toc quality management
TRANSCRIPT


- 1 -
목차
발표내용 요약
1. 개선의 우선순위 결정(Improvement Priority)
2. 흐름 개선(QM by Improving Flow)
3. 정성적 품질요인의 개선(Improving Qualitative Factors)
4. 결론
발표자 소개

- 2 -
발표내용 요약
품질 데이타를 측정/분석하고 조직적으로 활동하는 품질향상의노력들이 기 만큼 효과를 내지 못하는 상황이 있다. 노력에비하여 개선의 효과가 만족스럽지 못할 때 TOC 방법론을품질경영에 도입할 수 있다. 이 발표는 사고프로세스(Thinking Process), 프로젝트관리(CCPM), 쓰루풋회계(Throughput Accounting) 등의 TOC 방법론들이 품질경영에 활용될 수있음을 설명하고 실제 적용사례를 소개한다.

- 3 -
Total Quality Control
l 1970년
l QC분임조 활동
l 현장 개선
l Bottom Up

- 4 -
Total Quality Management
l 정책수립에 의한 품질개선
l 전체 부서의 참여
l Top Down

- 5 -
6 Sigma
l DMAIC, ‘측정하지 않으면 개선할 수 없다.’
l 프로세스에 의한 과제 추진
l 전문가 양성제도 병행

- 6 -
If…, Then…?
• 품질교육/기술훈련• 작업환경 개선• 설비개선• 검사방법 개선• 품질경영목표를 사업목표
에 일치시킴
• 불량률(부적합)이 지속적으로 감소한다.• 핵심관리항목들이 지속적으로 바뀐다.• 품질개선이 순이익 증가에기여한다.
Assumption)개별적 개선활동들은 모두 조직의성과향상에 기여한다.
Assumption)개별적 개선활동들은 모두 조직의성과향상에 기여한다.
TQC, TQM, 6 Sigma

- 7 -
How can TOC make the Breakthrough?
l 개선의 우선순위 결정(Improvement Priority)
l 신속한 흐름에 의한 품질개선(QM by Improving Flow)
l 정성적 품질요인의 개선(Improving Qualitative Factors)

- 8 -
TOC Based QM System
l Goalü 고객요구 신속 응
ü 생산성 향상 : 품질개선이 수익성향상으로 연결된다.
ü 제품개발 협력 : 제품설계에 생산부문의 의견이 피드백된다.
ü 품질문제의 재발 방지: 품질/생산성이 지속적으로 향상된다.
l Subsystemsu 개선의 우선순위 결정(Improving Priority)
u 흐름 개선(Improving Flow)
u 정성적 품질요인의 개선(Improving Qualitative Factors)

Subsystem 1:
개선의 우선순위 결정(Improvement Priority)

- 10 -
예제1: 효율 개선
설비 A 설비 B 설비 C재료 제품
설비능력재의 효율재의 가공능력
(설비능력 X 효율)
100개/시간75%75개/시간
80개/시간80%64개/시간
120개/시간70%84개/시간
설비 A 설비 B 설비 C 생산량
개선1 80% 80% 70%
80 64 84 64
개선2 75% 85% 70%
75 68 84 68
개선3 75% 80% 75%
75 64 90 64

- 11 -
예제2: 불량률 낮추기
l 제품은 한 종류이고, 생산된 것은 모두 판매된다.
l 생산시간=160시간/월
l 최 생산능력은 병목공 (공 2)기 으로 15*160=2400개
l 이 한 설비의 불량률을 재의 5%에서 2%로 낮출 수 있다면,어느 설비를 먼 실행하는 것이 가장 효과 인가?
공 1 공 2 공 3재료 제품
가공능력불량률
20개/시간5%
15개/시간5%
25개/시간5%

- 12 -
예제2: 불량률 낮추기
투입량 공정1 공정2 공정3(생산량) 폐기량
현재 2,526 5% 2,400 5% 2,280 5% 2,166 360
개선1 2,449 2% 2,400 5% 2,280 5% 2,166 283
개선2 2,526 5% 2,400 2% 2,352 5% 2,234 292
개선3 2,526 5% 2,400 5% 2,280 2% 2,234 292
l 제약공 및 그 뒤의 공 의 불량률을 개선하는 것이 제약공 앞공 들의 불량률을 개선하는 것보다 이익공헌도가 크다.

Subsystem 2:
흐름 개선(QM by Improving Flow)

- 14 -
생산흐름이 빨라지면, 품질이 향상된다
생산흐름이 빠르다.
재고가 줄어든다.공정 기시간이줄어든다.
놀다가 갑자기 바빠지는 일이 없어진다.
작업자 과부하가줄어든다.
작업자 실수가 줄어든다.
품질이 향상된다.
공간 여유가 생긴다.
물건의 재배치/이동이줄어든다. 작업자 잔업이
줄어든다.
- 15 -
(사례) Daiwa House, Japan
2014 일본TOC심포지움 발표자료

Subsystem 3:
정성적 품질요인의 개선(Improving Qualitative Factors)

- 17 -
정성적 품질요인(Qualitative Factors)
l 이해 불충분(혼선)
l 논리적 오류
l 소통/협력 부족, 부서이기주의(Silo)
l 견해차이 해소지연
l 추진미흡, 진행지연, 실수 누락

- 18 -
(Case)TOC Based QM System - approaches
l 정성적품질경영(Qualitative QM)ü 논리적 사고의 활용(Logical Thinking)
ü 품질요인의 분류
ü 인과관계 확인
ü 과제 도출
l 프로젝트관리 방법 활용(Project Management)ü TOC방식의 PERT Network 작성
l 신호등시스템 구축(Signal Lights System)

- 19 -
바람직하지 못한 모습들(UnDesirable Effects)
UDE1. 생산준비, 내부품질, 외부 품질, TS & TN 등 급한 일에쫓긴다.
UDE2. 생산기술 담당자가 전문성을 발휘하지 못한다(Catalogue Engineer 또는 수배담당자 역할).
UDE3. 생산사업부와 연구소간의 업무분장이 불명확하다.
UDE4. 문제해결의 최적시기를 놓치는 경우가 빈번이 발생한다.
UDE5. 근본적인 개선보다 건별 응에 급급하다.

- 20 -
바람직하지 못한 모습들(UnDesirable Effects)
UDE5. 근본적인 개선보다건별 응에 급급하다.
UDE4. 문제해결의 최적시기를 놓치는 경우가 빈번이 발생한다.
UDE1. 생산준비, 내부품질, 외부 품질, TS & TN 등 급한일에 쫓긴다.
UDE3. 생산사업부와 연구소간의 업무분장이 불명확하다.
UDE2. 생산기술 담당자가 전문성을 발휘하지 못한다(Catalogue Engineer 또는 수배담당자 역할).
- 21 -
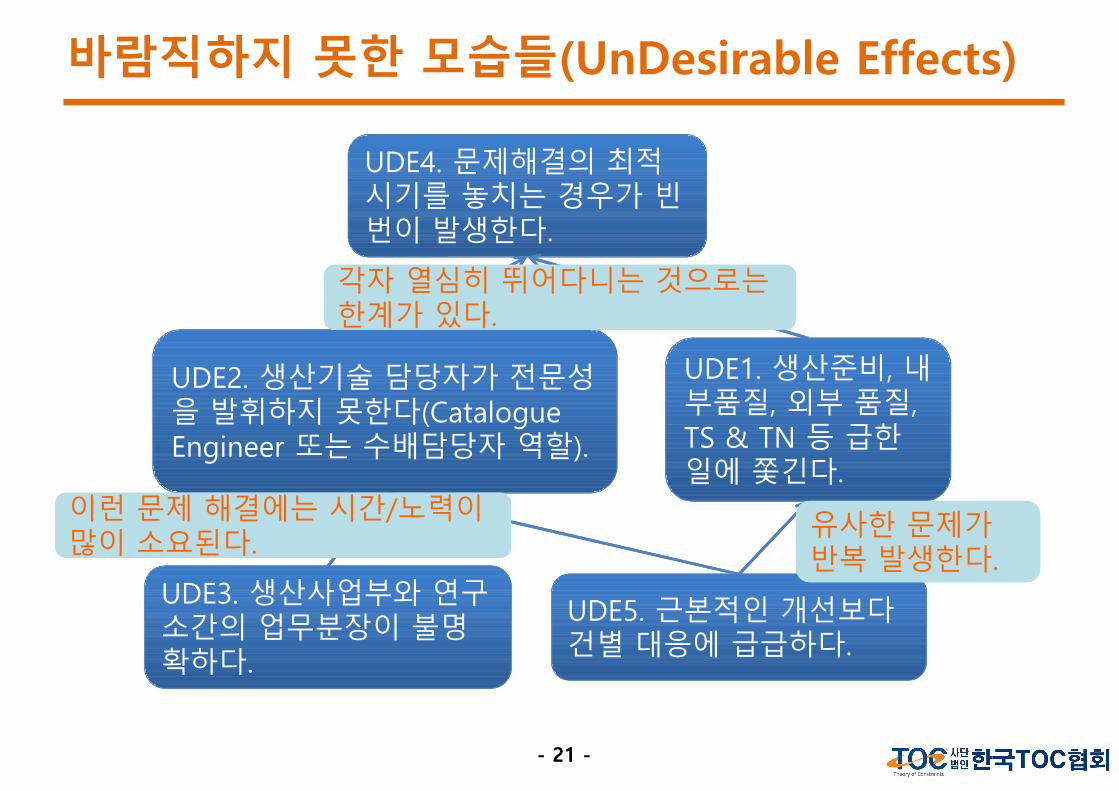
바람직하지 못한 모습들(UnDesirable Effects)
UDE5. 근본적인 개선보다건별 응에 급급하다.
UDE4. 문제해결의 최적시기를 놓치는 경우가 빈번이 발생한다.
UDE1. 생산준비, 내부품질, 외부 품질, TS & TN 등 급한일에 쫓긴다.
UDE3. 생산사업부와 연구소간의 업무분장이 불명확하다.
UDE2. 생산기술 담당자가 전문성을 발휘하지 못한다(Catalogue Engineer 또는 수배담당자 역할).
유사한 문제가반복 발생한다.유사한 문제가반복 발생한다.
이런 문제 해결에는 시간/노력이많이 소요된다.이런 문제 해결에는 시간/노력이많이 소요된다.
각자 열심히 뛰어다니는 것으로는한계가 있다.각자 열심히 뛰어다니는 것으로는한계가 있다.
- 22 -
신호등시스템(Signal Lights System)
l 모든 업무를 3가지로 구분함.ü 일상적(Day-to-day)
ü 이벤트(Event)
ü 프로젝트(Project)
l 이벤트와 프로젝트를 등록하여 진행상태를 모니터링ü 이벤트는 신호등 운영
ü 프로젝트는 Visual Board와 신호등 운영
l 신호등에 의해 실행 우선순위 부여

- 23 -
이벤트 신호등

- 24 -
프로젝트 신호등

- 25 -
Effects of SLS
UDE5. 근본적인 개선보다건별 응에 급급하다.
UDE4. 문제해결의 최적시기를 놓치는 경우가 빈번이 발생한다.
UDE1. 생산준비, 내부품질, 외부 품질, TS & TN 등 급한일에 쫓긴다.
UDE3. 생산사업부와 연구소간의 업무분장이 불명확하다.
UDE2. 생산기술 담당자가 전문성을 발휘하지 못한다(Catalogue Engineer 또는 수배담당자 역할).
유사한 문제가반복 발생한다.유사한 문제가반복 발생한다.
이런 문제 해결에는 시간/노력이많이 소요된다.이런 문제 해결에는 시간/노력이많이 소요된다.
각자 열심히 뛰어다니는 것으로는한계가 있다.각자 열심히 뛰어다니는 것으로는한계가 있다.
신호등시스템(Signal Lights System)

- 26 -
Why Qualitative QM?
l 중.장기 개선활동 발굴 및 선정
l 타부서(개발/서비스/영업)와 업무협조
l 근본적 품질문제의 해결
l 이해 불충분(혼선)
l 논리적 오류
l 소통/협력 부족, 부서이기주의(Silo)
l 견해차이 해소지연
l 추진미흡, 진행지연, 실수 누락
정성적 품질요인

- 27 -
4 Phases of QQM
Phase 1: 고객서비스 데이타 분석
Phase 2: 정성적 품질요인 인과관계 확인
Phase 3: 개선과제(프로젝트/이벤트) 발굴
Phase 4: 개선과제 등록 -> 개선활동 실행(신호등시스템)
- 28 -
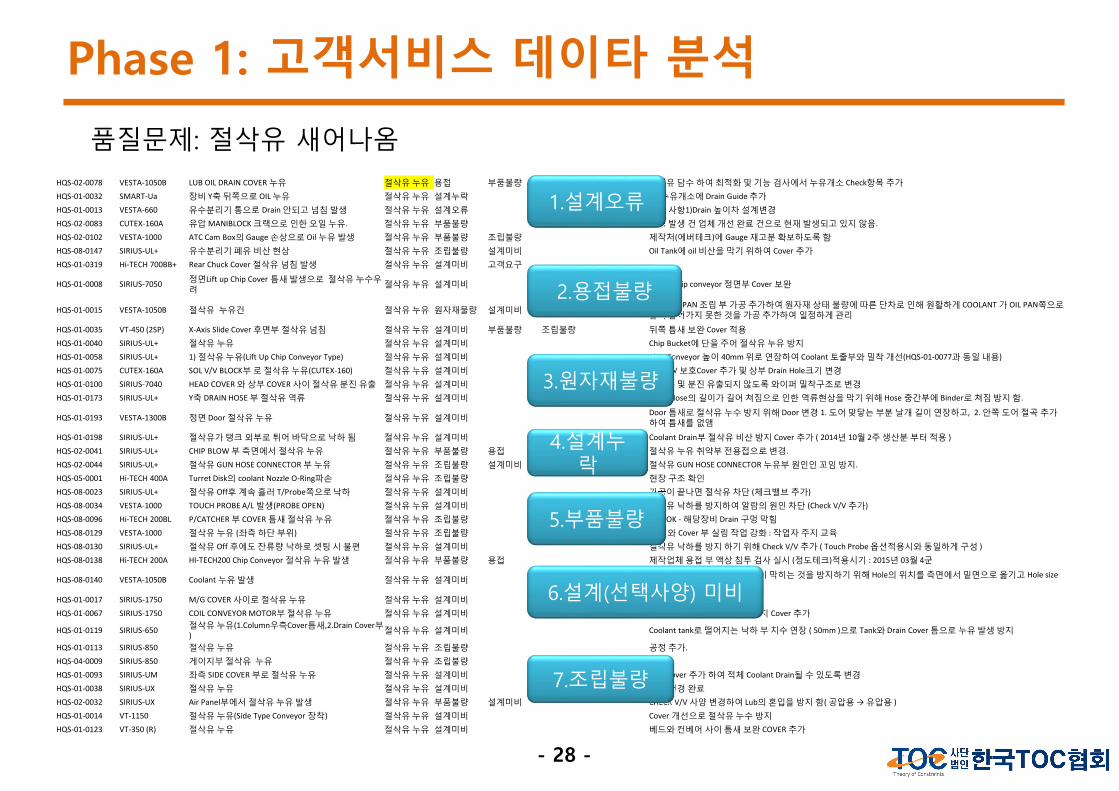
Phase 1: 고객서비스 데이타 분석
HQS-02-0078 VESTA-1050B LUB OIL DRAIN COVER 누유 절삭유 누유 용접 부품불량 절삭유 담수 하여 최적화 및 기능 검사에서 누유개소 Check항목 추가
HQS-01-0032 SMART-Ua 장비 Y축 뒤쪽으로 OIL 누유 절삭유 누유 설계누락 Oil 누유개소에 Drain Guide 추가
HQS-01-0013 VESTA-660 유수분리기 통으로 Drain 안되고 넘침 발생 절삭유 누유 설계오류 개선 사항1)Drain 높이차 설계변경
HQS-02-0083 CUTEX-160A 유압 MANIBLOCK 크랙으로 인한 오일 누유. 절삭유 누유 부품불량 해당 발생 건 업체 개선 완료 건으로 현재 발생되고 있지 않음.
HQS-02-0102 VESTA-1000 ATC Cam Box의 Gauge 손상으로 Oil 누유 발생 절삭유 누유 부품불량 조립불량 제작처(에버테크)에 Gauge 재고분 확보하도록 함
HQS-08-0147 SIRIUS-UL+ 유수분리기 폐유 비산 현상 절삭유 누유 조립불량 설계미비 Oil Tank에 oil 비산을 막기 위하여 Cover 추가
HQS-01-0319 Hi-TECH 700BB+ Rear Chuck Cover 절삭유 넘침 발생 절삭유 누유 설계미비 고객요구
HQS-01-0008 SIRIUS-7050정면Lift up Chip Cover 틈새 발생으로 절삭유 누수우려
절삭유 누유 설계미비 Lift up chip conveyor 정면부 Cover 보완
HQS-01-0015 VESTA-1050B 절삭유 누유건 절삭유 누유 원자재물량 설계미비BASE OIL PAN 조립 부 가공 추가하여 원자재 상태 불량에 따른 단차로 인해 원활하게 COOLANT 가 OIL PAN쪽으로흘러 들어가지 못한 것을 가공 추가하여 일정하게 관리
HQS-01-0035 VT-450 (2SP) X-Axis Slide Cover 후면부 절삭유 넘침 절삭유 누유 설계미비 부품불량 조립불량 뒤쪽 틈새 보완 Cover 적용
HQS-01-0040 SIRIUS-UL+ 절삭유 누유 절삭유 누유 설계미비 Chip Bucket에 단을 주어 절삭유 누유 방지
HQS-01-0058 SIRIUS-UL+ 1) 절삭유 누유(Lift Up Chip Conveyor Type) 절삭유 누유 설계미비 Chip Conveyor 높이 40mm 위로 연장하여 Coolant 토출부와 밀착 개선(HQS-01-0077과 동일 내용)
HQS-01-0075 CUTEX-160A SOL V/V BLOCK부 로 절삭유 누유(CUTEX-160) 절삭유 누유 설계미비 SOL V/V 보호Cover 추가 및 상부 Drain Hole크기 변경
HQS-01-0100 SIRIUS-7040 HEAD COVER 와 상부 COVER 사이 절삭유 분진 유출 절삭유 누유 설계미비 절삭유 및 분진 유출되지 않도록 와이퍼 밀착구조로 변경
HQS-01-0173 SIRIUS-UL+ Y축 DRAIN HOSE 부 절삭유 역류 절삭유 누유 설계미비 Drain Hose의 길이가 길어 쳐짐으로 인한 역류현상을 막기 위해 Hose 중간부에 Binder로 쳐짐 방지 함.
HQS-01-0193 VESTA-1300B 정면 Door 절삭유 누유 절삭유 누유 설계미비Door 틈새로 절삭유 누수 방지 위해 Door 변경 1. 도어 맞닿는 부분 날개 길이 연장하고, 2. 안쪽 도어 절곡 추가하여 틈새를 없앰
HQS-01-0198 SIRIUS-UL+ 절삭유가 탱크 외부로 튀어 바닥으로 낙하 됨 절삭유 누유 설계미비 Coolant Drain부 절삭유 비산 방지 Cover 추가 ( 2014년 10월 2주 생산분 부터 적용 )
HQS-02-0041 SIRIUS-UL+ CHIP BLOW 부 측면에서 절삭유 누유 절삭유 누유 부품불량 용접 절삭유 누유 취약부 전용접으로 변경.
HQS-02-0044 SIRIUS-UL+ 절삭유 GUN HOSE CONNECTOR 부 누유 절삭유 누유 조립불량 설계미비 절삭유 GUN HOSE CONNECTOR 누유부 원인인 꼬임 방지.
HQS-05-0001 Hi-TECH 400A Turret Disk의 coolant Nozzle O-Ring파손 절삭유 누유 조립불량 현장 구조 확인
HQS-08-0023 SIRIUS-UL+ 절삭유 Off후 계속 흘러 T/Probe쪽으로낙하 절삭유 누유 설계미비 가공이 끝나면 절삭유 차단 (체크밸브 추가)
HQS-08-0034 VESTA-1000 TOUCH PROBE A/L 발생(PROBE OPEN) 절삭유 누유 설계미비 절삭유 낙하를 방지하여 알람의 원인 차단 (Check V/V 추가)
HQS-08-0096 Hi-TECH 200BL P/CATCHER 부 COVER 틈새 절삭유 누유 절삭유 누유 조립불량 현상OK - 해당장비 Drain 구멍 막힘
HQS-08-0129 VESTA-1000 절삭유 누유 (좌측 하단 부위) 절삭유 누유 조립불량 Base 와 Cover 부 실링 작업 강화 : 작업자 주지 교육
HQS-08-0130 SIRIUS-UL+ 절삭유 Off 후에도 잔류량 낙하로 셋팅 시 불편 절삭유 누유 설계미비 절삭유 낙하를 방지 하기 위해 Check V/V 추가 ( Touch Probe 옵션적용시와 동일하게 구성 )
HQS-08-0138 Hi-TECH 200A HI-TECH200 Chip Conveyor 절삭유 누유 발생 절삭유 누유 부품불량 용접 제작업체 용접 부 액상 침투 검사 실시 (정도테크)적용시기 : 2015년 03월 4군
HQS-08-0140 VESTA-1050B Coolant 누유 발생 절삭유 누유 설계미비이물질과 Chip등에 Drain hole이 막히는 것을 방지하기 위해 Hole의 위치를 측면에서 밑면으로 옮기고 Hole size
도 Φ20mm로 확장 함
HQS-01-0017 SIRIUS-1750 M/G COVER 사이로 절삭유 누유 절삭유 누유 설계미비 틈새 누수 방지 Cover적용
HQS-01-0067 SIRIUS-1750 COIL CONVEYOR MOTOR부 절삭유 누유 절삭유 누유 설계미비 Coil Conveyor Motor부 누유 방지 Cover 추가
HQS-01-0119 SIRIUS-650 절삭유 누유(1.Column우측Cover틈새,2.Drain Cover부)
절삭유 누유 설계미비 Coolant tank로 떨어지는 낙하 부 치수 연장 ( 50mm )으로 Tank와 Drain Cover 틈으로 누유 발생 방지
HQS-01-0113 SIRIUS-850 절삭유 누유 절삭유 누유 조립불량 공정 추가.
HQS-04-0009 SIRIUS-850 게이지부 절삭유 누유 절삭유 누유 조립불량
HQS-01-0093 SIRIUS-UM 좌측 SIDE COVER 부로 절삭유 누유 절삭유 누유 설계미비 보완Cover 추가 하여 적체 Coolant Drain될 수 있도록 변경
HQS-01-0038 SIRIUS-UX 절삭유 누유 절삭유 누유 설계미비 설계 변경 완료
HQS-02-0032 SIRIUS-UX Air Panel부에서 절삭유 누유 발생 절삭유 누유 부품불량 설계미비 CHECK V/V 사양 변경하여 Lub의 혼입을 방지 함( 공압용 → 유압용 )
HQS-01-0014 VT-1150 절삭유 누유(Side Type Conveyor 장착) 절삭유 누유 설계미비 Cover 개선으로 절삭유 누수 방지
HQS-01-0123 VT-350 (R) 절삭유 누유 절삭유 누유 설계미비 베드와 컨베어 사이 틈새 보완 COVER 추가
품질문제: 절삭유 새어나옴
5.부품불량
4.설계누락
6.설계(선택사양) 미비
1.설계오류
2.용접불량
3.원자재불량
7.조립불량
- 29 -
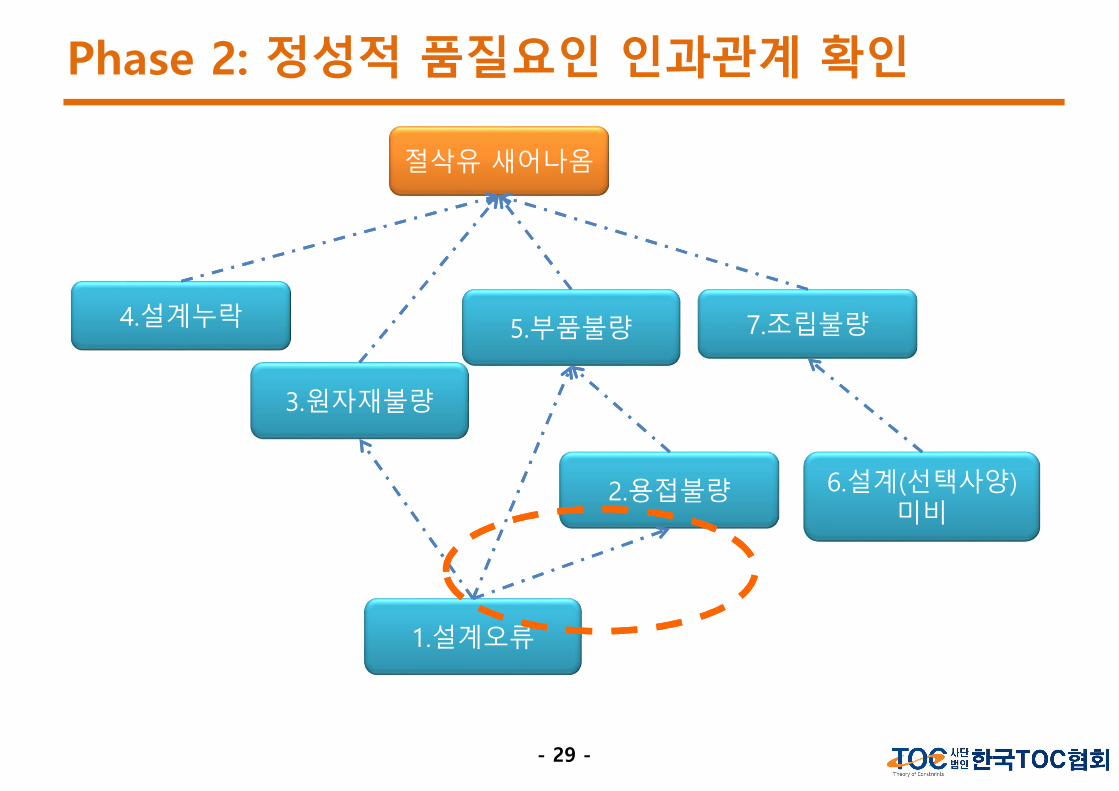
Phase 2: 정성적 품질요인 인과관계 확인
5.부품불량4.설계누락
6.설계(선택사양)미비
1.설계오류
2.용접불량
3.원자재불량
7.조립불량
절삭유 새어나옴

- 30 -
Improving Quality by Logical Thinking
• 작업방법이 구체 로
• 용 치를 혼동할
• 용 치가 작업이 어렵게
• 도면에 용 치가 지 지
• 밀용 과 일반용
• 개작업에 한 치수가
가정
• 용 작업 설계 준 로 실시 다.
• 작업자/설계자가 설계 류를 인식하지 못한다.
• 작업자가 설계 류를 할 능력/권한이 없다.
• 작업자가 설계 류를 설계부서에 피드백 시키지 않는다.
Traditional way설계오류 방지
TOC way작업자/설계자의 협력
결과
원인 1.설계오류
2.용접불량

- 31 -
Phase 3: 개선과제(프로젝트/이벤트) 발굴
가정(Assumpions) 개선 테마(Theme)
25. 용접부 검사가 안되어 있다. 검사방법
25. 검사방법이 명확치 않다. 검사방법
25. 용접불량이 부품채용 후 발견된다. 검사방법
78. 충분한 테스트시간이 확보되지 않았다. 검사방법
78. 테스트조건과 사용자조건이 상이하다. 검사방법
38. 원자재불량이 사후에 발견된다. 검사방법
58. 부품의 내구성을 검사할 방법이 없다. 검사방법
58. 부품이 다양한 고객사용조건을 반영하지 못한다. 검사방법
15. 작업자가 도면을 해석할 수 없다 도면해석
13. 목형작업자가 설계 도면을 해석/교정 할 능력이 없다 도면해석
12. 용접작업은 설계기준 로 실시된다. 설계기준
15. 부품은 설계 로 제작된다 설계기준
13. 원자재 목형이 설계도 치수 로 제작된다 설계기준
48. 부품은 설계 로 제작된다 설계기준
48. 작업자/설계자가 설계누락을 인식하지 못한다 설계누락인식
15. 작업자가 설계오류를 교정할 능력/권한이 없다 설계오류교정
15. 작업자/설계자가 설계오류를 인식하지 못한다 설계오류인식
13. 설계 오류를 인식하지 못한다 설계오류인식
12. 작업자가 불량을 방지하는 능력이 없다 작업자능력
15. 작업자는 불량을 방지할 능력이 없다 작업자능력
67. 작업자가 불량을 방지하는 능력이 없다 작업자능력
5.부품불량2.용접불량

- 32 -
Phase 3: 개선과제(프로젝트/이벤트) 발굴-process
5.부품불량4.설계누락
6.설계(선택사양)미비
1.설계오류
2.용접불량
3.원자재불량
7.조립불량
절삭유 새어나옴
검사방법
설계오류인식
작업표준화
피드백
설계오류교정
설계누락인식
도면해석
설계기준
작업자능력
작업자숙련도
작업자임의
피드백
설계오류인식
검사방법
검사방법
검사방법 검사방법
설계오류인식
작업표준화
피드백
피드백
피드백
피드백
- 33 -
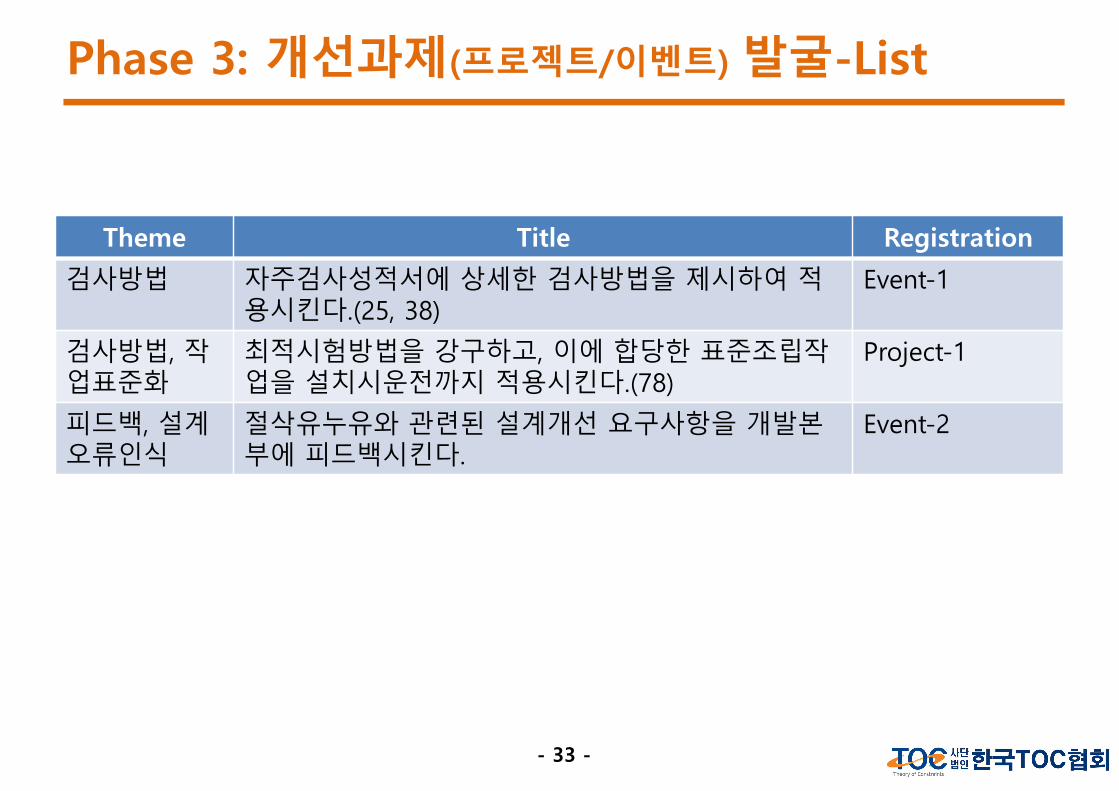
Phase 3: 개선과제(프로젝트/이벤트) 발굴-List
Theme Title Registration
검사방법 자주검사성적서에 상세한 검사방법을 제시하여 적용시킨다.(25, 38)
Event-1
검사방법, 작업표준화
최적시험방법을 강구하고, 이에 합당한 표준조립작업을 설치시운전까지 적용시킨다.(78)
Project-1
피드백, 설계오류인식
절삭유누유와 관련된 설계개선 요구사항을 개발본부에 피드백시킨다.
Event-2

- 34 -
Effects of QMM
UDE5. 근본적인 개선보다건별 응에 급급하다.
UDE4. 문제해결의 최적시기를 놓치는 경우가 빈번이 발생한다.
UDE1. 생산준비, 내부품질, 외부 품질, TS & TN 등 급한일에 쫓긴다.
UDE3. 생산사업부와 연구소간의 업무분장이 불명확하다.
UDE2. 생산기술 담당자가 전문성을 발휘하지 못한다(Catalogue Engineer 또는 수배담당자 역할).
유사한 문제가반복 발생한다.유사한 문제가반복 발생한다.
이런 문제 해결에는 시간/노력이많이 소요된다.이런 문제 해결에는 시간/노력이많이 소요된다.
각자 열심히 뛰어다니는 것으로는한계가 있다.각자 열심히 뛰어다니는 것으로는한계가 있다.
신호등시스템(Signal Lights System)
정성적 품질경영(Qualitative QM)

TOC-TP와 6시그마의 통합
2004.10.25
Integrating the TOC Thinking Process & Six Sigma
Chris Zephro, Seagate Technology
번역: 정남기(전남 )[email protected]
2004 TOCICO 컨퍼런스 발표자료
- 36 -
6시그마와 TP 결합의 성과
l 프 젝트 품 획 적 개선됨.u 프 젝트가 초점에 집 됨.
u 문제가 모호해짐.
u 해결책 경 가 명확하게 드러남.
u 제시되는 해결책에 한 저항 어듬.
l 프 젝트 료 80% 가함.
l 3개월 안에 료된 프 젝트 수가 70% 가함.
l Graduating Transactional Belt들 CRT, FRT, EC 6시그가 강 한 꼽 .
l CRT가 신규 프 젝트 발 에 첫번째 가 됨.
l CRT FRT가 Super Project 추 에 사 됨.u 한 DE 달성하는 산 역할
u 여러 프 젝트 사 상호 능적 계 보여주고 연결

- 37 -
Concluding Remarks
l TOC에 의해 품질개선의 답보상태를 벗어날 수 있다.ü Priority
ü FLOW
ü Addressing Qualitative Factors
l TOC는 TQC, TQM, 6 Sigma의 효과를 높일 수 있다.
l TOC기반 품질경영은 6 Sigma와 연동시키지 않아도사용가능하다.ü 신호등시스템
ü 논리적사고
ü 프로젝트관리

- 38 -
발표자 소개
정 남 기전남 학교 교수(사)한국TOC협회 부회장한국TOC경영아카데미(KTA) 원장Cyber SERI의 TOC Forum(http://www.seri.org/forum/toc) 시삽
AGI Jonah,
TOCICO Certified Practitioner:
Supply Chain Logistics 분야,
Project Management 분야,
Thinking Process 분야,
Finance & Measurements 분야.
기업체 강의/워크샵/지도 활동중
저서 : TOC 재고관리(시그마프레스, 2013)성과를 100% 끌어올리는 TOC(한언, 2005)TOC 골든룰(한언, 2002)TOC 제약경영( 청, 1999)
번역서: 신기술도입의 함정(엘리 골드랫, 이정숙 공역, 2003)사고력 혁명(콰춘앤, 5인 공역, 2006)