ט רוציי יכילהת - amalnet.k12.il€¦ · א"עשת ביבא ,'ט רוציי...
TRANSCRIPT

בשאלון זה 10 עמודים, 8 עמודי נספחים ו–3 עותקים של גיליונות פעולות.
ההנחיות בשאלון זה מנוסחות בלשון זכר,אך מכוונות לנבחנות ולנבחנים כאחד.
בהצלחה!
גמר לבתי–ספר לטכנאים ולהנדסאים סוג הבחינה: מדינת ישראל אביב תשע"א, 2011 מועד הבחינה: משרד החינוך
710911 סמל השאלון: סרטוט חלק )לשאלה 1( א. נספחים:
H.S.S נתוני שיבוב בכרסומי ב. סרטוט חלק )לשאלה 6( ג.
תכנית עיבוד )דו–צדדית, לשאלה 6( ד. דיאגרמת ברזל–פחמן ה.
תכונות של פלדות ו. ייעודן של פלדות ז.
גיליון פעולות )דו–צדדי, 3 עותקים(
תהליכי ייצור ט')לטכנאי מכונות(
הוראות לנבחןמשך הבחינה: ארבע שעות. א.
בשאלון זה שני פרקים. מבנה השאלון ומפתח ההערכה: ב.
נקודות 22 תכנון תהליך טכנולוגי פרק ראשון:
נקודות 78 כללי פרק שני:
נקודות 100 סה"כ
כל חומר עזר, כולל כלי סרטוט ומחשבון. חומר עזר מותר לשימוש: ג.
הוראות מיוחדות: ד.
בטרם תתחיל לענות על השאלות, קרא בעיון את כל השאלון וודא שההנחיות מובנות .1לך.
ענה על מספר השאלות הנדרש בשאלון. המעריך יקרא ויעריך את מספר התשובות .2הנדרש בלבד, לפי סדר כתיבתן במחברתך, ולא יתייחס לתשובות הנוספות.
בכל שאלה ניתנו הנתונים לפתרונה. אם לדעתך חסר נתון, הוסף אותו על–פי שיקול .3דעתך, ופתור בעזרתו את השאלה. ציין בתשובתך את הנתון שהוספת.
בתשובה לשאלה חישובית, עליך להציג את שלבי הפתרון באופן מפורט ולהסבירם .4בקצרה. קבלת מרב הנקודות מותנית במילוי דרישה זו.
הוראות למשגיח:בתום הבחינה, יש לצרף את גיליונות הפעולות ואת נספח ד' אל מחברת הבחינה.

המשך בעמוד 3
תהליכי ייצור ט', אביב תשע"א-2-סמל 710911
השאלות
פרק ראשון: תכנון תהליך טכנולוגי )22 נקודות(ענה על שאלה 1 —שאלת חובה.
שאלה 1
. גר'
בנספח א' מסורטט מחבר קוני, העשוי ממסג אלומיניום שצפיפותו 2.7 סמ"ק יש לייצר את המחבר הקוני בסדרות של 25 יחידות בכל סדרה.
לתשובתך, השתמש בגיליונות הפעולות המצורפים לשאלון.
קבע את המידות של חומר הגלם שממנו ייוצר חלק אחד, וחשב את המסה של חומר הגלם. א. הצג את חישובך במחברתך ורשום את המידות ואת ערך המסה במקומות המתאימים
בגיליון הפעולות הראשון.
תאר בגיליונות הפעולות את התהליך הטכנולוגי של ייצור החלק. כלול בתיאורך תרשימים ב. ברורים של פעולות העיבוד השבבי ושל פעולות הגימור הנדרשות לייצור המחבר הקוני.
בכל פעולה קבע את ההצבות ואת השלבים הנדרשים. הסתמך בקביעותיך על המידות ועל הסבולות הנתונות בסרטוט המחבר הקוני שבנספח א'.
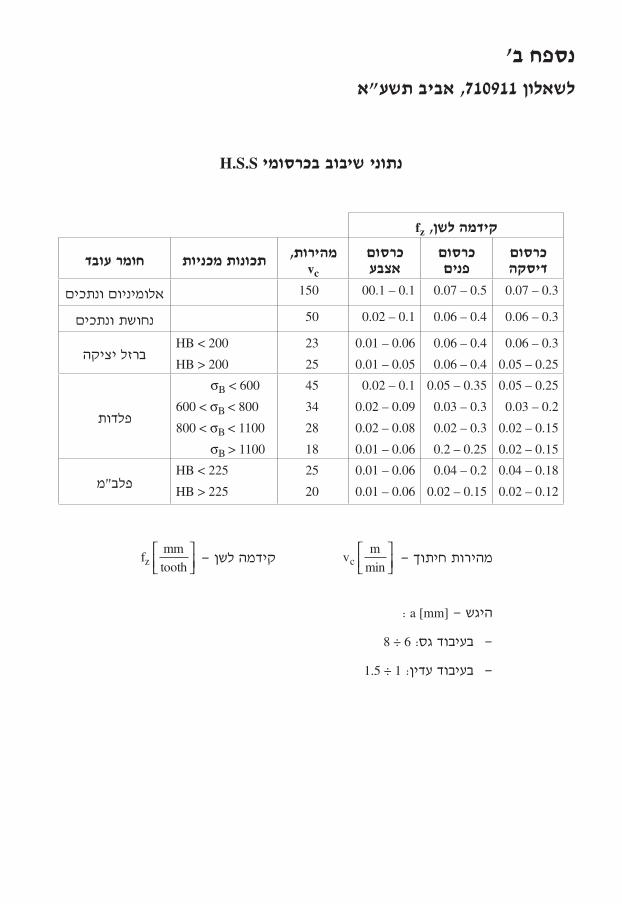
היעזר בנספח ב' וקבע, לצורך עיבוד גס של החריץ המלבני )40 מ"מ ×22 מ"מ(, את הנתונים ג. . a ,וההיגש , fz ,הקידמה לשן , vc ,מהירות החיתוך , D ,האלה: קוטר הכרסום
חשב את הקידמה לסיבוב, f . התחשב בכך שהכרסום יתבצע באמצעות כרסום בעל שתי . H.S.S–שיניים, העשוי מ
רשום את הנתונים שקבעת וחישבת במקומות המתאימים בגיליון הפעולות.
הדבק את מדבקת הנבחן שלך במקומות המתאימים בגיליונות הפעולות וצרף אותם למחברת הבחינה שלך.

המשך בעמוד 4
תהליכי ייצור ט', אביב תשע"א-3-סמל 710911
פרק שני: כללי )78 נקודות(ענה על שש מבין השאלות 2—10 )לכל שאלה — 13 נקודות(.
שאלה 2
באיור לשאלה 2 מוצגים ארבעה כלי שיבוב לביצוע פעולות שיבוב שונות. א.
מהו שמו של כל אחד מהכלים המוצגים ואיזו פעולה הוא נועד לבצע? .1
ציין באילו תנועות נעים הכלים המוצגים בעת ביצוע הפעולות שתיארת בסעיף א'1. .2
a
b
c
d
איור לשאלה 2
יש לקדוח קדח שקוטרו 20 מ"מ בלוח העשוי מפלדה פחמנית שעוביו 60 מ"מ, כך שיתקבל ב. טיב פני שטח N6 . ציין מהם השלבים הנדרשים לקידוח הקדח.
אם עובי הלוח יהיה 250 מ"מ ולא 60 מ"מ, יהיה צורך להשתמש במקדח מסוג מיוחד. ג. התייחס לקוטר המקדח ולעובי הלוח וציין איזה סוג מקדח יידרש ומהו התנאי לשימוש
במקדח כזה.
ציין שתי תכונות מיוחדות שיש למקדח שציינת בסעיף ג' המאפשרות את ביצוע הקדח בלוח ד. העבה.

המשך בעמוד 5
תהליכי ייצור ט', אביב תשע"א-4-סמל 710911
שאלה 3
באיור לשאלה 3 מתואר חלק גלילי ובו חריץ לשגם. א.
באיזו מכונה ובאיזה כלי תשתמש לעיבוד החריץ? .1
באיזה אופן יש לדפון את החלק לצורך עיבוד החריץ? .2
מהו טיב פני השטח המיטבי שניתן לקבל על דופנות החריץ באמצעות הכלי שבחרת? .3
Ø
Ø
איור לשאלה 3
בעיבוד קדחים עגולים במתכות משתמשים בשיטות העיבוד האלה: קידוח, חריטה פנימית, ב. קידוד.
העתק את הטבלה שלהלן למחברתך והשלם בה את פירוט המאפיינים לכל אחת משיטות העיבוד.
מאפיין
שיטת העיבוד
שם הכלי המעבדמידת הדיוק המתקבלת
בצורה הגיאומטרית של הקדח )גבוהה, בינונית, נמוכה(
קידוח
חריטה פנימית )עיבוד גס(
קידוד

המשך בעמוד 6
תהליכי ייצור ט', אביב תשע"א-5-סמל 710911
שאלה 4
. Ø5 ואת הקדח שמידתו Ø18 באיור לשאלה 4 מתואר גל שמעבדים בו את הגליל שמידתו
BØ 0.02
Ø18
� 0.0
50.
0+ –
20�0.20.4+
–
A
B
25�0.30.1+
–
58�0.00.1+
–
Y±∆y
X±∆x
Ø 3
8
M
א'
א'
8Ø
5 10
חתך א'—א'
איור לשאלה 4
חשב את המידה ∆ y±Y כמידה המתקבלת כתוצאה מחריטת הגליל. א.
. A כמידה טכנולוגית לעיבוד הקדח, אם שטח המוצא הוא X± ∆ x חשב את המידה ב.
. Ø18 הסבר כל אחד מהסימנים בסבולת הגיאומטרית המופיעה על המידה ג.
המשך בעמוד 7
תהליכי ייצור ט', אביב תשע"א-6-סמל 710911
שאלה 5
ציין שתי סיבות להעדפת שיטות עיבוד מיוחדות על–פני עיבוד שבבי. א.
מהו עקרון הפעולה של חיתוך מתכת באמצעות עיבוד גיצי עם חוט ב. ? (WireElectricalDischargeMachining)
תאר את תהליך ההכנה הנדרש בעובד לפני עיבוד קדח פנימי בעל צורה מסובכת, באמצעות ג. עיבוד גיצי עם חוט.
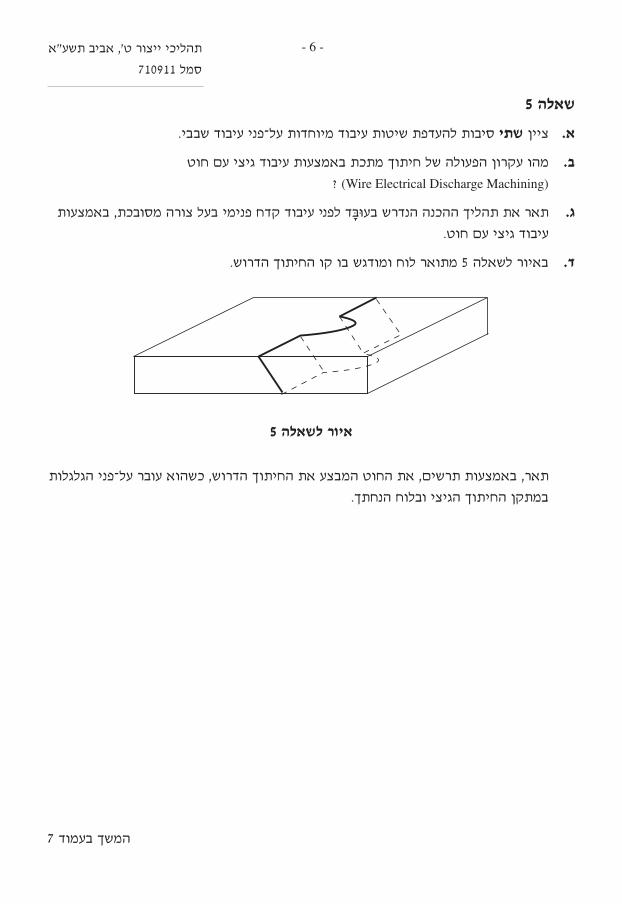
באיור לשאלה 5 מתואר לוח ומודגש בו קו החיתוך הדרוש. ד.
איור לשאלה 5
תאר, באמצעות תרשים, את החוט המבצע את החיתוך הדרוש, כשהוא עובר על–פני הגלגלות במתקן החיתוך הגיצי ובלוח הנחתך.

המשך בעמוד 8
תהליכי ייצור ט', אביב תשע"א-7-סמל 710911
שאלה 6
בנספח ג' מתואר חלק שאותו יש לייצר ממסג אלומיניום בכמות של 5,000 יחידות, בעיבוד . (CNC) ממוחשב
ענה על אחד מבין הסעיפים א' או ב'.
השלם בטבלה שבנספח ד' את תכנית העיבוד של המשטחים שצריך לעבד כדי לייצר א. את החלק.
הדגש, על–גבי כל אחד מן האיורים שבטבלה, את המשטח שיעובד בכל שלב. .1
הגדר, בעמודה המתאימה, את תהליך העיבוד (JOB) בכל שלב. .2
הצג, בעמודה המתאימה, תרשים דפינה לכל שלב, וציין בתרשים את נקודת המוצא .3(.S.P) של כלי העיבוד. סמן בתרשימיך סימני דפינה תקניים.
ציין, בעמודה המתאימה, את הסוג ואת הקוטר של כלי העיבוד המתאים לכל שלב. .4
הצג, בעמודה המתאימה, תרשים של צורת הקצה של כלי העיבוד המתאים לכל שלב. .5
הדבק את מדבקת הנבחן שלך במקום המתאים בנספח ד' וצרף אותו למחברת הבחינה שלך.
כתוב תכנית CNC )קצרה ככל האפשר( לעיבוד הכיס המלבני )18 מ"מ × 56 מ"מ( ולעיבוד ב. החריצים )ברוחב 8 מ"מ(. התייחס בתכניתך למערכת הצירים המסומנת בנספח ג'.
הסבר כל שורה שכתבת בתכנית. .1
העתק למחברתך את טבלת הכלים שלהלן והשלם בה את הנתונים החסרים של הכלים. .2
מספר הכלי
מספר השיניים שם הכליבכלי
החומר שהכליעשוי ממנו
תרשים הכולל את המידות של הקצה המעובד
1
2
המשך בעמוד 9
תהליכי ייצור ט', אביב תשע"א-8-סמל 710911
שאלה 7
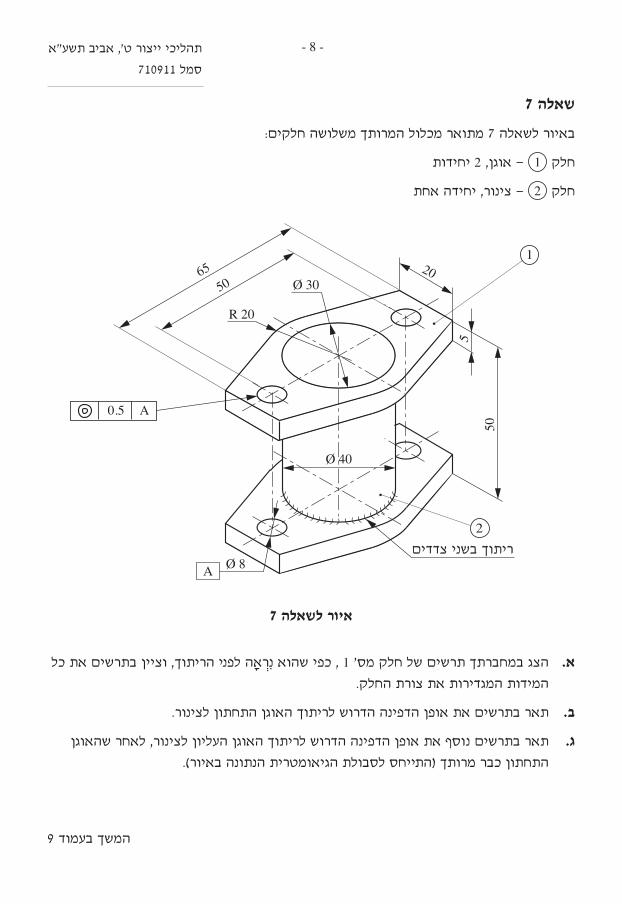
באיור לשאלה 7 מתואר מכלול המרותך משלושה חלקים:
1 — אוגן, 2 יחידות חלק
2 — צינור, יחידה אחת חלק
R 20
5065
Ø 3020
5
50
Ø 40
Ø 8A
0.5 A
1
2ריתוך בשני צדדים
איור לשאלה 7
רא�ה לפני הריתוך, וציין בתרשים את כל הצג במחברתך תרשים של חלק מס' 1 , כפי שהוא נ א. המידות המגדירות את צורת החלק.
תאר בתרשים את אופן הדפינה הדרוש לריתוך האוגן התחתון לצינור. ב.
תאר בתרשים נוסף את אופן הדפינה הדרוש לריתוך האוגן העליון לצינור, לאחר שהאוגן ג. התחתון כבר מרותך )התייחס לסבולת הגיאומטרית הנתונה באיור(.
המשך בעמוד 10
תהליכי ייצור ט', אביב תשע"א-9-סמל 710911
שאלה 8
עליך לתכנן טיפול תרמי הכולל חיסום והרפיה לפלדה 1035SAE . קבע בעזרת נספח ה' א. )דיאגרמת ברזל–פחמן( את טמפרטורת האוסטיניזציה לביצוע החיסום, ואת הטמפרטורה
המרבית לביצוע ההרפיה, לאחר החיסום.
הצג, במערכת צירים של טמפרטורה כתלות בזמן, גרף המתאר את המהלך של החיסום ב. וההרפיה, תוך כדי שימוש בערכי טמפרטורה מתאימים.
למה נועד הטיפול התרמי הנקרא "זיקון", בנתכי אלומיניום? ג.
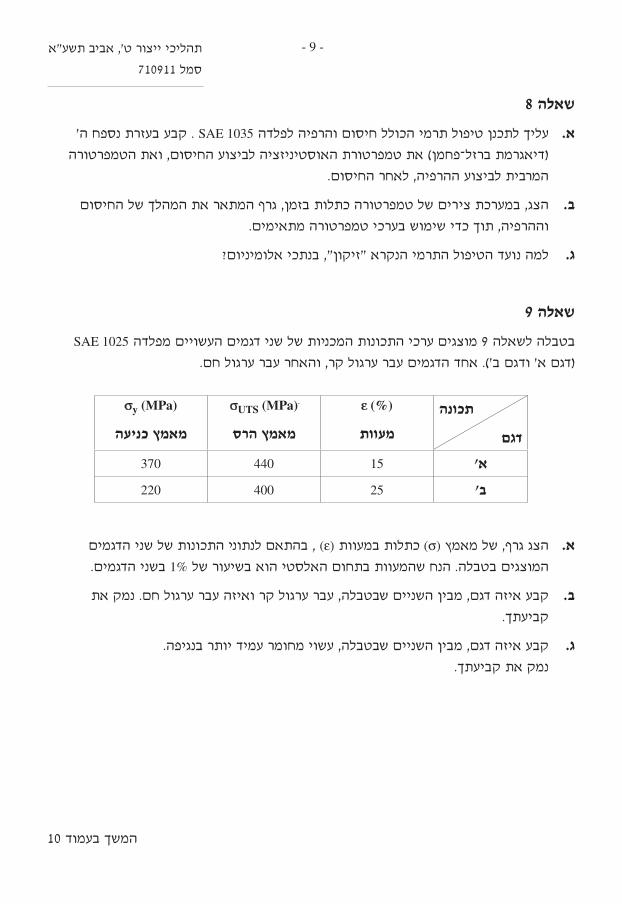
שאלה 9
SAE1025 בטבלה לשאלה 9 מוצגים ערכי התכונות המכניות של שני דגמים העשויים מפלדה )דגם א' ודגם ב'(. אחד הדגמים עבר ערגול קר, והאחר עבר ערגול חם.
תכונה
דגם
e (%)
מעוות
σUTS (MPa)
מאמץ הרס
σy (MPa)
מאמץ כניעה
15440370א'
25400220ב'
הצג גרף, של מאמץ (σ) כתלות במעוות (e) , בהתאם לנתוני התכונות של שני הדגמים א. המוצגים בטבלה. הנח שהמעוות בתחום האלסטי הוא בשיעור של 1% בשני הדגמים.
קבע איזה דגם, מבין השניים שבטבלה, עבר ערגול קר ואיזה עבר ערגול חם. נמק את ב. קביעתך.
קבע איזה דגם, מבין השניים שבטבלה, עשוי מחומר עמיד יותר בנגיפה. ג. נמק את קביעתך.

תהליכי ייצור ט', אביב תשע"א-10-סמל 710911
שאלה 10
מחלקת הנדסה נדרשת להמליץ על נתך העשוי פלב"מ )פלדה בלתי מחלידה(, כחומר לייצור חלק שנתוניו צריכים להיות:
קוטרו 50 מ"מ ועוביו 4 מ"מ. —
. 240MPa–מאמץ הכניעה" שלו גדול מ" —
"התארכותו היחסית" גדולה מ–45%. —
. 140HB–קשיותו" גדולה מ" —
"כושר החישול" שלו טוב. —
ענה על הסעיפים א' ו–ב' בעזרת הנספחים ו' ו–ז':
בחר פלב"מ בהתאם לדרישות והצג את תהליך הבחירה. א.
לאחר שהתקיימו דיונים נוספים עם מתכנני החלק, הוחלט להגדיל את עוביו ל–8 מ"מ. ב. האם תבחר בנתך פלב"מ אחר? הסבר את תשובתך.
מהי הסיבה לעמידות הטובה של פלב"מ )פלדות בלתי מחלידות( בפני קורוזיה? נמק את ג. תשובתך.
בהצלחה!
זכות היוצרים שמורה למדינת ישראל.אין להעתיק או לפרסם אלא ברשות משרד החינוך.

נספח א': סרטוט חלק-מחבר קוני )לשאלה 1(לשאלון 710911, אביב תשע"א
1.5 × 45°
M16
× 1
.5
24
30
85
B0.05N7
N7
N7
B0.03
0.02
C
Ø100.022+0.0–
Ø 1
2 0
.00.02
7+ –
Ø 3
0
Ø14
.5
4028
15
Ø 8
0 – 0
.15
+ 0
.0
220.
050.
20 +
+
BC
10°
20
48
15
R6
0.00.01
2+ –
0.00.2
+ –
N7N9
סבולת כללית: ±0.15
נספח ב' לשאלון 710911, אביב תשע"א
H.S.S נתוני שיבוב בכרסומי
fz ,קידמה לשןכרסום דיסקה
כרסום פנים
כרסום אצבע
מהירות, vc
חומר עובדתכונות מכניות
אלומיניום ונתכים0.1150–0.500.1–0.30.07–0.07נחושת ונתכים0.150–0.40.02–0.30.06–0.060.06–0.3
0.05–0.25
0.06–0.4
0.06–0.4
0.01–0.06
0.01–0.05
23
25
HB<200
HB>200ברזל יציקה
0.05–0.25
0.03–0.2
0.02–0.15
0.02–0.15
0.05–0.35
0.03–0.3
0.02–0.3
0.2–0.25
0.02–0.1
0.02–0.09
0.02–0.08
0.01–0.06
45
34
28
18
σB<600 600<σB<800
800<σB<1100
σB>1100
פלדות
0.04–0.18
0.02–0.12
0.04–0.2
0.02–0.15
0.01–0.06
0.01–0.06
25
20
HB<225
HB>225פלב"מ
fmm
toothz
קידמה לשן — v
mc min
מהירות חיתוך —
: a[mm] — היגש
בעיבוד גס: 6÷8 —
בעיבוד עדין: 1÷1.5 —

נספח ג': סרטוט חלק )לשאלה 6(לשאלון 710911, אביב תשע"א
R 35
R 30
R 15
R 5
68
36
50 18 36
56
76
90
Y
X
N9
8
Ø 6.5
Z
6
12 10
20
R 2
X
( )

נספח ד' )2 עמודים( — תכנית עיבוד )לשאלה 6(מקום למדבקת נבחןלשאלון 710911, אביב תשע"א
עיבוד המשטח
שלב הדגשת הגיאומטריה של השיבוב
(GEOM)
הגדרת תהליך העיבוד (JOB)
תיאור הדפינה (S.P.) וציון נקודת המוצא
סוג וקוטר כלי העיבוד
תיאור הקצה של כלי העיבוד)סרטוט ביד חופשית(
1
2
3
לשלבים נוספים — הפוך את הדף

עיבוד המשטח
שלב הדגשת הגיאומטריה של השיבוב
(GEOM)
הגדרת תהליך העיבוד (JOB)
תיאור הדפינה (S.P.) וציון נקודת המוצא
סוג וקוטר כלי העיבוד
תיאור הקצה של כלי העיבוד)סרטוט ביד חופשית(
4
5
6

נספח ה': דיאגרמת ברזל–פחמןלשאלון 710911, אביב תשע"א
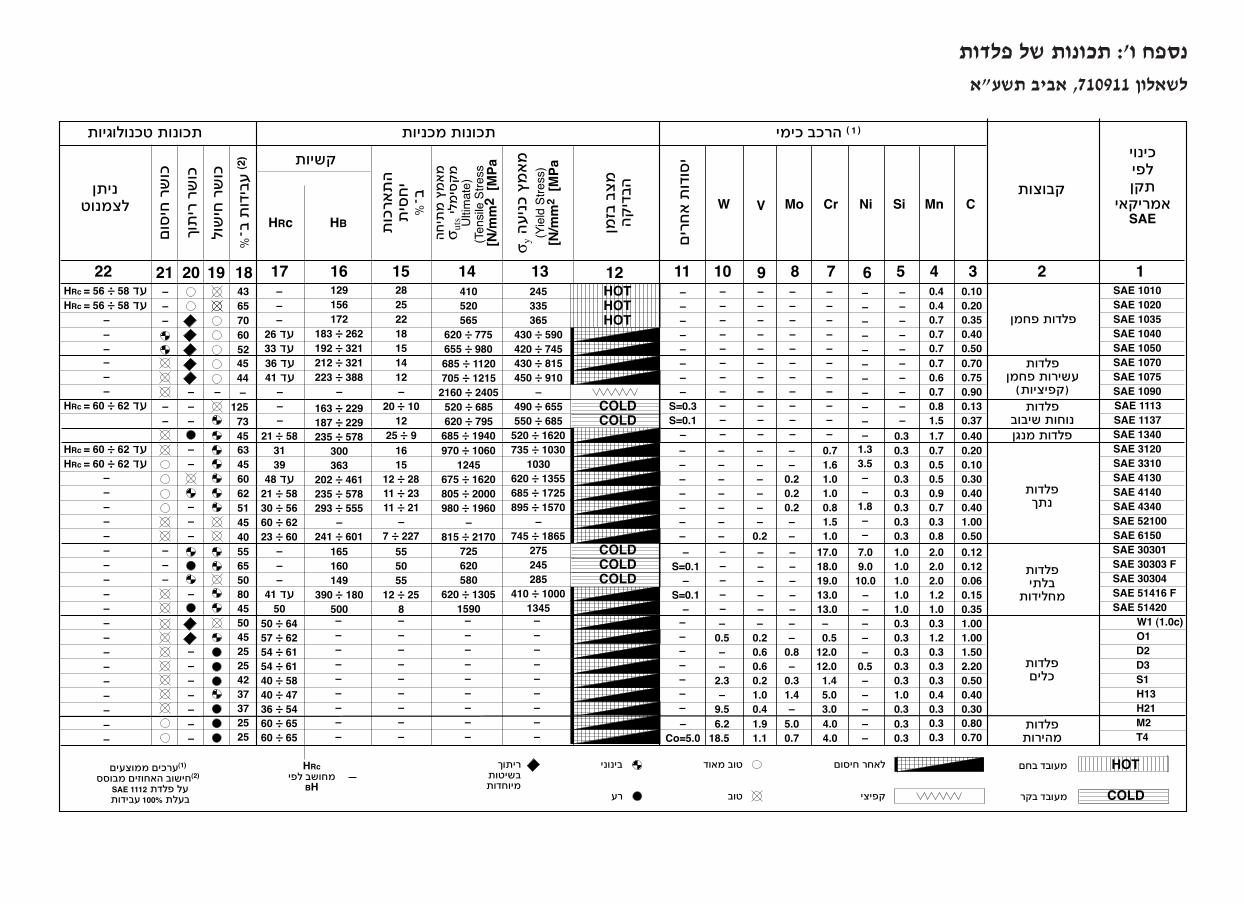
נספח ו': תכונות של פלדותלשאלון 710911, אביב תשע"א
ÌÁ· „·ÂÚÓ
ÔÓÁÙ ˙„ÏÙ
˙„ÏÙÔÓÁÙ ˙Â¯È˘Ú
®˙ÂȈÈÙ˜© ˙„ÏÙ
·Â·È˘ ˙ÂÁÂÔ‚Ó ˙„ÏÙ
˙„ÏÙÍ˙
˙„ÏÙÈ˙Ï·
˙„ÈÏÁÓ
˙„ÏÙÌÈÏÎ
˙„ÏÙ˙¯ȉÓ
0.100.200.350.400.500.700.750.900.130.370.400.200.100.300.400.401.000.500.120.120.060.150.351.001.001.502.200.500.400.300.800.70
0.40.40.70.70.70.70.60.70.81.51.70.70.50.50.90.70.30.82.02.02.01.21.00.31.20.30.30.30.40.30.30.3
0.30.30.30.30.30.30.30.31.01.01.01.01.00.30.30.30.30.31.00.30.30.3
––––––––––
1.33.5––
1.8––
7.09.010.0
–––––
0.5–––––
–––––––––––
0.71.61.01.00.81.51.0
17.018.019.013.013.0–0.5
12.012.0
1.45.03.04.04.0
––
0.20.20.2–––––––––
0.8–
0.31.4–
5.00.7
––––––
0.2
–0.20.60.60.21.00.41.91.1
–0.5––
2.3–
9.56.2
18.5
–S=0.1
–S=0.1
–––––––––
Co=5.0
––––––––
S=0.3S=0.1
–
¯˜· „·ÂÚÓ
–––––––––––
–––––––––––
–––––––––––
–––––
–––––
––––––––––––––––––
–––––––
ÌÂÒÈÁ ¯Á‡Ï
ȈÈÙ˜
CMnSiNiCrMoVW
Ìȯ
Á‡
˙„
ÂÒÈ
ÔÓÊ·
·ˆ
Ó‰
˜È„
·‰
σy
‰Ú
ÈÎ
ıÓ‡
Ó(Y
ield
Stre
ss)
[N/m
m2
[MPa
‰Á
È˙Ó
ıÓ
‡Ó
σut
s ÈÏÓ
ÈÒ˜
ÓU
ltim
ate)
(Ten
sile
Stre
ss
[N/m
m2
[MPa
˙ÂÎ
¯‡˙
‰˙
ÈÒÁ
È•
–·
HBHRc•
–· ˙
„ȷ
Ú (2
)
ÌÂÒ
ÈÁ ¯
˘ÂÎ
ÍÂ˙
ȯ ¯
˘ÂÎ
Ï¢
ÈÁ ¯
˘ÂÎ
245335365
430 ÷ 590420 ÷ 745430 ÷ 815450 ÷ 910
–490 ÷ 655550 ÷ 685
520 ÷ 1620735 ÷ 1030
1030620 ÷ 1355685 ÷ 1725895 ÷ 1570
–745 ÷ 1865
275245285
410 ÷ 10001345
410520565
620 ÷ 775655 ÷ 980685 ÷ 1120705 ÷ 1215
2160 ÷ 2405520 ÷ 685620 ÷ 795
685 ÷ 1940970 ÷ 1060
1245675 ÷ 1620805 ÷ 2000980 ÷ 1960
–815 ÷ 2170
725620580
620 ÷ 13051590
28252218151412–
20 ÷ 1012
25 ÷ 91615
12 ÷ 2811 ÷ 2311 ÷ 21
–7 ÷ 227
555055
12 ÷ 258
129156172
183 ÷ 262192 ÷ 321212 ÷ 321223 ÷ 388
–163 ÷ 229187 ÷ 229235 ÷ 578
300363
202 ÷ 461235 ÷ 578293 ÷ 555
–241 ÷ 601
165160149
390 ÷ 180500
–––
26 „Ú33 „Ú36 „Ú41 „Ú
–––
21 ÷ 583139
48 „Ú21 ÷ 5830 ÷ 5660 ÷ 6223 ÷ 60
–––
41 „Ú50
50 ÷ 6457 ÷ 6254 ÷ 6154 ÷ 6140 ÷ 5840 ÷ 4736 ÷ 5460 ÷ 6560 ÷ 65
43657060524544–
125
7345634560625145405565508045504525254237372525
HRc = 56 ÷ 58 „ÚHRc = 56 ÷ 58 „Ú
HRc = 60 ÷ 62 „ÚHRc = 60 ÷ 62 „Ú
HRc = 60 ÷ 62 „Ú
„Â‡Ó ·ÂË
·ÂË
ÈÂÈ·
Ú¯
ÍÂ˙ȯ˙ÂËÈ˘·˙„ÁÂÈÓ
HRcÈÙÏ ·˘ÂÁÓ
BH
ÌÈÚˆÂÓÓ ÌÈίÚ(1) ÒÒÂ·Ó ÌÈÊÂÁ‡‰ ·Â˘ÈÁ(2)
SAE 1112 ˙„ÏÙ ÏÚ˙Â„È·Ú 100% ˙ÏÚ·
HOTHOTHOT
COLD
COLDCOLDCOLD
–––––––––
–––––––––
COLD
–––––––––
–––––––––
––––
––
–––
–
–––––––
–––
––
–––
––––––
–––––––––––––––––––
HOT
COLD
T4
SAE 51420W1 (1.0c)O1D2D3S1H13H21M2
SAE 1010SAE 1020SAE 1035SAE 1040SAE 1050SAE 1070SAE 1075SAE 1090SAE 1113SAE 1137SAE 1340SAE 3120SAE 3310SAE 4130SAE 4140SAE 4340SAE 52100SAE 6150SAE 30301SAE 30303 FSAE 30304SAE 51416 F
ÈÂÈÎÈÙÏÔ˜˙
ȇ˜È¯Ó‡SAE
1
˙ˆ·˜
2
ÈÓÈÎ ·Î¯‰ ®±©
34567891011121314151617
˙ÂÈÎÓ ˙ÂÂÎ˙
˙ÂÈ˘˜
1819202122
˙ÂÈ‚ÂÏÂÎË ˙ÂÂÎ˙
Ô˙ÈËÂÓˆÏ

נספח ז': ייעודן של פלדותלשאלון 710911, אביב תשע"א
ייעודן של פלדות וסימונן, לפי תקן SAE ולפי תקנים אחרים
SAE 51420(3)W1 (1.0c)
T4
01D2D3S1H13H21M2
C 10
E 18 Co 5
C 22C 35
≈C 45≈Cf 53Cf 70C 75–
9 S 20–
42 MnV 7≈15 CrNi 614 CrNi 1425 CrMo 442 CrMo 4
–100 Cr 650 CrV 4
X 12 CrNi 17 7X 12 CrNi 18 8X 5 CrNi 18 9
–X 20 Cr 13C 100 W 2
–X 155 CrVMo 12 1
–45 WCrV 7
X 40 CrMoV 5 1X 30 CrMoV 9 3
DMo 5
XC 10f
18-0-1-5
XC 18f–
XC 38f≈XC 55fXC 70
≈XC 80–
10 F 2––
16 NC 612 NC 1225 CD 4 S40 CD 4
35 NCD 16100 C 6
–Z 12 CN 18-8
–Z 6 CN 18-10
–Z 30 C 13
Y1 105–
Z 160 CDV 12–––
Z 30 WCV 96-5-2
En 2AEn 3AEn 6En 8
≈En 9En 42F
–En 44En 1A
≈En 8AM≈En 15A
––
≈En 20AEn 19A
≈En 24En 31En 50En 58AEn 58MEn 58EEn 56BMEn 56D
SAE 1010SAE 1020SAE 1035SAE 1040SAE 1050SAE 1070SAE 1075SAE 1090SAE 1113SAE 1137SAE 1340SAE 3120SAE 3310SAE 4130SAE 4140SAE 4340SAE 52100SAE 6150SAE 30301SAE 30303 FSAE 30304SAE 514416 F
ÏÏÎ ‡ÏÔ˜˙·
ÈÂÈΉÈÙÏ
·Î¯‰‰ÈÓÈΉ
ÈÂÈÎÈÙÏÔ˜˙
ȇ˜È¯Ó‡SAE
ÌȯÁ‡ ÌȘ˙Ï ‰‡Â¢‰
ÈÓ¯‚DIN
È˙Ù¯ˆAFNOR
ÈËȯ·BS
˙¯ˆ˙ÂϷ˜Ó
„ÂÚÈÈ
¯ÈÁ
ÓÈ˙
‡Â¢
‰Ï‚
ÂÚÓ
1(4)1.00(4)1.00
1.501.251.251.502.002.502.503.003.003.504.004.004.004.504.503.506.007.007.005.006.002.503.507.008.006.007.00
10.0010.0018.00
ÌȘÏÁ ללא דרישות חוזק מיוחדות: צמנוט אפשרי.ÌȘÏÁ בעלי חוזק נמוך: צמנוט אפשרי (פינים, גלגלי שיניים גדולים).
ÌȘÏÁ בעלי חוזק בינוני (גלים חלולים, תותבים).ÌȘÏÁ בעלי חוזק בינוני (גלים, גלגלי שיניים, ברגים).
ÌȘÏÁ כבדים בעלי חוזק בינוני ועמידים בפני זעזועים (כלים חקלאיים, פטישים, ÌȘÏÁ קפיציים בעלי חוזק גבוה (כלים לחקלאות, טבעים לחישול).ÌȘÏÁ קפיציים בעלי חוזק גבוה (קפיצים שטוחים, להבי סכינים).
ÌȘÏÁ לשימוש מיוחד (קפיצים גליליים ומיוחדים).
ÌȘÏÁ בעלי חוזק נמוך, עבידות טובה ומרקם טוב (ברגים, אומים, פינים).ÌȘÏÁ בעלי חוזק בינוני, עבידות טובה ומרקם טוב (גלים, חלזונות).
ÌȘÏÁ בעלי חוזק גבוה (גלים, גלגלי שיניים).ÌȘÏÁ בעלי חוזק גבוה, אלסטיות עם צמנוט (גלים, גלגלי שיניים).
ÌȘÏÁ בעלי חוזק גבוה עם צמנוט (גלגלי שיניים, גלי כוכב).ÌȘÏÁ בעלי חוזק גבוה מאוד (גלים, גלגלי שיניים, מצמדים).
ÌȘÏÁ בעלי חוזק גבוה במיוחד (גלים, גלי ארכובה, גלי זיזים).
ÌȘÏÁ בעלי קשיות גבוהה (חלקים של מיסבי גלגול).ÌȘÏÁ עמידים בפני זעזועים (קפיצים גדולים, גלי כוכב, חלקי משאבות).
ÌȘÏÁ בעלי חוזק גבוה במיוחד (גלי ארכובה, חלקי מטוסים מיוחדים).
ÌȘÏÁ עמידים בפני חום וחלודה מוגבלת (חלקי מכשירים לשימוש ביתי וכלי מטבח).ÌȘÏÁ בעלי עבידות טובה ועמידים בפני חום וחלודה (ברגים, אומים, פינים).
ÌȘÏÁ עמידים בפני חום וחלודה (חלקי מכשירים בתעשייה).ÌȘÏÁ בעלי חוזק גבוה, עבידות טובה ועמידים בפני חלודה מוגבלת (סכינים).
ÌȘÏÁ בעלי חוזק גבוה במיוחד ועמידים בפני חלודה מוגבלת (כלים רפואיים לניתוח).ÌÈÏÎ בעלי קשיות חיצונית גבוהה והתנגדות גבוהה לשחיקה: סכנת עיוות (פטישים, איזמלים).ÌÈÏÎ בעלי קשיות חיצונית גבוהה והתנגדות גבוהה לשחיקה (מברגים, מדידים, מבלטי גזירה).ÌÈÏÎ בעלי התנגדות גבוהה במיוחד לשחיקה (מבלטי כפיפה, עוקצים למחרטה, גלילי עיצוב).
ÌÈÏÎ בעלי התנגדות גבוהה במיוחד לשחיקה (מבלטי משיכה, כלים ללחצנות).ÌÈÏÎ בעלי התנגדות גבוהה במיוחד לשחיקה ועמידים בפני זעזועים (עקבים, איזמלים, כלים פנימטיים).
ÌÈÏÎ לעבודה בחום עד 500°C (תבניות ליציקת לחץ, מבלטים לכבישה בחום).
ÍÂ˙ÈÁ ÈÏÎ לשיבוב מהיר, עמידים בפני חום (סכיני חריטה, מקדחים, מקררים, כרסומים).
ÍÂ˙ÈÁ ÈÏÎ לשיבוב מהיר, עמידים בפני חום (סכיני חריטה, מקדחים, מקדדים, כרסומים).
ÌÈÏÎ לעבודה בחום עד 600°C (תבניות ליציקת לחץ, מבלטים לכבישה בחום).
˙ˆ·˜
2232425262728
LT
LT ÛÒÎ ˙„ÏÙ (3)˙ÂËÂÓ®Ó¢Ó ∂ ÏÚÓ È·ÂÚ© ÌÈÁÏÙ ˙ÂÁÂÏ®Ó¢Ó ∂ „Ú È·ÂÚ © ÌÈ˯Ò ÌÈÁÙ˙¯ÂȈÌÈ·Ú ˙ÂÙ„ ÈÏÚ· ˙¯ÂȈÌÈÏÈÙ¯ىÁ˜Ï ÂÊ ‰„ÏÙ (4)
ÌȯÈÁÓ‰ ¯˙È ·Â˘ÈÁÏ ‰„ÈÁÈÎÌÈËÂÁ
ÔÓÁÙ ˙„ÏÙ
˙„ÏÙÔÓÁÙ ˙Â¯È˘Ú
®˙ÂȈÈÙ˜© ˙„ÏÙ
·Â·È˘ ˙ÂÁÂÔ‚Ó ˙„ÏÙ
˙„ÏÙÍ˙
˙„ÏÙÈ˙Ï·
˙„ÈÏÁÓ
˙„ÏÙÌÈÏÎ
˙„ÏÙ˙¯ȉÓ
לא נכלל בתקן.
הכינוי לפי
ההרכב הכימי

מכונותעיבוד
כלי שם ותיאורהצבהפעולהמדידה
כלי שיבוב
מתקני עזר
קידמה
mm
rev
מהירות חיתוך
m
min
זמן עיבוד
ישיר
שם החלק: חומר הגלם:
תרשים העיבוד
מידות חומר הגלם:
תאריך:
היגשהמסה של חומר הגלם:
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
מהירות קידמה
בהשחזה
mm
minmmmin
vcafv0t
שלב
עמוד מספר:
מתוך עמודים
גיליון פעולות בתהליך טכנולוגילשאלון 710911, אביב תשע"א
מקום למדבקת נבחן

מכונותעיבוד
כלי שם ותיאורהצבהפעולהמדידה
כלי שיבוב
מתקני עזר
קידמה
mm
rev
מהירות חיתוך
m
min
זמן עיבוד
ישיר
שם החלק: חומר הגלם:
תרשים העיבוד
מידות חומר הגלם:
תאריך:
היגשהמסה של חומר הגלם:
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
מהירות קידמה
בהשחזה
mm
minmmmin
vcafv0t
שלב
עמוד מספר:
מתוך עמודים