nbr_5667_2_hidrantes_270904
TRANSCRIPT
8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 1/9
Sede:Rio de Janeiro
Av. Treze de Maio, 13 /28º andarCEP 20003-900 – Caixa Postal 1680Rio de Janeiro – RJTel.: PABX (21) 3974-2300Fax: (21) 2240-8249/2220-6436Endereço eletrônico:www.abnt.org.br
ABNT – AssociaçãoBrasileira deNormas Técnicas
Copyright © 2003, ABNT–Associação Brasileirade Normas TécnicasPrinted in Brazil/Impresso no BrasilTodos os direitos reservados
SET 2004 Projeto NBR 5667-2
Hidrantes urbanos de incêndio deferro fundido dúctil - Requisitos
Parte 2: Hidrantes subterrâneos
(Versão de 27/09/2004)
Origem: NBR 5667:1980 ABNT/CB-24 - Comitê Brasileiro de Segurança contra IncêndioCE-24:302.04 - Comissão de Estudo de Hidrantes, Mangotinhos e AcessóriosRevisão NBR 5667 / 80 - Urban Fire HydrantsDescriptors: Ductile iron. Fire. Hydrants.Esta Norma substitui a NBR 5667:1980.
Pendente
Palavras-chave: Hidrante. Ferro fundido dúctil. Incêndio 11 páginas
Sumário
Prefácio
1 Objetivo
2 Referências normativas
3 Definições
4 Requisitos gerais
5 Requisitos específicos
6 Inspeção
7 Aceitação e rejeição
Anexo A Controle do processo de fabricação
Prefácio
A ABNT - Associação Brasileira de Normas Técnicas, é o Fórum Nacional de Normalização. As Normas Brasileiras,cujo conteúdo é de responsabilidade dos Comitês Brasileiros (ABNT/CB) e dos Organismos de Normalização
Setorial (ABNT/ONS), são elaboradas por Comissões de Estudo (CE), formadas por representantes dos setoresenvolvidos, delas fazendo parte: produtores, consumidores e neutros (universidades, laboratórios e outros).
Os Projetos de Norma Brasileira, elaborados no âmbito dos ABNT/CB e ABNT/ONS, circulam para Consulta Públicaentre os associados da ABNT e demais interessados.
Esta Norma inclui o anexo A de caráter informativo.
1 Objetivo
Esta norma fixa os requisitos mínimos para fabricação, inspeção e recebimento de hidrantes subterrâneos urbanosde incêndio, de ferro fundido dúctil, para serem empregados em redes de abastecimento público de água.
NOTA - Os hidrantes de coluna são tratados na parte 1 desta norma e os Hidrantes de coluna com obturação própria são tratadosna parte 3.

8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 2/9
Projeto NBR 5667-1:20042
2 Referências normativas
A(s) norma(s) relacionadas a seguir contêm disposições que, ao serem citadas neste texto, constituem prescriçõespara esta Norma. As edições indicadas estavam em vigor no momento desta publicação. Como toda norma estásujeita à revisão, recomenda-se àqueles que realizam acordos com base nesta que verifiquem a conveniência de seusarem as edições mais recentes da(s) norma(s) citada(s) a seguir. A ABNT possui a informação das normas emvigor em um dado momento.
NBR 5601: 1981 – Aços inoxidáveis – Classificação por composição química
NBR 6314: 1982 - Peças de ligas de cobre fundidas em areia
NBR 6916: 1981 - Ferro fundido nodular ou ferro fundido com grafita esferoidal
NBR 7195: 1995 - Cores para segurança
NBR 7348: 1982 - Limpeza de superfícies de aço com jato abrasivo
NBR 7675: 1988 - Conexões de ferro fundido dúctil
NBR 11003: 1990 - Tintas - Determinação da aderência
NBR 14968: 2003 - Válvula-gaveta de ferro fundido nodular com cunha emborrachada - Requisitos
ISO 1083: 2004 - Spheroidal graphite cast iron - Classification
ISO 6506: 1981 - Metallic materials – Hardness test – Brinell test
(Obs.: AISI não é norma, e sim um Instituto: “American Iron and Steel Institute”)
ASTM A153: 2003 - Standard specification for zinc coating (hot-dip) on iron and steel hardware
ASTM A307: 2003 – Standard specification for carbon steel bolts and studs, 60000 PSI Tensile Strenghth
ASTM D2000: 2003 - Standard classification system for rubber products in automotive applications
ASTM A276: 2004 - Standard specification for stainless stell bars and shapes
ASTM B62: 2002 - Standard specification for composition bronze or ounce metal castings
3 Definições
Aplicam-se, para os efeitos desta Norma, as seguintes definições:
3.1 bujão: Parte do hidrante subterrâneo que permite a instalação de uma conexão roscada de mangueira e/oumangote de combate a incêndio.
3.2 caixa de proteção: Dispositivo dotado de tampa articulada e superfície ranhurada, que tem por função abrigar eproteger o corpo do hidrante de vandalismo, das intempéries e detritos.
3.3 corpo: Parte principal do hidrante subterrâneo, dotada de uma base flangeada, com uma saída para ligação àrede de abastecimento.
3.4 diâmetro nominal (DN): Simples número que corresponde a uma designação alfanumérica adimensional, queserve para classificar em dimensões todos os componentes de uma canalização. Trata-se de um número inteiroutilizado como referência e que corresponde aproximadamente ao diâmetro interno em milímetro. O diâmetronominal não deve ser objeto de medição nem ser utilizado para fins de cálculo.
3.5 ferro fundido dúctil: Tipo de liga de ferro fundido, também chamado de nodular, utilizado para fabricação de
tubos, conexões e acessórios, na qual a grafita apresenta-se essencialmente em forma esferoidal.3.6 flange: Extremidade chata circular do hidrante, perpendicular em relação ao seu eixo, com furos para instalaçãode parafusos igualmente espaçados em círculo, chamado de círculo de furação.
3.7 hidrante subterrâneo: Dispositivo instalado sob o piso de passeios públicos em uma caixa de ferro fundido,dotado de uma saída, para o combate a incêndios , ou alternativamente, para utilização em descarga e serviços dedesinfecção de redes de abastecimento público de água.
3.8 pressão Nominal (PN): Designação alfanumérica expressa por um número arredondado, utilizado parapropósitos de referência. Todos componentes de mesmo diâmetro nominal DN, designados pelo mesmo número PN,devem ter dimensões de montagem compatíveis.
3.9 tampão: Peça móvel do hidrante subterrâneo em forma de tampa, provida de rosca interna e externamentecabeçote para retirada e colocação. Serve para tamponamento do bujão, o qual, uma vez atarraxado, impede apassagem da água, ou a entrada de detritos para o corpo do hidrante, além de proteger a rosca externa do bujão.

8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 3/9
Projeto NBR 5667-1:2004 3
4 Requisitos gerais
4.1 Controle do processo de fabricação
Recomenda-se que o fabricante mantenha atualizado um controle do processo de fabricação que envolva osfornecedores de componentes e de matérias-primas, capaz de assegurar que os hidrantes e componentes quefabrica estejam de acordo com esta Norma e satisfaçam às expectativas do comprador. Caso o fabricante não
possua um controle de processo de fabricação conforme anexo A, a inspeção de recebimento do produto acabadodeve ser efetuada de acordo com o indicado em 6.
4.2 Materiais
4.2.1 Bujão
O bujão do hidrante deve ser fabricado em latão fundido, com uma resistência mínima à tração de 230 MPa, deacordo com a NBR 6314. O hidrante subterrâneo deve ser dotado de um bujão de DN 60, conforme indicado nafigura 8.
4.2.2 Caixa de Proteção
O ferro fundido dúctil empregado para a fabricação da caixa de proteção e tampa deve ser do tipo FE42012, de acordo com a NBR 6916 e conforme indicado na figura 12 . Alternativamente, podem serempregados ferros fundidos dúcteis dos tipos 400-15 ou 450-10, de acordo com a ISO 1083 (GGG40).
As propriedades mecânicas dos componentes de ferro fundido dúctil FE 42012 devem ser verificadas conforme aNBR 6916. Os componentes de tipos 400-15 ou 450-10 devem ser atender aos requisitos da ISO 1083.
O pino de articulação empregado na caixa de proteção deve ser de aço inox AISI 304, conforme a NBR 5601.
4.2.3 Cabeçote
O ferro fundido dúctil empregado para a fabricação do cabeçote deve ser do tipo FE 42012, de acordocom a NBR 6916 e conforme indicado na figura 03. Alternativamente, podem ser empregados ferros fundidosdúcteis dos tipos 400-15 ou 450-10, de acordo com a ISO 1083 (GGG40).
As propriedades mecânicas dos componentes de ferro fundido dúctil FE 42012 devem ser verificadas conforme aNBR 6916. Os componentes de tipos 400-15 ou 450-10 devem ser atender aos requisitos da ISO 1083.
4.2.4 Corpo
O ferro fundido dúctil empregado para a fabricação do corpo deve ser do tipo FE 42012, de acordo com a NBR 6916e conforme indicado na figura 10. Alternativamente, podem ser empregados ferros fundidos dúcteis dos tipos 400-15
ou 450-10, de acordo com a ISO 1083 (GGG40).
As propriedades mecânicas dos componentes de ferro fundido dúctil FE 42012 devem ser verificadas conforme aNBR 6916. Os componentes de tipos 400-15 ou 450-10 devem ser atender aos requisitos da ISO 1083.
4.2.5 Guarnição de vedação não plena
Podem ser empregados anéis de vedação toroidais ou guarnições planas confeccionadas a partir de borrachanatural ou EPDM. As espessuras das guarnições ou anéis devem ser compatíveis com a figura 07. O elastômeroutilizado na fabricação do dispositivo de vedação deve apresentar uma dureza de 60 ± 5 shore A.
NOTA - Em operações de manutenção de hidrantes já instalados, outras espessuras podem ser empregadas.
4.2.6 Haste
A haste do hidrante subterrâneo deve ser fabricada em aço inox AISI 410, de acordo com a NBR 5601, conforme a
figura 04.4.2.7 Cabo e presilha
O cabo e a presilha anti-furto do tampão do hidrante subterrâneo devem ser fabricados em aço inox AISI 410, deacordo com a NBR 5601 e conforme a figura 06.
4.2.8 Castelo
O ferro fundido dúctil empregado para a fabricação do castelo deve ser do tipo FE 42012, de acordo coma NBR 6916 e conforme a figura 05. Alternativamente, podem ser empregados ferros fundidos dúcteis dos tipos400-15 ou 450-10, de acordo com a ISO 1083 (GGG40).
As propriedades mecânicas dos componentes de ferro fundido dúctil FE 42012 devem ser verificadas conforme aNBR 6916. Os componentes em ferro fundido dúctil dos tipos 400-15 ou 450-10, devem ser atender aos requisitosda ISO 1083.

8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 4/9
Projeto NBR 5667-1:20044
4.2.9 Tampão do Bujão
O tampão do hidrante subterrâneo deve ser dotado de roscas e cabeçote, do mesmo material do corpo, de acordocom o especificado em 4.2.4.
O hidrante subterrâneo deve ser dotado de tampão DN 60, conforme indicado na figura 06.
NOTA - No caso do órgão de saneamento do local a que se destinam, utilizar tampões antifurto, do tipo magnético. Estes devemser fabricados com plásticos de alto impacto, resistentes a raios ultra violeta e serem dotados de sistema de travamento magnéticopara as operações de abertura ou fechamento dos hidrantes. As ferramentas (chaves magnéticas) devem ser dotadas de umsistema de travamento de alto poder magnético, correspondente ao do dispositivo dos tampões, sendo fabricadas a partir dechapas e barras de aço inoxidável com empunhaduras de latão recartilhadas. O sistema magnético deve ser tal que não sejapossível se encontrar no mercado nenhuma ferramenta que possa servir de "antídoto" para a retirada dos tampões e de umeventual furto de água. O fabricante deve apresentar uma carta de intenções de exclusividade do uso das ferramentas por parte doÓrgão de Saneamento e do Corpo de Bombeiros.
4.2.9.1 Quando empregados tampões anti-furto, os mesmos devem ser apropriados para instalação nos bujõesindicados na NBR 5667-1 e aprovados pelo Corpo de Bombeiros da região a que se destinam.
4.2.10 Obturador
O obturador do hidrante subterrâneo deve ser fabricado em ferro fundido dúctil do tipo FE 42012, de acordo com aNBR 6916, conforme figura 05. Alternativamente, podem ser empregados ferros fundidos dúcteis dos tipos 400-15ou 450-10, de acordo com a ISO 1083 (GGG40).
4.2.11 Sede
A sede do hidrante subterrâneo deve ser fabricada em latão conforme NBR 6314.4.3 Revestimento dos componentes de ferro fundido
Corpo, tampão do bujão e caixa de proteção do hidrante devem ser jateados ao metal quase branco, grau Sa 21/2,conforme NBR 7348 e, em seguida, revestidos conforme indicado em 4.3.1 a 4.3.4.
NOTA - Antes da aplicação do revestimento, todos os corpos de hidrantes devem ser submetidos a um ensaio hidrostático de 1,5MPa ou pneumático de 0,30 MPa. O resultado deste ensaio deve ser registrado pelo fabricante e apresentado ao comprador ouseu representante nas operações de inspeção de recebimento.
4.3.1 Revestimento interno do hidrante
Como revestimento interno, quando não especificado de outra maneira, deve ser efetuada, no mínimo, umaaplicação de epóxi bi-componente com espessura total de película seca, de no mínimo de 100µm, ou de qualqueroutro revestimento de qualidade e resistência superior, à escolha do fabricante. O produto empregado deve atenderàs regulamentações específicas de tal forma que não provoque efeitos nocivos à saúde, quando em contato com aágua de abastecimento.
4.3.2 Revestimento externo do hidrante
Como pintura de fundo deve ser aplicado um revestimento de epóxi bi-componente, com espessura total de películaseca de, no mínimo, 100 µm.
Como pintura de acabamento deve ser aplicado um esmalte sintético à base de resina alquídica, mono-componente,acabamento semi-brilho, de espessura de película seca de, no mínimo, 40 µm. A pintura de acabamento deveapresentar-se uniforme e de acordo com a NBR 7195, cor vermelha 5R 4/14 - Munsell Book of Colors.
O revestimento deve proporcionar uma adequada proteção contra a corrosão, inclusive para os componentesenterrados, e ser resistente aos impactos inerentes ao transporte, manuseio, instalação e operação do hidrante.
NOTA - A critério do órgão responsável pelo abastecimento público e/ou da corporação do Corpo de Bombeiros podem serdefinidas outras cores de acabamento, bem como para identificar a pressão de serviço da rede.
4.3.3 Revestimento interno da caixa de proteção
Como pintura de fundo deve ser aplicado um revestimento de epóxi bi-componente, com espessura total de películaseca de, no mínimo, 100 µm.
Como pintura de acabamento deve ser aplicado um esmalte sintético à base de resina alquídica, mono-componente,acabamento semi-brilho, de espessura de película seca de, no mínimo, 40 µm. A pintura de acabamento deveapresentar-se uniforme e de acordo com a NBR 7195, cor alaranjado 2.5YR 6/14 - Munsell Book of Colors.
O revestimento deve proporcionar uma adequada proteção contra a corrosão, inclusive para os componentesenterrados, e ser resistente aos impactos inerentes ao transporte, manuseio, instalação e operação do hidrante.
4.3.4 Revestimento externo da caixa de proteção
Como pintura de fundo deve ser aplicado um revestimento de epóxi bi-componente, com espessura total de películaseca de, no mínimo, 100 µm.

8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 5/9
Projeto NBR 5667-1:2004 5
4.4 Padrões de cores do Tampão do Bujão
Como pintura de acabamento deve ser aplicado um esmalte sintético à base de resina alquídica, mono-componente,acabamento semi-brilho, de espessura de película seca de, no mínimo, 40 µm. A pintura de acabamento deveapresentar-se uniforme e de acordo com a NBR 7195, nas cores a seguir indicadas: a) cor verde 10 GY 6/6 - Munsell Book of Colors, para hidrantes com vazão maior do que 2000 L/min;b) cor amarela 5 Y 8/12- Munsell Book of Colors, - 1000 L/min a 2000 L/mim;c) cor vermelha 5 R 4/14 - Munsell Book of Colors, - menor que 1000 L/min.
5 Requisitos específicos
5.1 Dimensões
5.1.1 É considerado padronizado o modelo de hidrante subterrâneo indicado nas figuras 1 e 2, o qual deve serdotado de uma saída de DN 60. Os detalhes estão apresentados nas figuras 3 a 13.
5.1.2 O flange da base do hidrante subterrâneo e as conexões empregadas para a sua instalação devem serfabricados de acordo com a NBR 7675 - PN 10.
5.1.3 As roscas dos bujões e tampões devem ser confeccionadas de acordo com o indicado nas figuras 2, 3, 4 e 5.
NOTA - Recomenda-se, durante a instalação dos tampões de ferro fundido nos hidrantes subterrâneos, a aplicação de vaselinaneutra.
5.2 Componentes e acessórios para instalação de hidrantes
5.2.1 O hidrante subterrâneo simples deve ser fornecido com os respectivos bujão e tampão.
5.2.2 O hidrante subterrâneo completo deve ser fornecido de acordo com o indicado em 5.2.1 e incluir uma curvadissimétrica com flanges, uma válvula-gaveta de ferro fundido dúctil com cunha emborrachada flangeada e osacessórios indicados nas notas 1 a 4.
As conexões de ferro fundido dúctil, fornecidas com hidrantes subterrâneos completos, devem ser fabricadas deacordo com a NBR 7675 e as válvulas-gaveta com cunha emborrachada devem ser fabricadas de acordo com aNBR 14968.
NOTAS:
1. As arruelas de borracha de face plena, quando fornecidas em conjunto com os hidrantes, devem ser confeccionadas comelastômero 4AA610A13B13A14 de acordo com a ASTM D2000.
2. Os parafusos de cabeça sextavada, as porcas sextavadas e as arruelas para fixação dos flanges, fornecidos em conjunto comos hidrantes e conexões de ferro fundido dúctil, devem ser de aço ABNT 1010/1020 ou ASTM A307, galvanizados a fogo conforme
ASTM A153 classe C. Quando recomendável pode ser empregadoaço inox AISI 304, conforme a NBR 5601.
3. A quantidade de parafusos a ser fornecida depende do número de furos dos flanges, devendo ser fornecidas uma porca e duasarruelas para cada parafuso.
5.2 3 Estanqueidade
Antes da aplicação da pintura, todos os hidrantes devem ser submetidos a um ensaio de estanqueidade, sob umapressão hidrostática interna de 1,5 MPa, durante um período de, no mínimo, 1 minuto ou sob uma pressãopneumática de 0,30 MPa, durante um período de (5 a 10) s, durante os quais não podem apresentar sinais devazamentos ou exsudações. Os resultados desses ensaios devem constar nos registros do fabricante.
5.3 Aderência do revestimento
Os revestimentos de corpos de hidrantes devem resistir ao ensaio de verificação da aderência, que deve serefetuado com inserção em X, sobre a camada seca, de acordo com o método A da NBR 11003 (códigos Y 0 e X0),após o que, não podem apresentar descolamento ou falhas de revestimento.
5.4 Resistência à tração
As propriedades mecânicas dos componentes de ferro fundido dúctil devem ser verificadas pelo fabricante durante oprocesso de fabricação, de acordo com a NBR 6916 ou, conforme o caso, de acordo com a ISO 1083.
As propriedades mecânicas dos componentes de latão devem ser verificadas pelo fabricante durante o processo defabricação, de acordo com a NBR 6314.
5.5 Dureza Brinell
Todos os componentes de ferro fundido dúctil, ou corpos-de-prova do mesmo material empregado durante a suafabricação, devem apresentar uma dureza Brinell de, no máximo, 250 HB.
A verificação da dureza Brinell deve ser efetuada no próprio componente ou em uma amostra do mesmo. Asuperfície a ser ensaiada deve ser adequadamente preparada através de uma leve esmerilhagem local e o ensaio

8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 6/9
Projeto NBR 5667-1:20046
deve ser realizado de acordo com a Norma ISO 6506, utilizando-se um durômetro com penetrador de 2,5mm, 5mmou 10mm de diâmetro. O fabricante deve possuir os certificados da verificação da dureza Brinell dos fundidos.
6 Inspeção de recebimento
6.1 Generalidades
A inspeção de recebimento do produto acabado deve ser realizada em fábrica, sendo que o comprador ou seurepresentante deve ter livre acesso às instalações em que devem ser efetuados os exames e ensaios, assim como
deve ter à sua disposição os laboratórios, equipamentos e pessoal especializado para a execução dos ensaios derecebimento.
O fornecedor deve colocar à disposição do comprador, ou de seu representante, os relatórios dos exames e dosensaios previstos nesta Norma e realizados durante o processo de fabricação de cada um dos lotes apresentados.
O comprador ou seu representante deve ser avisado da data de início das operações de recebimento comantecedência mínima de 10 (dez) dias.
Caso o comprador ou seu representante não compareça, na data estipulada, para realizar ou acompanhar osexames e ensaios de recebimento, uma nova data deve ser marcada, após o que, deve então tomar as providênciasnecessárias para a entrega dos produtos, dos lotes aprovados, com os correspondentes relatórios de exames eensaios realizados.
6.2 Formação de amostra
A inspeção de recebimento de hidrantes de ferro fundido dúctil e, quando for o caso, dos demais componentes,
limita-se ao produto acabado, devendo ser efetuada em fornecimentos, cujos lotes tenham quantidades superiores aduas (2) unidades.
Todo fornecimento deve ser dividido, pelo fabricante, em lotes cujas quantidades devem estar de acordo com astabelas 1 e 2, conforme o caso, para a realização dos exames e ensaios. De cada um dos lotes formados, devemser retiradas amostras, de forma representativa, sendo a escolha, por parte do inspetor, aleatória e não intencional.
Tabela 1 - Plano de amostragem para exames e ensaios não destrutivos
Tamanho da amostra Primeira amostragem Segunda amostragemTamanho do
Lote 1a amostragem
2a amostragem
Aceitação Rejeição Aceitação Rejeição
2 a 15 100% - 0 1 - -
16 a 50 3 3 0 2 1 2
51 a 150 5 5 0 3 3 4151 a 500 8 8 1 4 4 5
501 a 3200 13 13 2 5 6 7
De cada lote aprovado nos exames e ensaios não destrutivos, devem ser retiradas amostras, de acordo com atabela 2, para a realização dos ensaios destrutivos. Os corpos-de-prova devem ser retirados das amostras para arealização dos ensaios previstos nesta Norma, de acordo com a NBR 6916.
Tabela 2 - Plano de amostragem para ensaios destrutivos
Tamanho da amostra Primeira amostragem Segunda amostragemTamanho do
Lote 1a amostragem 2a amostragem
Aceitação Rejeição Aceitação Rejeição
2 a 25 2 - 0 1 - -
26 a 150 3 3 0 2 1 2
151 a 500 5 5 0 3 3 4
501 a 3200 8 8 1 4 4 5
6.3 Exames e ensaios de recebimento
No caso de fornecimento de hidrantes subterrâneos simples, devem ser realizados os exames: visual conforme 6.3.1e dimensional conforme 6.3.2, e os ensaios: hidrostático conforme 6.3.3, verificação da aderência do revestimentoconforme 6.3.4, verificação da resistência à tração e alongamento mínimo conforme 6.3.5, verificação da durezaBrinell conforme 6.3.6 e os resultados analisados de acordo com a seção 7.
Para os casos de fornecimentos de hidrantes subterrâneos completos, seus componentes devem ser examinados eensaiados de acordo com as normas correspondentes.

8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 7/9
Projeto NBR 5667-1:2004 7
6.3.1 Exame visual
O exame visual deve ser efetuado antes da aplicação do revestimento, utilizando-se plano de amostragem deacordo com a tabela 1. As peças fundidas devem estar limpas, isentas de inclusões de escória, apresentarem-seisentas de porosidades, cavidades produzidas por gases, bolhas, depressões, rebarbas, inclusões de areia,escamas de oxidação, trincas ou qualquer outro defeito que possa prejudicar seu bom funcionamento.
As superfícies usinadas devem apresentar acabamento uniforme e isento de arranhões, cortes, mossas, rebarbas ecantos vivos.
6.3.2 Exame dimensional
Somente após a aprovação no exame visual, deve ser efetuado o exame dimensional, utilizando-se plano deamostragem de acordo com a tabela 1.
Os hidrantes subterrâneos devem ser examinados quanto às suas dimensões, conforme 5.1.
6.3.3 Ensaio hidrostático
Somente após a aprovação no exame dimensional, deve ser efetuado o ensaio hidrostático de acordo com 5.3,utilizando-se plano de amostragem de acordo com a tabela 1.
As superfícies dos componentes de ferro fundido, após a liberação pela inspeção do comprador, devem serrevestidas de acordo com 4.3.
6.3.4 Ensaio de verificação de aderência do revestimento
O revestimento dos corpos de hidrantes subterrâneos deve ser examinado de acordo com o indicado em 5.4,utilizando-se plano de amostragem de acordo com a tabela 2.
Quando o fabricante não comprovar a realização deste ensaio, o comprador pode exigir a realização do mesmodurante as operações de inspeção de recebimento.
6.3.5 Ensaio de verificação da resistência à tração e de alongamento mínimo
Os lotes aprovados no ensaio hidrostático devem ser submetidos ao ensaio de verificação da resistência à tração ede alongamento mínimo de acordo com 5.5, utilizando-se plano de amostragem de acordo com a tabela 2.
Quando o fabricante não comprovar a realização deste ensaio, o comprador pode exigir a realização do mesmodurante as operações de inspeção de recebimento.
6.3.6 Ensaio de verificação da dureza Brinell
Os lotes aprovados no ensaio de verificação da resistência à tração devem ser submetidos ao ensaio de verificaçãoda dureza Brinell de acordo com 5.6, utilizando-se plano de amostragem de acordo com a tabela 2.
Quando o fabricante não comprovar a realização deste ensaio, o comprador pode exigir a realização do mesmodurante as operações de inspeção de recebimento.
7 Aceitação e rejeição
Quando efetuada inspeção de recebimento, a aceitação ou rejeição deve ser de acordo com o indicado nas seções7.1 a 7.6, aplicado para cada exame ou ensaio.
7.1 Se o número de unidades defeituosas (aquelas que podem conter uma ou mais não conformidades)encontrado na primeira amostragem, for igual ou menor do que o primeiro número de aceitação, o lote deve serconsiderado aceito.
NOTA - Nos exames previstos em 6.3.1.1, em que deve ser examinado 100% do lote, nenhuma amostra ou corpo-de-prova podeapresentar não-conformidade.
7.2 Se o número de unidades defeituosas encontrado na primeira amostragem for igual ou maior do que o primeironúmero de rejeição, o lote deve ser rejeitado.
Se o número de unidades defeituosas encontrado na primeira amostragem for maior do que o primeiro número deaceitação e menor que o primeiro número de rejeição, uma segunda amostragem de tamanho dado pelo plano deamostragem correspondente deve ser retirada.
7.3 As quantidades de unidades defeituosas encontradas na primeira e segunda amostragem devem seracumuladas.
7.4 Se a quantidade acumulada de unidades defeituosas for igual ou menor do que o segundo número deaceitação, o lote deve ser aceito.
7.5 Se a quantidade acumulada de unidades defeituosas for igual ou maior do que o segundo número de rejeição,o lote deve ser rejeitado.

8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 8/9
Projeto NBR 5667-1:20048
NOTA - Todas as unidades defeituosas ou não conformes, bem como aquelas utilizadas nos ensaios destrutivos, devem sersubstituídas para complementar o lote a ser entregue.
7.6 Para cada lote inspecionado, deve ser elaborado um relatório que deve conter, no mínimo, o seguinte:
a) a identificação completa do produto, sendo que, nos casos de fornecimentos de hidrantes completos, deve incluira especificação de todos os componentes;
b) o tamanho do lote inspecionado e entregue;
c) os resultados obtidos para cada exame ou ensaio realizado; e
d) declaração de que o lote apresentado atende ou não às especificações desta Norma.
8 Marcação
O hidrante deve trazer no corpo as seguintes marcas de identificação, fundidas em alto relevo: a pressão nominal:PN 10, o nome e/ou marca de identificação do fabricante e da usina de fundição (quando a usina não é do própriofabricante) e uma identificação do ano de fabricação (com, no mínimo, dois últimos algarismos).
NOTA - São aceitos reparos com solda, desde que sejam efetuados apenas para correção das marcações exigida nesta Norma.
A tampa do hidrante subterrâneo deve trazer marca de identificação, fundida em alto relevo: hidrante urbano deincêndio. Poderá ter a marcação do nome e/ou marca de identificação da empresa compradora.
_______________________________
8/19/2019 NBR_5667_2_hidrantes_270904
http://slidepdf.com/reader/full/nbr56672hidrantes270904 9/9
Projeto NBR 5667-1:2004 9
Anexo A (Informativo)
Controle do processo de fabricação
A.1 Verificação do controle do processo de fabricação
A.1.1 O fabricante deve apresentar ao comprador ou seu representante, os documentos do seu controle do processode fabricação, tais como procedimentos e relatórios, cuja exibição deve ser objeto de acordo prévio.
A.1.2 O comprador ou seu representante deve avaliar o controle de processo de fabricação e os recursos técnicospara a fabricação dos hidrantes, de acordo com os requisitos estabelecidos nesta Norma.
A.1.3 Exames e ensaios durante a fabricação
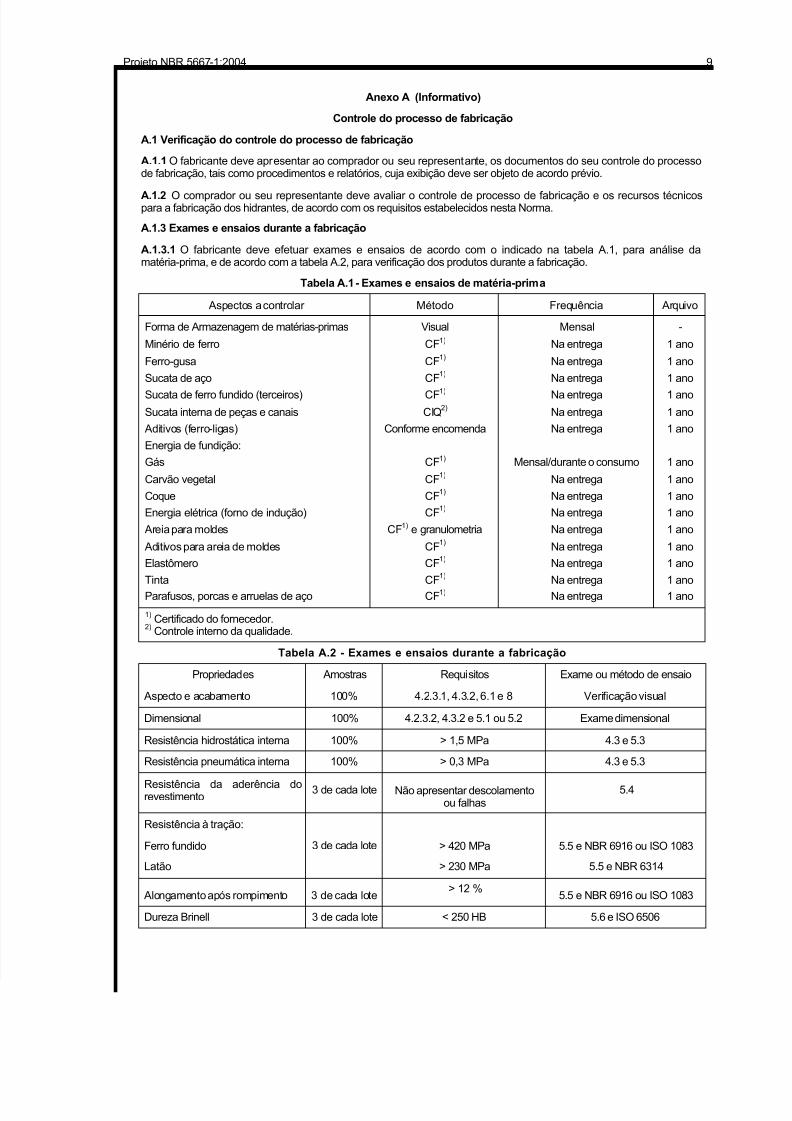
A.1.3.1 O fabricante deve efetuar exames e ensaios de acordo com o indicado na tabela A.1, para análise damatéria-prima, e de acordo com a tabela A.2, para verificação dos produtos durante a fabricação.
Tabela A.1 - Exames e ensaios de matéria-prima
Aspectos a controlar Método Frequência Arquivo
Forma de Armazenagem de matérias-primas
Minério de ferro
Ferro-gusa
Sucata de aço
Sucata de ferro fundido (terceiros)Sucata interna de peças e canais
Aditivos (ferro-ligas)
Energia de fundição:
Gás
Carvão vegetal
Coque
Energia elétrica (forno de indução)
Areia para moldes
Aditivos para areia de moldes
Elastômero
Tinta
Parafusos, porcas e arruelas de aço
Visual
CF1)
CF1)
CF1)
CF1) CIQ2)
Conforme encomenda
CF1)
CF1)
CF1)
CF1)
CF1) e granulometria
CF1)
CF1)
CF1)
CF1)
Mensal
Na entrega
Na entrega
Na entrega
Na entregaNa entrega
Na entrega
Mensal/durante o consumo
Na entrega
Na entrega
Na entrega
Na entrega
Na entrega
Na entrega
Na entrega
Na entrega
-
1 ano
1 ano
1 ano
1 ano1 ano
1 ano
1 ano
1 ano
1 ano
1 ano
1 ano
1 ano
1 ano
1 ano
1 ano
1) Certificado do fornecedor.2) Controle interno da qualidade.
Tabela A.2 - Exames e ensaios durante a fabricação
Propriedades Amostras Requisitos Exame ou método de ensaio
Aspecto e acabamento 100% 4.2.3.1, 4.3.2, 6.1 e 8 Verificação visual
Dimensional 100% 4.2.3.2, 4.3.2 e 5.1 ou 5.2 Exame dimensional
Resistência hidrostática interna 100% > 1,5 MPa 4.3 e 5.3
Resistência pneumática interna 100% > 0,3 MPa 4.3 e 5.3
Resistência da aderência dorevestimento 3 de cada lote Não apresentar descolamentoou falhas
5.4
Resistência à tração:
Ferro fundido
Latão
3 de cada lote > 420 MPa
> 230 MPa
5.5 e NBR 6916 ou ISO 1083
5.5 e NBR 6314
Alongamento após rompimento 3 de cada lote> 12 %
5.5 e NBR 6916 ou ISO 1083
Dureza Brinell 3 de cada lote < 250 HB 5.6 e ISO 6506