tratamiento de líquidos - inicio de sesión ingenieríajagomezc/materias/archivos_conducci… ·...
TRANSCRIPT
Tratamiento de líquidos En general se aplica a la deshidratación y desalado del aceite, para satisfacer requerimientos de entrega a refinería o explotación. Para aceite enviado a refinerías: Contenido de sal <30 - 50 (lb/1000bl) Contenido de agua < 1 (%) Para aceite de exportación: Contenido de sal <10 (lb/1000bl) Contenido de agua < 0.1 (%) Ventajas de la deshidratación en el campo
• Se disminuye los costos por concepto de transporte. • Se incrementa la capacidad de manejo de crudo. • Se evita daños por corrosión en las tuberías • Se evitan emulsiones “Fuertes” por tiempo de contacto agua- aceite en flujos
turbulentos disminuyendo los costos de tratamiento. • El agua separada se aprovecha (en ocasiones) para procesos de recuperación
secundaría. Etapas incluidas en el tratamiento del aceite.
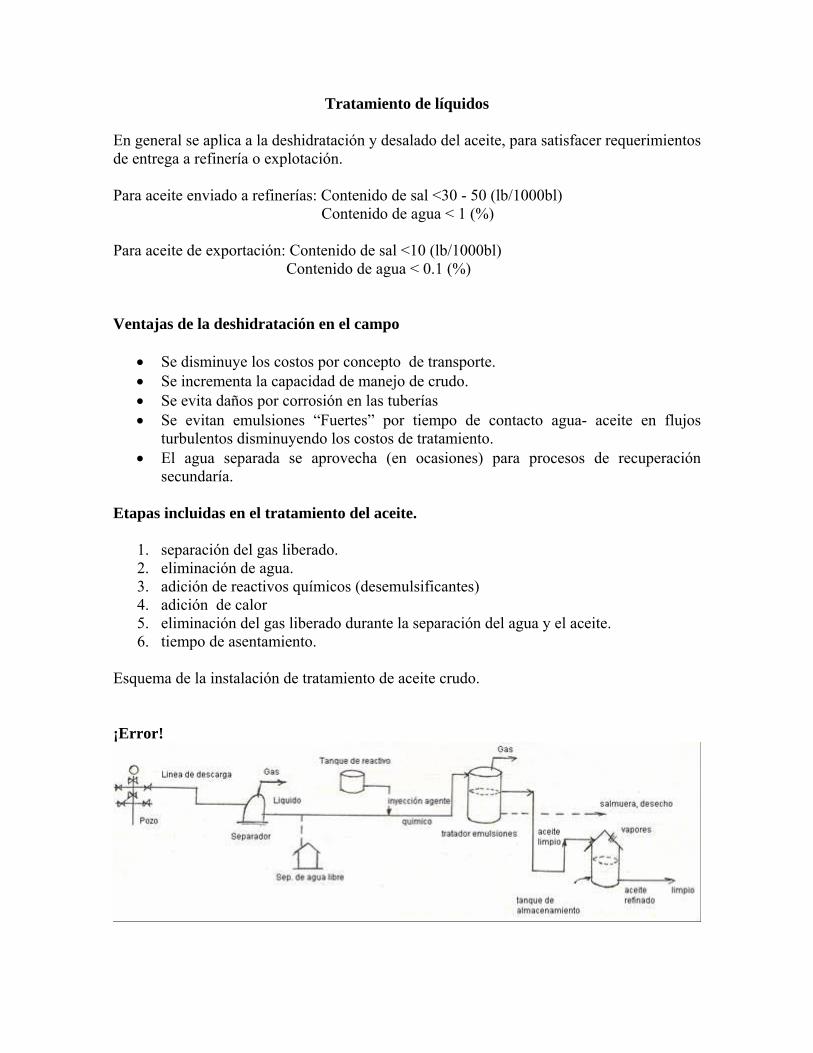
1. separación del gas liberado. 2. eliminación de agua. 3. adición de reactivos químicos (desemulsificantes) 4. adición de calor 5. eliminación del gas liberado durante la separación del agua y el aceite. 6. tiempo de asentamiento.
Esquema de la instalación de tratamiento de aceite crudo. ¡Error!

Formación de emulsiones Dos líquidos inmiscibles mutuamente (aceite, agua) Un agente que estabilice la emulsión (asfalteno, parafinas) Agitación suficiente para dispersar la fase no-continua en la continua. Fase continua: aceite; emulsión directa Fase no-continua: agua Características de las emulsiones
Gota de agua
⎪⎭
⎪⎬
⎫
• Apariencia.- café pajizo • Viscosidad.- µo=1 (cp) Μe=80 (cp)
µw=10(cp
• Tamaño de gotas de agua dispersas en el aceite .- aprox. Dp= 10 (micras) • Puede ser dura o estable.- tiene muchas partículas finas dispersas. • Suaves o inestables.- tienen gotas mas grandes y pueden separarse por diferencia de
densidades. Factores que afectan la emulsión.
• Grado de agitación.- a mayor agitación mayor estabilidad. • Viscosidad del aceite.- a mayor µo mayor estabilidad • Tiempo • ph de la fase acuosa.- si ph <10 se presenta emulsiones agua-aceite (tiende a ser
más estable); si ph >10 se presenta emulsiones aceite- agua. Principio de la deshidratación.
Stokesdeleyo
owgdpKVµ
ρρ )(2 −=
V= Velocidad de asentamiento de la gota dp= diámetro de la partícula del agua (10 micras) ρ w= densidad del agua

ρ o= densidad del aceite µo= viscosidad del aceite
⎪⎩
⎪⎨
⎧
g= aceleración de la gravedad. K= cte de unidad.
Incrementar )( ow ρρ −
elevando la temperatura para
romper la emulsión, también puede utilizarse undisolvente que haga menos denso al aceite
Agregar sal para que wρ sea alta. Aplicando calor para que oµ disminuya.
Para incrementar la velocidad de asentamiento
El factor que más influye en la deshidratación es el dp si dp aumenta una vez entonces V aumenta 5 veces, dp puede aumentarse por métodos electroestáticos. Eliminación de agua libre. Se produce: aceite, agua libre y emulsión. Ventajas de separar agua libre en el tratamiento de emulsiones.
• Se evita sobrecarga en tuberías y equipos de tratamiento • Se disminuye efectos de corrosión • Se ahorra energía.
Eliminadores de agua libre Solo interviene el tiempo de residencia para eliminar el agua libre
Tratamiento de emulsiones.
Tiempo (es el más importante) Calor (con combustible) Agente químico (desemulsificante) Efectos mecánicos y eléctricos.
El tratamiento “ideal” implica aquel con menores costos de operación (desemulsificante + combustible) y menor inversión para adquisición del equipo Agente químico Acción.- romper y desplazar la película que rodea a la partícula de agua.
Puede aplicarse en En todos los casos la solubilidad del agente químico debe considerarse. Inyección del fondo del pozo.- previene la formación de la emulsión disminuye la µo y ∴ ∆Pfricción en T.P. (después de que el fluido producido atraviesa los disparos) Cantidad y tipo de desemulsificante
⎪⎩
⎪⎨
⎧
⎭⎬⎫
Fondos del pozo Cabezal Batería de separación Planta de deshidratación y desalado
D
Tipo.- se determina empíricamente Dosificación.- por prueba de laboratorio T a la cual debe calentarse la emulsión. Tiempo de asentamiento
Pruebas “de botella” (método de ensaye y error)
Se determina el punto donde se va a aplicar la inyección del desemulsificante. Obtener muestra fresca representativa de la emulsión. Colocar porciones de la muestra en diferentes botellas graduadas Agregar diferentes reactivos en cantidades especificas y agitar para mezclar simulando
turbulencia (aprox. 200 agitaciones) Observar durante varios minutos las muestras (un cambio de color indica acción del
desemulsificante, posible asentamiento). Si no se observa agua libre, aplicar calor (con baño maría) y se determina la T
necesaria. Extraer muestra de la parte media de la fase aceite, efectuar prueba centrifuga, se
determina el grado de limpieza y selecciona agente químico. Definir dosificación.
Se repite el procedimiento, pero ahora solo con el agente químico para así definir la dosificación relación de tratamiento óptima. Seleccionar dosificación.
Mínima relación de tratamiento (menor costo). Máxima velocidad de separación agua Mayor grado de limpieza del aceite. Definición de color y brillantez en la capa de aceite. Mínima cantidad de aceite en el agua. Definición de la interfase.
Agentes emulsificantes. Asfaltenos, resinas, cresoles, fenoles, ácido orgánicos, sales metálicas, sedimentos, arcillas, productos de corrosión, sólido, etc. Desemulsificantes (1-5 gal/1000bl emulsión) Son compuestos formulados con varios productos químicos como glicoles y resinas polioxialquilenicas. Factores que contribuyen a romper la emulsión. Calor.
Reduce la viscosidad del aceite. Expande la gota de agua, rompiendo o reduciendo la resistencia de la película que lo
rodea. Aumenta el movimiento de las moléculas. Promueve la diferencia de densidad entre partículas de agua y aceite. Adicionalmente, disuelve los pequeñas cristales de parafinas y asfaltenos disminuyendo
su efecto como potenciales emulsificantes.
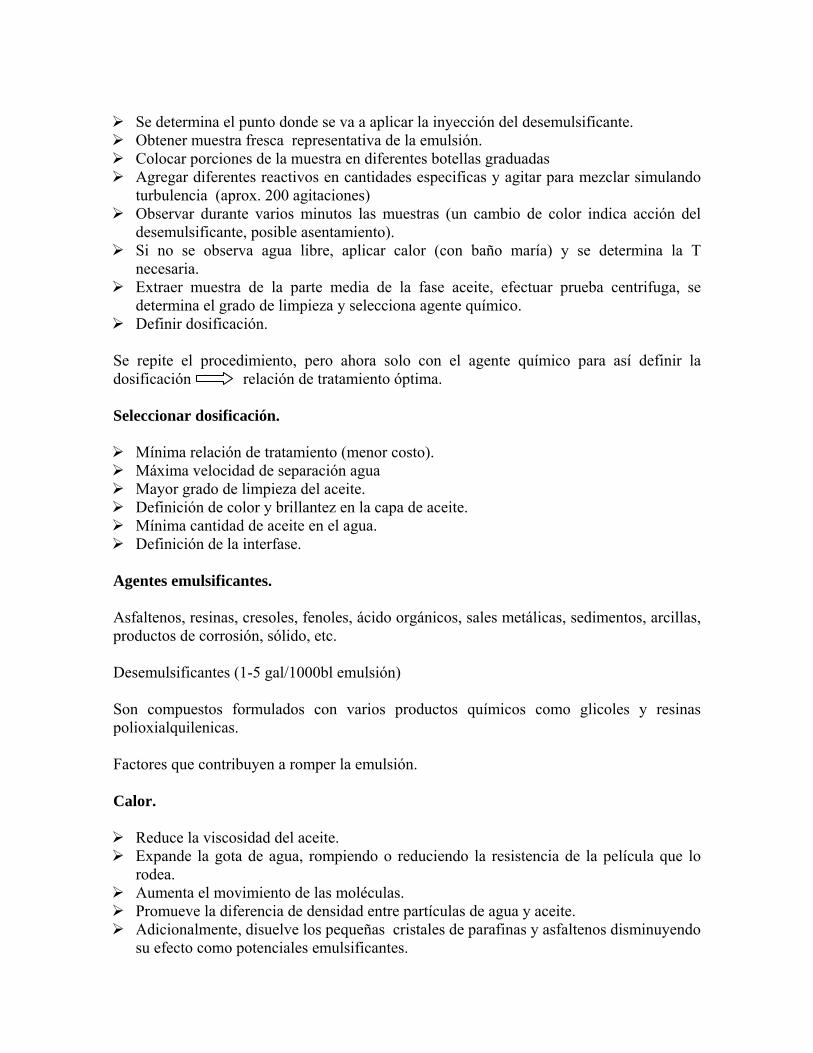
Desventajas.
Se evapora y pierde ligeros. El equipo es caro y también el tratamiento. Si T ↑ entonces velocidad de corrosión ↑ (por ejemplo: en tratadores de calor de flujo
directo) Aumenta la tendencia a depositación de incrustaciones. A veces se requiere personal especializado. Pueden ser peligrosos si se operan inadecuadamente o mantenimiento deficiente
¡Error!
¡Error!
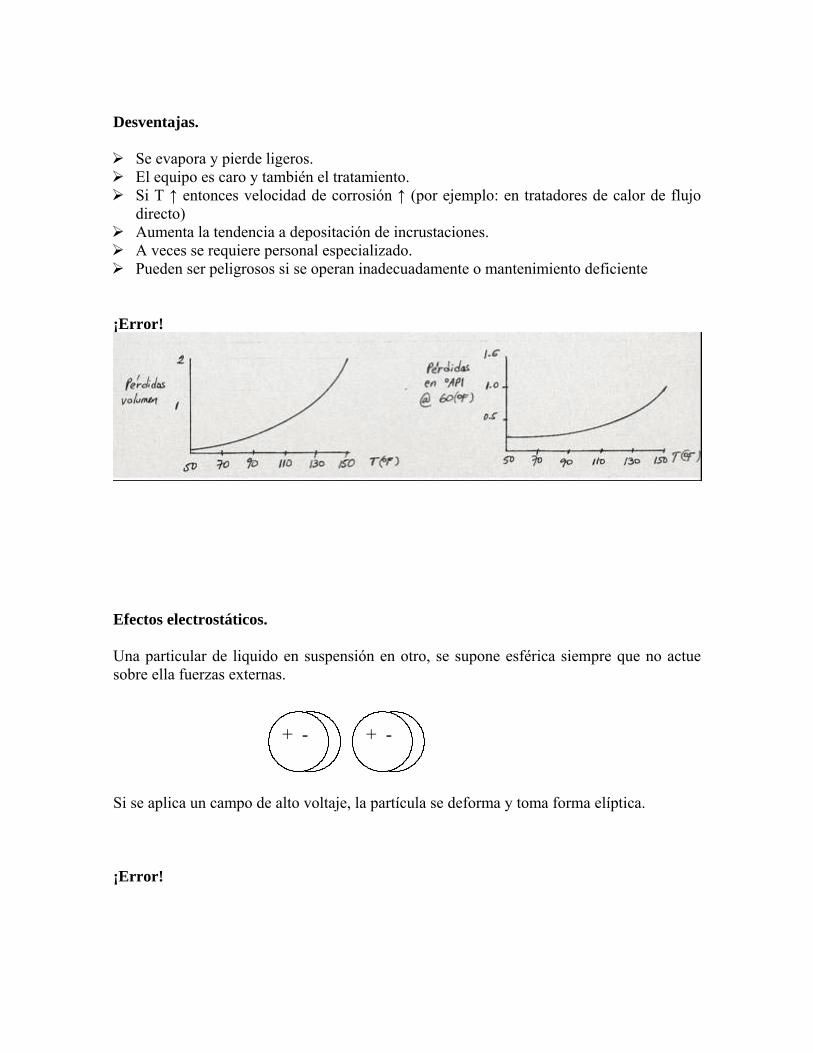
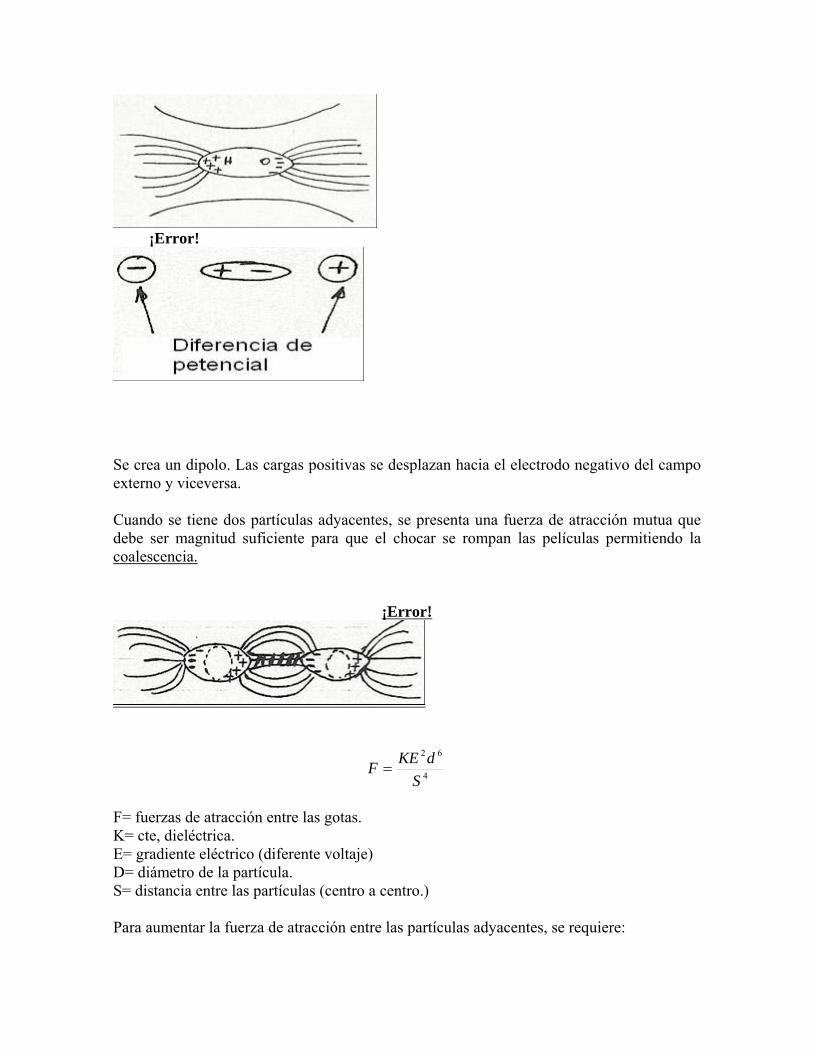
Efectos electrostáticos. Una particular de liquido en suspensión en otro, se supone esférica siempre que no actue sobre ella fuerzas externas. Si se aplica un campo de alto voltaje, la partícula se deforma y toma forma elíptica.
+ - + -
¡Error!
Se crea un dipolo. Las cargas positivas se desplazan hacia el electrodo negativo del campo externo y viceversa. Cuando se tiene dos partículas adyacentes, se presenta una fuerza de atracción mutua que debe ser magnitud suficiente para que el chocar se rompan las películas permitiendo la coalescencia.
¡Error!
4
62
SdKEF =
F= fuerzas de atracción entre las gotas. K= cte, dieléctrica. E= gradiente eléctrico (diferente voltaje) D= diámetro de la partícula. S= distancia entre las partículas (centro a centro.) Para aumentar la fuerza de atracción entre las partículas adyacentes, se requiere:
Aumentar el voltaje aplicado (sujeto a control) Aumentar d Disminuir s
Si el voltaje sobrepasa el valor del voltaje crítico para la partícula, ésta puede desintegrarse.
El voltaje crítico se puede expresar por: d
KEc σ=
σ =tensión superficial K= cte. Dieléctrica D= diámetro de la partícula. Se dispone de reguladores de voltaje para los diámetros de las particulas. Equipo para tratamiento de emulsión Calentadores (calor) Tratadores térmicos (gravedad, calor) Tratadores termoquímicos (gravedad, calor reactivo químico) Tratadores termoelectroquímicos (gravedad, calor, reactivos químicos, eléctrico) Tanques deshidratadores- gun barrel (gravedad) Deshidratadores electrostáticos (gravedad, eléctrico) Coalescedores mecánicos (gravedad, efectos mecánicos) Dispositivos de calentamiento de fuego directo.
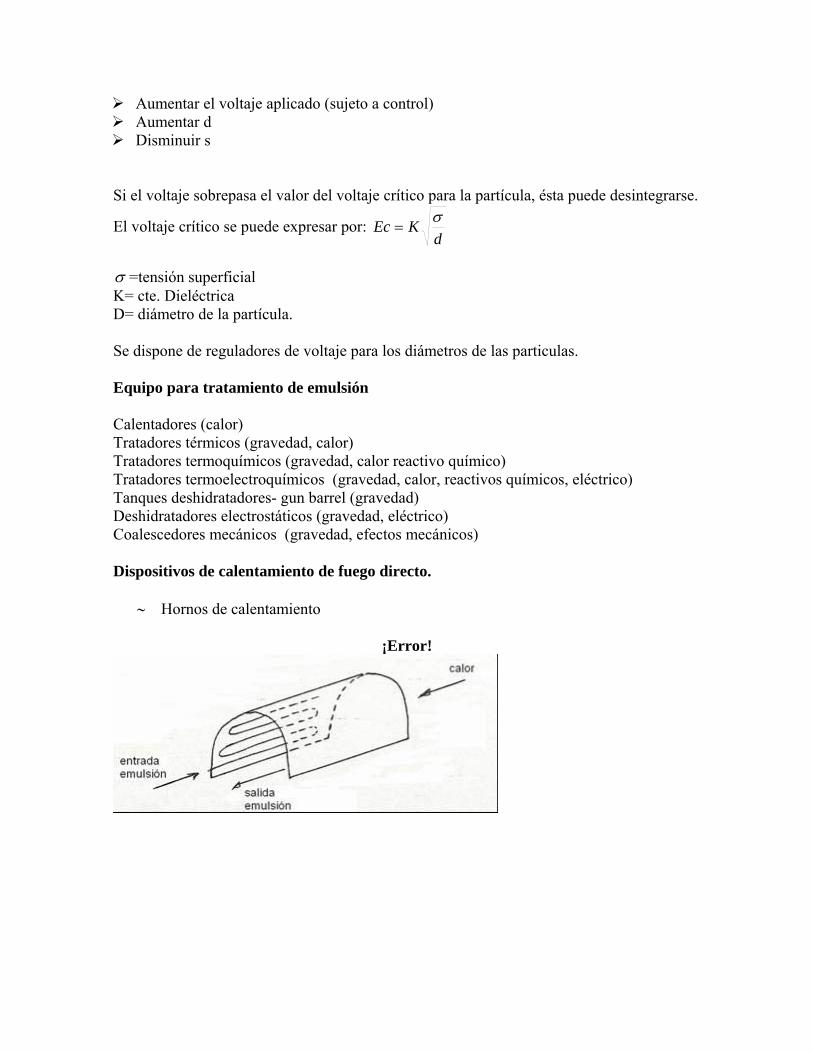
∼ Hornos de calentamiento
¡Error!
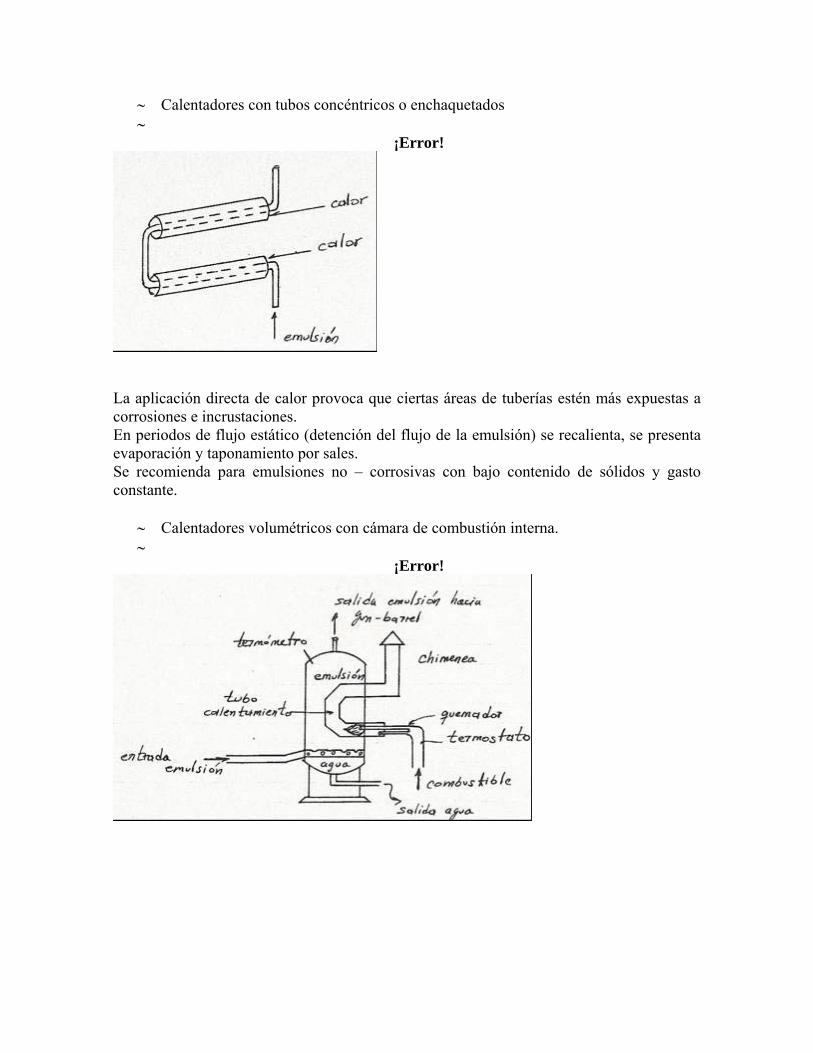
∼ Calentadores con tubos concéntricos o enchaquetados ∼
¡Error!
¡Error!
La aplicación directa de calor provoca que ciertas áreas de tuberías estén más expuestas a corrosiones e incrustaciones. En periodos de flujo estático (detención del flujo de la emulsión) se recalienta, se presenta evaporación y taponamiento por sales. Se recomienda para emulsiones no – corrosivas con bajo contenido de sólidos y gasto constante.
∼ Calentadores volumétricos con cámara de combustión interna. ∼

Dispositivo de calentamiento de fuego indirecto.
¡Error!
¡Error!
∼ Se reduce el daño al serpentín. Tanque deshidratador Gun Barrel
¡Error!
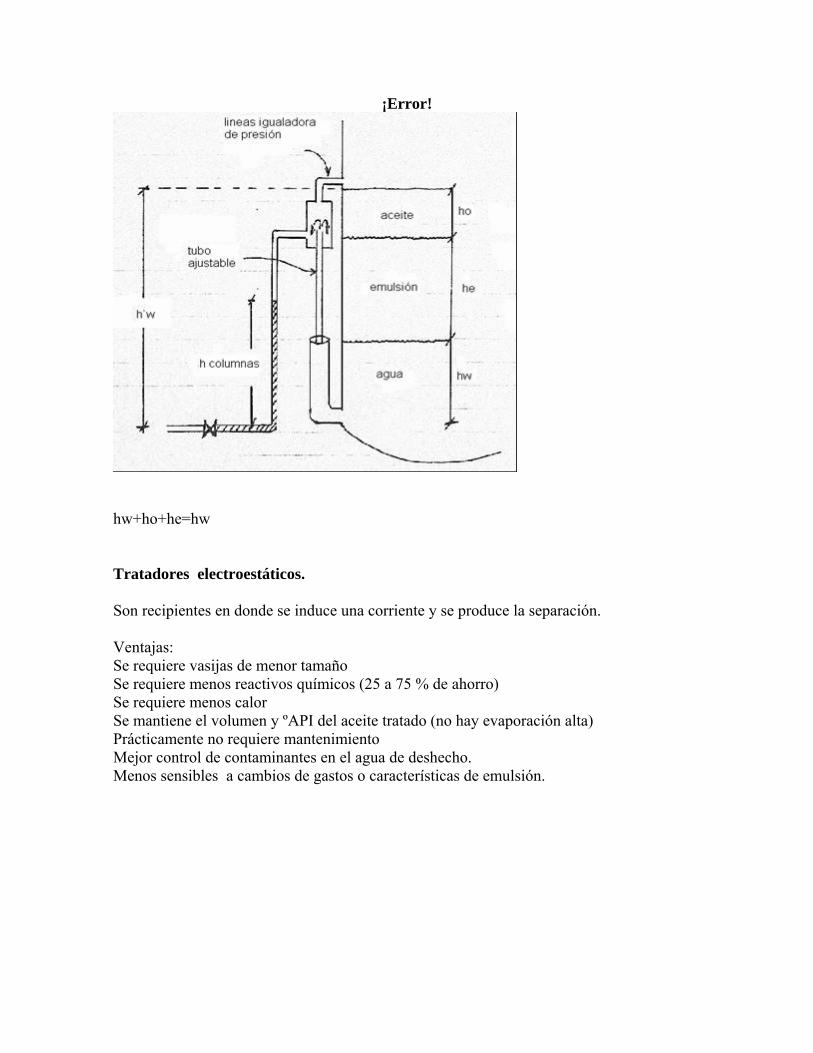
hw+ho+he=hw Tratadores electroestáticos. Son recipientes en donde se induce una corriente y se produce la separación. Ventajas: Se requiere vasijas de menor tamaño Se requiere menos reactivos químicos (25 a 75 % de ahorro) Se requiere menos calor Se mantiene el volumen y ºAPI del aceite tratado (no hay evaporación alta) Prácticamente no requiere mantenimiento Mejor control de contaminantes en el agua de deshecho. Menos sensibles a cambios de gastos o características de emulsión.
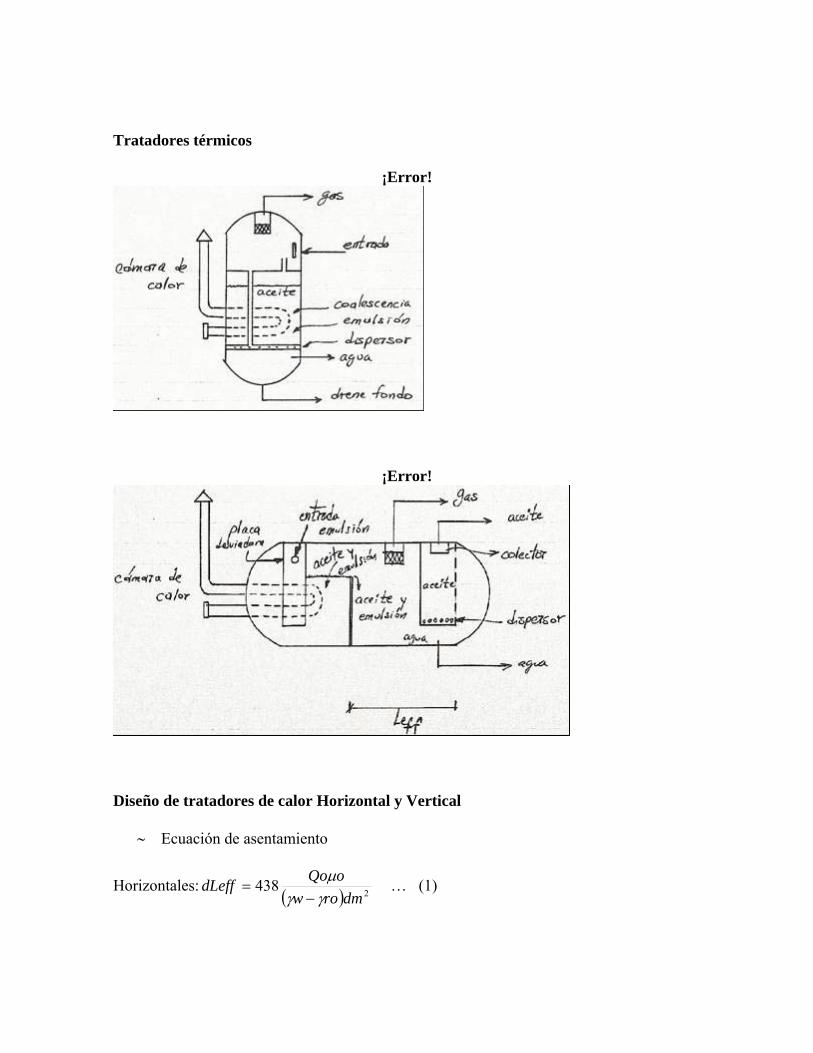
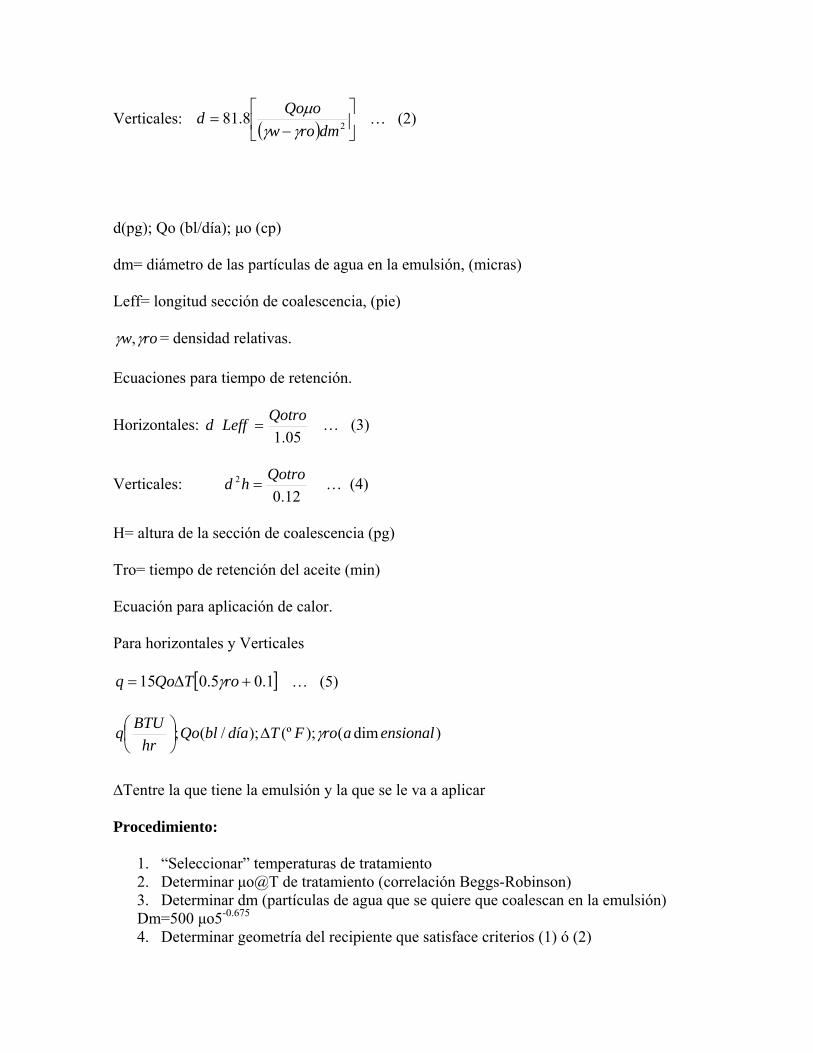
Tratadores térmicos
¡Error!
¡Error!
Diseño de tratadores de calor Horizontal y Vertical
∼ Ecuación de asentamiento
Horizontales: ( ) 2438dmrow
oQodLeffγγ
µ−
= … (1)
Verticales: ( ) ⎥⎦
⎤⎢⎣
⎡−
= 28.81dmrow
oQodγγ
µ … (2)
d(pg); Qo (bl/día); µo (cp) dm= diámetro de las partículas de agua en la emulsión, (micras) Leff= longitud sección de coalescencia, (pie)
row γγ , = densidad relativas. Ecuaciones para tiempo de retención.
Horizontales: 05.1
QotroLeffd = … (3)
Verticales: 12.0
2 Qotrohd = … (4)
H= altura de la sección de coalescencia (pg) Tro= tiempo de retención del aceite (min) Ecuación para aplicación de calor. Para horizontales y Verticales
[ ]1.05.015 +∆= roTQoq γ … (5)
)dim();(º);/(; ensionalaroFTdíablQohr
BTUq γ∆⎟⎠⎞
⎜⎝⎛
∆Tentre la que tiene la emulsión y la que se le va a aplicar Procedimiento:
1. “Seleccionar” temperaturas de tratamiento 2. Determinar µo@T de tratamiento (correlación Beggs-Robinson) 3. Determinar dm (partículas de agua que se quiere que coalescan en la emulsión) Dm=500 µo5-0.675
4. Determinar geometría del recipiente que satisface criterios (1) ó (2)
5. Verificar que se satisfagan criterio (3) ó (4) 6. Repetir para otras T 7. Determinar q con ec (5)
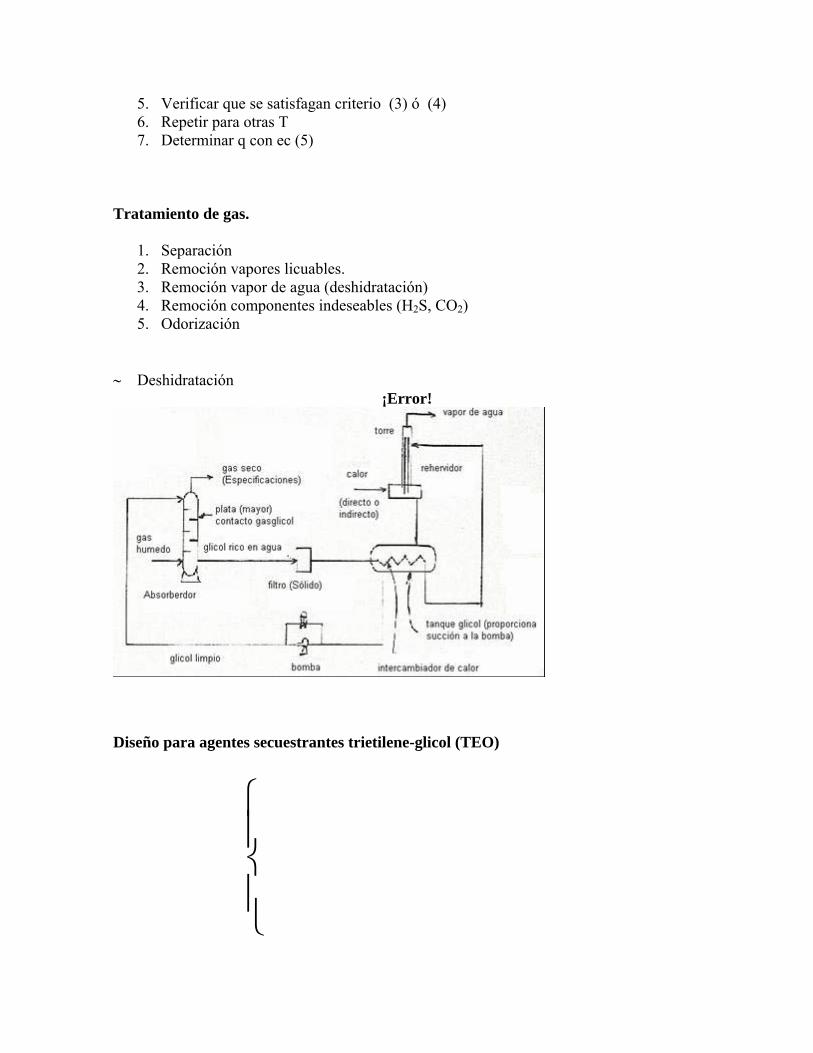
Tratamiento de gas.
1. Separación 2. Remoción vapores licuables. 3. Remoción vapor de agua (deshidratación) 4. Remoción componentes indeseables (H2S, CO2) 5. Odorización
∼ Deshidratación
¡Error!
Diseño para agentes secuestrantes trietilene-glicol (TEO)
⎪⎩
⎪⎨
⎧

Factores de diseño
Concentración de glicol Gasto Tiempo de contacto gas con absorbedor Factores que afectan equilibrio P,T
∼ Endulzamiento ¡Error!
Dimensionar un tratador de calor horizontal para que opere bajo las siguientes condiciones
875.0)(º30 =⇒= roAPIo γγ Qo = 5000 (bl/dìa) T entrada = 80 (ºF)
04.1=wγ

∼ Selección de temperaturas de tratamiento: T1 =120(ºF); T2= 140 (ºF); T3= 160 (ºF)
mayor que 80 (ºF)
∼ Determinación de µo @ T de tratamiento (Beggs- Robinson)
Z= 3.0324 – 0.02023 (ºAPI) Y=10 ZX=y (T -1.163) M= 10x-1 T(ºF), M (cp)
T1 =120 (ºF) T2= 140 (ºF) T3= 160 (ºF) Z= 3.0324 – 0.02023 (30) Z= 2.4255 Z= 2.4255 Z = 2.4255 Y=266.379 Y = 266.379 Y= 10 2.4255 = 266.379 X= 266.379 (140 -1.163) X= 266.379 (160 -1.163) X= 266.379 (120-1.63) X= 0.8503 X= 0.7280 X=1.0172 Μ= 10 0.8503 -1 µ =10 0.728 -1 µ = 10 10172 -1= 9.4043 (cp) µ = 6.0 837(cp) µ = 4.3452(cp)
∼1 Determinación de dm dm= 500 µ0 -0.675 dm= 500 (9.4043) -0.675 dm=500 (6.0837) -0.675 dm= 500 (4.3452) -0.675 dm= 110 (micras) dm= 148 (micras) dm= 185 (micras) ∼ Ecuación de asentamiento para determinar geometría del recipiente (que satisfaga ec.1)
( ) 2438dmrow
oQodLeffγγ
µ−
=
T1 =120 (ºF) T2= 140 (ºF) T3= 160 (ºF)
( )
( ) 2110875.004.14043.9)5000(438
−=dLeff
( )( )
( ) 2148875.004.10837.65000438
−=dLeff
( )
( ) 2185875.004.13452.4)5000(438
−=dLeff
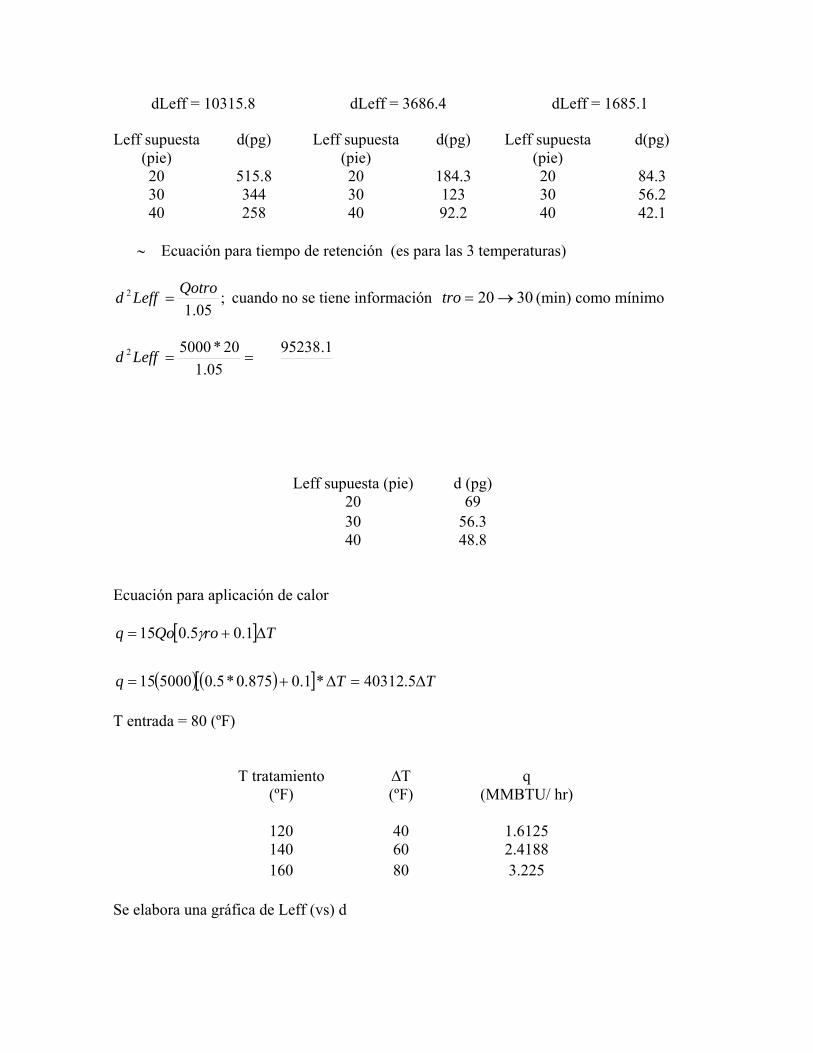
dLeff = 10315.8 dLeff = 3686.4 dLeff = 1685.1
Leff supuesta (pie)
d(pg) Leff supuesta (pie)
d(pg) Leff supuesta (pie)
d(pg)
20 515.8 20 184.3 20 84.3 30 344 30 123 30 56.2 40 258 40 92.2 40 42.1
∼ Ecuación para tiempo de retención (es para las 3 temperaturas)
;05.1
2 QotroLeffd = cuando no se tiene información 3020 →=tro (min) como mínimo
1.95238
05.120*50002 ==Leffd
Leff supuesta (pie) d (pg) 20 69 30 56.3 40 48.8
Ecuación para aplicación de calor
[ ]
( ) ( )[ ] TTq
TroQoq
∆=∆+=
∆+=
5.40312*1.0875.0*5.0500015
1.05.015 γ
T entrada = 80 (ºF)
T tratamiento (ºF)
∆T (ºF)
q (MMBTU/ hr)
120 40 1.6125 140 60 2.4188 160 80 3.225
Se elabora una gráfica de Leff (vs) d
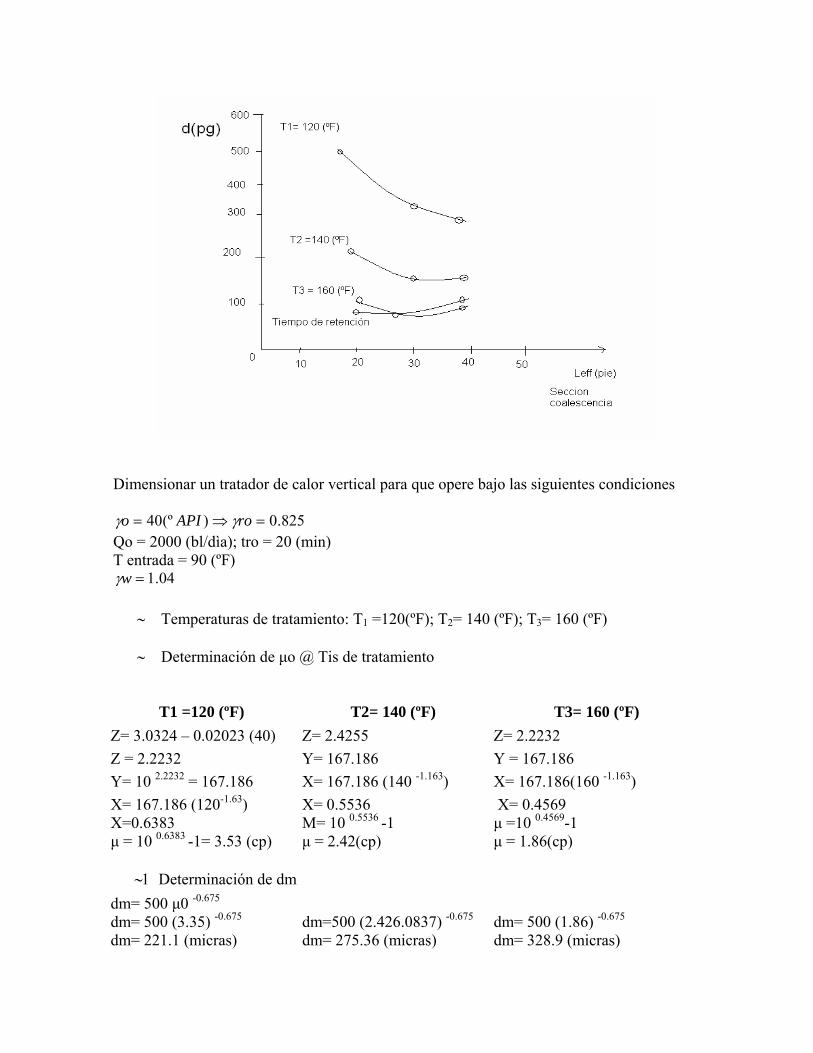
Dimensionar un tratador de calor vertical para que opere bajo las siguientes condiciones
825.0)(º40 =⇒= roAPIo γγ Qo = 2000 (bl/dìa); tro = 20 (min) T entrada = 90 (ºF)
04.1=wγ
∼ Temperaturas de tratamiento: T1 =120(ºF); T2= 140 (ºF); T3= 160 (ºF) ∼ Determinación de µo @ Tis de tratamiento
T1 =120 (ºF) T2= 140 (ºF) T3= 160 (ºF) Z= 3.0324 – 0.02023 (40) Z= 2.4255 Z= 2.2232 Z = 2.2232 Y= 167.186 Y = 167.186 Y= 10 2.2232 = 167.186 X= 167.186 (140 -1.163) X= 167.186(160 -1.163) X= 167.186 (120-1.63) X= 0.5536 X= 0.4569 X=0.6383 Μ= 10 0.5536 -1 µ =10 0.4569-1 µ = 10 0.6383 -1= 3.53 (cp) µ = 2.42(cp) µ = 1.86(cp)
∼1 Determinación de dm
dm= 500 µ0 -0.675 dm= 500 (3.35) -0.675 dm=500 (2.426.0837) -0.675 dm= 500 (1.86) -0.675 dm= 221.1 (micras) dm= 275.36 (micras) dm= 328.9 (micras)

∼ Ecuación de asentamiento para determinar geometría del recipiente.
( )
2/1
28.81 ⎥⎦
⎤⎢⎣
⎡−
=dmrow
oQodγγ
µ
( )
2/1
21.22825.004.1
35.3*20008.81 ⎥
⎦
⎤⎢⎣
⎡
−=d
( )
2/1
236.275825.004.1
42.2*20008.81 ⎥
⎦
⎤⎢⎣
⎡
−=d
( )
2/1
29.328825.004.1
86.31*20008.81 ⎥
⎦
⎤⎢⎣
⎡
−=d
d=65.31(cp) d=44.57 (pg) d=32.7 (pg)
∼ Ecuación para tiempo de retención
;12.0
2 troQohd =
( ) 32 10333.33312.0
200020 xhd ==
h(pg) supuesta (pie)
d (pg)
50 81.65 100 57.74 150 47.14 200 40.82 250 36.5 300 33.3 350 30.86
Se hace una grafica de h (vs) d Ecuación para aplicación de calor
[ ]
( ) ( )[ ] TTq
TroQoq
∆=∆+=
∆+=
15375*1.0825.0*5.0200015
1.05.015 γ
T entrada = 90 (ºF)
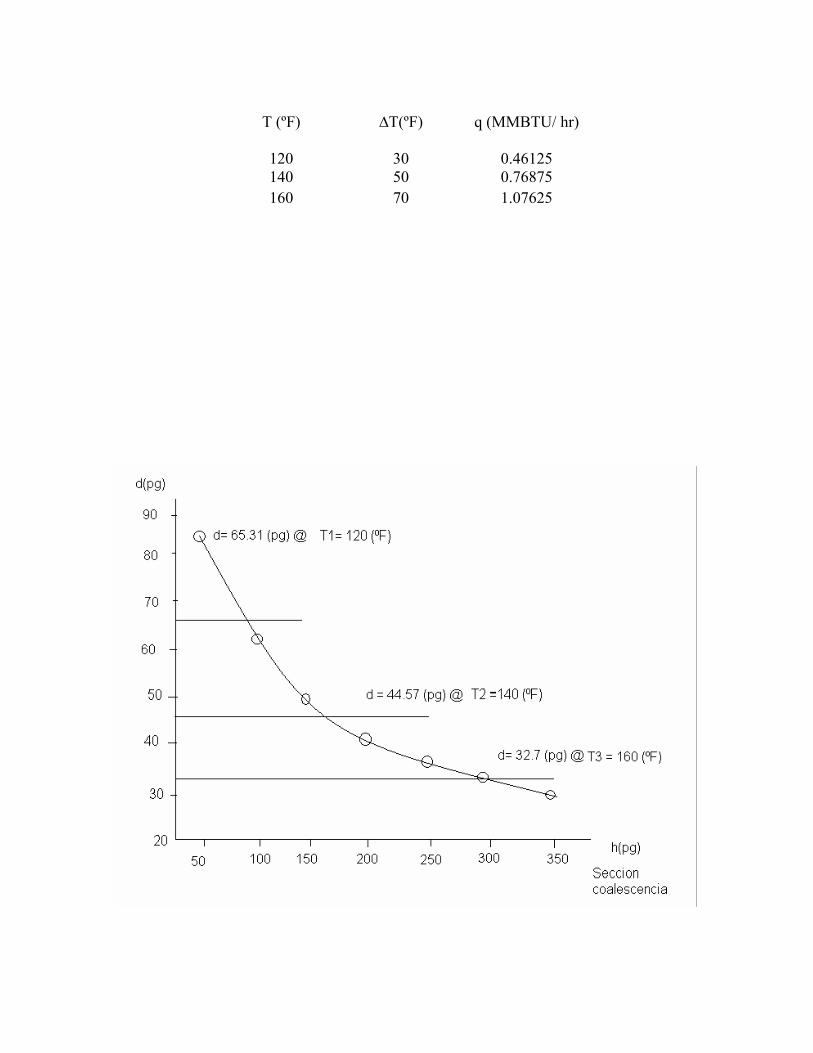
T (ºF) ∆T(ºF) q (MMBTU/ hr)
120 30 0.46125 140 50 0.76875 160 70 1.07625