chapter 04 流程能力與績效分析
DESCRIPTION
Chapter 04 流程能力與績效分析. Outline. 基本定義 流程能力 ( 製程能力 ) 分析 流程績效 分析 計數值資料 之流程能力與績效分析 非常態流程 能力分析 注意事項. Introduction. 企業常會關心產出 ( 相對於規格 ) 到底會有 多少比例 是不良?進行流程能力與績效分析可提供上述相關之訊息。 流程 ( 製程 ) 能力指的是流程製造之 產品能符合規格之能力 ,簡言之即流程的 一致性 (uniformity) 。 造成流程能力不足的主要 兩個原因 為: 流程平均值偏離規格中心值 與 流程變異過大 。 - PowerPoint PPT PresentationTRANSCRIPT

Chapter 04流程能力與績效分析
Pg 2
Outline
基本定義 流程能力 ( 製程能力 ) 分析 流程績效分析 計數值資料之流程能力與績效分析 非常態流程能力分析 注意事項

Pg 3
Introduction
企業常會關心產出 ( 相對於規格 ) 到底會有多少比例是不良?進行流程能力與績效分析可提供上述相關之訊息。
流程 ( 製程 ) 能力指的是流程製造之產品能符合規格之能力,簡言之即流程的一致性 (uniformity) 。
造成流程能力不足的主要兩個原因為:流程平均值偏離規格中心值與流程變異過大。
改善流程能力不足有許多方法,但主要原則為: (1) 降低流程變異, (2) 調整機台參數使流程平均值接近規格中心值, (3) 放寬規格界限。
基本上「流程能力」乃評估流程的短期能力,而「流程績效」則評估流程的長期能力。

定義 (Definition)

Pg 5
估計標準差 (Estimation of )s
樣本平均數 和變異數 s2 分別是為母群體的平均數m 和變異數 s² 的不偏估計量 (unbiased estimators)
樣本標準差 s 不是一個母群體標準差 s 的不偏估計量 (unbiased estimator)
母群體標準差 s 的不偏估計量可經由下式估計之 .
4
)2/)1((Γ
)2/(Γ
1
2)(
c
n
n
nsE
34
)1(44
n
nc
4/ˆ cs
22 )( and )( sExE
x

Pg 6
變異定義 (Definition—Variation)
固有流程變異 (Inherent process variation) 流程變異僅來自共同原因 (common causes) 製程變異可經由經由下二式估計之:
總流程變異 (Total process variation) 流程變異來自共同原因與特殊原因 變異可經由各樣本標準差估計之:
n
i
i
n
xxs
1
2
1
)(
42 /or / csdR

Pg 7
製程能力與績效之定義 (Definition—Capability & Performance)
製程能力 (Process capability) 六個標準差範圍內之固有製程變異 (The 6s range of a
process’s inherent variation)
( 製程能力 : 所有造成流程不穩定的非機遇原因被排除後,流程處於統計的管制狀態下的流程能力 )
s 可經由 估計之
製程績效 (Process performance) 六個標準差範圍內之製程總變異 (The 6s range of a
process’s total variation) s 通常由樣本標準差 (s) 估計之。
2/ dR

Pg 8
短期與長期變異 (Short-Term vs. Long-Term Variability)
短期變異 共同原因 ( 組內變異 ) Cp and Cpk 常用來評估潛在的短期能力
長期變異 長期流程變異來自共同原因與特殊原因 Pp and Ppk 常用來評估大致上的長期能力
( 短期間所蒐集的樣本 )
( 長期間所蒐集的樣本 )

Pg 9
長期估計標準差 (Long-Term Estimate of )s
公式 (formula)
or
n
i
i
n
xxs
1
2
1
)(̂4
ˆc
s
同時考慮了流程一般原因與特殊原因的變異

Pg 10
短期估計標準差 (Short-Term Estimate of )s
若 x-bar and R 管制圖已建構完成,利用:
若 x-bar and s 管制圖已建構完成,利用:
若 x-MR 管制圖已建構完成,利用:4
ˆc
s
2
ˆd
R
為移動全距之平均值其中
128.1
ˆ2
RM
RM
d
RM

Pg 11
短期估計標準差 有 m 個樣本組與樣本大小為 n
利用實驗設計與 ANOVA
)(ˆ
4 dc
sp
m
ii
m
i
n
jiij
p
n
xx
S
1
1 1
2
)1(
)(
11
mndm
ii

製程能力分析Process Capability Analysis

Pg 13
製程能力評估 (Assessing Process Capability)
短期之流程能力分析一般使用於進料檢驗或產品最終檢驗與測試等,它可迅速反映出供應商之原料或產品當時的品質。
「流程能力指標」被使用來評估一流程滿足規格的能力
Bad
High dispersion( 變異大 )
Better
Low dispersion, Off target( 低散佈,目標值偏移 )
Best
Low dispersion, On target( 低散佈,目標值準確 )

Pg 14
假設 (Assumptions)
當計算「流程能力指標」時,通常需首先檢查 資料是否符合常態分配之假設 流程是否處於統計管制狀態下,亦即判斷是否資
料點都在管制界限內,並呈現自然隨機之變動 樣本大小考量 (Sample size considerations)
最少須 30 個,最好超過 100 個樣本
Pg 15
符號 (Notation)
LSL :規格下限 USL :規格上限 m :規格中心值 T :目標值
m :流程平均數 s :流程標準差 ppm (parts per million) :每百萬產出之不合格數

Pg 16
製程能力指標 : Cp & Cpk
6LSLUSL
pC
3
LSL ,
3
USLminpkC
Cp 只考慮流程的變異 ;
Cpk 同時考慮流程的變異與流程平均值偏離規格中心之情形 .
.2/)LSLUSL(
where,)1( is to
μm
kkCCCC ppkppk關係:
m = (USL + LSL)/2
s 通常是使用短期變異來進行估算

Pg 17
能力比 (Capability Ratios)
pCCR
1
pPPR
1
CR 代表被變異使用之規格寬度 CR = 0.3 30% 的規格寬度被使用

Pg 18
Example 4.1: The Problem
從流程中抽取 20 組樣本,每組樣本有 5 個觀測值,用來量度某品質特性,希望建立管制圖來管制該流程
No. 樣本組量測值 平均值 全距1 28 29 27 32 27 28.6 52 32 29 30 30 31 30.4 33 32.4 6
: : : :
18 28.8 419 32 36 30 29 42 29.8 1320 26 30 31 32 31 33.8 6
Averages: 30.95 5.15
規格 s: USL = 40, LSL = 20樣本點 6 與 19 超出管制界線 .

Pg 19
Example 4.1: Calculation
由於經繪製 管制圖之後得知樣本點 6 與樣本點 19 超出管制界限,因此將此兩個樣本點剔除後再重新計算,得
Cp 的估計值為
此估計值大於 1.33 ,表示此流程為一有能力之流程。 流程能力比
表示流程占用 50% 之規格寬度 (CR越小越好,表示流程變異越小 ) 。
082.2326.2
842.4ˆ
2
d
R
601.1082.26
2040ˆ6
ˆ
LSLUSLC p
5.061
LSLUSLC
CRp
x

Pg 20
Cp and ppm
Cp 單邊規格 雙邊規格0.25 226628 4532550.5 66807 1336140.6 35931 718610.7 17865 357290.8 8198 163950.9 3467 69341 1350 2700
1.1 484 9671.2 159 3181.3 48 961.4 14 271.5 4 71.6 1 21.7 0.17 0.341.8 0.03 0.062.0 0.0009 0.0018
3 個標準差
6 個標準差

Pg 21
可接受之最小流程能力指數
Cp 值越大表示流程能力越好,產出的不合格率越低。 通常建議最小的流程能力指數為 1.33 (4s); 但是
Motorola 在六標準差活動中,提出致力於獲得單一流程一個最小的 Cp 值為 2.0 以及 Cpk 值為 1.5 。
Acceptance criteria is typically based on organizational standard.

Pg 22
Example
145100 190
USLLSL
130
10
50.1pkC
50.1pC
00.1pkC
50.1pC
Pg 23
Cp and Cpk 比較
通常 Cp 值用以衡量流程的潛在能力 (potential capability) ,而 Cpk 值用以衡量流程的實際能力 (actual capability) 。
如果流程平均值不在目標值上,則 Cp > Cpk 。 Cp 與 Cpk 間差異在於製程平均值偏移目標值多寡
若平均值 = 目標值 , Cp = Cpk
若 Cpk = 0, 平均值 = 規格界限 若 Cpk < 0, 平均值落於規格界限外

Pg 24
Cp, Cpk and ppm
s水準 Cp平均值在目
標值上平均值偏移
1.5sCpk
1 0.34 317310.5 697672.1 0.00
2 0.67 455001.1 308770.2 0.17
3 1.00 2700.0 66810.6 0.50
4 1.34 63.4 6209.7 0.83
5 1.67 0.6 232.7 1.17
6 2.00 0.0 3.4 1.5
7 2.34 0.0 0.0 1.83
8 2.67 0.0 0.0 2.17
9 3.00 0.0 0.0 2.50
3 個標準差
6 個標準差
Pg 25
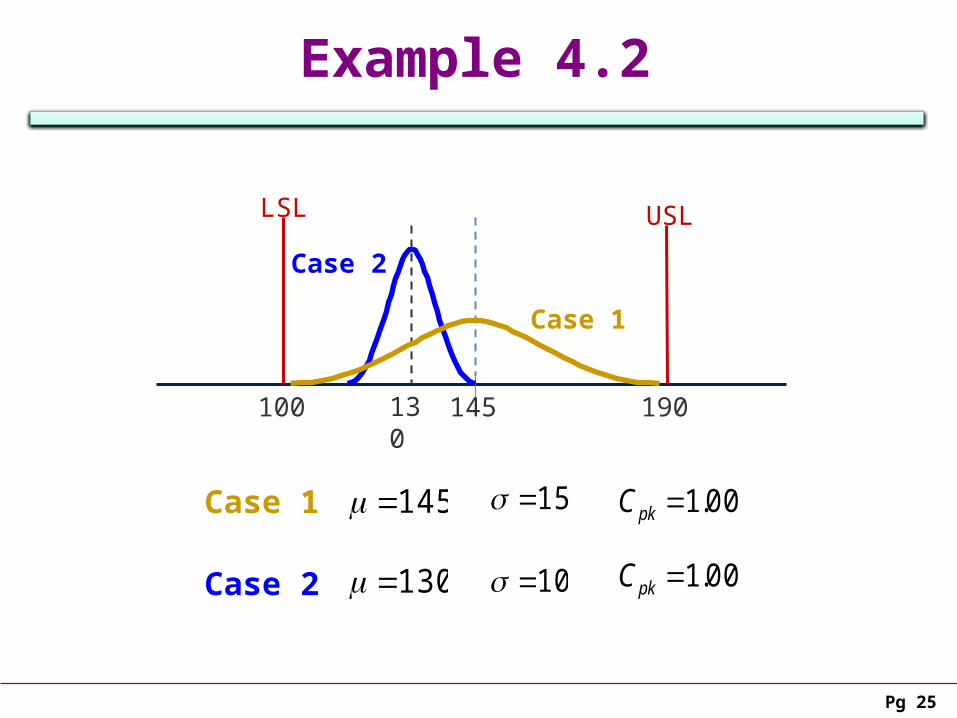
Example 4.2
145100 190
USLLSL
130
00.1pkC
10
Case 1
Case 2
15145
130
Case 1
Case 2 00.1pkC

Pg 26
Cpm Index
田口博士認為目標值 (target, T) 比規格界限還重要
變異來自二項:製程變異 (s) 與趨近製程中心 (process centering) , ( m - T).
22)(6
LSLUSL
TC pm
當製程平均數不等於目標值時, Cpm 比 Cpk 更精確。• 當流程變異變大或流程平均值越偏離目標值時, Cpm 會變小 (Cpm <
Cp) 。• 當流程平均值在目標上,則 Cp = Cpk = Cpm 。

Pg 27
Example 4.3
145100 190
USLLSL
130
00.1pkC
10
Case 1
Case 2
15145
130
Case 1
Case 2 00.1pkC
00.1pmC
832.0pmC

製程績效分析Process Performance Analysis

Pg 29
製程績效指標 : Pp & Ppk
6LSLUSL
pP
3
LSL ,
3
USLminpkP
此二類績效指標亦可作為長期製程能力與績效指標。
Pp 與 Ppk 之差別,就如同 Cp 與 Cpk 之差別。但是請注意流程
變異之計算是不一樣的,例如:
n
i
i
n
xxRx
1
2
1
)(ˆ chart, and 源自
Pp 不考慮製程中心值 .
s 通常是使用長期變異來進行估算

Pg 30
Example 4.4: The Problem
從流程中抽取 20 組樣本,每組樣本有 5 個觀測值,用來量度某品質特性,希望建立管制圖來管制該流程
No. Subgroup Measurements Mean Range1 28 29 27 32 27 28.6 52 32 29 30 30 31 30.4 33 32.4 6
: : : :
18 28.8 419 32 36 30 29 42 29.8 1320 26 30 31 32 31 33.8 6
Averages: 30.95 5.15
規格 : USL = 40, LSL = 20兩個樣本點超出管制界限: Points 6 and 19.

Pg 31
Example 4.4: 長期觀點 經繪製 x-bar 管制圖之後得知樣本點 6 與樣本點 19 超出管
制界限,今假設暫不將此二個樣本點剔除 長期流程績效
368.3
1100
92.33
1ˆ
100
1
2
1
i
in
i
i x
n
xxs
376.39975.0
368.3
)100(
368.3ˆ
4
c
987.0376.36
2040ˆ6
ˆ
LSLUSLPp
894.0376.33
95.3040,
376.33
2095.30minˆ
pkP
pkp PP ˆˆ 流程之平均值偏離目標值
99748.034
)1(4,25 4
n
ncn若

Pg 32
Example 4.4: 短期觀點 經繪製 x-bar 管制圖之後得知樣本點 6 與樣本點 19 超出管
制界限,今假設暫不將此二個樣本點剔除 短期流程績效
pkp CC ˆˆ 流程之平均值偏離目標值
214.2326.2
15.5ˆ
2
d
R
506.1214.26
2040ˆ6
ˆ
LSLUSLC p
363.1214.23
95.3040,
214.23
2095.30minˆ
pkC
此外可以發現所計算出來的短期流程能力指標值大於長期流程績效指標值。

Pg 33
Example 4.4: 短期觀點
利用 s
227.2940.0
093.2ˆ
4
c
s
497.1227.26
2040ˆ6
ˆ
LSLUSLC p
355.1227.23
95.3040,
227.23
2095.30minˆ
pkC
與上頁之計算 , 相差不大。
Pg 34
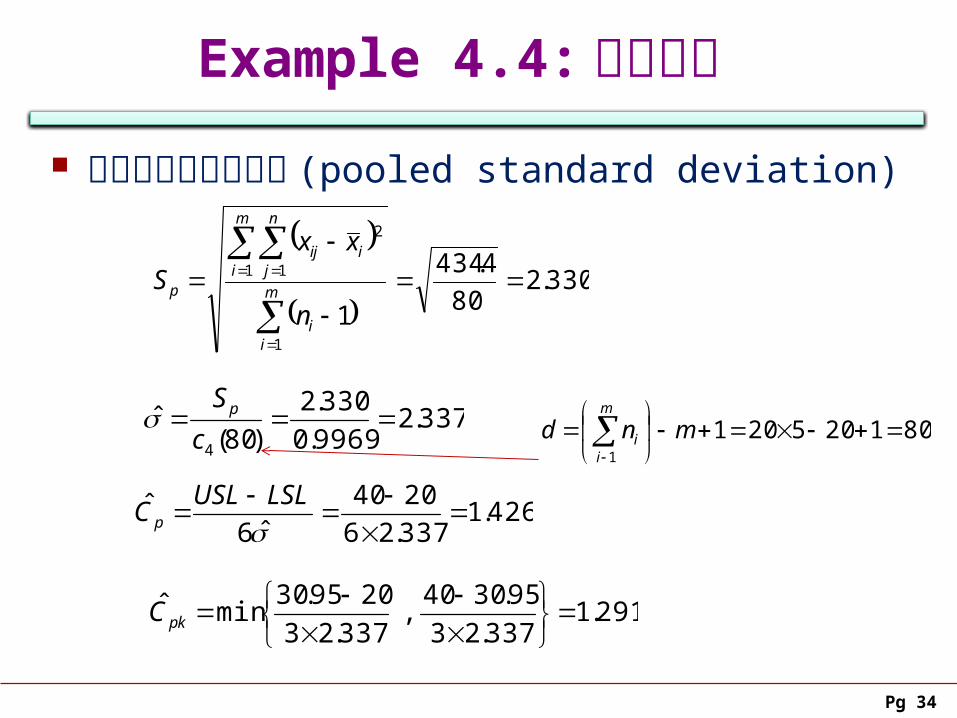
Example 4.4: 短期觀點
使用共同樣本標準差 (pooled standard deviation)
330.2
80
4.434
11
1 1
2
m
ii
m
i
n
jiij
p
n
xx
S
8012052011
mndm
ii
337.29969.0
330.2
)80(ˆ
4
c
S p
426.1337.26
2040ˆ6
ˆ
LSLUSLC p
291.1337.23
95.3040,
337.23
2095.30minˆ
pkC

Pg 35
Example 4.5: Calculation-1
經繪製 x-bar 管制圖之後得知樣本點 6 與樣本點 19 超出管制界限,今假設將此二個樣本點剔除
長期流程績效
103.2
190
2.30
1ˆ
90
1
2
1
i
in
i
i x
n
xxs
109.2997.0
103.2
)90(
103.2ˆ
4
c
581.1109.26
2040ˆ6
ˆ
LSLUSLPp
430.1109.23
95.3040,
109.23
2095.30minˆ
pkP

Pg 36
Example 4.5: Calculation-2
經繪製 x-bar 管制圖之後得知樣本點 6 與樣本點 19 超出管制界限,今假設將此二個樣本點剔除
短期流程績效
082.2326.2
842.4
)5(ˆ
2
d
R
601.1082.26
2040ˆ6
ˆ
LSLUSLC p
449.1082.23
95.3040,
082.23
2095.30minˆ
pkC
因為流程處於穩定中, pkpkpp PCPC ˆˆ ,ˆˆ 2/ dRs 所以

Pg 37
Example 4.6: 五個零件裝配
一組件由五個零件所裝配而成。 Page.147
分別計算個別零件之能力 / 績效指標,可能費時費力。因此考慮整個產品並進行計算。
0224.0001.0001.0001.0001.0001.03 22222 y
34.1)0224.0(2
06.0
6
LSLUSL
pC
Part 1 Part 2 Part 3 Part 4 Part 5001.01 B
?B) (where 54321 BBBBBB
001.03 B001.02 B 001.04 B 001.05 B
分別計算產品長度之平均值與標準差
假設產品規格為 16±0.03

計數值資料之製程能力與績效分析Process Capability/Performance for
Attribute Data

Pg 39
計數值資料之製程能力與績效分析
對於計數值資料,使用計數值管制圖之中心線值作為流程能力之衡量指標。
以 p chart 為例: 可作為製程能力估計值p
計數值資料之流程能力衡量,其最主要的缺點在於無法說明產品不符合規格之原因。

非常態流程能力分析Process Capability/Performance
for Non-normal Data(skip)

Pg 41
非常態流程能力指標與分析
找出最佳適配的分配 (distribution) ,並估計機率
將數據進行轉換,使之靠近常態分配 最常用方法為運用 Box-Cox將資料轉換
Values (Y) are transformed to the power of l (i.e., Yl)
2
2
Y ed transformY 2Y ed transformY 5.0
ln(Y) ed transformY 0Y1/ ed transformY 5.0
1/Y ed transformY 2

Pg 42
Example: 非常態流程分析方法 Find XL associated with Pr( )=0.00135 Find XU associated with Pr( )=0.99865 Estimate 6 sigma spread using XU – XL
3 sigma spread: X0.5 – X0.00135 ; X0.99865 – X0.5
X0.00135 X0.99865
Median X0.5
00135.05.0
5.0
XX
LSLXPpk
00135.099865.0 XX
LSLUSLPp
Two-sided specification
One-sided specification

Pg 43
Example 4.7
某橡圈內徑上規格界限為 12 ,下規格界限為 5 ,今收集 80筆資料如下表所示。
無資料轉換
11.1 ,98.5 sx
05.111.16
512
6ˆ
s
LSLUSLC p
9.25 4.32 5.4 4.76 5.74 5.46 4.56 6.47 6.19 6.14.89 6.04 5.05 4.85 6.2 7.19 6.33 7.06 4.75 9.25.12 5.69 7.22 8.25 4.98 5.56 4.92 6.8 5.96 6.27.81 6.18 6.47 4.85 7.72 5.59 5.45 6.82 4.6 5.375.8 5.8 5.17 4.66 6.18 6.08 7.89 6.31 5.59 4.99
5.02 7.13 5.96 5.23 5.27 7.52 5.29 5.97 5.15 7.65.81 5.35 5.28 7.39 5.96 4.84 5.36 4.94 5.55 6.637.16 9.09 6.44 6.81 4.83 5.35 5.97 6.39 4.63 4.93

Pg 44
Example 4.7
由於原始資料之直方圖極為偏斜,因此估計出來之流程能力值並不具代表性。
本例取原始數據的倒數進行轉換 轉換過後之數據近似常態分配
重新估計流程能力如下:
03.0 ,17.0 sy
67.003.06
08.02.0
6ˆ
s
LSLUSLC p

Pg 45
非常態分配之流程能力指標
Luceño (1996) 提出一非常態分配之流程能力指標
當品質特性服從常態分配時,上式分母將會等於 6s寬度。
通常 未知,可用 進行估計。
TXE
LSLUSLC
i
pc
26
n
ii TX
n 1
1TXE i
Pg 46
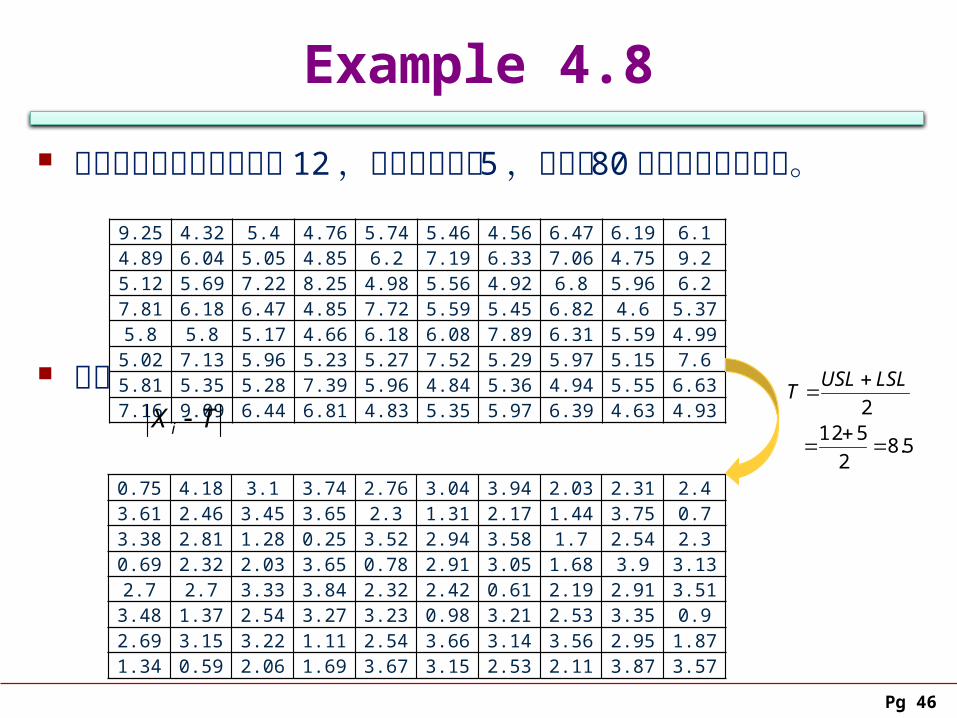
Example 4.8
某橡圈內徑上規格界限為 12 ,下規格界限為 5 ,今收集 80筆資料如下表所示。
計算
9.25 4.32 5.4 4.76 5.74 5.46 4.56 6.47 6.19 6.14.89 6.04 5.05 4.85 6.2 7.19 6.33 7.06 4.75 9.25.12 5.69 7.22 8.25 4.98 5.56 4.92 6.8 5.96 6.27.81 6.18 6.47 4.85 7.72 5.59 5.45 6.82 4.6 5.375.8 5.8 5.17 4.66 6.18 6.08 7.89 6.31 5.59 4.99
5.02 7.13 5.96 5.23 5.27 7.52 5.29 5.97 5.15 7.65.81 5.35 5.28 7.39 5.96 4.84 5.36 4.94 5.55 6.637.16 9.09 6.44 6.81 4.83 5.35 5.97 6.39 4.63 4.93
TX i
0.75 4.18 3.1 3.74 2.76 3.04 3.94 2.03 2.31 2.43.61 2.46 3.45 3.65 2.3 1.31 2.17 1.44 3.75 0.73.38 2.81 1.28 0.25 3.52 2.94 3.58 1.7 2.54 2.30.69 2.32 2.03 3.65 0.78 2.91 3.05 1.68 3.9 3.132.7 2.7 3.33 3.84 2.32 2.42 0.61 2.19 2.91 3.51
3.48 1.37 2.54 3.27 3.23 0.98 3.21 2.53 3.35 0.92.69 3.15 3.22 1.11 2.54 3.66 3.14 3.56 2.95 1.871.34 0.59 2.06 1.69 3.67 3.15 2.53 2.11 3.87 3.57
5.82
512
2
LSLUSLT
Pg 47
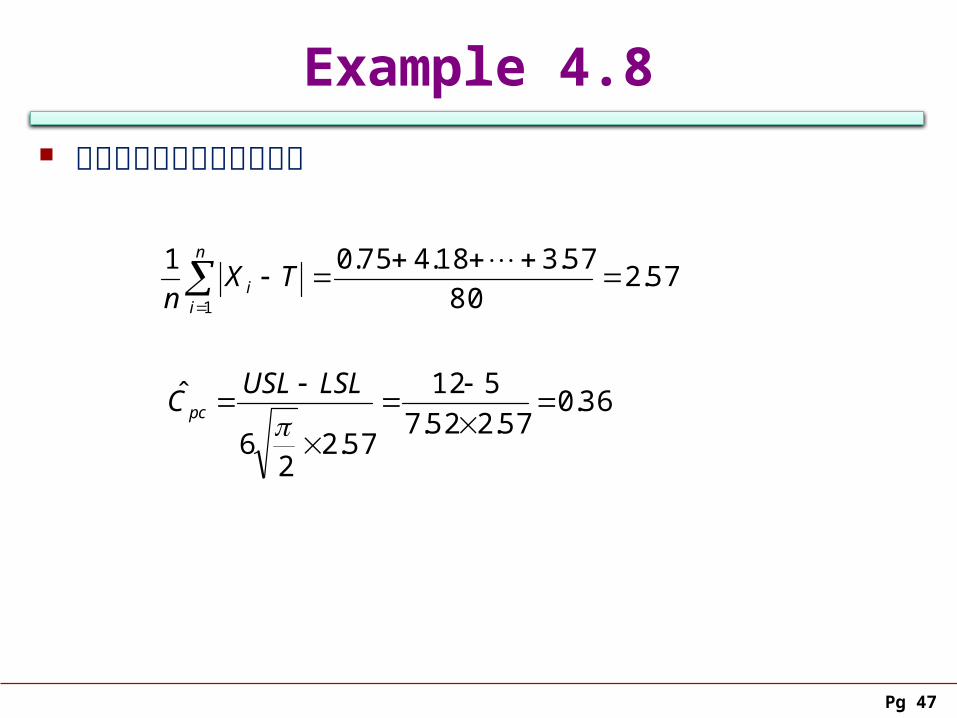
Example 4.8 非常態分配之流程能力指標
57.280
57.318.475.01
1
n
ii TX
n
36.057.252.7
512
57.22
6
ˆ
LSLUSL
C pc

A Case

Pg 49
實務案例問題 某製造商利用射出成型機製造飲料瓶蓋,並於流程中使用電腦視覺儀器檢測瓶蓋色差,若色差大於某一設定值,則視為黑點(不良品),需予以報廢或進行重工。由於瓶蓋不良率過高,因此品管人員著手於品質改善之工作。
品管人員自流程中收集了瓶蓋色差的 100筆數據
瓶蓋色差規格之上限為 8
0.96 3.23 1.24 0.54 0.69 0.27 0.18 0.78 0.32 1.162.15 1.1 0.8 0.26 0.85 0.79 1.7 6.6 0.76 1.567.64 0.35 2.26 0.21 1.57 0.15 0.37 4.2 7.64 0.91.84 0.96 1.02 3.53 3.88 10.88 0.48 0.57 3.47 0.470.91 1.28 0.61 0.48 2.02 0.91 2 1.15 2.47 3.50.73 0.09 2.9 0.36 0.59 1.08 0.88 0.78 1.59 0.530.43 0.87 2.78 1 7.59 2.65 0.49 0.68 1.65 0.92
10.19 1.49 1.24 0.43 5.68 3.05 1.8 0.55 3.08 0.242.89 7.88 0.65 1.17 0.62 0.11 0.79 2.26 0.9 0.870.77 1.01 1.71 5.55 0.25 0.19 10.98 0.44 0.4 0.95

Pg 50
x-MR Chart
Pg 51
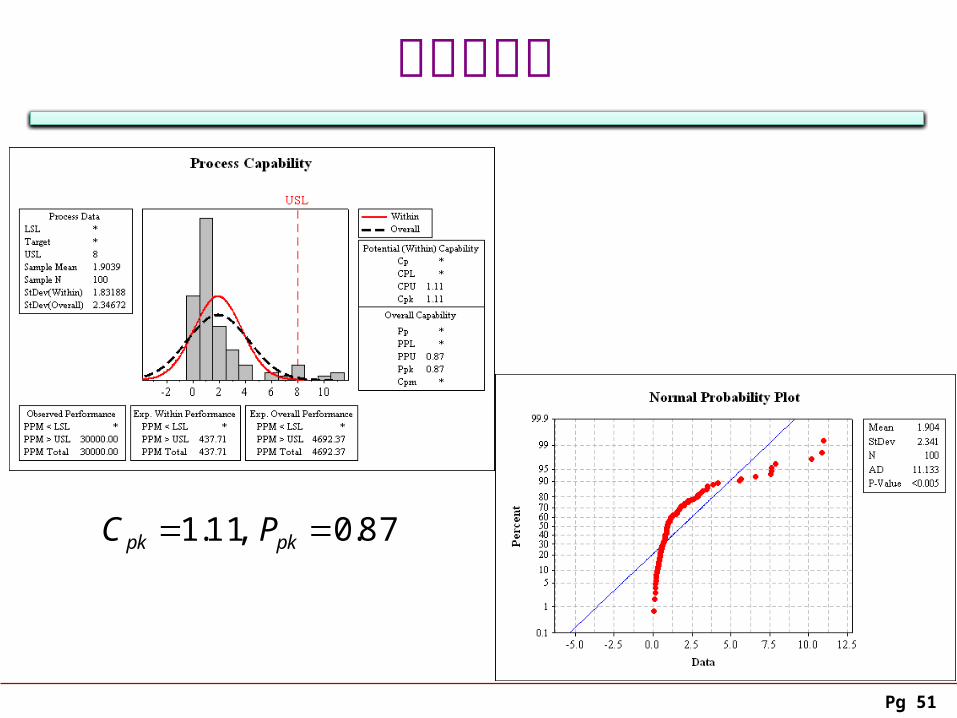
無資料轉換
87.0 ,11.1 pkpk PC

Pg 52
Box-Cox 資料轉換 A Box-Cox plot
Pg 53
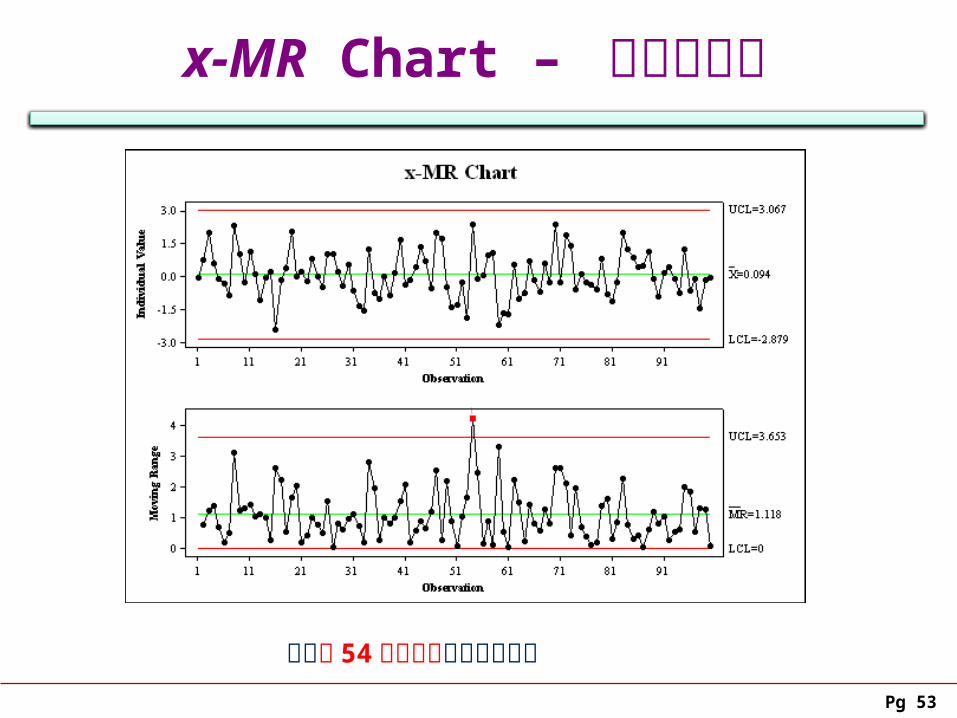
x-MR Chart – 資料轉換後
只有第 54 個樣本點超出管制界限

Pg 54
製程能力分析 (Process Capability Analysis)
製程能力分析 , 利用 Box-Cox轉換
63.0 ,67.0 pkpk PC

結論Conclusions

Pg 56
Notes
在進行流程能力與績效分析時須注意以下基本事項: 確認顧客與公司所認定的計算方式是否一致。也就
是說,所談的指的是短期流程能力或是長期流程績效,且採用何種方式進行估算 s 等等,都必須要有一共識,否則將會導致錯誤之決策結果。
應盡可能使用大家能夠瞭解與理解的指標。 樣本數據必須以常態分配為假設前提。 為使計算出之指標具代表性,樣本數據要夠大。 短期流程能力必須在流程穩定條件下計算出來。

Pg 57
Some Comments (1)
吾輩很難以單一指數或比值為基礎,來評估或真正瞭解一個流程
所有能力 / 績效評估應當侷限為單一流程特性,若要結合或是平均幾個流程的能力 / 績效結果成為一個單一指標,是極為不恰當的(AIAG).
能力 / 績效指標會隨著時間而改變, Wheeler 建議使用 x-MR chart 來報告流程指標

Pg 58
Some Comments (2)
當使用統計軟體時 ( 例如 Minitab) , Cp 和 Cpk 必須由組內標準差來決定,而 Pp 和 Ppk 必須由整體的標準差來決定
必須提出大家能夠瞭解與理解的指標,許多研究者並不建議將 ppm轉為標準差品質水準(sigma quality level) ,因為其結果會導致混淆