apuntes mpc bordons
TRANSCRIPT
Escuela Superior de Ingenieros Universidad de Sevilla
Control Predictivo: metodologıa,tecnologıa y nuevas perspectivas
Carlos Bordons AlbaDepartamento de Ingenierıa de Sistemas y Automatica
Universidad de Sevilla
I Curso de Especializacion en AutomaticaAguadulce, Almerıa, 2000

Indice general
Indice i
1 Fundamentos 1
1.1 Tendencias actuales en control de procesos � � � � � � � � � � � � � � � � � 1
1.2 Perspectiva historica � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 5
1.3 Situacion actual � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 6
1.4 Conceptos basicos de control predictivo � � � � � � � � � � � � � � � � � � � 7
1.5 Estrategia de los controladores � � � � � � � � � � � � � � � � � � � � � � � � 8
2 Controladores predictivos 11
2.1 Elementos basicos � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 11
2.1.1 Modelo de prediccion � � � � � � � � � � � � � � � � � � � � � � � � � 11
2.1.2 Funcion objetivo � � � � � � � � � � � � � � � � � � � � � � � � � � � � 15
2.1.3 Obtencion de la ley de control � � � � � � � � � � � � � � � � � � � � 18
2.2 Revision de los principales algoritmos � � � � � � � � � � � � � � � � � � � � 18
2.3 Estado de la tecnologıa � � � � � � � � � � � � � � � � � � � � � � � � � � � � 23
3 Algoritmos 25
3.1 Dynamic Matrix Control � � � � � � � � � � � � � � � � � � � � � � � � � � � 25
3.1.1 Prediccion � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 25
i
ii Indice general
3.1.2 Perturbaciones medibles � � � � � � � � � � � � � � � � � � � � � � � 27
3.1.3 Algoritmo de control � � � � � � � � � � � � � � � � � � � � � � � � � 28
3.2 Control Predictivo Generalizado � � � � � � � � � � � � � � � � � � � � � � � 31
3.2.1 Formulacion del Control Predictivo Generalizado � � � � � � � � � 32
3.2.2 Ejemplo de calculo � � � � � � � � � � � � � � � � � � � � � � � � � � � 36
3.2.3 Caso multivariable � � � � � � � � � � � � � � � � � � � � � � � � � � � 38
4 Restricciones en Control Predictivo 41
4.1 Tratamiento convencional de restricciones � � � � � � � � � � � � � � � � � � 41
4.2 Restricciones en Control Predictivo � � � � � � � � � � � � � � � � � � � � � 42
4.3 Resolucion del problema � � � � � � � � � � � � � � � � � � � � � � � � � � � 44
4.4 Gestion de restricciones � � � � � � � � � � � � � � � � � � � � � � � � � � � � 45
4.4.1 Tecnicas de busqueda de soluciones factibles � � � � � � � � � � � � 46
5 Tendencias actuales y nuevas perspectivas 51
5.1 Multiobjetivo. Jerarquıa de objetivos � � � � � � � � � � � � � � � � � � � � � 51
5.1.1 Jerarquıa de objetivos � � � � � � � � � � � � � � � � � � � � � � � � � 53
5.2 Control predictivo no lineal � � � � � � � � � � � � � � � � � � � � � � � � � � 54
5.2.1 Diferencias respecto al metodo lineal � � � � � � � � � � � � � � � � 56
5.2.2 Fundamentos teoricos � � � � � � � � � � � � � � � � � � � � � � � � � 56
5.2.3 Problematica asociada al NMPC � � � � � � � � � � � � � � � � � � � � 57
5.2.4 Modelos � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 61
5.2.5 Otras formulaciones del problema � � � � � � � � � � � � � � � � � � 64
5.2.6 Resolucion del problema. Productos comerciales � � � � � � � � � � 66
5.2.7 Necesidades futuras � � � � � � � � � � � � � � � � � � � � � � � � � � 68
Bibliografıa 69
Tema 1
Fundamentos
1.1 Tendencias actuales en control de procesos
Aunque en el pasado podıa considerarse que el unico objetivo del control consistıa enmantener una operacion estable del proceso, actualmente la industrias se enfrentan aun mercado cambiante y difıcil de predecir, lo que les obliga a operar sus procesosproductivos en consonancia con la evolucion del mercado para poder mantenersecompetitivas y rentables.
La competencia en muchos sectores industriales ası como el creciente interes socialpor los problemas medioambientales relacionados con los procesos de produccionprovoca la necesidad de disponer de tecnicas fiables que permitan la operacion delproceso con gran eficiencia y alto grado de flexibilidad.
Actualmente los sistemas de control en la industria de procesos deben satisfacercriterios economicos, asociados con el mantenimiento de las variables de proceso en susreferencias minimizando dinamicamente una funcion de coste de operacion, criteriosde seguridad y medioambientales, y de calidad en la produccion, la cual debe satisfacerciertas especificaciones sujetas a una demanda normalmente variable.
Por ello, se puede considerar que en la actualidad el objetivo de todo sistema decontrol consiste en actuar sobre las variables manipuladas de forma que puedan satis-facerse multiples y cambiantes criterios de funcionamiento (economicos, de seguridad,medioambientales o de calidad) en presencia de cambios en las caracterısticas del pro-ceso.
El amplio abanico de metodologıas actuales de control de procesos se enfrenta alcumplimiento de este objetivo. La diferencia entre las diversas tecnicas radica basi-camente en los compromisos hechos en la formulacion matematica de los criterios defuncionamiento y en la eleccion de la manera de representar el proceso. La represen-
1

2 Tendencias actuales en control de procesos
1983 (%) 1989 (%) 1995 (%)Retardo 24 Retardo 23 Interaccion 24Perturbaciones 21 Interaccion 16 Perturbaciones 22Interaccion 17 Perturbaciones 15 Retardo 21Respuesta 16 Cambios 12 Cambios 14Estabilidad 11 No lineal 10 No lineal 7
Tabla 1.1: Principales problemas de control
tacion matematica de muchos de estos criterios se lleva a cabo en la forma de funcionesobjetivo dinamicas y de restricciones mientras que el proceso se representa como unmodelo dinamico con incertidumbres asociadas. La importancia de las incertidum-bres esta siendo cada vez mas reconocida y por tanto incluida explıcitamente en laformulacion de los controladores.
Las tecnicas de Control Predictivo Basado en Modelo (Model Based PredictiveControl, MPC) parecen constituir unas poderosas herramientas para afrontar estos retos.MPC, en su forma mas general, acepta cualquier tipo de modelos, funciones objetivo orestricciones, siendo la metodologıa que actualmente puede reflejar mas directamentelos multiples criterios de funcionamiento relevantes en la industria de procesos. Quizassea esta la principal razon del exito de estas tecnicas en numerosas aplicaciones de laindustria de procesos, unida a que es la forma mas general de formular el problema decontrol en el dominio del tiempo, de manera que puede resultar facil de aceptar por elpersonal de la industria.
Los resultados de un estudio realizado por Takatsu et al. para la Society of Instru-mentation and Control Engineering [19] son indicativos de las necesidades futuras dela industria en el ambito del control. En este informe se analizan los principales proble-mas de control que se encuentran en la industria de procesos, el estado de aplicacionde las tecnologıas avanzadas, el grado de satisfaccion de los usuarios con cada una deellas y las expectativas que cada una genera.
La evolucion en los ultimos anos de los principales problemas de control para losusuarios se muestra en la tabla 1.1.
Observese que los tres primeros problemas siguen siendo los mismos en los tresanos que se ha realizado la encuesta y parece que a lo largo del tiempo se resuelvenproblemas basicos como estabilidad y respuesta y se atacan problemas mas difıcilescomo dinamica no lineal. Como se vera mas adelante, el Control Predictivo es unametodologıa capaz de ofrecer soluciones a todos estos problemas.
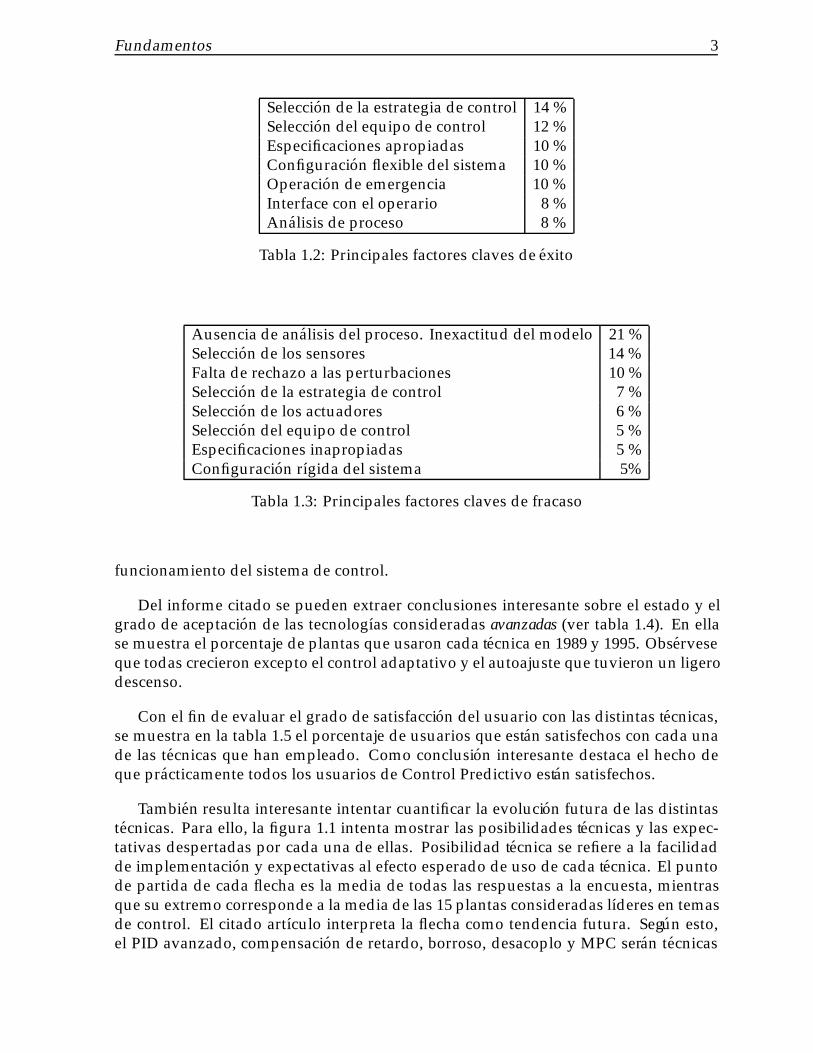
Tambien resulta interesante analizar los factores claves de exito y fracaso de laautomatizacion del proceso (1.2 y 1.3). De estas tablas se desprende que la eleccion dela estrategia de control no es el unico factor a tener en cuenta para garantizar un buen
Fundamentos 3
Seleccion de la estrategia de control 14 %Seleccion del equipo de control 12 %Especificaciones apropiadas 10 %Configuracion flexible del sistema 10 %Operacion de emergencia 10 %Interface con el operario 8 %Analisis de proceso 8 %
Tabla 1.2: Principales factores claves de exito
Ausencia de analisis del proceso. Inexactitud del modelo 21 %Seleccion de los sensores 14 %Falta de rechazo a las perturbaciones 10 %Seleccion de la estrategia de control 7 %Seleccion de los actuadores 6 %Seleccion del equipo de control 5 %Especificaciones inapropiadas 5 %Configuracion rıgida del sistema 5%
Tabla 1.3: Principales factores claves de fracaso
funcionamiento del sistema de control.
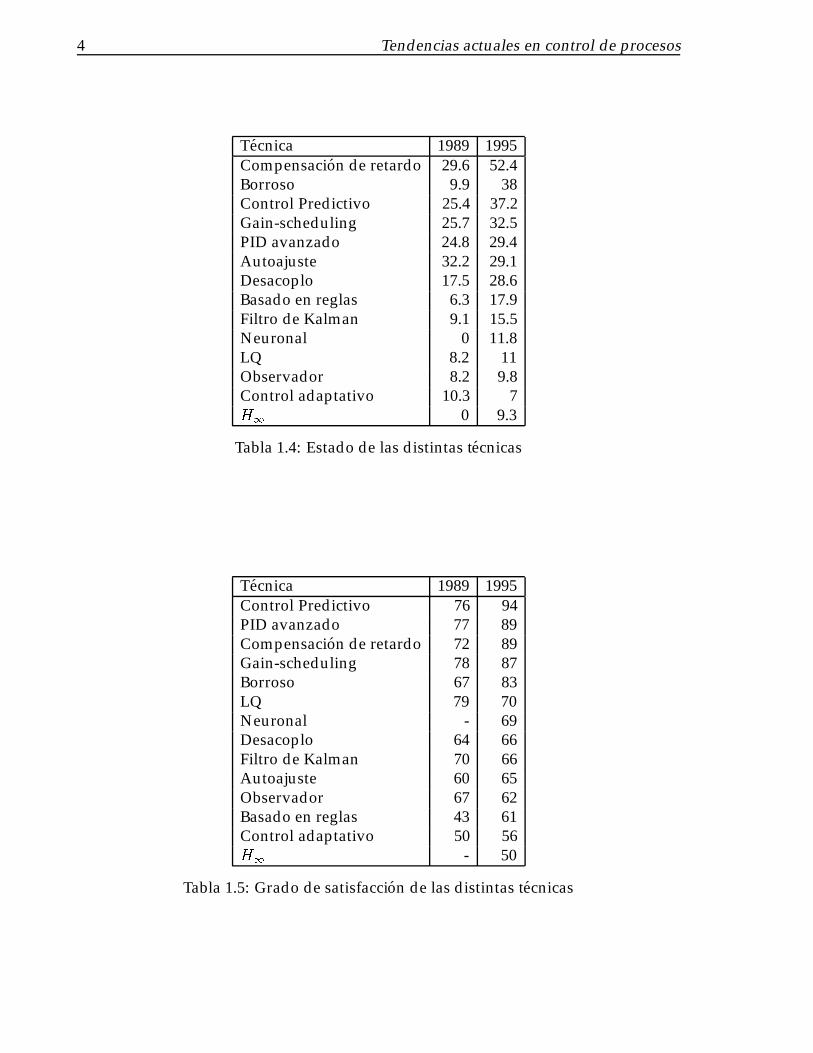
Del informe citado se pueden extraer conclusiones interesante sobre el estado y elgrado de aceptacion de las tecnologıas consideradas avanzadas (ver tabla 1.4). En ellase muestra el porcentaje de plantas que usaron cada tecnica en 1989 y 1995. Observeseque todas crecieron excepto el control adaptativo y el autoajuste que tuvieron un ligerodescenso.
Con el fin de evaluar el grado de satisfaccion del usuario con las distintas tecnicas,se muestra en la tabla 1.5 el porcentaje de usuarios que estan satisfechos con cada unade las tecnicas que han empleado. Como conclusion interesante destaca el hecho deque practicamente todos los usuarios de Control Predictivo estan satisfechos.
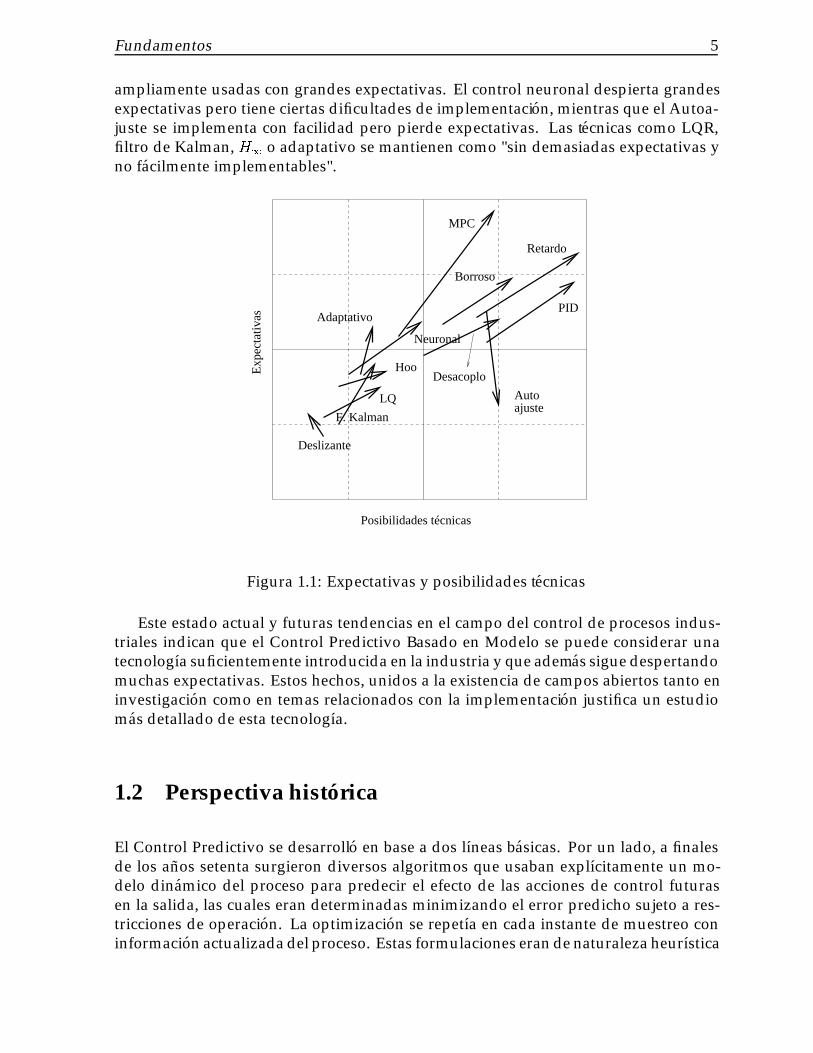
Tambien resulta interesante intentar cuantificar la evolucion futura de las distintastecnicas. Para ello, la figura 1.1 intenta mostrar las posibilidades tecnicas y las expec-tativas despertadas por cada una de ellas. Posibilidad tecnica se refiere a la facilidadde implementacion y expectativas al efecto esperado de uso de cada tecnica. El puntode partida de cada flecha es la media de todas las respuestas a la encuesta, mientrasque su extremo corresponde a la media de las 15 plantas consideradas lıderes en temasde control. El citado artıculo interpreta la flecha como tendencia futura. Segun esto,el PID avanzado, compensacion de retardo, borroso, desacoplo y MPC seran tecnicas
4 Tendencias actuales en control de procesos
Tecnica 1989 1995Compensacion de retardo 29.6 52.4Borroso 9.9 38Control Predictivo 25.4 37.2Gain-scheduling 25.7 32.5PID avanzado 24.8 29.4Autoajuste 32.2 29.1Desacoplo 17.5 28.6Basado en reglas 6.3 17.9Filtro de Kalman 9.1 15.5Neuronal 0 11.8LQ 8.2 11Observador 8.2 9.8Control adaptativo 10.3 7H� 0 9.3
Tabla 1.4: Estado de las distintas tecnicas
Tecnica 1989 1995Control Predictivo 76 94PID avanzado 77 89Compensacion de retardo 72 89Gain-scheduling 78 87Borroso 67 83LQ 79 70Neuronal - 69Desacoplo 64 66Filtro de Kalman 70 66Autoajuste 60 65Observador 67 62Basado en reglas 43 61Control adaptativo 50 56H� - 50
Tabla 1.5: Grado de satisfaccion de las distintas tecnicas
Fundamentos 5
ampliamente usadas con grandes expectativas. El control neuronal despierta grandesexpectativas pero tiene ciertas dificultades de implementacion, mientras que el Autoa-juste se implementa con facilidad pero pierde expectativas. Las tecnicas como LQR,filtro de Kalman, H� o adaptativo se mantienen como "sin demasiadas expectativas yno facilmente implementables".
PIDAdaptativo
Neuronal
Hoo
LQ
F. Kalman
MPC
Borroso
Retardo
Deslizante
Posibilidades técnicas
Exp
ecta
tivas
Autoajuste
Desacoplo
Figura 1.1: Expectativas y posibilidades tecnicas
Este estado actual y futuras tendencias en el campo del control de procesos indus-triales indican que el Control Predictivo Basado en Modelo se puede considerar unatecnologıa suficientemente introducida en la industria y que ademas sigue despertandomuchas expectativas. Estos hechos, unidos a la existencia de campos abiertos tanto eninvestigacion como en temas relacionados con la implementacion justifica un estudiomas detallado de esta tecnologıa.
1.2 Perspectiva historica
El Control Predictivo se desarrollo en base a dos lıneas basicas. Por un lado, a finalesde los anos setenta surgieron diversos algoritmos que usaban explıcitamente un mo-delo dinamico del proceso para predecir el efecto de las acciones de control futurasen la salida, las cuales eran determinadas minimizando el error predicho sujeto a res-tricciones de operacion. La optimizacion se repetıa en cada instante de muestreo coninformacion actualizada del proceso. Estas formulaciones eran de naturaleza heurıstica

6 Situacion actual
y algorıtmica e intentaban aprovechar el creciente potencial de los computadores digi-tales por aquella epoca.
Rapidamente el MPC adquirio gran popularidad en las industrias de procesosquımicos principalmente debido a la simplicidad del algoritmo y al uso del modelode respuesta impulsional o en escalon, que aunque posea muchos mas parametrosque las formulaciones en el espacio de estados o funcion de transferencia suele serpreferido por ser intuitivo y necesitar menos informacion a priori para identificar. Lamayorıa de las aplicaciones fueron llevadas a cabo sobre sistemas multivariables in-cluyendo restricciones. Los algoritmos utilizados fueron principalmente el IDCOM(Identification-Command) y el DMC (Control con Matriz Dinamica, Dynamic MatrixControl).
Independientemente fue surgiendo otra lınea de trabajo en torno a las ideas del con-trol adaptativo, desarrollando estrategias esencialmente para procesos monovariablesformuladas con modelos entrada/salida. En este contexto se extendieron las ideas delControlador de Mınima Varianza y se desarrollo el Control Predictivo Generalizado(Generalized Predictive Control GPC) que es uno de los metodos mas populares en laactualidad.
1.3 Situacion actual
La situacion actual de aplicaciones de MPC en la industria esta bien reflejada en la re-copilacion de Qin y Badgwell [16], que recoge unas 2200 aplicaciones, principalmenteen el sector petroquımico (desde entonces el numero de aplicaciones puede estimarseen torno a las 3000). La mayorıa de las aplicaciones son en procesos multivariables,registrandose casos como un controlador con 40 entradas y 80 salidas. Sorprendente-mente, MPC ha tenido menor impacto en otro tipo de industrias, aunque estudios de1993 sugieren que unas 20.000 aplicaciones podrıan beneficiarse de esta tecnica.
El exito actual del MPC en la industria se debe a tres razones principales:
� La incorporacion de un modelo explıcito del proceso en los calculos permite alcontrolador tratar con todas las caracterısticas importantes de la dinamica delproceso.
� La consideracion del comportamiento del proceso a lo largo de un horizontefuturo permite tener en cuenta el efecto de las perturbaciones en realimentaciony pre-alimentacion, permitiendo al controlador conducir la salida a la trayectoriade referencia deseada.
� La consideracion de restricciones en la fase del diseno del controlador evita enlo posible su violacion, resultando en un control mas preciso en torno al punto
Fundamentos 7
optimo de operacion. La inclusion de restricciones es quizas la caracterıstica quemas distingue al MPC respecto a otras metodologıas.
Otra de las razones que han contribuido a que el MPC se haya convertido en unexitocomercial es el hecho de que existen unos 15 suministradores que instalan el productollave en mano, con periodos de amortizacion de entre 3 y 12 meses, permitiendoque medianas empresas puedan tener acceso a esta tecnologıa. Aparte de esto, losnuevos Sistemas de Control Distribuido empiezan a ofertar productos MPC genericosque ofrecen al usuario la posibilidad de realizar futuras modificaciones sin dependerde un producto cerrado.
1.4 Conceptos basicos de control predictivo
El Control Predictivo Basado en Modelo, Model (Based) Predictive Control (MBPC oMPC) constituye un campo muy amplio de metodos de control desarrollados en tornoa ciertas ideas comunes e integra diversas disciplinas como control optimo, controlestocastico, control de procesos con tiempos muertos, control multivariable o controlcon restricciones.
El Control Predictivo no es una estrategia de control especıfica, sino que se tratamas bien de un campo muy amplio de metodos de control desarrollados en torno aciertas ideas comunes. Estos metodos de diseno conducen a controladores lineales queposeen practicamente la misma estructura y presentan suficientes grados de libertad.Las ideas que aparecen en mayor o menor medida en toda la familia de controladorespredictivos son basicamente:
� Uso explıcito de un modelo para predecir la salida del proceso en futuros instantesde tiempo (horizonte).
� Calculo de las senales de control minimizando una cierta funcion objetivo.
� Estrategia deslizante, de forma que en cada instante el horizonte se va despla-zando hacia el futuro, lo que implica aplicar la primera senal de control en cadainstante y desechar el resto, repitiendo el calculo en cada instante de muestreo.
Los distintos algoritmos de MPC difieren entre sı casi exclusivamente en el modelousado para representar el proceso y los ruidos y en la funcion de coste a minimizar.Aunque las diferencias puedan parecer pequenas a priori, pueden provocar distintoscomportamientos en bucle cerrado, siendo crıticas para el exito de un determinadoalgoritmo en una determinada aplicacion.
El Control Predictivo es un tipo de control de naturaleza abierta dentro del cual sehan desarrollado muchas realizaciones, encontrando gran aceptacion tanto en aplica-ciones industriales como en el mundo academico. En la actualidad existen numerosas

8 Estrategia de los controladores
aplicaciones de controladores predictivos funcionando con exito, tanto en la industriade procesos como en control de motores o Robotica. El buen funcionamiento de estasaplicaciones muestra la capacidad del MPC para conseguir sistemas de control de ele-vadas prestaciones capaces de operar sin apenas intervencion durante largos perıodosde tiempo.
El MPC presenta una serie de ventajas sobre otros metodos, entre las que destacan:
� Resulta particularmente atractivo para personal sin un conocimiento profundode control, puesto que los conceptos resultan muy intuitivos, a la vez que lasintonizacion es relativamente facil.
� Puede ser usado para controlar una gran variedad de procesos, desde aquellos condinamica relativamente simple hasta otros mas complejos incluyendo sistemascon grandes retardos, de fase no mınima o inestables.
� Permite tratar con facilidad el caso multivariable.
� Posee intrınsecamente compensacion del retardo.
� Resulta conceptualmente simple la extension al tratamiento de restricciones, quepueden ser incluidas de forma sistematica durante el proceso de diseno.
� Es muy util cuando se conocen las futuras referencias (robotica o procesos enbatch).
� Es una metodologıa completamente abierta basada en algunos principios basicosque permite futuras extensiones.
Pero, logicamente, tambien presenta inconvenientes. Unos de ellos es la cargade calculo necesaria para la resolucion de algunos algoritmos. Pero quizas el mayorinconveniente venga marcado por la necesidad de disponer de un modelo apropiado delproceso. El algoritmo de diseno esta basado en el conocimiento previo del modelo y esindependiente de este, pero resulta evidente que las prestaciones obtenidas dependerande las discrepancias existentes entre el proceso real y el modelo usado.
1.5 Estrategia de los controladores
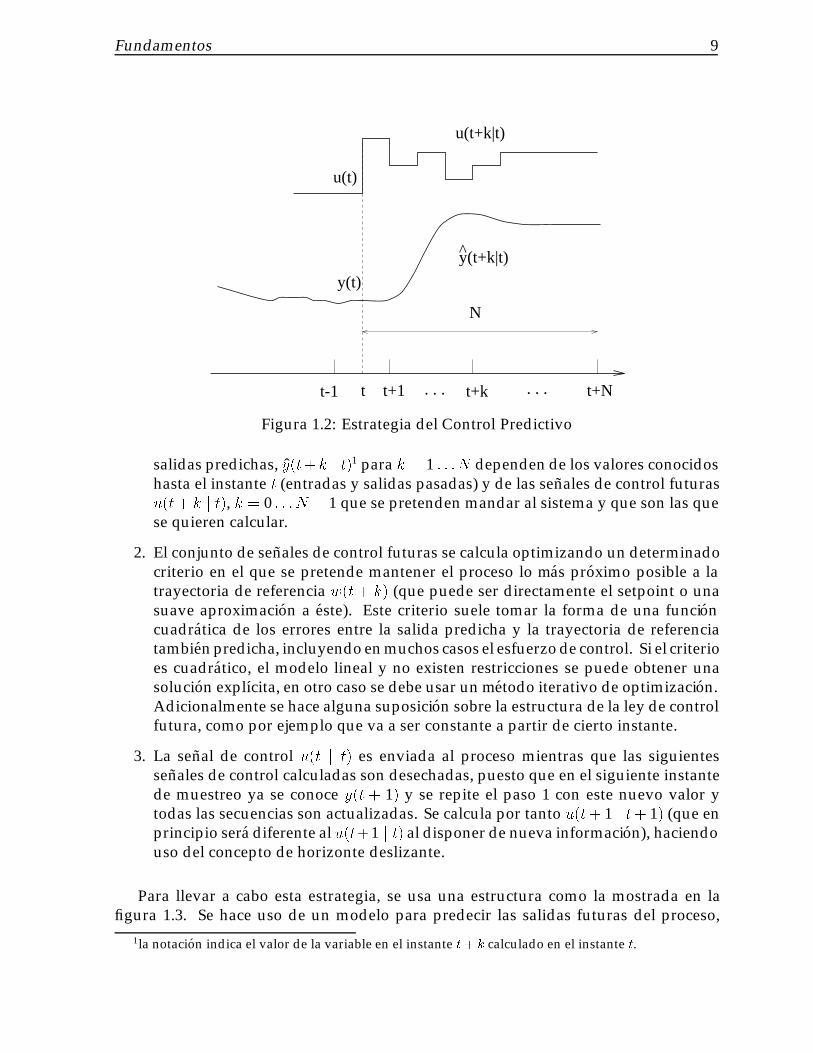
La metodologıa de todos los controladores pertenecientes a la familia del MPC se carac-teriza por la estrategia siguiente, representada en la figura 1.2:
1. En cada instante t y haciendo uso del modelo del proceso se predicen las futurassalidas para un determinado horizonteN , llamado horizonte de prediccion. Estas
Fundamentos 9
N
y(t+k|t)^
u(t+k|t)
t t+1t-1 . . . t+N. . . t+k
y(t)
u(t)
Figura 1.2: Estrategia del Control Predictivo
salidas predichas, y�t�k j t�1 para k � 1 � � � N dependen de los valores conocidoshasta el instante t (entradas y salidas pasadas) y de las senales de control futurasu�t� k j t�, k � 0 � � � N � 1 que se pretenden mandar al sistema y que son las quese quieren calcular.
2. El conjunto de senales de control futuras se calcula optimizando un determinadocriterio en el que se pretende mantener el proceso lo mas proximo posible a latrayectoria de referencia w�t � k� (que puede ser directamente el setpoint o unasuave aproximacion a este). Este criterio suele tomar la forma de una funcioncuadratica de los errores entre la salida predicha y la trayectoria de referenciatambien predicha, incluyendo en muchos casos el esfuerzo de control. Si el criterioes cuadratico, el modelo lineal y no existen restricciones se puede obtener unasolucion explıcita, en otro caso se debe usar un metodo iterativo de optimizacion.Adicionalmente se hace alguna suposicion sobre la estructura de la ley de controlfutura, como por ejemplo que va a ser constante a partir de cierto instante.
3. La senal de control u�t j t� es enviada al proceso mientras que las siguientessenales de control calculadas son desechadas, puesto que en el siguiente instantede muestreo ya se conoce y�t � 1� y se repite el paso 1 con este nuevo valor ytodas las secuencias son actualizadas. Se calcula por tanto u�t� 1 j t� 1� (que enprincipio sera diferente al u�t�1 j t� al disponer de nueva informacion), haciendouso del concepto de horizonte deslizante.
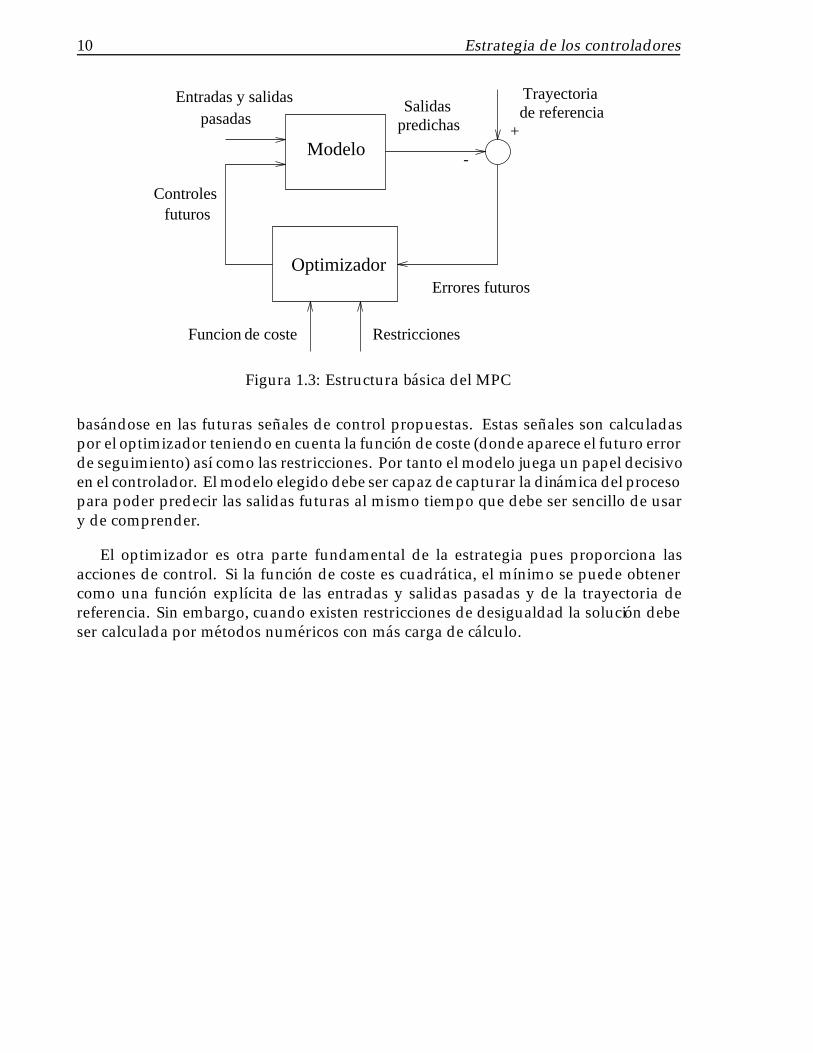
Para llevar a cabo esta estrategia, se usa una estructura como la mostrada en lafigura 1.3. Se hace uso de un modelo para predecir las salidas futuras del proceso,
1la notacion indica el valor de la variable en el instante t� k calculado en el instante t.
10 Estrategia de los controladores
+
-
futuros
Entradas y salidas
Funcion de coste Restricciones
Errores futuros
pasadas
Controles
de referenciaTrayectoria
predichasSalidas
Optimizador
Modelo
Figura 1.3: Estructura basica del MPC
basandose en las futuras senales de control propuestas. Estas senales son calculadaspor el optimizador teniendo en cuenta la funcion de coste (donde aparece el futuro errorde seguimiento) ası como las restricciones. Por tanto el modelo juega un papel decisivoen el controlador. El modelo elegido debe ser capaz de capturar la dinamica del procesopara poder predecir las salidas futuras al mismo tiempo que debe ser sencillo de usary de comprender.
El optimizador es otra parte fundamental de la estrategia pues proporciona lasacciones de control. Si la funcion de coste es cuadratica, el mınimo se puede obtenercomo una funcion explıcita de las entradas y salidas pasadas y de la trayectoria dereferencia. Sin embargo, cuando existen restricciones de desigualdad la solucion debeser calculada por metodos numericos con mas carga de calculo.
Tema 2
Controladores predictivos
2.1 Elementos basicos
Todos los controladores predictivos poseen elementos comunes y para cada uno deestos elementos se pueden elegir diversas opciones, dando lugar a distintos algoritmos.Estos elementos son:
� Modelo de prediccion
� Funcion objetivo
� Obtencion de la ley de control
2.1.1 Modelo de prediccion
La piedra angular del MPC es el modelo; un diseno completo debe incluir los me-canismos necesarios para la obtencion del mejor modelo posible, el cual debe ser losuficientemente rico para capturar al maximo la dinamica del proceso y debe ser ca-paz de permitir el calculo de las predicciones a la vez que sea intuitivo y permita unanalisis teorico. El uso del modelo del proceso viene determinado por la necesidad delcalculo de la salida predicha en instantes futuros y�t� k j t�. Las diferentes estrategiasde MPC pueden usar distintos modelos para representar la relacion de las salidas conlas entradas medibles, algunas de las cuales seran variables manipuladas y otras sepueden considerar como perturbaciones medibles, que pueden ser compensadas poraccion feedforward. Ademas se tendra en cuenta un modelo de las perturbaciones, paraintentar describir el comportamiento que no aparece reflejado en el modelo del pro-ceso, englobandose aquı el efecto de las entradas no medibles, el ruido y los errores demodelado.
11

12 Elementos basicos
Para el estudio se puede separar el modelo en dos partes: el modelo del procesopropiamente dicho y el modelo de las perturbaciones. Cualquier metodo usara ambaspartes para la prediccion.
Modelo del Proceso
Casi todas las formas posibles de modelar un proceso aparecen en alguna formu-lacion de MPC siendo las mas usadas las siguientes:
� Respuesta impulsional. Tambien conocida por secuencia de ponderacion o mo-delo de convolucion. La salida viene relacionada con la entrada por la ecuacion
y�t� ��Xi�1
hiu�t� i�
dondehi son los valores muestreados obtenidos al someter al proceso a un impulsounitario de amplitud igual al perıodo de muestreo (ver figura 2.1a). Esta sumaes truncada y solo se consideran N valores (por tanto solo permite representarprocesos estables y sin integradores), teniendo
y�t� �NXi�1
hiu�t� i� � H�z�1�u�t� �2�1�
dondeH�z�1� � h1z�1�h2z
�2� � � ��hNz�N . Un inconveniente de este metodo es
el gran numero de parametros que necesita, ya que N suele ser un valor elevado(del orden de 40-50). La prediccion vendra dada por:
y�t� k j t� �NXi�1
hiu�t� k � i j t� � H�z�1�u�t� k j t�
Este metodo es ampliamente aceptado en la practica industrial debido a quees muy intuitivo y no requiere informacion previa sobre el proceso, con lo queel procedimiento de identificacion se simplifica, a la vez que permite describirfacilmente dinamicas complejas como fase no mınima o retardos.
� Respuesta ante escalon. Es muy similar al anterior solo que ahora la senal deentrada es un escalon. Para sistemas estables se tiene la respuesta truncada quesera
y�t� � y0 �NXi�1
gi� u�t� i� � y0 �G�z�1��1� z�1�u�t� �2�2�
donde las gi son los valores muestreados ante la entrada en escalon y �u�t� �u�t�� u�t� 1�, segun se muestra en la figura 2.1b. El valor de y0 puede tomarse 0sin perdida de generalidad, con lo cual el predictor sera:
y�t� k j t� �NXi�1
gi� u�t� k � i j t�
Este metodo presenta las mismas ventajas e inconvenientes que el anterior.

Controladores predictivos 13
t t+1 t+2 . . . t+N t t+1 t+2 . . . t+N
y(t) y(t)
h
h
h
h g
g g
1 i
i N
2
N
g 1
2
a) b)
Figura 2.1: Respuesta impulsional y ante escalon
� Funcion de transferencia. Se utiliza el concepto de funcion de transferenciaG � B�A con lo que la salida viene dada por:
A�z�1�y�t� � B�z�1�u�t�
A�z�1� � 1 � a1z�1 � a2z
�2 � � � �� anaz�na
B�z�1� � b1z�1 � b2z
�2 � � � �� bnbz�nb
Por tanto la prediccion vendra dada por
y�t� k j t� �B�z�1�
A�z�1�u�t� k j k�
Esta representacion es valida tambien para procesos inestables y posee la ventajade necesitar pocos parametros, aunque es fundamental un conocimiento a prioridel proceso sobre todo en cuanto al orden de los polinomios A y B.
� Espacio de estados. Tiene la siguiente representacion:
x�t� � Ax�t� 1� �Bu�t� 1�y�t� � Cx�t�
siendo x el estado y A, B y C las matrices del sistema, de entrada y de salidarespectivamente. Para este modelo la prediccion viene dada por
y�t� k j t� � Cx�t� k j t� � C�Akx�t� �kXi�1
Ai�1Bu�t� k � i j t��

14 Elementos basicos
Posee la ventaja de que sirve tambien para sistemas multivariables a la vez quepermite analizar la estructura interna del proceso (aunque a veces los estadosobtenidos al discretizar no tienen ningun significado fısico). Los calculos puedenser complicados, con la necesidad adicional de incluir un observador si los estadosno son accesibles.
Modelo de las perturbaciones
De tanta importancia como la eleccion de un determinado modelo del procesoes la eleccion del modelo utilizado para representar la perturbaciones. Un modelobastante extendido es el Autorregresivo Integrado de Media Movil (Auto-Regressiveand Integrated Moving Average, ARIMA), en el que las perturbaciones, es decir, lasdiferencias entre la salida medida y la calculada por el modelo vienen dadas por
n�t� �C�z�1�e�t�
D�z�1�
donde el polinomio D�z�1� incluye explıcitamente el integrador � � 1 � z�1, e�t� esun ruido de media cero y normalmente el polinomio C se considera igual a uno. Estemodelo se considera apropiado para dos tipos de perturbaciones: cambios aleatoriosocurridos en instantes aleatorios (por ejemplo cambio en la calidad del material) ymovimiento browniano (en procesos con balance de energıa) y es usado en variosmetodos. Notese que al incluir un integrador se consigue un control con error nulo enregimen permanente (offset-free).
Como caso particular del ARIMA se puede incluir la perturbacion constante
n�t� �e�t�
1� z�1
cuya mejor prediccion sera n�t� k j t� � n�t�.
Respuestas libre y forzada
Una caracterıstica tıpica de la mayorıa de los controladores MPC es el empleo de losconceptos de repuesta libre y forzada. La idea es expresar la secuencia de acciones decontrol como la suma de dos senales:
u�t� � uf�t� � uc�t�
La senal uf�t� corresponde a las entradas pasadas (anteriores al instante t) y en el futurose mantiene constante e igual al ultimo valor de la variable manipulada. Es decir,
uf�t� j� � u�t� j� para j � 1� 2� � � �uf�t� j� � u�t� 1� para j � 0� 1� 2� � � �

Controladores predictivos 15
La senal uc�t� vale cero en el pasado y corresponde a las senales de control en losinstantes futuros:
uc�t� j� � 0 para j � 1� 2� � � �uc�t� j� � u�t� j�� u�t� 1� para j � 0� 1� 2� � � �
La prediccion de la secuencia se salida se separa en dos partes, como se ve en lafigura 2.2. Una de ellas (yf�t�), la respuesta libre, corresponde a la prediccion de lasalida cuando la variable manipulada se hace igual a uf�t�, y la otra, la repuesta forzada(yc�t�), corresponde a la prediccion de la salida cuando la senal de control es uc�t�.La respuesta libre corresponde a la evolucion del proceso debido a su estado actual(incluido por tanto el efecto de acciones pasadas) mientras que la respuesta forzada esla debida a las acciones de control futuras.
t
uc
t
uf
u
t
t
yf
t
y
t
yc
Process
Figura 2.2: Respuestas libre y forzada
2.1.2 Funcion objetivo
Los diversos algoritmos de MPC proponen distintas funciones de coste para la obtencionde la ley de control. En general se persigue que la salida futura en el horizonteconsiderado siga a una determinada senal de referencia al mismo tiempo que se puedepenalizar el esfuerzo de control requerido para hacerlo. La expresion general de talfuncion objetivo sera:
J�N1� N2� Nu� �N2X
j�N1
��j��y�t� j j t�� w�t� j��2 �NuXj�1
��j���u�t� j � 1��2 �2�3�
En algunos metodos el segundo sumando, que considera el esfuerzo de control, nose tiene en cuenta, mientras que en otros tambien aparecen directamente los valores dela senal de control (no sus incrementos). En la funcion de coste se pueden considerar:
16 Elementos basicos
� Parametros: N1 y N2 son los horizontes mınimo y maximo de coste (o de pre-diccion) y Nu es el horizonte de control, que no tiene por que coincidir con elhorizonte maximo, como se vera posteriormente. El significado de N1 y N2 re-sulta bastante intuitivo: marcan los lımites de los instantes en que se desea quela salida siga a la referencia. Ası, si se toma un valor grande de N1 es porqueno importa que haya errores en los primeros instantes, lo cual provocara unarespuesta suave del proceso. Notese que para procesos con tiempo muerto d notiene sentido que N1 sea menor que dicho valor puesto que la salida no empezaraa evolucionar hasta el instante t� d. Ademas, si el proceso es de fase no mınima,este parametro permite eliminar de la funcion objetivo los primeros instantes derespuesta inversa.
Los coeficientes ��j� y ��j� son secuencias que ponderan el comportamiento fu-turo. Usualmente se consideran valores constantes o secuencias exponenciales.Por ejemplo se puede conseguir un peso exponencial de ��j� a lo largo del hori-zonte usando:
��j� � �N2�j
Si � esta comprendido entre 0 y 1 indica que se penaliza mas a los errores masalejados del instante t que a los mas proximos, dando lugar a un control massuave y con menor esfuerzo. Si, por el contrario, � � 1 es que se penalizan maslos primeros errores, provocando un control mas brusco.
Todos estos valores pueden ser usados como parametros de sintonizacion, ob-teniendo un abanico muy amplio de posibilidades con las que se puede cubriruna extensa gama de opciones, desde un control estandar hasta una estrategiadisenada a medida para un proceso en particular.
� Trayectoria de referencia: Una de las ventajas del control predictivo es que sise conoce a priori la evolucion futura de la referencia, el sistema puede empezara reaccionar antes de que el cambio se haya efectivamente realizado, evitandolos efectos del retardo en la respuesta del proceso. En muchas aplicaciones laevolucion futura de la referencia r�t � k� es conocida de antemano, como enRobotica, servos o procesos en batch; en otras aplicaciones aunque la referencia seaconstante, se puede conseguir una sensible mejora de prestaciones simplementeconociendo el instante de cambio de valor y adelantandose a esa circunstancia.
En el criterio de minimizacion (2.3), la mayorıa de los metodos suelen usar unatrayectoria de referencia w�t� k� que no tiene por que coincidir con la referenciareal. Normalmente sera una suave aproximacion desde el valor actual de la saliday�t� a la referencia conocida mediante un sistema de primer orden:
w�t� � y�t� w�t� k� � �w�t� k � 1� � �1� ��r�t� k� k � 1 � � � N �2�4�
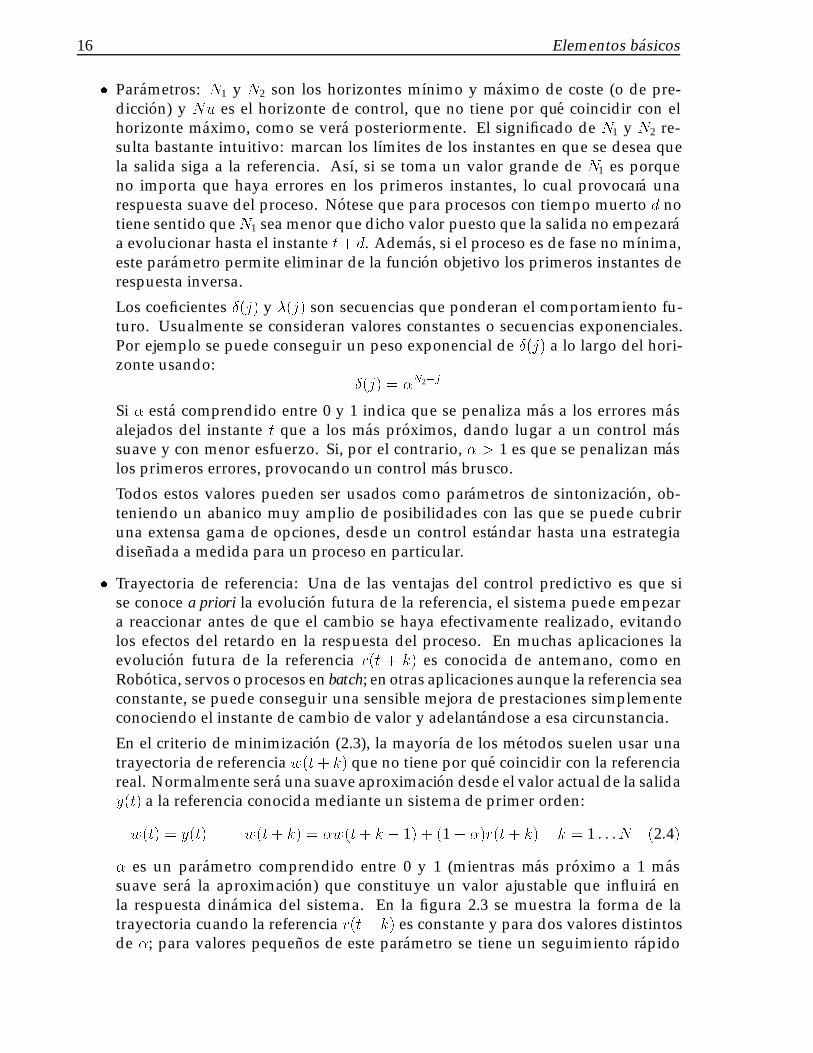
� es un parametro comprendido entre 0 y 1 (mientras mas proximo a 1 massuave sera la aproximacion) que constituye un valor ajustable que influira enla respuesta dinamica del sistema. En la figura 2.3 se muestra la forma de latrayectoria cuando la referencia r�t� k� es constante y para dos valores distintosde �; para valores pequenos de este parametro se tiene un seguimiento rapido
Controladores predictivos 17
(w1) mientras que si aumenta, la trayectoria de referencia sera w2 dando lugar auna respuesta mas suave.
y(t)
r(t+k)
w (t+k) w (t+k)
t
12
Figura 2.3: Trayectoria de referencia
� Restricciones: En la practica, todos los procesos estan sujetos a restricciones. Losactuadores tienen un campo limitado de accion ası como una determinada ve-locidad de cambio (slew rate), como es el caso de las valvulas, limitadas por lasposiciones de totalmente abierta o cerrada y por la velocidad de respuesta. Razo-nes constructivas, de seguridad o medioambientales o bien los propios alcances delos sensores pueden causar lımites en las variables de proceso, tales como nivelesen depositos, caudales en tuberıas o temperaturas y presiones maximas. Ademas,normalmente las condiciones de operacion vienen definidas por la interseccionde ciertas restricciones por motivos fundamentalmente economicos, con lo que elsistema de control operara cerca de los lımites. Todo lo expuesto anteriormentehace necesaria la introduccion de restricciones en la funcion a minimizar.
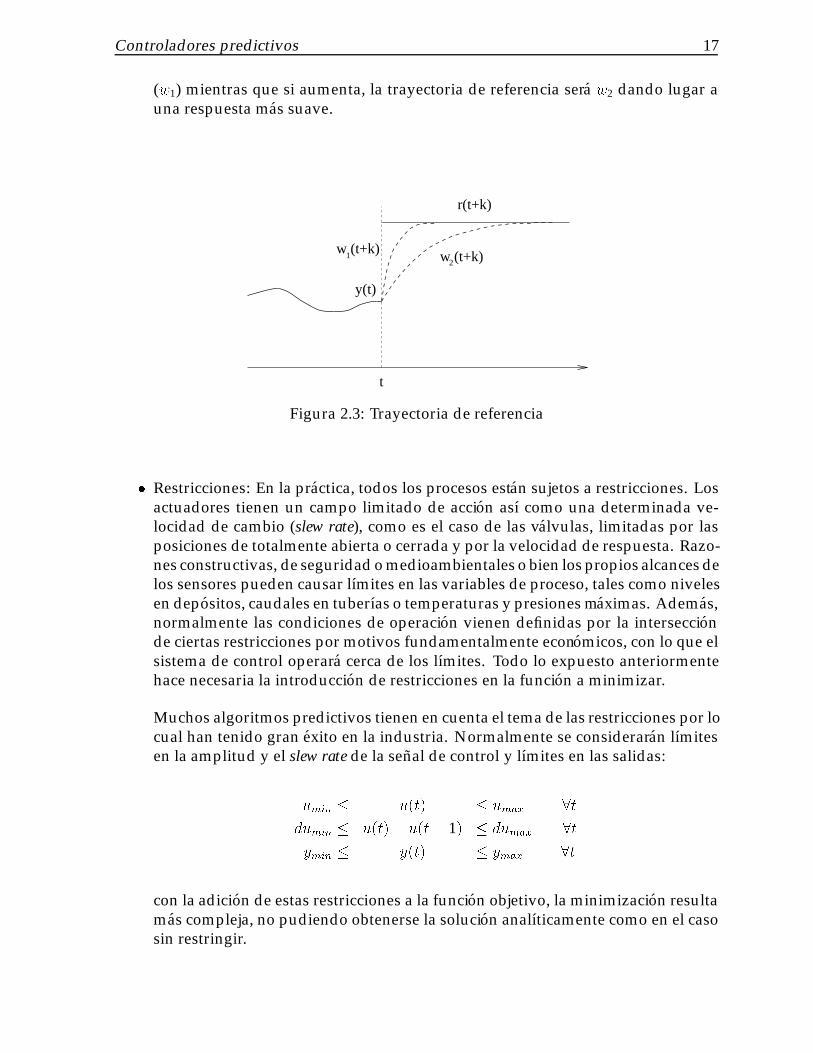
Muchos algoritmos predictivos tienen en cuenta el tema de las restricciones por locual han tenido gran exito en la industria. Normalmente se consideraran lımitesen la amplitud y el slew rate de la senal de control y lımites en las salidas:
umin � u�t� � umax �t
dumin � u�t�� u�t� 1� � dumax �t
ymin � y�t� � ymax �t
con la adicion de estas restricciones a la funcion objetivo, la minimizacion resultamas compleja, no pudiendo obtenerse la solucion analıticamente como en el casosin restringir.
18 Revision de los principales algoritmos
2.1.3 Obtencion de la ley de control
Para obtener los valores u�t � k j t� sera necesario minimizar la funcional J de laecuacion (2.3). Para ello se calculan los valores de las salidas predichas y�t � k j t�en funcion de valores pasados de entradas y salidas y de senales de control futuras,haciendo uso del modelo que se haya elegido y se sustituyen en la funcion de coste,obteniendo una expresion cuya minimizacion conduce a los valores buscados. Para elcriterio cuadratico si el modelo es lineal y no existen restricciones se puede obtener unasolucion analıtica, en otro caso se debe usar un metodo iterativo de optimizacion.
De cualquiera de las maneras la obtencion de la solucion no resulta trivial puesexistiran N2�N1 � 1 variables independientes, valor que puede ser elevado (del ordende 10 a 30). Con la idea de reducir estos grados de libertad se puede proponer ciertaestructura a la ley de control. Ademas se ha encontrado que esta estructuracion de laley de control produce una mejora en la robustez y en el comportamiento general delsistema, debido fundamentalmente a que el hecho de permitir la libre evolucion delas variables manipuladas (sin estructurar) puede conducir a senales de control de altafrecuencia no deseables y que en el peor de los casos podrıan conducir a la inestabilidad.
Esta estructura de la ley de control se plasma en el uso del concepto de horizonte decontrol (Nu), que consiste en considerar que tras un cierto intervalo Nu � N2 no hayvariacion en las senales de control propuestas, es decir:
�u�t� j � 1� � 0 j � Nu
lo cual es equivalente a dar pesos infinitos a las cambios en el control a partir de ciertoinstante. El caso lımite serıa considerar Nu igual a 1 con lo que todas las accionesfuturas serıan iguales a u�t�1.
2.2 Revision de los principales algoritmos
Se presentan a continuacion los principales algoritmos de control predictivo, mostrandosus principales caracterısticas pero sin entrar en detalles. Se pueden encontrar estudioscomparativos en [10], [7], [11] y [16]. En el tema siguiente se estudiaran en detalle losdos metodos considerados mas representativos: DMC y GPC.
Dynamic Matrix Control
Este metodo usa la respuesta ante escalon (2.2) para modelar el proceso, considerandosolo los N primeros terminos, asumiendo por tanto que el proceso es estable. En
1Recuerdese que debido al horizonte deslizante, la senal de control se recalcula en el siguientemuestreo.

Controladores predictivos 19
cuanto a las perturbaciones, se considera que su valor permanence constante e igual alexistente en el instante actual durante todo el horizonte, es decir, igual al valor medidode la salida (ym) menos el estimado por el modelo y�t j t�).
n�t � k j t� � n�t j t� � ym�t�� y�t j t�
y por tanto el valor predicho de la salida sera:
y�t� k j t� �kXi�1
gi� u�t� k � i� �NX
i�k�1
gi� u�t� k � i� � n�t � k j t�
donde el primer termino contiene las acciones de control futuras (que seran calculadas),el segundo los valores pasados de las acciones de control (conocidas) y el ultimorepresenta las perturbaciones. La funcion de coste puede considerar solo errores futuroso incluir tambien el esfuerzo de control, en cuyo caso toma la forma generica (2.3).
Una de las caracterısticas de este metodo que lo ha hecho muy popular en la industriaes la inclusion de restricciones, que se traduce en inecuaciones de la forma generica:
NXi�1
Cjyiy�t� k j t� � Cj
uiu�t� k � i� � cj � 0 j � 1 � � �Nc
En este caso la optimizacion debe ser numerica y se lleva a cabo en cada periodo demuestreo, enviandose la senalu�t�y recalculando todo en el nuevo periodo de muestreo,como en todos los metodos MPC. Los principales inconvenientes de este metodo son eltamano del modelo empleado y la imposibilidad de tratar procesos inestables.
Model Algorithmic Control
Este metodo se conoce tambien como Model Predictive Heuristic Control y el productocomercial se llama IDCOM (Identification-Command). Es muy similar al DMC con ladiferencia principal de usar un modelo de respuesta impulsional (2.1). Introduce elconcepto de trayectoria de referencia como un sistema de primer orden que evolucionadesde la salida actual al setpoint segun una determinada constante de tiempo. Lavarianza del error entre esta trayectoria y la salida es lo que marca la minimizacion dela funcion objetivo. Las perturbaciones se pueden tratar como en el metodo anterior ose pueden estimar segun la siguiente expresion:
n�t� k j t� � �n�t � k � 1 j t� � �1� ���ym�t�� y�t j t��
con n�t j t� � 0. � es un parametro ajustable �0 � � � 1� relacionado con el tiempo derespuesta, el ancho de banda y la robustez del bucle cerrado [7]. El metodo tambienconsidera restricciones en los actuadores, en las variables internas o en salidas secun-darias.

20 Revision de los principales algoritmos
Puntos de coincidencia
Figura 2.4: Puntos de coincidencia
Predictive Functional Control
Este controlador fue desarrollado por Richalet [18] para procesos rapidos. Emplea unmodelo en el espacio de estados, por lo que permite el manejo de procesos inestables, ytambien la extension al caso no lineal. Este esquema de control tiene dos caracterısticasque lo distinguen del resto de controladores de la familia: el uso de puntos de coincidenciay de funciones base.
El concepto de puntos de coincidencia (ver figura 2.4) se emplea para simplificarlos calculos considerando solo un subconjunto de puntos en el horizonte de prediccionhj , j � 1� � � � � nH . La salida deseada y la predicha deben coincidir en dichos puntos, noen todo el horizonte de prediccion.
La otra idea innovadora de este metodo es la parametrizacion de la senal de con-trol como una combinacion lineal de ciertas funciones base, que son elegidas segun lanaturaleza del proceso y la referencia:
u�t� k� �nBXi�1
i�t�Bi�k�
Normalmente estas funciones son de tipo polinomico: escalones (B1�k� � 1), rampas(B2�k� � k) o parabolas (B3�k� � k2), ya que la mayorıa de referencias se puedenespecificar como combinacion de estas funciones. Con esta estrategia, un perfil deentrada complejo se puede especificar usando un pequeno numero de parametrosdesconocidos i que son las incognitas del problema de minimizacion.
La funcion a minimizar es:
J �nHXj�1
�y�t� hj�� w�t� hj��2
El algoritmo PFC tambien puede manejar restricciones de maximo y mınimo en laaceleracion, que son practicas en aplicaciones de servocontrol.

Controladores predictivos 21
Extended Prediction Self Adaptive Control
El algoritmo EPSAC usa un modelo de funcion de transferencia
A�z�1�y�t� � B�z�1�u�t� d� � v�t�
donde d es el retardo y v�t� la perturbacion. Este modelo puede ampliarse para tratarperturbaciones medibles anadiendo un termino D�z�1�d�t� para incluir efecto feedfor-ward. La prediccion se obtiene segun se muestra en [10] y la estructura de la ley decontrol es muy simple, ya que se considera que la senal de control permanecera cons-tante a partir del instante t (es decir, horizonte de control igual a 1): �u�t� k� � 0 parak � 0. Para obtener la senal de control de minimiza una funcion de coste de la forma:
NXk�d
�k��w�t� k�� P �z�1�y�t� k j t��2
donde P �z�1� es un polinomio de diseno con ganancia unitaria y �k� es una secuenciade ponderacion. La senal de control se puede calcular analıticamente de la forma:
u�t� �
NPk�d
hk�k��w�t� k�� P �z�1�y�t� k j t��
NPk�d
�k�h2k
siendo hk los coeficientes de la respuesta impulsional del sistema.
Extended Horizon Adaptive Control
Esta formulacion tambien emplea un modelo de funcion de transferencia y pretendeminimizar la discrepancia entre la salida calculada y la referencia en el instante t �N :y�t �N j t� � w�t �N�, con N � d. La solucion a este problema no es unica (a menosque N � d)[21]; una posible estrategia es considerar horizonte de control igual a 1:
�u�t� k � 1� � 0 1 � k � N � d
o minimizar el esfuerzo de control
J �N�dXk�0
u2�t � k�
Este metodo utiliza un predictor de N pasos de la forma
y�t�N j t� � y�t� � F �z�1�� y�t� � E�z�1�B�z�1�� u�t�N � d�
donde E�z�1� y F �z�1� son polinomios que satisfacen la relacion
�1� z�1� � A�z�1�E�z�1��1� z�1� � z�NF �z�1��1� z�1�

22 Revision de los principales algoritmos
con el grado de E igual a N � 1. Una ventaja de este metodo es que se puede encontrarfacilmente una solucion explıcita, dada por
u�t� � u�t� 1� ��0�w�t�N�� y�t�N j t��
N�dPk�0
�2i
siendo �k el coeficiente correspondiente a �u�t� k� en la ecuacion de prediccion. Portanto la ley de control depende solo de los parametros del proceso y puede hacersefacilmente adaptativa si se emplea un identificador en lınea. El unico coeficiente deajuste es el horizonte de prediccion N , lo cual simplifica el uso pero proporciona pocalibertad para el diseno. Observese que no puede usarse trayectoria de referencia porqueel error se considera solo en un instante (t�N ), ni tampoco la ponderacion del esfuerzode control.
Generalized Predictive Control
Este metodo propuesto por Clarke et al. [5] emplea un modelo CARIMA (ControlledAuto-Regressive Integrated Moving Average) para la prediccion de la salida:
A�z�1�y�t� � B�z�1�z�d u�t� 1� � C�z�1�e�t�
�
donde la perturbacion viene dada por un ruido blanco coloreado por el polinomioC�z�1�. Como en la practica es difıcil encontrar el verdadero valor de este polinomio, sepuede emplear como parametro de diseno para rechazo de perturbaciones o mejora dela robustez. La prediccion optima se lleva a cabo resolviendo una ecuacion diofantica,lo cual puede hacerse eficazmente de forma recursiva.
Este algoritmo, al igual que otros que usan el modelo de funcion de transferen-cia, se puede implementar facilmente en forma adaptativa usando un algoritmo deidentificacion en lınea como los mınimos cuadrados recursivos.
GPC usa una funcion de coste cuadratica de la forma
J�N1� N2� Nu� �N2X
j�N1
��j��y�t� j j t�� w�t� j��2 �NuXj�1
��j���u�t� j � 1��2
donde las secuencia de ponderacion ��j� y ��j� se eligen normalmente constanteso exponenciales y la trayectoria de referencia w�t � j� se puede generar como unasecuencia que empieza en el valor actual de la salida y tiende exponencialmente alsetpoint.
Las bases teoricas del algoritmo GPC has sido ampliamente estudiadas y se puededemostrar (ver [4]) que, para distintos conjuntos de parametros, el algoritmo es establey que otros controladores como por ejemplo el dead beat son casos incluidos eneste.

Controladores predictivos 23
2.3 Estado de la tecnologıa
Se puede considerar que productos como el MAC-IDCOM o el DMC estan ampliamente in-troducidos en la industria, proporcionando un buen control de sistemas multivariablessin restricciones y constituyen la primera generacion de controladores predictivos.
Sin embargo, la gestion de restricciones es algo que todavıa no estaba bien resueltoen estos productos hasta que aparecio una version de DMC denominada QDMC, ligeravariacion del algoritmo basico en el que se consideran restricciones duras y blandas deforma sistematica. Este algoritmo se suele considerar como la segunda generacion.
Conforme la tecnologıa MPC iba despertando mayor interes y aceptacion, los proble-mas que se abordaban eran cada vez mas complejos, apareciendo nuevas problematicascomo el tratamiento de la no-factibilidad, la consideracion de modelos apropiados paraprocesos inestables o la representacion de la perturbacion para la realimentacion de otraforma mas adecuada que un valor constante. Tambien se consideraba importante larespuesta ante fallos, de forma que el controlador fuera capaz de reconfigurarse si seperdiera alguna senal, o la dificultad de incluir diversos requerimientos de control enuna unica funcion objetivo.
Estos problemas motivaron el desarrollo de algoritmos como HIECON (HierarchicalConstrained Control, por Adersa) o IDCOM-M (por parte de Setpoint). Este ultimoincluye un supervisor para plantas mal condicionadas, funcion objetivo multicriterio ojerarquıa de restricciones. El SMOC de Shell es similar incluyendo caracterısticas comomodelos en espacio de estados (validos para sistemas inestables) o la consideracion deun observador extendido para la realimentacion de la salida en lugar del valor constanteempleado en los demas metodos. Estos metodos junto con el PCT de Profimatics, elRMPCT de Honeywell o el PFC de Adersa constituyen la tercera generacion.
Los productos que existen hoy dıa en el mercado comparten las ideas basicas deDMC o MAC desarrollados hace mas de veinte anos y el mayor enfasis en los ultimosanos se ha centrado en la consideracion de otros tipos de modelos, incluyendo modelosno lineales, y en una mejor integracion del controlador con los equipos de controlexistentes.
A pesar de su creciente implantacion, la tecnologıa actual tiene todavıa ciertaslimitaciones, siendo las mas destacables las siguientes:
� Modelos sobre-parametrizados. La mayorıa de los productos comerciales usanmodelos de convolucion, que emplean una cantidad considerable de parametrosy no se pueden usar para representar dinamicas inestables.
� Sintonizacion. No existe una clara relacion entre los parametros de sintonıa y elcomportamiento del bucle cerrado. La garantıa de estabilidad, sobre todo cuandoexisten restricciones, es otro gran problema.
24 Estado de la tecnologıa
� Optimalidad de la solucion. Muchos paquetes proporcionan una solucion sub-optima para acelerar el calculo. En algunos casos este procedimiento no estajustificado.
� Incertidumbres en el modelo. Normalmente no se tiene en cuenta la incertidum-bre asociada a la identificacion, sino que se desintoniza el controlador intentandoaumentar la robustez.
� Perturbacion constante. Aunque es la hipotesis mas sensata a priori, se podrıaobtener una mejor realimentacion si la distribucion de la perturbacion se estudiaracon mas cuidado.
Tema 3
Algoritmos
En este tema se tratan en profundidad los dos algoritmos considerados mas represen-tativos de las metodologıas existentes en Control Predictivo. Representan a las dosfamilias de controladores predictivos, una de origen claramente industrial y la otra masacademica.
3.1 Dynamic Matrix Control
El metodo DMC se desarrollo a finales de los setenta by Cutler and Ramaker [6] de ShellOil Co. y ha sido aceptado ampliamente en el mundo industrial, principalmente porlas industrias petroquımicas. Actualmente DMC es algo mas que un algoritmo y partede su exito se debe al hecho de que el producto comercial resuelve otros temas comoidentificacion u optimizacion global de la planta. En esta seccion solo se analiza elalgoritmo standard sin abordar detalles tecnicos propios del producto de mercado queno son de dominio publico.
Pero a pesar de este exito en la practica, este metodo adolece quizas de la ausenciade un analisis teorico mas completo que estudie la influencia de los parametros dediseno (horizontes, secuencias de ponderacion) sobre la estabilidad del bucle cerradoası como de resultados de robustez.
3.1.1 Prediccion
El modelo de proceso que se emplea es el de respuesta temporal, considerando laperturbacion como constante a lo largo del horizonte. El procedimiento para obtenerla prediccion se describe a continuacion.
25

26 Dynamic Matrix Control
Como se emplea un modelo de respuesta ante escalon:
y�t� ��Xi�1
gi� u�t� i�
los valores predichos a lo largo del horizonte seran:
y�t� k j t� ��Xi�1
gi� u�t� k � i� � n�t � k j t� �
�kXi�1
gi� u�t� k � i� ��X
i�k�1
gi� u�t� k � i� � n�t� k j t�
Las perturbaciones se consideran constantes, n�t� k j t� � n�t j t� � ym�t�� y�t j t�,por lo que se puede escribir:
y�t � k j t� �kXi�1
gi� u�t� k � i� ��X
i�k�1
gi� u�t� k � i� � ym�t��
��Xi�1
gi� u�t� i� �kXi�1
gi� u�t� k � i� � f�t� k�
donde f�t� k� es la respuesta libre del proceso, es decir, la parte de la respuesta que nodepende de las acciones de control futuras, y viene dada por:
f�t� k� � ym�t� ��Xi�1
�gk�i � gi�� u�t� i� �3�1�
Si el proceso es asintoticamente estable, los coeficientes gi de la respuesta anteescalon tienden a un valor constante despues de N periodos de muestreo, por lo quese puede considerar que
gk�i � gi � 0� i � N
y por tanto la respuesta libre se puede calcular como
f�t� k� � ym�t� �NXi�1
�gk�i � gi�� u�t� i�
Notese que si el proceso no es estable, entonces no existe N y no se puede calcu-lar f�t � k� (aunque existe una generalizacion en el caso de que la inestabilidad seaproducida por integradores puros).
Ahora las predicciones se pueden calcular a lo largo del horizonte de prediccion(k � 1� � � � � p�, considerando m acciones de control.
y�t� 1 j t� � g1 � u�t� � f�t� 1�

Algoritmos 27
y�t � 2 j t� � g2 � u�t� � g1 � u�t� 1� � f�t� 2�...
y�t� p j t� �pX
i�p�m�1
gi� u�t� p� i� � f�t� p�
Si se define la matriz dinamica G como:
G �
������������
g1 0 � � � 0g2 g1 � � � 0...
... . . . ...gm gm�1 � � � g1...
... . . . ...gp gp�1 � � � gp�m�1
������������
se puede escribir que:�y � Gu � f �3�2�
Observese queG esta formada porm (horizonte de control) columnas de la respuestaante escalon apropiadamente desplazadas hacia abajo. �y es un vector de dimensionp que contiene las predicciones de la salida, u representa el vector de incrementos decontrol y f es el vector de respuestas libres. Esta es la expresion que relaciona lasrespuestas futuras con los incrementos en las senales de control, por lo que usara paracalcular las acciones necesarias para conseguir el comportamiento deseado del sistema.
3.1.2 Perturbaciones medibles
El efecto de las perturbaciones medibles se puede anadir facilmente a las anterioresecuaciones de prediccion, ya que estas se pueden tratar como entradas al sistema. Laexpresion (3.2) se puede usar para calcular la prediccion del efecto de las perturbacionesen la salida de la siguiente forma:
�yd � Dd� fd
donde �yd es la contribucion de las perturbaciones medibles a la salida, D es una matrizsimilar a G que contiene los coeficientes de la respuesta del sistema a un escalon enla perturbacion, d es el vector de incrementos en la perturbacion y fd es la parte de larespuesta que no depende de la perturbacion.
En el caso mas general de perturbaciones medibles y no medibles, la respuesta librecompleta del sistema (la fraccion de la salida que no depende de la variable manipulada)

28 Dynamic Matrix Control
se puede considerar como la suma de cuatro efectos: la respuesta a la entrada u�t�, a laperturbacion medible d�t�, a la perturbacion no medible y al estado actual del proceso:
f � fu �Dd� fd � fn
Por tanto la prediccion se puede expresar en la forma general
�y � Gu � f
3.1.3 Algoritmo de control
El exito en la industria del DMC se ha debido principalmente a su aplicacion a siste-mas multivariables de gran dimension con la consideracion de restricciones. En estaseccion se describe el algoritmo de control comenzando por el caso mas simple de unsistema monovariable sin restricciones y extendiendolo posteriormente al caso generalmultivariable con restricciones.
El objetivo del controlador DMC es llevar el proceso los mas cerca posible al setpointen el sentido de mınimos cuadrados con la posibilidad de incluir una penalizacion en losmovimientos de la senal de control. Por ello se seleccionan las variables manipuladasde forma que minimicen un objetivo cuadratico que puede incluir solo los erroresfuturos
J �pX
j�1
�y�t� j j t�� w�t� j��2
o tambien el esfuerzo de control, presentando la forma generica
J �pX
j�1
�y�t � j j t�� w�t� j��2 �mXj�1
���u�t� j � 1��2
Si no existen restricciones, la minimizacion de la funcion de coste J � eeT � �uuT ,donde e es el vector de errores futuros a lo largo del horizonte de prediccion y u es elvector de futuros incrementos en la senal de control �u�t�� � � � ��u�t � m�, se puedehacer de forma analıtica calculando la derivada de J y haciendola igual a 0, lo queproporciona el resultado general:
u � �GTG� �I��1GT �w� f� �3�3�
Recuerdese que, como en todas las estrategias predictivas, solo se envıa al procesoel primer elemento del vector u (�u�t�). No es aconsejable implementar la secuenciacompleta sobre los siguientes m intervalos, ya que al ser imposible estimar de formaexacta las perturbaciones, no es posible anticiparse a las perturbaciones inevitables queprovocan que la salida real difiera de las predicciones que se emplean para calcular la
Algoritmos 29
w
f
+
Ku
Procesoy
-
CalculoResp. libre
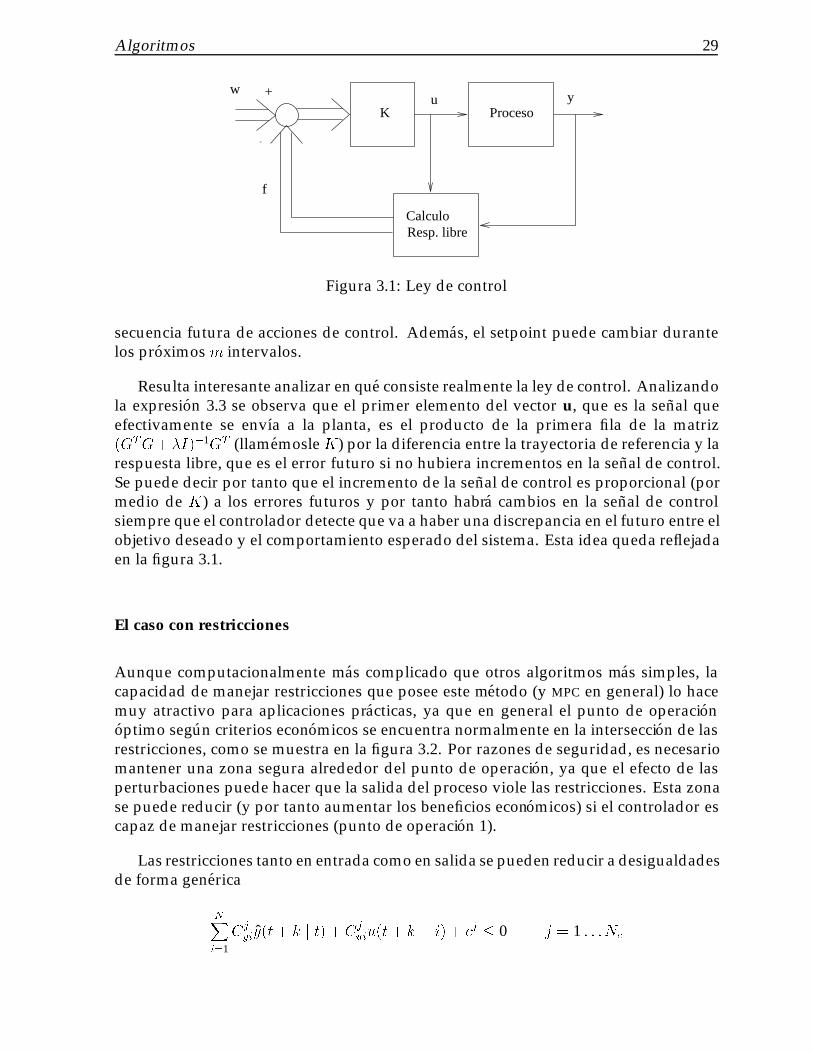
Figura 3.1: Ley de control
secuencia futura de acciones de control. Ademas, el setpoint puede cambiar durantelos proximos m intervalos.
Resulta interesante analizar en que consiste realmente la ley de control. Analizandola expresion 3.3 se observa que el primer elemento del vector u, que es la senal queefectivamente se envıa a la planta, es el producto de la primera fila de la matriz�GTG��I��1GT (llamemosle K) por la diferencia entre la trayectoria de referencia y larespuesta libre, que es el error futuro si no hubiera incrementos en la senal de control.Se puede decir por tanto que el incremento de la senal de control es proporcional (pormedio de K) a los errores futuros y por tanto habra cambios en la senal de controlsiempre que el controlador detecte que va a haber una discrepancia en el futuro entre elobjetivo deseado y el comportamiento esperado del sistema. Esta idea queda reflejadaen la figura 3.1.
El caso con restricciones
Aunque computacionalmente mas complicado que otros algoritmos mas simples, lacapacidad de manejar restricciones que posee este metodo (y MPC en general) lo hacemuy atractivo para aplicaciones practicas, ya que en general el punto de operacionoptimo segun criterios economicos se encuentra normalmente en la interseccion de lasrestricciones, como se muestra en la figura 3.2. Por razones de seguridad, es necesariomantener una zona segura alrededor del punto de operacion, ya que el efecto de lasperturbaciones puede hacer que la salida del proceso viole las restricciones. Esta zonase puede reducir (y por tanto aumentar los beneficios economicos) si el controlador escapaz de manejar restricciones (punto de operacion 1).
Las restricciones tanto en entrada como en salida se pueden reducir a desigualdadesde forma generica
NXi�1
Cjyiy�t� k j t� � Cj
uiu�t� k � i� � cj � 0 j � 1 � � �Nc

30 Dynamic Matrix Control
zona
P. operacionoptimo
segura 2
Zona segura 1
Punto operacion 1
Punto operacion 2
Restriccion
Restriccion
Figura 3.2: Punto de operacion optimo de un proceso tıpico
que deben tenerse en cuenta para la minimizacion. Como se ha visto, las salidas sepueden expresar en funcion del vector de incrementos de control a traves de la matrizdinamica, por que las restricciones tanto en la entrada como en la salida se puedenrecoger en una desigualdad matricial de la forma Ru � c, como se vera con masdetalle en el tema dedicado a restricciones. Ahora la minimizacion es un problema deProgramacion Cuadratica QP, cuya solucion es numerica.
Todo lo relacionado con las restricciones sera abordado con mayor grado de detalleen el tema dedicado a ello.
Extension al caso multivariable
El esquema previo se puede extender facilmente al caso de sistemas con varias entradasy varias salidas. Las ecuaciones basicas se mantienen igual a excepcion de que lasmatrices y vectores cambian de dimension para poder incluir todas las entradas ysalidas.
Al tratarse de modelos lineales, se puede aplicar el principio de superposicion paraobtener el valor de las salidas ante las diversas entradas. Para ello se define el vectorde salidas futuras como:
�y ��y1�t� 1 j t�� � � � � y1�t� p1 j t�� � � � � yny�t� 1 j t�� � � � � yny�t � pny j t�
�T
y el de senales de control de la forma:
u � [�u1�t�� � � � ��u1�t �m1 � 1�� � � � ��unu�t�� � � � ��unu�t�mnu � 1�]T
ası como la respuesta libre:
f ��f1�t � 1 j t�� � � � � f1�t� p1 j t�� � � � � fny�t � 1 j t�� � � � � fny�t � pny j t�
�T
teniendo en cuenta que la respuesta libre de la salida idepende tanto de valores pasadosde yi como de valores pasados de todas las senales de control.
Algoritmos 31
Con estas definiciones, la ecuacion de prediccion es igual que en el caso monova-riable simplemente considerando que la matriz G toma la forma:
G �
������
G11 G12 � � � G1nu
G21 G22 � � � G2nu...
... . . . ...Gny1 Gny2 � � � Gnynu
������
Cada submatriz Gij contiene los coeficientes de la respuesta ante escalon i-esimacorrespondiente a la entrada j-esima. El proceso de minimizacion es analogo solo quela ponderacion tanto de los errores como de los esfuerzos de control se realiza conmatrices de peso.
3.2 Control Predictivo Generalizado
El Control Predictivo Generalizado GPC fue propuesto por Clarke et al. en 1987 y se haconvertido en uno de los metodos mas populares en el ambito del Control Predictivotanto en el mundo industrial como en el academico. Se ha empleado con exito ennumerosas aplicaciones industriales, mostrando buenas prestaciones a la vez que uncierto grado de robustez respecto a sobreparametrizacion o retardos mal conocidos.Puede resolver muchos problemas de control diferentes para un amplio campo deprocesos con un numero razonable de variables de diseno, que son especificadas porel operario dependiendo del conocimiento previo del proceso y de los objetivos decontrol.
La idea basica del GPC es calcular una secuencia de futuras acciones de controlde tal forma que minimice una funcion de coste multipaso. El ındice a minimizar esuna funcion cuadratica que mide por un lado la distancia entre la salida predicha delsistema y una cierta trayectoria de referencia hasta el horizonte de prediccion, y porotro el esfuerzo de control necesario para obtener dicha salida.
El Control Predictivo Generalizado tiene muchas ideas en comun con otros contro-ladores predictivos previamente mencionados ya que esta basado en las mismas ideaspero posee a su vez algunas diferencias. Como se vera mas adelante, es capaz deproporcionar una solucion explıcita (en ausencia de restricciones), puede trabajar conprocesos inestables o de fase no mınima e incorpora el concepto de horizonte de controlası como la consideracion en la funcion de coste de ponderacion de los incrementos enlas acciones de control. Las diversas posibilidades disponibles para el GPC conducen auna gran variedad de objetivos de control comparado con otras realizaciones, algunasde las cuales pueden ser consideradas como subconjuntos o casos lımites del GPC.

32 Control Predictivo Generalizado
3.2.1 Formulacion del Control Predictivo Generalizado
La mayorıa de los procesos de una sola entrada y una sola salida (single-input single-output, SISO), al ser considerados en torno a un determinado punto de trabajo y tras serlinealizados, pueden ser descritos de la siguiente forma:
A�z�1�y�t� � z�dB�z�1�u�t� 1� � C�z�1�e�t�
donde u�t� y y�t� son respectivamente la senal de control y la salida del proceso y e�t� esun ruido blanco de media cero. A, B y C son los siguientes polinomios en el operadorde desplazamiento hacia atras z�1 :
A�z�1� � 1 � a1z�1 � a2z
�2 � ���� anaz�na
B�z�1� � b0 � b1z�1 � b2z
�2 � ��� � bnbz�nb
C�z�1� � 1 � c1z�1 � a2z
�2 � ��� � cncz�nc
donde d es el tiempo muerto del sistema.
Este modelo es conocido como Autorregresivo de Media Movil (Controller Auto-Regressive Moving-Average CARMA). En muchas aplicaciones industriales en las quelas perturbaciones son no-estacionarias resulta mas conveniente el uso de un modeloCARMA integrado, dando lugar al CARIMA, que viene descrito por:
A�z�1�y�t� � B�z�1�z�d u�t� 1� � C�z�1�e�t�
�con � � 1� z�1 �3�4�
Por simplicidad, a partir de ahora el polinomio C se va a tomar igual a 1. Noteseque en el caso de que C�1 pueda ser truncado se puede absorber en A y B.
El algoritmo del Control Predictivo Generalizado consiste en aplicar una secuenciade senales de control que minimice una funcion de coste de la forma:
J�N1� N2� Nu� �N2X
j�N1
��j��y�t � j j t�� w�t� j��2 �NuXj�1
��j���u�t� j � 1��2 �3�5�
donde y�t� j j t� es la prediccion optima j pasos hacia delante de la salida del procesocon datos conocidos hasta el instante t, N1 y N2 son los horizontes mınimo y maximode coste, Nu es el horizonte de control y ��j� y ��j� son las secuencias de ponderacionmientras que w�t� j� es la futura trayectoria de referencia, que se puede calcular segunse muestra en la figura 2.3. En muchas situaciones se considera ��j� igual a 1 y ��j�constante.
El objetivo es pues el calculo de la futura secuencia de control u�t�, u�t� 1�,... de talmanera que la salida futura del proceso y�t� j� permanezca proxima a w�t � j�. Estose logra minimizando J�N1� N2� Nu�.

Algoritmos 33
Prediccion optima
Con la intencion de minimizar la funcion de coste, se obtendra previamente la pre-diccion optima de y�t � j� para j � N1 y j � N2. Considerese la siguiente ecuaciondiofantica:
1 � Ej�z�1�� A� z�jFj�z
�1� (3.6)1 � Ej�z
�1�A� z�jFj�z�1�
Los polinomios Ej y Fj estan unicamente definidos con grados j � 1 y na respec-tivamente. Se pueden obtener dividiendo 1 entre A�z�1� hasta que el resto puedaser factorizado como z�jFj�z
�1�. El cociente de la division es entonces el polinomioEj�z
�1�.
Si se multiplica la ecuacion (3.4) por Ej�z�1� zj �
A�z�1�Ej�z�1�y�t� j� � Ej�z
�1�B�z�1�� u�t� j � d� 1� � Ej�z�1�e�t � j� (3.7)
Teniendo en cuenta (3.6), la ecuacion (3.7) queda:
�1� z�jFj�z�1��y�t� j� � Ej�z
�1�B�z�1�� u�t� j � d� 1� � Ej�z�1�e�t� j�
La cual se puede escribir como
y�t� j� � Fj�z�1�y�t� � Ej�z
�1�B�z�1�� u�t� j � d� 1� � Ej�z�1�e�t � j� �3�8�
Al ser el grado del polinomio Ej�z�1� igual a j � 1 los terminos del ruido en la
ecuacion (3.8) estan todos en el futuro. La mejor prediccion de y�t � j� sera porconsiguiente:
y�t� j j t� � Gj�z�1�� u�t� j � d� 1� � Fj�z
�1�y�t�
donde Gj�z�1� � Ej�z
�1�B�z�1�
Resulta simple demostrar que los polinomios Ej y Fj se pueden obtener recursiva-mente, de forma que los nuevos valores en el paso j � 1 (Ej�1 y Fj�1) sean funcion delos del paso j. A continuacion se muestra una demostracion simple de la recursividadde la ecuacion diofantica. Existen otras formulaciones del GPC que no estan basadas enla recursividad de esta ecuacion.
Considerense que los polinomios Ej y Fj se han obtenido dividiendo 1 entre A�z�1�hasta que el resto haya sido factorizado como z�jFj�z
�1� .Con:
Fj�z�1� � fj�0 � fj�1z
�1 � � � �� fj�naz�na
Ej�z�1� � ej�0 � ej�1z
�1 � � � �� ej�j�1z��j�1�

34 Control Predictivo Generalizado
Supongase que se utiliza el mismo procedimiento para obtener Ej�1 y Fj�1, es decir,dividir 1 entre A�z�1� hasta que el resto se pueda factorizar como z��j�1�Fj�1�z
�1� con
Fj�1�z�1� � fj�1�0 � fj�1�1z
�1 � � � �� fj�1�naz�na
Esta claro que solamente es necesario dar un paso mas en la division para obtenerlos polinomios Ej�1 y Fj�1. Al ser Ej�1 el nuevo cociente de la division, sera igual alcociente que habıa hasta el momento (Ej) mas un nuevo termino, que sera el fj�0 puesel divisor (A) es monico. Por tanto:
Ej�1�z�1� � Ej�z
�1� � ej�1�jz�j con ej�1�j � fj�0
Teniendo en cuenta que el nuevo resto sera el resto anterior menos el producto delcociente por el divisor, los coeficientes del polinomio Fj�1 se pueden expresar como:
fj�1�i � fj�i�1 � fj�0 ai�1 i � 0 � � �na
En resumen, la forma de obtener los polinmios Ej y Fj es la siguiente:
1. Comenzar con E1 � 1, F1 � z�1� A�
2. Ir anadiendo nuevos terminos a Ej con ej�1�j � fj�0
3. Calcular fj�1�i � fj�i�1 � fj�0 ai�1 i � 0 � � �na, (siendo fj�na�1 � 0).
El polinomio Gj�1 puede ser obtenido recursivamente como sigue:
Gj�1 � Ej�1B � �Ej � fj�0z�j�B � Gj � fj�0z
�jB
Es decir, los primeros j coeficientes deGj�1 seran identicos a los de Gj mientras queel resto viene dado por:
gj�1�j�i � gj�j�i � fj�0 bi para i � 0 � � �nb
Para resolver el GPC es necesario obtener el conjunto de senales de control u�t�,u�t� 1�, ...,u�t�N� que minimizan la ecuacion (3.5). Al tener el proceso un retardo ded perıodos de muestreo, la salida solo se vera influenciada por la senal u�t� despues delinstante d�1. Los valores N1, N2 y Nu que marcan los horizontes pueden ser definidoscomo N1 � d � 1, N2 � d � N y Nu � N . No tiene sentido hacer N1 � d � 1 ya quelos terminos de (3.5) solo dependeran de las senales de control pasadas. Por otro lado,haciendo N1 � d� 1 los primeros puntos de la secuencia de salida, que seran los mejorestimados, no se tendran en cuenta.

Algoritmos 35
El conjunto de las j predicciones optimas:
y�t � d� 1 j t� � Gd�1 � u�t� � Fd�1y�t�
y�t � d� 2 j t� � Gd�2 � u�t� 1� � Fd�2y�t�...
y�t� d�N j t� � Gd�N � u�t�N � 1� � Fd�Ny�t�
puede ser escrito en forma matricial como:
y � Gu � F�z�1�y�t� �G��z�1�� u�t� 1� �3�9�
Donde
y �
������
y�t � d� 1 j t�y�t � d� 2 j t�
...y�t� d�N j t�
������ u �
������
�u�t��u�t� 1�
...�u�t�N � 1�
������
G �
������
g0 0 ��� 0g1 g0 ��� 0...
......
...gN�1 gN�2 ��� g0
������
G��z�1� �
������
z�Gd�1�z�1�� g0�
z2�Gd�2�z�1�� g0 � g1z
�1�...
zN �Gd�N�z�1�� g0 � g1z
�1 � � � � � gN�1z��N�1��
������
F�z�1� �
������
Fd�1�z�1�
Fd�2�z�1�
...Fd�N �z
�1�
������
Al depender los ultimos terminos de la ecuacion (3.9) solo del pasado, puedenagruparse en f, dando lugar a:
y � Gu � f �3�10�
Observese que es la misma expresion que se obtuvo para el DMC, aunque en estecaso la respuesta libre es distinta.
Obtencion de la ley de control
Entonces la ecuacion (3.5) puede escribirse como:
J � �Gu � f �w�T �Gu � f �w� � �uTu �3�11�

36 Control Predictivo Generalizado
donde:
w �hw�t� d� 1� w�t� d� 2� � � � w�t� d�N�
iT(3.12)
La ecuacion (3.11) se puede poner como:
J �12uTHu� bu � f0 �3�13�
donde:
H � 2�GTG� �I�
b � 2�f �w�TG
f0 � �f �w�T �f �w�
El mınimo de J , siempre que no existan restricciones en la senal de control, puedeser calculado igualando a cero el gradiente de J , lo cual conduce a:
u � �H�1bT �3�14�
Debido al uso de la estrategia deslizante, solo se aplica realmente el primer elemento delvector u, repitiendo de nuevo el mismo procedimiento al siguiente instante de muestreo.La solucion propuesta involucra la inversion (o al menos la triangularizacion) de unamatriz de dimension N N , lo cual conlleva una gran carga de calculo. El concepto yausado en otros metodos de horizonte de control se emplea con la finalidad de reducirla cantidad de calculo, asumiendo que las senales de control permaneceran en un valorconstante a partir del intervalo Nu � N . Por tanto la dimension de la matriz que hayque invertir queda reducida a NuNu, quedando la carga de calculo reducida (en elcaso lımite de Nu � 1, se reduce al caso escalar) aunque restringiendo la optimalidad.
3.2.2 Ejemplo de calculo
Se presenta a continuacion un ejemplo de calculo de un Controlador Predictivo Ge-neralizado en un caso sencillo. Se disenara el controlador para un sistema de primerorden.
Al discretizar el proceso continuo se obtiene el siguiente equivalente discreto:
�1 � az�1�y�t� � �b0 � b1z�1�u�t� 1� �
e�t�
�
Se va a considerar un retardo d igual a 0 y un polinomio de ruido C�z�1� igual a 1.
Se usara el algoritmo descrito previamente para obtener la ley de control, obteniendoresultados numericos para valores de los paametros a � 0�8, b0 � 0�4 y b1 � 0�6, siendo

Algoritmos 37
los horizontes N1 � 1 y N � Nu � 3. Como se ha mostrado, se calcularan los valorespredichos de la salida del proceso en el horizonte haciendo uso de la ecuacion (3.9),obteniendo la ley de control de la expresion (3.14).
Resolviendo la ecuacion (3.6) se obtienen los polinomios del predictor Ej�z�1�,
Fj�z�1� desde j � 1 hasta j � 3, con
A�z�1� � A�z�1��1� z�1� � 1� 1�8z�1 � 0�8z�2
En este caso sencillo donde el horizonte no es demasiado largo, estos polinomios sepueden obtener directamente dividiendo 1 por A�z�1�. Como se ha explicado antes,tambien se pueden calcular recursivamente, comenzando con los valores obtenidos enel primer paso de la division, es decir:
E1�z�1� � 1 F1�z
�1� � 1�8� 0�8z�1
Cualquiera que sea el metodo empleado, los valores obtenidos son:
E2 � 1 � 1�8z�1 F2 � 2�44� 1�44z�1
E3 � 1 � 1�8z�1 � 2�44z�2 F3 � 2�952� 1�952z�1
Con estos valores y el polinomio B�z�1� � 0�4 � 0�6z�1, los elementos Gi�z�1� resultan
ser:
G1 � 0�4�0�6z�1 G2 � 0�4�1�32z�1�1�08z�2 G3 � 0�4�1�32z�1�2�056z�2�1�464z�3
y por tanto se pueden escribir las salidas predichas como:���y�t� 1 j t�y�t� 2 j t�y�t� 3 j t�
��� �
���
0�4 0 01�32 0�4 02�056 1�32 0�4
������
�u�t��u�t� 1��u�t� 2�
����
�
���
0�6� u�t� 1� � 1�8y�t�� 0�8y�t� 1�1�08� u�t� 1� � 2�44y�t�� 1�44y�t� 1�
1�464� u�t� 1� � 2�952y�t�� 1�952y�t� 1�
���
z �f
El paso siguiente es el calculo de H�1b. Tomando � igual a 0�8 se tiene que:
�GTG� �I��1GT �
���
0�133 0�286 0�147�0�154 �0�165 0�286�0�029 �0�154 0�1334
���
Como solo se necesita el valor de �u�t� para los calculos, solo se emplea realmente laprimera fila de la matriz, con lo que resulta la siguiente expresion para la ley de control:
�u�t� � �0�6042� u�t� 1�� 1�371y�t� � 0�805y�t� 1� �� 0�133w�t� 1� � 0�286w�t� 2� � 0�147w�t� 3�

38 Control Predictivo Generalizado
donde w�t � i� es la trayectoria de referencia que se puede considerar bien constantee igual a la referencia actual o bien una suave aproximacion de primer orden a esta.Entonces la senal de control resulta ser una funcion de la referencia deseada y deentradas y salidas pasadas, dada por:
u�t� � 0�3958u�t� 1� � 0�6042u�t� 2�� 1�371y�t� � 0�805y�t� 1� �� 0�133w�t� 1� � 0�286w�t� 2� � 0�147w�t� 3�
Al mismo resultado se puede llegar sin emplear la ecuacion diofantica, calculandoG en base a los coeficientes de la respuesta ante escalon (que se pueden calcular enfuncion de los coeficientes de la funcion de transferencia) y calculando la respuestalibre como se muestra en [2].
3.2.3 Caso multivariable
Al igual que en el DMC todo lo visto para el caso de sistemas con una sola entrada yuna sola salida se puede extender al caso multivariable, aunque los calculos son mascomplejos.
En este caso el modelo CARIMA para un sistema de m entradas y n salidas se puedeexpresar como:
A�z�1�y�t� � B�z�1�u�t� 1� �1�C�z�1�e�t� �3�15�
dondeA�z�1� yC�z�1� son matrices polinomiales monicas de dimension nn yB�z�1�es una matriz polinomial de dimension nm, definidos como:
A�z�1� � In�n � A1z�1 � A2z
�2 � � � �� Anaz�na
B�z�1� � B0 �B1z�1 �B2z
�2 � � � ��Bnbz�nb
C�z�1� � In�n � C1z�1 � C2z
�2 � � � �� Cncz�nc
Las variablesy�t�, u�t� y e�t� son de dimension n 1, m 1 y n 1 respectivamente.La prediccion conlleva la resolucion de una ecuacion diofantina matricial, que tambienpuede calcularse de forma recursiva.
En muchas ocasiones el problema radica en la obtencion adecuada del modelo enesta forma a partir de una matriz de transferencia en continuo que puede haberseobtenido a partir de la curva de reaccion. Una forma de hacerlo se muestra en [2].
Una vez obtenido el modelo, el criterio a minimizar tendra la forma general
J�N1� N2� N3� �N2X
j�N1
ky�t� j j t�� w�t� j�k2R �
N3Xj�1
k � u�t� j � 1�k2Q

Algoritmos 39
donde R y Q son matrices de ponderacion definidas positivas que normalmente seeligen diagonales. La minimizacion se realiza igual que en el caso monovariable dandocomo resultado un vector de senales de control a enviar a la planta en el instante actual:u1�t�, u2�t� � � � um�t�.

40 Control Predictivo Generalizado

Tema 4
Restricciones en Control Predictivo
En la practica todos los procesos estan sujetos a restricciones. Los actuadores tienenun campo limitado de accion impuesto por lımites fısicos (por ejemplo una valvula nopuede abrir mas de un 100 % o un calentador no puede aportar mas de su potenciamaxima. Tambien existen lımites de seguridad (por ejemplo presiones o temperaturasmaximas), requerimientos tecnologicos (por ejemplo mantener temperaturas en unrango dado), limitaciones de calidad del producto (no salirse de cierta zona) o normativamedioambiental.
4.1 Tratamiento convencional de restricciones
El tratamiento convencional de restricciones en control de procesos se basa en que lasrestricciones en la variable manipulada (entrada) se cumplen saturando la salida delcontrolador. Sin embargo, las restricciones en la variable controlada (salida) no puedenabordarse; se intenta evitar su violacion trabajando alejados de los lımites (en zonasegura), operando lejos de la restriccion. Por seguridad se trabaja con una consignainferior, mas lejos del punto de operacion optimo, lo que normalmente equivale a unadisminucion de la calidad y/o cantidad en la produccion, ya que normalmente el puntooptimo se encuentra en la interseccion de las restricciones obligando a acercarse lo masposible a las estas pero sin superarlas.
Si el controlador fuera capaz de tener en cuenta las restricciones y evitar su violacion,el proceso podrıa operar mas cerca de estas y por tanto de forma mas eficiente. La figura4.1 muestra un ejemplo donde existe una limitacion de presion maxima y se observacomo al alejar el punto de operacion del lımite la produccion Q disminuye.
En cuanto a la forma de operar de un controlador predictivo que no considera res-tricciones el procedimiento es similar: si la senal de control calculada viola la restriccion,se satura. Las senales futuras ni siquiera se tienen en cuenta, ya que normalmente no
41
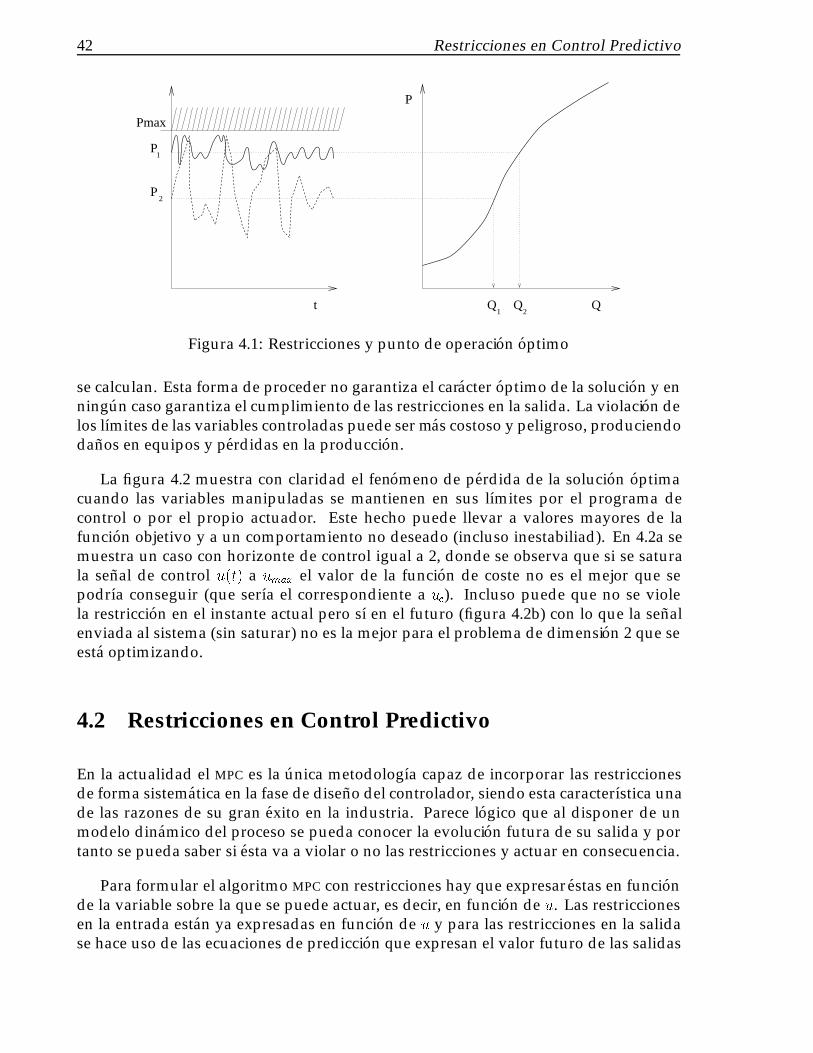
42 Restricciones en Control Predictivo
Pmax
P
P
P
QQ Q
1
2
1 2t
Figura 4.1: Restricciones y punto de operacion optimo
se calculan. Esta forma de proceder no garantiza el caracter optimo de la solucion y enningun caso garantiza el cumplimiento de las restricciones en la salida. La violacion delos lımites de las variables controladas puede ser mas costoso y peligroso, produciendodanos en equipos y perdidas en la produccion.
La figura 4.2 muestra con claridad el fenomeno de perdida de la solucion optimacuando las variables manipuladas se mantienen en sus lımites por el programa decontrol o por el propio actuador. Este hecho puede llevar a valores mayores de lafuncion objetivo y a un comportamiento no deseado (incluso inestabiliad). En 4.2a semuestra un caso con horizonte de control igual a 2, donde se observa que si se saturala senal de control u�t� a umax el valor de la funcion de coste no es el mejor que sepodrıa conseguir (que serıa el correspondiente a uc). Incluso puede que no se violela restriccion en el instante actual pero sı en el futuro (figura 4.2b) con lo que la senalenviada al sistema (sin saturar) no es la mejor para el problema de dimension 2 que seesta optimizando.
4.2 Restricciones en Control Predictivo
En la actualidad el MPC es la unica metodologıa capaz de incorporar las restriccionesde forma sistematica en la fase de diseno del controlador, siendo esta caracterıstica unade las razones de su gran exito en la industria. Parece logico que al disponer de unmodelo dinamico del proceso se pueda conocer la evolucion futura de su salida y portanto se pueda saber si esta va a violar o no las restricciones y actuar en consecuencia.
Para formular el algoritmo MPC con restricciones hay que expresarestas en funcionde la variable sobre la que se puede actuar, es decir, en funcion de u. Las restriccionesen la entrada estan ya expresadas en funcion de u y para las restricciones en la salidase hace uso de las ecuaciones de prediccion que expresan el valor futuro de las salidas

Restricciones en Control Predictivo 43
u(t+1)
maxu
u max u(t)
u(t+1)
maxu
u max u(t)
cu u uc u
a) b)
Figura 4.2: Restricciones en la senal de control
en funcion de las senales de control futuras y valores conocidos en el instante t.
Cualquier controlador predictivo calcula la prediccion como:
y � Gu � f
por lo que tanto entradas como salidas se pueden expresar en funcion del vector deincrementos de la senal de control.
Las restricciones que aparecen seran basicamente amplitud y velocidad de cambioen la senal de control y amplitud en la salida y se pueden expresar como:
U � u�t� � U �tu � u�t�� u�t� 1� � u �ty � y�t� � y �t
Para un proceso de m entradas y n salidas y restricciones en el horizonte N , lasrestricciones se pueden expresar como:
� U � Tu� u�t� 1� � � � U� u � u � � u� y � Gu � f � � y
donde l es una matriz de dimension �N n� m formada por N m m matricesidentidad y T es una matriz triangular inferior por bloques cuyos elementos no nulosson matrices identidad de dimension mm. En forma condensada se pueden expresarcomo:
R u � c �4�1�

44 Resolucion del problema
siendo
R �
����������
IN�N�IN�N
T�TG
�G
����������
c �
����������
l u�l u
l U � lu�t� 1��l U � lu�t� 1�
l y � f
�l y � f
����������
Aparte de las restricciones en amplitud, a la salida se le pueden aplicar otro tipo derestricciones de para forzar un determinado comportamiento temporal (movimientodentro de una banda, comportamiento monotono, evitar respuesta inicial inversa, etc.)como se muestra en [12], pudiendo expresarlas tambien de la forma generica (4.1).
Ademas de la clasificacion en restricciones en la entrada y en la salida segun a quetipo de variable se apliquen, se puede hacer otra clasificacion atendiendo a la forma detratarlas. Ası, se puede hablar de:
� Restricciones duras como aquellas que no se pueden violar bajo ningun concepto.En este grupo se incluyen las restricciones relacionadas con la operacion seguradel proceso.
� Restricciones blandas, que son aquellas que pueden ser violadas en un momentodado por no ser cruciales, pero la violacion se penaliza en la funcion objetivocomo un termino mas. Es una forma de relajar la restriccion.
4.3 Resolucion del problema
Con la adicion de restricciones el problema general de control predictivo cambia sepuede formular como
minimizar J�u�sujeto a Ru � c
Es decir, el problema consiste en la minimizacion de una funcion cuadratica conrestricciones lineales, lo que se conoce como Programacion Cuadratica, QP. En este casono se puede encontrar una solucion analıtica como en el caso sin restricciones, sino quehay que recurrir a metodos iterativos.
Resulta evidente que la carga de calculo sera considerable, ya que hay que encontrarla solucion resolviendo el algoritmo iterativo en cada periodo de muestreo. Normal-mente el esfuerzo esta justificado por el beneficio economico obtenido al trabajar mascerca del punto de operacion optimo.
Restricciones en Control Predictivo 45
Para resolver el problema QP existen diversos algoritmos suficientemente probados.Una revision de estos metodos se puede encontrar en [2].
Un problema asociado a la implementacion del control con restricciones es el analisisde la estabilidad del bucle cerrado. Como es necesario utilizar metodos numericospara resolver el problema de la optimizacion, la ley de control resultante no se puededescribir de forma explıcita, haciendo el problema muy difıcil de atacar mediante lateorıa clasica de control.
En los ultimos anos se ha trabajado mucho sobre la estabilidad en estas circuns-tancias, proponiendose soluciones basadas en la teorıa de Lyapunov. La idea basicaconsiste en que la funcion de coste cuando el horizonte es infinito es monotona decre-ciente (si existe solucion factible) y se puede interpretar como funcion de Lyapunovque garantiza por tanto la estabilidad. Sin embargo, como la solucion tiene que sernumerica, el numero de variables de decision tiene que ser finito, por lo que se han pro-puesto dos ideas. En la primera, se descompone la funcion objetivo en dos partes: unacon horizonte finito y restricciones y otra con horizonte infinito y sin restricciones. Lasegunda idea es en esencia equivalente y consiste en imponer restricciones terminalesal estado y usar un horizonte infinito.
En cualquier caso es un tema muy abierto, sobre todo si se quieren considerar lasincertidumbres en el modelo y los temas asociados con la factiblidad.
4.4 Gestion de restricciones
Durante la etapa de optimizacion puede aparecer problemas de no existencia de so-lucion optima para unas restricciones dadas (no existe compatibilidad entre las restric-ciones), por ejemplo por el planteamiento de unos objetivos inalcanzables para unasrestricciones dadas. Existen otras posibles causas de inexistencia de solucion, como esel caso de que una perturbacion saque al proceso fuera de la zona de trabajo usual.
La factibilidad de un problema de optimizacion significa que la funcion objetivoeste acotada y que todas las restricciones sean satisfechas.
La no factibilidad puede aparecer en regimen permanente o en el transitorio. Elproblema de la falta de solucion en regimen permanente puede venir provocado porun objetivo de control irrealizable. Sin embargo, este tipo de no factibilidad puedeser facilmente eliminado en la etapa de diseno evitando la inclusion de tales objetivos.Tambien puede ser debido a cambios en referencias que hagan incompatibles las res-tricciones (se quiera llevar alguna variable a un punto que es imposible de alcanzar conuna entrada que esta acotada).
En el regimen transitorio puede aparecer no factibilidad incluso cuando las res-tricciones impuestas parezcan razonables. Restricciones que no causan problemas en
46 Gestion de restricciones
operacion normal pueden producir problemas bajo ciertas circunstancias. Puede queuna perturbacion o cambio de referencia grande fuerce a una variable fuera de su lımitey sea imposible introducirla de nuevo en su zona permitida con senales de control deenergıa limitada. En estos casos las restricciones se hacen temporalmente incompati-bles.
Las soluciones no factibles aparecen con mayor frecuencia en casos en que eloptimose encuentre cerca de las restricciones y el sistema este sujeto a perturbaciones, llevandoa la salida a "regiones prohibidas".
4.4.1 Tecnicas de busqueda de soluciones factibles
Los metodos de gestion de restricciones tratan de recuperar la factibilidad actuandosobre las restricciones segun diferentes criterios.
Los lımites de las restricciones se pueden considerar de los siguientes tipos:
� Limites fisicos: nunca se pueden sobrepasar, principalmente por motivos deseguridad o por la propia construccion de los equipos (p.ej. actuadores)
� Limites de operacion: son fijados por los operarios para mantener las condicionesnominales de funcionamiento. Se pueden sobrepasar bajo ciertas circunstancias
� Limites reales: son los que usa el algoritmo de control en cada instante. Son losque proporciona el gestor de restricciones, quien debe calcularlos de forma quenunca superen los limites fısicos.
Es decir, el gestor de restricciones calculara los lımites reales (los que se envıan alalgoritmo QP) en base a los lımites de operacion pero sin salirse nunca de los lımitesfısicos, segun se observa en la figura 4.3.
Se analizan a continuacion posibles soluciones para este problema, que se puedenagrupar en:
1. Desconexion del controlador.
2. Eliminacion de restricciones.
3. Relajacion de restricciones.
4. Otras tecnicas.

Restricciones en Control Predictivo 47
Límites físicos
Restricciones realesLímites de operación
Figura 4.3: Gestion de restricciones
Desconexion del controlador
La forma mas sencilla de resolver de este tipo de problemas es pasar el controladora posicion manual cuando aparecen las incompatibilidades de restricciones y volver aoperacion automatica cuando se recupera la admisibilidad de la solucion.
Este metodo, como se puede comprender tiene serias desventajas. Normalmente,cuando aparecen problemas de incompatibilidad de restricciones es porque el sistemaen bucle cerrado se encuentra en un estado crıtico donde normalmente el operadortendra muy poca experiencia en la operacion. Adicionalmente, si las restricciones estanrelacionadas con aspectos de seguridad o economicos, las decisiones llevadas a cabocuando aparecen problematicas de compatibilidad de restricciones suelen ser crıticasdado que en estos casos alguno de los objetivos del control no puede ser satisfecho.
El metodo suele ser utilizado cuando los problemas de incompatibilidad de restric-ciones no son frecuentes.
Eliminacion de restricciones
La factibilidad se analiza en cada periodo de muestreo, por lo que la eliminacion derestricciones se realiza de forma temporal. Periodicamente se chequea la factibilidadpara poder reinsertar restricciones eliminadas.
La eliminacion de un grupo de restricciones ha de realizarse en aquellos casos en queel conjunto completo de restricciones que se imponen sobre el sistema sea incompatible.Cada vez que existe un problema de incompatibilidad de restricciones, se forma unconjunto de restricciones no admisibles que no se tienen en cuenta en el proceso de
48 Gestion de restricciones
optimizacion. Se pueden distinguir en la metodologıa de eliminacion de restriccionesvarios tipos.
Eliminacion indiscriminada Con esta estrategia todas las restricciones se eliminancada vez que aparezcan problemas de existencia de solucion factible, quedando laoptimizacion de un problema sin restricciones. No es un metodo muy optimo pararesolver el problema de la existencia de solucion admisible, pero es la forma mas rapidade tener en cuenta incompatibilidad de restricciones.
La eliminacion indiscriminada de restricciones no es adecuada en todas las aplicacio-nes. No debe ser por ejemplo usada en casos en que las restricciones esten directamenterelacionadas con lımites de seguridad.
Eliminacion jerarquica En este caso solo se eliminan las restricciones que provocanproblemas de incompatibilidad. En este metodo se asigna en la etapa de diseno unaprioridad a cada restriccion, que da un grado de importancia relativa de dicha res-triccion frente a las otras. Esta prioridad se usara para clasificar las restricciones de unaforma jerarquica (se asigna un numero que indica su posicion en la jerarquıa). De estemodo, cada vez que haya problemas de factibilidad o existencia de solucion el gestorde restricciones va eliminando por orden las restricciones menos prioritarias hasta quese restablece la factibilidad de la solucion, que se chequea cada periodo de muestreopara reinsertar restricciones que hubieran sido temporalmente eliminadas.
En este sentido, a la hora de eliminar restricciones se pueden establecer diferentestipos de reglas para establecer el numero de restricciones que se eliminan, si convieneeliminar mas restricciones a costa de no eliminar una con prioridad superior, etc.
Relajacion de restricciones
Otro metodo para tener en cuenta el problema de existencia de solucion es la relajacionde las restricciones. Se puede hacer una relajacion de los lımites de forma tempo-ral o convertir restricciones duras (Ru � c), cambiandolas en restricciones blandas(Ru � c� �, con � � 0) para asegurar la existencia de solucion, anadiendo un termino�TT� a la funcion de coste de forma que se penalice la violacion de la restriccion yobtener un mejor comportamiento del sistema controlado. A largo plazo, el terminode penalizacion en la funcion objetivo llevara las variables auxiliares a cero.
Otras tecnicas
Existen tecnicas que se basan en la manipulacion del horizonte mınimo de las restriccio-nes. Algunos controladores industriales como el QDMC usan el concepto de constraint

Restricciones en Control Predictivo 49
window. La constraint window comienza en algun punto en el futuro y continua hasta elestado estacionario. Si existe dinamica del tipo de fase no mınima, se pueden mejorarlas prestaciones desplazando la ventana hacia el futuro, lo que equivale a ignorar lasrestricciones duras en la salida durante la fase inicial de la respuesta.

50 Gestion de restricciones
Tema 5
Tendencias actuales y nuevasperspectivas
En la actualidad existen muchos campos abiertos en Control Predictivo, tanto en loreferente a aplicaciones practicas como a lıneas de investigacion. Todavıa queda muchopor estudiar en campos como identificacion de modelos, estimacion del estado y delas perturbaciones no medibles o tratamiento sistematico de las incertidumbres. Elestudio de estabilidad o robustez de la solucion es complicado, sobre todo en el caso deinclusion de restricciones, ya que la ley de control es en general variable con el tiempoy no se puede representar el sistema de la forma clasica de bucle cerrado.
Este tema esta dedicado a dos areas de especial interes: la consideracion de funcionesobjetivos multicriterio y un campo que esta empezando a tener gran relevancia en lapractica como es el Control Predictivo No lineal.
5.1 Multiobjetivo. Jerarquıa de objetivos
Las estrategias que se han considerado hasta ahora estan basadas en la minimizacionde una funcion de coste de un unico objetivo para la obtencion de la mejor secuenciade acciones de control. Sin embargo, en muchas situaciones el comportamiento delproceso no se puede medir con una sola funcion objetivo sino que, la mayorıa de lasveces, existen diversos (y a menudo contrapuestos) objetivos de control. Las razonesde la existencia de diversos objetivos de control pueden ser:
� Los procesos deben operar de forma diferente en distintos momentos. Por ejem-plo, durante la fase de arranque puede interesar una estrategia de tiempo mınimoy en el regimen nominal el objetivo puede ser reducir en lo posible la varianza delas variables controladas.
51

52 Multiobjetivo. Jerarquıa de objetivos
� El objetivo de control puede variar aun el caso de estar trabajando en regimennominal, dependiendo del valor de las variables. Por ejemplo, aunque el objetivode control sea minimizar la suma ponderada de los errores de las variables, siuna de ellas alcanza un valor muy alto (por ejemplo debido a una perturbacion)el objetivo de control sera disminuir el valor de esta variable lo antes posible.
En muchas situaciones el objetivo de control no es minimizar la suma de errores, sinomantener ciertas variables dentro de unos lımites especificados. Esto es equivalentea las restricciones blandas. Este tipo de objetivo se puede expresar penalizando lacantidad que se sobrepasa cada variable del setpoint. Considerese, por ejemplo, que elobjetivo es mantener la variable y�t� entre sus lımites yl e yh. En este caso, el objetivode control se puede escribir como:
J � p�y�t� j�� yh�N2X
j�N1
�y�t� j�� yh�2 � p�yl � y�t� j��
N2Xj�N1
�y�t� j�� yl�2
siendo p la funcion escalon (vale 1 cuando el argumento es mayor o igual que 0 y vale0 en caso contrario).
Notese que ahora la funcion objetivo no es cuadratica y por tanto no se puedeemplear para su minimizacion un algoritmo de programacion cuadratica, aunque sepuede transformar en uno de este tipo anadiendo unas variables de holgura �h�j� y�l�j�:
y�t� j� � yh � �h�j�
y�t� j� � yl � �h�j�
La secuencia optima de control se obtiene con la minimizacion de
J �N2X
j�N1
��h�j�2 � �l�j�
2�
con la condicion de que las variables de holgura sean no negativas (y el resto de lasrestricciones si las hubiera). En definitiva lo que se ha hecho es transformar el problemaen un QP con mas restricciones y variables.
En muchas ocasiones todos los objetivos de control se pueden agrupar en una solafuncion de coste. Algunos de los objetivos pueden ser mantener las variables lo mascerca posible de los setpoints o dentro de unas determinadas regiones de operacion.Cada uno de estos objetivos equivale a minimizar una cierta funcionJi (sujeta a una seriede restricciones). Entonces la secuencia de control se puede obtener de la minimizacionde:
J �mXi�1
�iJi
sujeta a todo el conjunto de restricciones. La importancia relativa de cada objetivo sepuede ponderar mediante la adecuada eleccion de los �i, aunque en la practica es difıcilencontrar estos pesos. Ademas, muchas veces los objetivos de control son cualitativos,haciendo la tarea aun mas difıcil.

Tendencias actuales y nuevas perspectivas 53
5.1.1 Jerarquıa de objetivos
En muchas situaciones, se puede establecer una importancia relativa de unos objetivossobre otros por medio de una priorizacion o jerarquıa. Es decir, los objetivos de mayorprioridad (por ejemplo los relacionados con la seguridad) se deben satisfacer antes queotros con menor prioridad. Aunque esto se puede resolver con ponderaciones, no esun asunto trivial.
Tyler y Morari [20] proponen una forma de introducir multiples objetivos jerarqui-zados. Considerese un proceso con m objetivos Oi jerarquizados (el Oi�1 tiene mayorprioridad que el Oi) que se pueden expresar como:
Riu � ai
La idea consiste en introducir variables enterasLi que toman valor 1 cuando se satisfaceel correspondiente objetivo de control y cero en caso contrario. Los objetivos se expresanentonces como:
Riu � ai �Ki�1� Li� �5�1�
dondeKi es una cota superior conservadora paraRiu�ai. Si se cumple el objetivo i, setiene que Li � 1 y el objetivo reformulado coincide con el original. Con la introduccionde Ki el objetivo reformulado se satisface incluso cuando el correspondiente objetivoOi no lo hace (Li � 0).
La jerarquıa de objetivos se puede establecer imponiendo las restricciones siguien-tes:
Li � Li�1 � 0
El problema es maximizar el numero de objetivos de control satisfechosPLi.
Si el modelo del proceso es lineal el problema se puede resolver con ProgramacionLineal Entera Mixta (MILP). El conjunto de restricciones 5.1 se puede modificar paramejorar el grado de satisfaccion de restricciones de los objetivos que no pueden sersatisfechos. Supongase que no todos los objetivos se pueden satisfacer y que el Of esel primero que falla. Con la idea de acercarse todo lo posible a la satisfaccion de esteobjetivo se introduce una variable de holgura � que cumpla el siguiente conjunto derestricciones:
Riu � ai � � �Ki
� �1� i� � �1� Li��
i�1Xj�1
Lj
�A �5�2�
con la funcion objetivo
J � �K�
mXi�1
Li � f���
donde f es una funcion de penalizacion de la variable de holgura (positiva y monotonacreciente) y K� es su cota superior. El algoritmo de optimizacion intentara maximizar

54 Control predictivo no lineal
el numero de objetivos satisfechos (Li � 1) antes de intentar reducir f��� porque lafuncion objetivo global se puede hacer mas pequena incrementando el numero devariables Li distintas de cero que reduciendo la funcion de penalizacion. Como todoslos objetivos Oi estan satisfechos para i � f , las restricciones (5.2) tambien se satisfacen.Como Of es el primero que falla:
i�1Xi�1
Li � f � 1 para i � f
Es decir, el termino que multiplica a Ki es cero para i � f mientras que para ındicesmayores es mayor que uno. Esto implica que todas las restricciones se satisfaran parai � f . La unica restriccion activa es Rfu � af � �.
O sea, el metodo de optimizacion intentara optimizar el grado de satisfaccion delprimer objetivo que falle solo despues de que todos los objetivos mas prioritarios sehayan satisfecho. Notese queLi � 0 no implica que el objetivo i-esimo no sea satisfecho,sino que indica que la restriccion correspondiente ha sido relajada.
Si el modelo del proceso y la funcion de penalizacion son lineales, el problema es deltipo MILP, pero si f�� es cuadratica se recurre a Programacion Cuadratica Entera Mixta(MIQP). Aunque existen algoritmos para Programacion Mixta, el esfuerzo computacio-nal es mucho mayor que el requerido para problemas LP o QP, por ello el numero deobjetivos debe ser pequeno para poder implementar el metodo en tiempo real.
5.2 Control predictivo no lineal
En los ultimos anos el Control Predictivo Basado en Modelo se ha convertido en laestrategia de control preferida para una gran cantidad de procesos industriales. Losesquemas de MPC lineal, es decir, los vistos hasta ahora en los que la prediccion estabasada en un modelo lineal del proceso, se usan de forma rutinaria como una opcionde control mas a tener en cuenta en ciertos sectores de la industria y se puede decir quesus fundamentos teoricos estan suficientemente estudiados.
Por su parte, el Control Predictivo No Lineal (Nonlinear Model Predictive Control,NMPC) surgio hace relativamente poco tiempo y existen pocas referencias de aplicacio-nes industriales. Pero debido a su capacidad para tener en cuenta las no-linealidadesdel proceso se espera que se convierta en una opcion prometedora a corto plazo.
No hay nada en los conceptos basicos de MPC contra el uso de modelos no lineales,por tanto la extension de tales conceptos a procesos no lineales es en principio sencilla.Sin embargo, como se vera seguidamente esto no es un asunto trivial y aun hay muchostemas abiertos como:
� La disponibilidad de modelos no lineales debido a la dificultad de tecnicas de
Tendencias actuales y nuevas perspectivas 55
identificacion para procesos no lineales.
� La complejidad de los calculos necesarios para resolver el problema del controlpredictivo de procesos no lineales.
� La escasez de resultados de estabilidad y robustez.
En general los procesos industriales son no lineales, pero aun ası la mayorıa delas aplicaciones de control predictivo estan basadas en el uso de modelos lineales,del tipo de los vistos hasta ahora. Existen varias razones para ello: por un ladoresulta relativamente facil identificar modelos lineales a partir de datos del proceso,y por otro los modelos lineales dan buen resultado cuando el proceso opera en lascercanıas del punto de trabajo nominal. En el sector petroquımico, donde tiene lugarla mayorıa de las aplicaciones de MPC, el objetivo es mantener el proceso en torno alestado estacionario (problema del regulador) mas que realizar frecuentes cambios de unpunto de operacion a otro (problema del servo) y por tanto un modelo lineal preciso essuficiente. Ademas el uso de un modelo lineal junto con una funcion objetivo cuadraticada lugar a un problema convexo de programacion cuadratica (QP) cuya solucion estasuficientemente estudiada en la actualidad, existiendo diversos productos comercialesfiables. La existencia de algoritmos que garanticen una solucion que converja en uncorto tiempo (menor que el periodo de muestreo) resulta crucial en procesos en los queinterviene un gran numero de variables.
Sin embargo, existen situaciones en las que los efectos no lineales justifican el usode la tecnologıa NMPC. Estas situaciones entran dentro de las dos categorıas siguientes:
� Procesos fuertemente no lineales y sujetos a grandes perturbaciones, como porejemplo el control de pH.
� Problemas de seguimiento de consigna en los que el punto de operacion cambiacon frecuencia y estos cambios sacan a relucir la dinamica no lineal del proceso,como en el caso de la fabricacion de polımeros.
En estas situaciones una ley de control lineal puede no ser efectiva siendo necesarioel empleo de un controlador no lineal para mejorar el comportamiento o simplementepara una operacion estable del proceso. Es por tanto en este caso donde se puedejustificar el empleo de tecnicas de NMPC. Aunque en la actualidad el numero deaplicaciones es aun reducido, el potencial es considerable, como se desprende delinforme de Qin y Badgwell [17], donde se observa que MPC no ha penetrado aun encampos donde las no linealidades son fuertes y el mercado exige frecuentes cambiosdel punto de operacion; es aquı donde se espera el auge del NMPC.
56 Control predictivo no lineal
5.2.1 Diferencias respecto al metodo lineal
Resulta evidente que la principal ventaja del NMPC frente al MPC radica en la posibilidadde abordar dinamicas no lineales. A medida que aparecen nuevas herramientas quehacen posible la obtencion y representacion de modelos no lineales, bien a partir deprimeros principios (leyes de conservacion) o bien a partir de datos experimentales(modelos de Volterra o redes neuronales) el interes por su utilizacion en NMPC se vaacrecentando.
Aunque la extension de los conceptos de MPC al caso no lineal es directa, a la hora derealizar el controlador aparecen una serie de problemas a tener en cuenta, que dan lugara una mayor dificultad en su implantacion. Las principales dificultades derivadas delempleo de modelos no lineales son:
� La obtencion de un modelo no lineal a partir de datos experimentales es unproblema abierto. La utilizacion de redes neuronales o series de Volterra noparecen solucionar el problema de forma general. Por otra parte, la obtencion demodelos a partir de primeros principios no es siempre viable.
� El problema de optimizacion es no convexo, cuya resolucion es mucho mas difıcilque un problema de programacion cuadratica. Aparecen problemas relativos a laobtencion del optimo global, lo que influye no solo en la calidad del control, sinotambien en problemas relacionados con la estabilidad.
� La dificultad del problema de optimizacion se traduce en un aumento considera-ble del tiempo de calculo, hecho que puede dar lugar a que la aplicacion de estatecnica quede restringida a un conjunto de sistemas con dinamica lenta.
� El estudio de temas fundamentales como estabilidad o robustez se complicaenormemente. Este tema constituye un campo abierto de gran interes para losinvestigadores.
5.2.2 Fundamentos teoricos
Se puede definir un algoritmo generico NMPC que englobe a todas las tecnicas quecomparten las mismas ideas. El proceso (en general multivariable) se puede describirpor un modelo en el espacio de estados de la forma:
x�t� 1� � f�x�t��u�t��d�t��w�t��
y�t� � g�x�t�� � e�t�
donde x es el vector de estados de dimension n, u es el vector de mu entradas, d son lasperturbaciones medibles yw�t�� las no medibles. El vector de salidas es y de dimensionmy, la misma que la del vector de ruidos de medida e.

Tendencias actuales y nuevas perspectivas 57
El problema que hay que resolver es el calculo de la secuencia de senales de controlu que llevan al proceso desde su estado actual al estado deseado xs. El punto de trabajodeseado (ys, xs, us) viene en general determinado por una optimizacion estatica basadanormalmente en criterios economicos. Este punto de trabajo debe ser recalculadoperiodicamente ya que las perturbaciones pueden hacer cambiar el punto optimo deoperacion.
Las perturbaciones medibles se pueden eliminar incluyendo su efecto en la funcionf , mientras que el resto se rechaza con la realimentacion, normalmente considerandoque la perturbacion permanecera constante a lo largo del horizonte. Esto se formalizaranadiendo un termino constante (bias) e igual al error entre medida y salida calculadaa toda la prediccion:
y�t� j� � g�x�t� j�� � b�t� donde b�t� � ym�t�� y�t�
El problema consiste en la minimizacion de una funcion objetivo que de la formamas generica sera:
J �PXj�1
ky�t� j�� yskq
Q �M�1Xj�1
k � u�t� j�kqS �M�1Xj�1
ku�t� j�� uskq
R � kskqT �5�3�
donde q puede ser 1 o 2 segun el tipo de norma que se este utilizando y Q, S, R y Tson matrices de ponderacion. La minimizacion estara sujeta a la restriccion del modelo:
x�t�j� � f�x�t�j�1��u�t � j� ���d�t�j�1��w�t�j�1��y�t�j� � g�x�t�j���b�t�
y al resto de restricciones en entradas y salidas que se quieran considerar:
y � s � y�t� j� � y � s �j � 1� Pu � u�t� j� � u �j � 1�M � 1
�u � �u�t � j� � �u �j � 1�M � 1
Observese que se ha considerado la violacion de las restricciones en la salida con eltermino s, que entra en juego en la minimizacion apareciendo en la funcion de costecon una penalizacion dada por la matriz T.
Igual que en caso lineal, la solucion del problema es una secuencia de acciones decontrol de las cuales solo la primera de ellas es enviada a la planta, desechando el restoy volviendo a la resolver el problema en el siguiente periodo de muestreo.
5.2.3 Problematica asociada al NMPC
La resolucion del NMPC plantea nuevos problemas que no existıan en el caso linealrelacionados por un lado con la metodologıa de calculo de la senal de control y porotro con el comportamiento dinamico del bucle cerrado, basicamente su estabilidad.

58 Control predictivo no lineal
Resolucion
La introduccion de un modelo no lineal en el algoritmo de optimizacion conduce a laperdida de convexidad, no pudiendo ser resuelto por los algoritmos de programacioncuadratica (QP), para los cuales existen soluciones fiables y suficientemente estudiadas.Esta perdida de convexidad hace que sea mucho mas difıcil encontrar una solucion yque, una vez encontrada, no se pueda garantizar que sea un optimo global.
En estas circunstancias el tiempo de calculo aumenta considerablemente debidoprincipalmente a dos motivos
� Para la obtencion de la secuencia de acciones de control optima, el paquete deprogramacion no lineal debe evaluar repetidamente la funcion objetivo y en cadaevaluacion se debe resolver el sistema de ecuaciones no lineales que componenel modelo de prediccion, lo cual conlleva mucho tiempo de calculo.
� A partir de los datos obtenidos a traves de la evaluacion de la funcion objetivo, elprograma de optimizacion debe calcular el gradiente de la funcion y los proximospuntos de busqueda, ademas de comprobar la violacion o no de las restriccionesy los criterios de finalizacion del algoritmo. Estas tareas consumen mas tiempode calculo que en el caso lineal.
Estabilidad de la solucion
El otro problema fundamental es el de la estabilidad de la solucion. Aun en el caso deque el algoritmo de minimizacion encuentre la solucion optima, este hecho no garantizala estabilidad del bucle cerrado (incluso en el caso de que el modelo sea perfecto). Esteproblema ha sido abordado desde distintos puntos de vistos de vista, existiendo en laactualidad diferentes propuestas, las cuales se describen a continuacion.
1. Horizonte infinito
Existe una solucion propuesta por Meadows et al. ([13]) que consiste en ampliarlos horizontes de control y de prediccion hasta el infinito, P�M �. En este caso lafuncion objetivo tambien sirve como funcion de Lyapunov, dando lugar a la estabilidadnominal. En el artıculo citado se demuestra que si existe solucion inicial factibleentonces existe solucion en cada periodo de muestreo posterior.
La idea basica es que si el problema de minimizacion es factible en el instante tentonces la funcion de coste es finita y
Jt�1 � Jt � x�t�tRx�t� � u�t�tSu�t�
Por tanto la funcion de coste es monotona decreciente y se puede interpretar como unafuncion de Lyapunov, garantizando por consiguiente la estabilidad asintotica.
Tendencias actuales y nuevas perspectivas 59
A la hora de la verdad este concepto tiene principalmente un interes teorico so-bre el que basar un desarrollo practico, ya que no es viable una implementacion conhorizonte infinito. Para llevarlo a la practica se puede tomar un horizonte lo suficien-temente grande, pero esta eleccion no tiene por que garantizar la estabilidad, ya quelas trayectorias de la entrada y el estado diferiran de las trayectorias predichas inclusosi no hay incertidumbres ni perturbaciones.
2. Restriccion terminal
Otra solucion al problema, propuesta por Keerthi y Gilbert ([8]) consiste en anadiruna restriccion terminal al estado en el algoritmo NMPC de la forma:
x�k � P � � xs
Con la imposicion de esta restriccion, la funcion objetivo se convierte en una funcionde Lyapunov para el sistema en bucle cerrado, conduciendo a la estabilidad nominal.Con la introduccion de esta restriccion el estado al final del horizonte finito es cero ypor tanto tambien lo sera la senal de control, con lo que el sistema (sin perturbaciones)se queda para siempre en el origen. De esta forma es como si el horizonte de prediccionfuera infinito.
El problema de este metodo es que en la practica la introduccion de esta restriccionartificial anade un coste computacional considerable y, lo que es mas importante aun,da lugar a una region de operacion muy restrictiva, por lo que en la realidad resultamuy difıcil satisfacer esta condicion.
3. Control dual
La dificultad de la aproximacion anterior llevo a Michalska y Mayne ([14]) a buscaruna restriccion menos estricta. La idea es definir un entorno W alrededor del estadofinal deseadoxs dentro del cual el sistema pueda ser llevado a dicho estado por medio deun controlador lineal por realimentacion del vector de estados. Por tanto la restriccionque se anade a la formulacion es:
�x�t� P �� xs� � W
Si el estado actual se encuentra fuera de esta region se usa el algoritmo NMPC con larestriccion anterior. Una vez que el estado se encuentra en W , el control conmuta a unaestrategia lineal determinada previamente (estrategia del tipo dual-mode controller).
Este metodo conlleva por tanto la gestion de la conmutacion entre los dos controla-dores y la determinacion de la region W y de la matriz de ganancia de la realimentaciondel vector de estados (una forma de hacerlo se puede encontrar en el artıculo citado).
4. Horizonte casi-infinito
Chen y Allgower ([3]) extendieron el concepto anterior, proponiendo un esquemade control con horizonte casi-infinito. Se hace uso de la idea de region terminal y

60 Control predictivo no lineal
controlador estabilizante, pero solo para el calculo del coste terminal. La senal decontrol se determina resolviendo el problema de optimizacion en lınea (con horizontefinito) sin conmutar al controlador lineal incluso dentro de la region terminal.
El procedimiento consiste en anadir el termino kx�t � Tp�k2P a la funcion de coste,
cuyo objetivo es extender el horizonte de prediccion hasta el infinito y por tanto evitarla conmutacion del controlador. Se puede demostrar que, eligiendo adecuadamente lamatriz de ponderacion P , este termino es una cota superior de lo que costarıa llevaral sistema no lineal con el controlador lineal hasta el origen partiendo de un estadoperteneciente a la region terminal y la funcion de coste con horizonte finito se aproximaa una de horizonte infinito, en cuyo caso la estabilidad queda asegurada. Esto se puedeinterpretar como si el horizonte de prediccion se expandiera casi hasta el infinito (esdecir, es como si se minimizara un coste de horizonte infinito resolviendo un problemade horizonte finito).
5. Contraccion del estado
La idea consiste en imponer la siguiente restriccion:
kx�t �N�k2 � �kx�t�k2 � � �0� 1�
Esta restriccion fuerza a la magnitud del vector de estado a contraerse segun el factorelegido cada vez que se calcula la senal de control. La estabilidad queda garantizadasiempre que el problema sea factible, lo que no viene impuesto necesariamente porquesea factible en k � 0, ya que las restricciones que se le imponen al estado son muyestrictas y pueden hacer perder factibilidad. Esto se puede mejorar con valores grandesde �, pero entonces la disminucion de la magnitud del estado es menor. En generalse puede decir que en muchas situaciones reales la condicion es muy restrictiva y lano-factibilidad aparece con facilidad.
Robustez
Si el estudio de la estabilidad en NMPC resulta de por sı complicado, mas aun lo es el dela robustez, es decir, la estabilidad cuando existen errores de modelado. Los resultadosde estabilidad de la seccion anterior son validos solo en el caso de que el modelo delproceso sea perfecto. Resulta evidente que esto nunca va a ser cierto en la practica, porlo que es necesario alguna forma de afrontar la existencia de incertidumbres.
Se puede considerar el problema de la robustez como algo todavıa sin resolverpara NMPC, aunque existen algunos resultados preliminares. Algunos de los esquemasque garantizan establidad se pueden hacer robustos con algunos cambios, como porejemplo el uso de restricciones terminales conservadoras in el dual-mode. Pero engeneral los resultados existentes solo indican que incertidumbres pequenas no amenazanla estabilidad del bucle cerrado, sin permitir el diseno del controlador que garantice laestabilidad dada una incertidumbre descrita por sus lımites. Existen algunos resultados

Tendencias actuales y nuevas perspectivas 61
para casos muy simples como incertidumbre en la ganancia y se esta avanzando enalgunos campos como en LMI, pero todavıa queda mucho por hacer.
5.2.4 Modelos
Estos resultados teoricos proporcionan una base para poner en marcha un NMPC, aun-que en la practica existen muchos temas abiertos, principalmente en lo referente a ladefinicion e identificacion del modelo y al desarrollo de metodos de resolucion fiables.
La obtencion de modelos no lineales adecuados de forma empırica puede ser muydifıcil y no existe una formulacion que sea claramente adecuada para representarprocesos no lineales de forma generica. Parte del exito del MPC se debe a la relativafacilidad con la que se pueden obtener experimentalmente modelos del tipo respuestaante escalon o funciones de transferencia de bajo orden. En cambio los modelos nolineales son mucho mas difıciles de construir, tanto basandose en correlacion de datosde entrada/salida como en principios basicos de conservacion de masa y energıa.
Un gran obstaculo que se encuentra a la hora de desarrollar una teorıa de sistemasno lineales es la ausencia de un principio de superposicion para este tipo de sistemas.Debido a ello, la determinacion experimental de los modelos se convierte en una tareamuy complicada, requiriendo una cantidad de ensayos mucho mayor que para unaplanta no lineal.
Si el proceso es lineal en teorıa solo es necesario llevar a cabo un ensayo de res-puesta ante escalon para calcular el modelo (aunque en la practica no sea realmenteası). Debido al principio de superposicion, la respuesta ante un escalon de diferenteamplitud se puede obtener escalando la salida convenientemente. Pero esto no es asıpara procesos no lineales, donde se deben realizar ensayos con escalones de distintotamano. Ademas, si el proceso es multivariable, la diferencia en el numero de ensayosnecesarios es mucho mayor. En general, si un sistema lineal se ensaya con senalesde entrada u1�t�,u2�t�,...,un�t�, y las correspondientes salidas son y1�t�,y2�t�,...,yn�t�, larespuesta a una senal que se puede expresar como combinacion lineal de las senales deprueba
u�t� � �1u1�t� � �2u2�t� � � � �� �nun�t�
esy�t� � �1y1�t� � �2y2�t� � � � �� �nyn�t�
Es decir, un sistema lineal no necesita ser probado con ninguna secuencia de senalesde entrada que sea una combinacion lineal de senales ya probada, mientras que noocurre lo mismo con un sistema no lineal, cuya respuesta debe ser analizada para todaslas posibles senales de entrada.
Si la desviacion de la linealidad no es demasiado grande, se pueden hacer algu-nas aproximaciones que tengan en cuenta el cambio de comportamiento de un punto
62 Control predictivo no lineal
de operacion a otro y asuman comportamiento lineal en las cercanıas del punto deoperacion. Pero en general habra que recurrir a modelos especıficos que reflejen ladinamica no lineal. Existen diferentes aproximaciones que usan modelos de Wiener,otras basadas en redes de neuronas, modelos de Volterra o de Hammerstein, mode-los NARX, modelos borrosos, etc. Los modelos usados en la industria se detallan acontinuacion.
Modelos en el espacio de estados
Se puede usar un modelo formado por la combinacion de una ecuacion de estado linealcon una relacion no lineal de salida:
x�t� 1� � Ax�t� �Bu�t� �Dd�t�y�t� � g�x�t��
A su vez la no linealidad de la salida se puede modelar con la superposicion de unarelacion lineal y una red neuronal no lineal:
g�x�t�� � Cx�t� �NN�x�t��
Al no estar el vector de estados limitado necesariamente a variables fısicas, estemodelo es muy generico y permite englobar mas efectos no lineales que los exclusivosde las medidas.
Pero el principal problema en NMPC no es la eleccion del tipo de modelo, sino deun metodo de identificacion fiable y robusto. Segun el modelo propuesto, se identificael sistema como lineal y los residuos de las salidas se ajustan a los estados con la redneuronal. Se puede usar un ındice de confianza de modo que la prediccion se basa maso menos en la red neuronal segun este ındice, apagandose en caso de que su aportacionno sea fiable. Tambien puede anadir un filtro de Kalman extendido (EKF) para corregirlos errores de modelado y las perturbaciones no medibles, reemplazando de este modoel error constante en la realimentacion que se emplea normalmente en el MPC.
Modelos de entrada/salida
Una idea adoptada por algunos fabricantes de controladores predictivos es usar unmodelo no lineal estatico junto con un modelo dinamico no lineal. Si se considera elcaso monovariables, definiendo las variables de desviacion como:
�u�t� � u�t�� us �y�t� � y�t�� ys
donde los valores en estado estacionario de entrada y salida cumplen:
ys � hs�us�

Tendencias actuales y nuevas perspectivas 63
Se considera que las variables de desviacion verifican la siguiente relacion dinamicalineal:
�y�t� �nXi�1
ai�y�t� i� � bi�u�t� i�
La identificacion del modelo lineal se lleva a cabo mediante ensayos ante escalonmientras que a partir de datos historicos se obtiene la representacion de la relacion nolineal por medio de una red de neuronas. Como el modelo dinamico tiene una gananciafija que en general sera distinta de la del modelo no lineal, la ganancia del submodelolineal se escala hasta ser igual a la ganancia local no lineal para la entrada actual:
Ks �dysdus
ju�t�
Esto se consigue reescalando los coeficientes bi.
Para usar este modelo, un programa de optimizacion no lineal calcula los mejoresvalores de entrada y salida ufs , yfs a partir del modelo estatico. Durante el calculodinamico del controlador, la ganancia estatica no lineal se aproxima por una interpo-lacion lineal de las ganancias inicial y final:
Ks�u�t�� � Kis �
Kfs �Ki
s
ufs � uis�u�t� �5�4�
siendo uis y ufs los valores estacionarios actual y proximo y Kis y Kf
s las gananciascalculadas en esos puntos usando el modelo no lineal estatico. Sustituyendo la gananciadada por (5.4) en la ecuacion del submodelo lineal se obtiene:
�y�t� �nXi�1
ai�y�t� i� � bi�u�t� i� � gi�u2�t� i� �5�5�
donde
bi �biK
is�1�
Pnj�1 aj�Pn
j�1 bjgi �
bi�1�Pn
j�1 aj�Pnj�1 bj
Kfs�K
is
ufs�u
is
con esto se consigue reducir la complejidad computacional.
Se puede observar que los valores en estado estacionario se calculan a partir delmodelo estatico no lineal, mientras que los movimientos dinamicos de control estanbasados en el modelo cuadratico de la ecuacion (5.5). Sin embargo, los coeficientes delmodelo cuadratico (la ganancia local) cambian de un periodo de muestro a otro, ya sonreescalados para ajustarse a la ganancia local del modelo no lineal. Esta estrategia sepuede interpretar como una sucesiva linealizacion de los estados inicial y final seguidapor una interpolacion lineal de las ganancias linealizadas, en una formulacion similaral gain-scheduling, pero con un modelo global diferente debido el reescalado de laganancia.
64 Control predictivo no lineal
Modelos basados en primeros principios
En cualquier caso siempre es difıcil obtener modelos empıricos fiables a partir dedatos experimentales, por lo que en la practica existe la posibilidad de usar modelosdados directamente de las ecuaciones de balance, llamados normalmente modelosde primeros principios. Estas ecuaciones pueden ser ecuaciones estaticas de balanceo funciones no lineales de variables fısicas que generan otra variable. En este casoel calculo de la prediccion se realiza mediante una simulacion de las ecuaciones nolineales (integracion) que describen el proceso.
5.2.5 Otras formulaciones del problema
Se han propuesto diversas soluciones para intentar resolver los problemas que sehan visto, como por ejemplo en [1], donde la prediccion de la salida del procesose hace mediante la adicion de la respuesta libre (la respuesta futura que se obtienesi la entrada se mantiene en un valor constante durante los horizontes de control yprediccion) obtenida de un modelo no lineal de la planta, y la respuesta forzada (ladebida a los movimiento de control futuros), calculada con un modelo incremental dela planta. Las predicciones obtenidas de esta manera son solo una aproximacion yaque el principio de superposicion, que permite la descomposicion mencionada, soloes valido para sistemas lineales. Sin embargo, la aproximacion que se obtiene de estaforma se comporta mejor que cuando se usa un modelo linealizado del proceso paraobtener ambas respuestas.
Si se usa una funcion de coste cuadratica, la funcion objetivo es cuadratica en lasvariables de decision (futuros movimientos de la senal de control) y la secuencia decontrol se puede calcular (en caso de que no haya restricciones) como la solucion deun conjunto de ecuaciones lineales, dando lugar a una ley de control simple. Launicadiferencia respecto a un MPC estandar es que la respuesta libre se calcula mediante unmodelo no lineal del proceso. Como el principio de superposicion no se cumple, laaproximacion solo es valida cuando la secuencia de senales de control es pequena. Estacircunstancia tendra lugar cuando el proceso opera en torno al punto de trabajo conpequenas perturbaciones. Si el proceso cambia continuamente de punto de operaciono las perturbaciones son considerables los incrementos de la senal de control seran engeneral mayores y la aproximacion no sera muy buena.
Existe una forma de resolver este problema, propuesta en [9] para el EPSAC. La ideabasica es considerar la secuencia de senales de control como la suma de una secuenciade control base (ub�t � j�) y una secuencia de incrementos de la variable manipulada(ui�t� j�). Es decir:
u�t� j� � ub�t � j� � ui�t � j�

Tendencias actuales y nuevas perspectivas 65
La prediccion j-esima de la salida del proceso se calcula como la suma de la respuestadel proceso (yb�t � j�) debida a la secuencia base mas la respuesta (yi�t � j�) debida alos futuros incrementos del control en la secuencia base de entrada ui�t � j�:
y�t� j� � yb�t � j� � yi�t� j�
Como se usa un modelo no lineal para calcular yb�t � j� mientras que yi�t � j� secalcula a partir de un modelo lineal del proceso, la funcion de coste es cuadratica enlas variables de decision (ui�t� j�) y se puede resolver mediante un algoritmo QP comoen el MPC estandar. Como se ha indicado, el principio de superposicion no es validopara procesos no lineales, y por ello la salida generada de esta forma solo coincidiracon la generada por el controlador no lineal en el caso de que la secuencia de futurosmovimientos de la senal de control sea cero.
Si este no es el caso, la secuencia de control base se hace igual a la ultima secuenciade control base mas los incrementos de control optimos que encuentre el algoritmo QP.Este procedimiento se repite hasta que la secuencia de senales de control se lleva losuficientemente cerca de cero.
Las condiciones iniciales para la secuencia de control base se pueden hacer inicial-mente iguales a la ultima senal de control que se ha aplicado al proceso. Observese queesto corresponde al calculo de la respuesta libre en el MPC. Se puede probar con unasecuencia inicial mejor haciendo la secuencia base igual a la optima que se obtuvo enel ultimo periodo de muestreo (con el desplazamiento temporal correspondiente).
Las condiciones de convergencia del algoritmo son muy difıciles de obtener ya quedependen de la severidad de la caracterıstica no lineal del proceso, de las entradas ysalidas pasadas, de las referencias futuras y de las perturbaciones.
Otra manera de atacar el problema es teniendo en cuenta que en algunas ocasiones,el modelo no lineal se puede convertir en un modelo lineal mediante aproximacionesapropiadas. Considerese por ejemplo el proceso descrito mediante la siguiente ecuacionen el espacio de estados:
x�t � 1� � f�x�t�� u�t��
y�t� � g�x�t��
El metodo consiste en encontrar funciones de transformacion de estados y entradaz�t� � h�x�t�� y u�t� � p�x�t�� v�t�� tales que:
z�t � 1� � Az�t� �Bv�t��
y�t� � Cz�t�
El metodo tiene dos importantes inconvenientes:
66 Control predictivo no lineal
� Las funciones de transformacion z�t� � h�x�t�� y u�t� � p�x�t�� v�t�� solo sepueden obtener en ciertos casos.
� Las restricciones, que usualmente son lineales, se convierten en no lineales.
Es decir, incluso en los casos en que el modelo pueda ser linealizado mediantetransformaciones adecuadas, el problema se transforma de minimizar una funcion nolineal (no cuadratica) con restricciones lineales en minimizar una funcion cuadraticacon restricciones no lineales.
La forma general de resolver el problema es usar el modelo no lineal completo dela planta para calcular la prediccion de la salida. Haciendo esto, se esta anadiendouna restriccion no lineal a la minimizacion, con lo que los algoritmos QP no se puedenusar. Sin embargo el problema se puede resolver en lınea, en algunos casos, gracias alrapido desarrollo de algoritmos de programacion no lineal (nonlinear programming,NLP) capaces de manejar un numero grande de variables y restricciones.
5.2.6 Resolucion del problema. Productos comerciales
Muchos controladores comerciales dividen el algoritmo de control en una optimizacionlocal estatica y una optimizacion dinamica. El primer modulo calcula los valores deentrada y salida a los que es necesario llegar y el segundo calcula la secuencia de controladecuada.
La optimizacion dinamica se lleva a cabo minimizando la funcion objetivo generica(5.3) con las restricciones correspondientes. Los distintos esquemas comerciales hacensimplificaciones respecto a la formulacion general.
La mayorıa de los productos (ver tabla 5.1) solo permiten matrices de peso cons-tantes en todo el horizonte y solo el NOVA-NLC trabaja con norma 1. Por su parte, elProcess Perfecter minimiza solo la salida pero con una matriz de peso que se incrementagradualmente con el horizonte, dando por tanto mas importancia a los errores maslejanos y en consecuencia dando lugar a una accion de control mas suave.
En cuanto a las restricciones, normalmente las correspondientes a la entrada setratan como restricciones duras, es decir, que nunca deben ser violadas. El PFC tambienincluye restricciones de aceleracion, muy utiles para aplicaciones de servomecanismos.Este metodo no trata estas restricciones de formaoptima, sino que resuelve el problemade optimizacion sin restricciones y luego satura a los lımites, produciendo por tantouna solucion no optima.
Respecto a restricciones en la salida, la mayorıa de los productos comerciales las tratacomo restricciones blandas, debido a que una perturbacion puede producir facilmenteuna perdida de factibilidad. Una opcion ofertada por el Process Perfecter es considerar

Tendencias actuales y nuevas perspectivas 67
Empresa Adersa Aspen Tech. Continental DOT Products Pavillion Tech.Producto PFC Aspen Target MVC NOVA NLC Process PerfecterModelo EE, PP EE E/S, PNE EE, PP RN, E/S
F. Objetivo Q Q Q Q, N1 QRestricciones S, BS DS, DE, BS DE, BS DE, BS DE, DSEstructura u FB, UM MM UM MM MM
Met. solucion NLS QP GRG MINLP GD
Tabla 5.1: EE: espacio de estados no lineal. PP: primeros principios. E/S: en-trada/salida. PNE: polinomio no lineal estatico. RN: red neuronal. N1: norma 1.S: saturacion. BS: blandas (mınimo y maximo) en la salida. DS: duras en las salidas.DE: duras en las entradas. FB: funciones base. UM: unico movimiento. MM: multiplesmovimientos. NLS: mınimos cuadrados no lineales. GRG: Generalized Reduced Gra-dient. MINLP: Mixed Integer Nonlinear Programming. GD: Gradient descent.
una restriccion dura en forma de embudo, de manera que se da mas libertad a la salidaal comienzo del horizonte que al final.
Parametros: normalmente se elige un horizonte de prediccion finito muy grande,con la idea de capturar la dinamica hasta el permanente de las salidas para todas lasentradas. Esto se puede considerar una aproximacion al metodo de horizonte infinitopropuesto para garantizar la estabilidad del bucle cerrado y puede explicar por queninguno de los productos comerciales incluye restriccion terminal.
Una idea introducida en el PFC y adoptada por Aspen Target es el uso de puntos decoincidencia, en los cuales deben coincidir la salida y la trayectoria de referencia. Estaidea puede ser util cuando las salidas responden con distinta velocidad y se puedendefinir distintos puntos de coincidencia para cada una de ellas.
En cuanto a la estructuracion de la senal de control, se puede encontrar desdeconsiderar el horizonte de control igual a 1, horizonte variable o funciones base. Estaultima idea, propia del PFC, parametriza la senal de control usando un conjunto defunciones polinomiales, permitiendo un perfil de entrada complejo para un horizontede control grande (en teorıa podrıa ser infinito) empleando un numero de incognitaspequeno. Esto puede resultar una ventaja en el caso de sistemas no lineales. Laeleccion de la familia de funciones base establece muchas de las caracterısticas delperfil de la entrada, pudiendo asegurar con una correcta eleccion una senal de controlsuave, por ejemplo. Si se eligen funciones base polinomicas, se puede seleccionar elorden para seguir un setpoint polinomico sin retraso, lo cual puede ser importante paraaplicaciones de servosistemas mecanicos.
La solucion del problema no es tarea facil debido a la no convexidad del problemagenerico. El PFC propone una solucion sencilla resolviendo el problema sin restriccionesusando un algoritmo de mınimos cuadrados no lineal y saturando las entradas a sus
68 Control predictivo no lineal
lımites si estos se violan; logicamente no se asegura una solucion optima, pero se ganaen velocidad, permitiendo que este controlador se use en aplicaciones con perıodos demuestreo pequenos, como el caso de seguimiento de missiles.
Para el caso generico se usan diversos algoritmos, algunos propietarios, basadosen metodos mas o menos conocidos de optimizacion. Entre ellos cabe destacar elque usa Aspen Target, desarrollado por Oliveira y Biegler [15], que garantiza que lassoluciones intermedias, aunque nooptimas, son factibles. Ello garantiza que una prontafinalizacion del algoritmo por limitaciones de tiempo produce siempre una solucionfactible. En cualquier caso queda claro que el esfuerzo computacional es superior alcaso lineal, siendo esta una de las principales razones la todavıa escasa implantacionde estas tecnicas en la industria.
5.2.7 Necesidades futuras
Los temas que pueden considerarse abiertos en esta tecnica son:
� Modelado: los modelos no lineales son mas complejos que los lineales, peroademas el proceso de identificacion es mucho mas difıcil. Se necesita una granbaterıa de ensayos para capturar las no-linealidades del proceso, resultando enun perıodo de pruebas considerable. Por tanto, la forma de disponer de unarepresentacion correcta de la dinamica del proceso es un problema que no estacompletamente resuelto.
� Resolucion del problema: la inclusion del modelo no lineal en la optimizacion dalugar a que esta no sea convexa. Grandes esfuerzos deben hacerse todavıa paraencontrar algoritmos de optimizacion fiables que permitan la resolucion dentrodel tiempo asignado.
� Justificacion del esfuerzo: vistas las dificultades que aparecen en la aplicacionde NMPC, debe poder justificarse el beneficio que este tipo de tecnica aporta.Algunos fabricantes ofrecen un MPC de respaldo, de manera que en el caso deque no se necesite ese esfuerzo adicional o el controlador no lineal sea realmentecomplicado de poner en marcha, se aplicarıa la estrategia lineal.
� Otros temas: temas que son aplicables al Control Predictivo en general, funcio-nes objetivos multicriterio, sintonizacion de parametros, mal condicionamiento otolerancia a fallos.
Es de destacar que ninguna de los productos comerciales incluye restriccion termi-nal ni horizonte infinito, situaciones requeridas en teorıa para garantizar la estabilidadnominal. En lugar de eso, se confıa en que con un horizonte de prediccion lo suficien-temente grande se consiga el mismo comportamiento que horizonte infinito.
Bibliografıa
[1] E.F. Camacho, M. Berenguel y F.R. Rubio. Advanced Control of Solar Power Plants.Springer-Verlag, London, 1997.
[2] E.F. Camacho y C. Bordons. Model Predictive Control. Springer-Verlag, 1999.
[3] H. Chen y F. Allgower. A quasi-infinite horizon nonlinear predictive controlscheme with guaranteed stability. Automatica, 34(10):1205–1218, 1998.
[4] D.W. Clarke y C. Mohtadi. Properties of Generalized Predictive Control. Automa-tica, 25(6):859–875, 1989.
[5] D.W. Clarke, C. Mohtadi y P.S. Tuffs. Generalized Predictive Control. Part I. TheBasic Algorithm. Automatica, 23(2):137–148, 1987.
[6] C.R. Cutler y B.C. Ramaker. Dynamic Matrix Control- A Computer Control Algo-rithm. En Automatic Control Conference, San Francisco, 1980.
[7] C.E. Garcıa, D.M. Prett y M. Morari. Model Predictive Control: Theory andPractice-a Survey. Automatica, 25(3):335–348, 1989.
[8] S.S. Keerthi y E.G. Gilbert. Optimal infinite-horizon feedback laws for a generalclass of constrained discrete-time systems: Stability and moving-horizon appro-ximations. J. Optim. Theory Appl., 57(2):265–293, 1988.
[9] R. De Keyser. A Gentle Introduction to Model Based Predictive Control. EnPADI2 International Conference on Control Engineering and Signal Processing, Piura,Peru, 1998.
[10] R.M.C. De Keyser, Ph.G.A. Van de Velde y F.G.A. Dumortier. A Comparative Studyof Self-adaptive Long-range Predictive Control Methods. Automatica, 24(2):149–163, 1988.
[11] K. Kramer y H. Ubehauen. Predictive Adaptive Control. Comparison of MainAlgorithms. En Proceedings 1st European Control Conference, Grenoble, paginas 327–332, julio 1991.
[12] A.G. Kutnetsov y D.W. Clarke. Advances in Model-Based Predictive Control, capıtuloApplication of constrained GPC for improving performance of controlled plants.Oxford University Press, 1994.
69

70 Bibliografıa
[13] E.S. Meadows, M.A. Henson, J.W. Eaton y J. Rawlings. Receding horizon controland discontinuous state feedback stabilization. Int. Journal Control, paginas 1217–1229, 1995.
[14] H. Michalska y D.Q. Mayne. Robust receding horizon control of constrainednonlinear systems. IEEE Trans. on Automatic Control, 38(11):1623–1633, 1993.
[15] N.M.C. Oliveira y L.T. Biegler. An extension of newton-type algorithms for non-linear process control. Automatica, 31:281–286, 1995.
[16] S.J. Qin y T.A. Badgwell. An Overview of Industrial Model Predictive ControlTechnology. In Chemical Process Control: Assessment and New Directions forResearch. En AIChE Symposium Series 316, 93. Jeffrey C. Kantor, Carlos E. Garcia andBrice Carnahan Eds. 232-256, 1997.
[17] S.J. Qin y Thomas A. Badgwell. An overview of nonlinear model predictive controlapplications. En IFAC Workshop on Nonlinear Model Predictive Control. Assessmentand Future Directions. Ascona (Switzerland), 1998.
[18] J. Richalet. Practique de la commande predictive. Hermes, 1992.
[19] H. Takatsu, T. Itoh y M. Araki. Future needs for the control theory in industries.report and topics of the control technology survey in japanese indsutry. Journal ofProcess Control, 8:369–374, 1998.
[20] M.L. Tyler y M. Morari. Propositional Logic in Control and Monitoring Problems.Technical Report AUT96-15, Institut fur Automatik, ETH- Swiss Federal Institute ofTechnology, Zurich, Switzerland, 1996.
[21] B.E. Ydstie. Extended Horizon Adaptive Control. En Proc. 9th IFAC World Congress,Budapest, Hungary, 1984.