선박 엔진용 대형 단조 부품의 불량률 극소화 방안 기술 지원- 2 - 제 출 문...
TRANSCRIPT
선박 엔진용 대형 단조 부품의 불량률선박 엔진용 대형 단조 부품의 불량률선박 엔진용 대형 단조 부품의 불량률선박 엔진용 대형 단조 부품의 불량률
극소화 방안 기술 지원극소화 방안 기술 지원극소화 방안 기술 지원극소화 방안 기술 지원
년 월 일년 월 일년 월 일년 월 일2003 10 152003 10 152003 10 152003 10 15
지원기관지원기관지원기관지원기관 :::: 한국기계연구원한국기계연구원한국기계연구원한국기계연구원
지원기업지원기업지원기업지원기업 :::: 현진소재 주현진소재 주현진소재 주현진소재 주( )( )( )( )
산 업 자 원 부산 업 자 원 부산 업 자 원 부산 업 자 원 부
- 2 -
제 출 문제 출 문제 출 문제 출 문
산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하
본 보고서를 선박 엔진용 대형 단조 부품의 불량률 극소화 방안 기술지원 지원본 보고서를 선박 엔진용 대형 단조 부품의 불량률 극소화 방안 기술지원 지원본 보고서를 선박 엔진용 대형 단조 부품의 불량률 극소화 방안 기술지원 지원본 보고서를 선박 엔진용 대형 단조 부품의 불량률 극소화 방안 기술지원 지원“ ” (“ ” (“ ” (“ ” (
기간 과제의 기술지원성과보고서로 제출합니다기간 과제의 기술지원성과보고서로 제출합니다기간 과제의 기술지원성과보고서로 제출합니다기간 과제의 기술지원성과보고서로 제출합니다: 2002. 10. 1 ~ 2003. 9. 30) .: 2002. 10. 1 ~ 2003. 9. 30) .: 2002. 10. 1 ~ 2003. 9. 30) .: 2002. 10. 1 ~ 2003. 9. 30) .
2003. 10. 15.2003. 10. 15.2003. 10. 15.2003. 10. 15.
지원기관지원기관지원기관지원기관 :::: 한국기계연구원한국기계연구원한국기계연구원한국기계연구원
대표자 황 해 웅 인대표자 황 해 웅 인대표자 황 해 웅 인대표자 황 해 웅 인( ) ( )( ) ( )( ) ( )( ) ( )
지원기업지원기업지원기업지원기업 :::: 현진소재 주현진소재 주현진소재 주현진소재 주( )( )( )( )
대표자 이 창 규 인대표자 이 창 규 인대표자 이 창 규 인대표자 이 창 규 인( ) ( )( ) ( )( ) ( )( ) ( )
지원책임자 나 영 상지원책임자 나 영 상지원책임자 나 영 상지원책임자 나 영 상::::
참여연구원 이 만 형참여연구원 이 만 형참여연구원 이 만 형참여연구원 이 만 형::::
- 3 -
목 차목 차목 차목 차
제 장 서 론제 장 서 론제 장 서 론제 장 서 론1111
제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성1111
제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표2222
제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용3333
제 장 본 론제 장 본 론제 장 본 론제 장 본 론2222
제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과1111
기술지원의 달성정도기술지원의 달성정도기술지원의 달성정도기술지원의 달성정도1.1.1.1.
기술지원의 구체적인 내용기술지원의 구체적인 내용기술지원의 구체적인 내용기술지원의 구체적인 내용2.2.2.2.
지원내용의 기업 전략에의 기여도지원내용의 기업 전략에의 기여도지원내용의 기업 전략에의 기여도지원내용의 기업 전략에의 기여도3.3.3.3.
제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행2222
제 장 결 론제 장 결 론제 장 결 론제 장 결 론3333
부 록부 록부 록부 록
학외 세미나 전시회 등 요약보고서학외 세미나 전시회 등 요약보고서학외 세미나 전시회 등 요약보고서학외 세미나 전시회 등 요약보고서1. , ,1. , ,1. , ,1. , ,
국내외 전문가 초청국내외 전문가 초청국내외 전문가 초청국내외 전문가 초청2.2.2.2.
기술지원일지기술지원일지기술지원일지기술지원일지3.3.3.3.
기술지원 활용 기자재 및 시설 요약서기술지원 활용 기자재 및 시설 요약서기술지원 활용 기자재 및 시설 요약서기술지원 활용 기자재 및 시설 요약서4.4.4.4.
개별 부품의 불량 원인 분석 보고자료 모음개별 부품의 불량 원인 분석 보고자료 모음개별 부품의 불량 원인 분석 보고자료 모음개별 부품의 불량 원인 분석 보고자료 모음5.5.5.5.

- 4 -
제 장 서론제 장 서론제 장 서론제 장 서론1111
제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성1111
대형 선박 엔진의 많은 부품들은 그 규모면에 있어서 수십톤에 달하는 수준에 이르
고 있으며 이들 대형 부품들의 제조는 상당 부분이 열간 자유 단조 공정과 후열처
리 및 기계가공에 의해 제조되고 있다 대형 선박 엔진 부품의 소재는 주로 탄소강.
으로서 탄소강의 열간 자유 단조는 대형 잉고트를 통상의 자유단조 온도인, 900℃
까지 가열하고 가열된 잉고트를 수천톤의 단조 성형기에서 최종 부품 형- 1270℃
상에 가깝게 성형하게 된다 이렇게 성형된 단조품은 적절한 냉각과정을 거친 후.
후열처리를 위해 가열 유지 냉각 과정을 다시 겪게 된다 이와같이 대형 잉-> -> .
고트를 이용하여 최종 선박 엔진 부품을 제조하는 일반적인 과정을 나타내면 아래
그림 과 같다1 .
그림 열간 자유단조를 통한 선박 엔진 부품 제조 공정1.
그림 과 같이 선박 엔진 부품을 제조하는 모든 과정에서 부품에 결함이 발생할 가1
능성이 상존하고 있으며 특히 대형 선박 엔진의 부품과 같이 수십톤에 달하는 대,
형 부품의 경우 단 한차례의 불량 부품 발생만으로도 그 효과는 지대하다 할 수 있
다.
- 5 -
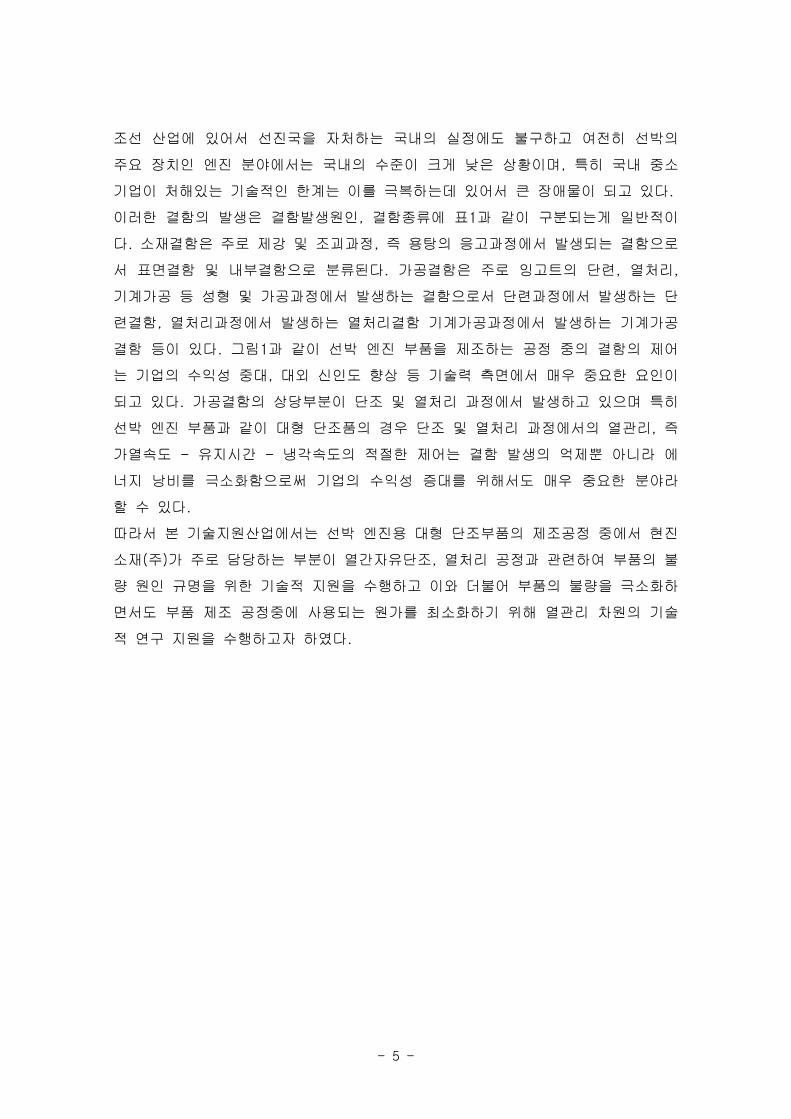
조선 산업에 있어서 선진국을 자처하는 국내의 실정에도 불구하고 여전히 선박의
주요 장치인 엔진 분야에서는 국내의 수준이 크게 낮은 상황이며 특히 국내 중소,
기업이 처해있는 기술적인 한계는 이를 극복하는데 있어서 큰 장애물이 되고 있다.
이러한 결함의 발생은 결함발생원인 결함종류에 표 과 같이 구분되는게 일반적이, 1
다 소재결함은 주로 제강 및 조괴과정 즉 용탕의 응고과정에서 발생되는 결함으로. ,
서 표면결함 및 내부결함으로 분류된다 가공결함은 주로 잉고트의 단련 열처리. , ,
기계가공 등 성형 및 가공과정에서 발생하는 결함으로서 단련과정에서 발생하는 단
련결함 열처리과정에서 발생하는 열처리결함 기계가공과정에서 발생하는 기계가공,
결함 등이 있다 그림 과 같이 선박 엔진 부품을 제조하는 공정 중의 결함의 제어. 1
는 기업의 수익성 중대 대외 신인도 향상 등 기술력 측면에서 매우 중요한 요인이,
되고 있다 가공결함의 상당부분이 단조 및 열처리 과정에서 발생하고 있으며 특히.
선박 엔진 부품과 같이 대형 단조품의 경우 단조 및 열처리 과정에서의 열관리 즉,
가열속도 유지시간 냉각속도의 적절한 제어는 결함 발생의 억제뿐 아니라 에- -
너지 낭비를 극소화함으로써 기업의 수익성 증대를 위해서도 매우 중요한 분야라
할 수 있다.
따라서 본 기술지원산업에서는 선박 엔진용 대형 단조부품의 제조공정 중에서 현진
소재 주 가 주로 담당하는 부분이 열간자유단조 열처리 공정과 관련하여 부품의 불( ) ,
량 원인 규명을 위한 기술적 지원을 수행하고 이와 더불어 부품의 불량을 극소화하
면서도 부품 제조 공정중에 사용되는 원가를 최소화하기 위해 열관리 차원의 기술
적 연구 지원을 수행하고자 하였다.

- 6 -
표 단조품의 대표적인 결함 종류1.
발생
원인발생과정 결함위치 결함의 명칭 비고
소재
결함
제강 및
조괴
결함
표면결함
Iongitudinal crack of ingot
transversal crack of ingot
hanger crack 압탕과 본체간 생긴 황균열
rough surface (double skin)
내부결함
비금속 개재물
sand mark 육안으로 관찰되는 비금속개재물
ghost 성분편석에의한 광택차이
segregation crack성분 편석부에 검출되는 머리카락
모양의 균열
기포 (blow hole)
파이프 (secondary pipe)
loose structure (cavity)
이물질 혼입
가공
결함
단련결함
표면결함
overlap
rippled surface마무리 단조시 발생하는 주름모양
의 표면 결함
wrapping
forging crack 과도한 변형량에 기인한 결함
scake pit 표면 갈라짐scale
내부결함
loose structure (cavity) 미압축에 의해 남아있는 cavity
forging crack과도한 변형량 및 편심 변형에 의
한 균열
rapid heating crack 급열균열
형상결함
short size 치수 조절 실패
편심 (eccentricity) 편심 변형
warping 단조품의 구부러짐
기타
over-heating and burning
craging단조에 의해 표면에 나타나는 거북
등 모양의 균열
탈탄
flame cutting crack
열처리결
함
표면결함
rapid cooling crack 과대한 열응력 등
quenching crack담금질 후 과대한 냉각속도 등으로
발생하는 결함
delayed failure
열처리 후 장시간 경과 후 발생하
는 결함 내부 잔류 오스테나이트에.
기인
soft spot열처리후 표면층이 일부 조직이 변
하야 발생
탈탄
내부결함
편석균열(segregration crack)
백점성균열flake ( )를 함유한 특수강에서Ni, Cr, Mo
주로 발생
개재물 결함
rapid heating crack 급열균열
형상결함 열처리에 의한 형상 왜곡
기계가공
결함
표면결함
형상결함

- 7 -
제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표2222
본 기술지원 사업에서는 와 같이 선박piston crown, cross-head, cylinder-cover
엔진용 대형 단조 부품을 대상으로 단조 및 열처리 공정에서 발생하는 불량품의 결
함 발생 원인 규명에 대한 기술지원과 더불어 부품 제조 과정에서의 열관리를 최적
화함으로써 에너지 절약 및 제조 원가 절감을 이룰 수 있는 기술적 연구 지원을 수
행하고자 한다 이를 위한 업무를 구체적 항목별로 정리하면 다음과 같다. , .
대형 잉고트 예열 및 가열시 가열시간 최적화 기술▶
열전달 해석 및 실험적 검증을 통해 가열시간 최적화-
가열시간 단축으로 에너지 낭비 최소화 가열시간 이상 단축 목표- ( 20% )
대형 잉고트 및 단조품의 각종 열처리 최적화 기술▶
가열 냉각시의 단조품의 온도분포 열전달 열응력 해석- , ( )-
부위별 냉각속도에 따른 분포 및 경화 분포- Ms
예측 및 최적화를 통한 불량품 발생 방지 불량률 목표- Quench Crack ( 0% )
기타 제조과정에서 발생되는 결함 발생품에 대한 결함 원인 분석 지원▶
제 절 기술지원 내용3
본 기술지원 사업의 세부 지원 내용을 살펴보면 다음과 같다.
대형 잉고트 예열 및 가열시 가열시간 최적화 기술▶
대형 잉고트 및 소재의 예열 열전달 해석- preform
를 이용한 실제품 온도 변화에 대한 실측 실험 및 대형 부품의 열전달 해석- T/C
결과 검증
가열로 내 분위기의 재평가 분석을 통한 가열시간 최적화 방안 강구- /
대형 가열품의 부위별 미세조직 조사 및 고찰-
부위별 기계적 특성 검사 및 고찰-
실부품 열간 단조 공정 해석 및 가열시간 조절 영향 평가-

- 8 -
대형 잉고트 및 단조품의 각종 열처리 최적화 기술▶
대형 단조 및 최종 제품의 열처리시 온도분포 열전달 열응력 해석- preform ( )-
부위별 냉각속도에 따른 분포 및 경화 분포 예측- Ms
실제품 열처리 실험 및 부위별 미세조직 조사 분석- /
냉각속도에 따른 상변태 변태 등 조사 및 실제품의 결함 발생 원인 파악- (Ms )
불량품 방지를 위한 열처리 부품 형상 최적화 방안 고찰- /
특허 및 자료 조사▶
소재 단조공정 열처리 관련 특허 지료 조사 등- , , ,
선박 엔진용 주조 단조 부품의 최근 연구개발 및 상업화 동향 조사- ,
기타 애로 사항에 대한 기술지원▶
고가의 대형 단조품에서 발생하는 불량의 원인을 규명하고 해소 방안에 대한- UT
기술 지원
- 9 -
제 장 본론제 장 본론제 장 본론제 장 본론2222
제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과1111
기술지원의 달성 정도기술지원의 달성 정도기술지원의 달성 정도기술지원의 달성 정도1.1.1.1.
세부 기술 지원 내용에 따라 진행된 사업의 달성 정도는 아래 표 와 같다2 .
표 세부 기술변 기술지원 내용 및 달성 정도2.
세부기술 지원내용 달성도(%)
대형 잉고트의
크기별 열관리
최적화
실측실험을 통한 대형 잉고트의 온도 상승속도 측정-
90
열전달 컴퓨터 시뮬레이션을 통한 현진소재 주 가열로의- ( )
대류 열전달 계수 확보
열전달 해석을 통한 잉고트 크기별 최적 가열시간 계산식-
작성
개선된 가열 을 적용하여 예비단조 및 단조품의 기계- cycle
적 특성 검사 부문 지원미비
가열 후 냉각에 따른 부위별 냉각속도 및 열응력 계산-
냉각 과정 최적화 지원-
각 부품별 열처리
시간 표준화
부품별 최적 열처리 사간 수식화 모델-
100부품의 형상 크기에 따른 열처리 시간 수식화 모델 적용- ,
방법에 대한 직원 교육
열처리 후의 냉각 속도 최적화 지원-
탄소강의S45C
변형공정지도 작성
잉고트의 고온 압축 실험에 따른 유동 곡선 작성- S45C DB
100변형공정지도 작성을 통한- (deformation processing map)
잉코트의 최적 변형 조건 도출S45C
균질화시험을 통한
편석 제거 시험균질화 실험을 통한 응고 편석 균질화 데이터 구축- 100
결함발생 단조품에
대한 불량 원인 분석
지원
사안별 부품별 결함 발생 단조품에 대한 불량 원인 분석- ,
총 건의 불량 및 손상원인 분석 보고 및 분석 지원( 14 )100
기술지원의 구체적인 내용기술지원의 구체적인 내용기술지원의 구체적인 내용기술지원의 구체적인 내용2.2.2.2.
가 대형 잉고트의 크기별 열관리 최적화.
현진소재 주 에서는 대형 잉고트의 가열을 위해 가스로를 사용되고 있는데 잉고트( ) ,
의 가열을 위해 연간 사용되는 에너지는 금액으로 약 수입억원에 이르는 것으로 조
사되었다 적절한 열관리를 통해 약 정도의 가열 원가 절감만으로도 기업의. 10%
수익를 극대화에 큰 공헌을 할 수 있다.

- 10 -
이러한 조사 결과를 토대로 대형 잉고트의 열관리 최적화를 목적으로 연구 지원사
업을 수행하였다 열관리 최적화 분야 기술 지원은 먼저 잉고트 크기에 따른 가열.
시간 최적화를 현장에서 쉽게 인식할 수 있는 간단한 수식으로 표현함으로써 현장
적용을 쉽게 하기 위한 목적으로 이루어졌다 열관리 최적화는 수십톤에 달하는 모.
든 잉고트를 대상으로 현장 실험을 수행할 수 없기 때문에 실험을 최소화하고 그
실험 결과와 열전달 공정에 대한 이론적 배경을 기초로 열전달 과정에 대한 컴퓨터
해석을 수행함으로써 최적 가열시간 계산식을 도출하는 과정으로 이루어졌다.
먼저 현진소재 주 에서 사용하는 가열로에서 대형 잉고트 가열 공정에 대한 실픅, ( )
실험을 통해 열전달해석을 위해 필요한 데이터를 얻기 위한 실험을 수행하였다 가.
열 실측실험은 톤에 이르는 대형 잉고트를 사용하였으며 잉고트의 적절한 부위에20
적절한 깊이의 을 만들고 내에 특별히 제작된 대형 열전대를 장착하여hole , hole
실제 현진소재 주 에서 사용하는 가열로 내에 장입하고 이때 잉고트에 삽입된 열전( ) ,
대의 온도 상승 속도를 실시간 데이터 저장 시스템을 활용하여 저장하였다 톤. 20
규모의 잉고트를 이용하여 가열 공정 및 온도 상승에 대한 실측 실험 과정은 아래
그림 및 그림 에 나타내었다2 3 .
그림 가열공정 실측 실험을 위한 잉고트 준비 및2.
열전대 삽압용 및 열전대 삽입 과정hole drilling
- 11 -
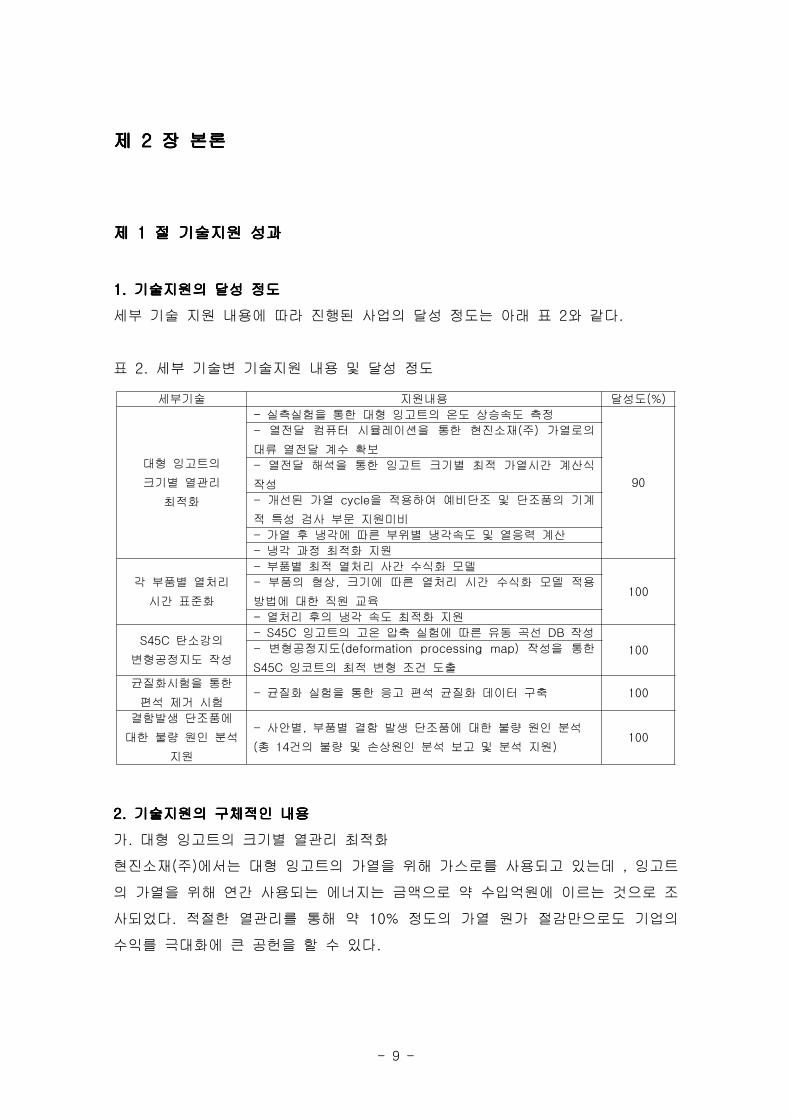
그림 현진소재 주 가열로 내 잉고트3. ( )
장입 위치 및 데이터 저장 시스템
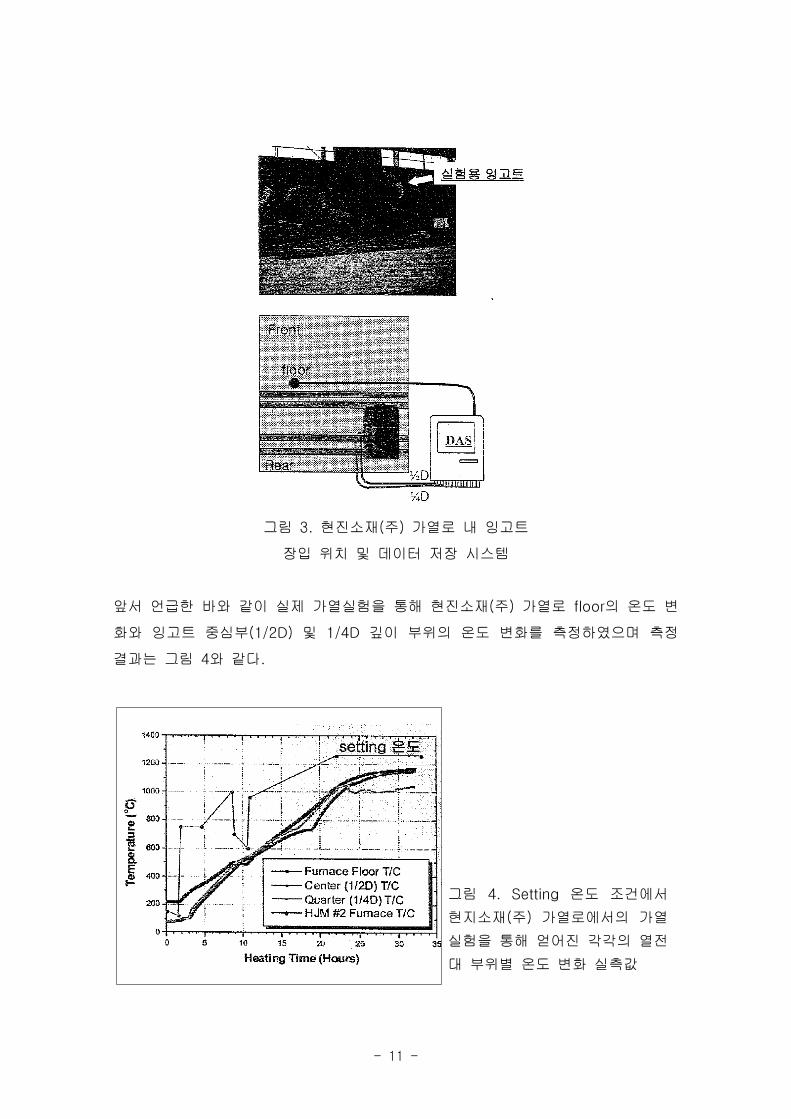
앞서 언급한 바와 같이 실제 가열실험을 통해 현진소재 주 가열로 의 온도 변( ) floor
화와 잉고트 중심부 및 깊이 부위의 온도 변화를 측정하였으며 측정(1/2D) 1/4D
결과는 그림 와 같다4 .
그림 온도 조건에서4. Setting
현지소재 주 가열로에서의 가열( )
실험을 통해 얻어진 각각의 열전
대 부위별 온도 변화 실측값

- 12 -
그림 와 같이 실측 실험 결과 얻어진 가열 곡선을 이용하여 현진소재 주 가열로4 ( )
의 고유 상수인 대류 열전달 계수를 얻고자 하였다 대류 열전달 계수는 열전달 해.
석을 통한 예측 결과와 실측 결과를 비교함으로써 최적 대류 계수를 얻는 방법으로
진행하였다 그러나 예상과는 달리 현진소재 주 가열로의 온도 즉 잉고트 주위의. ( ) ,
온도가 당초의 온도와 크게 다르고 또한 부위별로도 서로 다른 온도 분포를seting
가지고 있는 것으로 확인되었다 따라서 실측 실험 결과를 통해 현진소재 주 가열. ( )
로의 대류 열전달 계수 뿐 아니라 실제 잉고트 주위의 온도를 계산하여야 했다 컴.
퓨터 해석으로부터 얻어야 할 결과가 증가함에 따라 해석 결과에 영향을 미치지 않
는 범위내에서 해석을 단순화 할 필요가 있었으며 이를 위해 잉고트 주위의 온도,
분포를 크게 잉고트 상부와 잉고트 하부의 가지 조건으로 선정하였다 이때 잉고2 .
트 내부로의 열전달 해석을 위해 사용된 잉고트 주위의 온도 중 잉고트 하부의 온
도는 실측실험 결과 측정된 의 온도로 미리 가정하였고 잉고트 상부의 온도는floor ,
현진소재 주 가열로에 대한 과거의 경험을 바탕으로 그림 에 나타낸 바와 같이( ) 5 4
가지 조건을 상정하여 해석을 수행하였다 이상의 조건으로 열전달 해석을 수행함.
으로써 잉고트 상부의 온도변화 및 대류 열전달 계수를 얻을 수 있었다.
그림 열전달 해석에 사5.
용된 잉고트 상부측 온도
변화 조건
일반적으로 열전달은 크게 가지 모드에 의해 일어나며 정확한 열전달 해석을 위해4
서는 가지 모드에 의한 를 모두 고려하여야 한다 열전달의 가지4 thermal transfer . 4
모드 및 각각의 모드를 계산하기 위한 기본적인 수식들은 아래 그림 에 나타내었6
다.

- 13 -
본 지원사업에서는 잉고트의 열전달 해석을 위해 상용 프로그램을 사용하였으며 본
프로그램에서는 그림 의 가지 열전달 모드 중 즉 두 개의6 4 interface conduction,
사물이 접촉하고 있을 때 접촉 계면에서의 열전달을 제외한 개의 열전달 모드를3
모두 고려하였다 즉 두 개의 사물이 접촉하고 있을 때 접촉. Interface conduction,
계면에서의 열전달을 제외한 개의 열전달 모드를 모두 고려하였다3 . Interface
의 경우 본 실험에서는 작용하지 않는 열전달 모드이기 때문에 고려할conduction
필요가 없는 것으로 판단된다 한편 열전달 해석에 필요한 상수 즉. , conduction
및 복사 열전달 계수는 합금 고유의 값을 활용하였으며 본 실험coefficient S45C ,
을 통해 구하고자 하는 대류 열전달 계수는 의 범위 내에서 변10 - 200W/㎡ ℃
화시켜 가면서 최적값을 구하였다.
그림 열전달 미분 방정식 및 개의 열전달 모드6. 4
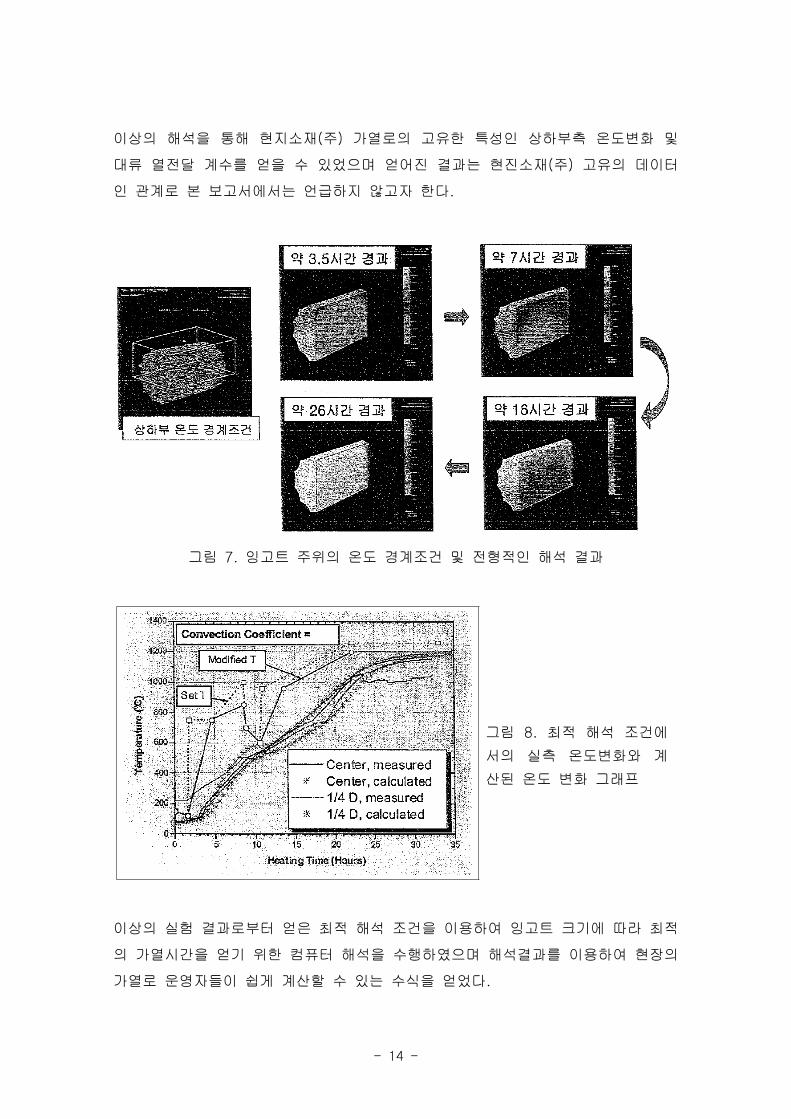
열전달 시물레이션 과정에서 잉고트 주위의 상하부 온도 변화를 설정한 경계조건과
시간에 따른 잉고트 온도변화를 나타내는 전형적인 해석결과를 그림 에 보였다7 .
그림 에서 보는바와 같이 잉고트 주위의 상하부 온도차이에 의해 가열 초기에는7
이고트 상하부의 온도 상승 속도가 달리 나타났으며 장시간 약 시간 이상 이 경( 25 )
과함에 따라 잉고트 전체의 온도가 균일해지는 것을 확인 할 수 있었다 그림 에. 8
해석 결과로부터 얻어진 잉고트의 온도와 실측 실험을 통해진 잉고트의 온도 변화
를 비교하여 가장 유사한 변화 곡선을 보이는 조건에서 얻어진 결과를 나타내었다.
- 14 -
이상의 해석을 통해 현지소재 주 가열로의 고유한 특성인 상하부측 온도변화 및( )
대류 열전달 계수를 얻을 수 있었으며 얻어진 결과는 현진소재 주 고유의 데이터( )
인 관계로 본 보고서에서는 언급하지 않고자 한다.
그림 잉고트 주위의 온도 경계조건 및 전형적인 해석 결과7.
그림 최적 해석 조건에8.
서의 실측 온도변화와 계
산된 온도 변화 그래프
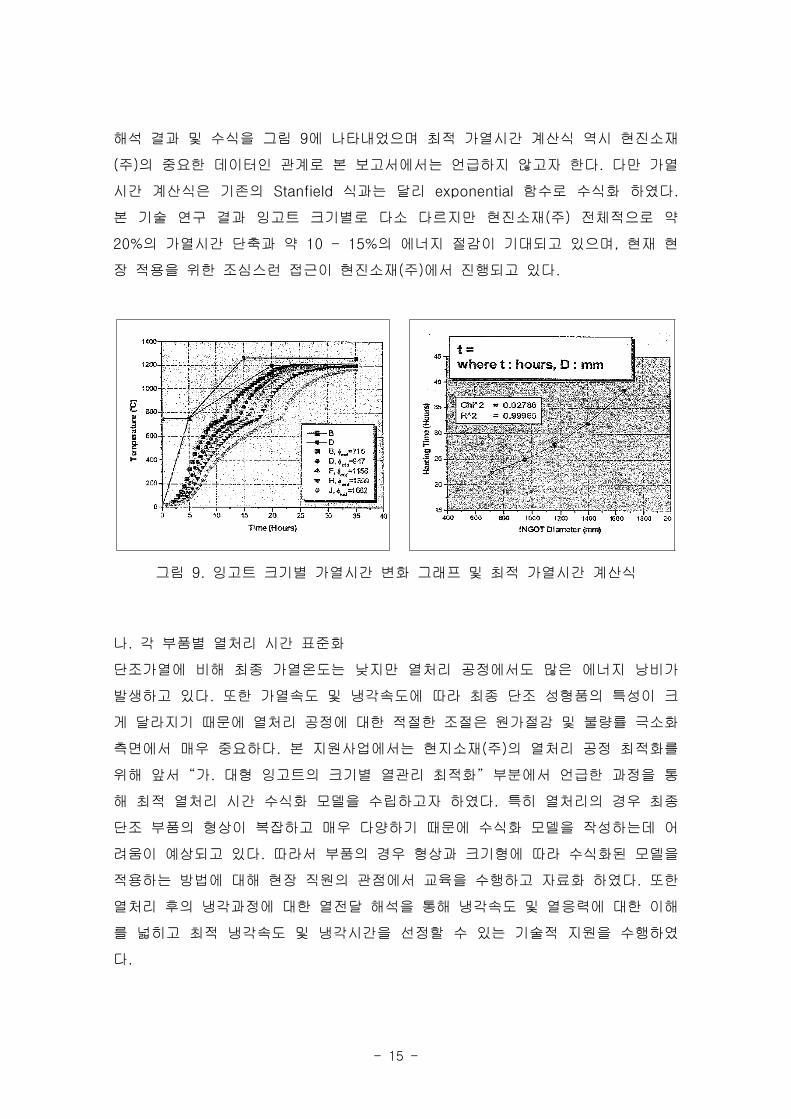
이상의 실험 결과로부터 얻은 최적 해석 조건을 이용하여 잉고트 크기에 따라 최적
의 가열시간을 얻기 위한 컴퓨터 해석을 수행하였으며 해석결과를 이용하여 현장의
가열로 운영자들이 쉽게 계산할 수 있는 수식을 얻었다.
- 15 -
해석 결과 및 수식을 그림 에 나타내었으며 최적 가열시간 계산식 역시 현진소재9
주 의 중요한 데이터인 관계로 본 보고서에서는 언급하지 않고자 한다 다만 가열( ) .
시간 계산식은 기존의 식과는 달리 함수로 수식화 하였다Stanfield exponential .
본 기술 연구 결과 잉고트 크기별로 다소 다르지만 현진소재 주 전체적으로 약( )
의 가열시간 단축과 약 의 에너지 절감이 기대되고 있으며 현재 현20% 10 - 15% ,
장 적용을 위한 조심스런 접근이 현진소재 주 에서 진행되고 있다( ) .
그림 잉고트 크기별 가열시간 변화 그래프 및 최적 가열시간 계산식9.
나 각 부품별 열처리 시간 표준화.
단조가열에 비해 최종 가열온도는 낮지만 열처리 공정에서도 많은 에너지 낭비가
발생하고 있다 또한 가열속도 및 냉각속도에 따라 최종 단조 성형품의 특성이 크.
게 달라지기 때문에 열처리 공정에 대한 적절한 조절은 원가절감 및 불량률 극소화
측면에서 매우 중요하다 본 지원사업에서는 현지소재 주 의 열처리 공정 최적화를. ( )
위해 앞서 가 대형 잉고트의 크기별 열관리 최적화 부분에서 언급한 과정을 통“ . ”
해 최적 열처리 시간 수식화 모델을 수립하고자 하였다 특히 열처리의 경우 최종.
단조 부품의 형상이 복잡하고 매우 다양하기 때문에 수식화 모델을 작성하는데 어
려움이 예상되고 있다 따라서 부품의 경우 형상과 크기형에 따라 수식화된 모델을.
적용하는 방법에 대해 현장 직원의 관점에서 교육을 수행하고 자료화 하였다 또한.
열처리 후의 냉각과정에 대한 열전달 해석을 통해 냉각속도 및 열응력에 대한 이해
를 넓히고 최적 냉각속도 및 냉각시간을 선정할 수 있는 기술적 지원을 수행하였
다.
- 16 -
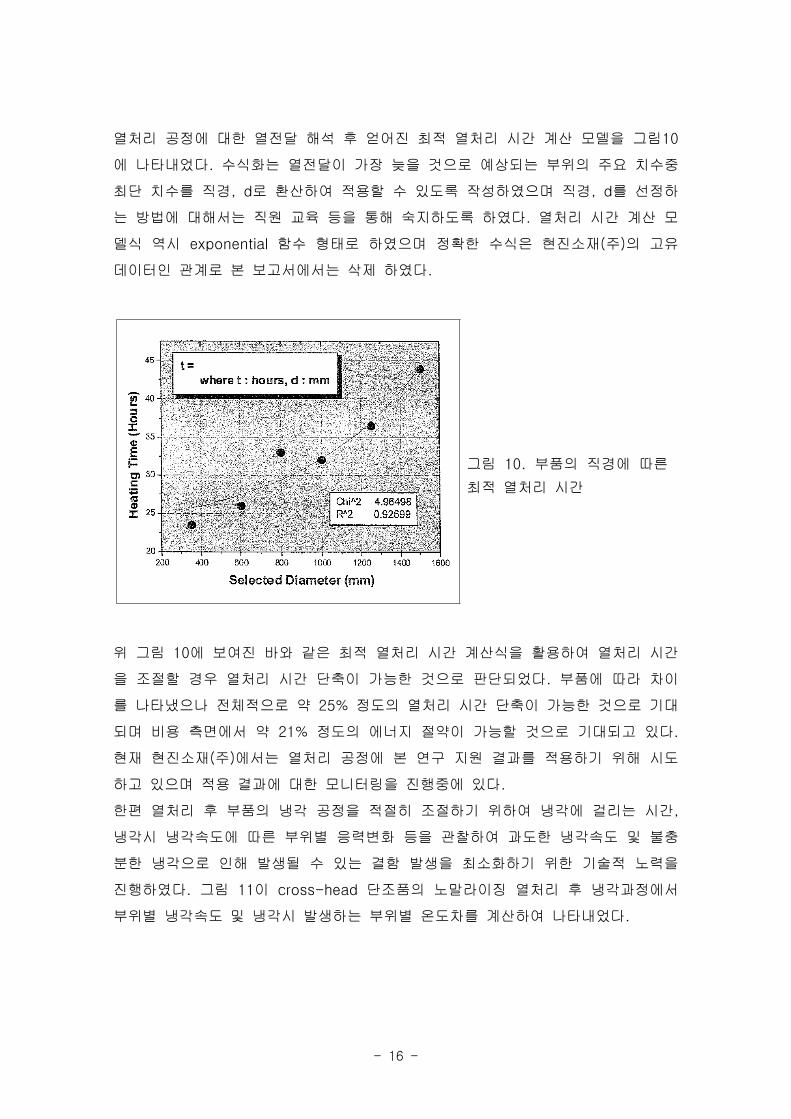
열처리 공정에 대한 열전달 해석 후 얻어진 최적 열처리 시간 계산 모델을 그림10
에 나타내었다 수식화는 열전달이 가장 늦을 것으로 예상되는 부위의 주요 치수중.
최단 치수를 직경 로 환산하여 적용할 수 있도록 작성하였으며 직경 를 선정하, d , d
는 방법에 대해서는 직원 교육 등을 통해 숙지하도록 하였다 열처리 시간 계산 모.
델식 역시 함수 형태로 하였으며 정확한 수식은 현진소재 주 의 고유exponential ( )
데이터인 관계로 본 보고서에서는 삭제 하였다.
그림 부품의 직경에 따른10.
최적 열처리 시간
위 그림 에 보여진 바와 같은 최적 열처리 시간 계산식을 활용하여 열처리 시간10
을 조절할 경우 열처리 시간 단축이 가능한 것으로 판단되었다 부품에 따라 차이.
를 나타냈으나 전체적으로 약 정도의 열처리 시간 단축이 가능한 것으로 기대25%
되며 비용 측면에서 약 정도의 에너지 절약이 가능할 것으로 기대되고 있다21% .
현재 현진소재 주 에서는 열처리 공정에 본 연구 지원 결과를 적용하기 위해 시도( )
하고 있으며 적용 결과에 대한 모니터링을 진행중에 있다.
한편 열처리 후 부품의 냉각 공정을 적절히 조절하기 위하여 냉각에 걸리는 시간,
냉각시 냉각속도에 따른 부위별 응력변화 등을 관찰하여 과도한 냉각속도 및 불충
분한 냉각으로 인해 발생될 수 있는 결함 발생을 최소화하기 위한 기술적 노력을
진행하였다 그림 이 단조품의 노말라이징 열처리 후 냉각과정에서. 11 cross-head
부위별 냉각속도 및 냉각시 발생하는 부위별 온도차를 계산하여 나타내었다.

- 17 -
그림에서 보는 바와 같이 최 심충부가 이하까지 냉각되는데 약 시간 정도200 15℃
가 소요되었으며 이때 부위별 최대 온도차이는 이내로 유지되는 것으로 확150℃
인되었다 일반적으로 단조품에서 발생하는 결함은 수소균열 및 열응력에 의한 균.
열발생이 빈번할 수 있으며 따라서 결함 발생을 최소화 하기 위해서는 냉각환경을
적절히 조절함으로써 부위별 온도차이가 이상 되지 않도록 유지하여야 하며150 ,℃
한 최심층부의 온도를 까지 냉각시키기 위해서 최고 시간 이상 공EH 200 15-20℃
기중에서 또는 적절한 로 분위기에서 냉각시켜야 하는 것으로 판단되었다.
그림 단조품 형상 냉각속도 및 냉각시 최대 온도차 변화11. Cross-head ,
다 탄소강의 변형공정지도 작성. S45C (deformation processing map)
변형공정지도는 소재의 열간 가공성을 조사하기 위한 방법으로 동적재료모델
에 기초하여 제안된 것이다 일반적으로 금속 특히(dynamic materials model) . ,
구조를 갖는 금속의 경우 일정한 온도 및 변형률에서 열간변형에 대한 소재의FCC
동적 반응은 아래 식 과 같은 응력 변형률속도에 의해 표현된다(1) - .
여기서 는 상수이고 은 변형률속도민감도로K , m 서
이다 값은 열간 변형시 소재 내부의 미세조직 변화에 의해 변형에너지를 분산하. m
는 효율에 해당하는 물리적 의미를 갖는다 일 때 소재는 와 유사한 점성. m=1 glass
유동 거등을 보인다.

- 18 -
동적재료모델에서 파워분산효율 는 로 표현되며 소재가 내부의 미, =2m/(m+1) ,η η
세조직 변화에 의해 에너지를 분산하는 상대적인 효율을 나타낸다 변형률 속도 및.
온도에 따른 파워분산효율의 변화로부터 파워분산지도 를(power dissipation map)
얻을 수 있는데 소재의 열간 변형 공정에 대한 열역학적 분석을 통해 변형의 나, d
정성 여부를 판단하여 파워분산지도상에 나타낸 것을 변형고정지도하고(stability)
한다 이때 열역학적으로 판단하여 파워분산지도상에 나타낸 것을 변형고정지도라.
고 한다 이때 열역학적으로 안정성 여부를 판단하는 기준은 아래 가지 기준에 의. 4
해 판단하고 있으며 각각의 기준이 유도되는 구체적인 과정은 본 보고서에서는 생
략한다.
변형공정지도상에서 로 규정되는 변형 조건 영역에서 소재를 변형시킬 경'Unstable'
우 일반적으로 소재 내부에 결함이 발생하는 것으로 판단하고 있으며 결함의 종류,
로는 과도한 국부변형 국부용해 등 다양한 것으로 알, , shear band, wedge crack
려져 있다.
본 연구에서는 선박 엔진 부품소재의 열간변형 공정조건을 최적화하기 위한 목적으
로 탄소강의 변형공정지도를 작성하고자 하였으며 이를 위해 고온 압축실험S45C
을 통한 유동 데이터베이스 구축과 이들 데이터 분석을 통해 변형공정지도를 작성
하였다.
압축실험은 의 온도 범위와 의 변형율속도 범위950 - 1250 0.01/sec - 10/sec℃ ℃
에서 수행하였으며 그림 에 압축시험된 일부 시편의 사진을 보여주고 있다 한, 12 .
편 그림 에 압축실험 결과 얻어지는 전형적인 응력 변형을 유동곡선을 보여주었13 -
고 그림 에 온도 및 변형율속도에 따른 최대 유동응력 변화를 보여주고 있는데14 ,
최대 유동응력은 온도가 감소하고 변형율 속도가 증가할수록 증갈하는 경향을 나타
냈다.

- 19 -
그림 고온 압축 시험 후 압축된 시편 사진12.
그림 탄소강의 유동곡선13. S45C 그림 변형조건에 따른 최대유동을력 변화14.
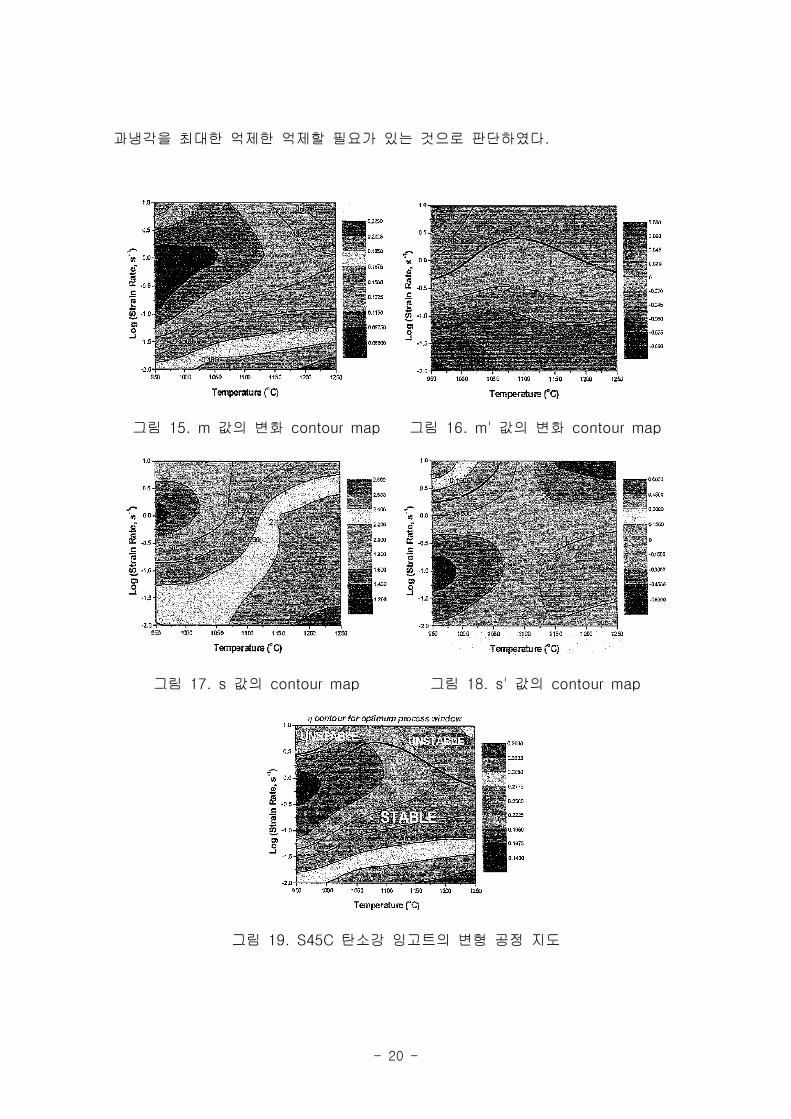
그림 의 측정 데이터를 이용하여 변형공정지도를 작성하고자 하였다 먼저 앞서14 .
변형의 안정성 판단 기주인 식 를 이용하여 변형조건에 따른 및(2) - (5) m, m', s
의 변화를 계산하였으며 그 결과를 그림 에 나타내었다 식 의 조s' 15-18 . (2) - (5)
건을 활용하여 안정 및 불안정 변형 조건을 구분하였으며 변형의 안정성 여부를 파
워분산지도에 그림 과 같이 나타내었다 그림 에 의하면 의 안정 변형 여19 . 19 S54C
부는 온도보다는 변형율속도에 더 많은 영향을 받는 것으로 보이며 단조에 의한 내
부 결함 발생없이 변형율속도에 더 많은 영향을 받는 것으로 보이며 단조에 의한
내부 결함 발생없이 변형을 하기 위해서는 안정영역이 가장 넓은 조건 즉 소재의,
온도는 부근 소재의 변형율속도는 약 이하의 조건에서 열간 변형1100 , 0.1/sec℃
을 수행하는 것이 가장 좋은 것으로 나타내었다 현재 현진소재 주 의 열간 단조 조. ( )
건은 이 조건에 크게 벗어나지 않는 것으로 판단되고 있으며 다만 잉고트 온도의
- 20 -
과냉각을 최대한 억제한 억제할 필요가 있는 것으로 판단하였다.
그림 값의 변화15. m contour map 그림 값의 변화16. m' contour map
그림 값의17. s contour map 그림 값의18. s' contour map
그림 탄소강 잉고트의 변형 공정 지도19. S45C

- 21 -
라 균질화 시험을 통한 편석 제거 시험.
균질화 시험을 통해 응고시 잉고트에 남아있는 응고 편석의 균질화 속도를 고찰 하
고자 하였다 응고편석은 잉고트 열간 단조시 소재의 단조성 저하의 원인이 되며.
응고 편석에 의해 단조 과정에서 결함이 발생할 수 있다 본 사업의 연구지원 분야.
에서는 가열 및 열처리 시간 최적화를 통해 시간을 단축하기 위한 목적이기 때문에
시간 단축으로 인해 유발될 수 있는 균질화 문제에 대한 검증이 필요하였으며 따라
서 균질화 시럼을 수행하고자 하였다 균질화 온도는 로 하였으며 시간의 최. 1250℃
대 시간까지 균질화를 수행하였다 그러나 균질화 시험시 극심한 표면 산화 및30 .
탈탄으로 인해 시간까지의 균질화 시험은 사실상 불가능한 것으로 판단되었다30 .
그림 에 잉고트의 미세조직 사진을 보여주고 있다 조대한 결정20(a) as-received .
립을 따라 큰 탄화물이 정출되어 있는 것을 확인할 수 있었다 한편 그림. 20(b) -
에 각각 시간 시간 시간 균질화 처리 후의 미세조직 사진을 함께 보여주(d) 3 , 7 , 15
고 있다 그림에서 보는 바와 같이 탄화물의 균질화는 균질화 초기에도 충분히 발.
생하였으며 따라서 균질화 속도는 가열시간을 단축하는 데 큰 영향을 미치지 않을
것으로 기대된다.
그림 에서 잉고트의 균질화 시간에 따른 미세조직 변화20. 1250 S45C℃
(a) as-received, (b) 3 hours, (c) 7 hours, (d) 15hours

- 22 -
마 결함발생 단조품에 대한 불량 원인 분석 지원.
현진소재 주 에서 생산되는 부품 등에 불량과 같은 결함이 발생될 경우 결함의( ) UT
종류 및 원인을 파악함으로써 향후 불량률 감소에 기여하고자 하였다 본 지원 기.
간동안 총 건 정도의 불량 손상원인 분석을 지원하였으나 지원 결과에 대해 발12 ,
표보고 또는 서면 보고하였다 구체적인 분석 지원 결과는 첨부자료에 있으며 불량.
원인 분석 사례 는 아래와 같다list .
플라스틱 금형강의 특성 평가 년 월- : 2002 10
마르텐사이크 스텐레스강의 열처리 방법에 따른 특성 변화 고찰 년 월- : 2002 10
의 불량 원인 규명 년 월- Piston Rod UT : 2002 12
불량 원인 규명 년 월- Cross Head UT : 2003 1
부품의 불량 원인 규명 년 월- Cyinder Cover UT : 2003 2
의 종 품목 소재에 대한 균열 발생 원인 분석 년 월- Upper Block 5 : 2003 3
연료펌프 본체 소재의 균열 발생원인 분석 년 월- : 2003 4
불량 원인 분석 년 월- Low Main Shaft UT : 2003 5
사 금형강의 불량 원인 분석 년 월- C UT : 2003 5
사 금형강의 손상 원인 분석 년 월- W : 2003 6
의 불량 원인 분석 년 일- Piston Crown UT : 2003 6
분석 보고 년 월- S50MC-C type Cross Head : 2003 9
지원 내용의 기업 전략에의 기여도지원 내용의 기업 전략에의 기여도지원 내용의 기업 전략에의 기여도지원 내용의 기업 전략에의 기여도3.3.3.3.
현진소재 주 에서는 본 사업을 시작할 당시 에너지 절약을 통한 원가 절감을 고려( )
하고 있던 시점이었다 특히 연간 에너지 사용 비용이 수십억원에 달하는 것으로.
조사되어서 정도의 에너지 절약만으로 연간 수억원에 달하는 수익 창출이 가10%
능할 것으로 기대하고 있었다 에너지 절약을 위해서는 필연적으로 가열로나 열처.
리로에서 사용되는 에너지 절약이 필요하였으나 기술적인 배경이나 확신이 부족한
관계로 가열 시간 및 열처리 시간 최적화를 감히 진행하지 못하고 있는 실정이었
다 본 지원사업에서는 에너지 절약 및 원가절감을 위해 열관리 측면에서 현진소재.
주 에 대한 기술 연구 지원을 수행하였고 동시에 현진소재 주 에서 제조하는 부품( ) , ( )
중 불량이 발생할 경우 불량 발생 원인에 대한 분석 및 분석 지원을 수행하였UT
다.

- 23 -
열관리 측면의 기술 연구 지원은 현재 단조 가열 및 열처리 가열 시간에 대한 최적
시간을 수식으로 모델링하여 현진소재 주 에 제공하였으며 업체에서 실제 적용하기( )
위해 조심스런 접근을 진행중에 있다 현재의 기대 수준으로는 시간 측면에서 약.
정도의 시간 단축을 기대하고 있으며 에너지 측면에서 역시 약15 - 25% , 15 -
정도의 에너지 비용 절감을 기대하고 있다20% .
한편 불량 부품에 대한 분석 보고는 사안이 발생할 때마다 불규칙적으로 지원을 수
행하였으며 총 건에 대해 지원하였다 이러한 열관리 기술 연구 지원 및 불량 부12 .
품 분석 지원은 그 자체로서도 많은 도움이 되었을 뿐 아니라 현진소재 주 직원들( )
의 기술에 대한 인식 기술의 중요성에 대한 인식을 배가시킨 측면에서도 중요한,
일익을 담당한 것으로 기대된다.

- 24 -
제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행2222
표 기술지원 추진일정 및 수행 주체 담당업무 및 사용 기자재3. /
구분 지원내용 수행주체 및 세부담당업무 주요 사용기자재
1
대형 잉고트의 크
기별 열관리 최적
화
준비 및 설치 특수KIMM - DAS system ,◦
열전대 설계 및 제작 주문 열전달 해석 및,
모델링
현진소재 대형 잉고트 준비 및- drilling,◦
가열실험용 가열로 준비 현장 예비 적용,
시험
열전대
DAS
DEFORM-2D,3D
Origin SW
대형 Cutting machine
대형 가열로
2부품별 열처리 시
간 표준화
열전달 및 열응력 해석 열처리KIMM - ,◦
시간 수식화 및 교육
열처리 시간 현장 적용 시험◦
DEFORM-2D,3D
Origin SW
대형 열처리로
3탄소강의 변형 공
정 지도 작성
고온 압축시험 미세조직 검사KIMM - , ,◦
변형공정 지도 작성
장비TM-Z
인장 및 압축시험기
각종 현미경등
4균질화 시험을 통
한 편석 제거 시험균질화 실험 및 미세조직 검사KIMM -◦
열처리로 각종KIMM
현미경 등
5단조품 불량 원인
분석 지원
현진 단조픔 측정 및 불량품에 대- UT◦
한 시편 채취
현진 불량품 미세조직 분석 및KIMM, -◦
불량 원인 협의
대형 cutting machine
측정 장치 미세조UT
직 분석 장치
본 지원사업의 수행은 현진소재 주 의 적극적인 지원 및 참여로 인해 매우 유익하( )
고 성공정으로 진행되었다고 자평하고 싶다 특히 현진소재 주 에서는 기술에 대한. ( )
사장님의 적극적인 지원과 기술연구소의 조종춘 소장님을 비롯한 임원진의 적극적
인 참여 그리고 현장 기사들의 지원으로 인해 어려운 상황이 있을때마다 서로의,
지혜를 모아 해결해 나가는 과정을 반복하면서 원활한 의사소통이 이루어 졌다 특.
히 대형 잉고트를 이용하여 가열속도 실측실험을 수행하는 과정에서는 잉고트의 규
모가 톤에 달하기 때문에 많은 시행착오를 거쳤으며 실험 설계를 담당한20 , KIMM
의 지원연구원의 어려운 요구에도 불구하고 현진소재 주 애서는 긍정적으로 인적( ) ,
물적 지원을 아끼지 않았다 대형 가열로 및 열처리로의 경우 실제 생산공정에 사.
용되기 때문에 본 지원사업을 위해 할애할 시간이 많지 않았음에도 불구하고 기꺼
이 지원요구에 응하였다.

- 25 -
제 장 결론제 장 결론제 장 결론제 장 결론3333
본 지원사업을 통해 다음과 같은 결과를 얻었다.
가열공정에 대한 실측실험과 실측실험 결과를 토대로한 열전달 해석으로부터 최1.
적 가열시간을 계산하기 위한 모델식을 수립하여 가열시간 단축에 일조할 수 있었
다 이를통해 현진소재 주 의 에너지 비용을 절감할 수 있을 것이다. ( ) .
열처리 공정에 대한 구체적인 열전달 해석 및 열응력 해석을 통해 부품 형상 및2.
크기에 따른 최적 열처리 시간을 계산할 수 있는 수식 모델을 수립하였으며 현장,
에서 이를 활용할 수 있도록 지원 교육을 실시하였다 또한 열처리 후 냉각속도를.
적절히 조절함으로써 불량률 발생을 극소화 할수 있는 기틀을 마련하였다.
탄소강 잉고트를 이용해 고온 압축실험을 수행하여 잉고트의 최적3. S45C , S45C
열간 성형 조건을 도출하였다 최적 열간 성형 조건은 변형공정지도를 작성함으로.
써 얻을 수 있었으며 소재 온도 부근 변형율속도 이하인 것으로1100 , 0.1/sec℃
판명되었다.
현진소재 주 에서 생산하는 각종 부품들중 불량이 발생한 부품에 대한 불량4. ( ) UT
원인 분석을 수행함으로써 현진소재 주 의 기술적 수준을 향상시키고 불량 발생율( )
을 줄일수 있었다.
- 26 -

- 27 -