공학박사윤천한 -...
TRANSCRIPT
공학박사 윤 천 한
사출금형설계
사출금형의 설계
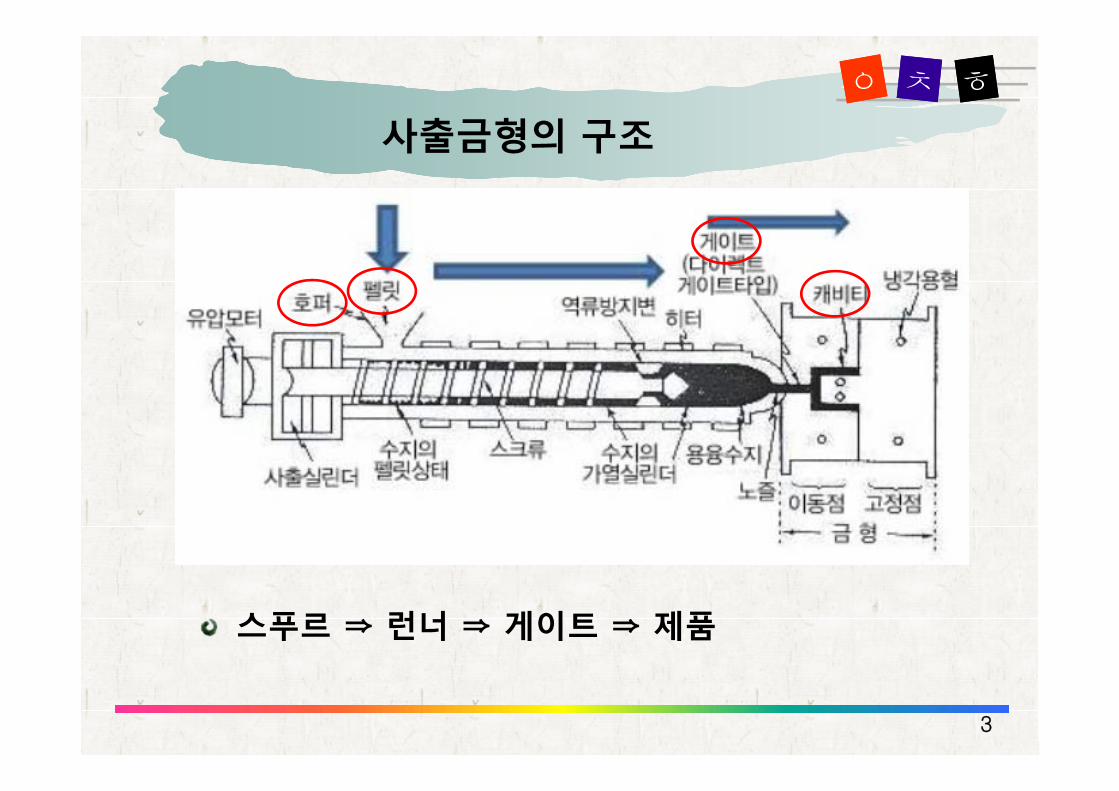
스푸르 ⇒ 런너 ⇒ 게이트 ⇒ 제품
사출금형의 구조
3
4
2)금형 내부의 평균수지 압력(p) : 용융된 수지를 캐비티
내부로 충진시킬 때 사출 압력이 있어야
이 경우 캐비티 내에 분포되는 압력은 그림 3.2에서와
같이 게이트 부근이 최대 압력 이고,말단부를 제로라고
할 경우,평균 수지 압력을 생각할 수 있음
이것은 P로 표시하며, 일반적으로 평균 압력은 사출 압
력의 40~80% 정도
(2) 사출 성형기의 결정

5
① PS, PP, PE 등의 유동성이 양호한 수지의 경우
P=250 kg/cm2
② PMMA, PC 등의 유동성이 나쁜 수지의 경우
P=300 kg/cm2
③ 경질 PVC 수지의 경우
P=300 kg/cm2

6
3)투영 면적 (A) : 형체력은 사출력보다는 항상 절대적으로 커야
형체력이 사출력보다 작은 경우는 사출 시 금형이벌어지게 되어 파팅 라인에 플래쉬가 발생되거나 성형이 불가능한 경우도 발생
형체력(F) > 평균 사출 압력(P)X 투영 면적(A)으로표시되므로
총투영 면적=제품의 변적+런너와 게이트의 면적
7
예를 들어, 직경 20cm 의 제품을 2캐비티 금형으로생산하고자 할 때(사용 원료는 PP) 형체력(F)는
F= π/4 D2 × 2 × þ= π/4 × 202 × 2 ×250=157,000kg/cm2
일반적으로 사용 기계의 형체력(F)을 최대 70% 정도만 고려하므로
F。= F/0.7 ≒ 225 ton 으로 선정

8
형체력(F)과 성형 투영 면적(A)
9
제품, 런너, 스프루의 각 부분의 총체적을 계산한 뒤 사용원료의 비중을 곱하여 계산하거나, 샘플이 있을 경우는 다음과 같이 필요 사출량을 구함
WT = WC + WR
여기서WT= 총중량WC= 제품 총중량WR= 런너, 스프루의 중량
4) 사출량을구하는방법
10
@ 캐비티 수를 결정 : 사용할 사출기의 사양을 참고로
하여 결정
일반적으로 평균 사출량은 총 사출량의 60~80% 정
도를 고려
@ 금형의 크기와 두께를 결정 : 금형의 크기는 제품의
크기, 금형의 구조 및 부착 설비에 따라 달라지며, 캐
비티 수에 따라서 크기가 좌우되므로 사용할 사출기의
tie-bar 간격을 고려
5) 캐비티 수와 금형의 크기를 고려하는 방법
11
또한 슬라이드 코어의 움직임에 간섭이 없도록 해야
금형의 두께는 성형품의 높이, 성형품의 품질, 금형
의 구조, 성형품의 이형 방법, 기능성, 내구성 등에 관
한 요인 들을 고려하고, 사출기의 사양에서 형개의 최
대/최소 스트로크, 이형 방법 등을 복합적으로 결정
5) 캐비티 수와 금형의 크기를 고려하는 방법

12
@ 용융 수지의 온도가 높을수록 수지의 유동 거리는
증가
@ 사출 압력이 증가할수록 수지의 유동 거리는 증가
@ 금형 온도가 증가할수록 수지의 유동 거리는 약간
증가
@사출 속도가 증가할수록 수지의 유동 거리는 증가
성형의 각 조건과 유동 거리와의 관계
13
@ 온도 : 스크류/실린더 온도, 수지 온도, 금형 온도,건조 온도, 유압 온도, 주변 온도
@ 압력 : 충진 압력, 보압, 배압, 이형 압력,형개 압력, 형체 압력
@ 시간 : 충진 시간, 보압 시간, 냉각 시간, 건조 시간
@ 속도 : 사출 속도, 회전 속도, 형개 속도, 형폐 속도,이형 속도
@ 양 : 계량, 이형 량, 형개 량, 쿠션 량
(3) 성형 조건의 인자와 영향
14
1) 스크류•실린더 온도
2) 사출 압력(injection pressure)
3) 사출 속도 (injection speed)
4) 사출 시간(injection time)
5) 냉각 시간(cooling time)
6) 계량(metering)
7) 스크류 회전수(screw rpm)
8) 스크류 배압 (screw back pressure)
9) 금형 온도 (mold temperature)
(4)성형 조건의 영향
15
@ 대략적으로 계량 거리(스트로크)를 정한다(제품 중량의 90% 정도의 사출량을 목표로)
@ 충진에서 보압 단계로 바뀌는 전환 위치(LS4)를정한다(형체력 100 톤에서는 LS4=10mm)
@ 사출압력을 정한다[충진 압력 70 kg/cm2(50%),보압 30 kg/cm2(28%)]
@ 스크류의 회전수를 정한다(형체력 100 톤에서는 100 ~150 rpm)
@ 사출속도를 정한다@ 시간을 정한다
1) 사출 조건을 다음과 같이 임의로 설정
16
• 사출 시간 : 경험에 의한다{게이트 실링 시간+α)
• 보압 전환시간 : 게이트가 고화되지 않는 동안은 다단
사출속도 방식으로 바꿈
• 냉각 시간 : 계량 시간 +α, 또는 경험 식에 의해서
• 간격 시간 : 취출 시간 +α
1) 사출 조건을 다음과 같이 임의로 설정

17
그림 3.5 다단 사출 속도와 성형품의 영향
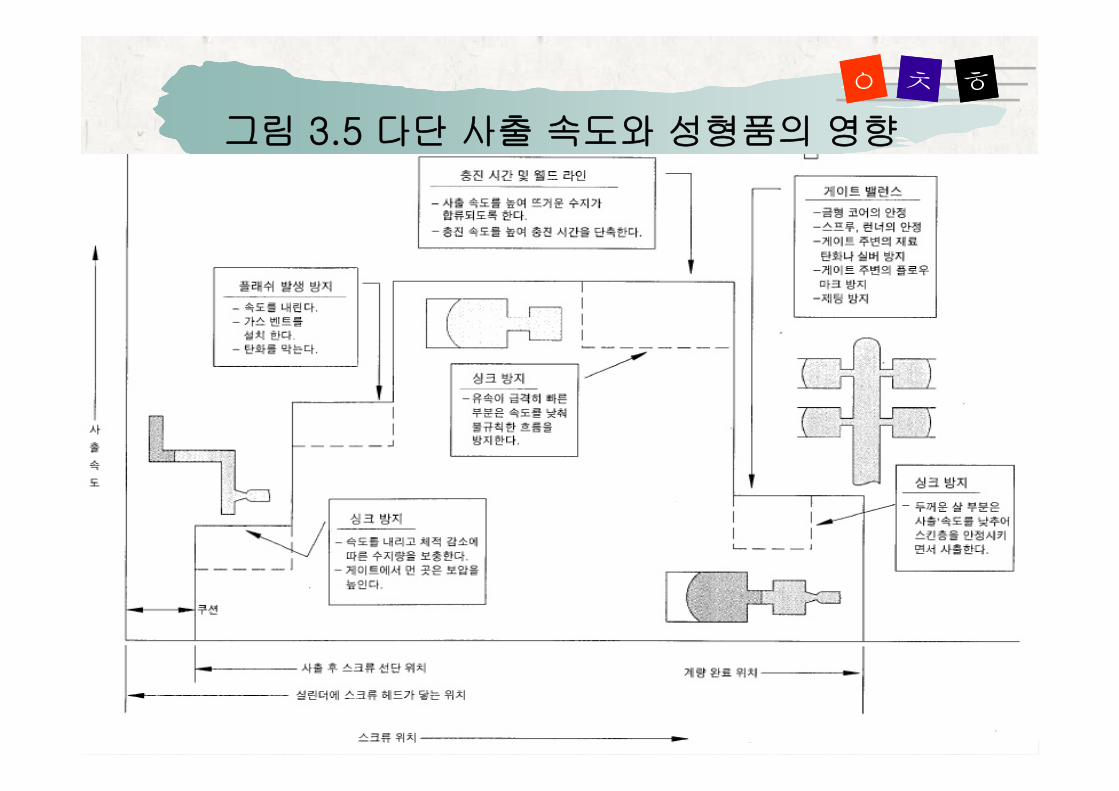
18
그림 3.5 다단 사출 속도와 성형품의 영향
19
싱크 마크(sink mark)플라스틱 성형에서 성형품 표면에 생기는 오목한 자국
제팅( jetting)성형품의 표면에 뱀이 지나가는 것과 같이 구불구불한모양
플래시(flash , expulsion and surface flash , burr)주물을 주형에 주입하였을 때에 주형의 연결 면에 생기는 것

Boys be ambitious!