manufaktur tinplate dan tfs
TRANSCRIPT
Mahros DarsinUniversitas Jember
Definisi Tinplate adalah lembaran (sheet) baja ringan kadar
karbon rendah (low-carbon mild steel) yang bervariasi dalam ketebalan antara 0,15 sd. 0,5 mm dengan coating setebal 0,4 µm sd. 2,5 µm pada kedua permukaan material
sifat mekanis Ductility (kemampuan untuk dideformasi yang ekstensif tanpa
retak), dan Drawability (sifat ini muncul dari pemilihan level baja dan kondisi
pemprosesan dalam pembuatan) Kemampuan solder yang bagus Mampu las Tidak beracun Sifat lumas Lacquerability Permukaan tahan korosi yang mengkilap (sifat khas tin)Lapisan tin mengikut pada dasarnya yaitu baja, maksudnya bila
diberikan sejumlah deformasi di mana baja masih tahan, tin juga akan tahan
pembuatan tinplateMetode tradisional: yaitu dengan mencelupkan atau melewatkan baja
melalui sebuah tin cair murni setelah perlakuan permukaan khusus untuk menghilangkan oksida yang ada.
Kekurangannya adalah dihasilkan coating yang tidak seragam
Cara modern: ELECTROPLATINGKeuntungan electroplating: Mampu membuat level coating yang tak mampu dibuat
dengan pencelupan Mampu membuat lapisan dengan ketebalan yang berbeda
pada kedua permukaan Ekonomis bagi pemakai karena mampu membuat lapisan
yang berbeda antara luar dan dalam sesuai keadaan yang dihadapi.
Ada dua metode terkenal untuk tinplating: Ferrostan process (acid stannous sulfate process) Halogen process
Langkah pembuatan Tinplate:1. Cleaning pada unit pickling dan degreasing2. Pencucian menyeluruh untuk mempersiapkan permukaan
Kedua tahap ini disebut sebagai plating stage3. Flow melting: pemanasan lembaran baja sampai temperatur di atas
suhu cair tin (+/-260-270ºC) diikuti dengan quenching cepat dalam air
4. Perlakuan passivasi untuk mempertahankan permukaan lebih stabil dan tahan terhadap atmosfir
Peng-oli-an ringan (berat oil film biasanya 5 – 10 mg/m2 ). Guna: untuk membantu mempertahankan film hasil passivasi dari serangan dan membantu sheet melalui mesin pembentuk container tanpa membahyakan lapisan yang lunak.
Dalam hal kemasan makanan harus mengunakan oli yang boleh: Minyak biji kapas Di-octylsebacate (DOS) Acetyl tributyl citrate (ATBC) 5. Pemotongan strip menjadi sheet atau gulungan
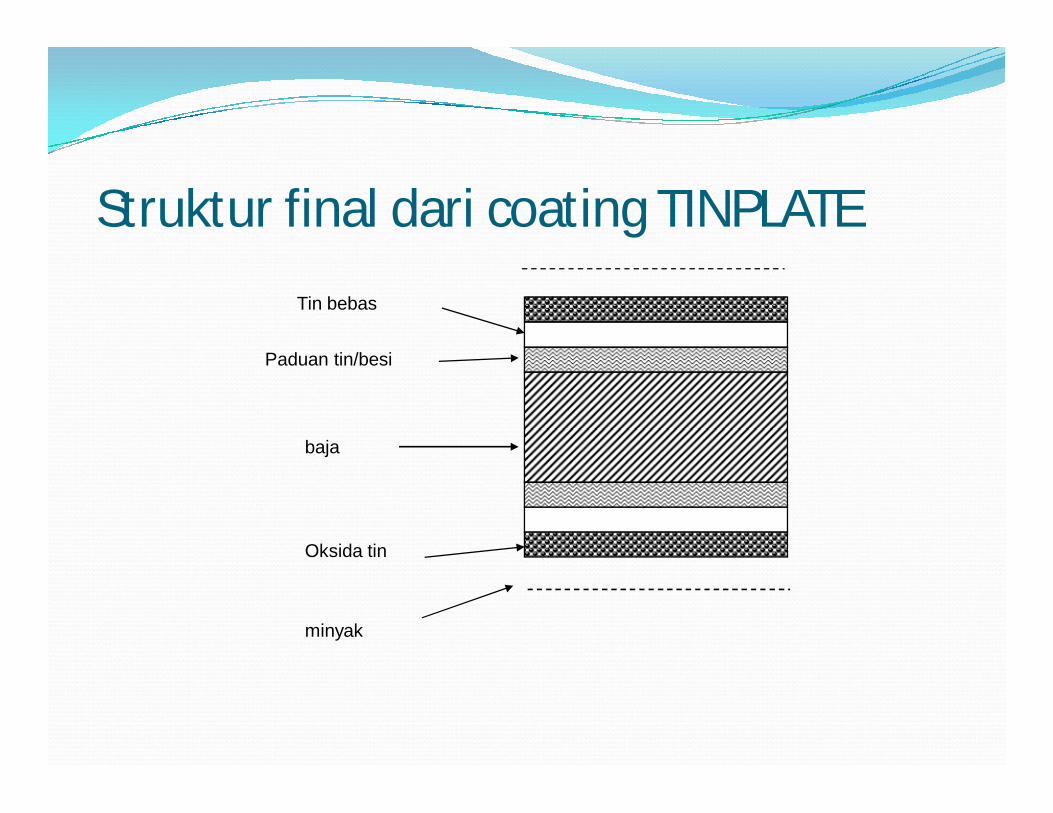
Paduan tin/besi
baja
Oksida tin
minyak
Tin bebas
Struktur final dari coating TINPLATE
Perlu diketahui!!! Menurut Barry, di antara produsen utama tin plate ada
pengelompokan sekitar 10 tingkat baja yang berbeda, 32 jenis beda ketebalan baja, 19 variasi berat lapisan tin, 6 surface finished, dan 2 treatment permukaan. Jadi totalnya lebih dari 70.000 varitas yang berbeda dari tinplate
Perlu diketahui lagi!! Lembaran (sheet) tinplate dinyatakan sebagai “base
box”, dari istilah kuno saat tinplate dijual dalam unit 112 sheets, berukuran 356 X 508 mm (14 X 20 in.). Satu paket yang disebut base box; dan luasan yang terkandung 20,2325 m2 atau 31.360 in2). Ini masih bertahan sampai kini.
Perlu diketahui lagi!! Unit lain yang diperkenalkan oleh Inggris pada
tahun 1994 adalah Standard Area of Tinplate (SAT) yang mempunyai luasan 100,000 in2. Sekarang ini umumnya tinplate dikelompokkan dalam unit metris SITA (Systeme International Tinplate Area) yang berdasar pada 100 m2.
1 SITA = 1,55 SAT. Metode standar untuk menentukan massa tin coating adalah prosedur titrasi Iodine.
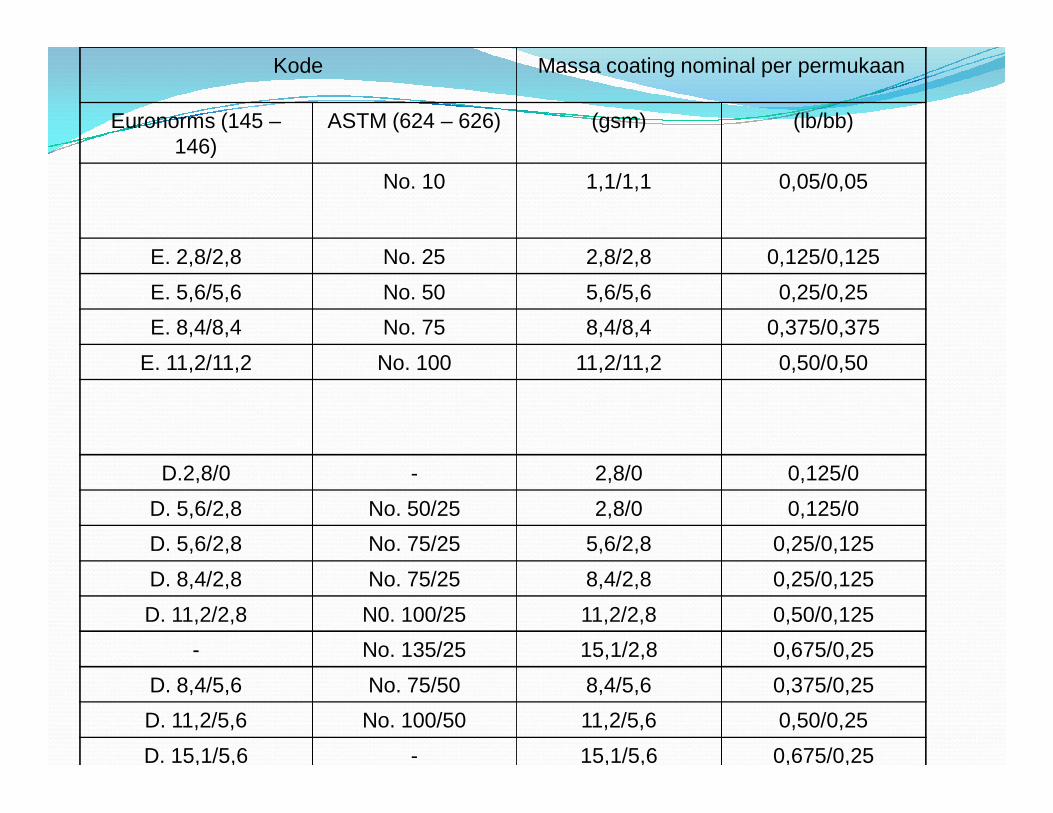
Kode Massa coating nominal per permukaan
Euronorms (145 –146)
ASTM (624 – 626) (gsm) (lb/bb)
No. 10 1,1/1,1 0,05/0,05
E. 2,8/2,8 No. 25 2,8/2,8 0,125/0,125E. 5,6/5,6 No. 50 5,6/5,6 0,25/0,25E. 8,4/8,4 No. 75 8,4/8,4 0,375/0,375
E. 11,2/11,2 No. 100 11,2/11,2 0,50/0,50
D.2,8/0 - 2,8/0 0,125/0D. 5,6/2,8 No. 50/25 2,8/0 0,125/0D. 5,6/2,8 No. 75/25 5,6/2,8 0,25/0,125D. 8,4/2,8 No. 75/25 8,4/2,8 0,25/0,125D. 11,2/2,8 N0. 100/25 11,2/2,8 0,50/0,125
- No. 135/25 15,1/2,8 0,675/0,25D. 8,4/5,6 No. 75/50 8,4/5,6 0,375/0,25D. 11,2/5,6 No. 100/50 11,2/5,6 0,50/0,25D. 15,1/5,6 - 15,1/5,6 0,675/0,25
Penandaan dari tinplate electrolytic dengan 11,2 gsm tin pada masing-masing permukaaan lembaran ditunjukkan sebagai E. 11,2/11,2 dan ini mewakili ketebalan tin sekitar 0,00154 mm pada masing-masing permukaannya. Berat coating tin juga dinyatakan sebagai berat per base box (yaitu berat total tin pada kedua muka dengan luasan area 20,2325 m2 dari black plate). Jadi 11,2 gsm adalah equivalen dengan 1 lb per base box.
Manufaktur ECCS/TFS (ECCS = Electrolytic Chromium-Coated Steel; TFS = Tin Free Steel) Produksi dari ECCS mirip dengan electrotinning, perbedaan
esensialnya bahwa ECCS tiak melibatkan proses ‘f low melting’ dan ‘passivasi’
Prosesnya diterangkan sebagai deposisi katodik di dalam dilusi (larutan) Chromium plating (misalnya 50 g L-1CrO3 dan dan 0,5 g L-1 H3 SO4) pada temperatur 50 – 70o C. seperti pada gambar berikut, ECCS terdirir dari pelapisan duplex dari chromium metalik dan chromium sesquioxide; keduanya dapat diberikan secara simultan dalam dua tahap (di mana chromium metalik dideposisikan dan kemudian diberikan perlakuan oksidasi).
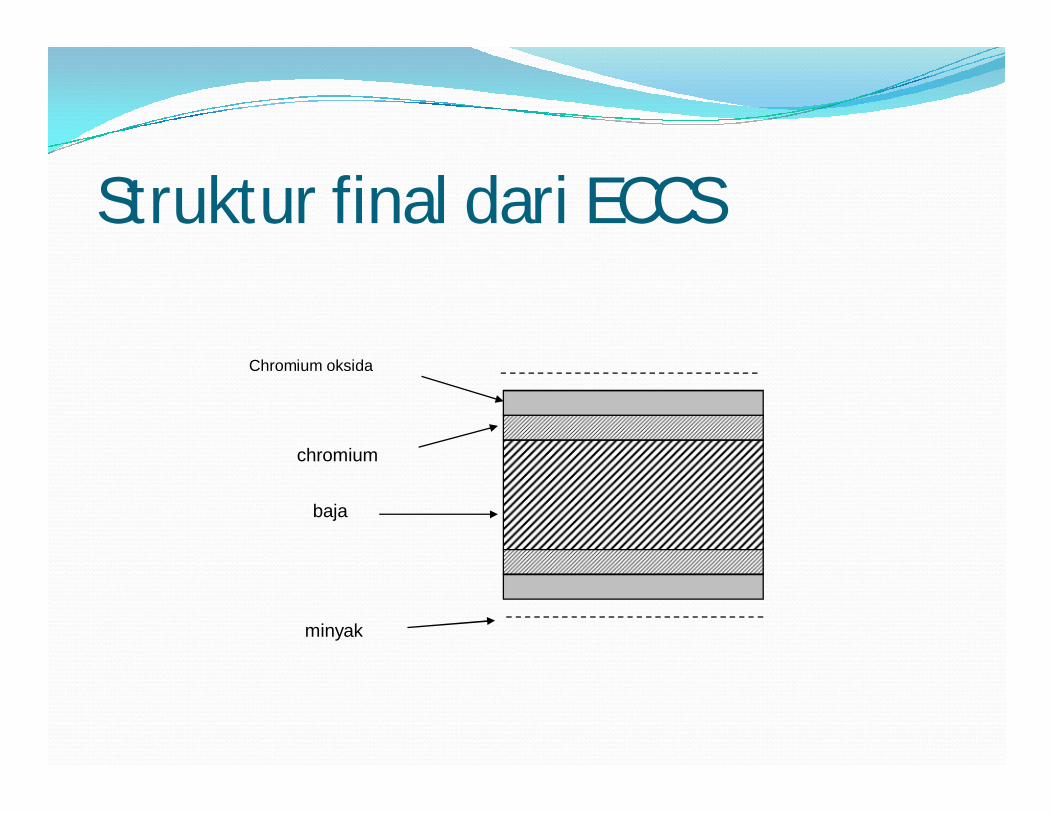
Struktur final dari ECCS
chromium
baja
Chromium oksida
minyak
Menurut Morgan, berat coating ideal untuk ECCS adalah 0,07 – 0,15 gsm logam chromium dan 0,03 –0,06 gsm trivalent chromium diberikan sebagai oksida, memberikan berat coating total kira kira 0,15 gsm. Ini jauh lebih tipis dari tingkat paling rendah dari sebuah tinplate electrolytic yang memiliki ketebalan 5,0 gsm.
Keunggulan ECCS: Permukaan ECCS lebih diterima untuk coating enamel
pelindung (lacquer) atau tinta cetak dan pernis dari pada tinplate
Ketiadaan lapisan tin dengan titik leleh rendah (232ºC) berarti suhu stoving yang tinggi sehingga waktu stoving yang lebih singkat dapat digunakan untuk peng-enamel-an (lacquering) ECCS
Kekurangan: ECCS kurang resis (tahan) terhadap korosi dibanding
tinplate karena tidak adanya lapisan tin yang dikorbankan, dan sehingga harus di-email-kan pada kedua sisinya.
Sebagai tambahan container (kaleng) ECCS tidak disolder dengan lead tradisional atau solder tin sehingga pengikatan ECCS harus dengan pengelasan atau dengan bahan perekat organik.
Bila disolder, ECCS harus dibersihkan lebih dahulu untuk menghapus lapisan chromium. Secara mekanis proses ini sangat lamban, mahal dan tidak efisien.
Pembuatan Aluminum Pembuatan container dari alumunium kurang
populer dibanding baja walaupun kuliah tentang alumunium foil lebih intensif.
Pengaplikasian komersial besar-besaran alumunium ini terbatas pada pate dan ikan. Alumunium foil (<0,1 mm) banyak digunakan pada berbagai produk makanan cepat saji, snacks dan kemasan mampu panas ulang.
Alumunium adalah unsur metal terbanyak dari bumi, menyusun 8,8% dari kerak bumi.
Unsur lain yang lebih banyak adalah oxigen dan silicon.
Alumina atau alumunium ditemukan secara alami sebagai mineral corondum (Al2O3 ); diaspore (Al2O3. H2O), gibbsite (Al2O3. 3H2O) dan lebih umum lagi bauxite, bentuk gibbsite yang tidak murni.
Sejarah pembuatan Aluminum 1 Hans Christian Oested, ahli kimia Denmark, pertama
kali mengisolasi alumunium pada tahun 1825 menggunakan proses kimia menggunakan amalgam potassium
Antara 1827 – 1845 Friederick Wohler, ahli kimiaJerman, mengembangkan proses Oerstedmenggunakan potassium metallic
Sejarah pembuatan Aluminum 2 Pada 1854 Henri Sainte-Claire deville di Perancis
mendapatkan logam dengan mengurangi alumuniumchlorida dengan sodium. Didanai oleh Napoleon III,Deville mendirikan pabrik eksperimen skala besar danmemamerkan alumunium murni pada ‘Paris Exposition’1885
Pada 1886 secara terpisah Charles Martin Hall (USA) dan Paul Heroult (Perancis) menemukan bahwa alumina larut dalam cryolite terfusi (Na3 Al F6 ) dan kemudian didekomposisi secara elektrolis menjadi logam cair mentah. Teknik biaya rendah (Hall-Heroult process) masih digunakan untuk produksi komersial alumunium, meskipun metode baru sedang dipelajari.
Kendala dalam pembuatan aluminum Karena stabilitas kimia dari oksidanya, keperluan
energi untuk peleburan sangat tinggi. Ini mengarahkan produksi alumunium di daerah yang tersedia energi listrik dengan biaya murah. Namun trend sekarang menunjukkan kecenderungan ketersediaan energi murah akan segera berakhir dan penggunaan kemasan alumunium turun drastis.
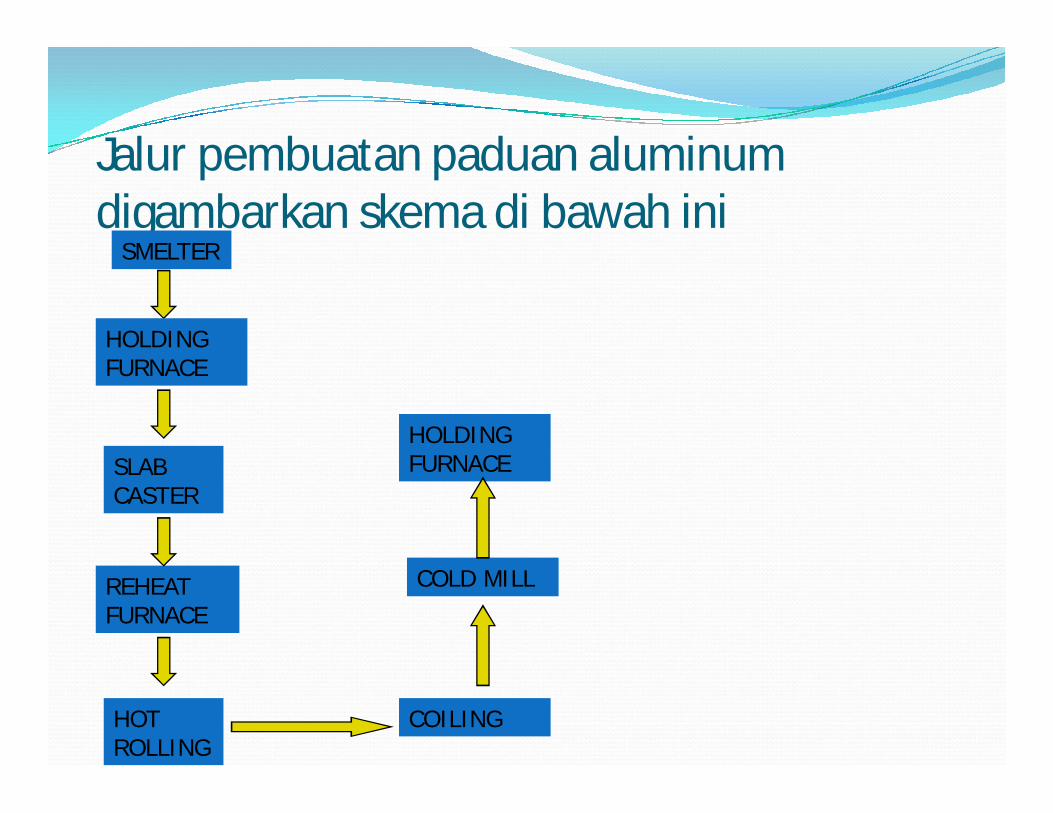
Jalur pembuatan paduan aluminum digambarkan skema di bawah ini
SMELTER
HOT ROLLING
HOLDING FURNACE
SLAB CASTER
REHEAT FURNACE
HOLDING FURNACE
COLD MILL
COILING