosteisissa teräksissä karkenevuutta arvioidaan
hiiliekvivalenttiluvulla, joka lasketaan teräksen koostumuksen perusteella yleisimmin seuraavasti:
CE (eli CEV) = C% + Mn%/6 + (Cr% + Mo% + V%)/5 + (Cu% + Ni%)/15.)

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 10
Synnytetään martensiittinen tila
austeniitin (erittäin sitkeä, alhainen lujuus ja kovuus) hajaantuminen perliitti- ja bainiittireaktiolla
voidaan estää jäähdyttämällä austeniitti nopeasti lämpötilaan, jossa diffuusio (aineen siirtyminen
atomien pitkän etäisyyden liikkeenä) ei ole mahdollinen.
Teräksen seostuksella on voimakas merkitys myös valittaessa karkaisulämpötilaa,
sammutusainetta ja päästölämpötilaa. Hehkutuslämpötilaan vaikuttaa myös oleellisesti teräksen
hiilipitoisuus – käytettävä lämpötila laskee hiilipitoisuuden lisääntyessä. Vaadittavaa
hehkutuslämpötilaa nostavat mm. kromi, nikkeli ja molybdeeni.
Perliittireaktio alkaa sementiittiytimen syntyessä austeniitin raerajalle, ja tietyn lämpötilan
saavutettuaan se jatkaa kasvuaan rakeeseen.
Kuva 295. Ferriittilamelli kasvaa pituutta ja leveyttä hylkien hiiltä ja synnyttäen uuden sementiittilamellin
Sementtilamelli imee hiiltä ympäröivästä austeniitista, joka hiilestä köyhdyttyään helposti muuttuu
ferriitiksi (kuva A).
Se kasvaa pituutta ja leveyttä työntäen hiiltä ja synnyttää uuden sementiittilamellin (kuva B).
Kuva 296. Sementtilamelli imee hiiltä ympäröivästä austeniitista, joka hiilestä köyhdyttyään helposti
muuttuu ferriitiksi

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 11
Kuvaus: ferriitin ja sementiitin lamellinen faasiseos
Ominaispiirre: suhteellisen luja ja sitkeä. Kulumiskestävämpi ja lujempi kuin ferriitti mutta ei kuin
martensiitti. Liuottaa korkeissa lämpötiloissa hiiltä
Tyypillinen ulkonäkö hieessä: tummahko, ”raidallinen”
Bainiittireaktio
− syntyy ferriittiä ja sementiittiä sisältävä rakenne (viereinen kuva)
− ytimenä austeniittirakeen rajalle syntynyt ferriitti
− ensimmäinen mekanismi: ferriitti kasvaessaan työntää hiilen austeniittiin, jolloin syntyy
pieniä sementiittierkaumia → yläbainiitti, teknisesti vähemmän edullinen koska erkaumat
bainiittisäleiden välissä → hauras
− toinen mekanismi: sementiitti syntyy jo muodostuneessa bainiittisäleessä, siis säleen
sisään → alabainiitti → luja
− rakenne karbidisulkeumia ferriittipohjalla.
Kuva 297. Ferriittiä ja sementiittiä sisältävä rakenne
Kuva 298. Alabainiittirakenne karbidisulkeumia bainiittiferriitissä
Bainiitti
Kuvaus: Neulas- ja sulkamainen ferriittivaltainen faasiseos
Ominaispiirteitä: Luja ja sitkeähkö. Suhteellisen kova ja kulumista kestävä
Tyypillinen ulkonäkö hieessä: tummahko, sulka- tai neulamainen rakenne

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 12
Bainitointi: austenointihehkutus, sammutetaan n. 300–350 °C:ssa olevaan suolakylpyyn
I.3.4 Päästö
Päästö seuraa aina tavallista karkaisua.
Sammutuksen jälkeen teräs on päästettävä eli kuumennettava uudelleen joko 150–250 °C:een tai
korkeammalle 550–650 °C:een, jonka jälkeen sen annetaan jäähtyä ilmassa huoneenlämpötilaan.
Tavoite: karkaisussa syntyneiden jännitysten laukaisu ja hauraan martensiittisen rakenteen
sitkeyden parantaminen kovuuden samanaikaisesti laskiessa.
Päästössä martensiitin kovuus alenee, mutta sitkeys paranee merkittävästi. Päästölämpötilaa
muuttamalla voidaan valita sopiva lujuuden ja sitkeyden yhdistelmä.
Mitä korkeampi päästölämpötila on, sitä alhaisempi kovuus ja parempi sitkeys.
Jos halutaan säilyttää karkaisussa saavutettu suuri lujuus ja siten kulumiskestävyys, päästetään
teräs n. 200 °C:ssa. Päästön avulla voidaan myös laskea kappaleeseen karkaisun yhteydessä
syntyneitä makrojännityksiä.
Kuva 399. Rauta-hiili-olotilapiirros
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 13
Työvaiheet
− Kuumennetaan teräs A1–rajan alapuolella.
Päästön vaiheet:
− 80 … 200 °C: martensiitti muuttuu tetragonisesta kuutiolliseksi, osa hiilestä poistuu hilasta
ja muodostaa є-karbidia, 25 % hiilestä jää martensiittiin. Kovuus säilyy lähes
muuttumattomana.
− 200…280 °C: teräksen pehmeneminen alkaa ilman olennaisia rakennemuutoksia.
− 280 … 400°C: є-karbidi muuttuu sementiitiksi käyttäen ferriitiksi muuttuvasta martensiitista
vapautuvaa hiiltä.
− kovuuden lasku jatkuu.
I.3.4.1 Sammutusväliaineet
Karkaisun jälkeen valukappale sammutetaan (jäähdytetään). Tämä täytyy suorittaa
lämpökäsittelystä riippuen nopeasti tai hitaasti. Apuna käytetään väliaineita, joiden avulla
sammutus suoritetaan. Tällaisia väliaineita ovat:
− vesi
− öljy
− polymeeri (vesi + muovi)
− suolasula (sulaa suolaa)
− kaasut.
I.3.4.2 Yleistä sammutusväliaineista
Vesi
− vanhin ja tehokas (halpa)
− liiankin tehokas (alussa liian vähän ja lopussa liiankin tehokas → halkeilu)
Öljy
− tasaisempi jäähtyminen (halkeilu riski)
− ensin hyvin, martensiittialueelle pehmeästi
− haittoina työhygienia ja paloturvallisuus (rajoittaa kapasiteettia).
− kappaleet pestävä käsittelyn jälkeen
− savunmuodostus ongelma
− öljyä ei saa päästää liian kuumaksi

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 14
− ei saa pitää kappaletta pinnalla → tulipalovaara
− on tahtiaika (kuinka paljon ja kuinka usein)
Polymeeri (vesi + muovi)
− hyvin säädettävissä
− haittana huono säilyvyys
− tehokas bakteerialusta ja hoitamistyötä
− Suolasula (nestemäistä suolaa)
− etappikarkaisut (bainitointi)
− halutaan tiettyyn tarkkaan lämpötilaan
− ei jäähdy sen alapuolelle
− jos suola lämmitetään, määriteltävä C etukäteen
− haittana suolan myrkyllisyys
Kaasut
− autoklaavi tyyppinen ja paras (paineastia tyyppinen, jossa väliaineena kaasu)
− helium huono → suolan tasolla
− suljettu astia
− kaasunpaine
− etuna hyvä säädettävyys
− haittoina huono teho ja kallis laitteisto
− ongelmana kova paine → työturvallisuusongelma.
I.3.5 Nuorrutus
Karkaisua ja sitä seuraavaa päästöä nimenomaan korkeassa lämpötilassa (550–700 °C)
sanotaan nuorrutukseksi. Nuorrutuksella saavutetaan niukkaseosteisilla teräksillä erinomaiset
lujuus- ja venymäarvoyhdistelmät, eli nuorrutusteräkset ovat lujia ja sitkeitä.
Nuorrutuksella tarkoitetaan lämpökäsittelyä, jossa teräs tai valurauta päästetään suhteellisen
korkeissa lämpötiloissa karkaisun jälkeen.
Normalisoinnin jälkeen → lujuus ja sitkeysarvot paranevat
Pyritään mahdollisimman hyvään lujuuden ja sitkeyden yhdistelmään. Nuorrutuksen
nimenomaisena tarkoituksena on tuottaa teräskomponenttiin erinomaiset lujuusominaisuuksien ja
sitkeyden yhdistelmät
Nuorrutuksella ei pyritä maksimikovuuteen, kuten yleensä karkaisulla ja päästöllä. Nuorrutus on
koneterästen tärkein lämpökäsittelymuoto. Sitä käytetään koneenosissa, hammaspyörissä, lujissa
pulteissa ja takomuoteissa.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 15
Karkaisu ja sitä seuraavaa päästö melko korkeassa lämpötilassa (karkaisu n. 900°C ja päästö n.
550–700). Jos halutaan kovempaa materiaalia, matalampi päästölämpötila.
Tehdään etupäässä nuorrutusteräksille, mutta soveltuu myös martensiittisille ruostumattomille ja
rakenneteräksille. Saadaan erittäin luja, mutta varsin sitkeä materiaali (R0,2 = 600–1000 MPa,
Rm = 800–1400 MPa, A5 = 8–12 %)
Suoritus: Karkaisu
− Nosto A3:n yli (800–900 °C, nostonopeus 50–80 °C)
− pito (mm/min)
− sammutus veteen → jännityksiä
− päästö (heti sammutuksen jälkeen ja mahdollisimman nopeasti, koska voi esiintyä
halkeamia jopa 1 vrk jälkeen)
− nosto (600–700 °C), nostonopeus sama
− pito: tuuma ja tunti
− jäähdytys yleensä ilmaan.
− menettää lujuuttaan, kun käyttölämpötila ylittää päästölämpötilan
− jäämässä harmaiden valurautojen lämpökäsittelynä pois
− pallografiittivaluraudoilla saadaan hyvät lujuus- ja sitkeysominaisuudet
− pallografiittivalurautoja voidaan nuorruttaa
− kappaleiden tulee olla muodoltaan yksinkertaisia ja tasapaksuja (karkaisuhalkeamavaara)
− karkaisulämpötila n. 870 °C, lyhyen pitoajan jälkeen karkaistaan öljyyn
− päästö 400–600 °C.
Nuorrutukseen käytetään keskihiilisiä (0,25–0,6 % C) seostamattomia tai niukasti seostettuja
teräksiä, sillä karkenevuus ja martensiitin kovuus riippuvat hiilipitoisuudesta. Matalasta
hiilipitoisuudesta on hyötyä silloin, kun halutaan välttää hiilipitoisuuden kasvaessa lisääntyvää
haurautta sekä vetely- ja repeilytaipumusta karkaisun yhteydessä. Nuorrutukseen käytetään
yleisesti öljyyn karkenevia teräksiä.
Karkaistun teräksen kovuus säilyy vain tiettyyn lämpötilaan saakka, mikä asettaa karkaistulle
komponentille käyttölämpötilarajoituksia. Seostuksen avulla terästen päästönkestävyyttä voidaan
kuitenkin parantaa niin, että teräkset voidaan päästää tai niitä voidaan käyttää korkeammissa
lämpötiloissa kovuuden juurikaan heikentymättä, mutta sitkeyden parantuessa.
Karkaisussa kappaleen pinnan hapettuminen, hilseily ja hiilenkato on estettävä käyttämällä joko
suojakaasua tai tyhjöä uunissa. Liian korkea hehkutuslämpötila tai pitoaika aiheuttaa raekokoon
kasvua, jonka seurauksena teräksestä tulee haurasta.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 16
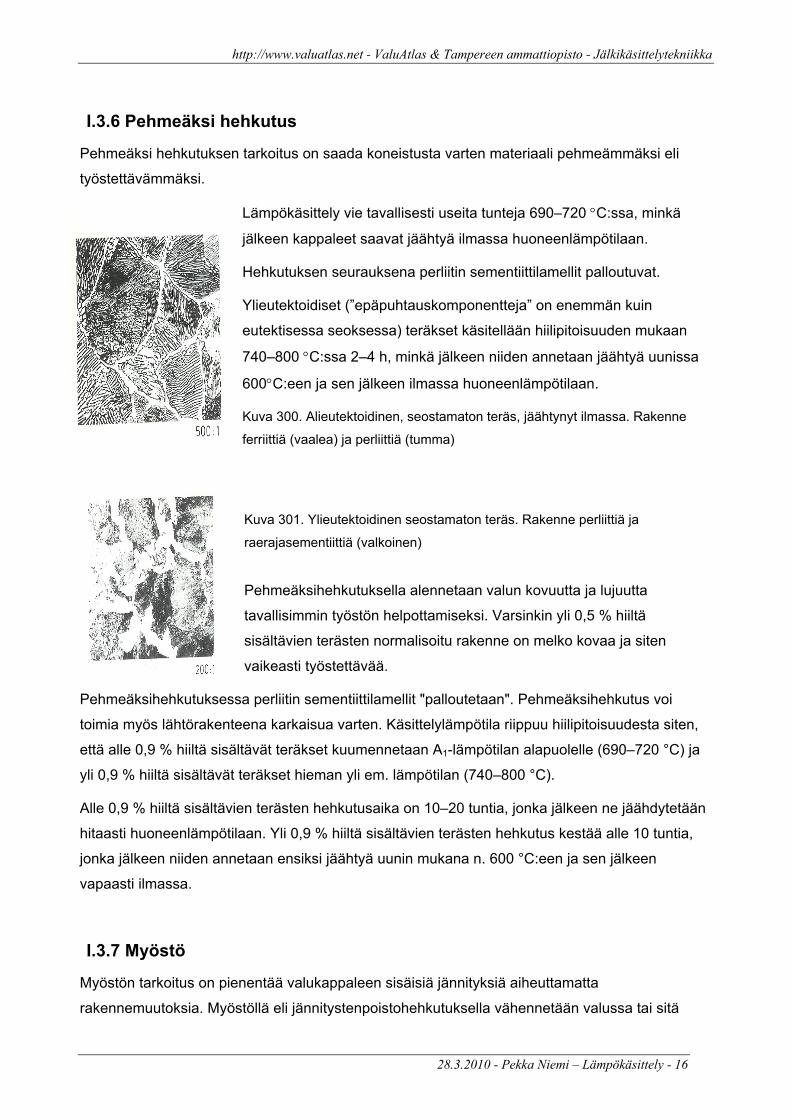
I.3.6 Pehmeäksi hehkutus
Pehmeäksi hehkutuksen tarkoitus on saada koneistusta varten materiaali pehmeämmäksi eli
työstettävämmäksi.
Lämpökäsittely vie tavallisesti useita tunteja 690–720 °C:ssa, minkä
jälkeen kappaleet saavat jäähtyä ilmassa huoneenlämpötilaan.
Hehkutuksen seurauksena perliitin sementiittilamellit palloutuvat.
Ylieutektoidiset (”epäpuhtauskomponentteja” on enemmän kuin
eutektisessa seoksessa) teräkset käsitellään hiilipitoisuuden mukaan
740–800 °C:ssa 2–4 h, minkä jälkeen niiden annetaan jäähtyä uunissa
600°C:een ja sen jälkeen ilmassa huoneenlämpötilaan.
Kuva 300. Alieutektoidinen, seostamaton teräs, jäähtynyt ilmassa. Rakenne
ferriittiä (vaalea) ja perliittiä (tumma)
Kuva 301. Ylieutektoidinen seostamaton teräs. Rakenne perliittiä ja
raerajasementiittiä (valkoinen)
Pehmeäksihehkutuksella alennetaan valun kovuutta ja lujuutta
tavallisimmin työstön helpottamiseksi. Varsinkin yli 0,5 % hiiltä
sisältävien terästen normalisoitu rakenne on melko kovaa ja siten
vaikeasti työstettävää.
Pehmeäksihehkutuksessa perliitin sementiittilamellit "palloutetaan". Pehmeäksihehkutus voi
toimia myös lähtörakenteena karkaisua varten. Käsittelylämpötila riippuu hiilipitoisuudesta siten,
että alle 0,9 % hiiltä sisältävät teräkset kuumennetaan A1-lämpötilan alapuolelle (690–720 °C) ja
yli 0,9 % hiiltä sisältävät teräkset hieman yli em. lämpötilan (740–800 °C).
Alle 0,9 % hiiltä sisältävien terästen hehkutusaika on 10–20 tuntia, jonka jälkeen ne jäähdytetään
hitaasti huoneenlämpötilaan. Yli 0,9 % hiiltä sisältävien terästen hehkutus kestää alle 10 tuntia,
jonka jälkeen niiden annetaan ensiksi jäähtyä uunin mukana n. 600 °C:een ja sen jälkeen
vapaasti ilmassa.
I.3.7 Myöstö
Myöstön tarkoitus on pienentää valukappaleen sisäisiä jännityksiä aiheuttamatta
rakennemuutoksia. Myöstöllä eli jännitystenpoistohehkutuksella vähennetään valussa tai sitä

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 17
seuranneissa käsittelyissä aiheutuneita sisäisiä jännityksiä. Tällaisia jännitysten aiheuttajia ovat
mm. (epähomogeenisesti tapahtuvat):
− jähmettymistapahtuma
− jäähtymistapahtuma
− kuumenemistapahtuma (hitsaus, hiilikaaritalttaus, polttoleikkaus ym.)
− muokkaus ja työstötapahtuma
− ym. käsittelyt.
Jännitykset voivat aiheuttaa valukappaleessa poikkeamia sille vaadittuihin ominaisuuksiin
suoraan tai välillisesti.
Tällaisia jännityksistä aiheutuvia poikkeamia ovat mm.
− muodonmuutokset
− säröily
− repeämät
− lujuuden vähäinen laskeminen, etenkin korkeassa lämpötilassa tehtynä.
Jännityksen poistohehkutuksella pyritään:
− metallin lämpötilaa nostamalla alentamaan myötörajaa niin, että aine pystyy plastisen
muodon muutoksen avulla laukaisemaan jännityksen.
Sisäiset jännitykset lisäävät hauras- ja väsymismurtuman vaaraa sekä aiheuttavat
muodonmuutoksia ja vääristymistä jatkokäsittelyissä.
Jännitystenpoisto voidaan tehdä eri lämpötiloissa, jolloin jännitysten laukeaminen on sitä
täydellisempää, mitä korkeampi käsittelylämpötila.
Materiaalin myötölujuus laskee lämpötilan noustessa, ja jos jännityksiä ei enää synny uudestaan
hehkutusta seuraavan riittävän hitaan jäähtymisen aikana, jäljelle jääneiden jännitysten suuruus
määräytyy suoraan käsittelylämpötilan mukaan. Pitoajalla käsittelylämpötilassa on vähäisempi
merkitys.
Yleensä valukappale kuumennetaan n. 500–600 °C:een, jossa sitä pidetään 1 tunti
seinämäpaksuuden yhtä tuumaa (25,4 mm) kohti.
Tämän jälkeen kappaleiden annetaan jäähtyä uunissa tai ilmassa huoneenlämpötilaan. Tärkeää
on lämpötilan tasaantuminen kappaleessa ja siis suhteellisen hidas jäähtyminen. Se on
välttämätöntä uusien jäännösjännitysten välttämiseksi. Myöstö tehdään tavallisesti ilmauunissa,
jolloin valukappaleet hapettuvat jossain määrin pinnaltaan.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 18
Myöstön suoritus:
− Teräksen myöstö 500–600 C°:ssa, noin tunti ainespaksuuden tuumaa kohti (tai 60–100
°C/tunti).
− kappale on lämmitettävä hitaasti uunin mukana hehkutuslämpötilaan.
− pito 1h/tunti.
− hehkutuksen jälkeen kappaleen annetaan jäähtyä hitaasti uunissa 530-350° asti, josta
ilmaan → varo päästöhaurautta.
Iskusitkeys alenee lähellä 300 °C:ta. Syynä voi olla austeniitin raerajoille kertyneiden
epäpuhtauksien aiheuttama sementiitin muodostus ja /tai sementiitin muodostuminen martensiitin
raerajoille.
I.4 Muut terästen hehkutukset
I.4.1. Pintakarkaisut
Pintakarkaisumenetelmät
Kun kappaleelta vaaditaan pinnan suurta kovuutta, hyvää kulumis- ja pintapaineenkestävyyttä ja
samanaikaisesti sitkeyttä, turvaudutaan usein pintakarkaisumenetelmiin. Tällaisia kappaleita ovat
mm. hammaspyörät ja -akselit. Pintakarkaisumenetelmissä karkaisuvaikutus rajoitetaan
pintakerrokseen joko siten, että vain pintakerros kuumennetaan ja sitten sammutetaan
esimerkiksi vesisuihkulla, tai siten, että materiaalin karkenevuus (so. seosaine- tai hiilipitoisuus)
on karkenemiseen riittävä vain kappaleen pintakerroksessa.
Pintakarkaisumenetelmien etuja ovat mahdollisuus osittaiseen karkaisuun ja pienet
mittamuutokset. Usein esimerkiksi väsymiskestävyyden tehokkaaseen lisäämiseen riittää, että
komponentin pintakerroksessa vaikuttaa karkenemisen aiheuttama puristusjännitys, samalla kun
komponentin sisäosissa halutaan säilyttää sitkeä lähtörakenne.
Pintakarkaisuun käytetään lähinnä nuorrutusteräksiä, joissa hiilipitoisuus on riittävän korkea, jotta
pinnasta myös tulee riittävän kova. Induktiokarkaisun etuja ovat sen nopeus, tarkka karkaisukohta
ja -syvyys sekä pienet sisäiset jännitykset. Menetelmän haittoihin kuluu säröilyvaara.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 19
I.4.1.1 Hiiletyskarkaisu
Hiiletyskarkaisussa niukkahiilistä (0,1–0,25 % C) ja -seosteista terästä kuumennetaan (900–950
°C) hiiltä luovuttavassa väliaineessa useita tunteja, jolloin kappaleen pintaan (n. 2 mm syvyydelle)
absorboituu hiiltä.
Pinnan hiilipitoisuudessa pyritään 0,8 %:iin, jotta karkaisun seurauksena pinnasta tulisi riittävän
kova ja kulutusta (maksimikovuinen) kestävää.
Hiiltä luovuttavia väliaineita ovat mm. hiilivedyt (propaani ja metaani). Pinnan hiilipitoisuuteen ja
hiiletyskerroksen paksuuteen vaikutetaan karkaisu-uunin atmosfäärillä sekä säätämällä
lämpötilaa ja pitoaikaa. Pintahiilipitoisuus vaikuttaa saavutettavaan pintakovuuteen. Liian suuri
pintahiilipitoisuus alentaa pintakovuutta, koska siihen jää jäännösausteniittia. Pinnan kovuuteen
vaikuttavat lisäksi teräslaji, sammutusnopeus ja päästö. Karkaisusyvyys lasketaan kappaleen
pinnasta siihen etäisyyteen, missä kovuus on laskenut 550 HV (ko. kohdassa hiilipitoisuus on n.
0,3–0,4 %).
I.4.1.2 Typpihiiletys
Lämpökäsittelyssä lisätään hiiltä ja typpeä kaasussa tai suolakylvyssä pintakerrokseen hiiltä 0,7
% ja typpeä 0,2–0,3 %.
− Käsittelylämpötila 800–860 °C ja aika n. tunti.
− Pintakerroksen paksuus 0,2–0,5 mm.
− Typpi parantaa karkenevuutta.
− Hiiliteräs voidaan karkaista öljyyn.
Typpihiiletyskarkaisussa lisätään hiilen ohessa typpeä valukappaleen pintaan. Karkaisu
suoritetaan joko suolakylvyssä tai kaasuhiiletysuunissa 800–860 °C:een lämpötilassa. Sammutus
tapahtuu joko veteen tai öljyyn. Ohuille pintakerroksille ei tehdä yleensä päästöä.
Typetyslisääminen parantaa hiiliterästen karkenevuutta. Lisäksi valukappaleen pintaan syntyvät
nitridiyhdisteet parantavat pinnan liukuominaisuuksia. Saavutettava pintakovuus on yleisesti yli
800 HV.
I.4.1.3 Kaasuhiiletys
Hiiletystä kaasuhiiletyksenä käytetään paljon, koska menetelmä on hyvin hallittavissa ja se on
käyttökustannuksiltaan edullinen menetelmä (tosin laitteisto on kallis). Kappale esikuumennetaan

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 20
aluksi 400–500 °C:een, jonka jälkeen se siirretään varsinaiseen hiiletysuuniin. Ennen
sammutusta kappaleen lämpötila lasketaan 840 °C:een lämpöjännitysten ja mittamuutosten
pienentämiseksi. Sammutus tapahtuu joko veteen (seostamattomat teräkset), öljyyn (seostetut
teräkset) tai suolaliuokseen. Karkaisun jälkeen kappaleelle suoritetaan normaaliin tapaan päästö
noin 160–200 °C:ssa pari tuntia. Hiiletyskarkaisussa syntyy kova (715–760 HV) kulutusta kestävä
pintaosa sekä luja ja sitkeä sisäosa. Samalla pintaan syntyy puristusjännitys, joka parantaa
kappaleen väsymislujuutta.
Hiiletys voidaan suorittaa myös leijupatja-, alipaine- ja plasmahiiletyksenä. Leijupatjahiiletyksessä
kappaleita pidetään kaasuatmosfäärissä alumiinioksidijauheen ympäröiminä. Kappaleet
ripustetaan joko koukkuun tai koriin ja laitetaan leijupatjauunin keskelle. Leijupatjauuniin
puhalletaan huokoisen pohjan kautta ilman ja hiilivedyn seosta. Kappaleet hiilettyvät nopeasti
leijupatjan sekoitusvaikutuksen ansiosta. Hiiletyssyvyys jää alle 1 mm:iin. Hiiletyksen jälkeen
kappaleet sammutetaan suolaliuokseen tai etappikarkaisuna leijupatjaan ja lopuksi suoritetaan
päästö. Menetelmä sopii hyvin pienille kappaleille. Se on taloudellinen ja nopea menetelmä.
Leijupatjauunissa suoritettavan hiiletyksen haittoihin kuuluu sen epätarkka säätö, joka aiheuttaa
laatuvaihteluita.
I.4.1.4 Typetys
Typetys on lämpökäsittely, jossa kappaletta kuumennetaan typpeä luovuttavassa atmosfäärissä.
Typetyksessä pyritään muodostamaan kappaleen pinnalle rauta- ja seosainenitridejä 0,005–0,02
mm:n, ehkä jopa 0,5 mm:n syvyydelle. Kappaletta Hehkutetaan typpeä luovuttavassa kaasussa
alle 590 °C lämpötilassa
Typetyksessä syntyvä kerros muodostuu kahdesta eri kerroksesta: ulommasta ohuesta
yhdistekerroksesta ja sisemmästä paksummasta diffuusiokerroksesta. Typetyksessä muutoksia
tapahtuu ainoastaan vain aivan pinnassa. Typetyskäsittelyt suoritetaan valmiiksi koneistetuille
kappaleille. Ne kohdat, joita ei haluta typettää, suojamaalataan (mikä ei kuitenkaan onnistu
kylpytypetyksessä).
Typetyksen etuja ovat mm. kova ja kulutusta kestävä pinta, parantunut väsymislujuus ja
kiinnileikkautumistaipumuksen väheneminen.
Typetettyjen kappaleiden kovuus riippuu nitridejä muodostavien seosaineiden (esim. vanadiini)
pitoisuuksista teräksessä. Käytettävät lämpötilat ovat matalia, joten mittamuutokset ja
lämpöjännitykset ovat vähäisiä. Typetys ei varsinaisesti ole karkaisumenetelmä, vaikka usein
puhutaankin typetyskarkaisusta. Siksi typetettäväksi valitaan joko normalisoitu hiiliteräs tai
nuorrutusteräs tai erityisesti typetykseen tarkoitettu esim. alumiiniseostettu teräs.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 21
Alumiiniseostetuilla nuorrutusteräksillä kappaleen pinnan kovuus voi nousta typetyksen jälkeen yli
1100 HV. Hiilitypetyksellä päästään yli 900 HV pintakovuuteen.
Kaasutypetyksessä kappaletta kuumennetaan (450–550 °C:ssa) typpeä luovuttavassa
(ammoniakki) uuniatmosfäärissä. Käsittelyajat ovat pitkiä (20–100 h). Kappaletta ei sammuteta
kuumennuksen jälkeen. Hiilitypetyksessä typpeä luovuttavan ammoniakin lisäksi uuniatmosfääriin
johdetaan hiiltä luovuttavaa kaasua. Menetelmässä käytetään korkeampaa lämpötilaa (570 °C),
jolloin käsittelyajat ovat lyhyempiä (2–6 tuntia). Typetys voidaan myös suorittaa kylpytypetyksenä.
Siinä kappale upotetaan 580 °C syanaattiliuokseen, jossa sen annetaan olla 1–3 tuntia. Käsittelyn
aikana pintaa absorboituu myös hiiltä. Sekä kylpytypetyksessä että hiilitypetyksessä saavutettava
yhdistekerros on hiilen vaikutuksesta sitkeämpää kuin kaasutypetyksessä. Kylpytypetyksen
jälkeen kappale sammutetaan joko veteen tai öljyyn.
I.4.1.5 Induktiokarkaisu
Induktiokarkaisu on menetelmä, jossa valukappale kuumennetaan kuparikelan (induktorin) kautta
kulkevalla vaihtovirralla austenointilämpötilaan.
− Jaksoluvulla voidaan säätää karkaisusyvyyttä.
− Pienentäminen suurentaa karkaisusyvyyttä.
− Yleensä 10 kHz virta, jolla syvyys 2–3 mm.
− Nopea toimenpide: 10–20 s.
− Kuumennuksen jälkeen sammutetaan vesisuihkulla.
− Päästö 150–200 °C.
− Soveltuu nuorrutetuille teräksille.
− Kovuus 50–60 HRC.
I.4.1.6 Liekkikarkaisu
− Kuumennetaan kaasuliekillä austeniittiseksi ja karkaistaan vesisuihkulla.
− Soveltuu samantyyppiset nuorrutusteräkset kuin induktiokarakuunkin.
− Karkaisusyvyys ei 2 mm:ä pienempi.
− Karkaisusyvyyttä merkitään tunnuksella DS.
− Induktiokarkaisua hitaampi.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 22
I.4.1.7 Laserkarkaisu
− Kappaleen pinta tummennetaan oksidoimalla tai pintakäsittelyllä (koska kirkas pinta
heijastaa valosta jopa 90 %).
− Lasersäteellä (polttopiste alle 1 mm halkaisijaltaan).
− Kuumenee nopeasti (jopa sekunnissa austenointilämpötilaan).
− Ei tarvita jäähdytystä.
− Karkaisusyvyys pieni, jopa 0,02–2 mm.
− Parhaiten soveltuu nuorrutettu tai perliittinen rakenne.
− Kovuus: sisus 35–40 HRC, pinta 60 HRC.
I.4.1.8 Erkautuskarkaistavat teräkset (esim. maraging-teräkset ja suurlujuusteräkset) ja superseokset
Erkautuskarkaisussa materiaaliin muodostetaan paljon pieniä perusaineesta erottuvia
(erkautuneita) partikkeleita, jotka lujittavat rakennetta toimiessaan muodonmuutoksen
liukuesteinä.
Muodostumismekanismi on diffuusio eli ilmiö, jossa molekyylit (kiinteässä metallissa vain atomit)
pyrkivät siirtymään suuremman pitoisuuden alueella laimeampaan tasoittaen mahdolliset
pituuserot ajan mittaan.
Suoritus: Riippuu täysin seoksesta, mutta periaatteena on pitää terästä liuotushehkutuksen jälkeen tietyssä
lämpötilassa, jossa toivotut erkaumat alkavat muodostua.
I.4.1.9 Liuotushehkutus
Liuotushehkutus tarkoittaa käsittelyä, jonka tarkoitus on tasata seosaineiden jakautumista
mikrorakenteessa. Liuotushehkutus on yleensä joko "elvyttävä" käsittely tai esikäsittely muulle
lämpökäsittelylle. Liuotushehkutus voidaan tehdä mm. austeniittiselle ja valetulle
ruostumattomalle teräkselle esimerkiksi hitsauksen jälkeen, kun korroosionkestävyyttä parantavat
seosaineet ovat (muodostettuaan karbideja) köyhtyneet raerajojen tuntumassa. Tällä tavoin
korroosiolle herkistynyt ruostumaton teräs palautetaan normaalitilaan liuottamalla seosaineet
liuotushehkutuksella tasajakoisesti mikrorakenteeseen. Liuotushehkutusta käytetään myös
esimerkiksi erkautuskarkeneville seoksille (esim. AlMg-seokset) erkautuskäsittelyn ensimmäisenä
vaiheena.
Ilmauuneissa suoritettavissa hehkutuksissa teräksen pinnassa tapahtuu hapettumista ja usein
myös hiilenkatoa. Jos sitä ei voida sallia, on hehkutus suoritettava suojakaasussa tai tyhjössä
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 23
I.5 Valurautojen lämpökäsittelyt
Taloudellisesti edullisinta on tuottaa valukappale vaadittuja ominaisuusvaatimuksia vastaavaksi
valutilaisena - ilman lämpökäsittelyjä. Tähän usein pyritäänkin. Valurautojen mikrorakenne voi
olla kuitenkin valun jälkeen liian epähomogeeninen, ja se voi sisältää ei-toivottuja faaseja, sekä
valuissa on voimakkaitakin jäännösjännityksiä. Näiden ongelmien poistamiseen pyritään ennen
valua hyödyntämään oikein valittua seostusta, sulankäsittelyjä ja valutapaa, mutta valitettavan
usein on pakko hyödyntää valun jälkeistä lämpökäsittelyä.
Suomugrafiittivaluraudoilla lämpökäsittelyjä hyödynnetään mm. työstettävyyden parantamiseen,
jäännösjännitysten laukaisemiseen ja matriisin mikrorakenteen tasaamiseen.
Suomugrafiittivaluraudat ovat seinämäherkkiä, ts. niiden paikallinen grafiittirakenne on
jäähtymisnopeudesta ja siis valukappaleen paikallisesta muotoilusta ja seinämänvahvuudesta
riippuvainen. Lujuus pyritään yleensä määräämään jo valussa sopivalla alieutektisella
koostumuksella, ja tehokkaalla ymppäyksellä koetetaan taata hieno grafiittijakauma, johon ei
enää lämpökäsittelyin puututa.
Pallografiittivalurautojen lämpökäsittelyjen tarkoituksena on yleensä taata valokselle tietty
tasalaatuinen mikrorakenne, parantaa työstettävyyttä ja lujuusominaisuuksia ja/tai lisätä
kulumiskestävyyttä. Pallografiittivalurauta ei ole grafiittirakenteensa suhteen samalla tavalla
seinämäherkkä kuin suomugrafiittivalurauta, vaan pallografiittivaluraudan seinämäherkkyys on
pikemminkin juuri matriisin mikrorakenteen epähomogeenisuutta. Matriisin mikrorakenne (eli
ferriitti/perliittiosuudet) voi vaihdella seinämänvahvuuden mukaan. Hidas jäähtyminen suosii
ferriittiä grafiittipallojen välittömässä läheisyydessä. Hyvin hitaasti jäähtyneissä valuissa perliitti
(jos pääsee muodostumaan eli ei enää hajaannu kokonaan) ehtii myös pitkälti hajaantua valun
yhteydessä. Paksuissa, hitaasti jäähtyneissä seinämissä voi grafiitti toki olla
palloutumisasteeltaan puutteellista, mihin ei lämpökäsittelyillä voida vaikuttaa
I.5.1 Valurautojen lämpökäsittelymenetelmiä
Rautavaluille tehtäviä tavanomaisia lämpökäsittelyitä ovat myöstö eli jännitystenpoistohehkutus,
normalisointi (valuraudoilla vastaa käytännössä perlitointia), ferritointi, pehmeäksihehkutus sekä
austemperointi.
I.5.1.1 Jännitysten poistohehkutus eli myöstö
Eripaksuisten seinämien ja seinämien erilaisesta jäähtymisnopeudesta ja muotin tai keernan
kutistumista estävästä vaikutuksesta.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 24
Myöstö tapahtuu yleensä 550–600 °C välisellä alueella. Voimakkaasti seostetuilla valuraudoilla
lämpötila voi olla yli 600. Pitoaika korkeimmassa lämpötilassa tulee olla 2–4 h, ja sillä
varmistetaan, että kappale on saavuttanut tavoitelämpötilan.
I.5.1.2 Ferritointi
Valuraudoille suoritettavia matriisin mikrorakenteen tasaamiseen tarkoitettuja hehkutuksia ovat
ferritointi ja perlitointi. Valussa matriisin mikrorakenne muodostuu usein epähomogeeniseksi
eripaksuissa osissa valua. Hehkutuksilla pyritään saamaan matriisi tyypillisesti joko täysin
perliittiseksi tai oleellisesti kokonaan ferriittiseksi (100 %:sesti ferriittistä matriisia on vaikea
saavuttaa pelkällä hehkutuksella, koska tällöin hehkutusajat muodostuisivat pitkiksi). Täysin
ferriittiset rautavalut pyritäänkin saavuttamaan hyödyntäen ferritoivia ja välttämällä perlitoivia
seosaineita valussa.
Valujen jälkeen suoritettavassa ferritoinnissa kappale austenitoidaan 850–900 °C:ssa, minkä
jälkeen sitä jäähdytetään kontrolloidusti ja hitaasti. Jäähdytystapa kontrolloi austeniitin
hajautumista ja siten syntyvää rakennetyyppiä. Ferritointia käytetään, kun kappaleelle halutaan
suuri sitkeys.
Ferritointi voidaan suorittaa muutosvyöhykkeen alapuolella 690–720 °C:ssa
− jos valurakenteessa ei ole karbideja
− jos karbideja on, austenitoidaan 850–900 °C:ssa, jonka jälkeen sitä
− joko jäähdytetään nopeasti muutoslämpötilan alapuolelle ja pidetään 6–12 tuntia 690–
720 °C:ssa
− tai jäähdytetään kontrolloidusti hitaasti 650 °C:een, jonka jälkeen annetaan jäähtyä
uunissa
− jäähdytystapa kontrolloi austeniitin hajautumista ja siten syntyvää rakennetyyppiä
− jäähtymisnopeuteen, jolla täysi ferriittisyys taataan, vaikuttaa mangaani- ja
nikkelipitoisuudet
− ferritointia käytetään, kun kappaleelle halutaan suuri sitkeys.
I.5.1.3 Perlitointi
Perlitointi eli normalisointi suoritetaan, kun halutaan saavuttaa tasajakoinen täysin perliittinen
matriisi esim. hyvän väsymiskestävyyden takaamiseksi. Paksuja valuja on vaikea saada täysin
perliittiseksi suoraan valussa edes perlitoivien seosaineiden avulla.
Ohuemmilla pallografiittikappaleilla perlitointi on liuotushehkutuksen luonteisena tarpeen vain, jos
rakenteessa esiintyy raerajakarbideja. Muuten haluttu perliittiosuus rakenteessa saadaan pienellä

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 25
kuparilisäyksellä valusenkkaan (tai tinalisäyksellä, joka on hyvin tehokas tapa perliittisen
rakenteen muodostamiseksi).
Perlitoinnin suoritus Perlitointi on isoterminen lämpökäsittely, jossa teräs aluksi kuumennetaan 1–5 tunniksi
austeniittialueelle (950–1150 °C). Tämän jälkeen siirretään nopeasti toiseen uuniin tai sulaan
suolakylpyyn, jossa lämpötila on 600–650 °C.
− Pidetään em. vakiolämpötilassa, kunnes perliittireaktio on tapahtunut loppuun (pitoaika 1-
3h riippuu raaka-aineesta).
− Annetaan jäähtyä hitaasti huoneenlämpötilaan.
− Valuraudan tapauksessa perlitoinnilla tarkoitetaan käytännössä samaa kuin
normalisoinnilla: matriisin mikrorakenne tasataan täysin perliittiseksi.
Käytetään esilämpökäsittelynä hiiletys- ja nuorrutusterästen (sitkeiden teräslaatujen)
lastuttavuuden parantamiseksi ja lisäksi hiiletysteräksillä mittapysyvyyden parantamiseksi
karkaisussa.
Kappaleita pidetään em. vakiolämpötilassa kunnes perliittireaktio on tapahtunut loppuun (pitoaika
1–3 h riippuen raaka-aineesta). Tämän jälkeen kappaleiden annetaan jäähtyä hitaasti
huoneenlämpötilaan. (Valuraudan tapauksessa perlitoinnilla tarkoitetaan käytännössä samaa
kuin normalisoinnilla: matriisin mikrorakenne tasataan täysin perliittiseksi.)
I.5.4 Pintakarkaisut
Suomu- ja pallografiittivalurautoja ei yleensä karkaista tai nuorruteta. Harmaita valurautoja
voidaan pintakarkaista tietyissä tapauksissa (esim. työstökoneen liukukiskopinnat).
Pintakarkaisukin tehdään yleensä vain paikallisesti, koska suomugrafiittivalurauta on haurasta, ja
karkaisut ovat rajuja käsittelyjä. Valurautojen karkaisuilla parannetaan ensisijaisesti
kulumiskestävyyttä; niillä karkaisu ei vaikuta niinkään väsymiskestävyyttä parantavasti.
Valurautojen tapauksessa on syytä muistaa, ettei grafiittirakenteen epähomogeenisuutta tai muita
virheitä voida korjata tavanomaisilla lämpökäsittelyillä. Poikkeuksena on tietenkin
tempervalurautojen valmistukseen liittyvä adusointikäsittely, jossa grafiittirakenne synnytetään
valun jälkeen pitkäaikaisella korkealämpötilaisella hehkutuksella. Adusoidun raudan eräs etu
onkin se, että sen lämpökäsittelyllä tuotettu grafiittirakenne on erittäin tasajakoinen
(=homogeeninen), ja sen vuoksi valukappale on myös hyvin tiivis.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 26
I.5.5 Austemperointi
Austemperoinnin tarkoituksena on tuottaa matriisin mikrorakenteeksi ferriitistä ja
jäännösausteniitista koostuva bainiittia läheisesti muistuttava ausferriittinen mikrorakenne.
Austemperointia tehdään mekaanisten ja hyvien lujuusominaisuuksien parantamiseksi.
Kuva 302. Austemperointiprosessi
Austemperointia voidaan hyödyntää periaatteessa kaikkien grafiittisten valurautojen mekaanisten
ja kulumisominaisuuksien parantamiseen. Austemperoidun suomugrafiittiraudan eli AGI:n
tapauksessa mekaaniset ominaisuudet paranevat valutilaisesta vieläpä niin, ettei sitkeys
heikkene, mutta kuitenkin esimerkiksi vaimennuskyky kasvaa. Austemperointia on hyödynnetty
ylivoimaisesti onnistuneimmin pallografiittivaluraudalla, mikä on nyttemmin myös johtanut pitkälti
Suomessa kehitetyn ADI:n kansainväliseen läpilyöntiin ja standardisointiin. ADI:n suuri lujuus,
kovuus ja sitkeys tekevät siitä monikäyttöisen materiaalin vaativiin sovelluksiin. Austemperointi on
isoterminen käsittely, joka edellyttää nopeaa sammutusta austenitoinnista esim. suolakylpyyn,
jossa valukappaletta pidetään tietty aika. Näin vältetään ferriitin, perliitin ja martensiitin
muodostuminen ja saavutetaan ns. ausferriittinen (ferriittineulasista ja korkeahiilisestä
austeniitista koostuva) matriisin mikrorakenne.
Grafiittirakenteeltaan hyvälaatuisten pallografiittirautojen lujuusominaisuudet määräytyvät ja niitä
myös säädellään niiden matriisin rakenteen kautta: suurin sitkeys saavutetaan ferriitillä ja
austeniitilla. Lujimmaksi matriisi saadaan päästömartensiittisilla ja ausferriittisilla (ADI-) lajeilla,
mutta paras lujuuden ja sitkeyden yhdistelmä saavutetaan kuitenkin ehdottomasti ADI:lla.
I.5.6 Bainitointi
Bainiittikarkaisu on karkaisumenetelmänä vähemmän raju kuin tavanomainen karkaisu.
Bainitoinnissa ei tavoitella rakenteen muuttumista martensiitiksi vaan neulasmaiseksi bainiitiksi,
jonka muodostukseen ei liity nopeaa ja rajua tilavuusmuutosta (martensiitin muodostusta). Näin
kappaleeseen syntyvät jännityksetkin ovat pieniä. Bainitointia sovelletaan sekä valuraudoille että

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 27
erityisesti teräksille (mm. jousille). Bainitoinnilla saavutetaan hyvä iskusitkeys ja kohtuullinen
lujuus. Niinpä bainitointia eli bainiittikarkaisua käytetään mm. kun kappale joutuu iskujen alaiseksi
eikä nuorrutuksella saavuteta riittävää sitkeyttä tarvittavalla kovuustasolla tai kun
karkaisujännitykset voivat helposti rikkoa tai vääristää kappaleen.
Kuva 303. Syntyy ferriittiä ja sementiittiä sisältävä rakenne
Rakenne: karbidisulkeumia bainiittia ferriitissä. Ytimenä austeniittirakeen rajalle syntynyt ferriitti
Ferriitti kasvaessaan työntää hiilen austeniittiin, jolloin syntyy pieniä sementiittisulkeumia (kuva
297).
Oleellisesti bainiittinen mikrorakenne voidaan saavuttaa sopivalla koostumuksella myös jatkuvan
jäähtymisen kautta. Bainitointikäsittelyllä tarkoitetaan kuitenkin ensisijaisesti isotermistä
lämpökäsittelyä, jossa kappale kuumennetaan aluksi austeniittialueelle, josta se sammutetaan
suolakylpyyn tai toiseen uuniin Ms -lämpötila-alueen yläpuolella (250–400 °C).
Kun austeniitti on muuttunut kutakuinkin vakiolämpötilassa kokonaan bainiitiksi, kappale saa
jäähtyä ilmassa huoneenlämpötilaan. Bainitoinnin onnistuminen edellyttää s-käyrien tuntemista ja
oikeiden käsittelyparametrien valintaa.
Käsiteltävän materiaalin s-käyrien tulisi olla sellaisia, että ns. perliittinenä on mahdollista sivuuttaa
suhteellisen hitaassakin sammutuksessa, koska perliittireaktio tulee välttää myös kappaleen
sisustassa, joka jäähtyy sitä hitaammin, mitä paksumpi kappale on. Siksi bainitointi soveltuukin
vain melko ohuille valurautakappaleille. Toisaalta hyvinkin paksujen, esim.
työkaluteräskappaleiden, karkaisussa sisäosa todellisuudessa bainitoituu.
Valurautojen korkean piipitoisuuden vuoksi niiden bainitointikäsittelyssä ei tyypillisesti synny
varsinaista bainiittia, sillä pii estää bainiitin muodostukseen liittyvien hienojakoisten karbidien
muodostuksen. Niinpä valurautojen isoterminen "bainitointikäsittely" tuottaa pikemminkin erittäin
lujan ja sitkeän ausferriittisen mikrorakenteen, ja tällä tavoin käsiteltyä materiaalia kutsutaan
austemperoiduksi valuraudaksi (aiemmin virheellisesti austeniittis-bainiittinen valurauta).

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 28
I.5.7 Austemperointi
Austemperointia voidaan hyödyntää periaatteessa kaikkien grafiittisten valurautojen mekaanisten
ja kulumisominaisuuksien parantamiseen. Kaupallisesti katsoen austemperointia on hyödynnetty
ylivoimaisesti onnistuneimmin pallografiittivaluraudalla, mikä on nyttemmin myös johtanut pitkälti
Suomessa kehitetyn ADI:n kansainväliseen läpilyöntiin ja standardisointiin. Austemperointi on
kuitenkin hyvin sovellettavissa muillekin valuraudoille ja jopa korkean piipitoisuuden omaaville
teräksille.
I.5.7.1 ADI
ADIn eli austemperoidun pallografiittivaluraudan (Austempered Ductile Iron) erikoisominaisuudet
perustuvat sen erikoislaatuiseen mikrorakenteeseen. Isotermisessä (so. "vakiolämpötilassa
tapahtuvassa") austemperointikäsittelyssä on tarkoituksena tuottaa matriisin mikrorakenteeksi
ferriitistä ja jäännösausteniitista koostuva bainiittia läheisesti muistuttava ausferriittinen
mikrorakenne. Aiemmin ausferriittista rakennetta kutsuttiin hieman harhaanjohtavasti austeniittis-
bainiittiseksi rakenteeksi.
ADI-valurauta koostuu pallografiitista sekä matriisista, jossa ferriittineulasten välissä on jopa 30–
40 % jäännösausteniittia (ADI:n mikrorakenteen pääkomponentit ovat siten ferriitti,
jäännösausteniitti ja grafiittipallot). Ausferriitti on kovaa (350–550 HB = 370–585 HV) ja silti
sitkeää. Sen kovuuden ja sitkeyden kombinaatio riippuu oleellisimmin isotermisestä
pitolämpötilasta. Jäännösausteniitti on kuitenkin metaepästabiilia ja kykenee karkenemaan
martensiitiksi muokkauksen yhteydessä, mikä mm. antaa rakenteelle erikoiset tribologiset
(vierintä ja liuku) ominaisuudet.
Kuva 304. Austemperointikäsittely
Austemperoitavan valuraudan koostumuksen ohessa on austemperointilämpötilalla ja -ajalla
tärkeä merkitys austeniitin hajoamisreaktion kululle ja lopulliselle mikrorakenteelle ml. austeniitin
määrälle ja stabiilisuudelle. Austemperointikäsittelyssä (ks. kuva 1) valurautakomponentin

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 29
lämpötila nostetaan ensin austenitointilämpötilaan (0,5–4 h, tyyp. 850–950 °C), jolloin matriisin
mikrorakenne muuttuu austeniittiseksi. Kappale sammutetaan suolakylpyyn
austemperointilämpötilaan (250–450 °C).
Jotta ausferriittiseen rakenteeseen ylipäätänsä päädyttäisiin, on ko. jäähtymisnopeuden oltava
niin suuri, ettei esieutektoidista ferriittiä ja eutektoidista perliittiä ehdi muodostua. Jäähdytys on
kuitenkin pysäytettävä Ms-lämpötilan yläpuolelle martensiitin muodostumisen estämiseksi. Ko.
isotermisessä käsittelyssä n. 60–70 % austeniitista muuttuu neulasmaiseksi ferriitiksi.
Niukkahiilisten ferriittineulasten muodostuessa muuttumatta jääneen austeniitin (ns.
"jäännösausteniitin") hiilipitoisuus nousee niin korkeaksi, että se stabiloituu (lämpötilasta ja
pitoajasta riippuen).
Austemperointilämpötila ja -aika riippuvat mm. tavoitellusta lujuus-, kovuus- ja sitkeystasosta
sekä tavoitellusta mikrorakenteesta ja sen stabiilisuudesta. Ei-toivottuja rakenteita ausferriitissä
ovat lähinnä martensiitti ja karbidit. Martensiittia syntyy, jos isoterminen käsittely keskeytetään
liian aikaisin tai kappale sammutetaan Ms-lämpötilan alapuolelle.
ADI:lla on ylivoimaiset mekaaniset ja tribologiset ominaisuudet useimpiin teräksiinkin verrattuna.
Alhaisten valmistuskustannusten ja valamiseen liittyvän muotoilun vapauden ansiosta ADI-valut
korvaavat usein kalliita seosteräksiä sekä työstettyjä, taottuja tai hitsattuja konstruktioita –
monipuolisten ominaisuuksiensa ansiosta vieläpä useita komponentteja yhdellä valuosalla.
I.5.8 Adusointi
I.5.8.1 Tempervaluraudat
Temper (grafiitti) valuraudat eli adusoidut valuraudat muistuttavat ominaisuuksiltaan läheisesti
pallografiittivalurautoja. Niiden käyttö onkin jatkuvasti vähentynyt pallografiittivaluraudan
vallatessa niiden tärkeimpiä sovellusalueita.
Tempervaluja valettaessa valurauta jähmetetään ensin valkoiseksi. Koska kappaleiden on oltava
"läpeensä valkoisia" ts. jähmettyneitä täysin karbidisena, temperraudasta valettavien kappaleiden
koko on käytännössä rajoitettu (massa < 15 kg ja seinämänpaksuus << 50 mm). Valun jälkeen
kappaleille suoritetaan halutun lujuusluokan ja temperrautatyypin mukainen pitkä lämpökäsittely,
adusointi, jonka yhteydessä karbideiksi sitoutunut hiili erkautuu matriisista kerämäisiksi
grafiittierkaumiksi. Eri lujuusluokkien temperraudat eroavat toisistaan matriisin mikrorakenteen
osalta, joka saadaan aikaiseksi valitsemalla sopiva jäähtymisnopeus adusointikäsittelyn lopuksi.
Ns. mustaydintemperrautaa valmistetaan suorittamalla adusointihehkutus neutraalissa
atmosfäärissä. Mustaydintemperraudan mikrorakenne on erinomaisen tasalaatuinen läpi
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 30
kappaleen. Valkoydintemperrautavalut käsitellään hiilenkatoa aiheuttavassa atmosfäärissä.
Tämän seurauksena pintakerrokseen ja ohuisiin seinämiin ei muodostu grafiittia, vaan ne
vastaavat käsittelyn jälkeen mikrorakenteeltaan pikemminkin (pehmeää) ferriittistä terästä.
Muutoin myös valkoydintemperraudan grafiittirakenne on hyvin tasajakoinen. Grafiitittoman
pintakerroksen ja ohuiden seinämien osalta valkoydintempervalut ovat myös hyvin hitsattavia,
toisin kuin valuraudat yleensä. Tätä on hyödynnetty mm. hitsattavaksi tarkoitettujen pienehköjen
valukomponenttien valmistuksessa esim. ajoneuvoteollisuuden tarpeisiin.
Tempervaluraudan matriisin tyyppi ja siten myös lujuusluokka määräytyy ensisijaisesti
adusointikäsittelyn jälkeisen jäähtymisnopeuden mukaan. Eri lujuusluokkiin adusoitavat
temperraudat voidaan siten valaa samasta perussulasta.
Adusoitua rautaa käytetään yleensä suursarjatuotannossa kulkuväline- ja sähköteollisuudessa
etuinaan hyvä työstettävyys, alhainen transitiolämpötila sekä hyvä vaimennuskyky, kutakuinkin
pallografiittivalurautaa vastaavat mekaaniset ominaisuudet sekä valkoydintemperraudan
tapauksessa myös hyvä hitsattavuus. Kokonaistuotanto on kuitenkin laskenut viimeisten
vuosikymmenten ajan (ilman adusointia valmistettavan) pallografiittivaluraudan suosion
kasvaessa.
Materiaali voidaan jähmettää mikrolisäyksellä telluuria. Tämä voidaan lisätä peitosteeseen.
Telluuri kuitenkin aiheuttaa haurausilmöitä.
I.6 Alumiinivaluseosten lämpökäsittelyt
Alumiinivalujen lämpökäsittelyt eivät suuresti eroa muokattavien seosten lämpökäsittelystä.
Suurimmat erot ovat hehkutusajoissa ja sammutusväliaineissa. Valun epähomogeenisemman
rakenteen takia ne vaativat pidemmät hehkutusajat ensimmäisissä lämpökäsittelyissä.
Alumiinivaluseokset jaetaan pääseosaineensa mukaan kupari-, pii-, magnesium- ja sinkkiseoksiin
ja edelleen alalajeihin muun seostuksen mukaan.
Alumiinivaluseokset voidaan jakaa myös karkenemattomiin ja karkeneviin. Karkaisu perustuu
erkautumiskarkenemiseen.
Erkautuskarkenevia seoksia ovat kupari-, kupari-magnesium-, pii-magnesium- ja sinkki-
magnesiumseokset. Ne ovat lujimpia alumiinivaluseoksia. Kovuus jää tosin tällöinkin suhteellisen
alhaiseksi, enintään 150 HB. Karkenemattomien alumiinivaluseosten ominaisuuksiin ei voida
juurikaan vaikuttaa lämpökäsittelyillä. Poikkeuksena alumiini-pii- ja alumiini-magnesiumseosten
homogenisointikäsittely, jolla voidaan parantaa niiden sitkeyttä ja jännityskorroosiokestävyyttä.
Valtaosa alumiinivaluista käytetään valutilaisina. Alumiinin lämpökäsittelyillä, kuten
erkautuskarkaisulla, voidaan alumiinivalujen lujuutta kuitenkin nostaa. Erkautuskarkaisussa
liuotushehkutuksen lämpötilat ja pitoajat on tunnettava tarkasti, ja ne ovat seoskohtaisia.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 31
Alumiinivaluille voidaan tehdä myös jännityspoistohehkutus, homogenisointi ja
pehmeäksihehkutus.
Jos valukappaleeseen on epätasaisen jäähtymisen seurauksena syntynyt valujännityksiä, ne
voivat johtaa kappaleen vääristymiseen ja sen mekaanisen kestävyyden heikentymiseen. Myös
tapauksissa, joissa kappaleen mittatarkkuus on tärkeää, on valujännitykset ja esim.
sinkkiseoksilla hitaasti luonnostaan hajaantuvat faasit poistettava hehkuttamalla. Toisaalta
valujännitykset laukeavat merkittävästi erkautuskarkaisun liuotushehkutuksen aikana.
Karkenemattomilla seoksilla jännitystenpoistohehkutus ei juuri vaikuta seosten lujuusarvoihin,
mutta kovuus voi pienentyä. Valujännitykset laukeavat yleensä myös pehmeäksihehkutuksen ja
homogenisoinnin yhteydessä.
Painevalukappaleita ei voi lämpökäsitellä, koska valuiskussa jää ilmaa loukkuun
valukappaleeseen. Kuumennettaessa ilmanpaine huokosissa kasvaa ja samanaikaisesti
rakenteen lujuus alenee, jolloin valukappaleeseen voi syntyä repeämiä.
I.6.1 Homogenisointi, tasaushehkutus
Valut homogenisoidaan eli tasaushehkutetaan tarvittaessa. Homogenisointi tasaa jähmettymisen
aikana syntyneitä seosainesuotautumia sekä poistaa valujännitykset.
Homogenisointihehkutusta suoritetaan karkenemattomille seoksille. Homogenisointihehkutusta
voidaan verrata erkautuskarkaisun liuotushehkutukseen – hehkutuslämpötila on vain vähän alle
seoksen sulamispisteen (n.430–560 °C) ja hehkutusajat pitkiä (8–12 tuntia). Hehkutusta seuraa
sammutus joko veteen tai öljyyn. Tämä on tyypillinen lämpökäsittely AlMg-seoksille (yli 10 % Mg),
jotka on valettu hiekkamuottiin.
Valun jälkeen kappaleen mikrorakenne voi olla seosainejakaumaltaan epähomogeeninen
seosaineiden suotautumisen takia. Suotautumisen seurauksena kiteen sisäosan koostumus
poikkeaa kiteen ulko-osan koostumuksesta. Homogenisoinnissa tasataan seosainepitoisuuksia,
ja samalla myös valujännitykset vähenevät.
Mikrosuotautumilla on harvemmin merkitystä ja homogenisoituminen on hidasta.
Liuotushehkutuksen tyyppinen paikallisten suotautumafaasien komponenttien levittyminen
ympäristöön on nopeampaa.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 32
I.6.2 Pehmeäksihehkutus
Liian kovat alumiinivalut voidaan pehmentää hehkuttamalla niitä 300–450 °C:n lämpötilassa
muutamia (2–4) tunteja, minkä jälkeen niiden annetaan jäähtyä joko uunin mukana tai ilmassa.
Mitä pidempi pehmeäksihehkutusaika on, sitä enemmän kappaleen kovuus ja lujuus pienenee.
I.6.3 Jännitystenpoistohehkutus
Jäännösjännityksiä voi muodostua valun nopean jähmettymisen, liuotushehkutuksen jälkeisen
sammutuksen tai muokkauksen takia. Jännitykset ja niiden laukeaminen aiheuttavat
muodonmuutoksia varsinkin lastuamisessa, jollei niitä poisteta jännityksenpoistohehkutuksella
ennen viimeistelylastua.
Jännitystenpoistohehkutus suoritetaan pitämällä kappaletta muutamia (4–6) tunteja 200–350 °C:n
lämpötilassa, minkä jälkeen sen annetaan jäähtyä hitaasti ilmassa tai uunissa. Jännitykset
laukeavat sitä paremmin, mitä korkeampi lämpötila. Jännityksenpoistohehkutusta ei voida tehdä
erkautuskarkaisun jälkeen, koska se johtaisi kappaleen ylivanhenemiseen, jonka seurauksena
lujuusarvot alentuisivat.
I.6.4 Erkautuskarkaisu
Tiettyjen alumiiniseosten lujuusominaisuuksia voidaan parantaa huomattavasti
erkautuskarkaisulla. Menetelmä on kolmivaiheinen:
− liuotushehkutus
− sammutus
− vanhennus.
I.6.4.1 Liuotushehkutus
Kappale kuumennetaan lämpötilaan (510–560 °C), joka on vain hieman sen sulamislämpötilan
alapuolella.
Liuotushehkutuslämpötila, joka on seoskohtainen, on pidettävä tarkasti – vaihtelu saisi olla
korkeintaan ±5 °C. Liian korkean lämpötilan seurauksena kappale saattaa sulaa osittain tai
vääristyä, ja liian matalan lämpötilan seurauksena lujuus jää riittämättömäksi. Tarvittavien
käsittelyaikojen tarkka määrittäminen käy parhaiten kokeellisesti. Siihen vaikuttavat kappaleen
seinämänpaksuus ja sen muoto sekä mikrorakenteen karkeus. Hehkutusajan ylityksellä ei ole
todettu olevan lujuusarvoja huonontavaa vaikutusta.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 33
Liuotushehkutuksen jälkeen kappale on sammutettava. Nopea jäähdytys voi ohuissa tai
monimutkaisissa kappaleissa aiheuttaa jännityksiä, joiden esiintymistä voidaan vähentää
sammuttamalla kappale joko kuumaan veteen tai öljyyn. Tällöin kuitenkin lujuus kärsii. Joillekin
seoksille (esim. A l- Zn-Mg) riittää paineilmajäähdytys.
I.6.5 Alumiinivalujen lämpökäsittelysammutus
Lämpökäsittelysammutuksen tavoitteena on säilyttää liuotushehkutuksella aikaansaatu olotila
myös huoneenlämmössä. Tarvittava jäähtymisnopeus riippuu seoksesta. Al-Cu-Mg -seokset
vaativat suuren jäähdytysnopeuden (vesisammutus). Ne on siirrettävä sammutukseen 10
sekunnissa ohuilla kappaleilla ja paksuilla alle 30 sekunnissa.
− nopea siirto hehkutuksesta sammutukseen
− lastaus ilmavasti koreissa
− kylmä vesi voi aiheuttaa suuria jännityksiä
− kuuma vesi auttaa jännitysten vähentämisessä
− valukappaleen mahdollisten vääntymien oikaisu heti sammutuksen jälkeen.
Erkautuskarkenemisen edellytyksenä olevan huoneenlämpötilassa ylikyllästeisen jähmeän
liuoksen aikaansaaminen vaatii nopean jäähtymisen. Näin ollen kappaleet on jäähdytettävä
lioutushehkutuslämpötilasta mahdollisimman nopeasti huoneenlämpötilaan seosaineiden
erkautumisen estämiseksi jäähdytyksen aikana. Kriittisin lämpötila-alue on hehkutuslämpötilasta
lämpötilaan 200 °C.
I.6.6 Vanhennus
Valukappaleet lujittuvat sammutuksen jälkeisessä vanhennuksessa. Vanhennuskäsittely voidaan
suorittaa joko luonnollisena vanhennuksena tai keinovanhennuksena. Näistä ensiksi mainittu
suoritetaan pitämällä kappaletta usean vuorokauden ajan huoneenlämpötilassa ja jälkimmäinen
kuumentamalla kappale 150–170 °C:een 8–10 tunniksi.
Vanhentamisen aikana kiinteästä liuoksesta syntyy rakeiden sisään tai joissakin tapauksissa
raerajoille mikroskooppisia erkaumia, jotka parantavat kappaleen lujuutta, kovuutta ja venymää.
Syntyvien erkaumien laatu, määrä, koko ja jakauma määräävät kappaleen lopulliset
ominaisuudet.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 34
I. 6.6.1 Luonnollinen vanhennus
Seoksesta riippuen luonnollinen vanheneminen alkaa heti tai muutaman tunnin kuluttua
sammutuksesta. Lujuuden kasvu tasaantuu ja rakenne stabiloituu muutamassa päivässä tai vasta
vuosien kuluttua. Mitä korkeampi on varastointilämpötila, sitä nopeammin tämä tapahtuu.
AlZnMg-seoksten luonnollinen vanheneminen kestää useita kuukausia, ennen kuin stabiili olotila
saavutetaan. AlMgSi-seoksilla stabiloituminen tapahtuu muutaman vuorokauden aikana.
Useimmat AlCu-seokset (noin 4 % Cu ja muita seosaineita) eli duralumiinit ovat luonnollisesti
vanhenevia. Luonnollisesti vanhenevien alumiiniseosten suurin epäkohta on ylivanheneminen,
sillä lämpötilan nosto huonelämpötilan yläpuolelle saattaa laskea lujuutta.
I.6.6.2 Keinovanhennus eli erkautushehkutus
Keinovanhennuksella saavutetaan suuremmat lujuusarvot. Parhaat venymäarvot saadaan siten,
että kappaleen annetaan olla ensiksi huoneenlämpötilassa vähintään vuorokausi ennen
keinovanhennusta. Liian pitkäaikainen keinovanhennus tai liian korkeassa lämpötilassa suoritettu
vanhennus huonontaa lujuusominaisuuksia. Vanhennuksen jälkeisellä jäähtymisnopeudella ei ole
merkitystä kappaleen ominaisuuksiin. Erkautushehkutuksen aikana kappaleen myötölujuus ja
kovuus lisääntyvät samanaikaisesti. Korkeammassa lämpötilassa tämä tapahtuu nopeammin kuin
alhaisessa. Murtovenymä taas pienenee jatkuvasti erkautusta jatkettaessa riippumatta
käytettävästä lämpötilasta. Jos hehkutusaika on pitkä tai vastaavasti lämpötila korkea, alkaa
muodostua epäkoherentteja tasapainoerkaumia ylivanhennuksen seurauksena (CuAl2, Mg2Si,
MgZn2) ja lujuudet alkavat pienetä. Rakenne muodostuu vähitellen täysin pysyväksi ja
pehmeäksi kuten pehmeäksihehkutuksessa.
I.7 Alumiinivalujen lämpökäsittelyuunit
Alumiinivaluja samoin kuin muiden yleisimpien materiaalien valuja voidaan lämpökäsitellä
− suolakylpyuunissa
− kiertoilmauunissa
− leijupatjauunissa.
Kappaleiden kuumennus hehkutuslämpötilaan tulee tehdä mahdollisimman nopeasti.
Lämpökäsittelyjä ei saa tehdä nestekaasupolttimen tai hitsiliekin avulla.
Suolakylpyuunien etuina on kappaleiden tasainen lämpeneminen ja lämpötilan tasaisuus (±2 °C).
Haittoja ovat räjähdys-, palo- ja myrkytysvaarat sekä kappaleiden likaantuminen suolasta.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 35
Nykyään yleisesti käytettävissä kiertoilmauuneissa lämpötilan tasaisuus saadaan riittävän hyväksi
(± 5 °C) suurimpaan osaan uunia. Uunin atmosfäärinä tavallisesti on ilma.
Jotta lämpökäsiteltävät tuotteet eivät värjäytyisi, ilmassa ei saa olla kosteutta eikä rikkiä. Uunien
vanhetessa eristeiden ja lämmitysvastusten kunnon tarkkailu on välttämätöntä.
Panostus ei saa estää ilman kiertämistä kiertoilmauuneissa. Samoin vesi- ja höyrytaskujen
syntymistä kappaleisiin on vältettävä. Leijupatjauuneilla on suolakylpyuunien edut ilman niiden
haittoja. Lämpötila on tasainen ja lämmönsiirto nopeaa, eivätkä kappaleet likaannu, mikä
vähentää jälkikäsittelykustannuksia.
Alumiinin lämpökäsittelyuuneissa lämpötilan ajallisen ja paikallisen vaihtelun on oltava hyvin
pientä, mikä asettaa uunien lisäksi suuret vaatimukset lämpötilan säädölle. Säädön on oltava
automaattista ja taattava vähintään ± 3 °C:n lämpötilan tasaisuus. Lämpötilan mittauksen on
oltava luotettava. Lämpötilaa pitää mitata varsinkin oudoissa kiertoilmauuneissa useammasta
kohdasta uunia ja mielellään myös panoksesta.
Kiertoilmauunien lämmitysvastukset tulisi peittää riittävällä säteilysuojalla, sillä säteilevät
vastukset voivat nostaa kappaleen lämpötilan huomattavasti (jopa 25 °C) korkeammaksi kuin
säätäjän termoelementillä mitattu /4/. Lämpötilaa muutettaessa ilmauuni tarvitsee aina
tasaantumisaikaa panoksen yli- ja alikuumenemisen välttämiseksi.
Lämpökäsiteltävät kappaleet on tuettava hyvin taipumisen estämiseksi. Kappaleet panostetaan
uuniin tavallisesti koreissa tai telineissä, jotka tukevat kappaleita. Kappaleiden kuormittamista on
vältettävä, koska niiden lujuus korkeassa lämpötilassa on vähäinen. Panos ei saa myöskään olla
liian tiheä, jottei lämpötilan tasaisuus kärsi. Lisäksi panoksen on koostuttava samanpaksuisista
kappaleista oikean lämpökäsittelyn takaamiseksi. Jos alumiiniseoksen magnesiumpitoisuus on
korkea, on syytä käyttää suojakaasua (esim. typpeä) hapettumisen estämiseksi.
I.8 Sammutusväliaineet
Vesi (20–28 °C) on yleisimmin käytetty sammutusväliaine. Haluttaessa lievempää sammutusta
voidaan käyttää polymeeri-vesiseoksia, ilma-vesisuihkua, ilmaa tai jopa kuumakylpysammutusta
aina 200 °C:n öljyyn.
Sammutusaltaiden on oltava riittävän isoja ja tarvittaessa jäähdytettäviä, ettei sammutusneste
lämpene liikaa. Hyvä sekoitus takaa sammutuksen onnistumisen. Sammutusallas on sijoitettava
lähelle hehkutusuunia, jotta kappaleet voidaan siirtää nopeasti uunista sammutukseen.
Sammutusväliaineen lisäksi sammutustapa vaikuttaa vetelyyn ja jäännösjännityksiin. Upotuksen
nesteeseen tulisi olla kappaleen muodon suhteen mahdollisimman symmetrinen. Myös
sammutuspuristimia voidaan käyttää vetelyn estämiseksi.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 36
I.9 Lämpökäsittely ei onnistu
Lämpökäsittely ei aina onnistu tai sillä ei saavuteta tavoitetta. Tähän voi olla monia syitä, joista
seuraavat ovat tyypillisiä:
− muodostuu ei toivottu mikrorakenne
− rakeen kasvu
− haurausilmiöt (sementiitti, ferriitti, suotautuminen, erkautuminen..)
− jäännösjännitykset
− epätasaiset lämpötilajakautumat käsittelyissä
− aiheuttaa muodonmuutoksia
− tilavuusmuutokset (martensiitti)
− jännitysten laukeaminen seuraavissa työvaiheissa
− hiilenkato
− ongelma, jos nopeampaa kuin pinnan hapettuminen (oksidoituminen)
− suojakaasun käyttö auttaa
− oksidoituminen (hilseily)
− pinnan palaminen
− vakuumi tai suojakaasun käyttö ehkäisee
− haurausilmiöt
− päästöhauraus
− karbidifilmit
− verkottunut ferriitti (alkuperäisen austeniitin raerajoilla)
− käsittely unohtuu tehdä
− voi olla myös vaikeata havaita jälkikäteen
I.10 Lämpökäsittelylaitteistot ja tarvikkeet
Lämpökäsittelyissä uunin lämpötilan, atmosfäärin ja pitoaikojen hallinta on oleellista käsittelyn
onnistumiseksi. Lämpökäsittelyjen sallitut lämpötilapoikkeamat ovat pieniä, joten lämpötilan
mittaus ja uunin säädöt on tehtävä huolellisesti. Tiettyyn lämpötilaan pyritään siis mahdollisimman
tarkasti ja lämpötila pidetään joko mahdollisimman tasaisena tai sitä muutetaan ennalta määrätyn
ohjelman mukaisesti. Päästössä lämpötilapoikkeama saa olla vain 5–10 °C ja muissa
lämpökäsittelyissä n. 5–20 °C. Siksi lämpötilanmittalaitteille asetetaan suuret
tarkkuusvaatimukset. Lisäksi on otettava huomioon, mistä kohdasta uunia mittaus suoritetaan.
Lämpötilaa pitää mitata uunista useammasta kohdasta ja mielellään myös panoksesta.
Kappaleiden panostus uuniin ei saa olla liian tiheää: muuten on vaarana, että lämpötilan

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 37
tasaisuus kärsii. Lämpötilaa muutettaessa ilmauuni tarvitsee aina tasaantumisaikaa panoksen yli-
tai alikuumenemisen välttämiseksi.
Lämpötila voidaan säätää mm. ON/OFF-säätönä, jossa lämmitysteho kytketään ja katkaistaan
uunin lämpötilavaihtelujen mukaan. Siinä lämpötila vaihtelee oletusarvon molemmin puolin.
ON/OFF-säätö on edullinen säätötapa. Edellisestä kehittyneempi säätömenetelmä on PID-säätö.
Se ennakoi uunin lämpötilojen muutoksia säätäen tehon syöttöä niin, että lämpötila pysyy
tasaisena eikä lämpötilan sahaamista juuri esiinny.
Lämpökäsittelyiden onnistuminen riippuu myös
kappaleiden panostuksesta uuniin.
Samassa panostuserässä käsiteltävien kappaleiden
tulee olla riittävästi irti toisistaan sekä uunin seinämistä
ja pohjasta, jotta lämpö pääsee vaikuttamaan
tasaisesti kaikkialle.
Kuva 305. Erityyppisten kappaleiden välissä riittävä väljyys
Erityisesti matalaan karkenevien materiaalien käsittely voi epäonnistua, jos kappaleet ovat
sammutuksessa liian lähellä toisiaan, jolloin ne hidastavat toistensa jäähtymistä.
Toisaalta on otettava huomioon, että liian väljästi
panostetut erät ovat taloudellisesti
kannattamattomia.
Kuva 306. Lämpökäsittely päättynyt, huomaa kappaleiden
väljä asettelu
Sammutusaltaiden tulee olla tarpeeksi suuria, jotta sammutusaine ei kuumene liikaa
sammutuksen yhteydessä, varsinkin jos altaissa ei ole riittävää jäähdytysmenetelmää. Myös
sammutettavien kappaleiden seinämänpaksuus vaikuttaa sammutusaineen kuumenemiseen.
Mitä pienempi seinämänpaksuus, sitä nopeammin kappale luovuttaa lämpönsä
sammutusaineeseen, joka kuumenee silloin nopeammin.
Sammutuksen jäähdytystehoa voidaan parantaa kappaleen ja sammutusaineen välisellä
liikkeellä. Sammutusaltaiden tulisi sijaita mahdollisimman lähellä uuneja, jotta kappaleet voidaan
siirtää tarpeeksi nopeasti uunista sammutukseen.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 38
Upotuksen olisi hyvä olla mahdollisimman
symmetrinen kappaleen pyörähdysakseliin nähden,
koska myös sammutustapa vaikuttaa kappaleen
vetelyihin ja jäännösjännityksiin.
Kuva 307. Valukappale otetaan uunista ulos
Kuva 308. Valukappale arinalla sammutukseen menossa Kuva 309. Valukappale nostetaan
sammutuksesta
I.10.1 Lämpökäsittelyuunit
Lämpökäsittelyuunit jaetaan toimintatapansa mukaan
panosuuneihin ja jatkuvatoimisiin uuneihin.
Atmosfäärin mukaan uunit voidaan jakaa ilma-,
suojakaasu-, reaktiokaasu-, alipaine-, suolakylpy- ja
leijupatjauuneihin. Uunien kuumennus tapahtuu joko
kevyt- tai raskasöljyllä, maa- tai nestekaasulla tai
sähköllä.
Kuva 310. Arinaa valmistaudutaan ottamaan uunista ulos
Jatkuvatoimisia uuneja käytetään
suursarjatuotannossa pienehköjen
kappaleiden lämpökäsittelyihin. Niissä
lämpökäsiteltävät kappaleet kulkevat
jatkuvana virtana uunin kautta.
Jatkuvatoimisten uunien käyttö edellyttää
suurta ja tasaista kappalevirtaa.
Kuva 311. Jatkuvatoiminen lämpökäsittelyuuni

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 39
Ne ovat yleensä intergoituja muuhun tuotantoon. Jatkuvatoimiset uunit ovat mahdollisimman
pitkälle automatisoituja. Jos kappaleille tehdään karkaisu, putoavat ne kuljettimen päästä
sammutusaltaaseen. Jatkuvatoimisiakin uuneja voidaan käyttää tarvittaessa suojakaasujen
kanssa. Panosuuneissa käsiteltävät kappaleet jaetaan eriksi, jotka asetetaan joko
panostusalustoille tai panostuskoreihin.
Kuva 312. Arinalla varustettu
panoslämpökäsittelyuuni
Kuva 313. Kahdella arinalla varustettu lämpökäsittelyuuni
Ne muodostavat suuren kustannuserän panosuuneja käytettäessä. Panosuuneja on saatavana
aivan pienistä (laboratoriokäyttöön tarkoitetuista) suuriin, jopa 100 tonnin vetoisiin uuneihin. Eri
panosuunityyppejä ovat kammio- (eli muhveliuunit), vaunuarina-, kuoppa- ja kupu/kellouunit.
Panosuuneihin voidaan lisäksi laskea alipaine-, suolakylpy-, ja leijupatjauunit.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 40
Kuva 314. Kammiouuneja (pi-type)
Kammiouunit ovat yksinkertaisia pienikokoisia uuneja, jotka soveltuvat pienehköjen kappaleiden
erilaisiin lämpökäsittelyihin. Ne voivat olla joko ilmauuneja tai suojakaasulla täytettäviä uuneja.
Kammiouunien kuumennukseen käytetään pääasiassa sähköä.
Vaunuarinauuneja käytetään massiivisten kappaleiden lämpökäsittelyihin, kuten hehkutuksiin,
normalisointiin ja karkaisuun. Uuni eroaa kammiouunista siinä, että sen pohjan eli arinan
muodostaa liikuteltava vaunu. Vaunuarinauunit ovat öljykuumenteisia (suuret uunit) tai
sähkökuumenteisia (pienemmät uunit). Kuoppauunit on sijoitettu lattian tasoon. Ne voivat olla
hyvinkin suuria. Isot kuoppauunit kuumennetaan öljyllä ja pienemmät sähköllä. Kuoppauunit
soveltuvat useisiin eri lämpökäsittelyihin.
Alipaineuunien käyttö on erittäin siistiä. Niiden yhteydessä ei tarvita suola- tai
öljysammutusaltaita. Alipaineuuneja käytetään pääasiallisesti työkaluterästen karkaisuun.
Alipaine poistaa uunitilasta hapen, jolloin myös kappaleiden hapettuminen ja hiilenkato estyvät.
Alumiiniseosten erkautuskarkaisu-uuneina käytetään ilmakierrolla toimivia kammiouuneja,
suolakylpy- sekä leijupatjauuneja. Kiertoilmauunit soveltuvat parhaiten valukappaleille, mutta ovat
hankintahinnaltaan kalliita. Kiertoilmauunit kuumennetaan joko sähkövastuksilla, öljyllä tai
kaasulla. Ilmankierrosta huolehtivat tehokkaat puhaltimet. Kappaleet panostetaan uuniin
tavallisesti koreissa tai telineissä. Suolakylpyuunin suola kuumennetaan joko upotetun
sähkövastuksen tai kaasu- tai öljypolttimen avulla. Leijupatjauunit ovat korvanneet
suolakylpyuuneja. Niillä on samat edut kuin suolakylpyuuneilla, mutta niiden työturvallisuus on
parempi. Leijupatjauuneilla lämmönsiirto on nopeaa ja lämpötila on tasainen.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 41
I.10.2 Lämmitysvastukset.
Kuva 315. Lämpökäsittelyuunin lämmitysvastuksia Kuva 316. Kaasu-uunin suutin ulkopuolelta
Kuva 317. Uunissa lämpövastuksia
I.10.3 Suojakaasut
Ilmauuneissa suoritettavissa hehkutuksissa kappaleen pinnassa tapahtuu hapettumista, hilseilyä*
ja usein myös hiilenkatoa. Kappaleiden lämpökäsittelyissä tapahtuvaa hapettumista ja hiilenkatoa
pyritään estämään pitämällä kappaletta käsittelyn aikana joko suojakaasussa, tyhjössä tai
suolakylvyssä.
Suojakaasut voidaan jakaa endo-, ekso- ja inerttikaasuihin. Suojakaasuilla voidaan lisätä myös
tarkoituksellisesti kappaleen pintaan aineita, kuten hiiltä ja/tai typpeä.
Endokaasu on yleisesti käytetty suojakaasu lämpökäsittelyissä. Sen etuja ovat tehokas
suojavaikutus, yksinkertainen valmistus ja helppo säädettävyys. Endokaasun hiilipotentiaali on
korkea, joten se estää hyvin hiilenkadon. Endokaasun haittoja ovat soveltumattomuus
ruostumattomille teräksille, räjähdysherkkyys vetypitoisuuden takia ja myrkyllisyys korkean
häkäpitoisuuden takia. Endokaasua käytetään hehkutuksissa ja normalisoinnissa sekä hiiletyksen
että typetyksen kantajakaasuna.
Eksokaasun hiilipotentiaali on pieni. Sitä käytetään tapauksissa, joissa hiilenkato ei aiheuta
ongelmia. Yli 0,1 % hiiltä sisältävillä materiaaleilla se saa aikaan 700 °C lämpötilassa nopeasti
etenevän hiilenkadon. Eksokaasun etuja ovat valmistuksen helppous ja edullisuus. Haittoja ovat
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 42
räjähdysherkkyyden ja myrkyllisyyden lisäksi sen sisältämä vesi, joka aiheuttaa kappaleen
hapettumista. Eksokaasut ovat lisäksi herkkiä laatuvaihteluille. Eksokaasuja käytetään
normalisoinnissa ja hiilenkadon aikaansaamisessa.
Työturvallisuuteen liittyvät tekijät on ehdottomasti tunnettava käytettäessä endo- ja eksokaasuja.
Ne ovat vaarallisimmillaan kylminä. Kaasujen sisältämä häkä ja vety ilmaan sekoittuneena yli 6
%:n vahvuisena seoksena on liekistä ja kipinästä syttyvää. Kylmään tai riittämättömästi
lämmitettyyn uuniin ei saa johtaa endo- eikä eksokaasua. Vasta kun uunin lämpötila ylittää 750
°C, voidaan siihen johtaa kaasua turvallisesti.
Inerttisuojakaasujen etuja kahteen edellä mainittuun verrattuna ovat niiden vähäinen myrkyllisyys
ja pieni räjähdysvaara. Lisäksi ne suojaavat kappaletta hyvin sekä hiilenkadolta että
hapettumiselta. Inertteinä suojakaasuina käytetään kalliita argon- ja heliumkaasuja sekä muita
reagoimattomia kaasuja ja typpiperusteisia kaasuja. Inerttikaasuilla voidaan korvata endo- ja
eksokaasuja niiden käyttökohteissaan.
Myös tyhjöä käytetään kappaleiden hapettumisen ja hiilenkadon estämiseksi. Käsittely tapahtuu
erityisessä alipaineuunissa, johon saadaan aikaiseksi hyvin suuri alipaine (0,01 mbar). Alipaine
poistaa uunitilasta hapen, jolloin myös kappaleiden hapettuminen ja hiilenkato estyvät.
Suolakylpyuuneissa hapettuminen ja hiilenkato estetään suolan avulla. Yleisimmin käytetään
nitraatti-nitriitti-kylpyjä sekä bariumkloridia. Niitä voidaan käyttää sekä austenitointiin lämpötila-
alueella 800–1250 °C ja sammutukseen lämpötiloissa 150–550 °C.
* Hilseilyllä tarkoitetaan teräksen pintaan korkeassa lämpötilassa ja pitkäaikaisessa
hehkutuksessa muodostuvaa oksidikerrosta.
I.10.4 Termoelementit
Yleisin lämpökäsittelyuuneissa käytetty lämpötilan mittalaite on termoelementti. Termoelementin
toisessa päässä eli anturissa on lämpösähköpari, joka muodostuu kahdesta eri metallia olevasta
langasta. Lankojen liitoskohtaan syntyy heikko jännite-ero, joka riippuu elementin kylmän ja
kuuman pään välisestä lämpötilaerosta. Jännite-ero on suoraan verrannollinen lämpötilaeroon.
Metallilankojen liitoskohta asetetaan mitattavaan kohtaan ja toiset päät yhdistetään herkkään mV-
mittariin, joka mittaa syntyvän jännitteen. Tavallisesti millivolttimittari on varustettu suoraan
lämpötilan osoittavalla celsiusasteikolla. Mittari voidaan sijoittaa sähköjohtimen avulla kauaksi
mittauskohteesta.
Matalissa lämpötiloissa käsiteltäville kappaleille käytetään termoelementeissä krominikkeli-
nikkeli-paria (CrNi/Ni). Korkeaan lämpötilaan soveltuu ainoastaan platina-platinarhodium-pari
(Pt/PtRh). Elementin kalleudesta johtuen on sen käytössä noudatettava tiettyä varovaisuutta.
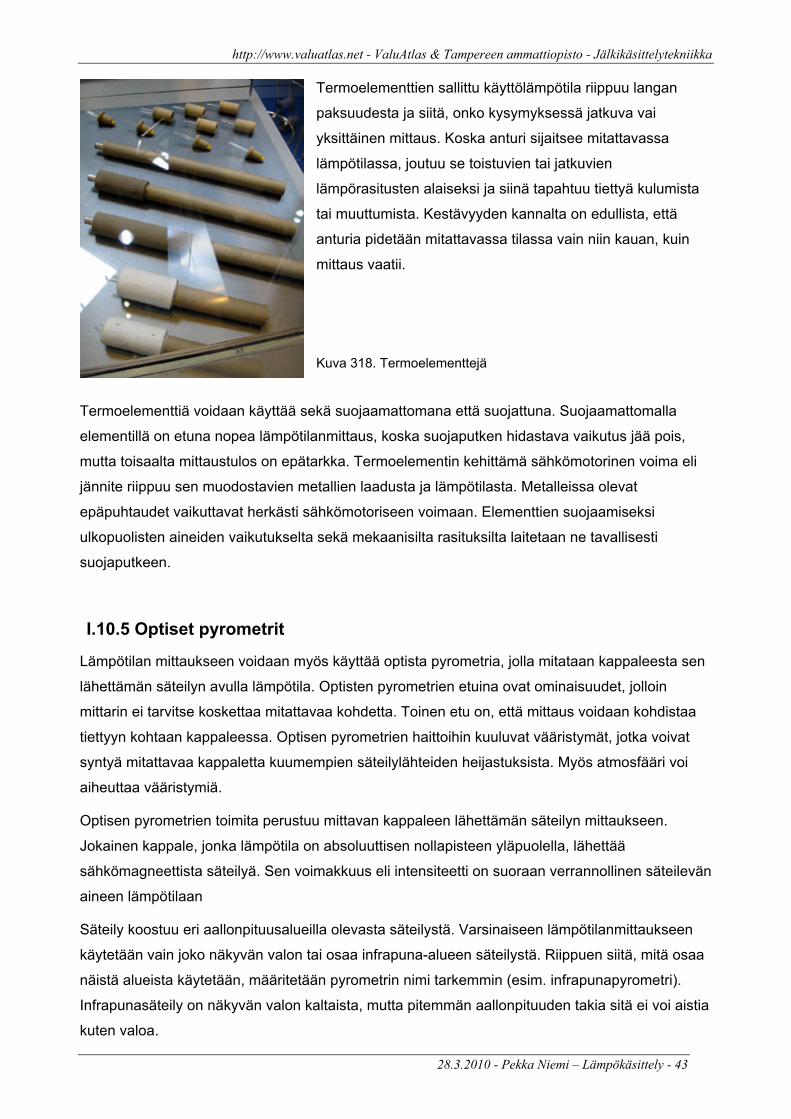
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 43
Termoelementtien sallittu käyttölämpötila riippuu langan
paksuudesta ja siitä, onko kysymyksessä jatkuva vai
yksittäinen mittaus. Koska anturi sijaitsee mitattavassa
lämpötilassa, joutuu se toistuvien tai jatkuvien
lämpörasitusten alaiseksi ja siinä tapahtuu tiettyä kulumista
tai muuttumista. Kestävyyden kannalta on edullista, että
anturia pidetään mitattavassa tilassa vain niin kauan, kuin
mittaus vaatii.
Kuva 318. Termoelementtejä
Termoelementtiä voidaan käyttää sekä suojaamattomana että suojattuna. Suojaamattomalla
elementillä on etuna nopea lämpötilanmittaus, koska suojaputken hidastava vaikutus jää pois,
mutta toisaalta mittaustulos on epätarkka. Termoelementin kehittämä sähkömotorinen voima eli
jännite riippuu sen muodostavien metallien laadusta ja lämpötilasta. Metalleissa olevat
epäpuhtaudet vaikuttavat herkästi sähkömotoriseen voimaan. Elementtien suojaamiseksi
ulkopuolisten aineiden vaikutukselta sekä mekaanisilta rasituksilta laitetaan ne tavallisesti
suojaputkeen.
I.10.5 Optiset pyrometrit
Lämpötilan mittaukseen voidaan myös käyttää optista pyrometria, jolla mitataan kappaleesta sen
lähettämän säteilyn avulla lämpötila. Optisten pyrometrien etuina ovat ominaisuudet, jolloin
mittarin ei tarvitse koskettaa mitattavaa kohdetta. Toinen etu on, että mittaus voidaan kohdistaa
tiettyyn kohtaan kappaleessa. Optisen pyrometrien haittoihin kuuluvat vääristymät, jotka voivat
syntyä mitattavaa kappaletta kuumempien säteilylähteiden heijastuksista. Myös atmosfääri voi
aiheuttaa vääristymiä.
Optisen pyrometrien toimita perustuu mittavan kappaleen lähettämän säteilyn mittaukseen.
Jokainen kappale, jonka lämpötila on absoluuttisen nollapisteen yläpuolella, lähettää
sähkömagneettista säteilyä. Sen voimakkuus eli intensiteetti on suoraan verrannollinen säteilevän
aineen lämpötilaan
Säteily koostuu eri aallonpituusalueilla olevasta säteilystä. Varsinaiseen lämpötilanmittaukseen
käytetään vain joko näkyvän valon tai osaa infrapuna-alueen säteilystä. Riippuen siitä, mitä osaa
näistä alueista käytetään, määritetään pyrometrin nimi tarkemmin (esim. infrapunapyrometri).
Infrapunasäteily on näkyvän valon kaltaista, mutta pitemmän aallonpituuden takia sitä ei voi aistia
kuten valoa.
http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 44
Infrapunasäteilyyn perustuvia lämpömittareita voidaan käyttää hyvin laajalla lämpötila-alueella
alkaen -40 °C:sta yli 3000 °C:een ulottuviin lämpötiloihin. Tavallisesti optiset pyrometrit kuitenkin
suunnitellaan suppeammalle, rajatulle mittausalueelle, koska siten tarkkuus saadaan
paremmaksi. Mittaustarkkuus on tavallisesti 1,0–1,5 % mittauslukemasta. Periaatteessa yhteistä
kaikille pyrometrityypeille on mittausetäisyydestä riippumaton toiminta, kun vain etäisyyssuhde
säilytetään oikeana. Lämpötilalukema on tavallisesti digitaalinen. Eräissä mittarityypeissä on
muisti, joka pitää lukeman näkyvissä tietyn ajan. Lämpötilan nopeasti vaihtuessa laskee mittari
lämpötilojen keskiarvon. Se ilmoittaa haluttaessa esiintyneet maksimi- ja miniarvot tietyn
ajanjakson aikana.
Kuva 319. Optinen pyrometri
I.11 Lämpökäsittelystä
Lämpökäsittely on usein valukappaleen viimeinen valmistusvaihe valimossa, mutta ei missään
määrin vähäisin, sillä vasta lämpökäsittelyssä kappale saavuttaa ominaisuudet, joita siltä
vaaditaan.
Lämpökäsittely on siis viimeinen mahdollisuus ”sössiä” siihen asti moitteeton valukappale tai
tarvittaessa pelastaa se.

http://www.valuatlas.net - ValuAtlas & Tampereen ammattiopisto - Jälkikäsittelytekniikka
28.3.2010 - Pekka Niemi – Lämpökäsittely - 45
KERTAUSTEHTÄVIÄ I
1. Mitä tavoitellaan valukappaleen hehkutusmenetelmillä?
2. Miten karkaisu ja päästö liittyvät lämpökäsittelymenetelminä toisiinsa?
3. Miksi valukappaleelle tehdään myöstölämpökäsittely?
4. Mainitse valuraudalle käytettyjä lämpökäsittelyjä.
5. Mille valumateriaalille tehdään liekkikarkaisu?
6. Mihin tarkoitukseen lämpökäsittelyssä tarvitaan sammutusväliaineita?
7. Minkätyyppisiä lämpökäsittelyuuneja käytetään?
8. Millaisilla laitteilla mitataan lämpökäsittelyssä lämpötilaa?