es-2212933_t3.pdf
TRANSCRIPT
7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 1/12
19 OFICINA ESPAÑOLA DEPATENTES Y MARCAS
ESPAÑA
11 Número de publicación: 2 212 93351 Int. Cl.7: C03B 9/41
G05B 19/045C03B 7/00G05B 19/00
12 TRADUCCIÓN DE PATENTE EUROPEA T3
86 Número de solicitud europea: 00102556 .886 Fecha de presentación: 07.02.2000
87 Número de publicación de la solicitud: 102612687 Fecha de publicación de la solicitud: 09.08.2000
54 Título: Sincronización del funcionamiento de una máquina de secciones independientes para el suministrode gotas de vidrio fundido en un sistema de formación de productos de vidrio.
30 Prioridad: 08.02.1999 US 247797
45 Fecha de publicación de la mención BOPI:16.08.2004
45 Fecha de la publicación del folleto de la patente:16.08.2004
73 Titular/es:OWENS-BROCKWAY GLASS CONTAINER Inc.
One Sea GateToledo, Ohio 43666, US
72 Inventor/es: Leidy, D. Wayne;Shinaberry, Derek yFarkas, Daniel Stephen
74 Agente: Dávila Baz, Ángel
Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de
la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europeade Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo seconsiderará como formulada una vez que se haya realizado el pago de la tasa de oposición (art. 99.1 delConvenio sobre concesión de Patentes Europeas).
E S
2 2 1 2
9 3 3
T 3
Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 2/12
1
5
10
15
20
25
30
35
40
45
50
55
60
65
ES 2 212 933 T3 2
DESCRIPCIÓN
Sincronización del funcionamiento de una máqui-na de secciones independientes para el suministro degotas de vidrio fundido en un sistema de formación
de productos de vidrio.La presente invención está dirigida a los sistemasde formación de productos de vidrio de una máqui-na de secciones independientes (IS), y más particular-mente con un método y aparato para la sincronizaciónde la temporización del funcionamiento de la máqui-na con la provisión de gotas de vidrio fundido a lamáquina IS.Antecedentes y objetos de la invención
El arte de la fabricación de envases de vidrio es-tá dominado actualmente por la denominada máqui-na de secciones independientes o máquina IS. Dichasmáquinas incluyen una pluralidad de fabricación in-dependientes o individuales, en las que cada una tie-ne una multiplicidad de mecanismos operativos para
convertir una o más cargas o gotas de vidrio fundidoen envases de vidrio huecos, y transfiriendo los en-vases a través de sucesivas etapas de la sección de lamáquina. En general, un sistema de maquina IS inclu-ye una fuente de vidrio con un mecanismo de agujapara controlar un flujo de vidrio fundido, un meca-nismo de corte para cortar el flujo de vidrio fundidoen gotas individuales, y un distribuidor de gotas pa-ra distribuir las gotas individuales entre las seccionesindependientes de la máquina. Cada sección de la má-quina incluye uno o más moldes vacíos en los cualesla gota de vidrio se forma inicialmente con una pre-forma en una operación de soplado o de presión, unoo más brazos de inversión para transferir las prefor-mas a los moldes de soplado en los cuales se soplanlos envases hasta su forma final, tenazas para trasla-dar los envases formados sobre una placa de enfria-miento, y un mecanismo de recogida para transferirlos envases moldeados desde la placa de enfriamien-to a una cinta transportadora. La cinta transportadorarecibe los envases de todas las secciones de la máqui-na IS en secuencia, y transporta los envases hasta uncargador para su transferencia a un túnel de recocido.Los mecanismos operativos en cada sección propor-cionan también el cierre de las mitades de los moldes,el movimiento de las pantallas y de boquillas de so-plado, el control de viento de enfriamiento, etc. Lapatente de los EE.UU. número 4.362.544 incluye unaexposición de los antecedentes del arte de los proce-
sos de formación de productos de vidrio de “soplado-soplado” y de “prensar y soplar”, y expone también lamáquina de secciones independientes electroneumáti-cas adaptada para su utilización en cualquier proceso.
Un requisito crítico en los sistemas de formaciónde productos de vidrio de este carácter, tanto duran-te la inicialización como durante la operación conti-nuada, es sincronizar la operación de la máquina deformación de productos de vidrio con respecto al su-ministro secuencial de las gotas de vidrio fundido. Laoperación de las distintas secciones de la máquina es-tá sincronizada electrónicamente por una señal de re-posición a cero de la máquina. Se puede proporcionartambién una señal por el mecanismo de alimentaciónde las gotas, generada por un sensor o bien como res-puesta electrónica al sistema electrónico de control.En la patente canadiense numero 1198793 se propo-ne proporcionar un contador sensible a las señales dereloj de varios mecanismos operativos, tales como el
alimentador de gotas y la señal de reposición a cero dela máquina, para la medición del desplazamiento mu-tuo entre las unidades en grados de máquina. Estosdesplazamientos se anotan manualmente, y se repo-nen a cero manualmente con la inicialización después
de una parada general. No obstante, el tiempo de des-plazamiento de la gota desde el alimentador hasta losmoldes vacíos es relativamente constante en tiemporeal, y no varia con la velocidad de la máquina. Así pues, los tiempos del desplazamiento de la configura-ción en unidades de grados de máquina no proporcio-nan la sincronización adecuada conforme varía la ve-locidad de la máquina. Adicionalmente, los ajuste dela sincronización de tiempos se efectúa manualmen-te en lugar de hacerlo automáticamente en la patentemencionada.
La patente de los EE.UU. número 4108623 expo-ne un sistema de una máquina IS (de secciones in-dependientes) que opera en tiempo real, que se distin-gue de la operación en grados de máquina o en grados
de las secciones tal como es más típico en el arte. Eltiempo entre el corte de la gota y la entrada al mol-de vacío se mide mediante la utilización de un primersensor para generar una señal indicativa de la entradade la gota en el distribuidor de gotas, y un segundosensor para generar una señal indicativa de la entradade la gota en el molde vacío. La operación del moldese inicia por el sensor sensible a la entrada de la gotaen el molde. No existe un tiempo fijado entre el cortede la gota y la operación del molde vacío.
Es un objeto general de la presente invención elproporcionar un método y sistema para sincronizar laoperación de la máquina de formación para la pro-visión de gotas de vidrio fundido en una sistema deformación de productos de vidrio en una máquina IS,para sincronizar automáticamente la operación con lainicialización del sistema, y que mantenga automá-ticamente dicha sincronización durante la operacióndel sistema.Sumario de la invención
El sistema de formación de productos de vidrio deuna máquina de secciones independientes (IS) inclu-ye una máquina de secciones independientes con unapluralidad de secciones independientes de la máqui-na para recibir las gotas de vidrio fundido, y confor-mar las gotas en artículos de vidrio. El alimentador degotas presenta las gotas de vidrio fundido, y el distri-buidor de gotas alimenta las gotas a las secciones in-dependientes de la máquina en forma secuencial. De
acuerdo con la presente invención, la operación de lassecciones de la máquina está sincronizada con la ope-ración del alimentador de gotas, mediante la genera-ción de una señal de indexado del alimentador de lapresentación de las gotas de vidrio en el alimentadorde gotas. Un circuito electrónico de temporización dela máquina incluye medios para generar electrónica-mente una señal de indexado de la maquina para sin-cronizar la operación de las secciones de la máquinaentre sí. La separación en tiempo real entre la señal deindexado del alimentador y la señal de indexado de lamáquina durante la operación del sistema se determi-na y se almacena en unidades de tiempo. Con la ini-cialización de la operación del sistema después de unaparada general por cualquier razón, este tiempo alma-cenado se recupera automáticamente, y la temporiza-ción de la señal de indexado de la máquina se ajustaautomáticamente con respecto a la señal de indexa-do del alimentador para que sea igual a este tiempo
2

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 3/12
3
5
10
15
20
25
30
35
40
45
50
55
60
65
ES 2 212 933 T3 4
almacenado.Así pues, el tiempo entre la señal de indexado del
alimentador y la señal de indexado de la máquina seutiliza para restaurar automáticamente la sincroniza-ción de la máquina al efectuar el arranque o la ini-
cialización. La señal de indexado del alimentador segenera para que sea indicativa de la presentación odel corte de cada gota de vidrio fundido, bien sea porlos medios de un sensor que sea sensible a la opera-ción mecánica del mecanismo de corte, o bien por lamonitorización de la operación de una leva electró-nica asociada con las cuchillas de corte. Una prime-ra de estas señales de corte se asocia automáticamen-te en forma arbitraria con una primera sección de lassecciones de la máquina, para proporcionar una señalde indexado del alimentador asociada con la presen-tación de una gota de vidrio fundido en la primerasección de la máquina. Un controlador electrónico desincronización genera automáticamente una señal deindexado de maquina que, conjuntamente con los des-
plazamientos apropiados generados para cada secciónpor sistemas electrónicos de control de las secciones,sincroniza la operación de las distintas secciones de lamáquina entre sí. El tiempo entre la señal de indexa-do del alimentador generada por la presentación de lagota para la primera sección de la máquina, y la señalde indexado de la maquina que inicia la operación dela primera sección de la maquina, se mide durante laoperación en unidades de tiempo y siendo almacena-do en la memoria. Al producirse la reinicialización dela máquina IS, este tiempo se recupera de la memo-ria, y el sistema de temporización de sincronizaciónelectrónica de la maquina se ajusta automáticamentehasta que el tiempo entre la señal de indexado del ali-mentador y la señal de indexado de la máquina seade nuevo igual a este tiempo almacenado. Este ajustede la temporización de sincronización se lleva a cabopor medios de un bucle de sincronización de fase enajustes de fase incrementales de una magnitud selec-cionable por un operador.Breve descripción de los dibujos.
La invención, junto con los objetos adicionales,características y ventajas de la misma, se compren-derá mejor a partir de la siguiente descripción, de lasreivindicaciones adjuntas y de los dibujos adjuntos,en los que:
la figura 1 es un diagrama de bloques funcionalesde un sistema de formación de productos de vidrio deuna máquina de secciones independientes, de acuerdo
con el cual se encuentra implementada la invenciónpresente;
la figura 2 es un diagrama de bloques funcionalesmás detallado de una parte del sistema mostrado en lafigura 1;
la figura 3 es un diagrama de bloques funcionalesdel sistema electrónico de sincronización y control delsistema de la máquina de acuerdo con una realizaciónpreferida actualmente de la invención;
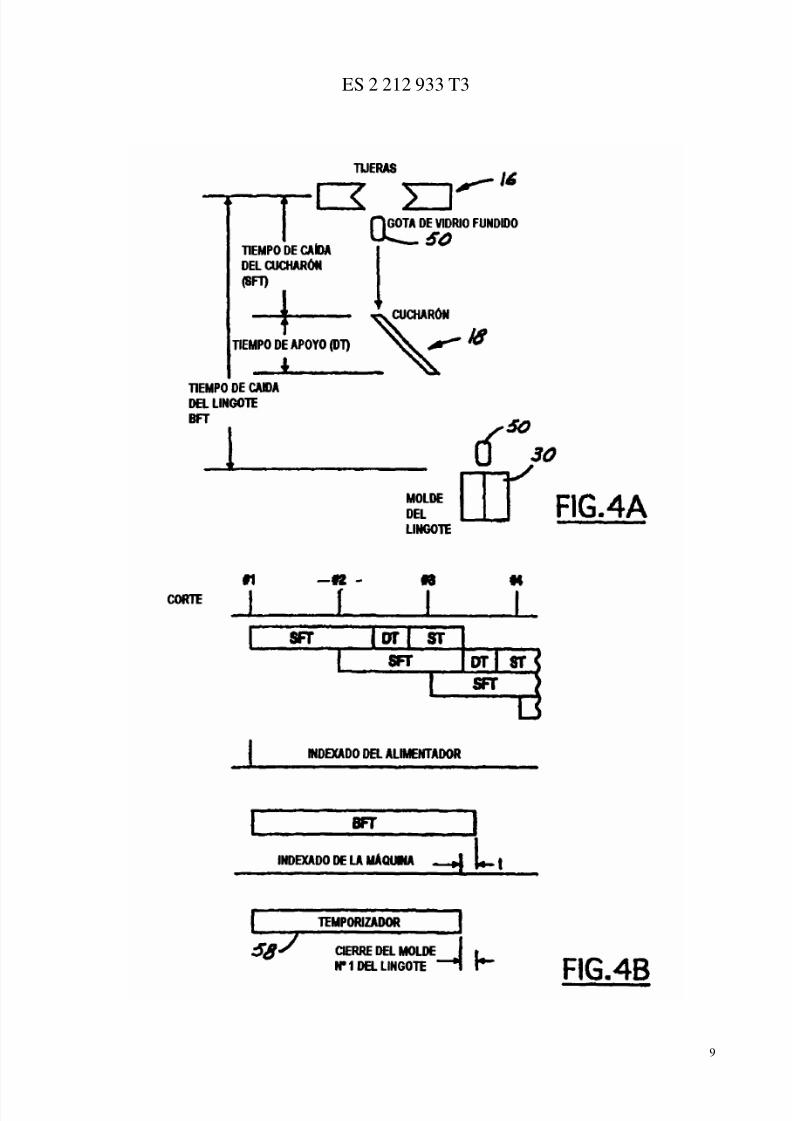
la figura 4A es un diagrama esquemático quemuestra varias fases de un recorrido de la gota de vi-drio fundido desde los cortes de las gotas hasta losmoldes vacíos en la figura 2;
la figura 4B es una ilustración gráfica de la sincro-nización de tiempos de los mecanismos de la figura4A;
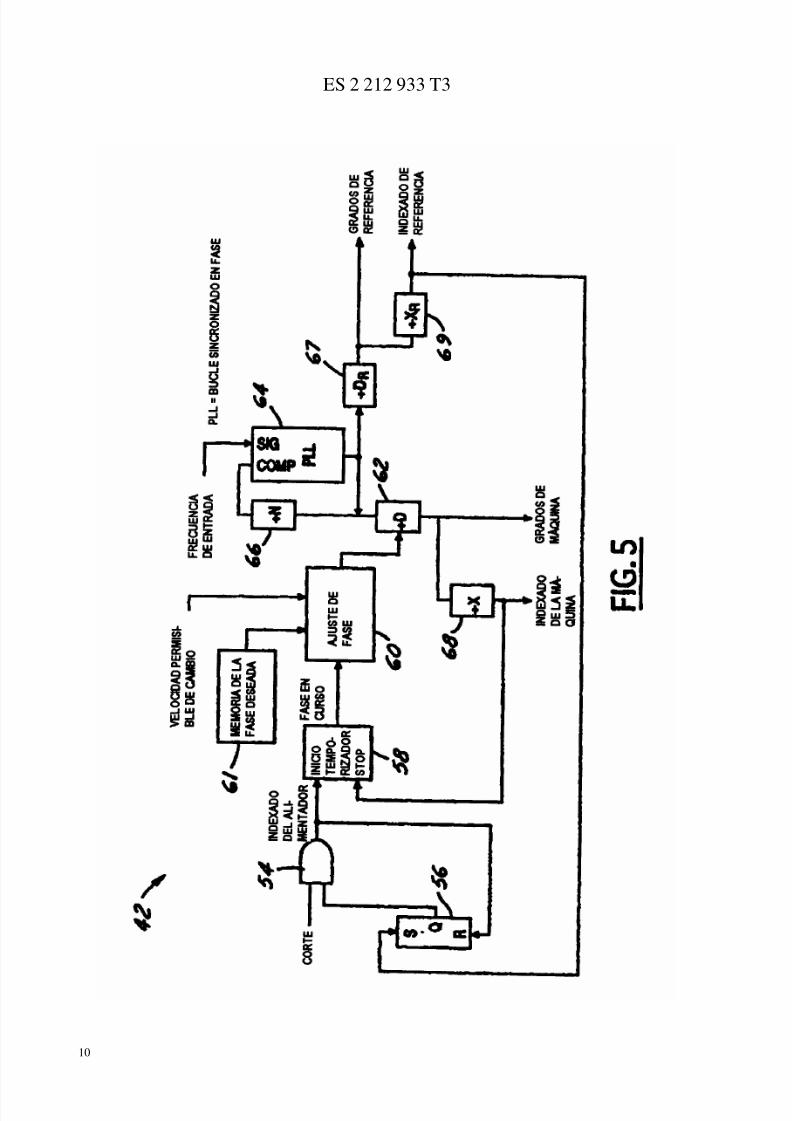
la figura 5 es un diagrama de bloques funcionalesde una parte del controlador electrónico de la figura3, para ajustar la relación de fases entre la señal de
indexado del alimentador y la señal de indexado de lamáquina de acuerdo con la presente invención; y
las figuras 6A y 6B comprenden conjuntamente undiagrama de flujo que muestra la operación del ajustede fases de la figura 5.
Descripción detallada de las realizaciones preferi-dasLa figura 1 muestra un sistema de formación de
productos de vidrio en una máquina IS 10, que com-prende un depósito o tolva 12 que contiene el cristalfundido (de un antecrisol) que es alimentado median-te un mecanismo de aguja 14 a un mecanismo de corte16. El mecanismo de corte 16 efectúa el corte de gotasindividuales de vidrio fundido, las cuales son alimen-tadas por un distribuidor de gotas 17 a una máqui-na de secciones independientes (IS) 20. La máquinaIS 20 incluye una pluralidad de secciones individua-les 20a, 20b, ... 20n, dentro de las cuales las gotasse forman en piezas individuales de cristalería. Cadasección termina en una estación de recogida, desde la
cual los artículos de cristalería son suministrados a untransportador 12 común de la máquina. El transpor-tador 22, que usualmente es una cinta transportadorasin fin, suministra los envases en forma secuencial aun cargador de un túnel 24, el cual carga los envasesen lotes en un túnel de recocido 26. Los envases sonsuministrados por el túnel 26 a un denominado termi-nal frío 28 del ciclo de fabricación, en el cual los en-vases se inspeccionan según variaciones comerciales,y se efectúa la clasificación, etiquetado, empaquetadoy/o almacenamiento para un procesamiento posterior.
El sistema 10 mostrado en la figura 1 incluye unamultiplicidad de mecanismos operativos para ejecutarlas operaciones en el vidrio, desplazando las piezas devidrio a través de etapas secuenciales de la operación,y por otra parte ejecutando funciones en el sistema.Tales mecanismos operativos incluyen, por ejemplo,el mecanismo de aguja 14, el mecanismo de corte delas gotas de vidrio fundido 16, el distribuidor de gotas18 y el cargador del túnel de recocido 24. Adicional-mente, existen una multiplicidad de mecanismos ope-rativos dentro de cada sección de la máquina IS 20,tal como los mecanismos para la apertura y el cierrede los moldes, mecanismos para los movimientos deentrada y salida, pantallas y cabezales de soplado, me-canismos para los movimientos de los brazos de inver-sión y tenazas de recogida de salida, y mecanismos derecogida para desplazar los productos de vidrio sobrela cinta transportadora de la máquina 22.
Con referencia a la figura 2, cada sección inde-pendiente 20a, 20b,...20n, incluye al menos preferi-blemente una pluralidad de moldes vacíos 30 que re-ciben las gotas de vidrio fundido simultáneamente deldistribuidor de gotas 18. En el sistema en particularmostrado a modo de ejemplo en los dibujos y aquí expuesto, la máquina 20 comprende una máquina de-nominada como de “tripe gota”, en la cual cada sec-ción de la máquina incluye tres conjuntos de moldesvacíos 30 y tres conjuntos de moldes de soplado 32para operar simultáneamente en las tres gotas paraproducir tres piezas de cristalería. En el arte se em-plean también máquinas denominadas máquinas co-mo capacidad sencilla, doble y cuádruple. Las gotasde vidrio fundido son suministradas substancialmen-te en forma simultánea a los moldes vacíos 30 de unasección dada de la máquina, y siendo suministradas alos moldes vacíos de las distintas secciones de la má-quina en el orden o secuencia denominado como de
3

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 4/12
5
5
10
15
20
25
30
35
40
45
50
55
60
65
ES 2 212 933 T3 6
disparo para el cual esté diseñado el sistema. Las go-tas de vidrio fundido se forman simultáneamente enmoldes de preforma en los moldes 30, y se transfierensimultáneamente mediante brazos de inversión desdelos moldes vacíos 30 a los moldes de soplado 32. En
los moldes de soplado 32, las preformas son sopla-das hasta la forma final mientras que la siguiente se-rie de preformas se forman en los moldes vacíos 30.Conforme la siguiente serie de preformas son transfe-ridas por los brazos de inversión hasta los moldes desoplado 32, los productos de vidrio terminados sontransferidos desde los moldes de soplado 32 mediantetenazas de recogida hasta la placa de enfriamiento deuna estación de recogida 34. Las distintas estacionesde recogida 34 son operadas en forma secuencial parasuministrar la cristalería terminada a la cinta transpor-tadora 22 de la máquina (figura 1).
Hasta lo aquí expuesto, el sistema 10 de forma-ción de cristalería de la máquina IS es de construcciónconvencional. El depósito 12 y el mecanismo de agu-
ja 14 pueden ser tal como los mostrados, por ejemplo,en la patente de los EE.UU. número 3419373. En larealización preferida actualmente de la invención, elmecanismo de aguja 14 es el expuesto en la paten-te de los EE.UU. número 5693113. El mecanismo decorte 16 de las gotas de vidrio fundido puede ser talcomo el expuesto en la patente de los EE.UU. número5573570 ó 5772718. El distribuidor de gotas de vidriofundido 18 puede ser tal como el expuesto en la pa-tente de los EE.UU. número 5683485 ó 5697995. Laspatentes de los EE.UU. números 4362544 y 4427431muestran máquinas IS típicas 20, y las patentes delos EE.UU. números 4199344, 4222480 y 5160015muestran estaciones típicas de recogida. Las patentesde los EE.UU. números 4193784, 4290517, 4793465y 4923363 muestran cargadores de túneles de recoci-do 24 adecuados. Las patentes de los EE.UU. núme-ros 4141711, 4145204, 4145205, 4152134, 4338116,4364764, 4459146, 4762544, 5264473 y 5580366muestran varias configuraciones del control electró-nico de la fabricación de productos de cristal en unamáquina IS. Se muestra un sistema para controlar losmovimientos de los mecanismos operativos de unamaquina IS, por ejemplo, en la patente de los EE.UU.anteriormente mencionada número 4548637.
El sensor 40 se muestra funcionalmente en la figu-ra 2 siendo sensible a la operación del mecanismo decorte de las gotas de vidrio fundido 16 para generaruna señal asociada de corte. El sensor 40 puede com-
prender un sensor de proximidad o similar, sensibleal movimiento físico de las cuchillas de corte para lageneración de una señal de corte. Alternativamente,en las aplicaciones en las que las cuchillas de corteestán accionadas por un servomecanismo sensible aun perfil electrónico almacenado o leva, el sensor 40puede comprender un sistema electrónico que detec-te una posición predeterminada a lo largo del perfilelectrónico de la leva para suministrar la señal de cor-te. La señal de corte del sensor 40 es suministradaa un controlador de sincronización electrónica 42 enla figura 3. El controlador 42 recibe también una se-ñal de frecuencia de entrada procedente de un oscila-dor maestro. El controlador 42 proporciona entradas alas consolas del operador de las secciona informatiza-das, o COMSOC 44a, 44b.„„ 44n, las cuales controlanla operación de las secciones asociadas de la máqui-na 20a, 20b, ... 20n, respectivamente. Las unidadesCOMSOC 44a-44n pueden ser tales como las mostra-
das en las patentes de los EE.UU. números 4152134,4364764, 4459146, 5264473 y 5580306, por ejemplo.En la implementación preferida en la que el distribui-dor de gotas 18 está accionado eléctricamente en lu-gar de hacerlo mecánicamente, el controlador 42 pro-
porciona también una salida de control al distribuidorde gotas de vidrio fundido. El controlador 42 recibetambién la entrada de un teclado 46 de operador, yproporciona una salida hacia una pantalla del opera-dor 48 para los fines de visualización y de control.
La figura 4A muestra la caída de una gota de vi-drio fundido 50 desde las tijeras 16 a través del cucha-rón del distribuidor de gotas 18 hasta un molde vacío30 de una sección independiente de la máquina. Lagota de vidrio fundido 50 cortada por las tijeras 16cae por gravedad a través de canales adecuados hastaun cucharón del distribuidor de gotas 18, y desde aquí por gravedad directamente o a través de otro canalhasta el molde vacío 30 de una sección independientede la máquina. El tiempo de caída del cucharón SFT
entre las tijeras 16 y el cucharón 18, y el tiempo deapoyo DT dentro del cucharón 18 permanecen relati-vamente constantes. De igual forma, el tiempo total decaída del lingote BFT entre las tijeras 16 y un moldedel lingote dado 30 permanece relativamente constan-te, todo en unidades en tiempo real, aunque el tiempode caída del lingote BFT para las distintas seccionesde la máquina puede variar debido a las distintas dis-tancias de separación física entre las secciones de lamáquina y el distribuidor de gotas de vidrio fundido.El punto importante es que el tiempo de caída del cu-charón SFT, el tiempo de apoyo del cucharón DT y eltiempo total de caída del lingote BFT para un moldedel lingote dado 30 permanezcan todos relativamenteconstantes en unidades de tiempo real, sin importar lavelocidad de la máquina. Así pues, con referencia ala figura 4B, existe un tiempo total relativamente fijoSFT más DT asociados con cada señal de corte de latijera procedente del sensor 40 (figura 1), que es inde-pendiente de la velocidad de la máquina. Así mismo,existe un tipo relativamente fijo ST durante el cual loscucharones del distribuidor de gotas de vidrio fundidopueden estar desplazándose para el suministro de lasgotas hasta la siguiente sección en forma secuencial.El tiempo total de caída del lingote BFT se muestra enla figura 4B solamente para la primera sección de lamáquina. La señal del corte asociada con la primerasección de la maquina se selecciona arbitrariamentecomo la señal de indexado del alimentador. (La “pri-
mera” sección de la máquina no necesita ser física-mente la primera en la maquina IS, sino que está de-signada arbitrariamente como “primera” en términosdel orden de disparo de la máquina).
Volviendo a la figura 5, cada señal de corte es su-ministrada al controlador de sincronización 42 hastauna puerta lógica 54, la cual recibe una segunda señalde un circuito biestable 56 que está activado por laseñal de indexado de referencia. La señal de indexa-do de referencia funciona para seleccionar la señal decorte asociada con la primera sección de la maquinaconforme la señal de salida de indexado del alimen-tador proceda de la puerta lógica 54. El temporizador58 se inicializa o arranca mediante la señal de inde-xado del alimentador, y recibe la señal de indexadode la máquina como una segunda entrada o entradade parada. Así pues, la salida del temporizador 58, lacual indica el desplazamiento o relación de fase en-tre la señal de indexado del alimentador y la señal de
4

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 5/12
7
5
10
15
20
25
30
35
40
45
50
55
60
65
ES 2 212 933 T3 8
indexado de la maquina en unidades de tiempo real,proporciona una entrada de control a un control deajuste de fase 60. El control de ajuste de fase 60 re-cibe también una entrada almacenada en la memoria61, indicativa de la relación de fase deseada entre las
señales de indexado del alimentador y de la máqui-na, y una entrada del operador (almacenada tambiénen la memoria) indicativa de la velocidad permisiblede cambio de esta relación de fase. La salida del con-trol de ajuste de fase 60 es suministrada al módulo 62de división por D de un bucle sincronizado en fase64. El bucle sincronizado en fase 64 tiene también unmódulo 66 de división por N, y recibe una frecuen-cia de entrada de un oscilador de control externo. Elbucle sincronizado en fase 64 en conjunción con losmódulos 62, 66 puede ser tal como el expuesto en laspatentes de los EE.UU. números 4145204 y 4145205,por ejemplo. La salida del bucle sincronizado en fase64 en el módulo D 62 proporciona la señal de controlen grados de máquina (en unidades de tiempo) al res-
to de los circuitos electrónicos de control, y se sumi-nistra a través del módulo 68 de división por X, paraproporcionar la señal de indexado de la máquina. Conreferencia de nuevo a la figura 4B, el temporizador 58mide el tiempo entre la señal de indexado del alimen-tador y la señal de indexado de la máquina. La señalde indexado de la máquina, la cual sincroniza la ope-ración de todas las secciones de la máquina, e iniciael cierre del molde del lingote en la primera sección,tiene lugar en un tiempo t anterior al final del tiempode caída del lingote BFT para la sección 1, para dejarun tiempo para que cierren los moldes de los lingotesantes de suministrar la gota de vidrio fundido. El bu-cle de sincronización de fase 64 está conectado tam-bién a un divisor 67 de división por DR, el cual estáconectado a un divisor 69 de división por XR. Los di-visores 67, 69 proporcionan las señales de grados de
referencia y de indexado de referencia al cargador ya los controles del alimentador (no mostrado). El di-visor 69 proporciona también la entrada de activaciónal circuito biestable 56.
En la realización preferida de la invención, el con-
trolador 42 está implementado en un controlador ba-sado en microprocesador operado digitalmente. Lasfiguras 6A y 6B muestran la operación del control deajuste de fase 60. Con referencia a la figura 6A, lasalida del temporizador 58 (figura 5) se obtiene pri-meramente en 70, y se compara en 72 con la relaciónde fase deseada entre las señales de indexado del ali-mentador y de indexado de la máquina. Esta relaciónde fase deseada se almacena entonces en la memoriadel controlador 61 cuando tengan lugar la sincroniza-ción debida, y siendo recuperable tanto en la iniciali-zación como durante las operaciones de la máquina.La diferencia en unidades de tiempo real entre la fasedeseada y la real en curso se compara entonces en 74con una banda muerta para impedir la interpolación.
Los bloques 76, 78, 80 y 82 determinan si es necesarioajustar la relación de fase mediante el incremento D(bloque 84) o disminuyendo D (bloque 86). Así pues,sí el valor D en el divisor 92 se tiene que incrementar,este valor se incrementa en 84 mediante el incremen-to de cambio de fase permisible DDELTA fijado por eloperador. De igual forma, si el valor de D se tiene quedisminuir, este valor es disminuido en 86 mediante elincremento de cambio de fase permisible DDELTA. Eltiempo de ajuste TAJUSTE se calcula entonces en 88 y90 como el producto de TFASE−DELTA(bloque 72) mul-tiplicado por DNUEVO dividido por DDELTA. El factordivisor DNUEVO es implementado entonces en 92 pordurante un tiempo TAJUSTE, después del cual DANTIGUO
es restaurado en 94. La operación retorna entonces ala figura 6A para comparar la fase en curso con la de-seada, etc.
5

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 6/12
9
5
10
15
20
25
30
35
40
45
50
55
60
65
ES 2 212 933 T3 10
REIVINDICACIONES
1. Un sistema de formación de productos de crista-lería en una máquina de secciones independientes (IS)(10) que incluye una máquina de secciones indepen-
dientes (20) con una pluralidad de secciones indepen-dientes (20a, 20b, 20c, 20d, 20e, 20f, 20g, 20h, 20i,20j, 20k, 20l, 20m, 20n) para recibir gotas de vidriofundido y conformar las gotas en artículos de vidrio,un alimentador de gotas (12, 14, 16) para presentarlas gotas de vidrio fundido, un distribuidor de gotas(18) para alimentar las gotas a las mencionadas sec-ciones independientes en forma secuencial, y mediospara sincronizar la operación de las mencionadas sec-ciones con el mencionado alimentador de gotas, quecomprende:
medios (40) acoplados operativamente al mencio-nado alimentador de gotas para suministrar una señalde indexado del alimentador, indicativa de la presen-tación de una gota de vidrio a la primera de las men-
cionadas secciones,medios electrónicos de sincronización en el tiem-
po de la máquina (42) incluyendo medios para gene-rar una señal de indexado de la maquina para la opera-ción de sincronización de las mencionadas seccionesentre sí,
medios (58, 61) para determinar la separación entiempo real entre la mencionada señal de indexado delalimentador y la mencionada señal de indexado de lamáquina, y almacenar la mencionada separación enunidades de tiempo,
medios (60) operables con la inicialización dela operación del mencionado sistema para recuperarautomáticamente el mencionado tiempo de separa-ción almacenado, y
medios (60) para ajustar la sincronización en eltiempo de la mencionada señal de indexado de la má-quina con respecto a la mencionada señal de indexa-do del alimentador para que sea igual al mencionadotiempo almacenado.
2. El sistema según la reivindicación 1, en el quelos medios electrónicos de sincronización en el tiem-po incluyen además medios (58) operables durante laoperación del mencionado sistema para monitorizarla separación en el tiempo entre la mencionada señalde indexado del alimentador y la mencionada señal deindexado de la máquina, para ajustar la sincronizaciónen el tiempo de la mencionada señal de indexado dela máquina, hasta que la mencionada separación en el
tiempo sea igual al mencionado tiempo almacenado.3. El sistema según la reivindicación 2, en el que
los mencionados medios para ajustar la sincroniza-ción en el tiempo de la mencionada señal de indexadode la máquina comprenden un bucle sincronizado enfase (62, 64, 66) que recibe una señal de frecuenciade entrada, y proporciona una mencionada señal deindexado de la máquina como una salida, y medios(60) sensibles a los mencionados medios de monitori-zación para ajustar la operación del mencionado buclede sincronización de fase.
4. El sistema según la reivindicación 3, en el quelos mencionados medios (60) para ajustar la opera-ción del mencionado bucle sincronizado en fase com-prende medios para ajustar la operación en incremen-tos fijos sensibles a cada mencionada señal de indexa-do del alimentador.
5. Un método de inicialización de la operación deun sistema de formación de productos de cristalería
de secciones independientes (10) que incluye una má-quina de secciones independientes (20) que tiene unapluralidad de secciones independientes de la máquina(20a, 20b, 20c, 20d, 20e, 20f, 20g, 20h, 20i, 20j, 20k,20l, 20m, 20n) para recibir las gotas de vidrio fundido
y conformar las gotas en artículos de vidrio, un ali-mentador de gotas (12, 14, 16) para presentar las go-tas de vidrio fundido, y un distribuidor de gotas (18)para alimentar las gotas del mencionado alimentadorde gotas a cada una de las secciones de la máquinaen forma secuencial, comprendiendo el mencionadométodo las etapas de:
(a) generar una señal de indexado del alimentadorindicativa de la presentación en el alimentadorde gotas de una primera gota para una primerasección de las secciones de la máquina,
(b) generar una señal de índice de la máquina,
(c) sincronizar la operación de la primera sección
de la máquina y de todas las demás seccionesde la máquina con respecto a la mencionada se-ñal de indexado de la máquina,
(d) durante la operación de la maquina de seccio-nes individuales, medir la separación entre lamencionada señal de indexado del alimentadory la mencionada señal de indexado de la má-quina, en unidades de tiempo,
(e) almacenar dicho tiempo en la memoria, y
(f) con la inicialización de la máquina posterior-mente a la mencionada etapa (e), recuperar elmencionado tiempo almacenado en la memo-ria, y ajustar la mencionada etapa (b) mientrasque se ejecuta la mencionada etapa (d) hastaque la separación en el tiempo entre las men-cionadas señales de indexado del alimentadory de la máquina sea igual al tiempo almacena-do en la mencionada etapa (e).
6. El método según la reivindicación 5, que com-prende la etapa adicional de:
(g) ejecutar periódicamente las mencionadas eta-pas (d) y (f) durante la operación del menciona-do sistema para mantener la mencionada sepa-ración en el tiempo igual al mencionado tiempoalmacenado.
6
NOTA INFORMATIVA: Conforme a la reserva del art.
167.2 del Convenio de Patentes Europeas (CPE) y a la Dis-
posición Transitoria del RD 2424/1986, de 10 de octubre,
relativo a la aplicación del Convenio de Patente Europea,
las patentes europeas que designen a España y solicitadas
antes del 7-10-1992, no producirán ningún efecto en Espa-
ña en la medida en que confieran protección a productos
químicos y farmacéuticos como tales.
Esta información no prejuzga que la patente esté o no in-
cluida en la mencionada reserva.

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 7/12
ES 2 212 933 T3
7

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 8/12
ES 2 212 933 T3
8
7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 9/12
ES 2 212 933 T3
9
7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 10/12
ES 2 212 933 T3
10

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 11/12
ES 2 212 933 T3
11

7/23/2019 ES-2212933_T3.pdf
http://slidepdf.com/reader/full/es-2212933t3pdf 12/12
ES 2 212 933 T3
12