universidade de sÃo paulo escola de engenharia...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
EVANDRO LUIS DAS NEVES
Aplicação da metodologia DMAIC para redução de perdas no processo de
secagem de cereais matinais
Declaro que esta monografia foi revisada e encontra-se apta para avaliação e apresentação perante a banca avaliadora.
DATA:___/___/2014
_____________________________
ASSINATURA DO ORIENTADOR
Lorena, 2014

EVANDRO LUIS DAS NEVES
Aplicação da metodologia DMAIC para redução de perdas no processo de
secagem de cereais matinais
Monografia apresentada como
requisito parcial para a
conclusão de graduação de
Engenharia Química.
Orientador: Gerônimo Virgínio
Tagliaferro
Lorena, 2014

Autorizo a reprodução e divulgação total ou parcial deste trabalho, por
qualquer meio convencional ou eletrônico para fins de estudo e pesquisa, desde
que citada a fonte.
CATALOGAÇÃO NA PUBLICAÇÃO Serviço de Biblioteca Escola de Engenharia de Lorena

AGRADECIMENTOS
Primeiramente, agradeço a Deus, por ter me dado perseverança para
alcançar meus objetivos.
Aos meus pais, Tereza e Benedito, por sempre me oferecer caminhos de
busca do conhecimento.
Agradeço também minha noiva Francine Berti que está sempre ao meu
lado, apoiando para meu crescimento intelectual e profissional, em que foi
fundamental para a conclusão desse trabalho.
Ao meu orientador, Prof. Dr. Gerônimo Virgínio Tagliaferro, por sua
paciência e ensinamentos fundamentais para alcançar os resultados obtidos.
A todas as pessoas que de alguma forma contribuíram para que eu
chegasse a essa etapa da minha vida com solidez e energia.
EPÍGRAFE
“Os humilhados serão exaltados e os exaltados serão humilhados”.
(Lucas 14,11)

RESUMO Neves, E. L. Aplicação da metodologia DMAIC para redução de perdas no processo de secagem de cereais matinais, 2014. 50 f. Trabalho de conclusão de curso (Graduação) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014. As empresas, em busca de processos cada vez mais voltados à perda zero, aplicam diferentes ferramentas. Assim como o ciclo PDCA (Planejar-Fazer-Checar-Agir), o DMAIC (Definir-Medir-Analisar-Melhorar-Controlar) vem sendo muito utilizado para resolução de problemas nas organizações. Este trabalho de conclusão de curso busca a visualização do emprego da ferramenta DMAIC em um processo de secagem de cereais matinais, visando à diminuição de perdas de processo. A pesquisa foi realizada pelo método Estudo de Caso, contando com a contribuição de uma empresa multinacional no ramo alimentício. Os resultados alcançados permitiram uma visão geral da aplicabilidade de algumas ferramentas de estatística e de qualidade do método DMAIC, empregadas para solução da causa raiz de um determinado problema. Como meta, foi estabelecida uma redução significativa de 29,3% no indicador final de perda, em kg por tonelada produzida de cereais matinais. Com a formação e atuação de um time de melhoria específica com o auxilio das ferramentas da metodologia DMAIC a meta foi superada atingindo um percentual de redução de 33,18 %. Palavras Chave: DMAIC, Perda, Secagem.

ABSTRACT
Neves, E. N. Application of the DMAIC methodology to reduce the losses in a process of drying in a breakfast cereals. 2014. 50 f. Final paper (Undergraduate) - School of Engineering of Lorena, University of São Paulo, Lorena, 2014. The companies, in search of processes that achieve each time more zero loss, applying different tools. As the PDCA (Plan-Do-Check-Action) cycle the DMAIC (Define-Measure-Analyze-Improve-Control) is being very useful to solve problem in the organization as well. This course work completion looking for to show the apply the DMAIC tool in the processes of drying of breakfast cereal with focus to reduce of losses process. The search will be done through of the Case method, with the participation of a multinational company of food segment. The results achieved will release to have a general point of applicability of some statistic and quality tools of DMAIC methodology for solutions of root cause of a problem. As a goal it was seted a huge reduction of 29,3% in the indicator of loses in Kg per ton produced of cereal breakfast. Through of the building and action of the a focus improved team the goal it was overcome with the tools of DMAIC methodology, achieving a 33,18 % of reduction in terms of percentage. . Keywords: DMAIC, loss and drying.
LISTA DE FIGURAS
Figura 1 – Exemplificação entre o ciclo PDCA e a ferramenta DMAIC ................. 16
Figura 2 – Exemplo de um gráfico sequencial para obtenção da meta do projeto 17
Figura 3 – Exemplo de um gráfico de Pareto de perdas em quilos de acordo com
diferentes equipamentos ....................................................................................... 18
Figura 4 – Exemplo de uma matriz impacto esforço ............................................. 20
Figura 5 – Exemplificação de um processo de cereais matinais ........................... 22
Figura 6 – Descrição do problema prioritário ........................................................ 25
Figura 7 – Carta de controle utilizado para coleta de dados de perda por parada
por flakes durante a fase Medir ............................................................................. 25
Figura 8 – Carta de controle utilizada para coleta de dados de perda por arranque
por flakes durante a fase Medir ............................................................................. 26
Figura 9 – Gráfico da meta estabelecida .............................................................. 28
Figura 10 – Cálculo de retorno financeiro e contrato do projeto............................ 29
Figura 11 – Gráfico perdas de flakes: retrabalho e varredura ............................... 30
Figura 12 – Gráfico estratificação perdas reprocesso ........................................... 30
Figura 13 – Gráfico perda de arranque por produto .............................................. 31
Figura 14 – Gráfico perda de parada por produto ................................................. 31
Figura 15 – Brainstorming e Whitestorming sobre perda por arranque ................. 33
Figura 16 – Brainstorming e Whitestorming sobre perda por parada .................... 34
Figura 17 – Brainstorming e Whitestorming sobre perda por produto dentro do
secador ................................................................................................................. 34
Figura 18 – Ações de ver e agir de restauração de condições básicas ................ 35
Figura 19 – Diagrama de árvore para arranque .................................................... 36
Figura 20 – Diagrama de árvore para parada ....................................................... 37
Figura 21 – Diagrama de árvore para interior do secador ..................................... 37
Figura 22 – Lista de prováveis soluções ............................................................... 40
Figura 23 – Matriz de impacto e esforço para a priorização das soluções ............ 40
Figura 24 – Plano de ação para eliminação das causas potenciais das perdas de
processo de secagem final.................................................................................... 41
Figura 25 – Gráfico perda por flakes no secador final ........................................... 42
Figura 26 – Média de perda por arranque antes do projeto .................................. 43

Figura 27 – Média de perda por arranque depois do projeto ................................ 43
Figura 28 – Média de perda por parada antes do projeto ..................................... 44
Figura 29 – Média de perda por parada depois do projeto ................................... 44
Figura 30 – Gráfico da Matriz de Habilidades do líder .......................................... 46
Figura 31 – Fluxo OCAP para eliminação das causas especiais de variação ...... 47
LISTA DE TABELAS
Tabela 1 – Descrição do problema prioritário ....................................................... 32
Tabela 2 – Fatores da etapa de cobrimento que afetam diretamente a perda por
arranque e parada ................................................................................................. 38
Tabela 3 – Resultados obtidos pelo DoE realizado para arranque e parada do
processo ............................................................................................................... 38
Tabela 4 – Resultado dos efeitos de cada fator A, B e C exerce sobre as perdas
por arranque e parada do secador final. ............................................................... 39
Tabela 5 – Valores de Saving de retorno do projeto baseados na perda efetiva do
mês e também no volume produzido de acordo com o programa de produção. .. 45
Tabela 6 – Evolução do conhecimento do conhecimento do líder do projeto ....... 45
LISTA DE EQUAÇÕES
Equação 1- Cálculo do efeito que os fatores exercem na perda por arranque do
processo de secagem final.................................................................................... 38
Equação 2 - Cálculo do efeito que os fatores exercem na perda por parada do
processo de secagem final.................................................................................... 39

LISTA DE SIGLAS E ABREVIATURAS
DMAIC – Definir, Medir, Analisar, Implementar, Controlar
OCAP – Out of control action plan
LPP – Lição ponto a ponto
PDCA – Plan, Do, Check, Action
5W1H - What, Why, Who, Where, When, How
5W2H – What, Why, Who, Where, When, How e How much
7W2H - What, What, Why, Who, Where, When, When, How e How much
MHC – Matriz de Habilidade e Conhecimento
IO – Instrução Operacional
IPA – Identify, Priorityze, Assing
ME – Melhoria Específica
YB – Yellow Belt
SHO – Shift Handover
SAP – Systems, Applications and Products in Data Processing
6M`s – Material, método, medida, mão de obra, meio ambiente e máquina
DoE – Design of Experiment
RPM – Rotação por minuto

SUMÁRIO
1. INTRODUÇÃO ............................................................................................. 14
1.1 OBJETIVOS ................................................................................................. 14
1.2 JUSTIFICATIVA ........................................................................................... 15
2. REVISÃO BIBLIOGRÁFICA ....................................................................... 16
2.1 DMAIC ......................................................................................................... 16
2.2 Definir ........................................................................................................... 16
2.3 Medir ............................................................................................................ 17
2.4 Analisar ........................................................................................................ 19
2.5 Melhorar (Implementar) ................................................................................ 19
2.6 Controlar ...................................................................................................... 21
3. METODOLOGIA .......................................................................................... 22
3.1 Escopo do Projeto ........................................................................................ 22
3.2 Definição da Meta ........................................................................................ 23
3.3 Formação da equipe .................................................................................... 24
3.4 Cronograma ................................................................................................. 24
3.5 Estratificação e definição do problema ........................................................ 24
3.6 Levantamento das possíveis causas ........................................................... 26
3.7 Análises das causas .................................................................................... 26
4. RESULTADOS ............................................................................................ 28
4.1 Dados históricos .......................................................................................... 28
4.2 Estratificação das perdas ............................................................................. 29
4.3 Levantamento das possíveis causas ........................................................... 32
4.4 Causas raízes .............................................................................................. 36
4.5 Implementação das ações ........................................................................... 39
4.6 As três entregas: Resultado, Padrão e Conhecimento ................................ 41
5. CONCLUSÃO .............................................................................................. 48
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................... 49

14
1. INTRODUÇÃO
Devido a grande competitividade entre as empresas e a crescente exigência dos
consumidores por produtos de qualidade, que atendam a um custo menor, vem
desencadeando nas organizações uma busca incessante da melhoria dos
processos produtivos. Essas melhorias em sua maioria estão ligadas a perdas de
processo que consequentemente influencia no custo final de produto.
Neste contexto, as companhias que aperfeiçoam suas tecnologias, visando à
redução de perdas de processo, garantem a excelência de seus produtos e
diminuição do Custo da Não Qualidade (CNQ).
Diversos métodos são empregados para o ciclo de melhoria, e a ferramenta
DMAIC é uma ferramenta muito utilizada para uma correta aplicação de
ferramentas na implementação e desenvolvimentos de projetos
(ANDRIETTA;MIGUEL,2007). Para Werkema (2012), é a base para o
desenvolvimento de projetos que contribuam para o alcance das metas
estratégicas da empresa. Segundo Carvalho e Paladini (2012), DMAIC é um
método de aperfeiçoamento, por meio da escolha correta dos processos que
possam ser melhorados e dos envolvidos a serem qualificados para obter os
resultados, passando por cinco etapas: Definir, Medir, Analisar, Melhorar e
Controlar.
1.1 OBJETIVOS
Este trabalho tem como objetivo geral o estudo e a aplicação da metodologia
DMAIC para redução de perdas no processo de secagem de cereais matinais.
Para o atingimento do objetivo geral, objetivos específicos deverão ser
alcançados etapa por etapa, tais como:
Definir o problema a ser solucionado pelos dados históricos;
Medir as variáveis para focalização do problema;
Analisar as prováveis causas raízes do problema;
Implementar as ações propostas para resolução das prováveis
causas raízes do problema;

15
Controlar os indicadores finais do estudo para checar o atendimento
do objetivo.
Os resultados finais obtidos devem ser capazes de demonstrar que a metodologia
aplicada para o processo de secagem de cereais matinais é capaz de reduzir a
perdas de processo.
1.2 JUSTIFICATIVA
Cada vez mais os processos buscam a perda zero, pois diversas organizações
medem seus objetivos baseado nas perdas de processo, pois essas perdas
impactam diretamente no Custo da Não Qualidade.
A ferramenta DMAIC para resolução de problemas vem sendo largamente
empregada nas organizações devido sua eficácia na busca da causa raiz do
problema.
Além da busca da causa raiz do problema, pode-se evidenciar três principais
entregas do DMAIC (padrão, resultado e conhecimento). Padrões dos processos
a serem seguidos, os resultados finais e também o aumento do conhecimento
entre os envolvidos direta e indiretamente com o projeto.

16
2. REVISÃO BIBLIOGRÁFICA
2.1 DMAIC
A ferramenta DMAIC é uma abreviação dos termos em inglês Define-Measure-
Analyse-Improve-Control que em português significam Definir-Medir-Analisar-
Melhorar-Controlar. Alguns autores também dirigem o significado da palavra
Improve como Implementar, ou seja, colocar em prática as ações desenvolvidas
para eliminar as causas do efeito do problema. Essa ferramenta também está
baseada no já conhecido e difundido ciclo PDCA (ROTONDARO, 2002; AGUIAR,
2001). A Figura 1 mostra o paralelo entre o DMAIC e o PDCA, exemplificando as
interações entre eles. O DMAIC é usado para melhorar um processo existente
(RATH e SHUKLA, 2004).
Figura 1 – Exemplificação entre o ciclo PDCA e a ferramenta DMAIC
Fonte: Adaptado de Werkema (2012 )
2.2 Definir
Essa etapa consiste em definir o escopo do problema, a meta e a equipe para o
projeto.
17
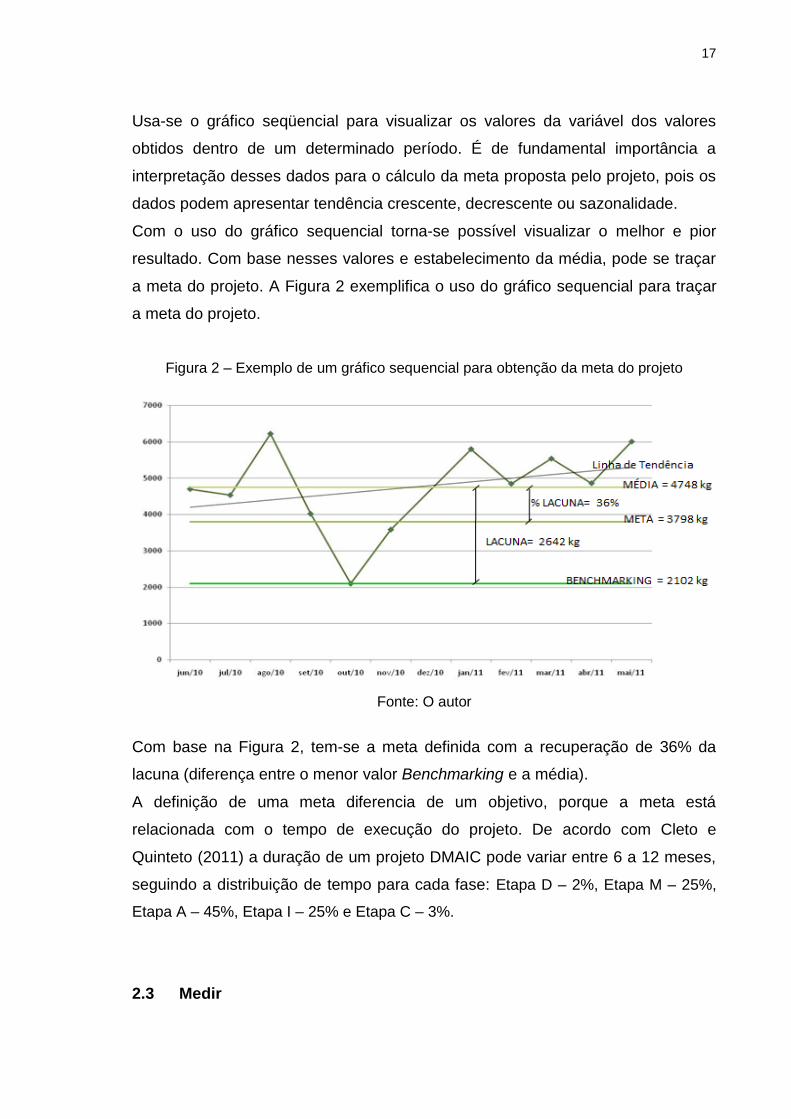
Usa-se o gráfico seqüencial para visualizar os valores da variável dos valores
obtidos dentro de um determinado período. É de fundamental importância a
interpretação desses dados para o cálculo da meta proposta pelo projeto, pois os
dados podem apresentar tendência crescente, decrescente ou sazonalidade.
Com o uso do gráfico sequencial torna-se possível visualizar o melhor e pior
resultado. Com base nesses valores e estabelecimento da média, pode se traçar
a meta do projeto. A Figura 2 exemplifica o uso do gráfico sequencial para traçar
a meta do projeto.
Figura 2 – Exemplo de um gráfico sequencial para obtenção da meta do projeto
Fonte: O autor
Com base na Figura 2, tem-se a meta definida com a recuperação de 36% da
lacuna (diferença entre o menor valor Benchmarking e a média).
A definição de uma meta diferencia de um objetivo, porque a meta está
relacionada com o tempo de execução do projeto. De acordo com Cleto e
Quinteto (2011) a duração de um projeto DMAIC pode variar entre 6 a 12 meses,
seguindo a distribuição de tempo para cada fase: Etapa D – 2%, Etapa M – 25%,
Etapa A – 45%, Etapa I – 25% e Etapa C – 3%.
2.3 Medir
18
De acordo com Werkema (2004), a avaliação de um sistema de medição é uma
atividade obrigatória durante as etapas do DMAIC, sempre que for necessário
garantir a confiabilidade dos dados empregados.
A etapa Medir tem como objetivo principal focar o problema dentre as diversas
vertentes do problema. Essa etapa é fundamental para que a próxima etapa
(Analisar) não se gaste energia desnecessária.
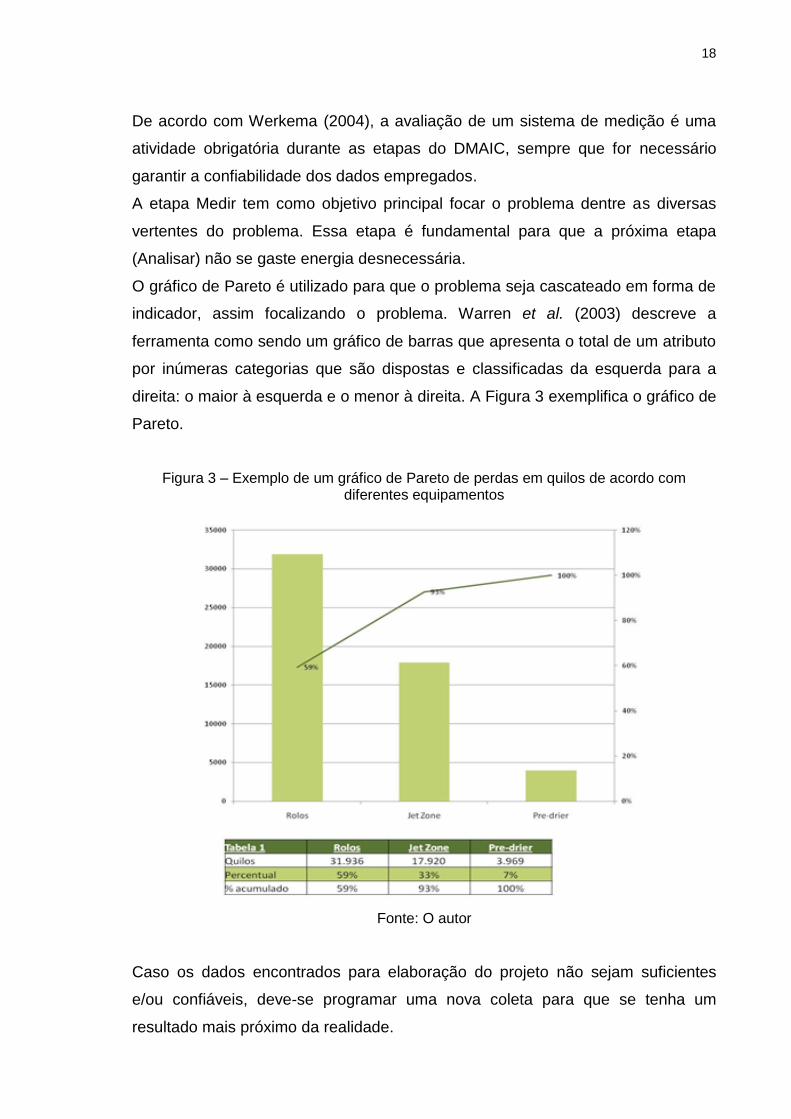
O gráfico de Pareto é utilizado para que o problema seja cascateado em forma de
indicador, assim focalizando o problema. Warren et al. (2003) descreve a
ferramenta como sendo um gráfico de barras que apresenta o total de um atributo
por inúmeras categorias que são dispostas e classificadas da esquerda para a
direita: o maior à esquerda e o menor à direita. A Figura 3 exemplifica o gráfico de
Pareto.
Figura 3 – Exemplo de um gráfico de Pareto de perdas em quilos de acordo com diferentes equipamentos
Fonte: O autor
Caso os dados encontrados para elaboração do projeto não sejam suficientes
e/ou confiáveis, deve-se programar uma nova coleta para que se tenha um
resultado mais próximo da realidade.

19
2.4 Analisar
Após focalizar o problema, na etapa anterior (Medir), inicia-se a etapa Analisar.
Essa etapa consiste em encontrar as prováveis causas raízes do problema.
Durante essa etapa, inúmeras ferramentas de qualidade podem ser usadas. A
escolha das ferramentas dependerá do nível e complexidade do problema e/ou
projeto. Werkema (2004) sugere que ferramentas como: Análise dos Modos de
Falha e seus Efeitos (FMEA), Árvore de Falhas (FTA), Análise de Sistemas de
Medição (ASM), Planejamento de Experimentos (DOE).
Outra ferramenta explorada por Werkema (2006), é o diagrama Causa-Efeito,
esse também conhecido por Espinha de Peixe ou 6M’s (por se relacionar com
mão de obra, máquina, método, material, meio e medida) e até mesmo de
Ishikawa, tem a finalidade de correlacionar as relações entre os resultados de um
processo com os fatores que alimentam esses resultados.
Werkema (2006), também ressalta que sempre que for construir um diagrama de
causa-efeito deve-se incluir a maior quantidade de envolvidos com o efeito para
que todas as causas possam ser levantadas. Uma sessão de “Brainstorming” é
uma técnica usada para que os indivíduos dispostos em grupos possam
correlacionar inúmeras causas com os efeitos.
2.5 Melhorar (Implementar)
Nesta etapa dá-se inicio a implementação das ações propostas de acordo com as
causas raízes levantadas na etapa Analisar. A estrutura de tabela 5W2H
proporciona uma visualização geral de todo o plano de implementação das ações
propostas para eliminação do efeito do problema. Porém, alguns problemas
podem gerar diversas ações e o emprego de uma matriz de impacto e esforço
tende a auxiliar na decisão de quais ações serão priorizadas no decorrer dessa
etapa.
A matriz de impacto e esforço deixa mais clara a contribuição de cada ação para
solucionar a causa do efeito e quais ações trazem maior benefício para a

20
organização (HOLANDA et al., 2013). Essa matriz consiste em classificar as
ações em quatro quadrantes:
Quadrante 1: Baixo esforço e baixo impacto;
Quadrante 2: Baixo esforço e alto impacto;
Quadrante 3: Alto esforço e baixo impacto;
Quadrante 4: Alto esforço e alto impacto.
Com base nos quadrantes, deve-se atacar primeiramente as ações de baixo
esforço e grande impacto no problema, posteriormente as ações de baixo esforço
e baixo impacto e as ações de alto esforço e alto impacto. As ações de alto
esforço e baixo impacto devem ser deixadas por ultimo e serem reavaliadas sua
relação com a causa raiz do efeito. A Figura 4 apresenta uma forma de matriz
impacto esforço.
Figura 4 – Exemplo de uma matriz impacto esforço
Fonte: O autor

21
2.6 Controlar
Nesta etapa do projeto, as variações de processo devem ser avaliadas e caso a
meta não esteja sendo atingida deve-se retomar a etapa Medir. Demais
ferramentas como carta de controle, análise de Cp e Cpk, podem ser empregados
para retomada dessa etapa (WERKEMA, 2004).
A padronização dos novos procedimentos bem como os treinamentos necessários
aos envolvidos com o processo deve ser assegurada. Dispositivos como Poka
Yoke (do termo japonês a “prova de falhas”) podem ser utilizados visando não
gerar mais um determinado defeito (SHINGO, 1996). Porém, Liker e Meier (2007)
advertem que o excesso do uso de Poka Yoke pode ser prejudicial ao processo,
pois normalmente são elaborados por engenheiros que não atuam diretamente
com o processo em questão, com isso adicionando complexidade a uma
determinada atividade.
O gráfico sequencial deverá ser empregado novamente nessa etapa para
monitoramento do processo e atingimento das metas estabelecidas na etapa
Definir.

22
3. METODOLOGIA
A metodologia utilizada foi uma pesquisa e ação abordando os conceitos teóricos
apresentado na revisão bibliográfica, para compreensão dos diferentes conceitos
do tema proposto da metodologia DMAIC na resolução de problemas.
3.1 Escopo do Projeto
O projeto foi definido pela metodologia IPA, pelo grupo de ME, pois a perda no
secador final se tratava da segunda maior perda da fábrica. Dessa forma foi
designado o inicio de um projeto DMAIC de nível Yellow Belt. A Figura 5
demonstra toda a linha de produção e onde está a etapa de secagem final.
Figura 5 – Exemplificação de um processo de cereais matinais
Fonte: O autor
A etapa de secagem final do cereal é subdividida em: preparação do Slurry
(cobertura líquida), dosagem de base, cobrimento, secagem e resfriamento.
Preparação do Slurry – preparação da cobertura líquida que será
adicionada na base do cereal na etapa de cobrimento. A preparação
é feita pela adição de menores adições (carbonatos, sal, açúcar e
água) com posterior aquecimento e agitação. Após a preparação a
cobertura é enviada para a etapa de cobrimento passando antes por
um trocador de calor;

23
Dosagem de base – A dosagem de base (produto sem cobertura
proveniente da etapa de tostagem) é realizada com o auxilio de uma
balança dinâmica por esteira. Com a dosagem de base que se tem o
controle do fluxo de vazão do cereal, aumentando ou diminuindo o
fluxo de linha de acordo com a demanda necessária;
Cobrimento – Composta de um equipamento chamado Enrober que
é um cilindro na posição horizontal. No interior do cilindro encontra-
se um sistema de adição de cobertura por pulverização que realiza a
adição da cobertura do cereal com a base do cereal. Dois fatores
são muito importantes nesse processo que são: ângulo de inclinação
e número de rotações por minuto, pois por desses fatores faz-se o
controle de tempo de residência do cereal recebendo cobertura,
consequentemente afetando suas propriedades organolépticas e
físico-químicas;
Secagem e resfriamento – Após o cobrimento o cereal é
direcionado para as esteiras de secagem. O cereal recebe um fluxo
de ar quente gerado por ventiladores internos, onde o ar captado
passa por filtros para retirada de impurezas e posteriormente entra
em contatos com serpentinas aquecidas a vapor. Na úhltima esteira
o cereal recebe um fluxo de ar gelado, esse ar também é captado e
passa por filtros para retirada de impurezas. Após o resfriamento o
cereal é enviado para a etapa de envase.
3.2 Definição da Meta
A definição da meta foi estabelecida com dos dados fornecidos pela empresa. Os
dados eram coletados diariamente e dispostos em planilha Excel.
Para que o indicador não fosse impactado pelo aumento ou diminuição do volume
da demanda produtiva, foi criado um indicar relativo (Perdas de Processo em kg/
Produção Total em kg). Dessa forma, caso houvesse aumento e/ou diminuição da
demanda, não haveria impacto que pudesse ocultar os valores alcançados do
projeto.

24
A meta final do projeto foi estabelecida baseada em 70% de recuperação da
lacuna (diferença entre a média histórica e o melhor resultado já obtido pela
empresa). Essa porcentagem foi estabelecida com base em um cálculo reverso
para atingimento dos resultados de 2013 da fábrica.
3.3 Formação da equipe
Para o andamento das atividades, foi definida uma equipe com habilidade
multidisciplinar envolvendo as áreas de qualidade, técnica e produção.
O conhecimento da área de qualidade foi utilizado, pois o projeto poderia
influenciar as características organolépticas do cereal (cor, sabor, brilho). A área
técnica teve papel fundamental para os levantamentos das possíveis causas e
também implementação de algumas ações técnicas. Os operadores foram
escolhidos entre os diferentes turnos para que se tornassem elos de comunicação
entre os membros da equipe, pois a empresa em questão tem seu processo
produtivo 24 horas por dia e 7 dias por semana. A equipe também contava com
um orientador do projeto e um Sponsor (pessoa responsável por remover
barreiras que o projeto pudesse ter na sua implementação).
3.4 Cronograma
O cronograma do projeto foi elaborado em planilha Excel com disposição em
semanas, para facilitar a visualização de todas as etapas. Cada etapa do projeto
foi dividida em subgrupos a fim de determinar os recursos necessários para cada
tarefa.
3.5 Estratificação e definição do problema
Para a estratificação do problema, utilizou-se um cascateamento por gráficos de
pareto de acordo com os apontamentos de perdas da linha até o subnível de
produto. Por razões de proteção da marca, os nomes dos produtos foram
25
trocados por nomenclaturas a, b e c e agrupados em seus seguimentos como
açucarado, açucarado/aroma de leite e semi açucarado, respectivamente.
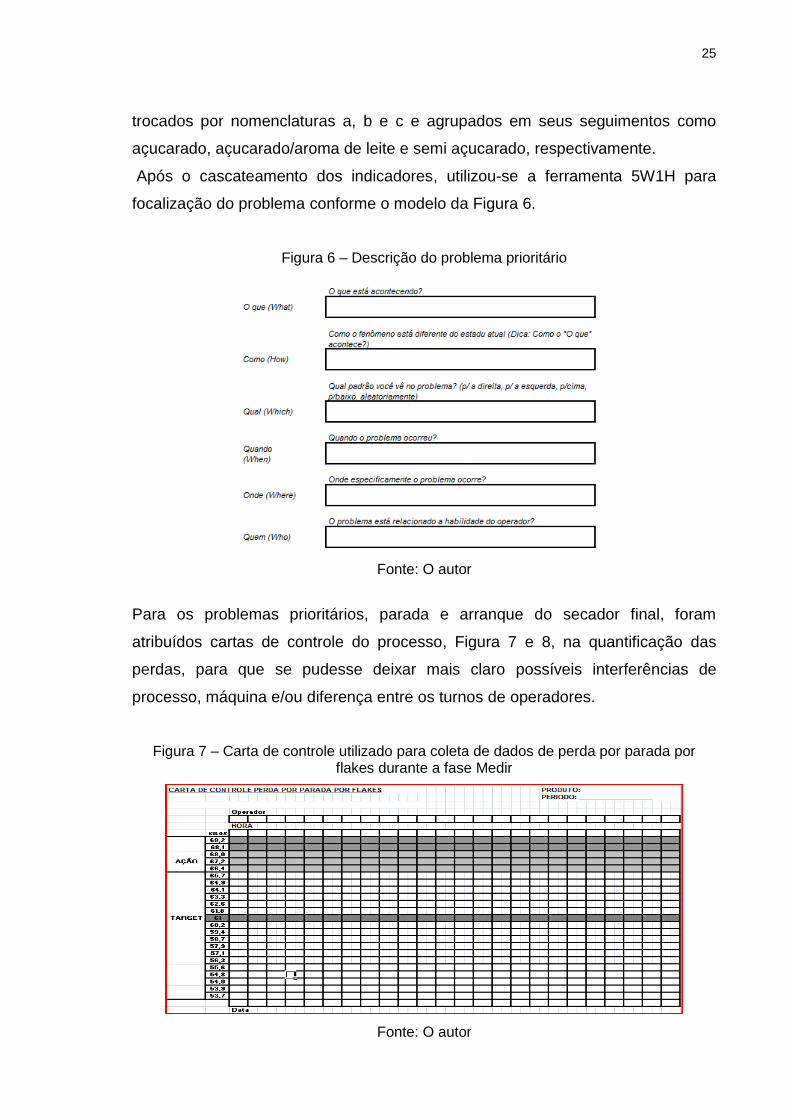
Após o cascateamento dos indicadores, utilizou-se a ferramenta 5W1H para
focalização do problema conforme o modelo da Figura 6.
Figura 6 – Descrição do problema prioritário
Fonte: O autor
Para os problemas prioritários, parada e arranque do secador final, foram
atribuídos cartas de controle do processo, Figura 7 e 8, na quantificação das
perdas, para que se pudesse deixar mais claro possíveis interferências de
processo, máquina e/ou diferença entre os turnos de operadores.
Figura 7 – Carta de controle utilizado para coleta de dados de perda por parada por flakes durante a fase Medir
Fonte: O autor
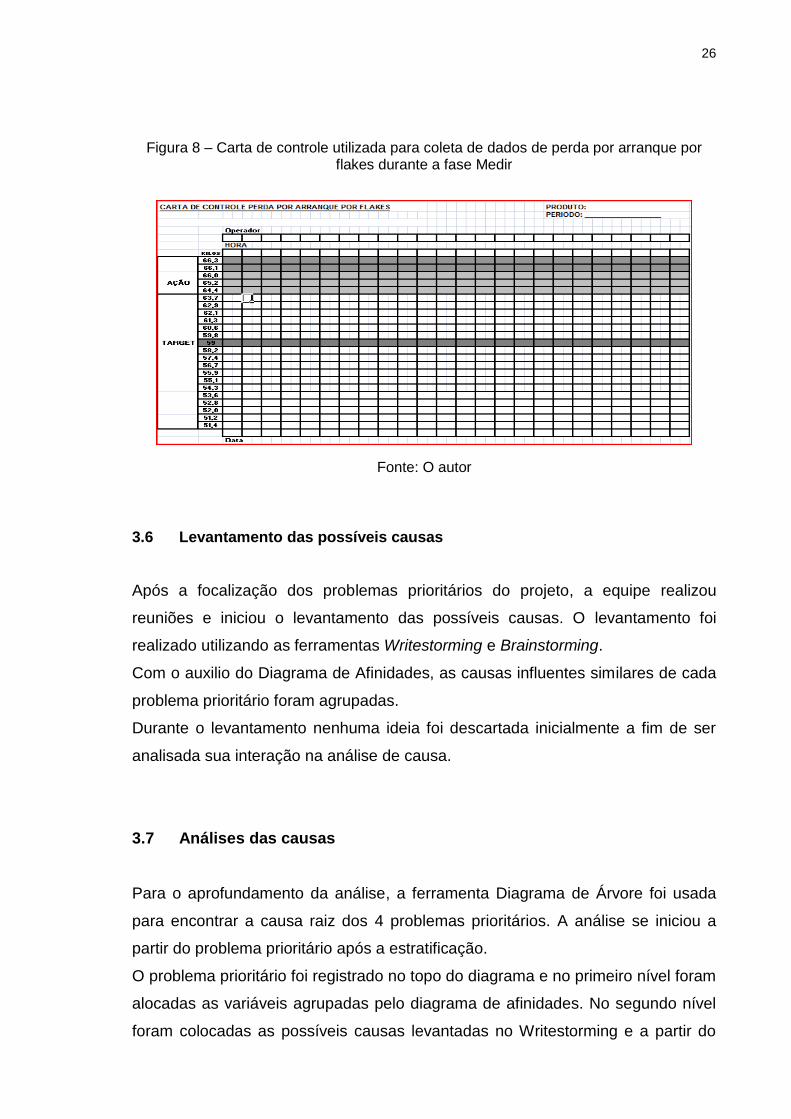
26
Figura 8 – Carta de controle utilizada para coleta de dados de perda por arranque por flakes durante a fase Medir
Fonte: O autor
3.6 Levantamento das possíveis causas
Após a focalização dos problemas prioritários do projeto, a equipe realizou
reuniões e iniciou o levantamento das possíveis causas. O levantamento foi
realizado utilizando as ferramentas Writestorming e Brainstorming.
Com o auxilio do Diagrama de Afinidades, as causas influentes similares de cada
problema prioritário foram agrupadas.
Durante o levantamento nenhuma ideia foi descartada inicialmente a fim de ser
analisada sua interação na análise de causa.
3.7 Análises das causas
Para o aprofundamento da análise, a ferramenta Diagrama de Árvore foi usada
para encontrar a causa raiz dos 4 problemas prioritários. A análise se iniciou a
partir do problema prioritário após a estratificação.
O problema prioritário foi registrado no topo do diagrama e no primeiro nível foram
alocadas as variáveis agrupadas pelo diagrama de afinidades. No segundo nível
foram colocadas as possíveis causas levantadas no Writestorming e a partir do

27
terceiro nível foi se perguntado o porquê de cada causa potencial até identificar
cada causa raiz.
Um DoE de fatorial completo entre as variáveis fluxo da Accurate, RPM (rotação
por minuto) do Enrober e Inclinação do Enrober, foi realizado para certificação da
identificação das causas raízes dos problemas. Após descobrir as causas de cada
problema foram propostas soluções para que o problema prioritário fosse contido.
28
4. RESULTADOS
4.1 Dados históricos
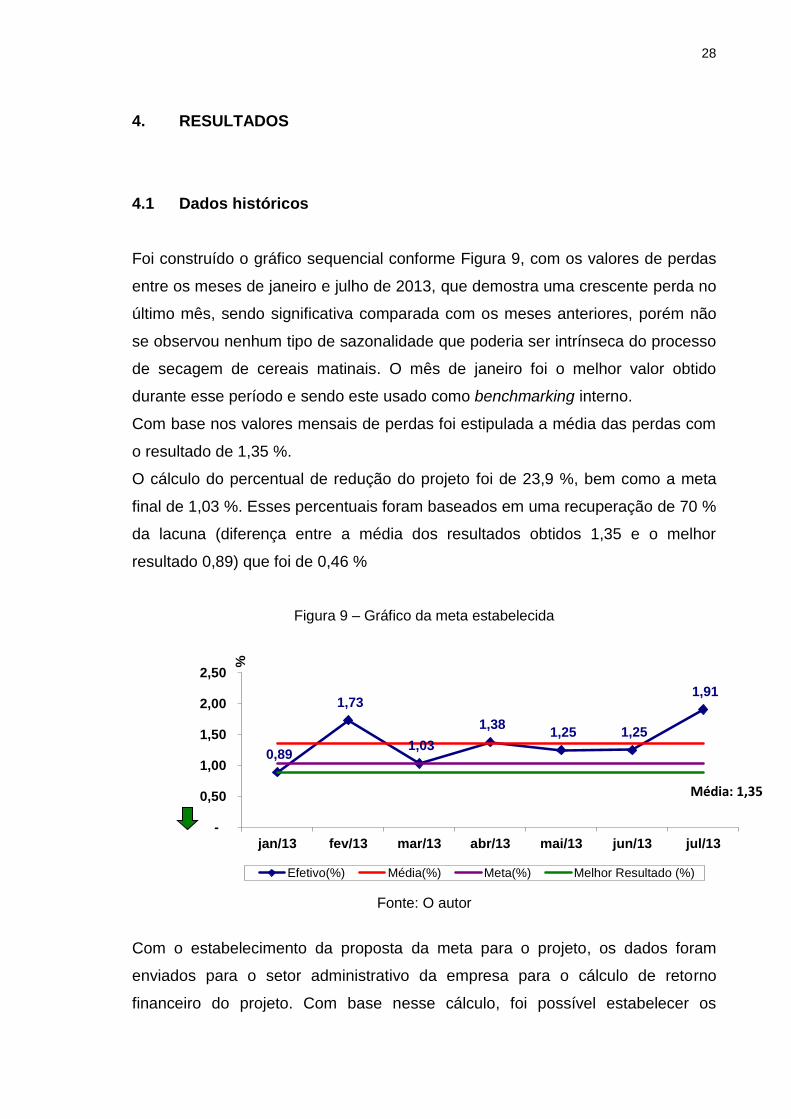
Foi construído o gráfico sequencial conforme Figura 9, com os valores de perdas
entre os meses de janeiro e julho de 2013, que demostra uma crescente perda no
último mês, sendo significativa comparada com os meses anteriores, porém não
se observou nenhum tipo de sazonalidade que poderia ser intrínseca do processo
de secagem de cereais matinais. O mês de janeiro foi o melhor valor obtido
durante esse período e sendo este usado como benchmarking interno.
Com base nos valores mensais de perdas foi estipulada a média das perdas com
o resultado de 1,35 %.
O cálculo do percentual de redução do projeto foi de 23,9 %, bem como a meta
final de 1,03 %. Esses percentuais foram baseados em uma recuperação de 70 %
da lacuna (diferença entre a média dos resultados obtidos 1,35 e o melhor
resultado 0,89) que foi de 0,46 %
Figura 9 – Gráfico da meta estabelecida
Fonte: O autor
Com o estabelecimento da proposta da meta para o projeto, os dados foram
enviados para o setor administrativo da empresa para o cálculo de retorno
financeiro do projeto. Com base nesse cálculo, foi possível estabelecer os
0,89
1,73
1,03
1,38 1,25 1,25
1,91
-
0,50
1,00
1,50
2,00
2,50
jan/13 fev/13 mar/13 abr/13 mai/13 jun/13 jul/13
%
Efetivo(%) Média(%) Meta(%) Melhor Resultado (%)
Média: 1,35

29
resultados esperados de ganho, que por sua vez justificava a execução do
projeto. A Figura 10 mostra a carta de contrato final do projeto.
Figura 10 – Cálculo de retorno financeiro e contrato do projeto.
Fonte: O autor
4.2 Estratificação das perdas
As perdas foram estratificadas a fim de focalizar o problema. Os gráficos de
Pareto foram feitos com o eixo das porcentagens os valores acumulativos de cada
fator de perda apontada. Conforme Figura 11, a perda por retrabalho representou
78 % de todo o material perdido, durante o processo de secagem de cerais
matinais, enquanto o restante 22 % teve como contribuinte a varredura.

30
Figura 11 – Gráfico perdas de flakes: retrabalho e varredura
Fonte: O autor
Após obter um resultado de 78% de perdas em retrabalho, decidiu-se aplicar a
ferramenta somente nesse seguimento. Dessa forma, realizou-se uma nova
estratificação para o aprofundamento, a Figura 12 demonstra os dados obtidos
por categorização. Pode-se visualizar que 80% dos problemas das perdas estão
concentradas entre arranque, parada, interior do secador e mesa vibratória, que
são as somas das porcentagens dos 4 maiores contribuintes para as perdas.
Figura 12 – Gráfico estratificação perdas reprocesso
Fonte: O autor
31068
8568
78
100
0
20
40
60
80
100
120
0
5000
10000
15000
20000
25000
30000
35000
Retrabalho Varredura
% kg
9322
6672
4382 3435
2144 1841
649 425 395 228 155 55 33
31,3
53,8
68,5
80,1 87,3
93,5 95,7 97,1 98,4 99,2 99,7 99,9 100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
0100020003000400050006000700080009000
10000
% kg

31
Com base nestes dados, iniciou-se outra estratificação para correlacionar os
diferentes produtos que sofrem o processo de secagem, devido suas
características organolépticas. As Figuras 13 e 14 representam, respectivamente,
as perdas por produto em processo de arranque e de parada, considerada as
duas maiores perdas de produção.
Figura 13 – Gráfico perda de arranque por produto
Fonte: O autor
Figura 14 – Gráfico perda de parada por produto
Fonte: O autor
6763
2265
294
72,5
96,8 100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
0
1000
2000
3000
4000
5000
6000
7000
8000
A - Açucarado B - Açucarado/ Aroma de leite C - Semi Açucarado
% kg
5063
1563
46
75,9
99,3 100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
0
1000
2000
3000
4000
5000
6000
A - Açucarado B - Açucarado/ Aroma de leite C - Semi Açucarado
% kg

32
O produto A demonstrou ser o maior contribuinte para as perdas de arranque e
parada do secador final comparado aos produtos B e C. Essa perda mais elevada
foi explicada pelo motivo de ser o produto com maior demanda de produção,
dessa forma, tendo um maior número de arranques e paradas de processo.
Após todas as estratificações feitas, utilizou-se a ferramenta 5W1H para a
descrição de cada fenômeno de perda, sendo: arranque, parada, interior do
secador, mesa vibratória.
Como resultados obtiveram as descrições de fenômenos, conforme Tabela 1. A
grande diferença encontrada foi na resposta da pergunta “quando?”, pois foi
especificado de que maneira o problema ocorria.
Tabela 1 – Descrição do problema prioritário
Descrição do problema prioritário
Problema O quê? Como? Qual? Quando? Onde? Quem?
Arranque
Elevada perda
de Flakes
Através da geração
de reprocesso
Acontecendo aleatoriamente
Durante o processo de
arranque
No secador
final
Depende da
habilidade do
operador
Parada Durante o
processo de parada
Interior do secador
Durante o processo de limpeza do
secador final
Mesa Vibratória Quebra da mesa do
secador final
4.3 Levantamento das possíveis causas
Abaixo são demonstrados os resultados do Brainstorming e Whitestorming
realizados, bem como a classificação pelo método 6M’s, realizadas pela equipe
do projeto. Foram realizados Brainstorming e Whitestorming, para 3 problemas
prioritários: arranque, parada e produto dentro do secador.
Arranque: a Figura 15 demonstrou que a categoria de operação ruim
foi a que mais obteve pontos que pudesse acarretar influencia na perda por

33
arranque. Outras categorias também foram levantadas pela equipe como máquina
e processo ruim.
Figura 15 – Brainstorming e Whitestorming sobre perda por arranque
Fonte: O autor

34
Parada: a Figura 16 demonstrou que, somente a categoria de
operação ruim foi a que obteve pontos que pudesse acarretar influencia na perda
por parada. Foi importante também destacar que a questão de controle de fluxo
também apareceu com um ponto de relevância para a parada de processo, assim
como havia sido levantada para arranque de processo.
Figura 16 – Brainstorming e Whitestorming sobre perda por parada
Fonte: O autor
Produto dentro do secador: a Figura 17 demonstrou que, somente a
categoria de operação ruim foi a que obteve pontos que pudesse acarretar
influencia na perda por produto dentro do secador.
Figura 17 – Brainstorming e Whitestorming sobre perda por produto dentro do secador
Fonte: O autor

35
Mesa vibratória: não foi necessário realizar um Brainstorming e/ou
Whitestorming e posterior classificação 6M’s para esse problema, pois se tratava
de uma restauração de condições básicas do equipamento. A mesa vibratória já
havia sido considerada no Budget do ano anterior, por se tratar de um
equipamento obsoleto e com necessidade de troca para um modelo mais
adequado a operação, devido ao desgaste acelerado e falta de peças de
reposição no mercado nacional.
Após o levantamento das possíveis causas, foi estabelecido um plano de
recuperação de condições básicas, este foi de extrema importância, pois se
tratava de ações de curto prazo e sem necessidade de análise mais detalhada, ou
seja, já era de conhecimento da equipe a causa do efeito indesejado. A Figura 18
mostra as ações que foram implementadas em ações de ver e agir.
Figura 18 – Ações de ver e agir de restauração de condições básicas
Fonte: O autor
A ação número 1, a troca da mesa de saída do secador final, apesar de tratar-se
de uma ação de ver e agir, foi de grande importância para o alcance dos
resultados, pois era a quarta maior perda dentro da estratificação feita na etapa
Medir.

36
Perda por arranque
Geração de produto brilhante
Quebra das esteiras de secagem
Muito vapor no enrober
Por quê?Por quê? Falha no ajuste da válvula de
vapor
Válvula sem definição de
posição correta
Problema prioritário
Problema prioritário
Por quê?Por quê? Por quê?Por quê?
Mancais das esteiras
desgastados
Lubrificação incorreta
Uso de graxa inadequada
para o especificado
do equipamento
Por quê?Por quê? Por quê?Por quê? Por quê?Por quê?
Teor de sólidos baixo
Erro na preparação
de Slurry
Tempo longo de residência
dentro do tanque
Falta de correção do
teor de sólidos
Falta de padronização
de como corrigir
NãoNãoPor quê?Por quê?
Por quê?Por quê? Por quê?Por quê?
Arranque com fluxo
alto
Falta de padronização de fluxo para
arranque
Inclinação do Enrober com alto grau de angulação
RPM do Enrober alto
Por quê?Por quê?
4.4 Causas raízes
Para cada causa potencial foi realizado um questionamento pela técnica dos “5
Por Quês” para encontrar a causa raiz do efeito.
A Figura 19 mostra cada causa raiz encontrada dispostas em um diagrama de
árvore de causa para as perdas por arranque. Pode-se verificar que o erro na
preparação de slurry não foi considerado pela equipe como uma causa potencial
para o teor de sólidos baixo. Também se observou um agrupamento da causa
potencial a falta de padronização de fluxo para arranque, para as três causas:
arranque com fluxo alto, inclinação do Enrober e RPM do Enrober alto. A causa
potencial, uso de graxa inadequada para o especificado no equipamento, foi
encontrada na quebra das esteiras de secagem, em que trouxe conhecimento
para o setor técnico, pois acreditava-se que as quebras estavam relacionadas à
qualidade do material.
Figura 19 – Diagrama de árvore para arranque
Fonte: O autor

37
Perda por parada
Fluxo alto
Produto fora de
especificação no Enrober
Seguindo o fluxo de processo
Por quê?Por quê? Não existe um fluxo ideal para
paradaProblema prioritário
Problema prioritário
Por quê?Por quê?
Menor quantidade
de slurry versus base do produto
Desligou a bomba de
slurry muito cedo
Falta de padronização
Por quê?Por quê? Por quê?Por quê? Por quê?Por quê?
Perda por produto
dentro do secador
Portas internas abertas
Ajuste do espalhador
rotativo ruim
Folga no sistema de
fechamento
Por quê?Por quê?Buchas de
pressão desgastadasProblema
prioritário
Problema prioritário
Por quê?Por quê?
Trabalhando muito
próximo a esteira de secagem
Falta de padronização
da altura
Desalinhamento do eixo do espalhador
Por quê?Por quê? Por quê?Por quê?
Por quê?Por quê?
Tempo de vida útil da
bucha
Por quê?Por quê?
Montagem errada após manutenção
Falta de marcação do
eixo para alinhamento
Por quê?Por quê?
A Figura 20 mostra cada causa raiz encontrada dispostas em um diagrama de
árvore de causa para as perdas por parada. Novamente observou-se que a falta
de padronização foi uma causa relacionada ao efeito de perdas.
Figura 20 – Diagrama de árvore para parada
Fonte: O autor
A Figura 21 mostra cada causa raiz encontrada e disposta em um diagrama de
árvore de causa para as perdas no interior do secador. Como causas potenciais
encontradas obtiveram-se: tempo de vida útil da bucha, falta de padronização de
altura e falta de demarcação do eixo para alimento. Nenhuma causa foi
descartada durante a análise dos “5 por quês” para a perda de produto dentro do
secador.
Figura 21 – Diagrama de árvore para interior do secador
Fonte: O autor

38
A Tabela 2 exemplifica os parâmetros utilizados no experimento executado,
usando um DoE de fatorial completo dos seguintes fatores do processo: RPM do
Enrober, inclinação do Enrober e fluxo da Accurate. `
Tabela 2 – Fatores da etapa de cobrimento que afetam diretamente a perda por arranque e parada
Fatores Nível Baixo ( - ) Nível Alto ( + )
A - RPM Enrober 13 RPM 18 RPM
B - Inclinação Enrober 4° 7°
C - Fluxo da Accurate 17 kg 28 kg
Pela Tabela 3 pode-se ver os resultados encontrados para cada um dos 16
experimentos realizado, sendo 8 para arranques e 8 para paradas de processo.
Tabela 3 – Resultados obtidos pelo DoE realizado para arranque e parada do processo
Experimentos Fatores
Perdas de arranque ( kg ) Perdas de parada ( kg ) A B C
1 - - - 33 39
2 + - - 35 42
3 - + - 37 43
4 + + - 37 42
5 - - + 55 57
6 + - + 58 61
7 - + + 61 65
8 + + + 66 68
Com os dados dos 16 experimentos das perdas de arranque e parada do
processo, foi calculado o efeito dos fatores pelas Equações 1 e 2 para perda por
arranque e perda por parada, respectivamente.
Cálculo de efeito dos fatores por perda de arranque:
Equação 1- Cálculo do efeito que os fatores exercem na perda por arranque do processo de secagem final
39
Calculo de efeito dos fatores por perda de parada:
Equação 2 - Cálculo do efeito que os fatores exercem na perda por parada do processo de secagem final
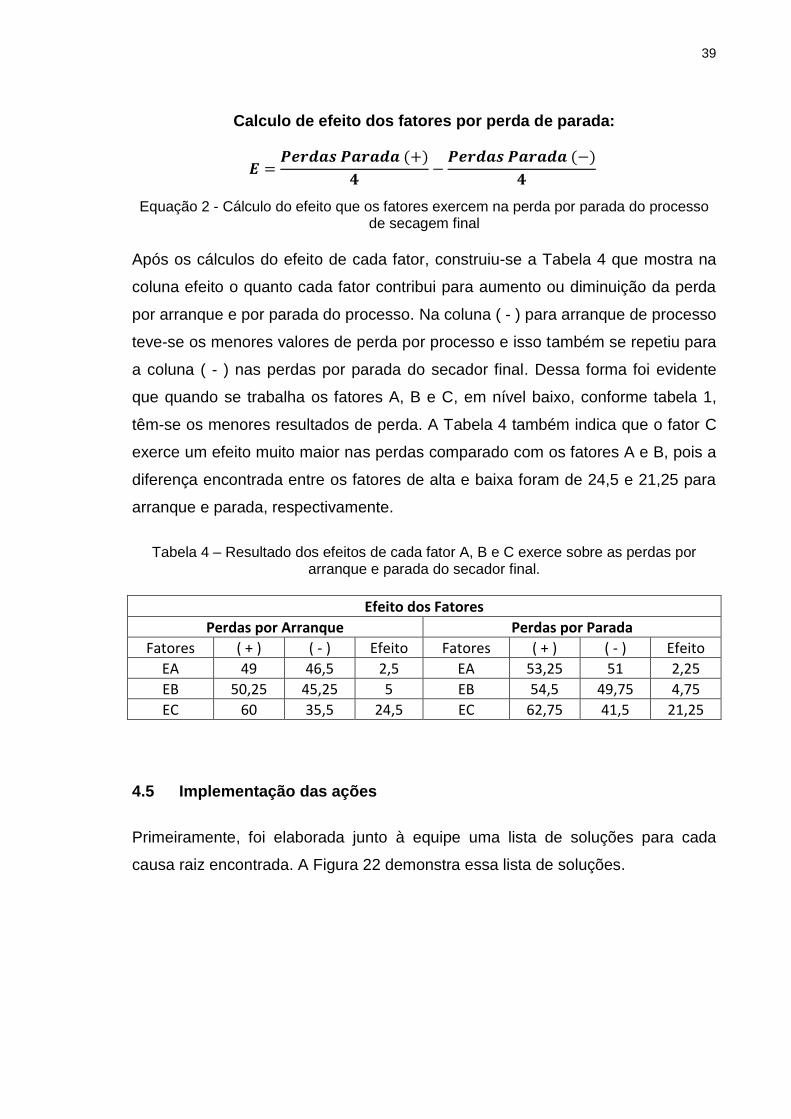
Após os cálculos do efeito de cada fator, construiu-se a Tabela 4 que mostra na
coluna efeito o quanto cada fator contribui para aumento ou diminuição da perda
por arranque e por parada do processo. Na coluna ( - ) para arranque de processo
teve-se os menores valores de perda por processo e isso também se repetiu para
a coluna ( - ) nas perdas por parada do secador final. Dessa forma foi evidente
que quando se trabalha os fatores A, B e C, em nível baixo, conforme tabela 1,
têm-se os menores resultados de perda. A Tabela 4 também indica que o fator C
exerce um efeito muito maior nas perdas comparado com os fatores A e B, pois a
diferença encontrada entre os fatores de alta e baixa foram de 24,5 e 21,25 para
arranque e parada, respectivamente.
Tabela 4 – Resultado dos efeitos de cada fator A, B e C exerce sobre as perdas por
arranque e parada do secador final.
Efeito dos Fatores
Perdas por Arranque Perdas por Parada
Fatores ( + ) ( - ) Efeito Fatores ( + ) ( - ) Efeito
EA 49 46,5 2,5 EA 53,25 51 2,25
EB 50,25 45,25 5 EB 54,5 49,75 4,75
EC 60 35,5 24,5 EC 62,75 41,5 21,25
4.5 Implementação das ações
Primeiramente, foi elaborada junto à equipe uma lista de soluções para cada
causa raiz encontrada. A Figura 22 demonstra essa lista de soluções.

40
Figura 22 – Lista de prováveis soluções
Fonte: O autor
Um grande impacto neste projeto foi que a maioria das ações não era de elevado
custo, pois eram ações de padronização de trabalho e mudança de mentalidade,
pois o time operacional acreditava que os problemas estavam diretamente ligados
a maquinabilidade.
Cada implementação de solução foi priorizada de acordo com a matriz de impacto
e esforço, demonstrada na Figura 23. As ações 1, 2, 4, 5 e 8 foram as priorizadas,
pois eram as que traziam maiores resultados na redução das perdas e tinham
uma baixa complexidade para implementação.
Figura 23 – Matriz de impacto e esforço para a priorização das soluções
Fonte: O Autor

41
Após a priorização das ações de maior impacto e menor esforço, todas as ações
foram dispostas numa planilha no modelo 7W2H, conforme Figura 24, para
acompanhamento das ações. Desta forma, facilitou o andamento das reuniões de
rotina do time e também escalonamentos em caso de possíveis atrasos nas
implementações das ações propostas.
A ação número 4 teve um atraso em sua conclusão, devido à necessidade de se
obter o correto tempo, para determinação da correta graxa. Porém como a
mudança da graxa ocorreu dentro do programado, não houve influencia negativa
nas perdas de processo.
Figura 24 – Plano de ação para eliminação das causas potenciais das perdas de processo de secagem final
Fonte: O autor
4.6 As três entregas: Resultado, Padrão e Conhecimento Com as três principais entregas do DMAIC, teve-se a criação de padrões e
resultados após as implementações das ações e, também, o conhecimento
gerado aos envolvidos pelo uso da metodologia.

42
Durante a fase medir, foi possível observar uma melhora no indicador, pois alguns
controles operacionais de medição foram implementados a fim de verificar se os
dados obtidos inicialmente eram reais, assim, deixando o processo mais visível
aos operadores e também a equipe de suporte da produção.
Após a execução do plano de ação, observou-se uma queda gradual no indicador
e também a sustentabilidade do processo ao longo dos meses. De acordo com a
Figura 25, pode-se identificar uma superação da meta estabelecida, pois as ações
implementadas também exerceram efeito nas perdas de varredura o qual não foi
escopo do projeto como mencionado na etapa Medir.
Figura 25 – Gráfico perda por flakes no secador final
Fonte: O autor
Durante a execução do projeto foi estabelecido indicadores de meio para
arranque e parada do processo de secagem final. Esses indicadores mediam as
perdas de arranque e parada do processo de secagem, com isso era possível ter
uma visão antecipada do fechamento do indicador final. Ocorreu uma redução de
30,21% nas perdas geradas pelo arranque, conforme Figuras 26 e 27.
Na Figura 26, observaram-se alguns comportamentos de perdas que estavam
bem além da perda normal já fornecida pelo processo. Essas perdas dos pontos
19, 20 e 21 estavam ligadas ao desalinhamento do espalhador rotativo que
ocasionou uma posterior quebra.
0,89
1,73
1,03
1,38 1,25 1,25
1,91
1,47
0,99 0,91
0,58
0,21
0,66 0,57 0,61
0,43
Média 1,35
-
1,00
2,00
jan/13 abr/13 jul/13 out/13 jan/14 abr/14
%
Efetivo Antes Média Antes
D M A I C
Meta 1,03

43
Figura 26 – Média de perda por arranque antes do projeto
Fonte: O autor
Após as ações implementadas para os desvios relacionados a arranque,
observou-se que o número de pontos acima do limite superior estipulado também
diminuiu. Os menores valores de perda após a coleta número 19, foram
alcançados após o estudo de DoE, pois foi possível identificar os melhores fatores
de parada de arranque.
Figura 27 – Média de perda por arranque depois do projeto
Fonte: O autor
A queda na perda foi mais significativa durante a parada do secador final, pois
durante o processo de arranque, além das análises físico-químicas (umidade e
densidade), existem as análises qualitativas (características organolépticas do
cereal como cor, odor, sabor e brilho) que devem ser respeitadas, porém essa
subjetividade pode variar de pessoa para pessoa e dessa forma tem uma

44
variação aceitável no processo. A redução representou 43,56% pela parada do
secador final, conforme Figuras 28 e 29.
Figura 28 – Média de perda por parada antes do projeto
Fonte: O autor
Figura 29 – Média de perda por parada depois do projeto
Fonte: O autor
O projeto era valorizado mês a mês junto à equipe de controle financeiro da
empresa. A tabela 5 mostra o valores de recuperação do capital investido (saving)
obtido ao longo dos meses. Os melhores valores obtidos foram nos meses de
novembro e dezembro de 2013, representando um saving de R$ 11.345,67 e R$
18.647,39, respectivamente. Esses bons resultados, também, tiveram influência
direta da sequencia e do volume de produção desse mês, pois como as ações já
haviam sido implementadas e com o aumento da demanda produtiva nestes
meses, foi possível diluir ainda mais o índice de perdas por tonelada produzida.

45
Tabela 5 – Valores de Saving de retorno do projeto baseados na perda efetiva do mês e também no volume produzido de acordo com o programa de produção.
set/13 out/13 nov/13 dez/13 jan/14 fev/14 mar/14 abr/14
Total Perda por tonelada % 0,99 0,91 0,58 0,21 0,66 0,57 0,61 0,43
Meta (%) 1,03 1,03 1,03 1,03 1,03 1,03 1,03 1,03
Saving em R$ 5.843,21 6.323,45 11.345,67 18.647,39 13.154,76 11.987,50 10.854,39 16.542,83 94699,20
A Tabela 6 demonstra a evolução do conhecimento do líder do projeto nas
ferramentas aplicadas no decorrer do projeto. A Tabela foi classificada de acordo
com uma escala interna da empresa onde os valores 2 e 4 significam está
treinado e pratica sem auxilio, respectivamente e 3 pratica com auxilio. No início
do projeto algumas ferramentas estão apenas treinadas, porém é possível que se
tenha já no inicio do projeto se tenha ferramentas que se pratica sem auxilio, pois
o líder já pode ter tido conhecimentos anteriores adquiridos.
Tabela 6 – Evolução do conhecimento do conhecimento do líder do projeto
Ferramentas Inicial Desejado Atual GAP
Obter visão Geral YB 2 4 4 0
Elaborar gráfico seqüencial 4 4 4 0
Elaborar Contrato 4 4 4 0
Elaborar Cronograma 4 4 4 0
Elaborar Gráfico de Pareto 4 4 4 0
Elaborar Cartas de Controle 2 3 3 0
Determinar a Capabilidade de Processo 2 3 3 0
Estabelecer Metas Específicas 2 4 4 0
Elaborar Writestorming 2 4 4 0
Aplicar Diagrama de Afinidades 2 4 4 0
Elaborar Diagrama de Árvores 2 4 4 0
Elaborar o Plano de Ação 2 4 4 0
Aplicar Poka Yoke 2 3 3 0
Implementar o Plano de Monitoramento 2 4 4 0
Aplicar OCAP 2 3 3 0
Padronizar as soluções 2 4 4 0
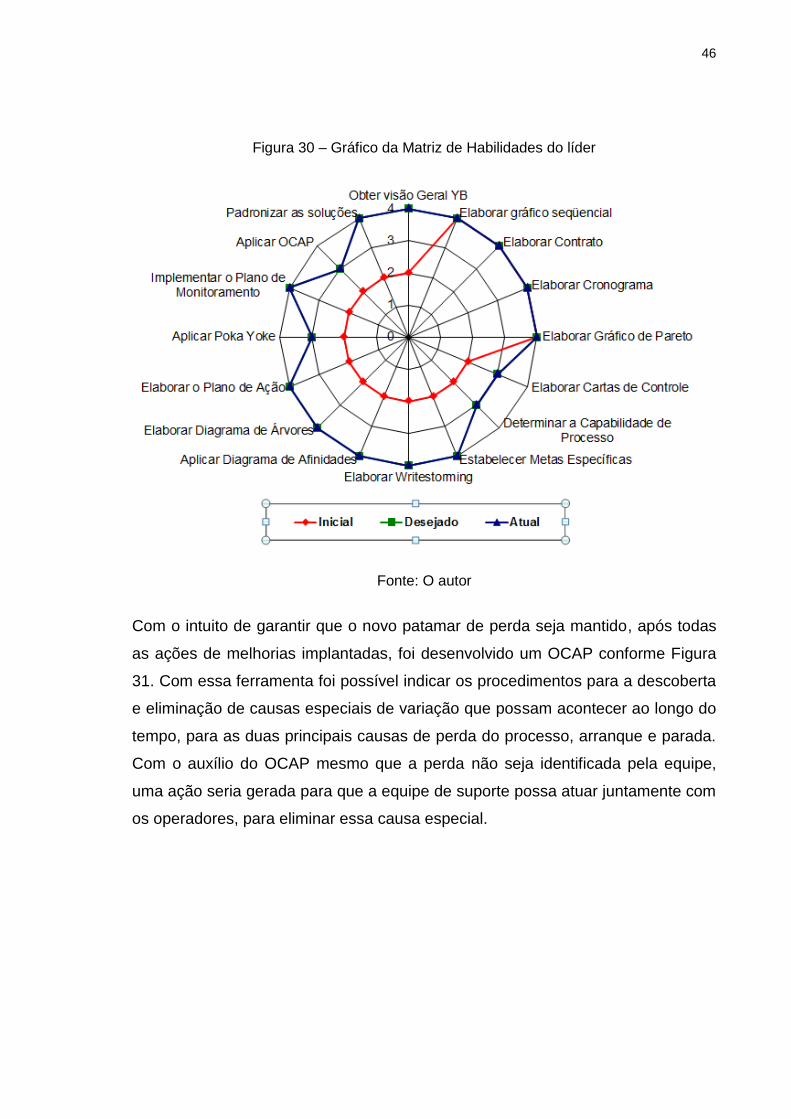
A Figura 30 representa de forma gráfica, como um radar, as ferramentas de maior
evolução do líder durante a elaboração do projeto. Pôde observar que o líder já
tinha bons conhecimentos em: elaborar gráfico sequencial, elaborar contrato,
elaborar cronograma e gráficos de Pareto.
46
Figura 30 – Gráfico da Matriz de Habilidades do líder
Fonte: O autor
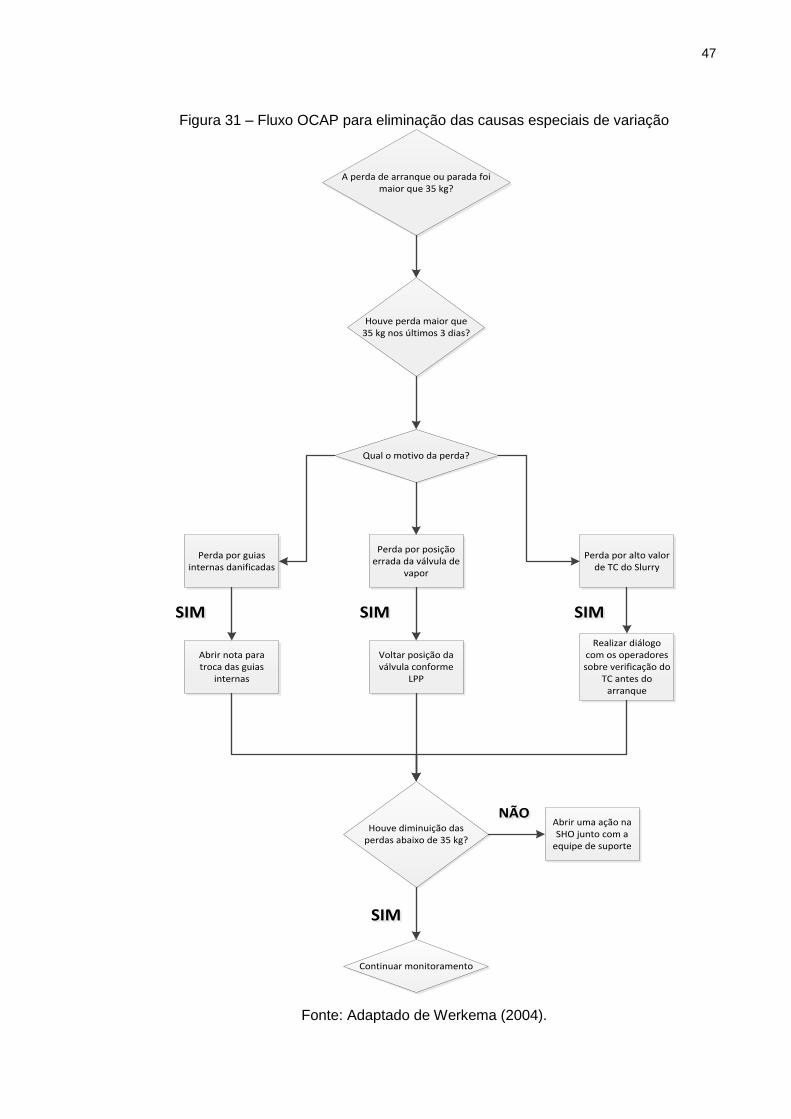
Com o intuito de garantir que o novo patamar de perda seja mantido, após todas
as ações de melhorias implantadas, foi desenvolvido um OCAP conforme Figura
31. Com essa ferramenta foi possível indicar os procedimentos para a descoberta
e eliminação de causas especiais de variação que possam acontecer ao longo do
tempo, para as duas principais causas de perda do processo, arranque e parada.
Com o auxílio do OCAP mesmo que a perda não seja identificada pela equipe,
uma ação seria gerada para que a equipe de suporte possa atuar juntamente com
os operadores, para eliminar essa causa especial.
47
Figura 31 – Fluxo OCAP para eliminação das causas especiais de variação
A perda de arranque ou parada foi maior que 35 kg?
Houve perda maior que 35 kg nos últimos 3 dias?
Qual o motivo da perda?
Perda por guias internas danificadas
Perda por posição errada da válvula de
vapor
Perda por alto valor de TC do Slurry
Abrir nota para troca das guias
internas
Voltar posição da válvula conforme
LPP
Realizar diálogo com os operadores sobre verificação do
TC antes do arranque
SIMSIMSIMSIM SIMSIM
Houve diminuição das perdas abaixo de 35 kg?
Continuar monitoramento
Abrir uma ação na SHO junto com a
equipe de suporte
SIMSIM
NÃONÃO
Fonte: Adaptado de Werkema (2004).

48
5. CONCLUSÃO
Conclui-se que a aplicação da metodologia DMAIC, mostrou-se eficaz para o
propósito de redução de perdas no processo de secagem de cereais matinais. O
fenômeno do estudo, redução de perdas do processo de secagem de cereais
matinais, obteve um resultado melhor que o esperado em termos de perda de
processo com relação ao objetivo estipulado inicialmente na etapa Definir. As
perdas do processo de secagem foram reduzidas em 33,18% ultrapassando a
meta inicial de 23,9%.
O estudo realizado de DoE junto á equipe do projeto foi de grande suporte para
transpor a subjetividade dos fatores de impacto das perdas de arranque e parada
para a quantificação da relação no efeito de cada fator, em que o fluxo da
Accurate foi o fator de maior impacto com 24,5 e 21,25 para arranque e parada,
respectivamente. Puderam-se obter resultados expressivos sem grandes
investimentos, dessa forma quebrando um paradigma entre os operadores que
acreditam ser necessário um investimento financeiro para a melhoria de um
processo.
A iniciativa desse projeto trouxe um ganho significativo para a empresa, dessa
forma, contribuindo para os indicadores prioritários da unidade de estudo ao
reduzir as perdas do processo de secagem e também o desenvolvimento de
pessoas para resolução de problemas e trabalho em equipe.
A realização de um DoE incluindo outros fatores como temperatura e tempo de
residência das esteiras de secagem deve ser levado em consideração para
trabalhos futuros, pois o processo de melhoria continua é uma jornada, e o
processo de secagem de cereais matinais pode ser explorado com novos ciclos
de projetos DMAIC a fim de reduzir ainda mais a perdas de processo.
49
REFERÊNCIAS BIBLIOGRÁFICAS
AGUIAR, S. Integração das ferramentas da qualidade ao PDCA e ao
programa Seis Sigma. Belo Horizonte: Editora de Desenvolvimento Gerencial, 1
ed., 2001.
ANDRIETTA, J.M.; MIGUEL,P.A.C. Aplicação do programa seis sigma no Brasil:
resultados de um levantamento tipo survey exploratório-descritivo e
perspectivas para pesquisas futuras. Gestão da Produção. São Carlos, v.14, n.2,
2007.
CARVALHO, M. M.; PALADINI, E. P. Gestão da Qualidade. Rio de Janeiro:
Editora Elsevier, 2012.
CLETO, M.G.; QUINTETO, L. Gestão de projetos através do DMAIC: Um estudo
de caso na indústria automotiva. Revista Produção Online, v.11, n.1, p. 213,
mar. 2011.
HOLANDA, L. M. C.; SOUZA, I. D.; FRANCISCO, A. C. Proposta de aplicação do
método DMAIC para melhoria da qualidade dos produtos numa indústria de
calçados em Alagoa Nova-PB. GEPROS. Gestão da Produção, Operações e
Sistemas, Bauru, Ano 8, nº 4, p. 36, out-dez/2013
LIKER, J. K.; MEIER, D. O Modelo Toyota: Manual de Aplicação. Porto Alegre:
Editora Bookman, 2007.
RATH, S. P.; SHUKLA, V. A Reflective study of “Six sigma” of quality management
research claim of indicant origin. Internation Journal of Enginneering and
Management Sciences, vol. 5, p.268, 2014.
50
ROTONDARO, R. Seis Sigma: estratégia para a melhoria de processos,
produtos e serviços. São Paulo: Editora Atlas, 1 ed., 2002.
SHINGO, S. O Sistema Toyota de Produção do Ponto de Vista da Engenharia
de Produção. Porto Alegre: Editora Bookman, 1996.
WARREN, C. S.; REEVE, J. M.; FESS, P. E. Contabilidade Gerencial. São
Paulo, Editora Pioneira Thomson Learning, 2003.
WERKEMA, M. Criando a Cultura Seis Sigma. Rio de Janeiro: Qualitymark, 1ª
Edição, 2002.
WERKEMA, M. Criando a cultura Seis Sigma. Nova Lima: Werkema Editora
Ltda., 3ª Edição, 2004.
WERKEMA, M. Ferramentas e Estatística Básicas para o Gerenciamento de
Projeto. Belo Horizonte: Werkema Editora Ltda, 2006.
WERKEMA, M. Criando a cultura Seis Sigma. Rio de Janeiro: Elsevier, 2012.