sÜreÇ anal İzİ : b İr metalurj fpolen.itu.edu.tr/bitstream/11527/2037/1/4715.pdf ·...
TRANSCRIPT

ii
İSTANBUL TEKNİK ÜNİVERSİTESİ ���� FEN BİLİMLERİ ENSTİTÜSÜ
SÜREÇ ANALİZİ : BİR METALURJİ FİRMASINDA
İNCELEME
YÜKSEK LİSANS TEZİ
Dilek ÖZDEMİR
Tezin Enstitüye Verildiği Tarih : 25 Aralık 2006
Tezin Savunulduğu Tarih :
Tez Danışmanı : Prof. Dr. Sıtkı GÖZLÜ
Diğer Jüri Üyeleri: Yar. Doç. Dr. H. Bersam BOLAT
Doç. Dr. Seçkin POLAT
ARALIK 2006
iii
ÖNSÖZ
Günümüz koşullarında firmaların rekabet bakımından güçlü olabilmeleri sadece
piyasa sunduklarının ürünlerin ve hizmetlerin kaliteli olmasıyla sağlanamaz. Bu ürün
ve hizmetlerin mevcut kalite seviyelerini koruyup, geliştirirken; firmaların
varlıklarını devam ettirebilmeleri, karlılıklarını sürdürebilmeleri ve kendilerini
geliştirebilmeleri gerekmektedir. Tüm bunları başarmanın temel koşullarından biri
kendilerini tanımalarıdır. İşte bu nokta “Süreç Yönetimi” vazgeçilmez bir unsur
olarak karşımıza çıkar. Bu çalışma çerçevesinde de süreç, süreç yönetimi, süreç
analizi ve süreç geliştirme gibi konu ve kavramları daha yakından tanımak ve
endüstrideki bir uygulamasını incelemek hedeflenmiştir.
Tez konumla da alakalı olarak, bu noktada, bugüne kadar olan kendi sürecimin de
analizini yapmak istiyorum. Herşeyden önce yüksek lisans tezimde, lisans bitirme
ödevimde, geleceğe dair bir çok kararı almamda benden yardımlarını esirgemeyen
sevgili hocam Prof Dr Sıtkı Gözlü’ye teşekkür etmek istiyorum.
Yüksek lisansımın getirdiği en büyük kazanç kesinlikle arkadaşlarım oldu. Bugün
dönüp baktığımda sayelerinde birçok güçlüğü atlattığım ve “onlar olmasaydı
olmazdı”dediğim arkadaşlarım Seda Tacer, Duygu Çalışkan ve Berna Tektaş’a da
teşekkür etmeden geçemeyeceğim.
Tabii ki bu süreci başlatan; ben işi ele alıncaya kadar sürece dair her türlü yükü
üstlenen ve her zaman bana dair tüm süreçlerde yanımda olacaklarını bildiğim aileme
de teşekkür ediyorum.
Son olarak “Süreç Yönetimi”nin en güzel örneklerinden birini görmemi sağlayan
Ferro Döküm AŞ’ye de teşekkürü bir borç bilirim.Bu tez yazımı esnasında birçok
kaynaktan faydalandım. Bunların küçük bir kısmını tezin arkasında, kaynakçada
görmeniz mümkün. Fakat asıl önemli olan inanç, sevgi, dostluk, güven, destek gibi
girdilerin kaynaklarını oraya eklemem ne yazık ki mümkün olmadı. İşte bu sebeple
isimlerini veremediğim tüm arkadaşlarım ve hocalarıma da teşekkür ederim.
Dilek Özdemir
Aralık 2006

iv
İÇİNDEKİLER
KISALTMALAR vii TABLO LİSTESİ viii ŞEKİL LİSTESİ ix ÖZET x SUMMARY xii
1. GİRİŞ 1
2. DEĞİŞİM MÜHENDİSLİĞİNDEN SÜREÇ YÖNETİMİNE GEÇİŞ 2
3. SÜREÇ 6 3.1. Sürece ilişkin tanımlar 7 3.2. İş Süreçleri 8 3.3. Süreç Çeşitleri 9 3.4. İş Süreçlerinin Karakteristikleri 10
3.4.1. Ölçülebilir 10
3.4.2. Otomasyon 10
3.4.3. Düzeyler 11
3.4.4. İçsel ve Dışsal Müşteriler 11 3.5. Süreçlere Yönelik İki Öneri 12
3.5.1. Saklı Süreçler 12
3.5.2. Daha Büyük Olması Daha İyidir 12 3.6. Süreç Sınırlarının Belirlenmesi 13 3.7. Yönetim Açısından Süreç Odaklılığa İlişkin Altı Tez 15
3.7.1. Her Organizasyonel Yapının Etkinliğini Etkileyen Kendine Özgü
İlişkileri Vardır 15
3.7.2. Rekabet Baskısı Altında Varlığını Sürdürme Çabası İş Süreçlerinin
Geliştirilmesini Sağlar 15
3.7.3. İnsanlar Ve Çevreleri Süreç Değişikliklerini Belirler 15
3.7.4. Esneklik Firma Etkinliğinin Garantisidir 16
3.7.5. Yenilik Üretebilme Potansiyeli Ve Bu Potansiyelin Doğru Kullanımı
Firmaların Yükselmesinde Etkilidir 16
3.7.6. Çalışanların Süreçlere Dahil Edilmeleri Başarıyı Korur 16
4. SÜREÇ MODELLEMESİ 17 4.1. Süreç Tasarımı Ve Ürün Tasarımı İlişkisi 18 4.2. Süreç Ve Ürün Tasarımları Müşteri Tatminini Sağlamalıdır 19

v
4.3. Süreç Tasarımı 19
4.3.1. Süreç Haritaları 19
4.3.2. Süreç Modellemede Düşülebilecek Hatalar 21
5. SÜRECİN DEĞERLENDİRİLMESİ 28 5.1. Kilit Performans Göstergeleri (metrikler) 28
5.1.1. Ne kadar? 29
5.1.2. Gerekli Süre 29
5.1.3. Sürece Katılanlar 30
5.1.4. Etkinlik ve Etkililik 30
5.1.5. Maliyet 31 5.2. Paydaşlar 31
5.2.1. Müşteriler 31
5.2.2. Çalışanlar 31
5.2.3. Yöneticiler ve İşletme Sahipleri (Hissedarlar) 31
5.2.4. Tedarikçiler 31
5.2.5. Diğer Gruplar 32
6. SÜREÇ GELIŞTIRME 33 6.1. Süreç analizi ve Geliştirme Ağı (PAIN) 33 6.2. PAIN- Temel Model 35 6.3. A’dan G’ye PAIN Modelleri 35
6.3.1. Model A 35
6.3.2. Model B 36
6.3.3. Model C 36
6.3.4. Model D 36
6.3.5. Model E ve Model F 38
6.3.6. Model G 42 6.4. Korunma Kalkanı Analizi 43
7. HATA MODU ETKI ANALIZI (FMEA) 47 7.1. FMEA’nın Gelişimi 47 7.2. Kullanım Nedenleri 47 7.3. FMEA Çeşitleri 48 7.4. FMEA Metodolojisi 49
7.4.1. Hata Modu Etki Endeksleri 53
7.4.1.1. Sıklık Endeksi 53
7.4.1.2. Oluşma Endeksi 55
7.4.1.3. Yakalanma Endeksi 56
7.4.2. Risk Öncelik Göstergesi 57
7.4.3. FMEA Takımı 58
vi
8. UYGULAMA 60 8.1. Şirket Tanıtımı 60
8.1.1. Üretim Hatları 60
8.1.2. Maça Yapımı 61
8.1.3. Analizler 61
8.1.4. Ürünler 61
8.1.5. Kalite Sistemleri 62 8.2. Pik Döküm 62
8.2.1. Gri Dökme Demir 62
8.2.2. Küresel Grafitli Dökme Demirler 62 8.3. Döküm Hataları 63
8.3.1. Büzülme (Çekme) Boşlukları 63
8.3.2. Gaz Boşlukları 63
8.3.3. Segregasyon (Toplanma) 63
8.3.4. Büzülme (Çekme) Çatlakları 63
8.3.5. Gözeneklilik 64
8.3.6. Pullanma (Yapraklanma) 64
8.3.7. Sert Noktalar 64
8.3.8. Yüzey Çöküntüleri 64 8.4. Süreç Haritası 65 8.5. FMEA Uygulaması 68
8.5.1. FMEA Takımı 68
8.5.2. Maçasız Pik Döküm FMEA Formu 69 8.6. SONUÇ 77
KAYNAKLAR 80
EKLER 83
ÖZGEÇMİŞ 91
vii
KISALTMALAR
BPMN : Business Process Modeling Notions
DM :Değişim Mühendisliği (Re-engineering)
FMEA :Hata Modu Etki Analizi (Failure Mode Effect Analysis)
IT : Bilgi Teknolojileri (Information Technology)
NVA : Değer Katmayan Faaliyet ( Non-value Adding Activity)
PAIN :Süreç Analizi Ve Geliştirme Ağı (Process Analysis And
İmprovement Network)
RPN : Risk Öncelik Göstergesi (Risk Priority Number)
TPM :Toplam Verimli Bakım (Total Productive Maintenance)
VA :Değer Katan Faaliyet ( Value Adding Activity)

viii
TABLO LİSTESİ
Sayfa No
Tablo 6.1 Veri Kaynakları................................................................................ 52 Tablo 6.2 Şiddet Endeksi.................................................................................. 54 Tablo 6.3 Oluşma Endeksi................................................................................ 54 Tablo 6.4 Yakalanma Endeksi.......................................................................... 55 Tablo 8.1 Maçasız Pik Döküm FMEA Formu (1)............................................ 69
Tablo 8.2 Maçasız Pik Döküm FMEA Formu (2)............................................ 70
Tablo 8.3 Maçasız Pik Döküm FMEA Formu (3)............................................ 71
Tablo 8.4 Maçasız Pik Döküm FMEA Formu (4)............................................ 72
Tablo 8.5 Maçasız Pik Döküm FMEA Formu (5)............................................ 73
Tablo 8.6 Maçasız Pik Döküm FMEA Formu (6)............................................ 74
Tablo 8.7 Maçasız Pik Döküm FMEA Formu (7)............................................ 75
Tablo 8.8 Maçasız Pik Döküm FMEA Formu (8)............................................ 76
EK A Grafit Kontrol Talimatı…………………………………………… 83
EK B Metalografik Numune Hazırlama ve Kontrol Talimatı…………… 85
ix
ŞEKİL LİSTESİ
Sayfa No
Şekil 2.1: Değişim Mühendisliğinden Süreç Yönetimine Geçiş……………... 5
Şekil 3.1: Süreçler Arasındaki İlişki………………………………………….. 10
Şekil 4.1: Tasarım Çeşitleri…………………………………………………... 18
Şekil 4.2: Süreç Haritalarında Kullanılan Şekiller…………………………… 20
Şekil 6.1: PAIN Modeli……………………………………………………… 34
Şekil 6.2: Model A……………………………………………………………. 36
Şekil 6.3: Model B……………………………………………………………. 36
Şekil 6.4: ModelC……………………………………………………………... 37
Şekil 6.5: Model D……………………………………………………………. 38
Şekil 6.6: Model E…………………………………………………………….. 39
Şekil 6.7: Model F…………………………………………………………….. 40
Şekil 6.8: Model G……………………………………………………………. 43
Şekil 6.9: Korunma Kalkanı…………………………………………………... 44
Şekil 6.10: Korunma Kalkanı (örnek 1)………………………………………... 45
Şekil 6.11: Korunma Kalkanı (örnek 2)………………………………………... 45
Şekil 6.12: Korunma Kalkanı (örnek 3)………………………………………... 46
Şekil 7.1: Temel Süreç Hataları………………………………………………. 49
Şekil 7.2: FMEA süreci……………………………………………………….. 51
Şekil 7.3: FMEA formu……………………………………………………….. 59
Şekil 8.1: Maçasız Pik Döküm Süreç Haritası(1)……………………………... 65
Şekil 8.2: Maçasız Pik Döküm Süreç Haritası(2)……………………………... 66
Şekil 8.3: Maçasız Pik Döküm Süreç Haritası(3)……………………………... 67

x
ÖZET
SÜREÇ YÖNETİMİ Ve BİR FİRMA UYGULAMASI
Dilek ÖZDEMİR
Bu çalışma süreç yönetiminin tanımı, geçmişi ve önemi içermektedir.
Bununların yanında “Süreç Analizi ve Geliştirme Ağı (PAIN)” isimli; süreç
analizi ve geliştirmeye yönelik bir metedoloji içerir. Çalışma Hata Modu Etki
Analizi’nin araş olarak kullanıldığı bir uygulama ile sonlanmaktadır.
Çalışmanın ilk bölümü 1980lerde ortaya çıkmış bir değişim yönetimi felsefesi
olan Değişim Mühendisliği’nin ortaya çıkışından başlayarak Süreç
Yönetimi’nin gelişimini inceler. Değişim Mühendisliği’ne getirilen eleştiriler,
Değişim Mühendisliği’nin popüleritisini azaltırken, Süreç Yönetimi’nin doğması
için gerekli ortamı hazırlamıştır.
Bir yönetilebilmesi için öncelikle tanımlanması gerekmektedir. Bu nedenle
ikinci bölümde süreç kavramı üzerinde durulmuştur. Bölüm sürecin
tanımlanmasıyla başlar; süreç çeşitlerini ve karakteristiklerini açıklar.
Organizasyonda, her seviyedeki her çalışansürecin tümünü ve süreç içerisindeki
yerini anlamalı ve tanımalıdır. Herbir bireyin zihninde sürecin en iyi şekilde
canlanmasını sağlayabilmek için her aşamada ürün süreç ilişkisini gösteren
süreç haritalarının oluşturulması çok önemlidir. Üçüncü bölüm süreç
haritalarının çıkarılmasını ve bu esnada düşülebilecek zorlukları
açıklamaktadır.
Dördüncü bölüm süreç değerlendirmeyle ilgilidir. Performans kriterlerinin
açıklanmasıyla başlar ve bu kriterlerin farklı paydaşlar tarafından
değerlendirilmesiyle devam eder.
Beşinci bölümün “Süreç Analizi ve Geliştirme Ağı” ile ilgilidir. Bu süreç
analizinde kullanılan bir metadolojidir. Çevrim süresi, sapmalar, süreç

xi
adımları, maliyet, taşıma, hata ve hurda sorununa açıklık getirir; sürecin
standart dökümantasyonun yapılmasına kılavuzluk eder.
Hata Modu Etki Analizi (FMEA)”, süreç güvenilirliğini arttırmaya yönelik
etkili bir araçtır ve uygulama bölümündeki döküm sürecine uygulanmıştır.
Tezin yedinici ve son bölümde döküm sürecindeki potansiyel gelişmeler
araştırılmıştır.
Anahtar Kelimeler: Süreç Yönetimi, Süreç Analizi, Hata Modu Etki Analizi
Bilim Dalı Sayısal Kodu:
xii
ABSTRACT
PROCESS MANAGEMENT AND ITS APPLICATION IN A COMPANY
Dilek ÖZDEMİR
This study includes process management identification, history and importance.
Besides these it contains a methodology to analyze and improve process which is
named as “Process Analysis and Improvement Network”. It is closed with a
process analysis application which uses Failure Mode Effects Analysis as a tool.
The first section of this study investigates the development of “Process
Management” from the emergency of re-engineering which is a change
management philosophy that emerged in the 1980s. The overall decline in
popularity along with increasing criticism of re-engineering paved the way for
the development of process management.
Before a process can be managed it must be identified and hence the second
section concentrates on the concept of process. It begins with process
identification and explains the different types of processes and their
characteristics.
Each and every employee at every level of the organisation must understand
and recognise the overall process and their own role within it. In order that
every individual concerned gains the best possible visualisation of the process
and their role therein it is important to implement a process mapping that
clearly depicts the relationship between the process and the product at each
stage. Section three explains such a process mapping and identifies some of the
main difficulties that can be encountered during its execution.
The fourth section is concerned with process evaluation. It begins by explaining
performance criteria and goes on to show how each of these can be evaluated
from the perspective of the various shareholders of the process.

xiii
The fifth section deals with the “Process Analysis and Improvement Network”.
This is a methodology used to analyse the process. It clarifies issues such as lead
time, deviation, process steps, cost, transportation, errors, scrap and gives
guidance on the production of standardised documentation.
“Failure Mode Effect Analysis” (FMEA), a technique effective in improving
process reliability and used throughout the casting process in the application.
The seventh and final section of this thesis examines potential improvements in
the casting process.
Keywords: Process Management, Process Analysis, Failue Mode Effect Analysis
Science Code:

1
1. GİRİŞ
İçinde bulunduğumuz bilgi çağı birçok konuda hızlı değişimlerin olmasına neden
olmaktadır. Bilginin hızlı ve kolay paylaşımı, gelişmeyi hızlandırdığı gibi,
gelişmelerin gerisinde kalmanın da büyük kayıplarla sonlanmasına neden olmaktadır.
Bilginin bu derece hızlı yayılması firmalar üzerinde birçok farklı etki yaratmaktadır.
Bunlardan birincisi bilginin hızlı paylaşımı ile teknoloji ve diğer girdi faktörlerin
sürekli gelişmesi ve değişmesidir. Bu değişime gerek üretim gerekse hizmet
sektöründe faaliyet gösteren firmaların kendilerini uyarlayabilmeleri gerekmektedir.
Aksi takdirde kısa bir sürede eskiyen yöntemleri rekabet güçlerini kaybetmelerine ve
hatta varlıklarını sürdüremez hale gelmelerine neden olur.
Değişim mühendisliği firmaların bu hızlı değişim sürecine uyum sağlayabilmeleri
hedefleyen bir felsefedir. Ancak değişim mühendisliği radikal değişiklikler
önermektedir. Her ne kadar gelişimin çok hızlı yaşandığı bir dönemde yaşıyor olsak
da tüm gelişmeler daima radikal yenilikler olarak ortaya çıkmazlar. Bu nedenle
firmaların kendilerini geliştirmeleri için sürekli olarak radikal değişiklikler yapmaları
mümkün değildir.
Firmaların çağın gereklerini yakalayabilmek için yapmaları gereken işlerini yaparken
gerçekleştirdikleri süreçleri tanımaları, yönetmeleri ve geliştirmeleridir. Zaten zaman
içerisinde “süreç” kavramının önemi de netleşmiştir. Günümüzün olmazsa ISO gibi
olmazsa olmaz kalite standartları süreç yönetimine odaklanmaktadır.
Tabii ki belli kalite standartlarının koşullarını sağlıyor olmak süreçlerin iyi
yönetildiği anlamına gelmez. Süreçlerin daha anlaşılır olabilmeleri, daha kolay
yönetilebilmeleri ve geliştirilebilmeleri için geliştirilmiş ve hala geliştirilmek olan
birçok yöntem vardır. Bu çalışmanın literatür kısmında süreçlerinin tanınması, analiz
edilebilmesi ve geliştirilebilmesi için gerekli alt yapı oluşturulmuş; süreç analizi için
“süreç analizi ve geliştirme ağı” ele alınmış ve “hata modu etki analizi” de araç
olarak kullanılmıştır.

2
2.DEĞİŞİM MÜHENDİSLİĞİNDEN SÜREÇ YÖNETİMİNE GEÇİŞ
1990’ların başlarında Değişim Mühendisliği (re-engineering) büyük ilgi görmüştür.
DM ilk olarak Güney Amerikada Davenport & Short (1990) ve Hammer (1990)
tarafından ortaya atılmıştır. Kısa sürede DM’ne olan ilgi artmış; kitap en çok satanlar
listesine girmiş, özel konferanslar düzenlenmiş, dergiler yayımlanmış, tartışma
grupları oluşturulmuştur. Bilgi Teknolojisinin (IT) de uygulanmasıyla fonksiyonel
hiyerarşiden sürece dayalı yönetime geçişin sağlayacağı büyük performans artışları
birçok firmanın ilgisini çekmiş, DM her derde deva gibi algılanmıştır [16].
Ancak 1995 yılında Jones DM’liğini anlamaya çalışmanın bir fayda sağlamayacağını
ileri sürmüştür. Jones’a göre DM kendi içerisinde çelişkilidir ve teoride anlatılan DM
ile gerçek hayat örtüşmemektedir. Yöneticiler yeni bir sayfa açarken sosyal verilerin
silinemeyeceğinin bilincinde olmalıdırlar. Her ne kadar teknolojik gelişmeler
ilerlemenin yolunu açsa da, bu ilerleme belirli sınırlar içerisinde gerçekleşir. Ayrıca
DM’nin insan kaynaklarına yaklaşımı da gerçekçi değildir.İnsanlar organizasyon
içerisindeki görevlerini ortadan kaldıracak çalışmalara girmek istemezler. Bu
noktada teoriye geri dönülüp, insan kaynaklarına bakış açısı yeniden
değerlendirilmelidir. Jones çalışmasının sonucunda DMnin işe yaramadığını ve terk
edilmesi gerektiğini belirtmiştir [5].
1997 yılında ise Francis ve Maclntosh İngiltere’de gerçekleştirilen DM’liği
çalışmalarını ve DM’de gerçekleşen gelişmeleri incelemişlerdir. Çalışmalarında
genel olarak DM’nin yönetimsel bir modadan ibaret olduğunu ve gerçek dünya ile
yeterince örtüşmediği sonucuna varmışlardır. Ancak DM’nin çıkış dönemi aynı
zamanda teknolojinin gelişmesiyle organizasyonel yapıların değişmeye başladığı bir
dönemdir. Süreçlerde gerçekleştirilen performans artışların ve süreç geliştirme
çalışmalarının bir çoğu aslında gelişmekte olan Bilgi Teknolojilerine (IT)
dayanmaktadır. DM’liğinin öngürmüş olduğu “radikal değişiklikler” de Bilgi
teknolojileri sayesinden gerçekleştirilmektedir. DM’liğinin kendi içinde birçok hatası
3
olmasına rağmen tümüyle red edilmesinin mümkün olmadığı sonucuna varılmıştır
[11].
Grover ve Malhotra ise DM’liğinin faydalarını farklı bir yönden ele almışlardır.
DM’nin yönetime faydası işlere ya da faaliyetlere “radikal yaklaşım” değil; süreç
odaklı yönetimdir. Ayrıca firmaların; insanların ve sosyal yapının direniş gösterdiği
değişimleri nasıl en iyi şekilde gerçekleştirebileceklerini öğrenmeleri gerekmektedir.
Süreçlere odaklanmak yapılsal bir uygulama olmasına rağmen; yapısal bir değişiklik
olarak kabul edilemez [13].
Süreç odaklılık,süreçleri organizasyon içerindeki çalışanların hizmet ettikleri birer
birim olarak kabul eder. Süreçler işe değil sonuca yönelik gerçekleştirilirler. Aynı
zamanda süreçler bu sonuçlara ulaşmak için çalışan birçok insanı bir araya getirirler.
Müşteriler ise anahtar rolündedir. Tüm bunları internet veya intranet gibi
teknolojileri de bir araya getirip, birleştirmek ve koordine etmek başarılı sonuçlara
ulaşılmasında kritik öneme sahiptir [13].
Deakins ve Makgill ise DM hakkında yapılan çalışmaların genelde insan ve bilgi
teknolojileri üzerinde durduğunu; ancak DM’nin kendisinin literatürde yer
almadığını yaptıkları çalışmada ortaya koymuşlar, bu konuda geniş kapsamlı
çalışmalarını yapılması acil bir ihtiyaç olduğunu belirtmişlerdir[9]. Barothy ve
diğerleri de 1995 de yayımlanan çalışmalarında DM’nin yeni bir araştırma alanı
olduğundan ve 1991’den itibaren bu konuda çalışmalar yayımlanmaya başladığın
bahsetmişlerdir. Özellikle ilgi çektikleri nokta ise bu dört yıl içinde yayımlanan
çalışmaların sadece 17 tanesinin temel nitelikte olduğu; diğerlerinin ise yönetim
bilişim dergilerinde yayınlandığıdır [4].
DM üzerinde yapılan en detaylı çalışmalardan biri Davenport ve Stoddart’ınki
olmuştur. Bu iki araştırmacı DM’nin getirdiği öne üsürlen yeniliklerden yola çıkarak
DM’ni değişik açılardan incelemişlerdir [8].
Davenport ve Stoddart’a göre DM’liğinin yenili olarak düşünülen süreç odaklı
yaklaşım Frederick Taylor’a kadar uzanmaktadır. Her ne kadar DM süreçleri daha
geniş kapsamlı tutmuş olsa da Değer Zinciri Yönetimi (Value Chain Management)
DM’den daha eski bir yaklaşım olduğundan bu noktada da bir yenilikten
bahsedilemez. İş süreçlerindeki radikal gelişmeler ise Joseph Juran ve W. Edward
Deming tarafından önceden tahmin edilen gelişmelerdir. Teknolojideki gelişmelerin,

4
organizasyonel yapıda ve insan kaynakları yönetiminde yaratacağı değişiklikler ise
Taavistock Enstitüsü tarafından 1950’den beri bilinmektedir [8].
DM ise bu kavramları ilk defa bir arada kullanmış ve araştırmacılar da bu
kavramların tarihsel köklerini düşünmeden, bir yenilik olarak kabul etmişlerdir.
Sonuç olarak yine de firmaları iletişim eksiklerinden, korkudan ve netleştirilmemiş
değişilik programlarından koruduğu için DM’liği güçlü bir yaklaşımdır [8].
Günümüze yaklaştıkça, elde edilen deneyimlerden de yola çıkarak DM’nin ortaya
çıktığı dönemde ortaya atılan kesin ve radikal yönteminin daha ılımlı hale geldiği
görülmektedir [16]. DM hakkında tüm bu tartışmalar şu şekilde özetmelenebilir:
• DM yeni bir yönetim tekniği değil mevcut teknikleri bir araya getiren yeni bir
yaklaşımdır.
• Her zaman radikal değişiklikler yapılması mümkün değildir. Hammer da
1996 tarihli çalışmasında vurgulanması gereken kelimenin “radikal” değil,
“süreç” olması gerektiğini ve hata yapmış olduğunu belirtmiştir.
• Daha önce de belirtildiği gibi her zaman yeni bir beyaz sayfa açmak
mümkün olamaz; onun yerine mevcut sistemin düzeltilmesi daha sık
gerekmektedir.
• DM’nin başlangıcında belirtilen geniş kapsam kadar, bağımsız olarak
faaliyetlere de uygulanması mümkündür; hatta alınan risk daha az
olduğundan tercih edilebilir bir durumdur.
• Bilgi teknolojileri her ne kadar DM’nin merkezinde yer alıyomuş gibi
görünse de, bilgi teknolojileri olmadan da DM’ uygulamaları yapmak
mümkündür.
• DM’nde her ne kadar makineleşme ağır basmış olsa da; daha sonraki
çalışmalar, stratejik ve insan boyutlarının da DM kapsamında yer alması
gerektiğini vurgulamaktadır.
• DM’nin kritik performans ölçütlerinde büyük gelişmeler sağlayacağı öne
sürülmüş olsa da genelde beklenen gelişmeler sağlanamamıştır.
• DM’ye göre organizasyon tepeden aşağıya doğru yapılandırılır; ancak birçok
çalışma başarılı DM uygulamaları için alt seviyedeki katılım, bağlılık ve
sahiplenmenin büyük önem taşıdığını göstermektedir.
• Hammer ve Champy her ne kadar DM’nin yöntemi olmadığını ve sadece
“yaratıcılık” gerektirdiğinin üzerinde durmuş olsalar da; Kettinger 1997’de

5
yaptığı çalışmasında DM’ne yönelik birçok methot, teknik ve araç olduğunu
ortaya koymuştur [16].
Daha sonraki çalışmalar, popüleritisini yitirdiğini; fakat süreç odaklı yaklaşımın hala
varlığı devam ettirdiğini göstermektedir. Zaten Hammer da 1996 yılında yayımladığı
çalışmasında üzerinde durulması gereken noktanın “süreç” olduğunu
vurgulamıştır[16].
Süreç yönetimi ise sürekli süreç geliştirme yöneliktir. Küçük gelişmelerden, radikal
değişikliklere kadar süreç iyileştirmek için yapılan tüm faaliyetleri kapsar. Mevcut
koşullara göre yapılacak olan iyileştirme ve geliştirme çalışmalarının ölçeği
belirlenir. İş süreçleri odaklıdır ve süreç modelleme yaklaşımları ve araçları bu
yaklaşımda önemli öğelerdir[16].
Şekil 2.1: Değişim Mühendisliğinden Süreç Yönetimine Geçiş [16]
Değişim Mühendisliği
• Hikaye • Radikal • İT’ye
bağımlı • Mekanik • Yaratıcılık
Süreç Yönetimi • Hibrit • Şartlara bağlı • İT kullanan • Bütüncül • sistematik
İş Süreç Modelleri
destekler Gerçek hayattan alınan dersler

6
3. SÜREÇ
Süreç bir başlangıçı ve sonu olan, bir ürün ya da hizmetle sonuçlanan, tekrar
edilebilir, sıralı bir dizi olaydır[20]. Bir başka bakış açısından tanımlanması
gerekirse belli bir amaca yönelik olarak bir grup insanın birlikte çalıştıkları
aktivitelerdir. Her organizasyon, amaçlarına ulaşabilmek için belli sayıda süreci
uygular. Örneğin;
• Yeni ürün tasarımı
• Yatırım kararı alınması
Süreçler ortak aktiviteleri, insanları ve makineleri içerir. Her sürecin bir amacı
vardır.
Yukarıda verilen süreç örneklerinin amaçları;
• Piyasadaki bir açığı kapatmak için karlı olarak üretilebilen, pazarlanabilen ve
satılan bir ürün geliştirmek
• Mevcut sermayeyi, kabul edilebilir bir risk seviyesinde yatırım araçlarına
dağıtmak
Organizasyonlar belli durumlarda “ne” yapılması gerektiğini belirlemek için
“prosedür”ler hazırlar. Örneğin müşteri şikayetleri ile ilgilenmek üzere hazırlanmış
bir prosedür olabilir. Prosedürler grupların amaca yönelik aktivitelerini
belirlediklerinden, süreçleri temsil ederler.
Bir süreç hiçbir zaman bir fonksiyon değildir. Firmalarda muhasebe, üretim,
pazarlama, kredi kontrol gibi departmanlar; bu departmanların görevleri, çalışanları
ve kaynakları vardır. Ancak bu departmanların hiçibir tek başlarına birer süreç
değildirler; süreçlerin birer parçası olarak görev yaparlar[19].

7
3.1. Sürece İlişkin Tanımlar
Aktivite (activity): Zaman içinde olan ve ölçülebilen olaydır.
Açıklayıcı Notlar (annotation): Süreç akış şemaları veya süreç haritalarına semboller
ya da kodlar verilerek hataların oluştuğu, çevrim süresinin uzadığı, çevrim süresinin
belirsiz olduğu ve beklenmedik maliyetlerin yaratıldığı noktaların belirlenmesidir.
Mevcut Durum (as-is condition): Sürecin ya da sistemin etkinliğine, etkiliğine,
rekabet edebilme gücüne bakılmaksızın işleyişidir.
Olay(event): Belirli bir anda gerçekleşen ve ölçülemeyen durumdur.
Paralel olaylar (paralel events): Aynı anda gerçekleşen iki ya da daha fazla olaydır.
Park Alanı (parking lot): İlerideki bir zamanda kolay ulaşmak amacıyla, süreç
geliştirmeye yönelik fikir, kavram ve önerilerin toplandığı yerdir.
Öncül Olay (predecessor event): Belirli bir olay başlamasından önce gerçekleşmesi
gereken olaydır.
Süreç Analizi (process analysis): Süreç akış şemaları, süreç haritaları, açıklayıcı
notlar gibi araç ve methotları kullanarak, süreçlerin incelenmesidir.
Süreç Analizi ve Gelişim Ağı (prcess analysis and improvement network PAIN):
Üretim ve hareket ilişkin süreçlerin anlaşılmasını kolaylaştırmak amacıyla süreçlerin
biraraya toplanmasıdır.
Süreç akış şeması (process flow chart): Süreç içerisindeki olayları açılamaya
yönelik,tek yönlü oklarla birbirine bağlanmış, geometrik şekillerin bütünüdür.
Süreç geliştirme (process improvement): Süreç içerisindeki aşamları geliştirerek ya
da tekrar tasarlayarak mevcut sürecin iyileştirilmesidir.
Süreç haritası (process map): Süreç akış şemalarının iki yönlü halidir. Belge akışını
da gösterir.
Seri olaylar (series events): Sırayla gerçekleşen iki ya da daha fazla olay bütünüdür.
İdeal durum (should be condition): sürecin ya da sistemin en etkin, etkili ve rekabetçi
halde çalışması için gerekli durumdur.
Ardıl olay (successor event): Belirli bir olayın ardından gerçekleşmesi gereken
olaydır.
8
Sistem (system): Bir araya geldiklerinde bir projeyi, bir programı ya da tüm
organizasyonu meydana getiren, başlangıçları ve bitişleri ortak olan, paralel veya seri
olarak düzenlenmiş süreçlerin tümüdür[20].
3.2 İş Süreçleri
Genel olarak bir iş süreci, girişimcilerin işleri ve kaynakları belli bir amaca yönelik
organize etmesiyle oluşur. Daha önceleri işlerle ve kaynaklar özellikler ve
fonksiyonlar olarak düzenleirken, günümüzde organizasyonlar ellerindeki kaynakları
belli bir çıktı üretmek için yönlendirmektedirler. Bu süreç odaklılık “süreç
müşterisinin beklentilerini karşılamak için belli bir sonucun gerçekleştirilmesine
yönelik birbirleri ile ilişkili işlerin tümü süreci meydana getirir” tanımına götürür.
Tanım daha detaylı incelenecek olursa, “belli bir sonucun gerçekleştirilmesi” her
sürecin belli bir sonucun elde edilmesi için gerçekleştirildiğini ifade etmektedir. Bu
sonuç tek başına tanımlanabilir ve ölçülebilir olmalıdır. Yeni ürün geliştirme, servis
probleminin çözülmesi, siparişlerin karşılanması, işçi alımı gibi örneklere
baktığımızda hepsi bu kurala uymaktadır. Kaç adet yeni ürün geliştirildiği ya da
serviste meydana gelen sorumların kaç tanesinin çözüldüğü sayılabilir. Fakat kaç
tane “araştırma ve geliştirme” ya da “insan kaynakları”nın gerçekleştirildiği
sayılamaz. Çünkü bunlar departmanlar ya da fonksiyonlardır. İyi bir süreç adı sonucu
da içerir [25].
Tanımdaki “Süreç müşterisi için” kısmı incelenirse, müşteri sürecin çıktısını
kullanacak, süreç çıktısından faydalanacak olan kimse, organizasyon ya da geniş bir
Pazar olabilir. Fakat müşteri tanımlanabilir ve sonucun ne kadar tatmin edici
olduğunu değerlendirebilir. Müşteri organiasyon içerisinde yer alabilir. Örneğin işe
alınan işçinin çalışacağı departman işçi alma sürecinin müşterisidir. Müşteri
açısından süreci ele almak, sürecin tanımlandırılmasını ve isimlerindirilmesini
kolaylaştırır [25].
Bir süreç müşteri için çıktı üretirken aynı zamanda sürecin diğer paydaşları için de
fayda üretir. Bu durum için en yaygın örnek süreç sonunda müşteri organizasyona bir
ücret öder. Bu da organizasyonun süreçten sağladığı faydadır [25].
İş süreçleri faaliyetlerin, adımların ya da işlerin bir bütünüdür. Faaliyet, adım , görev
ya da her nasıl isimlerdirilse isimlendirilsin bu adımlar tanımlanabilir ve
organizasyon içinde bir aktör tarafından gerçekleştirilen birer “iş”tir. Aktör belli bir

9
rolü ya da iş faaliyetini üstlenmiş tek bir çalışan olabileceği gibi bir grup ya da bir
departman olabilir [25].
Süreci oluştural adımlar birbirleri ile ilişkili olup, rasgele seçilmiş işler değildirler.
İşletme içindeki X bir çalışan siparişlerin alınmasından, müşteri şikayetlerinin
incelenmesine birçok işi yapıyor olabilir. Aynı şekilde insan kaynakları departmanı
da işçi alımından, verilecek eğitimlerin bütçelerinin düzenlenmesine birçok iş
yapmaktadır. Fakat aynı birimler tarafından gerçekleştirilen bu işler bir araya gelerek
süreci oluşturmaz. Büyük ihtimalle X çalışan ile insan kaynakları departmanı birçok
süreçte birlikte çalışmaktadırlar [25].
Öyleyse önceden verilmiş olan tanım iş sürecini tam olarak açıklamaktadır. Birçok
firma da iş süreçlerine odaklanmaları gerektiği gerçeğinin farkındadır. Buna rağmen
birçok firma temel süreçleri tanımlamakta güçlük çekmektedir. Bunun temel nedeni
ise gerek organizasyonel yapılar gerekse işlerde özelleşme gibi nedenlerle iş odaklı
yaklaşımın kırılamamış olmasıdır [25].
3.3. Süreç Çeşitleri
İş süreçleri üç ana başlık altında toplanabilirler;
• Temel süreçler
• Yardımcı süreçler
• Yönetim süreçler
Temel süreçler dış müşteriyi tatmin etmek için yürütülen; müşterilerin algıladığı
katma değerin yaratıldığı süreçlerdir. Bir müşteri ihtiyacına yanıt verir ve tatmin
sağlar.
Yardımcı süreçler iç müşteri tatminine yönelik süreçlerdir. Temel sürece verdikleri
destek ile dış müşteriye dolaylı; işe ise doğrudan değer katarlar.
Yönetim süreçler ise temel ve yardımcı süreçlerin yönetilmesi ile ilgili olan
süreçlerdir; iş süreçleriyle planlama düzeyinde ilgilenirler[19].

10
3.4. İş Süreçlerinin Kakarteristikleri
3.4.1. Ölçülebilir
İş süreçleri paydaşlar tarafından önemli kabul edilen her açıdan ölçülebilir olmalıdır.
Müşteriler ödeyecekleri tutar ve sonucun alınması için gerekli olan süreye önem
veriyor olabilirler. Organizasyon ise eğitim süreleri ve verimlilik istatistikleri
üzerinde yoğunlaşmış olabilir. yöneticiler ise maliyetler, müşteri memnuniyet düzeyi
ve diğer değişkenleri öğrenmek isteyebilir. İyi tanımlanmış ve iyi tasarlanmış bir iş
süreci ise tüm paydaşların ihtiyaçlarına yanıt verebilmelidir[25].
İş süreçleri paydaşlar tarafından önemli kabul edilen her açıdan ölçülebilir olmalıdır.
Müşteriler ödeyecekleri tutar ve sonucun alınması için gerekli olan süreye önem
veriyor olabilirler. Organizasyon ise eğitim süreleri ve verimlilik istatistikleri
üzerinde yoğunlaşmış olabilir. yöneticiler ise maliyetler, müşteri memnuniyet düzeyi
ve diğer değişkenleri öğrenmek isteyebilir. İyi tanımlanmış ve iyi tasarlanmış bir iş
süreci ise tüm paydaşların ihtiyaçlarına yanıt verebilmelidir[25].
Şekil 3.1: Süreçler Arasındaki İlişki[19]
3.4.2 Otomasyon
Süreç içerisindeki görevler teker teker incelendiğinde otomasyon bir rol oynamıyor
gibi görülebilir. Bir iş tümüyle manuel olarak gerçekleştiriliyor olabilir. Yine de
günümüzde birçok süreç en azından kısmi olarak otomatik hale getirilmiş; tüm
işlemlerin anında ve elektronik olarak yapılması (straight-trough processing)
olanağının ortaya çıkmasıyla, bazı süreçler ise tamamen otomatik olarak
gerçekleştirilir hale gelmiştir. Menkul kıymetler borsasında gerçekleştirilen süreçler
buna örnek olarak verilebilir[25].
TEMEL SÜREÇ
Müşteri İstekleri
Müşteri Tatmini
Yardımcı Süreçler
Yönetim Süreçleri

11
3.4.3. Düzeyler
Bir süreç birçok düzeyde tanımlanabilir. Bir süreç tanımlanabilir, süreç içerisindeki
temel noktalar tanımlanabilir ya da iş akışları olarak detaylı süreç haritaları
çıkarılabilir. Duruma göre süreç tanımının içereceği detay miktarı değişir [25].
3.4.4. İçsel ve Dışsal Müşteriler
Her süreçten temel amacını gerçekleştirmesini bekleyen bir süreç müşterisi vardır.
Süreçlerin müşterileri tanımlanabilir; böylece müşteri değerlendirmeleri alınıp, süreç
tasarımının müşteri beklentilerini karşılama düzeyi belirlenebilir [25].
Müşterilere odaklanılmasının bir başka nedeni ise tüm sürecin sorumululuğunu alan
bir birimin organizasyon içerinde mevcut olmayışıdır. Müşteriler ise sürecin
bütünlüğünü sağlar. Bu nedenle müşterilerin tanımlanması sürecin anlaşılması için
gereklidir [25].
Süreçler kimi zaman müşterilerine içsel ya da dışsal olmasına göre
sınıflandırılabilirler [25].
Dışsal müşteriler için gerçekleştirilen süreçler genelde işletmenin var oluş nedenidir.
Bu nedenle de “temel süreç” olarak adlandırılırlar. Birçok işletmenin genelde yedi ile
on arasında değişen temel süreci vardır. Pazar araştırması, müşteri kazanma, ürün
geliştirme, tedarik zinciri yönetimi, siparişlerin karşılanması gibi süreçler temel
süreçlere örnek olabilir. Ancak süreçler bu halleri ile analiz edilmeye geliştirilmeye
uygun değildirler. İş akış süreçleri modellerine yaklaşıldıkça, gerçek süreçlere
yaklaşılmış olur [25].
Projeler için dış müşterelere odaklanılması, organizasyonun performansı için eşik
değerin belirlenmesi açısından faydalı olur. Ancak kimi süreçler sadece iç müşteriler
için gerçekleştirilir. Örneğin insan kaynaklarına yönelik süreçler genelde iç
müşteriler içindir [25].
İç müşterilere yönelik olarak gerçekleştirilen süreçler genelde “destekleyici süreçler”
olarak adlandırılırlar. Bu süreçler, teknik açıdan destekleyen ve sosyal açıdan
destekleyen süreçler olmak üzere iki alt guruba ayrılır. Tenik destek veren süreçler
genelde altyapı ile ilgili olan süreçlerdir ve diğer iş süreçlerine hizmet ederler. Sosyal
açıdan destek sağlayan süreçlere ise işçi alımı, çalışan eğitimleri gibi süreçler örnek
verilebilir [25].

12
Her ne amaçla gerçekleştiriliyor olur olsun, tüm süreçler önemlidir .Kime yönelik
gerçekleştirildiklerine bakılarak süreçler önem sırasına sokulmamalıdır. Bu
sınıflandırmalar süreçlerin doğal sınırlarının belirlenmeside kullanılmalıdır[25].
3.5. Süreçlere Yönelik İki Öneri
Süreçlerin doğasını anlamak ve sınırlarını belirlemek açısından unutulmaması
gereken iki önemli nokta vardır:
1. Süreçler organizasyon içerisinde saklıdır.
2. İş süreçlerini çok küçük tanımlama eğilimi vardır.
3.5.1. Saklı Süreçler
İş süreçleri genelde belirgin değillerdir; organizasyon yapısı, işler ve sistemler
içerisinde gömülü kalmışlardır. Bu nedenle süreçleri tanımlarken güçlük çekilmesi
ya da ortak bir noktada uzlaşılamaması şaşırılacak ya da üzüntü yaratacak bir durum
değildir. Bazı durumlarda müşteriler süreçleri daha kolay tanımlarlar. Çünkü süreci
bir bütün olarak gören tek paydaş müşterilerdir. Organizasyonel yapı ile
ilgilenmezler; sonuca odaklanmışlardır.
Özellikle de yıllarca organizasyona odaklı olunması, firmaların süreçlerini
tanımlamalarını daha da güçleştirmektedir[25].
3.5.2. Daha Büyük Olması Daha İyidir
İş süreçleri elemanlarını (insanlar, kaynaklar, sistemler ve iş) koordine eder. İyi
tsarlanmış bir süreçte tüm bu elemanlar iş adımlarını da içerecek şekilde iyi koordine
edilmiştir.
Sürecin herhangi bir noktasından başlanarak geriye ve ileriye doğru ilerlenip her iki
uçta da sürecin gerçekleştirilmesine neden olan müşteriyi bulmak gerekir [25].
İdeal bir sürecin her bir adımındaki girdi ve çıktılar iyi düzenlenmiştir. Yani bir
adımın çıktısı doğrudan, kesintiye uğramadan ilerleyerek diğer bir adımın girdisini
oluşturur. Süreç tasarımcıları genelde bunu süreç sınırları içerisinde gerçekleştirirler.
Ancak aynı süreç tasarımcıları süreçlerin sınırları belirlemekte bu kadar başarılı
değildirler. Genelde süreçleri optimize etmeye çalışırken, kısıtlar eklenerek
süreçlerden uzaklaşılır. Verilerin yeniden tanımlanması, girdilerin sınıflandırılması,

13
ayrı alanlara taşımaların yapılması, sabit süreç çizelgeleri örnek olarak verilebilir.
Müşterilerin temsil alma sürecini optimize edilebilmesi için süreçlerin müşterilerden
gelecek verilere ihtiyacı vardır. Bu da içsel süreçlerin optimal seviyede olmalarına
karşın temel sürecin yavaşlamasına neden olur. Daha da kötüsü bu yavaşlama
genelde verilerin yeniden tanımlanmasında ortaya çıkar ki, bu da daha fazla
gecikmeye neden olur [25].
Partiler halinde çalışma da problem söz konusudur. Partiler halinde çalışmanın
mantığı işlerin tek tek ele alınması yerine benzer işlerin grup halinde ele alınarak,
daha etkin gerçekleştirilmesidir. Örneğin hazırlık sürelerinden tasarruf etmek
mümkündür. Ancak işler bu durumda yeterince büyük bir parti haline gelebilmek
için beklemek durumunda kalırlar [25].
Bu olay Dr. Eliyahu Goldratt tarafından açıklanmış ve şu sonuca ulaşılmıştır:
Süreçler olabildiğince geniş kapsamlı tanımlanmalıdır. Çünkü birçok küçük süreç,
kendi içinde etkin olmayaçalışır. Yerel optimizasyonlar ise genel optimizasyonu
engeller[25].
3.6. Süreç Sınırlarının Belirlenmesi
Her projede olduğu gibi süreç iyileştirme projelerinde de çalışmanın kapsamının
belirlenmesi çok önemlidir. Amaçsızca yapılmış iyileştirmeler, aslında herşeyi
kötüye götürmekten ve yeni sorunların ortaya çıkmasına neden olurlar. Bunu ortadan
kaldırmak için yapılması gereken, iş süreçlerinin, bu süreçlerin sınırlarının ve
çalışmanın yapılmasının amaçlarının tanımlanmasıyla işe başlamak gerekir. Bir
başka deyişle sürecim çerçevesi oluşturulmalıdır [25].
Süreç modelleme çalışmalarının başarısız olduğu durumlar ise genellikle bu
çerçeveye yeterli önem verilmemiş olduğu durumlardır. İş süreçlerinin çerçelerini
tanımlarken kullanılabilecek üç kilit nokta vardır.
• Süreçler bir olayla başlar ve müşteriler için üretilmiş ölçülebilir çıktılarla
sona erer.
• İş süreçlerinin çoğu farklı departmanlardan geçer ve değişik fonksiyonlardan
oluşur.
• Sürecin olabildiğince büyük olması her zaman daha iyidir.

14
Projeler kapsamını belirlerken projenin neleri içereceği kadar, neleri içermeyeceği de
önemlidir. Projeler yönetilebilecek kadar küçül olmalıyken, aynı zaman fark
yaratacak kadar da büyük olmalıdır. Projenin kapsamı dar tutulursa alt optimizasyon
gerçekleştirileceğinden, sistem genel olarak daha da kötüye gidebilir. Kapsam çok
geniş olduğunda ise çabaların dağılması ve sonuçsuz kalması gibi bir problem ortaya
çıkabilir [25].
Koulopoulos’ a göre proje kapsamı yetki alanının dışına çıkmamalıdır. Eğer
çıkıyorsa projenin kapsamının yeniden belirlenmesinde fayda vardır.
İş sürecinin doğru tanımlanması ve anlaşılır olması için potansiyel yanlış
anlaşılmaların ortadan kaldırılmasına “süreç çerçevesinin oluşturulması” denir. Süreç
çerçevesinin bileşenleri şu şekilde sıralanabilir:
• İsim-fiil formatında bir süreç ismi
• Süreci başlatan olay
• Sürecin çıktıları
• Çıktıları kullanacak olan müşteriler
• Sürecin diğer paydaşları ve paydaşların bekledikleri faydalar
• Süreç içerisindeki temel aktiviteler (beş ile yedi arasında)
• Süreç içerisindeki aktörler
• Süreci destekleyen mekanizma
• Süreç zamanlaması ve sıklığı
• Kapsam dışında kalan fakat süreçle ilişkili diğer süreçler
Süreç çerçevesi süreç iyileştirme çalışmalarına en fazla faydayı sağlayacak
safhadır[25].
3.7. Yönetim Açısından Süreç Odaklılığa İlişkin Altı Tez
3.7.1.Her Organizasyonel Yapının Etkinliğini Etkileyen Kendine Özgü İlişkileri Vardır:
Ekonomik nedenlerle kurulmuş olan her işletmenin amacı kar elde etmektir. Bunun
için ise işletmenin ürettiği ürün ya da verdiği hizmet müşteri tarafından kabul
görmelidir. İşletmeler yaşayan sosyal ve teknik sistemlerdir ve çevreleri ile

15
etkileşimlerri süreklidir. Bu nedenle iş süreçleri iş çevresinin etkisi altındadır; iş
süreçlerinin gelişimi değişik yönlerden gelen etkilerin sonucudur [2].
3.7.2.Rekabet Baskısı Altında Varlığını Sürdürme Çabası İş Süreçlerinin
Geliştirilmesini Sağlar
Firmaların evrimi, rekabetin garantisi altındadır. Bir piyasada rekabet var olduğu
sürece yeni fikirler ve icatlar ortaya çıkar. Rekabet koşullarında varlığını sürdürmek
isteyen bir firma ise değişen koşullara uyum sağlayabilecek, kendisine klavuzluk
edebilecek, kontrol ve değerlendirme enstrumanlarına ihtiyaç duyar. Bu durumda
esntrumanlar maliyet açısından etkin ve hızlı olmalıdırlar [2].
3.7.3.İnsanlar Ve Çevreleri Süreç Değişikliklerini Belirler
Süreç odaklı düşünmenin en önemli yanı sürece katılan tüm çalışanların müşteriye
yönelik süreç göz önünde bulundurarak çalışmasıdır. Başarılı firmalar genelde
süreçlere katılan insanların birleşmesini en fazla sağlayabilen firmalardır.
Gelecekte organizasyonların ağ yapısında olmaları beklenmektedir. Böylece yaratıcı
katılımcılık artacak, daha esnek ve öğrenmeye daha açık organizasyonlar
oluşturulmuş olacaktır [2].
Süreç yönetimi mevcut yönetimlerin yerini daha yeni ve daha etkin yönetim
tarzlarını gerektirir. Çünkü süreç odaklı yönetimlerde, firmaların performansını
değerlendirecek olanlar iç denetçiler değil; müşterilerdir [2].
Süreçleri gerçekleştiren çalışanları motive etmenin yolu onlarl yetkilendirmek,
sorumluluk vermek ve başarıyı tatmalarını sağlamaktır. Bu nedenle çalışanlara
vizyonun, stratejik ve operasyonel hedeflerin aktarılması; çalışanların gelişmeden ve
gelişme hedeflerinden haberdar edilmesi gerekir [2].
3.7.4.Esneklik Firma Etkinliğinin Garantisidir
Firmaların varlıklarını sürdürmeleri için sadece yüksek performansla çalışmaları
yeterli değildir. Aynı zamanda değişen koşullara da uyum sağlayabilmeleri gerekir.
Yapısallaştırılmamış süreçlerin yeni durumlara uyarlanmaları zordur. Çünkü bu
süreçler kontrol dışıdır. Ancak yapısallaştırılmış süreçlerin diğer süreçlerle olan

16
ilişkileri net olarak gözlemlenebilir ve yapılan değişikliklerini sistemin geneline ya
da diğer süreçlere zarar vermesi engellenebilir [2].
3.7.5.Yenilik üretebilme potansiyeli ve bu potansiyelin doğru kullanımı
firmaların yükselmesinde etkilidir
Öneri sistemleri ve benzer sistemler firmalarda kullanılmasına karşın, bu
mekanizmaların aktif hale getirilmeleri zordur. Zaman kısıtı ve sorumlu kişilerin
koydukları sınırlamalar nedeniyle firmalar kendi içlerindeki potansiyeli tam olarak
kullanamamaktadır [2].
Yapısallaştırılmış süreçleri ise detaylandırarak inceleme şansı bulunduğundan
çalışanların süreçleri anlamaları basitleşir; yeni fikirler ortaya atarak sorumluluk
alanlarını geliştirebilirler [2].
3.7.6.Çalışanların Süreçlere Dahil Edilmeleri Başarıyı Korur
Geleneksel yönetim yaklaşımlarından farklı olarak süreç odaklı yaklaşımlar
yetkinliklerin hiyerarşiyi azaltacak şekilde dağıtılması, daha fazla karar verme
özgürlüğü ve daha geniş bir sorumluluk alanı verilmesini gerektirir [2].
Değişen piyasa koşullarına hızlı adapte olabilmek için artan esneklik ihtiyacı, müşteri
istekleri, genişletilmiş ürün grupları ve yeterli seris ihtiyacı organizasyonel
değişimlerde katalizör görevi görür[2].

17
4. SÜREÇ MODELLEME
Akış şemaları ve süreç haritaları süreçleri görselleştirmeye yararlar ve uzun bir
sürede daha kullanılacakları ortadadır. Akış diyagramlarına ilk sistematik yaklaşım
Golstine ve von Neumann tarafından 1946da yazılım geliştirme çalışmalarının bir
parçası olarak geliştirilmiştir. O günden sonra değişik boyutlar ve şekillerdeki akış
şemaları yönetim alanında popüler olmuş; kurallar, prosedürler ve organizasyonel
elkitaplarında yer almışlardır.
Süreç modelleri süreçlere görsellik kazandırarak, süreçlerle ilişkisi olan tüm
paydaşların süreç taminini arttırmıştır. Modeller ölçeklendirilebilir, yapılandırılabilir
ve bilgi sistemleri ile iş gereksinimleri arasında köprü görevi görebilir nitelikte
olmalıdır [21].
Zaman içerisinde süreçlere olan yaklaşım değişmiş; süreç sahipleri süreçlerini
anlamakla kalmayıp, süreçlerini kendileri modeller hale gelmişlerdir. Buradaki
varsayım, süreçle ilgili bilgileri süreç analistlerine aktarmaktansa, kavramları ve
süreç geliştirmek tekniklerini öğrenmenin daha kolay olmasıdır. Ayrıca önemli olan
analizlerin sonuçlarını elde etmek değil; bu sonuçları yönetilebilir ya da
uygulanabilir süreç spesifikasyonları haline getirebilmektir [21].
Başka bir konu süreçlerin modellenme nedenlerindeki artıştır. Bir çok organizasyon
süreç modellerini işletmenin tümüyle ilişkilendirmektedir.
Tüm bu gelişmeler akademik açıdan araştırılabilecek birçok alan ortaya çıkarmasına
rağmen, mühendislik teknikleri, araçları ve modelleme yöntemlerinin başarısız olma
riskini arttırmıştır [21].
Kimse modellemenin neden gerektiğini ciddi bir şekilde sormazken, ilgi modelleme
maliyetine yönelmiştir. Bu soruya dünya üzerinde mevcut olan birçok değişik
projeden farklı yanıtlar gelebilir. Sıra dışı bir durum olaraksa, kimi firmalar metotlara
inanmadıkları savunup süreç modellerini reddetmektedirler. Çok yüksek maliyetleri
olsa bile bu firmaların gelecekte kullanmak üzere hazırladıkları süreç planları basit
çizimlerden ibarettir. İş süreci tasarımının ilk safhaları çok maliyetli olmamasına

18
karşın bu tasarımlar, iş süreçlerinin uygulamasında maliyet ve fayda bakımından en
büyük katkıya sahiptirler[21].
Bir başka dışa düşen firma örneği ise, iş süreçlerini modelleri için ayrı bütçe ayırıp,
süreçlerine rehberlik etmesi için sayfalarca döküman hazırlayan firmalardır. Araçları
firmalarına uygun hale getirmek için haftalarını harcar ve kapsamlı olarak süreçlerini
modellerler. Bu iki ekstrem nokta arasında birçok uygulama görmek mümkündür;
ama süreç modelinin değeri anlaşılabilirliği ile ölçülür [21].
4.1. Süreç Tasarımı Ve Ürün Tasarımı İlişkisi
Tasarım kelimesi genelde bir ürünün görünüşünü anımsatsa da daha geniş kapsamlı
bir faaliyettir. Tasarımın genel geçer bir tanımı olmamakla beraber, üretim veya
servisler için gerekli kaynakların ve/veya faaliyetlerin düzenlenerek, çalışanların
fonksiyonel ihtiyaçlarının karşılanmasıdır denilebilir. Bu nedenle tüm operasyon
müdürleri yanı zamanda operasyonlarının tasarımcısıdır. Yeni bir makine ya da
ekipman alındığında ya da ekipmanların yerleşimleri tekrar düzenlendiğinde tasarıma
yönelik bir karar verilmiş olur.
Şekil 4.1: Tasarım Çeşitleri [26]
Her ne kadar ürün ve süreç tasarımları farklı faaliyetler olarak düşünülse de
birbirleriyle olan ilişkileri red edilemez. Bir ürün ya da hizmet en ince ayrıntısına
Prototip ve nihai tasarım
Süreç Tasarımı Ürün/servis tasarımı süreci Ürün/ servis üretimi süreci
Fikir geliştirme
Görselleştirme
İlk tasarım
Değerlendirme ve geliştirme
Tedarik ağı tasarımı
Yerleşim ve akış
Süreç teknolojisi İş tasarımı

19
kadar tasarlanırken, bu ürünü ya da hizmeti üretecek sürecin tasarlanmamış olması
komik bir durum oluşturur. Özellikle de hizmet sektörü düşünüldüğünde süreçler
müşterilerle başlar ve müşterilerden bağımsız düşünülemez. Bu konuda oluşacak
güçlükleri üstesinden gelmek üzere çeşitli uygulamalar geliştirilmektedir [26].
4.2.Süreç Ve Ürün Tasarımları Müşteri Tatminini Sağlamalıdır
Ürün tasarımcılarına bakıldığında müşteri ihtiyaçlarını karşılayacak, estetik bir
görüntüye sahip ayrıca güvenilir olan ürünler tasarlamaları gerekir. Hizmet tasarımı
da müşteri ihtiyaçlarına yanıt verebilmeli ve karlı olmalıdır. Aynı koşullar süreç
tasarımı için de geçerlidir. Yanlış konumlandırılmış, yeterli kapasitesi olmayan,
yerleşimi hatalı, teknolojisi geri kalmış ya da gerekli kalifiye elemanı olmayan
süreçler de müşteri tatminini sağlayamazlar [26].
4.3. Süreç Tasarımı
Tüm yöneticilerin sorumlu oldukları süreçler vardır. Süreçler bir işletmenin her
yerinde gün boyu gerçekleştirilmeye devam eder ve süreçlerle katılan herkesi etkiler.
Bu nedenle süreç tasarımı ve süreç geliştirme son dönemde popüler bir yönetim
konusu haline gelmiştir [26].
Daha önceden de belirtildiği gibi süreç, belirli bir girdiyi belirli çıktıya
dönüştürmek üzere katma değer yaratan bir grup kaynak ve faaliyetler bütünüdür.
Öyleyse süreç tasarımı da belli bir amacı gerçekleştirmek için gerekli faaliyetlerin
tanımlanması, kimler tarafından hangi sıra ile gerçekleştirileceklerinin
belirlenmesidir. Tabii ki bu sıralamalarda bazı kısıtlar vardır. Örneğin bir faaliyetin
gerçekleştirilmesi için öncelikle başka bir faaliyetin gerçekleştirilmesi gerekebilir.
Bu nedenle süreç tasarlarınken bazı basit semboller kullanılarak süreç haritaları
oluşturulur [26].
4.3.1. Süreç Haritaları
Süreç haritaları süreci oluşturan aktivitelerin birbirleri ile ilişkilerini gösterir. Süreç
haritalarını çıkarmak için birçok yöntem olmasına karşın, bu yöntemlerin ortak iki
özellikleri vardır.
• Süreç içerisinde gerçekleşen değişik faaliyetleri tanımlarlar.

20
• Süreç içerisinde malzeme, insan ve bilgi akışını gösterirler.
Süreç haritası sembolleri farklı faaliyetleri sınıflandırmaya yarar. Her ne kadar genel
geçer semboller olmasa da ortak olarak kullanılmakta olan bazı semboller vardır. Bu
sembollerin büyük çoğu yaklaşık yüz yıl önce ortaya çıkmış olan “bilimsel yönetim”
döneminde kullanılmaya başlanmıştır, bir kısmı ise bilgi sistemleri akış şemalarından
Gelmektedir [26].
Şekil 4.2: Süreç Haritalarında Kullanılan Şekiller[26]
Operasyon : doğrudan ürüne değer katan faaliyet
muayene
taşıma
erteleme
depolama
faaliyet
Girdi ya da çıktı
Akış yönü
Sürecin başlangıcı ya da bitişi
karar
21
4.3.2. Süreç Modellemede Düşülebilecek Hatalar
Süreç modelleme iki nedenden dolayı karmaşık olabilir. Birinci neden kullanılan
tekniğin karmaşık olmasıdır. İkinci neden ise sürecin kendisinin karmaşık olmasıdır.
Süreç modelleri sürecin aynadaki yansıması gibidir. Tek farkı modeller süreçlerin
derinlemesine incelenmesi için olanak tanırlar. Yine de daha geniş açılardan
bakılarak karmaşıklık idare edilebilir boyutlara indirilebilir. Karmaşıklığından dolayı
modellemeyi bırakmak ise, iş süreçlerinin karmaşıklığı ile baş etmek vazgeçmek
anlamına gelir [21].
Süreç modelleme sanatçıların, bilim adamlarının, bilgi işçilerinin, bilgi sahiplerinin
ve bilgi teknolojilerinin bir araya geldiği bir alandır. İş süreçlerinin modellemesi
sadece bir sonuçtan süreç modellerinden ibaret olmayıp; kendisi de başlı başına bir
modeldir. Dikkat, bir dizi aktivite ve projenin bir araya gelmesiyle oluşur. Bu
nedenle süreç modelleme esnasında düşülebilecek hataların incelenmesi faydalı
olacaktır [21].
Stratejik Bağlantının Kurulamaması:
Organizasyon içerisinde gerçekleştirilen her faaliyet gibi süreç modellemenin de
doğrudan ya da dolaylı olarak bir ya da daha fazla iş konusu ile bağlatısının
kurulması gereklidir. Böyle bir bağlantısı olmayan herhangi bir şey israftır ve
durdurulması gerekir. Aynı yaklaşım süreç modelleme içinde geçerlidir. Özellikle
organizasyonda süreç yönetimi oturmamışsa, tüm yaklaşım denemeye dayalı ise,
finansal kaynak ve ilgi için rekabet etmesi gerekiyorsa, süreç modelleme
çalışmalarını bırakmak gerekir. Başarının devamlı olabilmesi için firme stratejileri ile
süreç modelleme çalışmaları arasındaki bağlantının gerçek ve algılanmış olması
gerekmektedir [21].
Yönetim Eksikliği:
Süreç modellemeyi kim sahiplenmektedir? Başarı nasıl ölçülmektedir? Araçlar,
metotlar, prosedürler ve raporlar hakkında kim nasıl karar vermektedir? Ve en
önemli soru tüm bu çalışmalar nasıl finanse edilmektedir? süreç yönetimi bilinçli
olarak sahiplenildiğinde, sorumluluklar da tanımlanmaktadır. Genel uygulama iş
alanları modellerden sorumlu olurken, süreç yönetimi grubu, modelleme
çalışmalarının tutarlılığından sorumludur [21].

22
Sinerji Eksikliği:
İş modellemeleri bir çok nedenle ilişkilendirilebilir. Bu nedenler iş süreçlerinin
dökümantasyonu, maliyetleri, benzetimi, yürütümesi ve geliştirilmesi olabilir.
Modeller firmada kullanılan yazılımların seçilmesinde, firmaya uyarlanmasında,
geliştirilmesinde; roganizasyon yapısının oluşturulmasında, insan kaynakları
planlamasında, proje yönetimi, bilgi yönetimi, döküman yönetimi gibi birçok alanda
kullanılmaktadır. Gelişmiş modelleme yöntemleri ile bu alanlar için gerekli girdiler
elde edilebilir. Ancak uygulamada , farklı departmanların, farklı nedenlerle,
birbirlerinden bağımsız olarak aynı süreci farklı şekilllerde modellediği
görülmektedir. Örneğin bir banka “Sarbanes-Oxley1” ile ilgili uygulamalarında bir
yazılım; süreç geliştirme çalışmalarında ise farklı bir yazılım kullanması durumunda,
ölçek ekonomisinden kullanılamamış ve modellerden tam anlamıyla
faydalanılamamış olur. Bu sorun bir önceki maddede olan sürecin sahiplenilmesinde
de problem olduğunu göstermektedir [21].
Modellemeyi Yapan Kişilerin Yeterli Olmaması:
Süreçleri analiz eden kişilerin gelişmiş, uyarlanmış araçlar ve detaylı modelle
yöntemlerinden fazlasına ihtiyaçları vardır. Bu kişinin görüşmeleri ve seminerleri
gerçekleştirebilmek için doğru metot ve becerilere de sahip olması gerekmektedir.
Önerileri ve dökümanları, yapısallaştırarak doğru süreç modellerine
dönüştürebilmelidir. Birçok organizasyon modelleme araçları üzerinde
yoğunlaşırken, modelleri geliştirecek elemanların eğitimini göz ardı eder. Aslında
büyük ölçekli modelleme çalışmalarına katılmış olan gruplar, modelleme yapan
kişinin kabiliyetlerinin önemli bir faktör olduğunu ortaya koymuşlardır.
Süreç yönetimi ve sertifikalı kurslara olan ilginin artması konunun önemi için ayrı
bir gösterge olabilir. Kalite güvence prosedürlerinin de süreç modellemenin bir
parçası haline gelmesi nitelik süreç modelleme elemanlarına olan gereksinimi
arttırmıştır [21].
Nitelikli Süreç Delegelerinin Olmayışı:
Süreç geliştirme çalışmalarına, modellemeyi yapanlar dışında, üç çeşit katılımcı daha
gereklidir. Bunlardan birincisi, süreci tanıyan, sürecin adımlarını bilen, hangi 1 Şirketlerin finansal raporlamaları üzerindeki kontrollerin iyileştirilmesini amaçlayan ve aynı zamanda etkin kurumsal yönetimi destekleyen bir çaba olarak görülen Halka Açık Şirketler Muhasebe Reformu ve Yatırımcıyı Koruma Yasası
23
verilerin gerekli olduğunu, istisnaları,kimlerin sürece katıldığı gibi bilgileri
verebilecek olan kişi veya kişilerdir. Çoğu zaman, süreçte detaylı inceleme yapacak
zaman ve kaynak olmadığından modeli yapan kişi, bu kişi ya da kişilerden aldığı
bilgiye güvenmek zorundadır; ancak yine de mevcut “eğerler”le değil; mevcut süreci
modellediğinden emin olmalıdır. İkincisi, yön gösterici görevini üstlenmelidir.
“Amaç nedir? Projenin süresi nedir? Kısıtlar nelerdir? Sorumlu kimdir? Başarı nasıl
ölçülür?” gibi soruların yanıtlarını veren kişidir. Üçüncü kişi ya da kişilerin ise
süreç içerisinden olması gerekmez; fakat süreci, amacı, kullanılmayan oalanakları,
mevcut uygulamayı ve gelişmeleri anlamış olmaları gerekmektedir. Bu kişiler fikir
üreteceklerdir. Bu guruba tedarikçiler, müşteriler, iş ortakları ilave edilerek onların
da bakış açısı kazanılabilir [21].
Kullanıcı Onayının Eksikliği:
Süreç analistleri ile süreç delegelerinin ortak çalışmamaları temel zorunluluktur.
Modeller çok fazla detaylandırılarak görünmez hale getirilmemelidir. Ayrıca internet
ve intranet kullanımının yaygınlaşmasıyla birçok firma süreçlerini organizasyon
içerisinde paylaşıma açmıştır. Böylece birçok çalışan kendi bilgisayarlarını
kullanarak süreçlere erişebilmektedir. Bu durumda süreç modelerini kendi
kendilerini açıklayabilir nitelikte olması gerekir[21].
Gerçekçilikten Uzak Olması:
Firmalar tasarlamak zorunda oldukları süreç sayısını tahmin etmeye çalışırılar ve bir
firmanın onlarca süreci vardır. Bu durum süreçle ilgili herşeyin ölçeklendirilebilir
olmasını gerektirir. (araçların nitelikleri, model tasarımcılarının nitelikleri, iletişim
stratejileri, modellerin sürekli izlenmesi ve güncellenmesi gibi). Bu nedenle seçim ve
değerlendirme aşamasında ölçeklendirilebilmenin önemi büyüktür [22].
Modelleme Araç ve Altyapısının Uyumsuz Olması:
Organizasyonlar modellerini belli bir yöntemle oluşturmak isteyebilirler; ancak, bu
modeli destekleyecek araçlar mevcut olmayabilir. Bu durum modelleme yöntemleri
geliştirilirken, geliştirilen yeni araçlar hakkındaki bilgi eksikliklerinden
kaynaklanabilir. Bir başka nokta da firmaların genelde analistler ve pazar
araştırmaları tarafından desteklenen araçları seçip, metotları araçlara göre uyarlama
eğiliminde olmalarıdır. Bu durum sadece modellemenin olgunlaşmadığı ve bağımsız
araçlar oluşturmanın mümkün olmadığı durumlarda işe yarar. Bağımsız araçlar

24
geliştirebilme araçların uyarlanma gereksinimlerini minimize eder, önceki
deneyimlerden faydalanma olanağını arttırır [22].
Detayların Eksik Kalması:
Süreçlerin ölçekleri sonsuza dek büyütülebilir gibi görünse de, süreçlerin hangi
bölümlerinin modellenebileceğine dair kısıtlar mevcuttur. Örneğin en sık kullanılan
Business Process Modeling Notions’ın (BPMN) nitelikleri bilgi yönetimi, faaliyete
dayalı maliyetleme projeleri gibi süreçleri modellemede yetersizdir. Bir başka
örnekse IDEF ve UML sistem analizi ve tasarımı için hazırlanmış olmasıdır. Tarihsel
açıdan bakıldığında süreç modelleme ile alakaları yoktur. Artmakta olan İş
Sürekliliği Yönetimi (Business Continuity Management) ve İş Kuralları Yönetimi
(Business Rule Management) uygulamaları ise mevcut araçlarca yeterince
desteklenememektedir. Öyleyse modelleme sürecinde kullanılan modelleme dili ve
aracının limitlerinin farkında olunması gerekir [22].
Dönüşümdeki Kayıplar:
İş modellerini sistem modellerine çevirirken oluşan kayıplardır. Modellemenin bilgi
teknolojilerini kullanma amacıyla yapıldığı düşünülsün. İş süreçleri yönetimi araçları
ile olan bağlantı standart ara yüzlerle sağlanmaktadır. Genelde kullanılmakta olan
arayüz ile ihtiyaç duyulan ara yüz arasında tutarsızlık vardır. İş süreçlerinin
modellenmesindeki değişik amaçların, IT’den almak istedikleri bilgiler farklıdır. Bu
nedenle standart IT uygulamaları süreçlerin %100 aktarılmasında yetersiz kalırlar
[22].
Çizim Araçlarında Olan Kayıplar:
Bilgisayar destekli çizim araçları genelde süreçlerin standartlaştırılmasında önemli
rol oynarlar. Bu araçların kullanımının artması, önceden tanımlanmış taslaklara ve
sık kullanılan modelleme dillerine kolay erişimi sağlamıştır. Bu araçlar kolay
kullanılabildikleri gibi rahatlıkla firmalara uyarlanabilmektedirler. Kısa süreli
kullanılacak olan belli süreçlerin modellenmesinde çok kullanışlıdırlar. Ancak büyük
ölşekli projelerde, analiz ve raporlama fonksiyonaliteleri ve diğer ölçekleri yetersiz
kalmaktadır. Sonuçta bu araçların her proje için yeterli olduklarını söylemek
mümkün değildir [22].

25
Tamamlayıcı Metotların Eksikliği:
Bir çok firma aldıkları modelleme araçlarını çözüm olarak görebilir; ancak, bu
firmaların ellerindeki araçları kullanacak metotlara da hakim olmaları gerekmektedir.
Bu araçları satanlar ise alıcılarına, kapsamlı, detaylı, test edilmiş ve kabul edilmiş
metotlar sağlamalıdırlar.
Aynı zamanda iş süreçlerini ve modelleme araçlarını hayat çevrimlerini
destekleyecek metotlar geliştirilmelidir. Bu metotlar modelleme yöntemlerini,
modelleme çalışmalarının klavuzluğunu, kalite güvence prosedürlerini, süreci
bırakma yönetimini içermelidir. Model modeli yapan kişiden olabildiğince bağımsız
olmalıdır.
Kısacası tamamlayıcı metotlar modelleme araçlarından tam olarak faydalanabilmeyi
sağlar [22].
Sanat İçin Sanat:
Modelleme takımındaki sanatçılar takıma hakim olmaya başladığında takımın
enerjisi, süreci anlama, bilgi gereksinimi karşımala gibi ana hedeflerden, süreç
modelleme işinin kendisine kayar [22].
Fazla Mühendislik Yoğun Olma:
Bilimsel yaklaşımların ağır bastığı modellerde fazla mühendislik yoğun olacağından
anlaşılması güç olabilir. Önemli olan model kurulurken, modelin mevcut ve
gelecekte olacak hedeflere hizmet edebilmesidir. Modeller mükemmel değil,
uygulanabilir olmalıdır [22].
Modelden Çok Modellemeye Yoğunlaşma:
Modelleme çalışmasına katılanlara ençok hangi safhadan zevk aldıkları
sorulduğunda genelde gelen yanıt ortaya çıkardıkları modelleri görmekten değil, bu
modelleri oluşturmak zevk aldıkları yönündedir. Modelleme çalışmaları esnasında
ortaya çıkan tartışmalardan ve bu sırada neler öğrendiklerinden bahsederler. Süreç
modelleme işi, modelden daha önemli bir hal alır [22].

26
Detaylarda Kaybolma:
Sürekli daha detaya inilmesi modelleme yapılırken düşülen yaygın bir hatadır.
Modelleme sürecine katılanlar, modelleri tüm senaryoları kapsamasını isterler.
Ayrıca standart prosedürleri adım adım dökümante etmeyi de deneyebilirler. Ancak
modellerdeki detaylar arttıkça; modellerin kurulması, denemesi, kontrolü ve
güncellenmesi daha çok zaman alır hale gelir. Güncelliğini çok çabuk kaybeder.
Aşırı detaylandırılmış adımların bir noktadan sonra çalışanların sezgisel olarak
yaptıkları işlerle alakası kalmaz. Bunu önlemenin bir yolu tek bir oganizasyonel
birimin sorumluluğunda olan faaliyetleri modellememektir. Detayları doğru düzeyde
tutabilmek süreç modellemenin kilit noktalarından biridir. Ugun düzeyi
tanımlayabilme ise deneyimli bir model tasarımcısının temel niteliğidir [22].
Hayal Gücü Eksikliği:
Genel olarak süreç geliştirme çalışmalarının üç adımı vardır; “mevcut sürecin
tanımlanması, iyileştirmenin gerekli olduğu noktanın bulunması, faaliyet planı”.
Şüphesiz mevcut performans kriterleri süreçlerde iyileştirilmesi gereken noktalar
hakkında ip uçları verir. Yine de mevcut sürecin giderilmesi gereken sorunları
yerine, kusurları üzerinde yoğunlaşmak tehlikelidir. Son dönemlerde artan mevcut
modeli düşünmeksizin, süreç iyileştirme çalışmaları bu hataya düşülmesini önlemek
için iyi bir yoldur.
Mecut süreci anlamak önemlidir; ancak yeni süreç için ortaya atılacak fikirlerin tek
kaynağı olmamalıdır [22].
En İyi Uygulamada Kaybolma:
Başarılı bir firma başarılı olmasının tek nedeni çok iyi tasarlanmış ve çok iyi
yönetilmekte olan süreçlerinin olması değildir. Bu süreçlerin oluşturulduğu koşullar
da çok önemlidir. Bu nedenle başarılı bir sürecin taklit edilmesi her zaman başarıyı
getirmez.
Bir başka hata da en iyi uygulamaları bir araya getirip, birlikte uygulamaya
çalışmaktır. Ancak burada da başarı garantisi yoktur. En iyi uygulamaları başka bir
firmada uygulamadan önce, sürecin diğer süreçler ve organizasyonun tümü ile olan
ilişkisi, uygunluğu ve uyumu incelenmelidir [22].
27
İdeal Modellerin IT Odaklı Kurulması:
Yapılan ciddi hatalardan biri de, ortaya çıkan bir sorunu çözmek için ilk akla gelen
fikrin IT uygulaması olmasıdır. Bu tutum birçok sorunun çıkmasına neden olacaktır.
Herşeyden önce IT ile ilişkisi olmayan bir yöntem atlanmıştır. İkinci olarak, “yeni
sistem kuruluncaya kadar yapılabilecek hiçbir şey yok” tutumu gelişir. IT’nin yanıt
veremediği özellik için “bir sonraki sürümde olacaktır” beklentisi vardır. IT üzerine
gereğinden fazla yoğunlaşmak, IT içermeyen tüm potansiyel çözümlerden
faydalanılamamasına neden olur [22].
Modellemenin Başarılı Olması Sürecin Başarılı Olması Anlamına Gelmez:
Yeni tasarlanmış modeller paydaşlar arasında bir çoşkuya neden olabilir. Genelde
model tasarımından memnun olma eğilimi söz konusudur; ancak, modeller gerçek
hayatı değiştirmez. Davenport’un da dediği gibi”Detaylı modeller tasarlamak,
organizasyon içerisinde gerçek bir değişim yapmaktan daha kolaydır” [22].
Modellerin Bakım Çalışmalarında Kaybolmak:
Organizasyonlar genişledikçe, organizasyonların model havuzları da genişler. Bu
havuzlar genişledikçe, modellerin güncel tutulması ağırlaşan bir iş halini alır.
Güncelliğini yitirmiş modeller ise sadece kirlilik yaratırlar. Bu nedenle, modellerin
yaşam çevrimleri ve güncel tutulmaları kalite güvencenin bir parçası haline
gelmelidir. Bu yaklaşım, ölçeklendirilebilir olmalı ve merkezi bir süreç gurubunca
sahiplenilmelidir [22].
Model Performansının Ölçülmemesi:
Süreç modelleri mevcut süreçleri geliştirmek ve iş performansını arttırmak amacıyla
oluşturulur. Bu nedenle değiştirilmesi gereken parametreler iyi anlaşılmalıdır. Ayrıca
bu parametreler ölçülebilir olmalı ve ölçüm işlemi de iyice anlaşılmış olmadır.
Böylece yapılan değişikliklerinin başarılı olup olmadıklarını ölçmek üzere bir taban
değer elde edilir. Gelişimin doğsını anlayabilmek için, sonuçların kayıtları
tutulmalıdır. Bu da ancak değişiklik gerçeleştirilmeden önce performans ölçüm
sisteminin oluşturulmasıyla mümkündür. Ölçemediğiniz şeyi yönetemez, gelişmeyi
ortaya koyamazsınız [22].
28
5.SÜRECİN DEĞERLENDİRİLMESİ
Tüm süreçlerin belli girdiler kullanarak işe yarar çıktılar elde etmeleri gerekir. Bir
faaliyet katma değer yaratmadığı sürece gereksizdir. Faaliyetlerin yarattıkları katkıyı
anlamak için ise öncelikle süreçlerin iyice anlaşılması gerekir[12].
Süreçler ancak sistematik bir yaklaşımla farklı açılardan değerlendirildiklerinde tam
olarak değerlendirilmiş olurlar. Bu nedenle de paydaşlar, destekleyiciler ve kilit
performans göstergeleri açısından değerlendirmekte fayda vardır. Değerlendirmeler
yapılması gereken aktiviteler için gösterge oluşturur; geliştirme hedefleri özetlenerek
süreç vizyonu elde edilir[25].
5.1. Kilit Performans Göstergeleri (Metrikler)
Metrikler çok kabaca hesaplanmış olsalar bile üzerine gidilmesi gereken noktaları
belirlemede etkilidirler. Belli değerler elde edilmeden girişilen iyileştirme çalışmaları
boşa harcanmış olan zamandır. “Ne kadar” sorusuna yanıt verilmeden, iyileştirme
yapılması gerekip gerekmediğini bilmek de mümkün değildir [25].
Metriklerin toplanmasını gerektiren bir başka neden ise, yapılan çalışmalardan elde
edilen sonuçların görülebilmesidir. Yeni sürecin performansının
değerlendirilebilmesi için referans değerlere ihtiyaç vardır. Gerçekleştirilen
iyileştirme kanıtlanmalıdır. Bir sonraki süreç iyileştirme çalışmasına destek
alınabilmesi için yapılan çalışmaların sonuçları ortaya konulabilmelidir [25].
Ancak uygun olmayan ölçütler kullanılarak alt optimizasyonlara yönelmekten de
kaçınılmalıdır. Firmalarda genelde yapılmakta olan ölçme faaliyetleri fonksiyonlara
yöneliktir. Süreçler incelenirken, fonksiyonlara yönelik olan bu ölçütlerden
kaçınılmalıdır [25].
Doğru kilit göstergeler kümesinin oluşturulması için sürecin mevcut durumun modeli
oluşturulmuş olmalıdır. Metrikler sürece ilişkin miktarlar, zamanlar, katılımcılar,
etkinlik ve maliyetler düşünülerek belirlenmelidir[25].

29
5.1.1. Ne Kadar?
Sürecin çıktıları hesaplanabilir olmalıdır. Eğer bir sürecin çıktıları hesaplanamıyorsa
iki olasılık vardır. Bunlardan birincisi sürecin anlaşılamamış olmasıdır. İkincisi ise
aslında orta bir sürecin olmamasıdır.
Hesaplanması beklenen en temel değerler şöyle sıralanabilir:
• Toplam miktar ya da sıklık
• Farklı tetikleyiciler ya da durumların oranı
• Yeni yolların oranı
• Farklı sonuçların oranı [25]
5.1.2. Gerekli Süre
İş akışının tamamlanması ne kadar zaman almaktadır? Bu sorunun yanıtını vermenin
üç yolu vardır: çevrim süresi (cycle time), iş süresi (work time) ve çalışılmış süre
(time worked).
Çevrim Süresi sürecin başlamasından ya da tetiklenmesinden, sürecin tüm
çıktılarının tamamlandığı ana kadar geçen toplam süredir. Müşteriyi en çok etkileyen
zamandır.
İş süresi sürecin gerçekleştirilmesi için gerçekten çalışılan süredir. Eğer süreç
içerisindeki faaliyetler beklemeler olmaksızın gerçekleştirilirse iş süresi ile çevrim
süresi eşitlenir.
Çalışılmış süre sürecin gerçekleştirilmesi için harcanan toplam işçilik saatidir. Eğer
bir süreçte tek bir çalışan varsa, iş süresi ve çalışılmış süre birbirlerine eşittir. İşçilik
saati ölçmek yerine makine saati ya da önemli bir kaynağın saatinin ölçülmesi
özellikle de dar boğaz yaratan noktalarda tercih edilir.
Boş zaman (idle time) süreçin ilerlemediği sürelerdir. Süreçteki herhangi bir
faaliyetin durmuş olmasının nedeni faaliyetin kritik yol üzerinde olmaması,
rotalamanınyanlış yapılmış olması ya da süreç tasarımından kaynaklanabilir.
Geçiş süresi (transit time) adımlar arasındaki geçişlerin aldığı süredir.
30
Kuyrukta bekleme süresi (queue time) kritik yolda ya da dar boğaz yaratan bir
kaynağın önünde işin bekleme süresidir.
Hazırlık Süresi (setup time) bir kaynağın bir görevden başka bir göreve geçiş
süresidir.
Sürecin mevcut modeli tamamlandıktan sonra süreç içinde farklı noktalardaki
bekleme süreleri hesaplanır. Tüm bu sürelerin sadece ortalamaları ve standart
sapmaları değil; en iyi ve en kötü değerleri de belirlenmelidir[25].
5.1.3. Sürece Katılanlar
Sürece katılan her yeni birim, sürece yeni bir “el değiştirme (handoff)” ekler. Sürece
eklenen her yeni birim aynı zamanda süreci daha karmaşık hali getirir. Bir sürece
doğrudan ya da dolaylı olarak katılanlar şu şekilde sıralanabilir:
• İnsanlar
• İş sınıflandırmaları
• Departmanlar
• Toplam el değiştirme sayısı
• İşçi sendikası
• Yerleşim
• Lisanlar
• Ülkeler ve kültürler
• İlişkili olan diğer herşey[25]
5.1.4. Etkinlik ve Etkililik
Etniklik gerçek çıktı miktarının tahmin edilen çıktı miktarına oranıdır. Etkililik ise
hedeflere, amaçlara ne kadar ulaşıldığının derecesidir [29].
Etkinlik ve etkililik ölçütleri şu şekilde sıralanabilir.
• Hurda ve tekrar işleme oranı
• Hata oranı
• Hataların fark edilme süresi
• Yapılan düzeltme faaliyetleri
• Gelen şikayetler[25]

31
5.1.5. Maliyet
Maliyetin önemini en net şekilde Goldratt “The Goal” adlı kitabında “eğer en kritik
makinenin çalışmasına beş sentlik bir conta engel oluyorsa, boş kalmanın değeri sent
ile değil milyon dolarla ölçülebilir” diyerek vermiştir. İşlemlerin, hataların, hurdanın
ve tekrar işlemenin tüm süreç üzerine olan etkisi incelenmelidir.
5.2. Paydaşlar
5.2.1. Müşteriler
Birçok süreç müşteriler için gerçekleştirilse de, müşterinin bakış açısıyla süreci
değerlendirmek genelde zordur. Müşteri gibi süreci değerlendirmek için aşağıdaki
sorulara yanıt verilmesi gerekir.
• Müşterinin göstermek zorunda kaldığı çaba nedir?
• Süreç çok fazla protokol içeriyor mu?
• Müşterinin organizasyon içerisinde taşıma yapması ve her gittiği birimde
derdini anlatması gerekiyor mu?
• Süreci izleyen sadece müşteri mi?
5.2.2. Çalışanlar
Süreci gerçekleştirenler bilginin, iş akışının ve ölçütlerin kaynağıdırlar. Ancak
müşterilerden farklı olarak sürekli organizasyonun içerisinde olduklarından, kendi
ihtiyaçlarına daha fazla yönelmeleri ve sürecin müşteriler göz ardı edilerek,
çalışanlara yönelik hale gelmesine neden olabilirler. Bu nedenle böyle bir hataya
düşülmemesine özen gösterilmelidir[25].
5.2.3. Yöneticiler ve İşletme Sahipleri (Hissedarlar)
Kar etmek için kurulmuş her firmanın etkin ve karlı olması gerekir. Bu nedenle
maliyetler düşünülürken sadece gerçekleşen maliyetler değil; aynı zamanda fırsat
maliyetleri de göz önünde bulundurulmalıdır[25].
5.2.4. Tedarikçiler
Birçok basit ürünün üretimi için bir düzinelerce tedarikçinin birlikte çalışması
gerekebilir. Tedarik sistemi içerisindeki küçük bir değişiklik ise büyük
32
sonuçlarındoğmasına neden olabilir. Bu nedenle tedarikçilere sorulması gereken
sorular şöyledir:
• Bizimle çalışmak diğer müşterilerinle karşılaştırıldığında kolay mı?
• Hangi faaliyetlerimiz senin çalışması güçleştiriyor?
Esneklik ve sorumluluk tedarik sistemi içerisinde büyük öneme sahiptir. Tedarikçi ile
olabildiğince kısa sürede anlaşma sağlamak büyük önem taşır. Firmalar rahatlıkla
kendilerini tedarikçileri için rekabet girmiş bir durumda bulabilirler[25].
5.2.5. Diğer Gruplar
Toplum etik, güvenlik, gizlilik ve çevre gibi konularda duyarlıdır. Sürecin
performansı etkileyebilecek tüm gruplar açısından süreç değerlendirilmelidir[25].

33
6. SÜREÇ GELİŞTİRME
Süreçlerin haritalanmasının bir avantajı süreci oluşturan her faaliyetin incelenmeye
açık olmasıdır. Mevcut süreç incelendikten sonra gereksiz faaliyetler kaldırılarak ya
da bazı faaliyetler birleştirilerek süreçler geliştirilebilir [26].
6.1. Süreç Analizi Ve Geliştirme Ağı (PAIN)
İlk oluşturulan süreç akış şeması ya da süreç haritası mevcut durumu göstermektedir.
Bu şema ya da harita yeni bir süreç oluşturarak ya da mevcut süreci geliştirerek, ideal
sürece ulaşılabilmesi için referans oluşturur [20].
İdeal süreç oluşturulurken, süreci geliştiren takım mevcut süreç ile ideal süreç
arasında köprü oluşturur. Bu köprü bir seri adımla desteklenerek ideal sürece
ulaşılmaya çalışılır [20].
Bu duruma en güzel örnek otoyol yapımlarıdır. Yeni bir otoyol yapılırken, trafik eski
yoldan akmaya devam eder. Yeni yolun yapımı ilerledikçe, değişik noktalardan eski
yol ile yeni yol arasında bağlantılar kurularak, trafiğin akması sağlanır. Eski bir
süreçten yeni sürece geçiş de otoyol örneğine benzemektedir [20].
PAIN kullanmak için birçok neden vardır. Bir süreç beklenmedik çıktılar üretmeye
başladığında, bu durumdan sürecin paydaşları, süreci geliştiren takım üyeleri ve belli
bir zamanda süreç geliştirmeye dahil olmuş herkes sorumludur. Genellikle süreçlerde
ortaya çıkabilecek sorunlar şu şekilde sıralanabilir:
� Sürecin çok uzun olması (çevrim süresinin çok uzun olması)
� Sürecin tutarsız olması (sapmaların fazla olması)
� Sürecin çok karmaşık olması (çok fazla sayıda adımdan meydana gelmesi)
� Maliyetlerin yüksek olması
� Hata sayısının fazla olması (düşük kalite-aktarma süreçleri)

34
� Kusurlu sayısının çok fazla olması (düşük kalite- üretim süreçleri)
� Yetersiz süreç dökümanı (eğitim ve karşılaştırma için) [20]
Şekil 6.1: PAIN Modeli [20]
Geriye doğru mevcut sürecin oluşturulmaya başlanması
Gerekli eğitimin verilmesi
Kritik sürecin belirlenmesi
Süreç geliştirme takımının oluşturulması
Takıma danışman atanması
Sürecin en az iki kontrolden sonra tamamlanması
Akış şemasının süreç haritasına dönüştürülmesi
Çevrim sürelerinin düşürülmesi Sapmaların azaltılması Adımların azaltılması Maliyetlerin düşürülmesi Taşıma hatalarının azaltılması Kusurlu üretimin azaltılması Süreç dökümantasyonunun geliştirilmesi
HEDEFLER
A
B
C
D
E
F
G
İdeal süreç haritasının oluşturulması
Uygulamaya geçilmesi
İki yılda bir tekrarlanması

35
6.2. PAIN- Temel Model
• Organizasyonun başarısı için kritik süreç üst yönetim tarafından belirlenir.
• Üst yönetim süreç sahibi, süreç paydaşları ve süreç konusundaki uzmanlardan
bir takım oluşturur.
• Takıma süreç gelirtirme konusunda deneyimli bir danışman atanır.
• Danışman mevcut sürecin haritasının çıkarılması için gerekli eğitimi verir.
• Mevcut sürecin oluşturulmasına son adımdan başlanır; geriye doğru
ilerlenerek ilk adımda süreç tamamlanır.
• En az iki defa süreç üzerinden geçilerek mevcut sürecin akış şeması
tamamlanır.
• Bu noktada süreç geliştirme takımının, hedeflerine göre seçebileceği birçok
seçeneği vardır. Daha önceden değinildiği gibi PAIN uygulamak için birçok neden
olabilir.
• Açıklanacak olan modeller ve yapılacak olan incelemeler takımın yapacağı
seçimi netleştirir.
Takım ileride anlatılacak olan modellerden bir ya da birkaçını tamamladığında,
PAIN’nin tamamlanmanması için üç adım kalmış olacaktır [20].
6.3.A’dan G’ye PAIN Modelleri
6.3.1. Model A
Bu modeldeki bir dizi olayın amacı sürecin çevrim süresini düşürmektir. Süreç
geliştirme araçları, neden-sonuç analizleri ( balık kılçığı diyagramı ya da Ishikova
diyagramı) ve korunma kallanı (force field) analizleri yaygın olarak kullanılan
araçlardır [20].

36
Şekil 6.2: Model A [20]
6.3.2. Model B
Süreç içerisindeki sapmaları azaltmaya ve ortadan kaldırmaya yönelik bir modeldir.
Model A’daki araçları kullanır [20].
Şekil 6.3: Model B [20]
Adımların en iyi ve en kötü durumdaki sürelerini
hesapla/tahmin et
B Tahminlerin çeşitlendiği noktalardan veri topla
Pareto analizi ile en çok değişkenlik gösteren adımları belirle
Fazla sapmaların nedenlerini neden-sonuç analizi ile tanımla
2 veya daha fazla düzeltici aktivite tanımla
Korunma kalkanı metodu ile etkin aktiviteyi seç
Düzeltici aktiviteleri uygula
Adımların tekil süreleri hesapla ve sapmalardaki düşüşü kanıtla
Adımların tek tek sürelerinin
ölç veya tahmin et
A Toplam
süresinin hesapma
Pareto analizi ile en çok zaman alan adımların belirle
Fazla zaman gereksinimi için neden sonuç analizi yap
2 veya daha fazla düzeltici aktivite tanımla
Korunma kalkanı metodu ile etkin aktiviteyi seç
Düzeltici aktiviteleri uygula
Veri topla ve çevrim süresindeki düşüşü kanıtla

37
6.3.3. Model C
Bu modelin amacı süreç içerisindeki adımları azaltmaktır. Bunu gerçekleştirmek için
öncelikle mevcut durumda değer yaratan ve yaratmayan aktiviteler belirlenmelidir
[20].
Şekil 6.4: Model C
6.3.4. Model D
Bu modelin amacı bir sürecin çevrim süresi içerisinde ortaya çıkan maliyetleri
düşürmektir. Maliyetlerin doğrudan ya da dolaylı olduklarını ve uygun maliyet
kategorilerini belirledikten sonra bir dizi süreç iyileştirme aracı kullanarak hedefe
ulaşmaktır. Bir önceki modellerde kullanılan yöntemler bu model için de geçerlidir
[20].
C Süreçten eksilmesi gereken adım sayısını % olr. belirle
Sürecin kaç adımdan oluştuğunu belirle
Sürecte kaç adım eksilmesi gerektiğini belirle
Bir fonksiyondan diğerine kaç el değiştiğini say
Katma değeri olmayan adımları belirle
zaman çizelgesi üzerine değ yaratan ve yaratmayan adımları çiz
Değer yaratan/değ. yaratmayan oranını belirle. (VA/NVA)
VA/NVA değeri için iyileştirme hedefi koy
Tümüyle kaldırılabilecek değer yaratmayan adımları belirle
Diğer adımlarla birleştirilebilecek değer yaratmayan adımları belirle
Kaldırmak veya birleştirmek için değer yaratmayan adımları seç
Gerekli değişiklikleri yap

38
Şekil 6.5: Model D [20]
6.3.5. Model E ve Model F
Bu modellerin amacı taşımalar ve üretim sırasında ortaya çıkan hata ve kusurları
ortadan kaldırmaktır. Modeller temel olarak Deming’in planla-yap-kontrol et- uygula
döngüsüne dayanır. Model ilk olarak 1985’te sürekli iyileştirme seminerinin bir
parçası olarak ortaya atılmıştır. Model süreç iyileştirme takımına ilk olarak
tanıtıldığında, olayların seçim ve düzenlenme mantığının tüm takım tarafından
anlaşılmış olması gerekmektedir [20].
D Maliyet çeşidi
Maliyet kategorisini belirle
Maliyet kategorisini belirle
Direkt maliyetler
İndirekt maliyetler
Makine bozulmaları
Tahmini maliyetler
Koruma maliyetleri
Kontrol edilebilir maliyetler
Temizlik
Muhtelif maliyerler
Gerekli maliyet verilerini topla
Pareto analizi yap
En yüksek maliyet için neden-sonuç analizi yap
2 ya da daha fazla iyiliştirme aktivitesi tanımla
Korunma kalkanı analizi ile en iyisi aktiviteyi seç
Uygula
Son maliyet verilerini topla ve maliyet düşüşünü kantıla
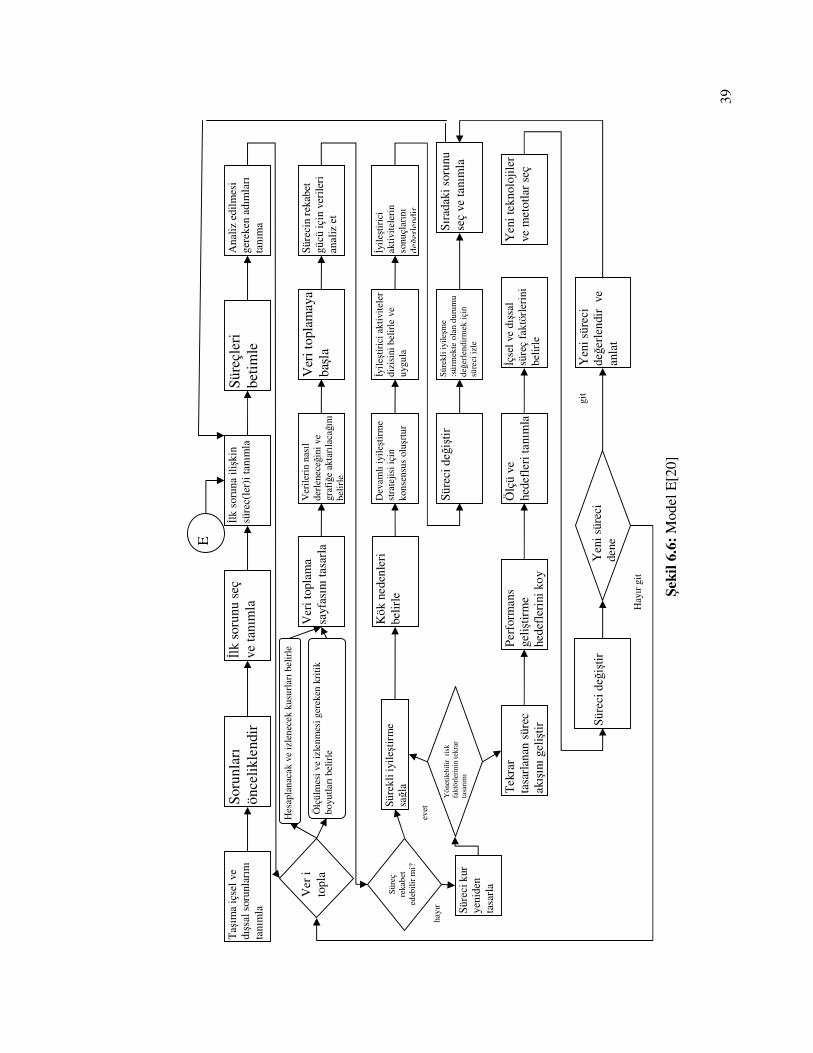
39
Şeki
l 6.6
: M
odel
E[2
0]
E
Taş
ıma
içse
l ve
dışs
al s
orun
ları
nı
tanı
mla
Sor
unla
rı
önce
likl
endi
r İl
k so
runu
seç
ve
tan
ımla
İlk
soru
na il
işki
n sü
rec(
ler)
i tan
ımla
S
üreç
leri
be
tim
le
Ana
liz
edil
mes
i ge
reke
n ad
ımla
rı
tanı
ma
Ver
i
topl
a
Hes
apla
naca
k ve
izl
enec
ek k
usur
ları
bel
irle
Ölç
ülm
esi
ve iz
lenm
esi g
erek
en k
riti
k bo
yutl
arı
beli
rle
Ver
i to
plam
a sa
yfas
ını
tasa
rla
Ver
iler
in n
asıl
de
rlen
eceğ
ini
ve
graf
iğe
akta
rıla
cağı
nı
beli
rle
Ver
i to
plam
aya
başl
a
Sür
ecin
rek
abet
gü
cü iç
in v
eril
eri
anal
iz e
t
Sür
eç
reka
bet
edeb
ilir
mi?
Sür
ekli
iyil
eşti
rme
sağl
a
Kök
ned
enle
ri
beli
rle
Dev
amlı
iyi
leşt
irm
e st
rate
jisi
için
ko
nsen
sus
oluş
rtur
İyil
eşti
rici
akt
ivit
eler
di
zisi
ni b
elir
le v
e uy
gula
İyil
eşti
rici
ak
tivi
tele
rin
sonu
çlar
ını
değe
rlen
dir
Yön
etil
ebil
ir r
isk
fakt
örl
erin
in t
ekra
r ta
sarı
mı
Sır
adak
i sor
unu
seç
ve ta
nım
la
Sür
eci d
eğiş
tir
S
ürek
li i
yileşm
e :s
ürm
ekte
ola
n du
rum
u değe
rlen
dirm
ek i
çin
süre
ci i
zle
Sür
eci k
ur
yeni
den
tasa
rla
Tek
rar
tasa
rlan
an s
ürec
ak
ışın
ı ge
lişt
ir
Per
form
ans
gelişt
irm
e he
defl
erin
i ko
y
Ölç
ü ve
he
defl
eri t
anım
la
İçse
l ve
dışs
al
süre
ç fa
ktör
leri
ni
beli
rle
Yen
i te
knol
ojil
er
ve m
etot
lar
seç
Sür
eci d
eğiş
tir
Y
eni
süre
ci
dene
Yen
i sür
eci
değe
rlen
dir
ve
anla
t
evet
hayı
r
git
Hay
ır g
it

40
Şek
il 6
.7:
Mod
elF
[20]
F
Üre
tim
içs
el v
e dışs
al s
orun
ları
nı
tanı
mla
Sor
unla
rı
önce
likl
endi
r İl
k so
runu
seç
ve
tan
ımla
İlk
soru
na il
işki
n sü
rec(
ler)
i ta
nım
la
Sür
eçle
ri
beti
mle
Ana
liz
edil
mes
i ge
reke
n ad
ımla
rı
tanı
ma
Ver
i
topl
a
Hes
apla
naca
k ve
izl
enec
ek k
usur
ları
bel
irle
Ölç
ülm
esi
ve iz
lenm
esi g
erek
en k
riti
k bo
yutl
arı b
elir
le
Ver
i to
plam
a sa
yfas
ını t
asar
la
Ver
iler
in n
asıl
de
rlen
eceğ
ini
ve
graf
iğe
akta
rıla
cağı
nı
beli
rle
Ver
i to
plam
aya
başl
a
Sür
ecin
rek
abet
gü
cü iç
in v
eril
eri
anal
iz e
t
Sür
eç
reka
bet
edeb
ilir
mi?
Sür
ekli
iyil
eşti
rme
sağl
a
Kök
ned
enle
ri
beli
rle
Dev
amlı
iyil
eşti
rme
stra
tejis
i içi
n ko
nsen
sus
oluş
rtur
İyil
eşti
rici
akt
ivit
eler
di
zisi
ni b
elir
le v
e uy
gula
İyil
eşti
rici
ak
tivi
tele
rin
sonu
çlar
ını
değe
rlen
dir
Yö
neti
lebi
lir
ris
k fa
ktör
leri
nin
tekr
ar
tasa
rım
ı
Sır
adak
i so
runu
se
ç ve
tanı
mla
S
ürec
i değ
işti
r
Sür
ekli
iyi
leşm
e :s
ürm
ekte
ola
n d
urum
u değe
rlen
dirm
ek i
çin
süre
ci i
zle
Sür
eci k
ur
yeni
den
tasa
rla
Tek
rar
tasa
rlan
an s
ürec
ak
ışın
ı ge
lişt
ir
Per
form
ans
gelişt
irm
e he
defl
erin
i ko
y
Ölç
ü ve
he
defl
eri t
anım
la
İçse
l ve
dış
sal
süre
ç fa
ktör
leri
ni
beli
rle
Yen
i tek
nolo
jile
r ve
met
otla
r se
ç
Sür
eci d
eğiş
tir
Y
eni s
ürec
i de
ne
Yen
i sür
eci
değe
rlen
dir
ve
anla
t
evet
hayı
r
git
Hay
ır g
it

41
1.aşama: Modelin anlaşılması için en iyi yol sol üst köşeden başlayarak okları takip
etmektir. Birinci aşama iç ve dış müşterilerin sorunlarının tanımlanmasıyla başlar.
Sorunların tanımlanması belli bir departmandan, departmanlardan, bölümlerden ya
da işletmenin tümünden detaylı bir sorun listesi çıkarmaktır.
Sorun listesi tamamlandıktan sonra, sorunlar derecelendirilerek önem sırasına
sokulur. Listenin başındaki sorun öncelikli sorun olarak ele alınır. İkinci adım bu
sorun ile ilişkisi olan süreçlerin tanımlanmasıdır. Daha sonra tanımlanan süreçler
açıkça betimlenmelidir. Bu safhada sorun yeterince açık hale gelmiştir; süreç
iyileştirme takımı süreç içerisinde analiz edilmesi gereken adımları belirleyebilir
[20].
Bu noktada toplanacak olan verilerin öznitelikleri mi yoksa değişkenlere mi bağlı
olması gerektiğine karar verilmelidir. Karar ne olursa olsun bir sonraki adım problem
çözme modelinde kullanılacak olan performans metriklerinin belirlenmesidir. Eğer
özniteliklere bağlı verilerin toplanmasına karar verildiyse hangi kusurların/hataların
izleneceği belirlenmelidir. Eğer değişkenlere bağlı veriler toplanacaksa, verilmesi
gerek karar hangi kritik boyutların ölçüleceği ve çizelgeleneceğidir[20].
Bu noktada veri toplama sayfası düzenlenmelidir. Sayfa kullanışlı, tamamlanması
kolay ve rahatlıkla ezberlenebilir bir formda olmalıdır. Sıradaki iş, verilerin nasıl
derleneceği ve grafiğe aktarılacağının belirlenmesidir. Derlemeden kasıt oranın pay
ve paydasının nasıl performann metriği olarak kullanılacağının tanımlanmasıdır. Bu
noktada ilk aşama sona erer [20].
2.aşama: ikinci aşama problemi açıkça ortaya serecek olan, uygun verilerin
toplanması ile başlar. Veriler toplandıktan sonra analiz edilerek sürecin kalite maliyet
ve çizelgeleme bakımından ne kadar rekabetçi olduğunun belirlenmesidir [20].
3.aşama: üçüncü aşama sürecin rekabetçi olup olmadığına dair kararın alınması ile
başlar. Eğer yanıt olumlu ise devamlı iyileştirmeyi destekleyen 3-A aşamasından
devam edilir. Devamlı iyileştirme sorunun kök nedenlerinin belirlenmesi ile başlar.
Devamlı iyileştirme stratejisinde ortak karara varılmasını problemin kök nedenlerinin
belirlenmesi izler. Daha sonra iyileştirmeye yönelik bir dizi aktivite tanımlanır ve
denenir. uygulamadan sonra toplanan ve analiz edilen veriler iyileştirme
aktivitelerinin olumlu sonuç verdiğini desteklemelidir. Sonuçlar doğrulamayı
yaptıktan sonra, süreç, verilerin destekleği yönde değiştirilir. Bu noktada devamlı

42
iyileştirme katılım sağlanmalı ve devam etmekte olan süreç sürekli izlenmelidir.
Katılım sağlanamadığı takdirde süreç başlangıç noktası geri dönmeye mahkumdur.
3-A aşamasının son adım yeni sorunun tanımlanması ve 3-A aşamanın yeni sorun
için tekrarlanmasıdır [20].
3.aşamanın başlangıç noktasına geri dönersek; eğer süreç maliyet, kalite ve
çizelgelenme bakımından yeterince rekabetçi bulunmadıysa, sürecin tekrar
tasarlanması gerekmektedir. Bu durum sürecin yeniden tasarlanmasında ortaya
çıkacak risk faktörlerinin idare edilebilir olup olmadığına dair kararın alınmasını
gerektirir [20].
Eğer bu faktörler idare edilemeyecekse 3-A aşaması uygulanmalıdır; ancak, eğer
faktörlerin yönetilebileceğine karar verilirse, sıradaki adım, hedef değerlerinin
sayısallaştırılmasıyla performans iyileştirme hedeflerinin ortaya konulmasıdır.3-B
aşaması ilgili ya da uygun içsel veya dışsal süreç faktörlerinin değerlendirilmesiyle
devam eder. Bu faktörler sürecin tekrar tasarımı aşamasında başarıya ya da
başarısızlığına neden olacak faktörlerdir [20].
Bu noktada takım süreçte mevcut olanlarla değiştirmek üzere yeni teknolojiler ya da
metotlar aramalıdır. Yeni bir süreç tasarlayabilmek için takım süreç içerisinde
değiştirilecek ve kalacak olan teknoloji ve metotları belirlemelidir [20].
Yeni süreç 2. aşamadaki adımlar kullanılarak test edilmeli ve ilk durumu ile
karşılaştırılmalıdır. Eğer sonuç tatmin edici ise yeni tasarım tüm paydaşlara
anlatılmalıdır ve 3-A aşamasına geri dönülmelidir. Eğer sonuç yeterince iyi değilse 2.
aşamaya geri dönülür [20].
6.3.6. Model G
Bu modelin amacı sürece ilişkin dökümanların hazırlanmasıdır. Dökümantasyonun
gerekli olduğu üç alan vardır. Kurumsal kıyaslamala organizasyon içinde ya da
dışarıdaki bir organizasyonda gerçekleştirilen aynı ya da benzer süreçleri
karşılaştırılmasıdır. ISO 9000 sertifikasyonu ürün standartlarını tutarlı hale getirmek
için süreçler üzerinde durulması gerektiğini vurgular. Eğitim alanında ise
dökümanlar yeni gelen çalışanlara süreçleri öğretmekte kullanılır [20].
Takımın danışma, süreç içerisinde çevrim süresi bilgisine ihtiyaç duyulduğu iki ya da
daha fazla noktanın tanımlanmasını sağlamadır. Takım paydaşlar arasında el
değiştirmelerin olduğu noktalara odaklanmalıdır [20].

43
Seçilen noktalarda veri toplamak için formlar oluşturulmalıdır. Sürecin herbir
paydaşı, yeni oluşturulan formları kullanarak, 100 ile 200 arasında veri değeri
toplayacaktır. Bu değerler formlara işlenir. Danışmanın da yardımıyla bu değerler
yığını anlamlı istatistiklere ve istatistiksel grafiklere dönüştürülür. Ortaya çıkan
grafikle paydaşların süreçleri daha iyi anlamalarını sağlayacaktır [20].
Ortaya çıkan taban değerleri benzer süreçlerin verileri ile karşılaştırılmaya hazırdır.
Verilerin karşılaştırılmasının nedeni müşteri memnuniyetini arttırırken, daha kısa ve
daha tutarlı çevrim süreleri oluşturmaktır [20].
Şekil 6.8: Model G
6.4.Korunma Kalkanı Analizi
Bir karar aşamasında, kararın alınmasını destekleyen ve kararın alınmasına karşı olan
nedenler vardır. Doğru karar alabilmenin yolu ise hangi tarafın daha ağır bastığını
bulabilmekten geçer. Korunma Kalkanı analizi ile kararı destekleyen ve karar karşı
olan nedenler listelenir, değerlendirilir ve genel skorlar karşılaştırılarak hangi tarafın
ağır bastığı belirlenir [24].
G Dökümanın amacı
Çevrim süresi gerektiren iyi ya da daha fazla nokta
Veri toplama formları hazırla
Formu kullanarak paydaşlardan veri topla
Verilerden kullanılabilir istatistikler ve istatistiksel
Eğitmenlere sürecin tamamlanmış haritasını sağla
Eğitmenler yeni gelenlere süreci öğretmekte süreç
Eğitmenler süreç iyileştirme takımına ideal süreç için geri beslemede bulunur
Sonuçları benzer süreçleri olan başka organizasyonun
Firma yönetimine tamamlanmış süreç haritası sağla
Kurumsal
ISO 9000 sertifikasyonu
Eğit

44
Eğer her iki tarafta birbirine eşit ya da çok yakınsa analize fazladan bir aşama
eklenerek; kararı destekleyen nedenler güçlendirilirken, kararın karşısında olan
nedenler azaltılmaya çalışılır. Yeni durumda korunma kalkanı analizi tekrarlanarak,
daha net bir sonuca ulaşılır [24].
1.adım:
Kararı destekleyen ve karara karşı olan tüm nedenler listelenir. Kararı yanlış yönde
etkilemesizden çekilinerek sezgisel nedenler listenin dışında bırakılmamalıdır [24].
Şekil 6.9: Korunma Kalkanı [33]
2. adım:
Herbir nedende plana doğru bir ok çizilir ve her okun üzerine o nedenin değeri
yazılır. 1 en düşük, 5 ise en yüksek olmak önem derecelerini gösterir.
Plan: Firmanın bilgi bilgi toplama sürecinin bilgisayar ortamına aktarılması
Destekleyen nedenler: Bilgiye hızlı ulaşım Doğru ve tutarlı bilgi Çalışan zamanından tasarruf ve daha farklı işlere zaman ayırabilme.
Karşıt nedenler: Teknoloji maliyeti Çalışanların otomatik süreçlerden hoşlanmaması Değişim sırasındaki aksaklıklar Uygulama güçlüğü

45
Şekil 6.10: Korunma Kalkanı (örnek 1) [33]
3. adım:
Her iki taraftaki değerlerin aldıkları değerler toplanır. Sonuç beklentiler uyumlu
mudur? Sonuç mantıklı mıdır? İçiniz rahat mı? Eğer değilse, nedenler kısaca tekrar
gözden geçirilmeli; unutulan herhangi bir neden olup olmadığı araştırılmalıdır.
Önemsiz görünen nedenler önemli nedeneleri gölgelemiş midir? Nedenlerde ve
skorlarda yapılması uygun görülen değişiklikler yapılarak analiz tekrarlanır [24].
Şekil 6.11: Korunma Kalkanı (örnek 2) [33]
TOPLAM = 13 12=TOPLAM
Plan : Firmanın bilgi bilgi toplama sürecinin bilgisayar ortamına aktarılması
Destekleyen nedenler: Bilgiye hızlı ulaşım Doğru ve tutarlı bilgi Çalışan zamanından tasarruf ve daha farklı işlere zaman ayırabilme.
Karşıt nedenler: Teknoloji maliyeti Çalışanların otomatik süreçlerden hoşlanmaması Değişim sırasındaki aksaklıklar Uygulama güçlüğü
5
4
4
4
4
2
2
Plan : Firmanın bilgi bilgi toplama sürecinin bilgisayar ortamına aktarılması
Destekleyen nedenler: Bilgiye hızlı ulaşım Doğru ve tutarlı bilgi Çalışan zamanından tasarruf ve daha farklı işlere zaman ayırabilme.
Karşıt nedenler: Teknoloji maliyeti Çalışanların otomatik süreçlerden hoşlanmaması Değişim sırasındaki aksaklıklar Uygulama güçlüğü
5
4
4
4
4
2
2

46
4. adım (ek adım):
Kararı destekleyen nedenlere ilişkin toplam değerin yükseltilmesi ya da karşıt
nedenlerin toplam değerlerinin azaltılması mümkün olabilir. Örneğin değişeme karşı
olan direniş değişimin getirileri anlatılarak azaltılabilir mi? Eğitim daha başarılı bir
değişim süreci geçirilmesini sağlayabilir mi? Nedenler tekrar gözden geçirilerek bu
faaliyetlerden hangilerinin ne yönde etkilenecekleri belirlenir. Elde edilen sonuç
beklentiye göre değerlendirilir [24].
Şekil 6.12: Korunma Kalkanı (örnek 3) [33]
Net Kararlar:
Bu noktada verilecek karar netleşmiştir. Sonuçtan memnun kalınmasa bile karar için
mantıklı bir açıkla mevcuttur. Hissetmek yerine daha bilimsel bir yöntemle sonuca
varılmıştır [24].
TOPLAM = 13 12=TOPLAM
Plan : Firmanın bilgi bilgi toplama sürecinin bilgisayar ortamına aktarılması
Destekleyen nedenler: Bilgiye hızlı ulaşım Doğru ve tutarlı bilgi Çalışan zamanından tasarruf ve daha farklı işlere zaman ayırabilme.
Karşıt nedenler: Teknoloji maliyeti Çalışanların otomatik süreçlerden hoşlanmaması Değişim sırasındaki aksaklıklar Uygulama güçlüğü
5
4
4
3
2
1
2
47
7. HATA TÜRÜ ETKİ ANALİZİ
7.1. FMEA’nın Gelişimi
FMEA ilk olarak 1960’larda uzay endüstrisinde güvenlik ve güvenilirlik
ihtiyaçlarından dolayı bir tasarım metodu olarak geliştirilmiş; daha sonra otomotiv,
elektronik olmak üzere birçok endüstri dalında geniş kullanım alanı bulmuştur [23].
İlk FMEA prosedürünü Amerikan Birleşik Devletleri ordusu (MIL-P-1629A)
hazırlamış; daha sonra farklı endüstrileri kendilerine uygun FMEA standartlarını
geliştirmişlerdir. Bunlara örnek olarak Automotive Industry Action Group tarafından
geliştirilen AIAG (1993), Amerikan Savunma Bakanlığı tarafından geliştirilen MIL-
STD-1629A (1984), Society of Automobile Engineers tarafından geliştirilen SAE
J1739 (1994) ve Verband der Automobileindustrie tarafından geliştirilen VDA 96,
Heft 4, Teil 2 (1996) verilebilir [27].
7.2. Kullanım Nedenleri
• Ürün ve süreçte oluşabilecek olası hataları önceden belirleyerek bu hataların
oluşmasını engellemek
• Tasarım karakteristiklerinin analizi ile, firmanın müşteri istek ve
ihtiyaçlarının karşılayabilme derecesini belirlemek
• Hatalara karşı önlem geliştirmek ve hata oluşması riskini azaltmak
• Süreç dökümantasyonunu sağlamak
• Hatanın ortaya çıkma sıklığını belirlemek
• Hatanın şiddetini belirlemek
• Ürün müşteriye gitmeden, sistem içerisinde hatayı yakalayabilme kabiliyetini
ölçmek [1]
• Sistemi geliştirerek, daha güvenli ve daha güvenlir hale getirmek
48
• Güvenlik için kritik öneme sahip bileşenleri tanımlamak
• Bileşenlerde meydana gelebilecek hataların sistem üzerinde olabilecek
etkilerini ortaya koymak.[14]
FMEA metodu ile üründe ya da süreçte meydana gelebilecek olan arıza koşullarının
sıklıkları ve ortaya çıkarabilecekleri sorunlarla birlikte tanımlar. Uygulamanın
sonucunda arıza koşullarınlarının “ne kadar tehlikeli” olabileceği sayısallaştırılmış;
bu arıza koşullarının ortaya çıkmaması için alınması gerekli önlemler belirlenmiş
olur. [10]
Mühendislerin,
• Neyin yanlış gidebileceği,
• Yanlışlığa neyin sebep olabileceği,
• Bu yanlışlığın etkilerinin neler olacağı
Konusundaki öznel bilgi ve deneyimlerini yapısallaştırmalarına ve
matematikselleştirmelerine yarar. FMEA tamamlandıktan sonra, sistem içerisinde;
ürüne ilişkin güvenlik, güvenilirlik ve kalitenin arttırılmasında öneme sahip olan
noktalar analiz edilmiş olur. Bu nedenle FMEA potansiyel arızaların
değerlendirilmesi ve bu arızaların engellenmesi için kullanışlı ve güçlü bir
araçtır[23].
7.3.FMEA Çeşitleri
Sistem FMEA : Tasarımın başlangıç aşamasında, sistemin analizi ile sistemin
eksikliklerinden kaynaklanabilecek hataların belirlenmesi ve en aza indirilmesi için
yapılır.
Tasarım FMEA : Üretime geçilmeden önce tasarımdaki hataları belirlemek ve en aza
indirmek için gerçekleştirilir.
Süreç FMEA Üretim ve montaj aşamasındaki hataların düzeltilmesi için
gerçekleştirilir.
Servis FMEA: Servisin analiz edilerek müşteriye ulaşmadan hatalardan arındırılması
için yapılır [1].

49
7.4.FMEA Metodolojisi
Hata modu ve etki analizi (failure mode and effect analysis), sistemlerde,
tasarımlarda, süreçlerde veya servislerde bilinen ya da oluşma ihtimali olan hata ve
sorunların belirlenmesi, tanımlanması ve ortadan kaldırılması için geliştirilmiş bir
mühendislik aracıdır[28]. Çalışmanın yapılmasının amacı sürecin güvenilirliğinin
arttırılmasıdır. Metot sürecin her seviyede incelenmesini sağlar. Bu metot
kullanılarak farklı detay düzeyleri için çalışmalar gerçekleştirilebilir [32].
Süreç Hata Modu ve Etki Analizi ise üretim ve montaj süreçleri, makine, fikstür ve
üretim metotlarında olabilecek hatalarda yoğunlaşır[31].Süreç içerisinde ortaya
çıkabilecek hatalar iki türlüdür: içsel hatalar ve dışsal hatalar. Süreç içerisinde ortaya
çıkartılabilen hatalar içsel hatalardır. Bu hatalara hurda, tekrar işleme, gecikmeler,
ekipman bozulmaları, yanlış muayene ve redler, güvenlik sorunları örnek verilebilir.
Dışsal hatalar ise süreç esnasında ortaya çıkarılamazlar. Garanti masrafları,
çizelgelenmemiş bunlara örnek olabilir. Şekil 6.1. içsel ve dışsal hataları
göstermektedir[15].
Şekil 7.1: Temel Süreç Hataları[15]
1. ADIM
2. ADIM
3. ADIM
Girdiler Sinyaller Malzeme enerji
Tekrar işleme İçsel hata
Hurda İçsel hata
ürün
Kötü ürün Dışsal hata
SÜREÇ ADIMLARI
50
FMEA süreci fonksiyonel ve donanıma dayalı olmak üzere iki farklı yaklaşımla
gerçekleştirilebilir. Fonksiyonel yaklaşım genelde donanımların birbirlerinden
bağımsız olarak tanımlanamadığı durumlarda alt sistemlerin fonksiyonlarının
tanımlanmasıdır. FMEA süreci başlamadan önce analist:
• Fonksiyonel akış sırasının, operasyonların ve aralarındaki ilişkinin ortaya
konduğu bir akış diyagramı hazırlamalıdır.
• Analizin başlayacağı düzeyi belirlemelidir. Analizin içereceği detay analiz
düzeyiyle ilişkilidir[23].
Bir FMEA çalışması iki safhadan oluşmaktadır. İlk safhada potansiyel hata kodları
ve bu hataların etkileri tanımlanır. İkinci safhada ise hata modlarının analizleri
yapılır ve risk öncelik göstergeleri belirlenir. İlk değişiklik risk öncelik göstergesi en
yüksek olan hata modu için yapılmalıdır. Şekil7.2. FMEA sürecinin genel
prosedürünü göstermektedir. Bilginin toplanmasından risk öncelik göstergelerinin
(Risk Priority Number) hesaplanmasına kadar olan safha ilk safhadır. İkinci safha ise
RPN ların derecelendirilmesi, düzeltici faaliyet önerileri ve değişiklikleri içerir[31].
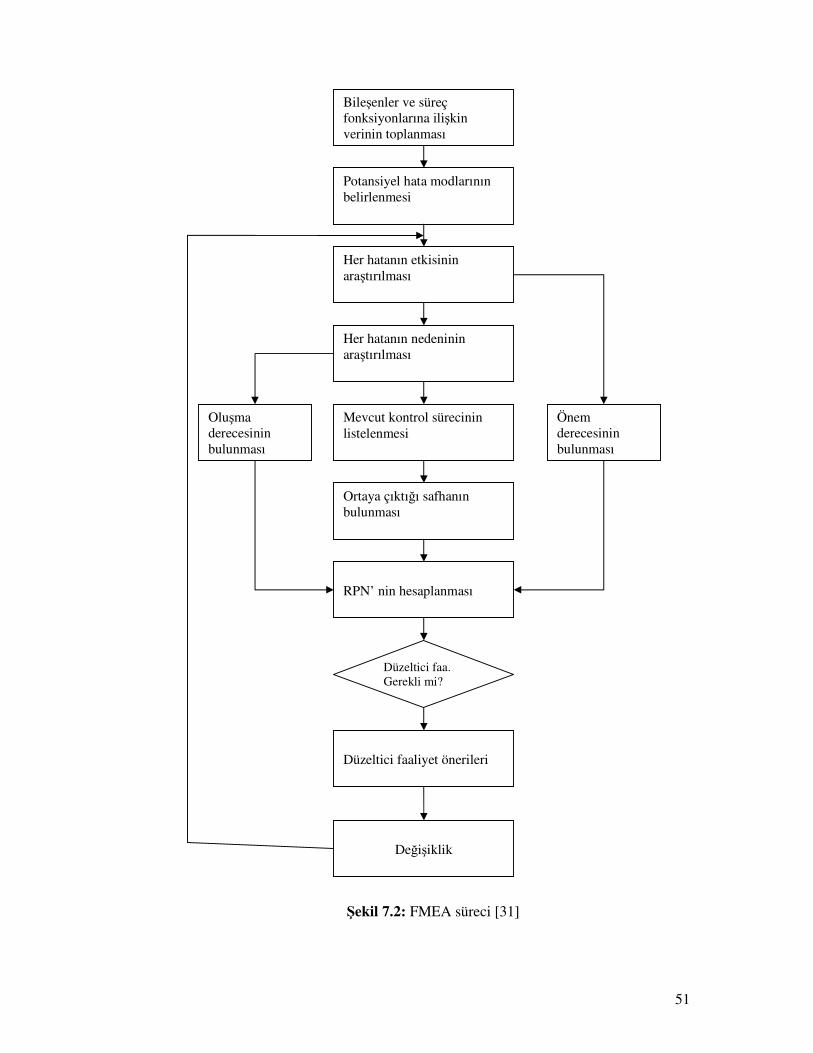
51
Şekil 7.2: FMEA süreci [31]
Oluşma derecesinin bulunması
Bileşenler ve süreç fonksiyonlarına ilişkin verinin toplanması
Potansiyel hata modlarının belirlenmesi
Her hatanın etkisinin araştırılması
Her hatanın nedeninin araştırılması
Mevcut kontrol sürecinin listelenmesi
Ortaya çıktığı safhanın bulunması
RPN’ nin hesaplanması
Düzeltici faaliyet önerileri
Değişiklik
Düzeltici faa. Gerekli mi?
Önem derecesinin bulunması

52
FMEA süreci başarılı bir analiz olması için üç aşama kritik öneme sahiptir.
Bunlardan birincisi potansiyel hata modlarının belirlenmesidir. Potansiyel hata
modları değişik aşamalarda ortaya çıkan; iç müşteri , dış müşteri ve son kullanıcıdan
gelebilecek tüm hataları içerir. İkinci aşama ise şiddet, oluşma ve yakalanma
derecelerinin belirlenmesi için gerekli verilerin toplanmasıdır. FMEA sürecinde
kullanılacak olan bilgi işletmenin kendi üretim hatlarından, müşterilerden ve benzer
ürün sahalarıdan gelecek verilerden elde edilir. Değişikliklerin yapılması ise son
aşamadır. Bu aşamanın sonunda iyileştiri faaliyetler belirlenmiş ve yeni süreç için
kontrol planı hazırlanmış olur. Daha sonra süreç yeniden başlar[31].
Tablo7.1:Veri Kaynakları [28]
Eğer Kullan Seç
Süreçte istatistiksel proses kontrol uygulanıyorsa
İstatistiksel veri: güvenilirlik verisi, süreç kapasitesi, matematiksel modeller ve simülasyon
Gerçek veri
Süreç başka süreçlere benzerse ya da geçmiş veriler mevcutsa
Geçmiş istatistiki veriler ya da benzer sürecin istatiktiki verileri: güvenilirlik verisi, süreç kapasitesi, matematiksel modeller, gerçekleşen dağılımlar ve simülasyon
Gerçek veri
Tasarımdan, benzer veya vekil süreçlerden geçmiş veriler varsa
Güvenilirlik verisi, süreç kapasitesi, matematiksel modeller, gerçekleşen dağılımlar, simülasyon, toplam veriler ve hata oranları
Gerçek veri ve toplam hata sayıları
Yeni bir süreçse veya mevcut veri yoksa
Takım kararları
Takımın ortak kararları ile belirlenmiş öznel kriterler

53
7.4.1. Hata Modu Endeksleri (Failure Mode Indexes)
Bir hata modu belirlenmiş spesifikasyonlara belirgin şekilde uymayan
karakteristiklerdir. Bu hatalar mekanik, fonksiyonel ya da parametrik olabilir[17].
Risk öncelik göstergeleri hatalara ilişkin şiddet, oluşma ve yakalanma endeksleri
kullanılarak hesaplanır. Ancak bu endeksler kalitatif olarak belirlendiklerinden, risk
öncelik göstergelerinin hesaplanması için sayısallaştırılmaları gerekir[10].
7.4.1.1.Şiddet endeksi (Severity Rating)
Önem adından da anlaşıldığı gibi hatanın etkisinin süreç, sistem ya da kullanıcı
açısından ne kadar şiddetli olduğunu gösterir. Hata modlarının etkileri genelde
hatanın ürünün kullanıcısı üzerine olan etkisi ya da kullanıcı tarafından algılanan
etkisi olarak tanımlanır. Bir hata modunun önem derecesi olabilecek en kötü
senaryoya göre belirlenmelidir[23].
Süreçlerdeki hata modlarının oluşmasının nedeni sürecin yetersizliğidir. Bir neden
üzerinde çalışılacaksa kök neden üzerinde durulmalı; semptomlarla
uğraşılmamalıdır. Kök nedenlere yoğunlaşıldıkça hatalar daha iyi anlaşılır [28].
Potansiyel hata nedenleri tanımlanırken iyi bir iş çıkartılabilmesi için, hem tasarım
hem de süreç iyi anlaşılmalı ve doğru sorular sorulmalıdır. Aynı zamanda beyin
fırtınası, neden-sonuş diyagramları, yakınlık diyagramı gibi tekniklerden
faydalanılabilir [28].
Temel soru “ hangi durumlarda sistem fonksiyonunu gerçekleştirememektedir?”
Başka bir yöntem ise “beş neden” dir. Bir hata modunun oluşması bir ya da birkaç
nedenden kaynaklanabilir. Bir hata moduna yol açabilecek nedenler genel olarak
şöyle sıralanabilir:
• Yanlış ürün tasarımından kaynaklanan donanım hataları
• Bileşen parçaların uyumsuz seçilmiş olması
• Sürecin yanlış uygulanıyor olması
• Kontrol prosedürünün uygun olmayışı [28]

54
Tablo 7.2: Şiddet Endeksi[28]
Derece Çözüm
1 Hiç: müşterilerin fark etmeyecekleri kadar küçüktür; ürün ya da servis üzerinde bir etkisi olması beklenmez.
2-3
Çok az & az: düşük önem derecesindeki hataları çok az sayıdaki müşteri fark eder. Müşteriler küçük bozulmalar fark edebilir, bir sonraki işlemde ufak uyumsuzluklar ve küçük tekrar işlemeler olabilir.
4-6
Çok düşük & düşük & orta : orta derecede hatalar memnuniyetsizliğe neden olur. Müşteri hatadan rahatsız olmuştur. Çizelgelenmemiş bakıma ya da hasara neden olabilir.
7-8
Yüksek & çok yüksek: yüksek derecedeki memnuniyetsizlik ürünün kullanılamayacak durumda olmasından kaynaklanır. Yasal düzenlemeler ya da güvenlik sorunu içermez. Bir sonraki sürecin durmasına neden olur.
9-10 Tehlike: güvenlik problemi yaratan ve yasal düzenlemelere uymayan hatalardır.
Eğer sayılar iki sayı arasına düşüyorsa büyük olan sayı seçilmelidir.Eğer takım derece değerinde anlaşamazsa çözüm şu şekilde bulunabilir: 1. Eğer anlaşmazlık kategoriler arasında oluyorsa; örneğin biri 2 derken diğeri 6 diyorsa, 4 olarak kabul edilmelidir. 2. Eğer anlaşmazlık bir kategori atlıyorsa kesinlikle konsensusa varılmalıdır.
Tablo 7.3: Oluşma Endeksi [28]
Derece Çözüm
1. Hiç: hata nerdeyse hiç oluşmaz. Cpk1.67 ya da daha yüksektir
2-5
Az hata& düşük& seyrek hata&orta: oluşma olasılığı düşüktür. İstatistiksel
veriler spesifikasyonların +
−3σ
aralığındadır.
6-7
Sık hata&yüksek: süreç istatistiksel proses kontrolü altında ara sıra hatalar
oluşmaktadır. +
−2.5σ aralığı
8-9 Sürekli hata: Hatalar sıklıkla
karşılaşılmaktadır. +
−1.5σ aralığı
10 Çok yüksek: hata oluşma olasılığı çok yüksektir. Hatalar sıradanlaşmıştır.
Eğer sayılar iki sayı arasına düşüyorsa büyük olan sayı seçilmelidir.Eğer takım derece değerinde anlaşamazsa çözüm şu şekilde bulunabilir: 1. Eğer anlaşmazlık kategoriler arasında oluyorsa; örneğin biri 2 derken diğeri 6 diyorsa, 4 olarak kabul edilmelidir. 2. Eğer anlaşmazlık bir kategori atlıyorsa kesinlikle konsensusa varılmalıdır.
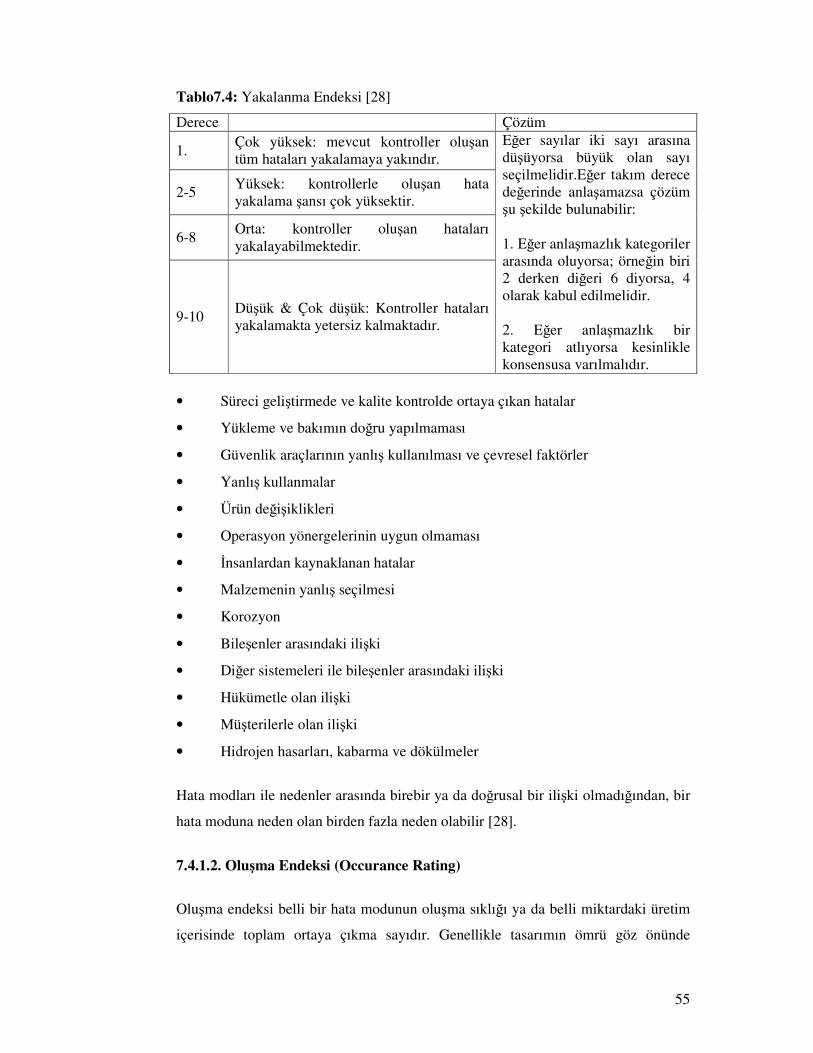
55
Tablo7.4: Yakalanma Endeksi [28]
Derece Çözüm
1. Çok yüksek: mevcut kontroller oluşan tüm hataları yakalamaya yakındır.
2-5 Yüksek: kontrollerle oluşan hata yakalama şansı çok yüksektir.
6-8 Orta: kontroller oluşan hataları yakalayabilmektedir.
9-10 Düşük & Çok düşük: Kontroller hataları yakalamakta yetersiz kalmaktadır.
Eğer sayılar iki sayı arasına düşüyorsa büyük olan sayı seçilmelidir.Eğer takım derece değerinde anlaşamazsa çözüm şu şekilde bulunabilir: 1. Eğer anlaşmazlık kategoriler arasında oluyorsa; örneğin biri 2 derken diğeri 6 diyorsa, 4 olarak kabul edilmelidir. 2. Eğer anlaşmazlık bir kategori atlıyorsa kesinlikle konsensusa varılmalıdır.
• Süreci geliştirmede ve kalite kontrolde ortaya çıkan hatalar
• Yükleme ve bakımın doğru yapılmaması
• Güvenlik araçlarının yanlış kullanılması ve çevresel faktörler
• Yanlış kullanmalar
• Ürün değişiklikleri
• Operasyon yönergelerinin uygun olmaması
• İnsanlardan kaynaklanan hatalar
• Malzemenin yanlış seçilmesi
• Korozyon
• Bileşenler arasındaki ilişki
• Diğer sistemeleri ile bileşenler arasındaki ilişki
• Hükümetle olan ilişki
• Müşterilerle olan ilişki
• Hidrojen hasarları, kabarma ve dökülmeler
Hata modları ile nedenler arasında birebir ya da doğrusal bir ilişki olmadığından, bir
hata moduna neden olan birden fazla neden olabilir [28].
7.4.1.2. Oluşma Endeksi (Occurance Rating)
Oluşma endeksi belli bir hata modunun oluşma sıklığı ya da belli miktardaki üretim
içerisinde toplam ortaya çıkma sayıdır. Genellikle tasarımın ömrü göz önünde

56
bulundurularak hesaplanır. Sıklığın tanımlanması için genelde “güvenilirlik
(realibility)” hesaplamalarından faydalanılır [28].
Başka bir hesaplama yöntemi ise hedef periyot ya da ekonomik ömrün
tanımlanmasıdır. Ekonomik ömür bir bileşenin fonksiyonunu yerine getirememesi ya
da tamirinin ekonomik olmamasından dolayı ıskartaya ayrılmasına kadar geçen
süredir [28].
Eğer hata sıklığı ya da toplam hata sayısı tahmin edilemiyorsa, benzer ya da ikame
süreç ya da bileşenlere ilişkin veriler kullanılabilir [28].
Genel olarak süreç FMEA’sı tek nokta hatası varsayımını kullanır. Tek nokta hatası,
süreç içerisinde bir noktada ortaya çıkacak hatanın tüm sürecin durmasına neden
olacağını kabul eder [28].
Bir oluşma ya da sıklık kesinlik bir hata moduna ilişkin tek bir neden için
hesaplanmalıdır. Eğer tahmin edilemediyse FMEA formuna “10” olarak işlenmelidir.
Ayrıca takım konsensusa ulaşmalıdır [28].
7.4.1.3.Yakalanma Endeksi (Detection Rating)
Yakalanma endeksi ilgili parça sistemden ayrılmadan önce sürecin kontrol
sisteminin, hata modunun kök nedenini yakalamaya ne kadar uygun olduğunun
göstergesidir. Buradaki varsayım hatanın oluştuğudur. Yakalanma endeksi
hesaplanırken unutulmaması gereken üç nokta şunlardır:
1) “Bir hatanın oluşma endeksi düşükse yakalanma endeksi de düşük olacaktır”
kabulü kesinlikle yanlıştır. Her bir parça için bu iki endeks ilişkili olabileceği
gibi olmaya da bilir.
2) Eğer %100 kontrol yapan bir sistem kullanılıyorsa (çelik endüstrisindeki x-
ray sistemi gibi), takım etkinliği belirlerken şunlara dikkat etmelidir:
a) Kontrol yeri
b) Test ekipmanının yeri
c) Test ekipmanının kalibrasyonu

57
d) Test ekipmanlarındaki sapmalar (tekrarlanabilirliğinin ve
uyarlanabilirliğinin tayini çalışmalarıyla elde edilmiş sapmalar)
e) Sistemde hata oluşma olasılığı [28]
3) Eğer %100 gözlem yapılıyorsa, muayeneler listelenmeli ve takım şunları göz
önünde bulundurmalıdır:
a) Gözlemcinin ve muayenenin konumuna bağlı olarak %100 gözlem
tekniğinin ancak %79’u etkindir.
b) Muayeneyi kim yapacaktır? Değerlendirmenin tutarlılığı nasıl
gözlenecektir?
c) Hatanın doğası nedir? Hatanın gözlemlenebilmesi için gerekli olan
muayene nedir? Ne kadar detaylı bir muayene gerektirmektedir? Hata
herkes tarafından görülebilecek kadar açık mıdır? Gözlemcinin sahip
olması gereken bilgi ve beceri nedir? Gerekli olan eğitim nedir? [28]
4) Eğer hatanın tespiti için gerekli kabiliyetin ne olduğu bilinmiyorsa, FMEA
formuna “10” olarak işlenmelidir.
7.4.2. Risk Öncelik Göstergesi (Risk Priority Number)
Bu gösterge hata modunun şiddet, oluşma ve yakalanma endeksleri kullanılarak elde
edilir ve hata modunun önceliğini tanımlar. Bu nedenle tek başına bir anlamı ya da
değeri yoktur; sadece hata modlarını derecelendirmede kullanılırlar [3].
RPN= şiddet endeksi x oluşma endeksi x yakalanma endeksi
Bir süreç FMEA çalışmasında, amaç her zaman RPN’i belirli bir düzeye
düşürmektir. Bu da ancak şiddet, oluşma ve yakalanma endekslerinin düşürülmesiyle
gerçekleştirilebilir. Bir hata modunun şiddet endeksini düşürülmesi ise sadece
tasarımda gerçekleştirilecek gelişmelerle sağlanabileceğinden, süreç FMEA’sı ile
şiddet endeksini değiştirmek mümkün değildir. Oluşma endeksindeki düşüş ise
mühendislik spesifikasyonlarındaki geliştirmelerle sağlanabilir. Nedenlerin ortaya
çıkmasını engelleyecek ya da sıklıklarını azaltacak önlemler alınmalıdır. Yakalanma

58
endeksi ise değerlendirme tekniklerini geliştirerek, örneklem sayısını arttırarak ya da
yeni hata tespit ekipmanlarını sisteme ekleyerek düşürülebilir [28].
7.4.3.FMEA Takımı
FMEA takım olarak gerçekleştirilir.Çalışmalarda farklı disiplinlerden kişiler bir araya
getirilerek, analiz sürecinde bu kişilerin ürün ve süreç hakkındaki bilgilerinden
faydalanılır[3,9]. Takımlar beş ile dokuz arasında değişen sayıda kişiden oluşabilir.
Tipik bir süreç FMEA çalışmasında takıma katılması gerekenler şöyle sıralanabilir:
• Kalite mühendisi
• Güvenilirlik mühendisi
• Fabrika donanım mühendisi
• Süreç mühendisi (zorunlu)
• Tasarım mühendisi(zorunlu)
• Her vardiyadan sorumlu operatörler (zorunlu)
Katılması önerilen diğer kişiler
• Pazarlama sorumluları
• Malzeme mühendisi
• Servis mühendisi
• Ürün mühendisi
Katılımcıları listelenmiş sabit bir takım yoktur, takım mevcut ihtiyaçlar
doğrultusunda oluşturulur [28].

59
F
ME
A ti
pi:
K
atıla
nlar
:
F
ME
A ta
rihi:
H
azır
laya
n:
S
orum
lu:
S
ayf
a:
/
iyileşt
irme
sonu
cu
süre
ç po
tans
iye
l ha
ta
mod
ları
hata
ları
n po
tans
iyel
et
kile
ri
hata
nın
ne
deni
m
uaye
ne
met
odu
oluşma
şiddet
yakalanma
RP
N
öner
i so
rum
lu v
e ta
ma
mla
nma
tarih
i
yapı
lan
iyileşt
irme
şiddet
oluşma
yakalanma
RP
N
MÜ
HE
NDİS
F
ME
A T
AK
IMI
MÜ
HE
NDİS
VE
FM
EA
TA
KIM
I
Şek
il 7
.3:F
ME
A F
orm
u [2
8]

60
8. UYGULAMA
8.1. Şirket Tanıtımı
Ferro döküm bir iş bankası kuruluşu olan şişecama bağlı bir işletmedir. 1972’de
kurulmuş olan firma 1978’de Şişecam’ın bir yan kuruluşu haline gelmiştir.
Üretim kapasitesinin %95’i ticari araçlar, traktörler ve otomobillerde kullanılacak
döküm parçalarının üretiminde kullanılmaktadır. Motor yatakları ve motor kapakları
dışında otomobil endüstrisinin ihtiyaç duyduğu döküm parçaları üretmektedir.
Gebzede kurulmuş olan işletme istanbulun 40 km dışında Ankara otoyolu
üzerindedir.
Toplam alan: 52000m2
Çevrili alan: 22000m2
Ferro Döküm yıllık 45000 ton net döküm kapasitesine sahiptir.
Kapasite artışı:
1972: 2,000ton
1985: 3,500ton
1988: 6,000ton
1992:10,000ton
1998:40,000ton
2005:45,000ton
Ferro Döküm 26 beyaz yakalı, 241 mavi yakalı olmak üzere toplam 323 çalışan
bulunmaktır. Bu 323 çalışanın 26’sı mühendistir.
8.1.1. Üretim Hatları
Firma üretim sürecinde kum kalıp teknolojisi kullanmaktadır. Tesiste iki adet üretim
hattı mevcuttur. Bu hatlar:
i. 700 x 900 x 250/250mm, yatay, 1500 flaks/levha, HWS

61
ii. 400 x 500 x 150/350mm, dikey, 1500 flaks/levha Disa 2110
İlk hat 1998’de ikinci hat ise 1992’de faaliyete geçmiştir. Yatay olan ilk hatta iki adet
çift güçlü, herbiri 14.4 ton kapasiteli indiksiyon fırınları vardır. Besleme sistemi
Mezger tarafından kurulmuş olup tam otomatiktir. Bu fırınlar kalıpları mekanik
ekipmanlarla otomatik olarak taşımakta ve sıkıştırma işlemini yine otomatik olarak
gerçekleştirmektedir. Döküm hatalarını minimize etmektedir.
Disa hatta ise iki adet 3.5, iki adet 3, bir adet 6 ve bir adet 1.2 ton kapasiteli
indiksiyon fırını bulunmaktadır.
Stres giderme ve tavlama prosesleri gerçekleştirilmektedir.
8.1.2. Maça Yapımı
İşletmede her ikisi de tam otomatik olmak üzere 110 ton/saat ve 15ton/saat kum
karıştırma kapasiteli iki adet tesis bulunmaktadır.
Mevcut maça yapım sistemleri ile değişik boyut ve miktarlar soğuk kutu maçaların
yapılması mümkündür. Maça tezgahında 2x40 lt, 1x25 lt, 1x20 lt, 2 x 16 lt, 1 x 12 lt
soğuk kutu makineleri bulunmaktadır.
8.1.3. Analizler
Laboratuvarlarda yapılmakta olan testler genel olarak girdi kontrol ve proses kontrol
(üretim sırasında) testleri olmak üzere iki sınıfa ayrılmaktadır.
Girdi kontrol testleri üretimde kullanılacak malzemelerin önceden belirlenmiş
özelliklere sahip olup olmadığının kontrolünün yapıldığı testlerdir.
Proses kontrol testleri ise üretimde üretim parametrelerinin kontrol altında tutulup
spesifikasyonlara uygun nihai ürünün garantiye alınması ve kontrolü için yapılan
testlerdir.
i. Yaş analiz
ii. Ergitme analizi
iii. Kum analizi
iv. Metalografik yapı ölçümleri
v. Mekanik özelliklerin kontrolü
vi. Çatlak analizi
62
vii. Üç boyutlu CNC ölçüm makineleri
8.1.4. Ürünler
İşletme kimyasal, metalografik ve mekanik özellikleri Türk, Avrupa ve Amerikan
standartlarına uygun dökme ürünler üretebilmektedir.
8.1.5. Kalite Sistemleri
İşletme aşağıdaki kalite sistemlerinin sertifikalarını almıştır.
i. TSE (Türk Standartları Enstitüsü) ISO 9001:2000
ii. DQS( Deutsche Gesellschaft für Qualitat Standard) ISO 9001:2000
iii. DQS( Deutsche Gesellschaft für Qualitat Standard) TS 16949:2002
iv. TSE (Türk Standartları Enstitüsü) ISO 14001: 2004
8.2 Pik Döküm
Uygulamada incelenmiş olan süreç, pik döküm üretim sürecidir. Dökme demir (pik
döküm) %2 değerinin üzerinde karbon içeren, çeliğe benzer demir-karbon
alaşımlarıdır. Bileşimlerinde genellikle karbon ve silisyum oranları yüksektir.
Dökme demirin plastik şekil alma kabiliyeti yüksek olmadığından şekil değiştirme
işlemine tabii tutulamaz; ancak ergitilmesi kolay olduğundan çok çeşitli şekillerde
ürün üretilmesi mümkündür [30].
Dökme demirler mikroyapılarına göre sınıflandırılırlar. Mikroyapı bileşimdeki
karbon miktarı, alaşım elementi veya empürte miktarı, soğuma hızı ve ısıl işlem gibi
dört faktörden etkilenmektedir. FMEA uygulamasının gerçekleştirildiği işletme olan
Ferro Döküm’de üretimin %70’i küresel grafitli dökme demirden, %30’u ise gri
dökme demirden oluşmaktadır [30].
8.2.1 Gri Dökme Demir
En çok kullanılan dökme demir sınıfını oluşturmaktadır. Bileşiminde %2.5 ile %4
arasında karbon içerir. Mekanik özellikleri doğrudan döküm yapısına ve grafit
morfolojisine bağlıdır. Karbon miktarının artmasıyla mukavemeti ve sertlik değeri
artış gösterir. Gri dökme demirin en önemli özellikleri titreşim söndürme kabiliyeti,

63
yüksek mukavemeti ve ucuzluğudur. Bu özelliklerinden dolayı geniş bir kullanım
alanı vardır [30].
8.2.2 Küresel Grafitli Dökme Demirler
Nodüler, sfero ve düktil demir gibi isimlerle de bilinen bu tür dökme demirlerde
karbon grafit küreler halinde bulunur. Karbonun küre halinde bulunmasını sağlamak
için aşılama işlemi gerçekleştirilir. Grafit şeklinin küre olması demire süneklik ve
mukavemet kazandırır ayrıca gerilim yükselmesi ve çatlak oluşmasını engeller [30].
Mühendislik malzemeleri içerisinde küresel grafitli dökme demirler, demir esaslı
malzemelerini en önemlisidir. İyi dökülebilir ve yüksek mukavemetlerinin yanında,
küre şekilli grafitler, yapıda yağlayıcı görev görmektedirler. Küresel grafitli dökme
demirden yapılmış krank milleri, merdaneler ve dişliler aşınma dirençli karbon
çeliğine alternatif oluşturur[30].
8.3. Döküm Hataları
Bir dökme parçanın üretimi sırasında birçok hata oluşma riski vardır; bu hatalar
şöyle sıralanabilir:
8.3.1. Büzülme (Çekme) Boşlukları
Dökümün yetersiz beslenmesinden kaynaklanan boşluklardır. Metaller donarken
hacimleri küçülür. Kalıp içindeki metal donmadan kalıbı besleyen kanaldaki metal
donduğunda, kalıp içinde metal donarken oluşan boşluk dolmaz ve kütlede boşluklar
kalır [6,7].
8.3.2. Gaz Boşlukları
Sıvı metal içindeki gaz ve buharın döküm sırasında ortaya çıkmasıyla oluşurlar.
Büzülme boşlukları şekilsiz vr pürüzlü olmasına karşın, gaz boşlukları düzgün ve
yuvarlıktır. Bu nedenle büzülme boşluklarından rahatlıkla ayırt edilebilirler [6,7].
8.3.3. Segregasyon (Toplanma)
Metalin iç ve dış tabakalarındaki bileşimleri arasındaki farktan meydana gelirler. Dış
tabaka düşük sıcaklıklarda iç tabaka da yüksek sıcaklıklarda donan bileşenler
64
bakımından zengindir. Bileşim değişiklikleri katılaşma esnasında difüzyonla bir
miktar dengelenebilse de, difüzyon zaman aldığından, hızlı katılaşmada daima
konsantrasyon gradyanları yer alır [6,7].
8.3.4. Büzülme (Çekme) Çatlakları
Katılaşma sırasında iç gerilmelerden kaynaklandığı gibi, maça ile metalin uzun süre
temas etmesinden de kaynaklanabilir. Maçalar zamanında çekilmezse çekme gerilimi
maça çevresinde artar ve büzülme çatlakları meydana gelir [6,7].
8.3.5. Gözeneklilik
Sıvı metal yüzeyinde oluşan oksit tabakası ve gazlar metal bünyesine girdiklerinde
süngerimsi bir yapı oluştururlar. Ayrıca metalin kalıp içerisinde veya maçalar
çevresinde yağ ve greslerle temas etmesi de gözenekliliğe sebep olur. Gözenekli
yapılar malzemenin darbe ve yorulma mukavemetini düşürür. Bu nedenle bu yapılar
hurdaya gönderilir, kullanılmaz [6,7].
8.3.6 Pullanma (Yapraklanma)
Kalıp donmadan önce, sıcak metal içerisinde kısmen soğumuş veya donmuş metal
tabakası ile karşılaştığında dökümün yüzeyine gevşek bağlanan ve bıça veya tırnakla
soyulabilen yapılar oluşur [6,7].
8.3.7. Sert Noktalar
Ergimiş alaşıma karışmış metal ya da ametaller neden olur. Sert noktalar
mukavemeti düşürür ve malzemenin işlenmesini zorlaştırır. Metalürjik kontrollerle
önlenebilir [6,7].
8.3.8. Yüzey Çöküntüleri
Kalıp şiddetli darbe veya yöresel aşırı ısınmalara maruz kaldığında dökümde yüzey
çöküntüleri görülür. Yöresel ısınmaların olduğu noktalardaki metal katılaşmaz. Fakat
bunun üzerine gelen metal katılaşır. Katılaşmayan metal sonradan katılaştığında
hacmi küçülür ve yüzeysel çökmeler oluşur [6,7].

65
8.4. Maçasız Pik Döküm Süreç Haritası
Şekil 8.1 Maçasız Pik Döküm Süreç Haritası (1)
Şartnameye Uygunluk Kontrolü (FK,TK)
(FC)
Basma Kesme Nem Kontrolü (FP)
Kalıp Kumu Testleri (FC,FK)
Model Uygunluk Kontrolü (FC)
Görünüm Kontrolü (FP)
S
TK: teknik kabul FC: talimat/ kontrol planı FP: üretim prosedürü FK: kontrol prosedürü C: ıskarta S: eski kum silosuna R: rötüş
KALIP
KÖMÜR TOZU BENTONİT YENİ KUM
GİRİŞ KALİTE
KONTROL (01)
TESELLÜM
(02)
KUM
HAZIRLAMA (03)
(04)
MODEL
BAĞLAMA (05)
KALIPLAMA (06)
1
SİLOLAR
KUM HAZIRLAMA
KUM HAZIRLAMA
S
S
KALIPLAMA

66
Şekil 8.2 Maçasız Pik Döküm Süreç Haritası (2)
Şartnameye Uygunluk Kontrolü (FK,TK)
(FC)
Şarj ve sıcaklık Kontrolü (FK,TK)
Ocak Analiz Çil Testi (FC, FK)
Mikro Yapı ve Analiz Kontrolü (FC, FK)
1
GRAFİT
GİRİŞ KALİTE
KONTROL (07)
TESELLÜM (02)
ERGİTME (08)
(09)
DÖKÜM POSTASINA ALMA (10)
AŞILAMA DÖKÜM (11)
(12)
AMBAR
DÖKÜMHANE
RED
C
2
DÖKÜMHANE
TEMİZLEME-TAŞLAMA TK: teknik kabul FC: talimat/ kontrol planı FP: üretim prosedürü FK: kontrol prosedürü C: ıskarta S: eski kum silosuna R: rötüş

67
TEMİZLEME - TAŞLAMA
KALİTE KONTROL
KALİTE KONTROL
SEVK AMBARI
2
YOLLUK KIRMA (13)
1.TEMİZLEME (14)
TAŞLAMA (15)
2.TEMİZLEME (16)
(17)
AMBALAJ (18)
SEVKİYAT (19)
C, R
C
C, R
R
R
İlk On Parça Görünüm Kontrolü (FP)
% 100 Görünüm Kontrolü (FC)
(FC)
(FC)
Final Kontrol Parça Kontrol Planına Göre Kontroller (FC, FK)
%100 Görünüm Kontrolü (FC)
TK: teknik kabul FC: talimat/ kontrol planı FP: üretim prosedürü FK: kontrol prosedürü C: ıskarta S: eski kum silosuna R: rötüş
Şekil 8.3: Maçasız Pik Döküm Süreç Haritası (3)
68
8.5 FMEA Uygulaması
8.5.1 FMEA Takımı
• Kalite mühendisi
• Üretim mühendisi
• Proses mühendisi
• Her vardiyadan sorumlu operatörler

69
8.5.
2 F
ME
A
Tab
lo 8
.1 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(1)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN
ET
KİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
Ö
NL
EM
E
KO
NT
RO
L
YA
KA
LA
MA
K
ON
TR
OL
T
R
O
G
Ö
NL
EM
LE
R
O
F
T
R
O
G
01
02
Gir
di
kont
rol
(ham
mad
de)
beto
nit
köm
ürto
zu
yeni
kum
Yüz
ey
hata
sı
Par
ça iş
lem
ede
kurt
arm
az
Mon
tajı
ya
pıla
maz
8
Uyg
un o
lmay
an
mal
zem
e G
irdi
kon
trol
u ya
pılm
amış
O
pera
tör
hata
sı
Tes
t ale
tler
i uyg
un d
eğil
2
2 32
07
Çel
ik h
urda
, pi
k, g
rafi
t, al
yaj
mlz
.
Mal
zem
e ha
talı
Par
çanı
n m
ekan
ik
özel
likl
eri
spes
ifik
asyo
nlar
ı ka
rşıl
amaz
8
Uyg
un o
lmay
an
mal
zem
e G
irdi
kon
trol
ü ya
pılm
amış
O
pera
tör
hata
sı
Tes
tler
i uyg
un d
eğil
2
H
amm
adde
ler
test
leri
bil
diri
lmed
en
firm
aya
alın
mam
akta
dır
Son
uç u
ygun
değ
ilse
mal
zem
e re
d ed
ilir
. O
pera
törl
er eği
tilm
ekte
dir.
T
est c
ihaz
ları
kal
ibre
edi
lmek
tedi
r.
Kum
haz
ırla
ma
test
lerı
ya
pılm
akta
dır.
E
rgim
iş m
etal
ana
lizl
eri
yapı
lmak
tadı
r.
Par
çala
r %
100
göz
kont
rolü
ne ta
bi
tutu
lmak
tadı
r P
arça
ları
n m
ikro
yap
ısı
kont
rol
edil
mek
tedi
r
2 32
Gaz
hat
ası
Kal
ıp k
um
nem
inin
faz
la
olm
ası d
emek
tir
Gaz
hat
alar
ına
nede
n ol
ur
Fon
ksiy
onun
u ya
pam
az
8
Kom
pak
tib
ilit
e yü
kse
k
Mak
ine
arız
alı
Ope
ratö
r ha
talı
T
alim
atla
r ek
sik
Kon
trol
yap
ılm
ıyor
2 S
PC
Kom
pakt
ibil
ite
ve n
em h
er
mik
serd
e ko
ntro
l edi
liyo
r.
Mak
ine
çalışt
ırm
a ve
kum
kon
trol
ta
lim
atla
ri v
ar.
Ope
rato
rler
eği
tili
yor
2 32
03
04
Kum
ha
zırl
ama
Kal
ıp k
um
tam
ot
omat
ik
mik
serd
e ha
zırl
anıy
or
Kum
öz
elli
kler
i,
hazı
rlan
ışı
ve k
ontr
olu
dökü
man
la
beli
rlen
miş
Yüz
ey
hata
sı
Kal
ıp k
umun
ne
min
in d
üşük
ol
mas
ı de
mek
tir.
Kum
düşm
esi
hata
lara
ned
en
olur
. Par
çanı
n m
ukav
emet
i düşe
r F
onks
iyon
unu
yapa
maz
8
Kom
pak
tib
ilit
e
düş
ük
M
akin
e ar
ızal
ı O
pera
tör
hata
lı
Tal
imat
lar
eksi
k K
ontr
ol y
apıl
mıy
or
2 S
PC
Kal
ıp k
umu
her
mik
serd
e ko
ntro
l ed
iliy
or.
Mak
ine
ve k
um ta
lim
atla
rı v
ar
Dök
üm s
onra
sı p
arça
lar
%10
0 ko
ntro
l edi
liyo
r.
Ope
ratö
r eğ
itil
iyor
2 32

70
Tab
lo 8
.2 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(2)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN
ET
KİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
Ö
NL
EM
E
KO
NT
RO
L
YA
KA
LA
MA
K
ON
TR
OL
T
R
O
G
Ö
NL
EM
LE
R
O
F
T
R
O
G
Yüz
ey
hata
sı
Kal
ıp
muk
avem
etin
in
düşü
k ol
mas
ı pa
rçad
a bo
yuts
al
hata
lara
ned
en
olur
7
Kum
muk
avem
eti d
üşük
A
ktif
kil
düş
ük,
Ölü
köm
ürto
zu y
ükse
k,
Kum
uyu
n deği
l, O
pera
tör
hata
lı,
Yet
ersi
z iş
tari
fi
2 S
PC
Per
iyod
ik o
lara
k va
rdiy
ada
üç k
ere
kum
muk
avem
eti k
ontr
ol e
dili
yor.
G
ünlü
k ak
tif
kil k
ontr
olü
yapı
lıyo
r.
Ölü
köm
ür t
ozu
üç g
ünde
bir
ko
ntro
l edi
liyo
r P
arça
lar
kont
rol p
lanı
na g
öre
ölçü
lüyo
r O
pera
tör
eğit
iliy
or
TP
M u
ygul
anıy
or
2 28
Gaz
hat
ası
Kal
ıp g
az
çıkışı
nı e
ngel
ler
ve p
arça
da g
az
hata
ları
nın
oluş
mas
ına
nede
n ol
ur
Gaz
hat
ası
parç
anın
m
ukav
emet
ini
düşü
rür
Par
ça
fonk
siyo
nunu
ye
rine
ge
tire
mez
8
Kum
muk
avem
eti y
ükse
k A
ktif
kil
faz
la,
Pre
s ba
sınc
ı faz
la,
Ope
ratö
r ha
talı
, Y
eter
siz
iş ta
rifi
2 S
PC
Per
iyod
ik o
lara
k va
rdiy
ada
üç k
ere
kum
muk
avem
eti ö
lçül
üyor
. A
ktif
kil
gün
lük
kont
rol e
dili
yor.
K
um k
ontr
olll
eri h
er m
ikse
rde
otom
atik
yap
ılıy
or.
Par
çala
r A
QL
tab
losu
na g
öre
kont
rol e
dili
yor.
O
pera
tiöl
er eği
tili
yor.
T
PM
uyg
ulan
ıyor
2 32
05
MO
DE
L
BAĞ
LA
MA
D
öküm
anla
be
lirl
enm
işti
r.
Ölç
üm
hata
lı
Par
çala
rda
işle
me
sonr
ası
boyu
tsal
de
nges
izli
k ol
ur
ve iş
lerm
e ku
rtar
maz
, m
onta
j ya
pıla
maz
7
Der
ecel
er k
açık
M
odel
pla
kasi
bur
çlar
ı bo
zuk
Mod
el b
ağla
ma
pim
leri
uy
gun
deği
l. D
erec
eler
bur
çlar
ı ka
çık.
P
imle
r uy
gun
deği
l.
2
M
odel
ve
mod
el p
laka
sı b
urçl
arı
her
imal
at ö
nces
i ko
ntro
l edi
liyo
r.
Her
im
alat
önc
esi
%10
0 gi
riş
kont
rolü
yap
ılm
ış ta
bi tu
tuly
or
mod
el b
ağla
ma
pim
leri
ku
llan
ılıy
or.
Dök
üm s
onra
sı h
er p
arça
göz
ko
ntro
luna
tabi
tutr
uluy
or.
Der
ece
pim
ve
burç
ları
per
yodi
k ol
arak
kon
trol
edi
liyo
r.
2 28

71
Tab
lo 8
.3 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(3)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN
ET
KİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
Ö
NL
EM
E
KO
NT
RO
L
YA
KA
LA
MA
K
ON
TR
OL
T
R
O
G
Ö
NL
EM
LE
R
O
F
T
R
O
G
Mod
el h
atal
ı üre
tilm
iş
2
M
odel
ler
CN
C te
zgah
lard
a pa
rçan
ın r
esm
ine
göre
bil
gisa
yar
kont
roll
ü ür
etil
iyor
. M
odel
ler
ölçü
lüyo
r.
Yen
i mod
elle
den
eme
yapı
lıp,
dö
küle
n pa
rçal
ar ö
lçül
üyor
. H
er ş
arjd
a kr
itik
ölç
üler
öko
ntro
l ed
iliy
or.
Kal
ıpla
ma
aded
ine
gire
mod
el
peri
yodi
k öl
çülü
yor
2 28
Ölç
üm
hata
lı
Par
çala
rda
işle
me
sonr
ası
boyu
tsal
de
nges
izli
k ol
ur, işl
emed
e ku
rtar
maz
, m
onta
j ya
pıla
maz
7
Mak
ine
ayar
ları
hat
alı
Yet
ersi
z sı
kışt
ırm
a ba
sınc
ı Y
eter
siz
kum
alm
a 2
H
er p
arça
ya u
ygun
mak
ine
ayar
ları
ya
pılı
yor.
İl
k de
nem
ede
uygu
nluğ
u ko
ntro
l ed
iliy
or
Dök
ülen
par
çala
r öl
çülü
yor
Ser
i im
alat
ta h
er ş
arjd
a kr
itik
öl
çüle
r ko
ntro
l edi
liyo
r.
2 28
06
KA
LIP
LA
MA
K
alıp
lam
a ön
cede
n be
lirl
enm
iş
pros
edür
e gö
re
yapı
lmak
tadı
ır
Ölç
üm
hata
sı
Par
çala
rda
işle
me
sonr
ası
boyu
tsal
de
nges
izli
k ol
ur
ve iş
lerm
e ku
rtar
maz
, m
onta
j ya
pıla
maz
7
Kap
aman
ın u
ygun
ya
pılm
amas
ı K
apam
a ay
arla
rını
n bo
zulm
ası
2
Kap
ama
otom
atik
ola
rak
yapı
lıyo
r.
TP
M u
ygul
anıy
or.
Par
çala
ra %
100
göz
kont
rolü
ve
plan
da b
elir
tile
n sı
klık
larl
a öl
çü
kont
rolü
yap
ılıy
or.
Mod
elle
r ka
lıpl
ama
mak
inas
ına
bağl
anm
adan
önc
e ko
ntro
l edi
liyo
r.
Der
ecel
erin
kap
anıp
kap
anm
adığ
ı le
d ya
rdım
ıyla
oto
mat
ik o
lara
k ko
ntro
l edi
liyo
r.
2 28

72
Tab
lo 8
.4 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(4)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN E
TKİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
ÖN
LE
ME
K
ON
TR
OL
Y
AK
AL
AM
A
KO
NT
RO
L
T
R
O
G
ÖN
LE
ML
ER
O
F
T
R
O
G
Mek
anik
ha
ta
Yük
sek
karb
on
eşdeğe
r pa
rçan
ın
muk
avem
et, s
ertl
ik
ve u
zam
a öz
elli
kler
inde
düş
me
görü
lür
8
Yük
sek
karb
on
eşdeğe
ri
Ana
liz
ciha
zı a
rıza
lı
Ter
azi a
rıza
lı
Hes
apla
ma
yanl
ış
Ope
ratö
r ha
talı
H
atal
ı şar
j- aşı
lana
fa
zla
3
A
nali
z ci
hazı
ve
tart
ım c
ihaz
ı per
iyod
ik
olar
ak k
ontr
ol e
dili
yor
Her
oca
ktan
ve
ilk
dökü
m p
otas
ında
n an
aliz
kon
trol
ü ya
pılı
yor.
D
ökül
en p
arça
ları
n se
rtli
kler
i A
QL
ta
blos
una
göre
kon
trol
edi
liyo
r.
Son
uç u
ygun
değ
ilse
%10
0 ko
ntro
l ya
pılı
yor.
O
pera
tör
eğit
iliy
or.
2 48
Mek
anik
ha
ta
Düş
ük C
E p
arça
laın
m
ekan
ik ö
zelli
kler
ini
düşü
rüyo
r. P
arça
lar
çalışm
a sı
rası
nda
çatl
ayab
iliy
or.
Par
ça f
onks
iyon
unu
yeri
ne g
etir
emez
8
Düş
ük k
arbo
n eş
değe
ri
Ana
liz
ciha
zı a
rıza
lı
Ter
azi a
rıza
lı
Hes
apla
ma
yanl
ış
Ope
ratö
r ha
talı
H
atal
ı şar
j- aşı
lana
fa
zla
3
A
nali
z ci
hazı
ve
tart
ım c
ihaz
ı per
iyod
ik
olar
ak k
ontr
ol e
dili
yor
Her
oca
ktan
ve
ilk
dökü
m p
otas
ında
n an
aliz
kon
trol
ü ya
pılı
yor.
D
ökül
en p
arça
ları
n se
rtli
kler
i A
QL
ta
blos
una
göre
kon
trol
edi
liyo
r.
Son
uç u
ygun
değ
ilse
%10
0 ko
ntro
l ya
pılı
yor.
O
pera
tör
eğit
iliy
or.
2 48
Çek
inti
ha
tası
Par
çanı
n m
ukav
emet
i düşe
r. P
arça
fo
nksi
yonu
nu y
erin
e ge
tire
mez
8
Sıc
aklı
k yü
ksek
S
ıcak
lık
ölçü
m c
ihaz
ı ar
ızal
ı O
pera
tör
hata
lı
Tal
imat
lar
eksi
k
2
S
ıcak
lık
ölçü
m c
ihaz
ı per
iyod
ik o
lara
k ko
ntro
l edi
liyo
r. H
er d
öküm
önc
esi
ocak
ta s
ıcak
lık
kont
rolü
yap
ılıy
or.
Tal
imat
var
. Ope
ratö
r eğ
itil
iyor
2 32
08
09
12
ER
GİT
ME
A
BB
in
diks
iyon
oc
akla
rı il
e er
gitm
e ya
pılm
akta
dır
Pro
sedü
rle
beli
rlen
miş
tir
Yüz
eyse
l ha
ta
soğu
k dö
küm
Kat
mer
hat
alar
ına
nede
n ol
ur. P
arça
fo
nksi
yonu
nu y
erin
e ge
tire
mez
8
Sıc
aklı
k düşü
k S
ıcak
lık
ölçü
m c
ihaz
ı ar
ızal
ı O
pera
tör
hata
lı
Tal
imat
lar
eksi
k O
cak
arız
alı
2
S
ıcak
lık
ölçü
m c
ihaz
ı per
iyod
ik o
lara
k ko
ntro
l edi
liyo
r. H
er d
öküm
önc
esi
ocak
ta s
ıcak
lık
kont
rolü
yap
ılıy
or.
Dök
üm s
onra
sı %
100
gözl
e ko
ntro
l ya
pılı
yor.
TP
M u
ygul
anıy
or. O
pera
tör
eğit
iliy
or
2 32
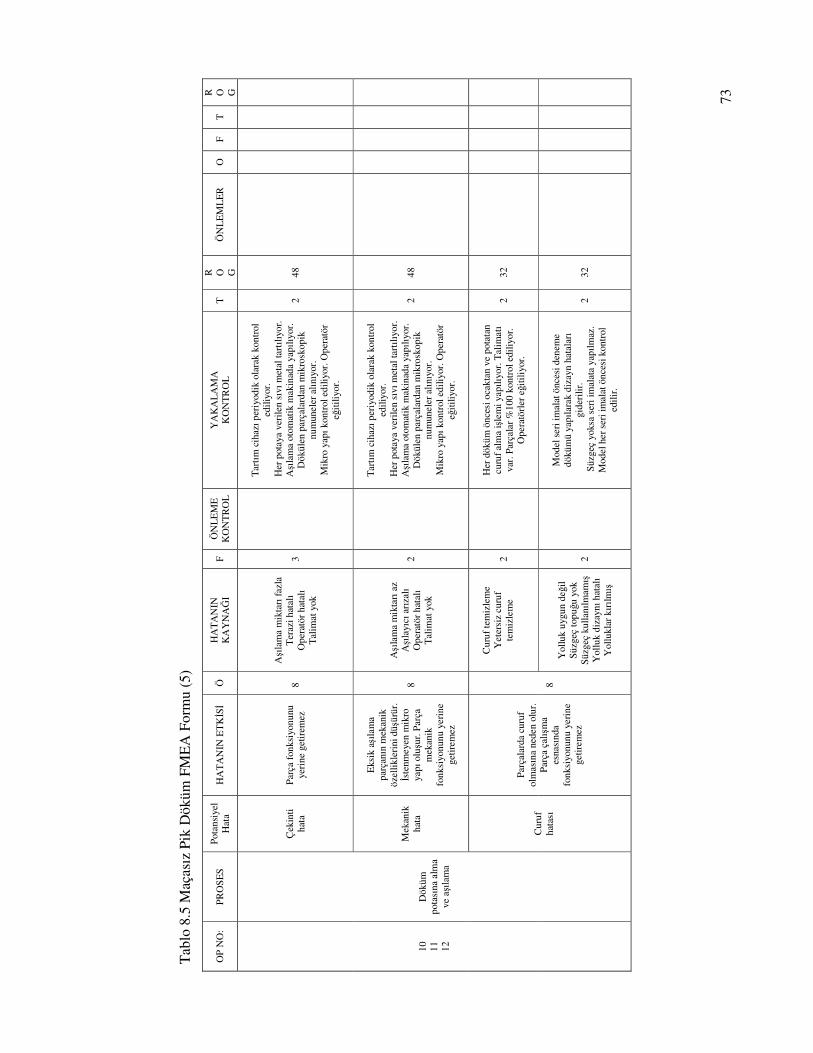
73
Tab
lo 8
.5 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(5)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN E
TKİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
ÖN
LE
ME
K
ON
TR
OL
Y
AK
AL
AM
A
KO
NT
RO
L
T
R
O
G
ÖN
LE
ML
ER
O
F
T
R
O
G
Çek
inti
ha
ta
Par
ça f
onks
iyon
unu
yeri
ne g
etir
emez
8
Aşı
lam
a m
ikta
rı f
azla
T
eraz
i hat
alı
Ope
ratö
r ha
talı
T
alim
at y
ok
3
T
artı
m c
ihaz
ı per
iyod
ik o
lara
k ko
ntro
l ed
iliy
or.
Her
pot
aya
veri
len
sıvı
met
al ta
rtıl
ıyor
. Aşı
lam
a ot
omat
ik m
akin
ada
yapı
lıyo
r.
Dök
ülen
par
çala
rdan
mik
rosk
opik
nu
mun
eler
alı
nıyo
r.
Mik
ro y
apı
kont
rol e
dili
yor.
Ope
ratö
r eğ
itil
iyor
.
2 48
Mek
anik
ha
ta
Eks
ik aşı
lam
a pa
rçan
ın m
ekan
ik
özel
likl
erin
i düş
ürür
. İs
tenm
eyen
mik
ro
yapı
oluşu
r. P
arça
m
ekan
ik
fonk
siyo
nunu
yer
ine
geti
rem
ez
8
Aşı
lam
a m
ikta
rı a
z Aşı
layı
cı a
rıza
lı
Ope
ratö
r ha
talı
T
alim
at y
ok
2
T
artı
m c
ihaz
ı per
iyod
ik o
lara
k ko
ntro
l ed
iliy
or.
Her
pot
aya
veri
len
sıvı
met
al ta
rtıl
ıyor
. Aşı
lam
a ot
omat
ik m
akin
ada
yapı
lıyo
r.
Dök
ülen
par
çala
rdan
mik
rosk
opik
nu
mun
eler
alı
nıyo
r.
Mik
ro y
apı
kont
rol e
dili
yor.
Ope
ratö
r
eğit
iliy
or.
2 48
Cur
uf t
emiz
lem
e Y
eter
siz
curu
f te
miz
lem
e
2
H
er d
öküm
önc
esi o
cakt
an v
e po
tata
n cu
ruf
alm
a iş
lem
i yap
ılıy
or. T
alim
atı
var.
Par
çala
r %
100
kont
rol e
dili
yor.
O
pera
törl
er eği
tili
yor.
2 32
10
11
12
Dök
üm
pota
sına
alm
a ve
aşı
lam
a
Cur
uf
hata
sı
Par
çala
rda
curu
f ol
mas
ına
nede
n ol
ur.
Par
ça ç
alış
ma
esna
sınd
a fo
nksi
yonu
nu y
erin
e ge
tire
mez
8 Y
ollu
k uy
gun
deği
l S
üzge
ç to
puğu
yok
S
üzge
ç ku
llan
ılm
amış
Y
ollu
k di
zayn
ı hat
alı
Yol
lukl
ar k
ırıl
mış
2
M
odel
ser
i im
alat
önc
esi d
enem
e dö
küm
ü ya
pıla
rak
diza
yn h
atal
arı
gide
rili
r.
Süz
geç
yoks
a se
ri im
alat
a ya
pılm
az.
Mod
el h
er s
eri i
mal
at ö
nces
i kon
trol
ed
ilir
.
2 32

74
Tab
lo 8
.6 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(6)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN E
TKİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
ÖN
LE
ME
K
ON
TR
OL
Y
AK
AL
AM
A
KO
NT
RO
L
T
R
O
G
ÖN
LE
ML
ER
O
F
T
R
O
G
Mek
anik
ha
ta
Eks
ik aşı
lam
a pa
rçan
ın m
ekan
ik
özel
likl
erin
i düş
ürür
. İs
tenm
eyen
mik
ro
yapı
oluşu
r. P
arça
m
ekan
ik
fonk
siyo
nunu
yer
ine
geti
rem
ez
8
Aşı
lam
a m
ikta
rı a
z Aşı
layı
cı a
rıza
lı
Ope
ratö
r ha
talı
T
alim
at y
ok
2
T
artı
m c
ihaz
ı per
iyod
ik o
lara
k ko
ntro
l ed
iliy
or.
Her
pot
aya
veri
len
sıvı
met
al ta
rtıl
ıyor
. Aşı
lam
a ot
omat
ik m
akin
ada
yapı
lıyo
r.
Dök
ülen
par
çala
rdan
mik
rosk
opik
nu
mun
eler
alı
nıyo
r.
Mik
ro y
apı
kont
rol e
dili
yor.
Ope
ratö
r
eğit
iliy
or.
2 32
Cur
uf
hata
sı
Par
çala
rda
curu
f ol
mas
ına
nede
n ol
ur.
Par
ça ç
alış
ma
esna
sınd
a fo
nksi
yonu
nu y
erin
e ge
tire
mez
8
C
uruf
tem
izle
me
Yet
ersi
z cu
ruf
tem
izle
me
Per
lit
tozu
uyg
un
deği
l O
pera
tör
hata
lı
2
H
er d
öküm
önc
esi o
cakt
an v
e po
tata
n cu
ruf
alm
a iş
lem
i yap
ılıy
or. T
alim
atı
var.
Par
çala
r %
100
kont
rol e
dili
yor.
O
pera
törl
er eği
tili
yor.
2 32
11
12
D
ÖK
ÜM
Cur
uf
hata
sı
Par
çala
rda
curu
f ol
mas
ına
nede
n ol
ur.
Par
ça ç
alış
ma
esna
sınd
a fo
nksi
yonu
nu y
erin
e ge
tire
mez
8
Yol
luk
uygu
n deği
l S
üzge
ç to
puğu
yok
S
üzge
ç ku
llan
ılm
amış
Y
ollu
k di
zayn
ı hat
alı
Yol
lukl
ar k
ırıl
mış
2
M
odel
ser
i im
alat
önc
esi d
enem
e dö
küm
ü ya
pıla
rak
diza
yn h
atal
arı
gide
rili
r.
Süz
geç
yoks
a se
ri im
alat
a ya
pılm
az.
Mod
el h
er s
eri i
mal
at ö
nces
i kon
trol
ed
ilir
.
2 32

75
Tab
lo 8
.7 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(7)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN E
TKİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
ÖN
LE
ME
K
ON
TR
OL
Y
AK
AL
AM
A
KO
NT
RO
L
T
R
O
G
ÖN
LE
ML
ER
O
F
T
R
O
G
13
Yol
luk
kırm
a Y
üzey
ha
tası
P
arça
ları
n is
tene
n şe
kild
e ol
maz
. F
izik
sel g
örün
ümü
bozu
lur.
P
arça
kul
lanı
lam
az.
5
P
arça
dan
Kop
arm
a Y
anlış
kırm
a yö
ntem
i O
pera
tör
eğit
imsi
z T
alim
at y
ok
5
Y
ollu
k kı
rman
ın d
üzgü
n ve
kol
ay
olm
ası i
çin
kırm
a bö
lges
ine
çent
ik
konu
lmak
tadı
r.
Ope
ratö
r eği
tilm
ekte
dir.
P
arça
lar
Kon
trol
Pla
nına
gör
e ko
ntro
l ed
iliy
or.
2 50
14
16
T
emiz
lem
e T
emiz
lem
e
için
tam
burl
u B
ER
GE
R
tem
izle
me
mak
inas
ı ku
llanı
lmak
tadı
r.
Yüz
ey
hata
sı
Par
ça y
üzey
leri
nde
kum
gör
ülür
. İş
lem
e sı
rası
nda
uc
sarf
iyat
ı ar
tar.
5
Y
eter
siz
Tem
izle
me
Tem
izle
me
yapı
lmam
ış.
Yet
eri k
adar
te
miz
lem
e ya
pılm
amış
. Y
anlış
tem
izle
me
mak
inas
ı kul
lanı
lmış
. O
pera
tör
hata
lı.
İş t
alim
atı
yok.
T
emiz
lem
e ka
bini
ar
ızal
ı.
5
Her
par
çanı
n ha
ngi t
emiz
lem
e m
akin
asın
da h
angi
bil
ya i
le n
e ka
dar
tem
izle
neceği
tali
mat
ı var
. Par
çala
r K
ontr
ol P
lanı
na g
öre
kont
rol e
dili
yor.
O
pera
törl
er eği
tili
yor.
T
PM
uyg
ulan
ıyor
.
2 50
15
T
aşla
ma
Taş
lam
a iş
lem
inde
sı
rası
yla
sabi
t taş
ve a
rmut
taş
kull
anıl
ıyor
.
Yüz
ey
hata
sı
Par
çala
rın
iste
nen
şeki
lde
olm
az.
Fiz
ikse
l gör
ünüm
ü bo
zulu
r.
İşl
emed
e br
üt k
alır
. P
arça
kul
lanı
lmaz
.
7
H
atal
ı T
aşla
ma
Ope
ratö
r ha
talı.
P
arça
nak
il s
ıras
ında
ha
sar
görm
üş.
Kar
ışık
par
ça g
elm
iş.
Yan
lış
taşl
ama
tezg
ahı
kull
anıl
mış
. P
arça
taşl
ama
tali
mat
ı yo
k.
Dök
üm p
arça
sı h
atal
ı.
3
Her
par
ça te
miz
lem
e op
eras
yonu
ndan
so
nra
sayı
lıp
kasa
lara
kon
arak
et
iket
leni
r ve
taşl
ama
hatt
ına
veri
lir.
H
er p
arça
nın
hang
i tez
gaht
a ne
şek
ilde
taşl
anac
ağı t
aşla
ma
form
unda
gö
ster
iliy
or.
Taş
lam
ası
yapı
lan
parç
alar
Kon
trol
P
lanı
na g
öre
kont
rol e
dili
yor.
O
pera
tör
eğit
iliy
or.
2 42

76
Tab
lo 8
.8 M
aças
ız P
ik D
öküm
FM
EA
For
mu
(8)
OP
NO
: P
RO
SE
S
Pot
ansi
yel
Hat
a H
AT
AN
IN E
TKİSİ
Ö
HA
TA
NIN
K
AY
NAĞ
I F
ÖN
LE
ME
K
ON
TR
OL
Y
AK
AL
AM
A
KO
NT
RO
L
T
R
O
G
ÖN
LE
ML
ER
O
F
T
R
O
G
Yüz
ey
hata
sı
Par
ça y
üzey
sel h
atal
ı ol
ur.
İşle
me
sıra
sınd
a uc
sa
rfiy
atı
arta
r.
4
Yet
ersi
z gö
z ko
ntro
lü
Göz
kon
trol
u ya
pılm
amış
. İş
çi h
atal
ı.
İş t
alim
atı
yok.
6
P
arça
lar
Kon
trol
Pla
nınd
a be
lirt
ildiği
fr
ekan
sta
( %
100)
göz
kon
trol
u ya
pılı
yor.
K
ontr
ol p
lanı
var
. Ö
rnek
par
ça v
e re
sim
ler
var.
İş
çile
r eğ
itil
iyor
.
2 48
Mek
anik
ha
ta
Par
ça m
ukav
emet
i ye
ters
iz k
alır
. D
ayan
ımı d
üşer
. 6
Yan
lış
ölçü
m
Ope
ratö
r ha
talı.
C
ihaz
hat
alı.
T
alim
at y
ok
4
H
er p
arti
den
AQ
L 0
,65
sevi
yesi
ne g
öre
num
une
alın
ıp ö
lçüm
yap
ılıy
or.
Cih
az h
er s
ene
kalib
re e
dili
yor.
Ö
lçüm
den
önce
sta
ndar
d nu
mun
e il
e doğr
ulam
a ya
pılı
yor.
Y
-blo
k nu
mun
esi i
le ç
ekm
e te
sti
yapı
lıyo
r.
Ope
ratö
r eğ
itil
iyor
. T
alim
atı
var
2 48
17
Fin
al k
ontr
ol
Mek
anik
ko
ntro
l S
ertl
ik v
e çe
kme
ciha
zlar
ı il
e ko
ntro
l ya
pılm
akta
dır
Ölç
ü ha
tası
M
onta
j da
prob
lem
ol
ur.
işle
me
kurt
arm
az
6
Yan
lış
ölçü
m
Ope
ratö
r ha
talı.
C
ihaz
hat
alı.
'T
alim
at y
ok
4
P
arça
lar
Kon
trol
Pla
nına
gör
e k
alit
e ko
ntro
l tar
afın
dan
kont
rol e
dilm
ekte
dir.
C
ihaz
kal
ibre
edi
liyo
r.
Tal
imat
var
. O
pera
tor
eğit
imli
.
2 48
18
19
Am
bala
j &
sevk
iyat
Y
üzey
sel
hata
Ü
reti
m a
ksar
. P
arça
pas
lanı
r.
5 M
ikta
rın
, am
balj
ın
uygu
n ol
amas
ı 5
S
evki
yatt
an ö
nce
parç
alar
mik
tar
ve
amba
laj
yönü
nden
tali
mat
a gö
re k
ontr
ol
edil
ir.
2 50

77
8.6. SONUÇ
FMEA çalışmasının sonucunda sürecin güvenlirliğini sağlamak için yapılabilecek
tüm faaliyet yapıldığı ve alınabilecek tüm önlemlerin alındığı gözlemlenmiştir.
Firmanın kullanmakta olduğu teknolojisi döküm teknolojisinde gelinen son noktadır.
Birçok aşama ful otomatik makinelerle gerçekleştirilmekte, her aşamada gerekli
testler yapılmakta ve gerekli görülen noktalarda toplam verimli bakım
uygulanmaktadır.
FMEA çalışmasına başlarken döküm süreci boyunca ürün üzerinde olabilecek hatalar
hakkında literatür taraması yapılmış; 7.3 Döküm Hataları başlığı altında teze
eklenmiştir. Süreç haritasından ve FMEA formundan da görülebileceği gibi bu
hataların oluşmasını önlemek ve bu hataları yakalamak için günümüzde mevcut olan
tüm faaliyetler işletme tarafından gerçekleştirilmektedir (bakınız 7.1.3. Analizler).
Bu analizlerde kullanılacak numunelerin hazırlanması ve kontrolü ise prosedürlerle
belirtilerek standartlara bağlanmıştır (bakınız EK A ve EK B).
FMEA formu incelendiğinde şiddet endeksleri yüksek olmasına rağmen, oluşma ve
yakalanma endeksleri düşük değerler almaktadır. Bu durum firmanın hatalarla ilgili
etki edebileceği tüm alanlarda gerekli tedbirleri aldığını göstermektedir. Bu noktadan
sonra risk öncelik göstergelerinin aldığı değerleri düşürmek için üretilen parçanın
tasarımında değişiklik yapılması gerekmektedir. Firma ise bu değişiklikleri yapma
yetkisine sahip değildir. Bir başka değişle, mevcut koşullarda mevcut durumun
güvenilirliği arttırmak mümkün değildir.
Tezin literatür kısmında da belirtildiği gibi FMEA çalışmasının dört türü vardır.
Teng ve Ho çalışmalarında FMEA uygulamasının daha etkili olması için tasarım ve
süreç FMEA’lerinin birlikte kullanılmasının faydalarından bahsetmişlerdir.
Yaptıkları çalışmanın sonucunda bu iki FMEA türünün birlikte kullanılmasının
getireceği faydaları şu şekilde sıralamışlardır.
1. Müşterilere gönderilen ürünlerin spesifikasyonlara uymaması gibi bir
problem yaşamamak için FMEA sonuçlarından faydalanılarak günlük
yapılması gereken rutin kontrollerin planı oluşturulabilir.

78
2. FMEA çalışmasının sonucunda elde edilen şiddet endeksi, oluşma endeksi ve
yakalanma endeksi sayılardan ibaret olmakla kalmayıp, gerekli araçların ve
fikstürlerin geliştirilmesinde kullanılabilir.
3. Her iki FMEA sonuçlarından faydalanarak Hata Ağacı Analizi (Fault Tree
Analysis) yapılabilir.
4. FMEA ile kalite araçları birlikte kullanılarak eldeki verinin bilgiye dönüşmesi
sağlanabilir. Bu da tasarı ve süreç mühendislerinin işlerini daha iyi
yapabilmelerini sağlar[31].
Ancak uygulamanın yapıldığı firmada sadece süreç FMEA çalışması yapılmıştır.
Firma genellikle diğer sektörlerin tedarikçi olarak çalışmaktadır. Üretilen parçaların
tasarımları ile ilgili bir çalışma yapılması mümkün olmamakta, ürünlerin
spesifikasyonları tedarikçisi konumunda bulunduğu firmalarca belirlenmektedir. Bu
nedenle tasarım FMEA çalışması yapılmamaktadır. Bu da iki çalışmanın birlikte
yapılmasıyla elde edilebilecek faydaların elde edilememesine neden olmaktadır.
Bu problemi ortadan kaldırmanın bir yolu olarak, tedarikçi ve ana firmaların tasarım
FMEA’sını birlikte gerçekleştirilmeleri önerilebilir. Ancak böyle bir uygulama söz
konusu değildir.
Ayrıca Narayanan’ın da belirttiği gibi bir teknoloji potansiyelinin sınırlarına
ulaştığında, küçük iyileştirmeler sona erer ve teknoloji radikal bir değişimi
beklemeye başlar. Evriminin son dönemlerinde teknolojinin performans
karakteristiklerinde gelişme gerçekleştirmek güçleşir. Teknolojinin sahip olduğu
potansiyelinin sınırlarına yaklaşıldıkça, gelişmeler yavaşlar. Döküm teknolojisine
baktığımızda uzun bir geçmişe sahip olduğu ve artık olgun seviyesin ulaştığını
görmekteyiz [18]. Bu nedenle de gerek FMEA gerekse başka bir süreç geliştirme
aracı kullanarak, döküm sürecinde geliştirme yapmak zordur. Döküm teknolojisinde
bundan sonra gerçekleşecek olan gelişme daha çok radikal buluşlar olarak
gerçekleşebilir.
Ancak yine de çalışmadan bir fayda elde edilemediği söylenemez. Çünkü çalışmanın
sonuçları müşterilerle paylaşılmaktadır. Bu da müşterilere sipariş ettiklerini ürünlerin
üretim süreçlerini tanıma ve anlama şansı vermektedir. Bir başka açıdan
bakıldığında müşterilerle ilişkileri geliştirme açısından faydalığı olduğu ve
müşterinin tedarikçisine olan güvenini güçlendirdiği söylenebilir.

79
FMEA çalışmasının bir başka faydası olarak döküm sürecine ilişkin tüm bilgilerin bir
arada bulunduğu, düzenli ve anlaşılması kolay bir döküman hazırlanmış
bulunmaktadır. Bu tip çalışmalar dünyanın çeşitli yerlerinde kabul gören kalite
belgelerinin alınmasında yapılması gereken ön çalışmaların yerini tutar, süreci
hızlandırır ve kolaylaştırırlar.
Son olarak her ne kadar iyileştirme önerisi getirilememiş olsa da, firmadaki
uygulama başarılı bir “Süreç Yönetimi” örneği olarak verilebilir.

80
KAYNAKLAR
[1] Acılar A., Özcan G., 2006, Hata Türü ve Etkileri Analizi(HTEA) ve orta ölçekli
bir işletmede uygulaması, Kobiler ve Verimlilik Kongresi, 17-18 Kasım
[2] Becker J., Kugeler M., 2003, Process ,Management A guide for the Desing of
Business Processes, Springer.
[3] Ben-Daya M., Raouf A., 1996, A revised failure mode and effects analysis
model, International Journal of Quality & Reliability Management, 13, 43-47
[4] Barothy T., Peterhans M., Bauknecht K., 1995, Business Process Re-
engineering: Emergency of A New Research Field, Business Process
Reengineering ,16(1), pp 3-10
[5] Boudreau M. C., Robey D.,1996, Coping with contradictions in business
process re-engineering, Information Technology and People, 9, 40-57
[6] Çuhadar N., Çapan L., 1973, İmal Usulleri Labaratuar Deneyleri, Teknik
Üniversite Matbaası, Gümüşsuyu, İstanbul
[7] Çiğdemoğlu M., 1972, Basınçlı Döküm Cilt 1, Makina Mühendisleri Odası yayın
no:77, Ankara.
[8] Davenport T. H., Stoddard D. B., 1994, Reengineering: Business change of
mythic proportions? MIS Ouarterly, 18, 121-127
[9] Deakins E. Makgill H. H., 1997, What killed BPR? Some evidence from the
literature, Business Process Management Journal, 3, 81-107
[10] Franceschini F., Galetto M., 2001, A new approach for evaluation of risk
priorities of failure modes in FMEA, International Journal of Production
Research, 39, 2991-3002 (f1)

81
[11] Francis A., MacIntosh R., 1997, The market, technological and industry
context of businessprocess re-engineering in the UK, International Journal of
Operations & Production Management, 17, 344-364
[12] Gilbert J.,1992, How to eat an elephant a slice by slice guide to total quality
management, Athenaeum Press Ltd, Newcastle.(22)
[13] Grover V., Malhotra M. K., 1997, Bussiness process reengineering : a tutorial
on the concept, evoluation, method, technology and application, Journal of
Operations Management, 15, 193-213
[14] Hosseini S.M.S., Safaei N., Asgharpour M. J., 2006, Reprioritization of failures
in a system failure mode and effect analysis by decesion making trial and
evaluation laboratory technique, Realiability Engineering and System Safety,
91, 872-881
[15] Kmenta s., Fitch P. Ishii K., 1999, Advanced failure modes and affects
analysis of complex processes, Proceeding of the 1999 ASME Design
Engineering Technical Conferences, Las Vegas, Nevada
[16] Melao N., Pidd M., 2000, A conceptual framework for understanding bussiness
process and business modelling, Information Systems Journal , 10, 105-129
[17] Mena M. G., 2000, ADI-FMM, A Customized FMEA for Process Management
in the IC Assembly and Test Industry, 2000 Electronic Packaging
Technology Conference
[18] Narayanan V. K., 2001, Managing Technology and Innovation for Competitive
Advantage, Prentice Hall, New Jersey.
[19] Ould M. A., 1995, Business Process Modelling and Analysis for Re-
engineering and Improvement, John Wiley & Sons, Chichester
[20] Revelle J. B., 2001, Manufacturing Handbook of Best Practices An Innovation,
Productivity and Quality Focus, St. Lucie Press, pp. 227-241, Boca Raton
[21] Rosemann M., 2006, Potential pitfalls of process modeling: part A, Business
Process Management Journal, 12, 249-254
[22] Rosemann M., 2006, Potential pitfalls of process modeling: part B, Business
Process Management Journal, 12, 377-384
82
[23] Sankar N. R., Prabhu B. S., 2001, Modified approach for prioritization of
failure in a system failure mode and effect analysis, International Journal of
Quality & Reliability Management, 18, 324-335
[24] Schwering R. E., 2003, Focusing Leadership Through Force Field Analysis: A
New Variations On A Venerable Planning Tool, Leadership & Organization
Development Journal, 24 (7) pp. 361-370
[25] Sharp A., McDermott P., 2001, Workflow Modelling Toll for Process
Improvement and Application Development, Artech House, Boston
[26] Slack N., Chambers S., Johnston R., 2004, Operations Management, Pearson
Education, New York
[27] Srikesh G. ve diğerleri, 2004, Failue Mode Identification through Clustering
Analysis, Quality and Realibility Engineering International, 20, 511-526
[28] Stamatis D. H., 2003, Failure Mode Effects Analysis: FMEA from Theory to
Execution 2th Edition, ASQ Quality Press Milwaukee, Wisconsin.
[29] Sumanth D. J., 1998, Total Productivity Management A Systematic and
Quantative Approach to Compete in Quality, Price and Time, CRC Press
LLC, Florida
[30] Şen U., 1997, Küresel Grafitli Dökme Demirlerin Borlanması ve Özellikleri,
Doktora tezi, İstanbul Teknik Üniversitesi, Fen Bilimleri Enstitüsü.
[31] Teng S.H.G., Ho S.Y.M., 1996, Failure mode and effects analysis: An
integrated approach for product desing and process control, International
Journal of Quality & Reliability Management, 13, 8-26
[32] Zafiropoulos E. P., Dialynas E. N., 2005, Reliability prediction and failure
mode effects and criticality analysis (FMECA) of electronic devices using
fuzzy logic, International Journal of Quality & Reliability Management, 22,
183-200
[33] http://www.mindtools.com/pages/article/newTED_06.htm
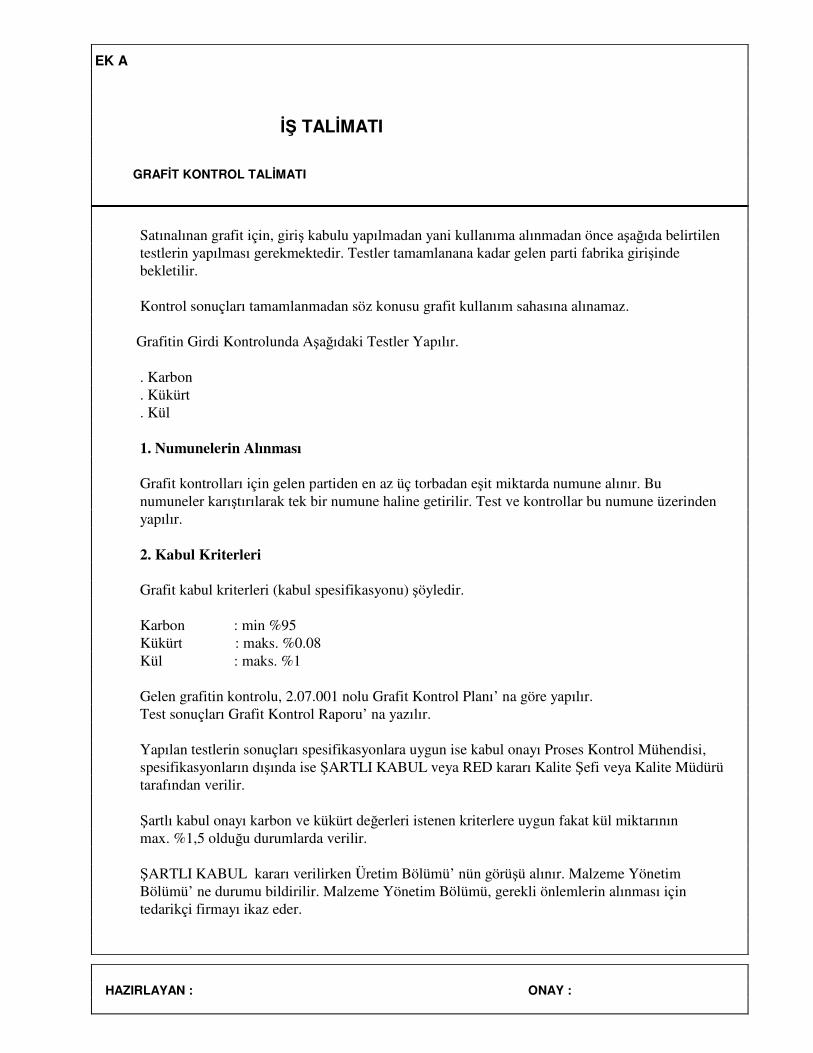
EK A
İŞ TALİMATI
GRAFİT KONTROL TALİMATI
HAZIRLAYAN : ONAY :
Satınalınan grafit için, giriş kabulu yapılmadan yani kullanıma alınmadan önce aşağıda belirtilen testlerin yapılması gerekmektedir. Testler tamamlanana kadar gelen parti fabrika girişinde bekletilir. Kontrol sonuçları tamamlanmadan söz konusu grafit kullanım sahasına alınamaz. Grafitin Girdi Kontrolunda Aşağıdaki Testler Yapılır. . Karbon . Kükürt . Kül 1. Numunelerin Alınması
Grafit kontrolları için gelen partiden en az üç torbadan eşit miktarda numune alınır. Bu numuneler karıştırılarak tek bir numune haline getirilir. Test ve kontrollar bu numune üzerinden yapılır. 2. Kabul Kriterleri
Grafit kabul kriterleri (kabul spesifikasyonu) şöyledir. Karbon : min %95 Kükürt : maks. %0.08 Kül : maks. %1 Gelen grafitin kontrolu, 2.07.001 nolu Grafit Kontrol Planı’ na göre yapılır. Test sonuçları Grafit Kontrol Raporu’ na yazılır. Yapılan testlerin sonuçları spesifikasyonlara uygun ise kabul onayı Proses Kontrol Mühendisi, spesifikasyonların dışında ise ŞARTLI KABUL veya RED kararı Kalite Şefi veya Kalite Müdürü tarafından verilir. Şartlı kabul onayı karbon ve kükürt değerleri istenen kriterlere uygun fakat kül miktarının max. %1,5 olduğu durumlarda verilir. ŞARTLI KABUL kararı verilirken Üretim Bölümü’ nün görüşü alınır. Malzeme Yönetim Bölümü’ ne durumu bildirilir. Malzeme Yönetim Bölümü, gerekli önlemlerin alınması için tedarikçi firmayı ikaz eder.

EK A
İŞ TALİMATI
GRAFİT KONTROL TALİMATI
HAZIRLAYAN : ONAY :
Yapılan testlerin sonuçları bilgisayara girilerek Grafit Kontrol Raporu alınır. Rapor Üretim ve Malzeme Yönetim Şefliklerine dağıtılır. Red kararı verilmiş ise, Malzeme Yönetim Şefliği gelen grafiti Grafit Kontrol Raporu ile birlikte tedarikçiye gönderilir 3. Testlerin Yapılışı
a- Kül Miktarı Tayini
a) 1 tane boş seramik tabak tartılır ve ağırlığı kaydedilir. ( Kroze Ağırlığı ) b) 5 gr. yeni kum tartılır ve 1 gr. grafit tartılarak ilave edilir, iyice karıştırılır. c) Tabağa 6 gr’ lık kum-grafit karışımı konur ve tartılır. d) 915 – 935oC’ de ( fırında ) 2 saat bekletilir. e) Desikatörde oda sıcaklığına soğutulur. f) Grafit- kum karışımı ve tabak birlikte tartılır. % Kül Miktarı = ( ( Yanma Sonundaki Tartım – ( Kroze ağırlığı + 5 )) * 100
b- Kükürt Miktarı Tayini
Kükürt kimyasal yolla bulunur. Bkz. 2.15.003 nolu Kimyasal Analizler Talimatı c- Yüzde Karbon Miktarı
% Kül miktarı ve % Kükürt miktarı toplamı 100’ den çıkarılır. % Karbon = 100 - (%Kül + % Kükürt) olarak hesaplanır.

EK B
İŞ TALİMATI
METALOGRAFİK NUMUNE HAZIRLAMA ve KONTROL TALİMATI
HAZIRLAYAN : ONAY :
A) Numune Hazırlama ve Parlatma İşlemi şu sıraya göre yapılacaktır. 1- Kaba taşlama : Numune, düz bir satıh elde edilinceye kadar taşlanır. 2- Zımparalama : Döner zımpara makinasında şu sıra ile yapılır. a) 180 nolu zımpara kağıdı b) 320 nolu zımpara kağıdı Parlatma işlemi, zımparalama işlemi tamamlandıktan sonra çuha ile yapılır. 3- Zımpara kağıtlarının ve parlatma bezinin yırtılmaması için taşlama sırasında numunenin keskin kenarları kavislendirilmelidir. 4- Taşlama, zımparalama veya parlatma işlemlerinden herhangi biri yapılırken numune ile aşındırıcı arasındaki açı sabit tutulur, numunenin temas yönü değiştirilmez. 5- Numune hazırlanırken (taşlama, zımparalama, parlatma sırasında) aşındırıcı yüzeye fazla bir kuvvetle bastırılmaz, aksi halde numunenin yüzeyinde kaymalar meydana gelir, bunlar da numunenin özelliklerini değiştirirler. 6- Hazırlama sırasında numunenin ısınmasına fırsat verilmemelidir. Isınma numunenin özelliklerini değiştirebilir. Bu yüzden zımparalama işlemleri sırasında su sürekli akmalıdır. 7- Aşındırıcı her değiştirilişinde (taşlama, zımpara kağıdı parlatma bezi değiştirilişinde) numunenin aşındırıcıya olan açısı 90 0 döndürülür. Bu sayede zımparanın oluşturduğu çizgiler giderilir. 8- Numune ısıl işlemine tabi tutulmuşsa, zımpara kağıtları gliserin su karışımı ile nemlendirilir. Bu sıvı soğutucu vazifesi görür ve hararet neticesi meydana gelebilecek bir bünye değişikliğini önler. 9- Parlatma için parlatma pastası veya parlatma tozu olarak alimünyum oksit kullanılır. Alimünyum oksit bulunmadığı takdirde magnezyum oksit de kullanılabilir. 10- Numune her türlü yağ ve pislikten arınmış olmalıdır. Emin olmak veya temizlemek için eter veya alkolle yıkamak gereklidir. 11- Parlatma sırasında parlatma keçesi parlatma pastası ve su karışım ile rutubetlendirilir. 12- Parlatma sonunda numune önce su, sonra asetonla temizlenir ve dağlanır.

EK B
İŞ TALİMATI
METALOGRAFİK NUMUNE HAZIRLAMA ve KONTROL TALİMATI
HAZIRLAYAN : ONAY :
13- dağlama işleminden sonra numune bol su ile yıkanıp asetonla kurutulur. B) Mikroskopik İncelemede Kullanılan Solusyonun Hazırlanması : Bu incelemede aşağıdaki özellikler tespit edilir. - Grafit tipi ve boyutları - Ferrit, Perlit, Sementit fazlarının dağılım ve miktarları Nitrik Asit Solüsyonu :
Nitrik Asit : 1 - 5 Gr Etil veya Metil Alkol : 100 Cm3 C) Mikroyapı Kontrolu :
1- Yatay Kalıplama Hattı
a - Emniyet Parçası Olmayan Dökümler
1- Bu kalıplama hattında döküm işlemi otomatik döküm arabasına konan potalarla yapılır. Her pota ile dökülen dereceler belirlenir. 2- Döküm işlemine başlanır. Son derece döküldükten sonra metalografik inceleme için o pota ile dökülen son derecenin yolluğundaki sıvı metalden standart mikroskop numunesi alınır ve üretim durdurulur. 3- Alınan standart mikroskop numunesi mikroskopla incelenecek şekilde hazırlanır. 4- Standart mikroskop numunesinin mikroyapısı yani perlit, ferrit, sementit yüzdeleri ve grafit tipi ve dağılımları tablolarla mukayese edilerek belirlenir. 5- Sonuçlar parça için tanımlanmış olan speklerle karşılaştırılır. Sonuçlar speklere uygun ise üretime aynı şekilde devam edilir. 6- Metalografik inceleme sonuçları Mikroyapı Raporu’ na yazılır ve bilgisayara girilir. Bu işlem her pota için tekrarlanır. 7- Uygun olmayan durumlarda ise laboratuvar tarafından üretim durdurulur. 8- Hatalı olduğuna karar verilen pota ile dökülen parçaların bulunduğu derecelerin hangi soğuma

EK B
İŞ TALİMATI
METALOGRAFİK NUMUNE HAZIRLAMA ve KONTROL TALİMATI
HAZIRLAYAN : ONAY :
hattıda olduğu belirlenir. Bu hat bilgisayar tarafından kilitlenir. 9- Uygun olan parçaların tamamı hattan alındıktan sonra hatalı olduğundan şüphelenilen parçaların bulunduğu kalıplar bozulur. 10- Bu parçalar sarı renkli sakat kasalarına konur. 11. Spesifikasyon dışı olan özellik sferolaşma yüzdesi ise bu parçalar da doğrudan sakata atılır. 12. Sferolaşma yüzdesi uygun fakat ferrit, perlit ve sementit oranlarında sapma varsa ayrılan parçaların bulunduğu kasadan en az bir adet parça ( ürün ) alınır ve parçalardan mikroskop numunesi alınır. Alınan numunelerin mikroyapısı incelenir. 13. Döküm parça üzerinden alınan numunenin mikroyapısı uygun ise bu parçalar Kalite Kontrol kısmına getirilir ve sertlik kontrolu yapılır ve uygun olan parçalar sağlama verilir. 14- Uygun değil ise söz konusu pota ile dökülen parçalar hammadde havuzlarına gönderilir. 15- Sakat nedeni ve miktarını belirtmek için 01-12-12 nolu Parça Sakat Raporu düzenlenerek Üretim Şefliği ile Kalite Kontrol Bölümü’ ne bildirilir. Üretim Bölümü gerekli düzeltmeleri yaptıktan sonra imalata devam edilir. b - Emniyet Parçaları 1- Her pota ile dökülecek dereceler belirlenir. 2- Döküm işlemine başlanır. O pota ile ile dökülen son derecenin yolluğundaki sıvı metalden metalografik inceleme için standart mikroskop numunesi ( Çil Maça Numunesi ) alınır. Bu ilk pota ise Laboratuvar onayı gelene kadar üretim dururulur. 3- Alınan standart mikroskop numunesi mikroskopla incelenecek şekilde hazırlanır. Standart mikroskop numunesinin mikroyapısı yani perlit, ferrit, sementit yüzdeleri ve grafit tipi ve dağılımları laboratuvardaki tablolarla mukayese edilerek belirlenir. 4- Standart numunenin mikroyapısı dökülen parçanın spekleri ile karşılaştırılır. 5- Numunenin mikroyapısı speklere uygun ise ise döküm devam edilir ve 9. maddeden sonraki işlemler yapılır.. 6- Alınan standart numunenin mikroyapısı uygun değil ise üretim durudurulur. Hatalı olarak dökülen derecelerin bulunduğu hat bilgisayar tarafından kilitlenir.
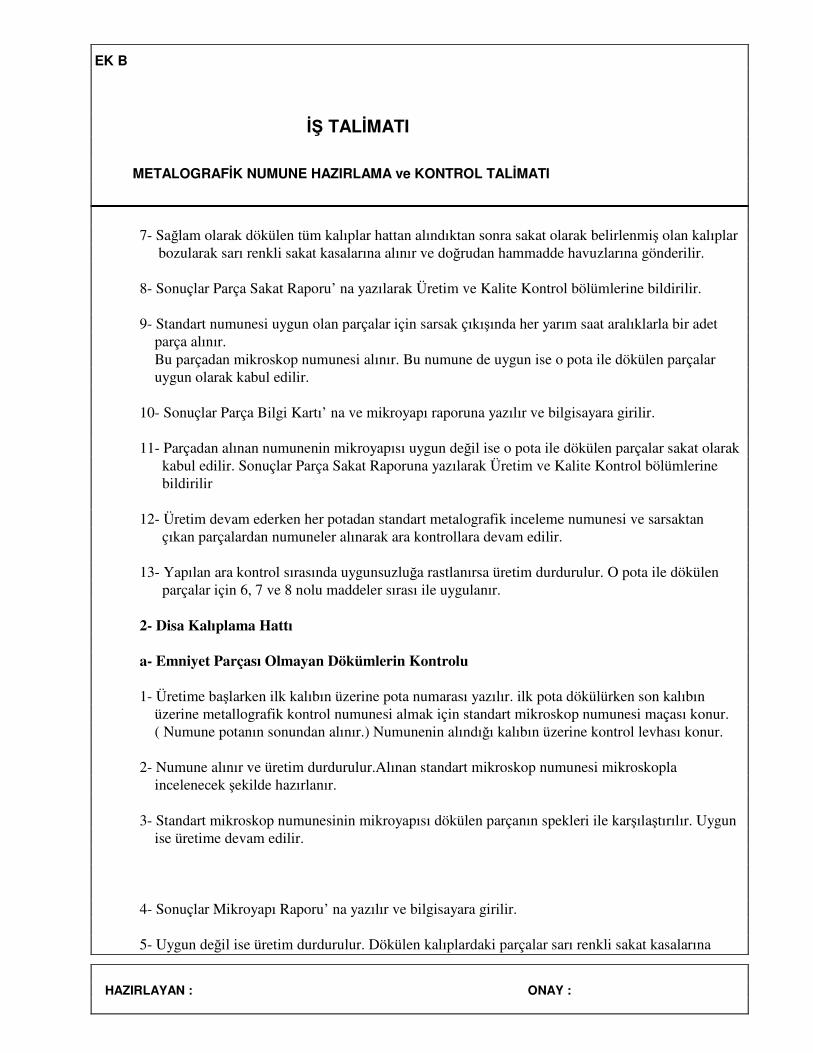
EK B
İŞ TALİMATI
METALOGRAFİK NUMUNE HAZIRLAMA ve KONTROL TALİMATI
HAZIRLAYAN : ONAY :
7- Sağlam olarak dökülen tüm kalıplar hattan alındıktan sonra sakat olarak belirlenmiş olan kalıplar bozularak sarı renkli sakat kasalarına alınır ve doğrudan hammadde havuzlarına gönderilir. 8- Sonuçlar Parça Sakat Raporu’ na yazılarak Üretim ve Kalite Kontrol bölümlerine bildirilir. 9- Standart numunesi uygun olan parçalar için sarsak çıkışında her yarım saat aralıklarla bir adet parça alınır. Bu parçadan mikroskop numunesi alınır. Bu numune de uygun ise o pota ile dökülen parçalar uygun olarak kabul edilir. 10- Sonuçlar Parça Bilgi Kartı’ na ve mikroyapı raporuna yazılır ve bilgisayara girilir. 11- Parçadan alınan numunenin mikroyapısı uygun değil ise o pota ile dökülen parçalar sakat olarak kabul edilir. Sonuçlar Parça Sakat Raporuna yazılarak Üretim ve Kalite Kontrol bölümlerine bildirilir 12- Üretim devam ederken her potadan standart metalografik inceleme numunesi ve sarsaktan çıkan parçalardan numuneler alınarak ara kontrollara devam edilir. 13- Yapılan ara kontrol sırasında uygunsuzluğa rastlanırsa üretim durdurulur. O pota ile dökülen parçalar için 6, 7 ve 8 nolu maddeler sırası ile uygulanır. 2- Disa Kalıplama Hattı
a- Emniyet Parçası Olmayan Dökümlerin Kontrolu
1- Üretime başlarken ilk kalıbın üzerine pota numarası yazılır. ilk pota dökülürken son kalıbın üzerine metallografik kontrol numunesi almak için standart mikroskop numunesi maçası konur. ( Numune potanın sonundan alınır.) Numunenin alındığı kalıbın üzerine kontrol levhası konur. 2- Numune alınır ve üretim durdurulur.Alınan standart mikroskop numunesi mikroskopla incelenecek şekilde hazırlanır. 3- Standart mikroskop numunesinin mikroyapısı dökülen parçanın spekleri ile karşılaştırılır. Uygun ise üretime devam edilir. 4- Sonuçlar Mikroyapı Raporu’ na yazılır ve bilgisayara girilir. 5- Uygun değil ise üretim durdurulur. Dökülen kalıplardaki parçalar sarı renkli sakat kasalarına

EK B
İŞ TALİMATI
METALOGRAFİK NUMUNE HAZIRLAMA ve KONTROL TALİMATI
HAZIRLAYAN : ONAY :
alınır. Gerekli düzeltmeler Üretim Bölümü tarafından yapıldıktan sonra üretime tekrar başlanır ve yukarıdaki işlemler tekrarlanır. 6- Spesifikasyon dışı olan özellik sferolaşma yüzdesi ise bu parçalar da doğrudan sakata atılır. 7- Sferolaşma yüzdesi uygun, ferrit, perlit ve sementit oranlarında sapma varsa bu parçalar sakat kasasına alınır. Ayrılan parçaların bulunduğu kasadan en az üç adet parça ( ürün ) alınır ve parçalardan mikroskop numunesi alınır. Alınan numunelerin mikroyapısı incelenir. 8- Döküm parça üzerinden alınan numunenin mikroyapısı uygun ise bu parçalar Kalite Kontrol kısmına getirilir ve sertlik kontrolu yapılır ve uygun olan parçalar sağlama verilir. 9- Üründen alınan parçanın metalografik özellikleri uygun değil ise söz konusu pota ile dökülen parçalar hammadde havuzlarına gönderilir. Sakat nedenini ve miktarını belirten Parça Sakat Raporu düzenlenerek Üretim ve Kalite Kontrol bölümlerine dağıtılır. 10- Üretim devam ederken her saat başı metalografik inceleme numunesi alınarak ara kontrollara devam edilir. 11- Yapılan ara kontrol sırasında hataya rastlanırsa üretim durdurulur. O pota ile dökülen parçalar için 5,6,7,8 ve 9 nolu maddeler sırası ile uygulanır. b- Emniyet Parçalarının Kontrolu 1- Üretime başlarken ilk kalıbın üzerine pota numarası yazılır. ilk pota dökülürken son kalıpın üzerine standart mikroskop numune maçası konur. ( Numune potanın sonundan alınır.) Numunenin alındığı kalıbın üzerine kontrol levhası konur. Üretim durdurulur. 2- Alınan standart mikroskop numunesi mikroskopla incelenecek şekilde hazırlanır. 3- Standart mikroskop numunesinin mikroyapısı yani grafit şekli, ferrit, perlit ve sementit miktarları dökülen parçanın spekleri ile karşılaştırılır. Uygun ise üretime devam edilir. 4- İlk pota ile dökülen parçalar katılaştıktan sonra dökülen potanın son kalıbından parça çıkarılır. Parçadan mikroskop numunesi alınır. Bu numune de uygun ise o pota ile dökülen parçalar uygun olarak kabul edilir. 5- Sonuçlar Mikroyapı Raporuna, Parça Bilgi Kartına yazılır ve bilgisayara girilir. 6- Uygun değil ise üretim durdurulur. Parçalar doğrudan sakat kasalarına alınarak hammadde havuzlarına gönderilir.

EK B
İŞ TALİMATI
METALOGRAFİK NUMUNE HAZIRLAMA ve KONTROL TALİMATI
HAZIRLAYAN : ONAY :
7- Sakat nedenini ve miktarını belirten için Parça Sakat Raporu düzenlenerek Üretim ve Kalite Kontrol bölümlerine dağıtılır. 8- Gerekli düzeltmeler üretim bölümü tarafından yapıldıktan sonra yukarıdaki işlemler tekrarlanır. Üretim devam ederken her potadan metalografik inceleme numunesi alınarak ara kontrollara devam edilir. 9- Yapılan ara kontrol sırasında uygunsuzluğa rastlanırsa üretim durdurulur. O pota ile dökülen parçalar için 6 ve 7 nolu maddeler sırası ile uygulanır.

91
ÖZGEÇMİŞ
1983 yılında İzmir’de doğdu. İlk okul, orta okul ve liseyi İzmir’de okudu. 2000
yılında İzmir Buca Anadolu Lisesi’nden mezun oldu. Aynı yıl ÖSS sınavı
sonucunda İstanbul Teknik Üniversitesi İşletme Mühendisliği lisans
programına girmeye hak kazandı. 2005 yılında İşletme Mühendisliği lisans
programını tamamlayarak, aynı programın yüksek lisans programına başladı.
Şu an hala İstanbul Teknik Üniversitesi İşletme Mühendisliği programı Üretim
Yönetimi ve Pazarlama Anabilim Dalında araştırma görevlisi olarak
çalışmatadır.