module techniques d‘usinage - les bases - … · module techniques d‘usinage - les bases index...
TRANSCRIPT
Art. n° 2403f
Module Techniques d‘usinage - Les bases
IndexTechniques d‘usinage manuelles 11Techniques d‘usinage mécaniques 45
6ème édition – juin 2016
ProfessionnelleFORMATION
4
Techniques d‘usinage - Les bases
© 2016 by Swissmechanic
Index
Techniques d‘usinage manuelles
Prescriptions relatives à la sécurité au travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Travaux dans les ateliers de production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Mesures d’accompagnement en matière de sécurité au travail et de protection de la santé . . 9Règles de comportement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Les outils d‘établi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Les marteaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Les tournevis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Les pinces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Les clés pour vis et boulons . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Les étaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Les types d‘étau et les accessoires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Les traçages, marquages et pointages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Le traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Les outils de traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Les moyens auxiliaires de traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Le processus de traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Les règles de travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Le pointage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Les pointeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Les règles de travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Le burinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Les types de burins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Les angles de coupe des burins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Le sciage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Les scies à main . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
L‘avoyage de la denture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23L‘avoyage des lames de scie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
La sélection de lames à scie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Les règles de travail pour la scie à main . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Le limage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25La forme des dents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Les différents types de tailles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Le nombre et les numéros des tailles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Les règles de travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
5
Techniques d‘usinage - Les bases
© 2016 by Swissmechanic
Le pliage et le redressage (la déformation) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Le rayon de pliage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Le choix du rayon de pliage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Le taraudage manuel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Le choix des tarauds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Le perçage de l‘avant-trou . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Les jeux de tarauds manuels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Procédé de travail pour les taraudages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Les filières . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
La préparation du travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34La planification et la préparation du travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34La méthode en six étapes IPDRCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Questions d‘examen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
6
Techniques d‘usinage - Les bases
© 2016 by Swissmechanic
Techniques d‘usinage mécaniques
Les bases de l‘enlèvement des copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45La géométrie et les angles de coupe des tranchants d‘outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
Les tranchants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Les forces et les mouvements de l‘enlèvement de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Les forces sur les tranchants des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Les angles de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Les angles de tranchant des burins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Prescriptions relatives à la sécurité au travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Maniement de perceuses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Règles de comportement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
La formation de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51La formation de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51Le contrôle des copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51Les types de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Les formes de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Les matières de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Les aciers rapides (High Speed Steel HSS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Les métaux durs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54Les plaquettes réversibles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Les liquides de refroidissement (et de lubrification) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Les champs d‘application . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Entretien et maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Elimination . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Les vitesses de coupe et le calcul des fréquences de rotation . . . . . . . . . . . . . . . . . 59La formule pour le calcul de la fréquence de rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Table des fréquences de rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Percer/chanfreiner/aléser/tarauder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Le perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Vue d‘ensemble des différents procédés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Les perceuses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
Les perceuses d‘établi à table de coordonnées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Les perceuses d‘établi avec variateur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Le serrage des pièces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Les mandrins à serrage rapide et les pinces de serrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Les outils de perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Les forets hélicoïdaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Les angles des forets hélicoïdaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Les différents outils de perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
La définition du point zéro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Les pinules (Zentrofix). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Les palpeurs d‘arêtes 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
7
Techniques d‘usinage - Les bases
© 2016 by Swissmechanic
Les procédés de perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69Le perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69Le chanfreinage et le chambrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70L‘alésage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Le taraudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Les tarauds machine. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75L‘usinage d‘un taraudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77Le chanfreinage d‘un taraudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78Table des filetages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
Table des valeurs de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79L‘affûtage de forets hélicoïdaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
L‘affûtage de la surface de dépouille. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Les erreurs d‘affûtage possibles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
Entretien et soin des moyens de production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Questions d‘examen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
31
Techniques d‘usinage manuelles
© 2016 by Swissmechanic
Le taraudage manuelLe choix des tarauds
Le marché propose un grand nombre de tarauds adaptés aux divers besoins d’utilisation. Le choix du taraud adéquat dépend du type et de la profondeur du taraudage, du type de matériau et, non en dernier, s’il s’agit d’un usinage unique ou d’une production en série. Pour faire ce choix, les catalogues des fournisseurs seront d’une aide précieuse. Ils contiennent toutes les données techniques et indications d’utilisation.
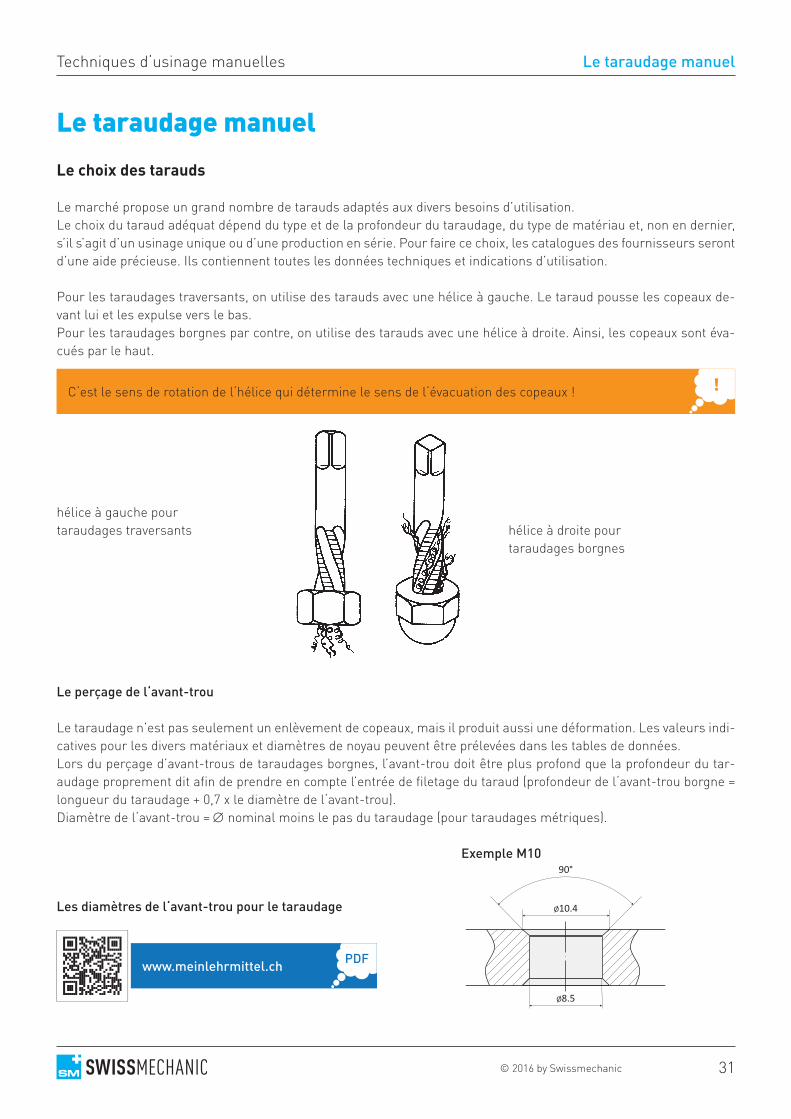
Pour les taraudages traversants, on utilise des tarauds avec une hélice à gauche. Le taraud pousse les copeaux de-vant lui et les expulse vers le bas. Pour les taraudages borgnes par contre, on utilise des tarauds avec une hélice à droite. Ainsi, les copeaux sont éva-cués par le haut.
C‘est le sens de rotation de l‘hélice qui détermine le sens de l‘évacuation des copeaux !
Le taraudage manuel
Le perçage de l‘avant-trou
Le taraudage n’est pas seulement un enlèvement de copeaux, mais il produit aussi une déformation. Les valeurs indi-catives pour les divers matériaux et diamètres de noyau peuvent être prélevées dans les tables de données.Lors du perçage d’avant-trous de taraudages borgnes, l’avant-trou doit être plus profond que la profondeur du tar-audage proprement dit afin de prendre en compte l’entrée de filetage du taraud (profondeur de l‘avant-trou borgne = longueur du taraudage + 0,7 x le diamètre de l‘avant-trou).Diamètre de l‘avant-trou = ∅ nominal moins le pas du taraudage (pour taraudages métriques).
Exemple M10
www.meinlehrmittel.ch
Les diamètres de l‘avant-trou pour le taraudage
hélice à gauche pour taraudages traversants hélice à droite pour
taraudages borgnes
90°
Ø10.4
Ø8.5
46
Techniques d‘usinage mécaniques
© 2016 by Swissmechanic
Les bases de l‘enlèvement des copeaux
Les forces et les mouvements de l‘enlèvement de copeaux
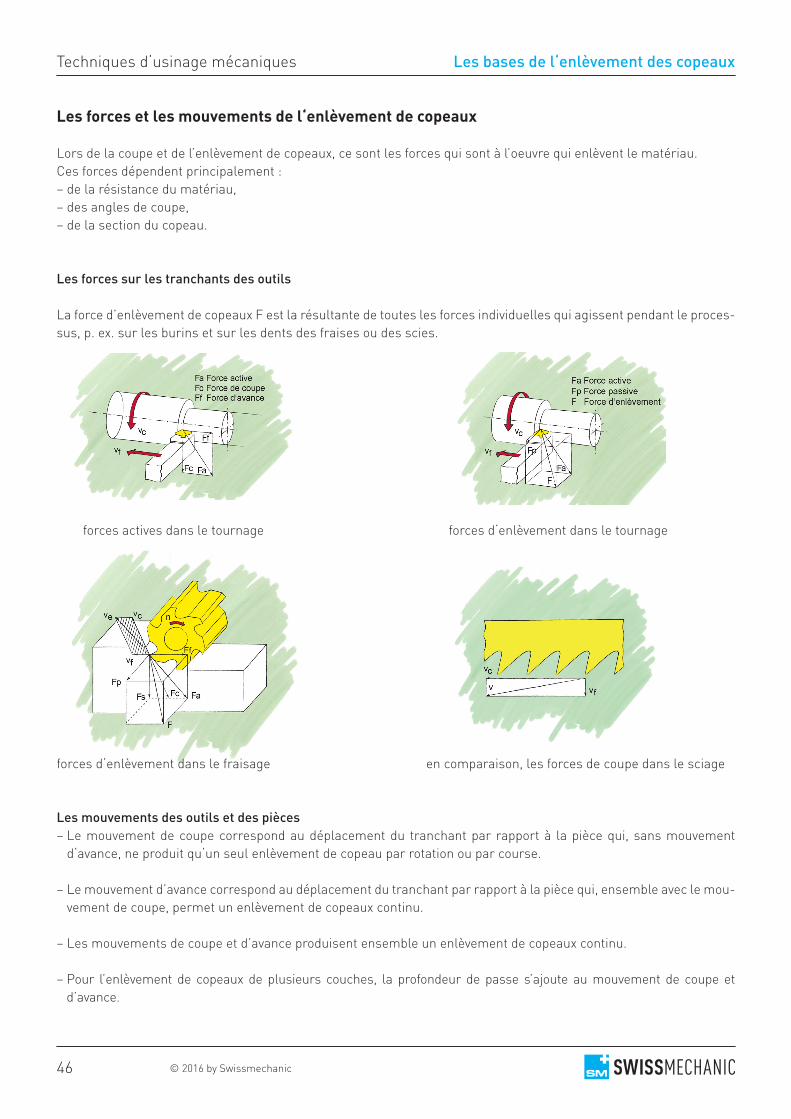
Lors de la coupe et de l’enlèvement de copeaux, ce sont les forces qui sont à l’oeuvre qui enlèvent le matériau. Ces forces dépendent principalement : – de la résistance du matériau,– des angles de coupe,– de la section du copeau.
Les forces sur les tranchants des outils
La force d’enlèvement de copeaux F est la résultante de toutes les forces individuelles qui agissent pendant le proces-sus, p. ex. sur les burins et sur les dents des fraises ou des scies.
forces actives dans le tournage forces d‘enlèvement dans le tournage
forces d‘enlèvement dans le fraisage en comparaison, les forces de coupe dans le sciage
Les mouvements des outils et des pièces– Le mouvement de coupe correspond au déplacement du tranchant par rapport à la pièce qui, sans mouvement
d‘avance, ne produit qu‘un seul enlèvement de copeau par rotation ou par course.
– Le mouvement d’avance correspond au déplacement du tranchant par rapport à la pièce qui, ensemble avec le mou-vement de coupe, permet un enlèvement de copeaux continu.
– Les mouvements de coupe et d’avance produisent ensemble un enlèvement de copeaux continu.
– Pour l’enlèvement de copeaux de plusieurs couches, la profondeur de passe s’ajoute au mouvement de coupe et d’avance.
65
Techniques d‘usinage mécaniques
© 2016 by Swissmechanic
Les outils de perçage
Les forets hélicoïdaux
Pour les perçages dans le matériau plein, on utilise en général des forets hélicoïdaux. Les avantages suivants en font l’outil de perçage le plus utilisé :– des angles de coupe avantageux– diamètre constant après l’affûtage– facile à fixer– bon guidage dans la pièce– bonne évacuation des copeaux– bonne arrivée du liquide de refroidissement
Selon le matériau à usiner, les commerces proposent des types de forets avec 3 angles de coupe ou d’hélice différents.Type N pour matériaux normaux, p. ex. acier de constructionType W pour matériaux tendres, p. ex. aluminium Type H pour matériaux durs/friables, p. ex. laiton
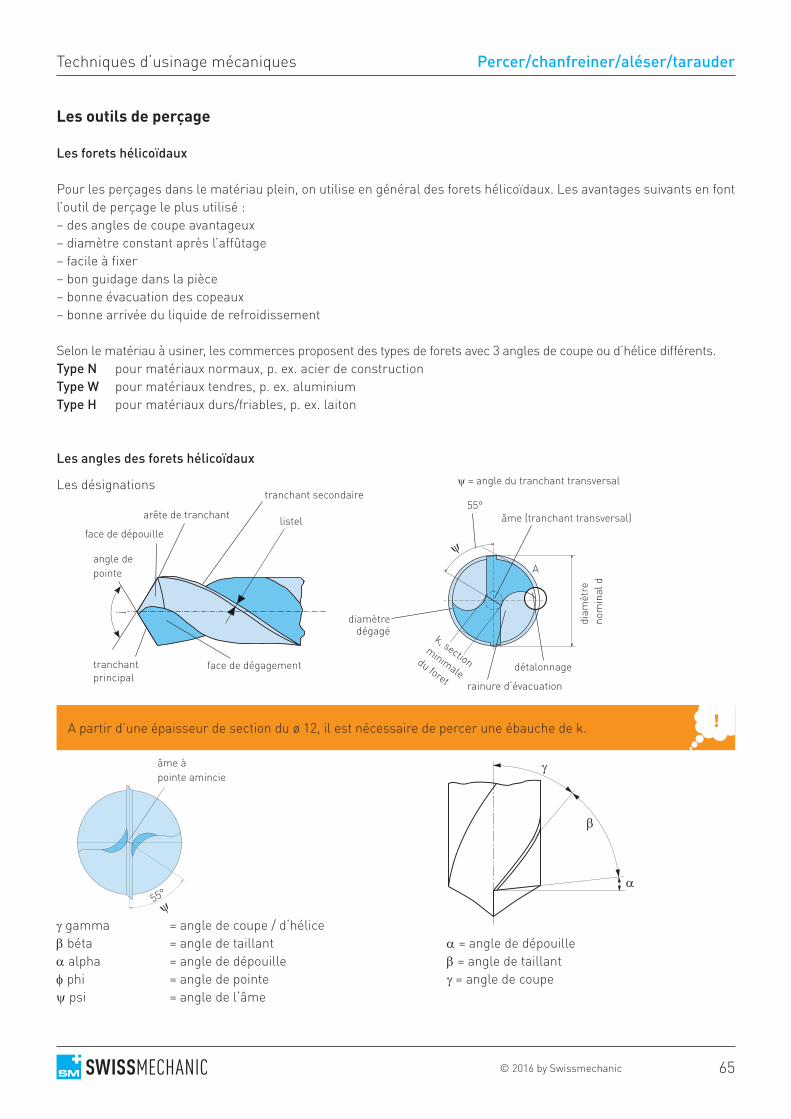
Les angles des forets hélicoïdaux
55°âme (tranchant transversal)
détalonnage
rainure d‘évacuation
A
diamètre dégagé k, section
minimaledu foret
diam
ètre
no
min
al d
� = angle du tranchant transversal
�
Les désignations
arête de tranchant listel
j
tranchant principal
tranchant secondaire
face de dépouille
angle depointe
face de dégagement
A partir d’une épaisseur de section du ø 12, il est nécessaire de percer une ébauche de k.
� gamma = angle de coupe / d‘hélice� béta = angle de taillant� alpha = angle de dépouilleφ phi = angle de pointe� psi = angle de l‘âme
� = angle de dépouille� = angle de taillant� = angle de coupe
�55°
�
âme àpointe amincie
�
�
Percer/chanfreiner/aléser/tarauder
87
Techniques d‘usinage mécaniques
© 2016 by Swissmechanic
Questions d‘examen
53. Des tranchants de foret de longueur inégale produisent :
A o des alésages trop grands. B o le foret ne coupe pas. C o le foret dévie.
54. Quel est l‘effet d‘un angle de détalonnage trop grand ?
A o le foret dévie B o le foret croche, les tranchants s‘ébrèchent C o le perçage devient trop grand
55. Les tarauds machine à rainure hélicoïdale sont appropriés pour les :
A o perçages traversants B o perçages traversants / borgnes C o grands perçages traversants
57. Comment calcule-t-on la fréquence de rotation d’un foret hélicoïdal ? (veuillez indiquer la formule)
58. Pour enlever le matériau, l’outil de perçage fait un mouvement dans le sens de son axe. Ce mouvement s’appelle :
59. Quelle est l’influence des huiles de coupe sur le diamètre d’un alésage lors de l’alésage ?
60. Les alésoirs machine coniques ont en général une conicité de ....
61. Quelle fréquence de rotation choisit-on pour une pinule (Zentrofix) ?
56. Les tarauds machine avec entrée en cuillère sont appropriés pour :