shipyard one 사용자 교육
TRANSCRIPT
㈜지노스 PLM 연구소
권기욱 연구원

‒ 프로그램 소개
‒ 프로그램 기능
1. Shipyard One™ 소개
‒ 공정 레이어 추가하기
‒ 로직 모듈 가져오기
3. 심화 사용법
‒ 모델 수정에 따른 결과 확인4. 최종 실습
2. 기본 사용법‒ 화면 설명
‒ 저장소 설정
‒ 프로그램 설정
‒ 조선소 모델 설정
‒ 공장 모델링
‒ 제품 모델링
‒ 공정 모델링
‒ M/M/1 모델 실습
‒ 시뮬레이션 및 결과 확인
‒ 공간 요소 추가
‒ M/M/3 모델 실습

3 | 59

4 | 59
Shipyard One™ 소개 – 프로그램 소개
조선소생산 일정 정보
이산사건시뮬레이션
생산 공정시뮬레이션

5 | 59
Shipyard One™ 소개 – 프로그램 기능
UI 캡처화면 UI 캡처화면
│ 저장소파일생성및관리
│ 시뮬레이션시간단위설정
│ 가져오기설정
│ 언어설정
저장소 설정 프로그램 설정
UI 캡처화면 UI 캡처화면
│ 외부조선소데이터가져오기
│ 외부모듈에서작성한로직적용
│ 조선소데이터변환
조선소 데이터 가져오기 데이터 변환
설정
가져오기

6 | 59
Shipyard One™ 소개 – 프로그램 기능
│ 공장구조추가, 수정, 삭제
│ 공장 GIS 정보입력
│ 설비추가, 수정, 삭제
공장 관리 설비 관리
│ 제품, 분류, 인자, 속성요소관리
│ 제품구조설정
│ 공간요소반영
제품, 속성 관리 분류, 인자 관리
공장 모델링
속성 설정
UI 캡처화면 UI 캡처화면
UI 캡처화면 UI 캡처화면

7 | 59
Shipyard One™ 소개 – 프로그램 기능
│ 공장별공정추가, 수정, 삭제
│ 공정별제약조건설정
│ 공정, 설비의우선순위설정
│ 공정레이아웃기능
공정 관리 세부 공정 관리
│ 이산사건시뮬레이션바탕
생산공정시뮬레이션진행
│ 일정, 설비현황실시간확인
│ 공정분배상황실시간확인
│ 공간요소현황실시간확인
시뮬레이션 결과 분석
공정 모델링
시뮬레이션
UI 캡처화면 UI 캡처화면
UI 캡처화면 UI 캡처화면

8 | 59

9 | 59
기본 사용법 – 화면 설명
1
3
2
4
파일 메뉴
저장
도움말 보기
프로그램 정보 확인
로그아웃
1
기능 화면
작업할 기능을 화면에 출력
관련 동작 실행
3 오류 표시 아이콘
오류 발생 여부 표시
오류 없음 :
오류 발생 :
아이콘 클릭 ▶ 오류 목록 창
4
기능 별 리본 탭, 버튼 구성
관련 동작 실행
2 리본 메뉴1
3
2
4

10 | 59
기본 사용법 – 저장소 설정
없음 버튼을 클릭하여 저장파일 생성
새로운 파일 생성 기존 파일 선택

11 | 59
기본 사용법 – 프로그램 설정
프로그램 기본 정보 설정
시뮬레이션 설정
가져오기 설정
언어 설정

12 | 59
기본 사용법 – 조선소 모델 설정
조선소 선택
선택 버튼 클릭 필수 입력 항목 : 이름, Id화면 하단
조선소 이름 표시
Tutorial_Basic

13 | 59
기본 사용법 – 조선소 모델 설정
가져오기 / 내보내기
가져오기 / 내보내기
조선소 정보 불러오기
SOML 파일 형식으로 저장

14 | 59
기본 사용법 – 공장 모델링
항목 관리 방법
동일 계층 항목 추가(빈 화면 우클릭)
선택 항목 관리및 하위 항목 추가
하위 항목 관리(항목 선택 후 우클릭)
Machine1

15 | 59
기본 사용법 – 공장 모델링
항목 생성 방법
항목 추가필수 입력 항목 : 이름, 종류, Id
종류(분류) 생성새로 만들기 → Plant1 생성
종류(분류) 선택항목 생성 완료
공장, 제품 모두 같은 방식으로 관리

16 | 59
기본 사용법 – 제품 모델링
제품 추가
제품 추가 제품 정보 입력 제품 종류 선택 제품 추가 완료

17 | 59
기본 사용법 – 공정 모델링
공정 추가
後공정 추가先 공정실행 생성

18 | 59
기본 사용법 – 공정 모델링
공정 속성 화면
공정 종류 선택 속성 관리필요 설비 종류필요 제품 종류 기타 속성 관리

19 | 59
기본 사용법 – 공정 모델링
공정 속성 – 필요 제품/설비 설정
필요 설비 종류 선택
Machine1

20 | 59
기본 사용법 – 공정 모델링
공정 속성 – 필요 제품/설비 설정
필요 제품 종류
필요 설비 종류
필요 제품 갯수(∞ ∼ 50)
필요 설비 갯수(∞ ∼ 50)

21 | 59
기본 사용법 – 공정 모델링
공정 고급 설정
세부 로직 설정 여부 로직 선택

22 | 59
기본 사용법 – 공정 모델링
로직 직접 작성 - 기본 내용 , 라이브러리 제공 내용
로직 직접 작성
로직 입력 창
사용자설명서에직접입력로직 Library 제공

23 | 59
공정 연결
Server1 (Server)
Block
Machine1
Server2 (Server)
Block
Machine2
Source1 (Source) Sink1 (Sink)
Block
Sink1
기본 사용법 – 공정 모델링
공정 명칭
공정 종류 명칭

24 | 59
Queue Model
기본 사용법 – M/M/1 모델 실습
Source SinkServer

25 | 59
기본 사용법 – M/M/1 모델 실습
모델 상세 내용
Server1 (Server)
Block
Machine
Source1 (Source) Sink1 (Sink)
Block

26 | 59
기본 사용법 – M/M/1 모델 실습
모델 상세 내용
구분 공장종류 공장이름
1 공장 Plant1 Plant1_1
구분 설비종류 설비이름
1 설비 Machine Machine1
구분 제품종류 제품이름
1 제품 Block 생성안함
구분 공정종류 공정이름
1 공정 Source Source1
2 공정 Server Server1
3 공정 Sink Sink1
공정실행 공정이름 설명
1 Plant1_1 Source1 Block제품 1개를생성하고소요시간은평균이 10인푸아송분포를따른다.
2 Plant1_1 Server1 Block제품 1개와 Machine 설비를 1개사용하며소요시간은평균이 5인푸아송분포를따른다.
3 Plant1_1 Sink1 Block제품 1개를사용하며소요시간은평균(μ) 10, 표준편차(σ) 3인정규분포를따른다.
27 | 59
기본 사용법 – 시뮬레이션 및 결과 확인
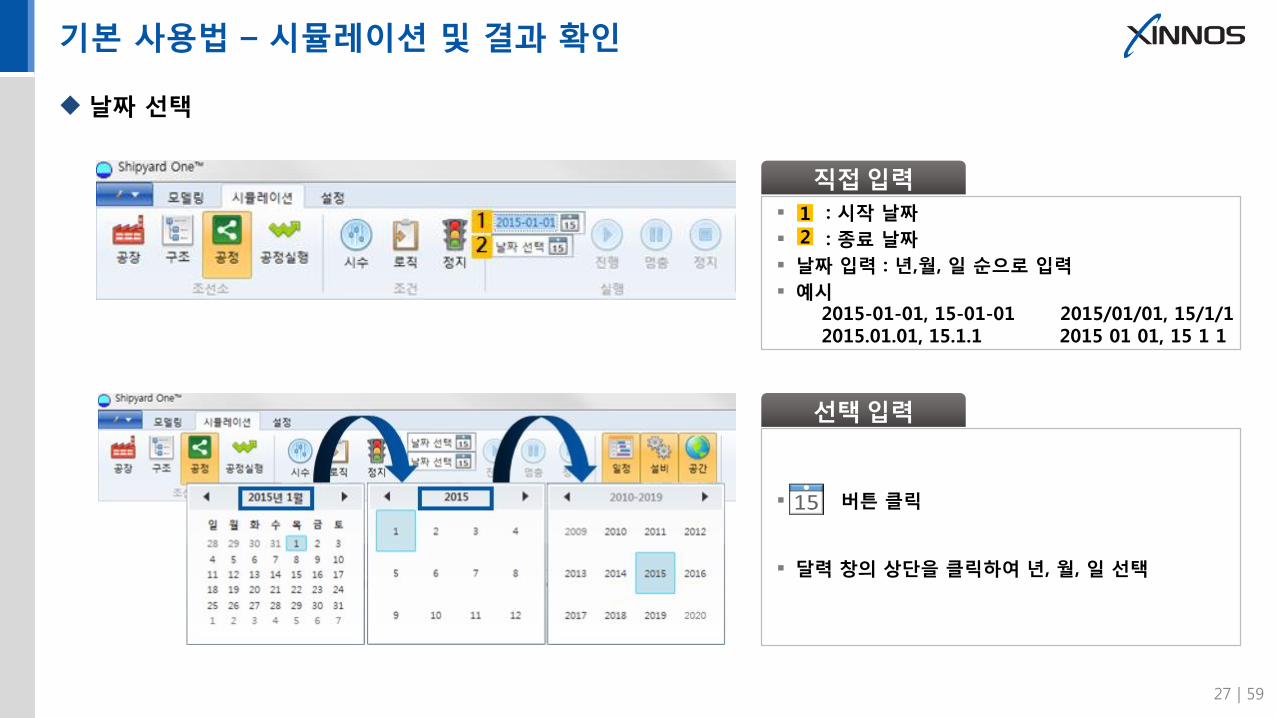
날짜 선택
1
2
1 : 시작 날짜
2 : 종료 날짜
날짜 입력 : 년,월, 일 순으로 입력
예시2015-01-01, 15-01-01 2015/01/01, 15/1/12015.01.01, 15.1.1 2015 01 01, 15 1 1
직접 입력
1
2
선택 입력
버튼 클릭
달력 창의 상단을 클릭하여 년, 월, 일 선택

28 | 59
기본 사용법 – 시뮬레이션 및 결과 확인
시뮬레이션 실행

29 | 59
기본 사용법 – 시뮬레이션 및 결과 확인
결과 확인

30 | 59
기본 사용법 – 공간 요소 추가
공간 요소 추가 - 개별 속성
인자 값 선택속성 창 - 속성 추가 인자 값 생성 공간 요소 설정

31 | 59
기본 사용법 – 공간 요소 추가
공간 요소 추가 - 종류별 속성
인자 값 선택구분 창 - 인자 추가 인자 값 생성 공간 요소 설정

32 | 59
공간 요소 설정
기본 사용법 – 공간 요소 추가
공간 요소 추가 - 종류별 속성
개별 속성 – 자동 입력 사양값 설정

33 | 59
기본 사용법 – M/M/3 모델 실습
Queue Model
Source Sink
Server

34 | 59
기본 사용법 – M/M/3 모델 실습
모델 상세 내용
Server1 (Server)
Block
Machine
Source1 (Source) Sink1 (Sink)
Block

35 | 59
기본 사용법 – M/M/3 모델 실습
모델 상세 내용
구분 공장종류 공장이름
1 공장 Plant1 Plant1_1
구분 제품종류 설비이름
1 설비 Machine Machine1
2 설비 Machine Machine2
3 설비 Machine Machine3
구분 제품종류 공정이름
1 제품 Block BlockA
2 제품 Block BlockB
3 제품 Block BlockC
4 제품 Block BlockD
구분 공정종류 공정이름
1 공정 Source Source1
2 공정 Server Server1
3 공정 Sink Sink1

36 | 59
기본 사용법 – M/M/3 모델 실습
모델 상세 내용
공정실행 공정이름 설명
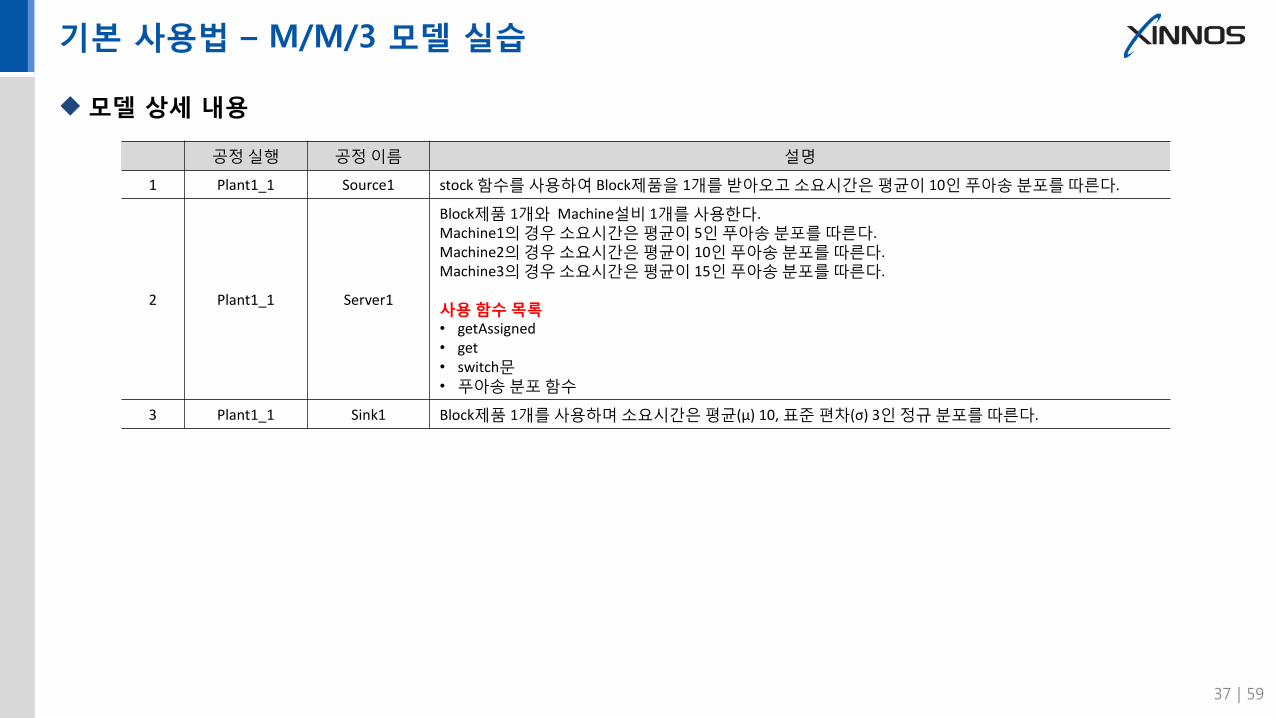
1 Plant1_1 Source1 stock 함수를사용하여 Block제품을 1개를받아오고소요시간은평균이 10인푸아송분포를따른다.
2 Plant1_1 Server1
Block제품 1개와 Machine설비 1개를사용한다.Machine1의경우소요시간은평균이 5인푸아송분포를따른다.Machine2의경우소요시간은평균이 10인푸아송분포를따른다.Machine3의경우소요시간은평균이 15인푸아송분포를따른다.
3 Plant1_1 Sink1 Block제품 1개를사용하며소요시간은평균(μ) 10, 표준편차(σ) 3인정규분포를따른다.
37 | 59
기본 사용법 – M/M/3 모델 실습
모델 상세 내용
공정실행 공정이름 설명
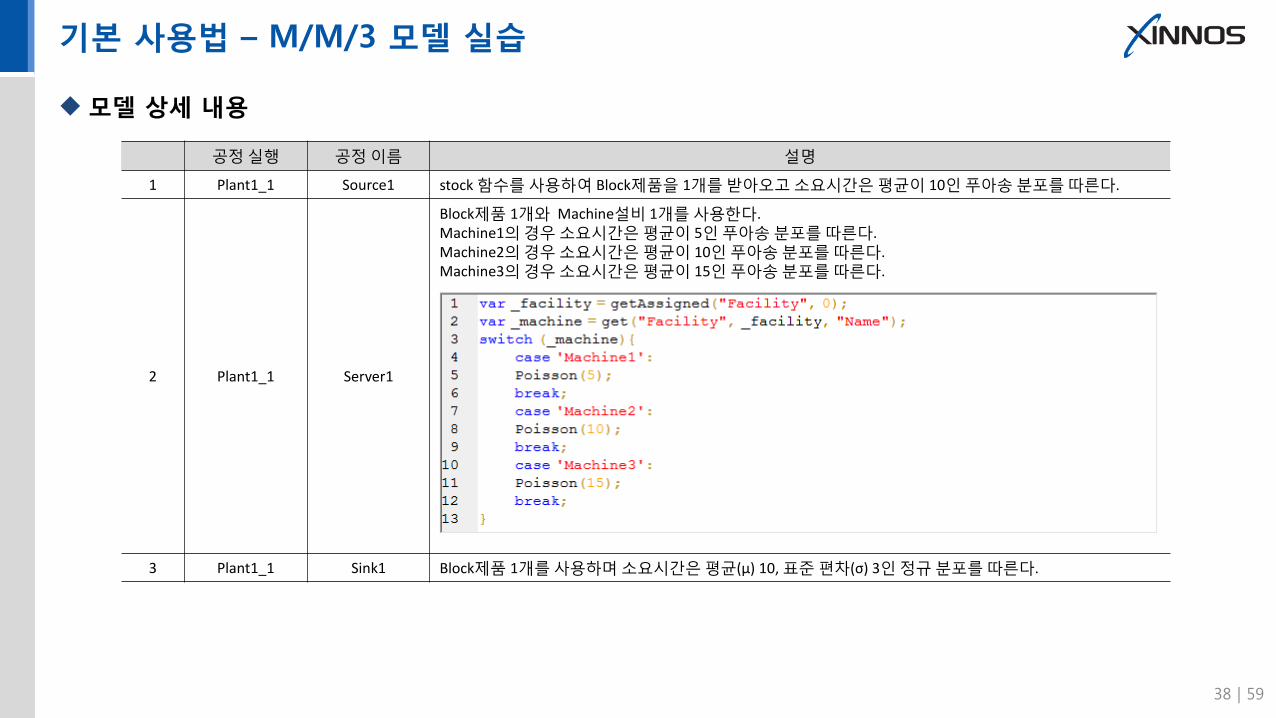
1 Plant1_1 Source1 stock 함수를사용하여 Block제품을 1개를받아오고소요시간은평균이 10인푸아송분포를따른다.
2 Plant1_1 Server1
Block제품 1개와 Machine설비 1개를사용한다.Machine1의경우소요시간은평균이 5인푸아송분포를따른다.Machine2의경우소요시간은평균이 10인푸아송분포를따른다.Machine3의경우소요시간은평균이 15인푸아송분포를따른다.
사용 함수 목록• getAssigned• get• switch문• 푸아송분포함수
3 Plant1_1 Sink1 Block제품 1개를사용하며소요시간은평균(μ) 10, 표준편차(σ) 3인정규분포를따른다.
38 | 59
기본 사용법 – M/M/3 모델 실습
모델 상세 내용
공정실행 공정이름 설명
1 Plant1_1 Source1 stock 함수를사용하여 Block제품을 1개를받아오고소요시간은평균이 10인푸아송분포를따른다.
2 Plant1_1 Server1
Block제품 1개와 Machine설비 1개를사용한다.Machine1의경우소요시간은평균이 5인푸아송분포를따른다.Machine2의경우소요시간은평균이 10인푸아송분포를따른다.Machine3의경우소요시간은평균이 15인푸아송분포를따른다.
3 Plant1_1 Sink1 Block제품 1개를사용하며소요시간은평균(μ) 10, 표준편차(σ) 3인정규분포를따른다.

39 | 59

40 | 59
심화 사용법 – 공정 레이어 추가하기
개요
Server1 (Server)
Part1
Machine1
Source1 (Source) Sink1 (Sink)
Part1
Sink1
Server1-2 (Server)
Part1
Machine1-2
Server1-1 (Server) Server1-3 (Server)
Part1
Machine1-3
Part1
Machine1-1
하위 공정

41 | 59
심화 사용법 – 공정 레이어 추가하기
하위공정이 존재하는 상위 공정의 Return 값이 0이거나존재하지않을때실행
1개의 공장을기반으로 여러 공정실행을추가할수있으나
하나의 공정실행 이외에는 모두 하위 공정이어야합니다.
하위 공정 실행 조건

42 | 59
심화 사용법 – 공정 레이어 추가하기
하위 공정 추가
공정 실행 추가하위 공장 추가 하위 공정 모델링

43 | 59
심화 사용법 – 공정 레이어 추가하기
하위 공정 추가
상위 공정 속성상위 공정 실행 선택 하위 공정 선택
공정 속성 창

44 | 59
심화 사용법 – 공정 레이어 추가하기
하위 공정 적용된 상위 공정 표시

45 | 59
심화 사용법 – 공정 레이어 추가하기
하위 공정 화면
상위 공정으로이동

46 | 59
개요
심화 사용법 – 로직 모듈 가져오기
Row Data가져오기
조선소 모델링반영
생산 공정시뮬레이션

47 | 59
로직 모듈 적용하기
심화 사용법 – 로직 모듈 가져오기
로직모듈파일 설치 폴더에 붙여넣기 프로그램 재실행

48 | 59
가져오기 기능 활성화
심화 사용법 – 로직 모듈 가져오기
가져오기 기능 활성화 설정

49 | 59
적용된 로직 모듈 확인
심화 사용법 – 로직 모듈 가져오기
로직 창에 추가한 로직 모듈이 나타남

50 | 59
Row Data 선택
심화 사용법 – 로직 모듈 가져오기
Row Data 예제 선택
Row Data

51 | 59
Row Data 가져오기
심화 사용법 – 로직 모듈 가져오기
Row Data 내용 가져오기

52 | 59
로직 추가
심화 사용법 – 로직 모듈 가져오기
데이터 변환을 위한 로직 추가

53 | 59
로직 모듈의 데이터 연결
심화 사용법 – 로직 모듈 가져오기
데이터 변환에 필요한 로직 연결

54 | 59
데이터 변환하기
심화 사용법 – 로직 모듈 가져오기
데이터 변환

55 | 59
변환된 데이터 모델링에 반영
심화 사용법 – 로직 모듈 가져오기
변환된 데이터에 모델링 반영 완료

56 | 59

57 | 59
최종 실습 - 모델 수정에 따른 결과 확인
실습 절차
① 저장소 파일 생성
② 최종 실습.soml 가져오기 (http://s1.xinnos.com 에서 다운로드)
③ 모델 수정 (다음 페이지 참고)

58 | 59
최종 실습 - 모델 수정에 따른 결과 확인
모델 상세 내용
공정실행 공정이름 설명
1 Outfitting InitialDummy E_1제품 1개를제품목록에서받아오고소요시간은 0으로한다. (공정을 1회만실행하기위해소요시간 0 입력)
2 Outfitting E_1 E_1제품 1개사용하며, E_2, E_3제품 1개씩을제품목록에서받아오고소요시간은 17로한다.
3 Outfitting E_2 E_2제품 1개와 Crane설비 1개를사용하며설비 1S[E2-E3]제품 1개를제품목록에서받아오고소요시간은 15로한다.
4 Outfitting E_3 E_3제품 1개와 Crane설비 1개를사용하며 S[E2-E3]제품 1개를제품목록에서받아오고소요시간은 24로한다.
5 Outfitting S[E2-E3] S[E2-E3]제품 2개를사용하며하위공정으로 SpoolSubProcess를갖는다.
6 Outfitting Finish Finish제품 1개를사용하여제품을출고한다. 소요시간은평균 22, 표준편차 3인정규분포를따른다.
7 SpoolSubProcess InitialDummy Request제품 1개를제품목록에서받아오고소요시간은 0으로한다.(공정을 1회만실행하기위해소요시간 0 입력)
8 SpoolSubProcess Request Request제품 1개사용하며 Delivery제품 1개를제품목록에서받아오고평균이 19인푸아송분포를따르는시간이소요된다.
9 SpoolSubProcess Delivery Delivery제품 1개사용하며 OnDeck제품 1개를제품목록에서받아오고평균이 21인푸아송분포를따르는시간이소요된다.
10 SpoolSubProcess OnDeck OnDeck제품 1개사용하며 Installation제품 1개를제품목록에서받아오고평균이 23인푸아송분포를따르는시간이소요된다.
11 SpoolSubProcess InstallationInstallation제품 1개와 Machine설비를 1개를사용하며Check제품 1개를제품목록에서받아오고평균이 15인푸아송분포를따르는시간이소요된다.
12 SpoolSubProcess Check Check제품 1개사용하며평균이 24인푸아송분포를따르는시간이소요된다.
설비종류 설비이름 수량 인자 값 단위
1 Crane Crane01, Crane02 1 중량 200 t
2 Machine Machine 1 작업속도 10 m/s
3 Quay Quay01 1 면적 10000 m²
